Инструмент хонинговальный: Хонинговальные инструменты купить в интернет магазине 👍
Содержание
Хонинговальный инструмент в Украине. Цены на Хонинговальный инструмент на Prom.ua
Работает
Хонинговальный инструмент для расточки цилиндров 32-89 мм YATO YT-05811
Под заказ
Доставка по Украине
442 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Работает
Хонинговальный инструмент для расточки цилиндров 19-63мм YATO
Доставка по Украине
285 грн
Купить
Агросервис
Работает
Хонинговальный инструмент для расточки цилиндров 51-177мм YATO
Доставка по Украине
1 008 грн
Купить
Агросервис
Работает
Хон. Хонинговальных инструмент Geko G02716
Доставка по Украине
800 грн
Купить
Autoinstrument
Работает
Хон для расточки цилиндра 51-178мм TOPTUL JDBE0718
Доставка по Украине
998 грн
948.10 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Комплект камней к хону TOPTUL L= 100 мм (3 ед. ) JLAF1804
) JLAF1804
Доставка по Украине
628 грн
596.60 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Комплект камней к хону JDBE0322 TOPTUL L29мм (3ед.) JLAF2201
Доставка по Украине
248 грн
235.60 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Хон для расточки цилиндра 51-178мм для использования с квадратом 1/4 или дрель (хонингование )TOPTUL JDBE0718
Доставка из г. Киев
998 грн
Купить
Все для СТО и Автосервиса.Работаем с НДС.
Работает
Комплект камней к хону JDBE0718 TOPTUL L= 100 мм (3 ед.) JLAF1804
Доставка из г. Киев
627.9 — 628 грн
от 3 продавцов
628 грн
Купить
ИнструментПоставка
Работает
Хонинговальный брусок 90B 50x25x150 89A SUPER T3TYROLIT
Под заказ
Доставка по Украине
782. 10 грн
10 грн
Купить
ООО «ДС Инвентум»
Работает
Точильный брусок TYROLIT 90B 50х25х200 89 AMITTEL
Под заказ
Доставка по Украине
633.10 грн
Купить
ООО «ДС Инвентум»
Работает
Хон для расточки цилиндра 51-178мм TOPTUL JDBE0718
Доставка из г. Харьков
950 — 1 080 грн
от 41 продавца
998 грн
Купить
ToptulOnline
Работает
Комплект камней к хону TOPTUL L= 100 мм (3 ед.) JLAF1804
Доставка из г. Харьков
628 — 690 грн
от 41 продавца
628 грн
Купить
ToptulOnline
Работает
Комплект камней к хону JDBE0322 TOPTUL L29мм (3ед.) JLAF2201
Доставка из г. Харьков
247.99 — 290 грн
от 31 продавца
248 грн
Купить
ToptulOnline
Работает
Хон для расточки цилиндра 51-178мм для использования с квадратом 1/4 или дрель (хонингование )TOPTUL JDBE0718
Недоступен
998 грн
Смотреть
Все для СТО и Автосервиса. Работаем с НДС.
Работаем с НДС.
Смотрите также
Работает
Хон для расточки цилиндра TOPTUL 51-178 мм JDBE0718
Недоступен
998 грн
Смотреть
ИнструментПоставка
Работает
Хон для расточки цилиндра 22-70мм квадратом 1/4 или любой электрической дрели TOPTUL JDBE0322
Недоступен
381 грн
Смотреть
Все для СТО и Автосервиса.Работаем с НДС.
Работает
Комплект камней к хону JDBE0322 TOPTUL L= 29мм (3ед.) JLAF2201
Недоступен
248 грн
Смотреть
ИнструментПоставка
Работает
Хон для цилиндров 22-70мм TOPTUL JDBE0322
Недоступен
381 грн
Смотреть
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Работает
Хон для цилиндров 22-70мм TOPTUL JDBE0322
Недоступен
381 грн
Смотреть
ToptulOnline
Работает
Хон для расточки цилиндра 22-70мм TOPTUL JDBE0322
Недоступен
381 грн
Смотреть
ИнструментПоставка
Не работает
Comec AC170 — Станок для расточки цилиндров двигателя
Недоступен
1 084 500 грн
Смотреть
«M. U.-GROUP»
U.-GROUP»
Не работает
Comec AC200 — Станок для расточки цилиндров двигателя
Недоступен
1 296 000 грн
Смотреть
«M.U.-GROUP»
Не работает
Comec ACF170 — Станок для расточки цилиндров двигателя
Недоступен
1 250 100 грн
Смотреть
«M.U.-GROUP»
Не работает
Comec ACF200 — Станок для расточки цилиндров двигателя
Недоступен
1 475 100 грн
Смотреть
«M.U.-GROUP»
Не работает
Бруски алмазные хонинговальные. Инструмент алмазный : Бруски хонинговальные
Недоступен
Цену уточняйте
Смотреть
ООО «ПромАрт» промышленный инструмент, цифровая печать
Не работает
Хон для расточки цилиндра 51-178 мм JTC 1423
Недоступен
896 грн
Смотреть
Lux-AutoTools
Не работает
Хон для расточки цилиндра 51-177 мм SATRA S-3ECh4
Недоступен
553 грн
Смотреть
Lux-AutoTools
Не работает
Расточка цилиндра
Недоступен
от 100 грн
Смотреть
ТОВ «ДИЗЕЛЬАПАРАТУРА»
Вертикально-Хонинговальные Станки | Honingtec — Honingtec
h3000N
Автоматический вертикально-Хонинговальный станок
Хонинговальный станок HONINGTEC H-2000 спроектирован для хонингования одноцилиндровых, двухцилиндровых и четырёхцилиндровых блоков мотоциклов.
| Максимальный ход | мм | 250 |
| Минимальный ход | мм | 30 |
| Диапазон диаметров обработки | мм | 30 — 140 |
| Скорость подачи шпинделя | м/мин | 0 — 25 |
| Скорость вращения шпинделя | об/мин | 70 — 270 |
| Расстояние стол — головка | мм | 410 — 535 |
| Опускание стола | мм | 125 |
| Двигатель шпинделя | кВт | 0,75 |
| Двигатель гидростанции | кВТ | 1,8 |
| Помпа хонинговального масла | кВт | 0,09 |
| Объём хонинговального масла | л | 135 |
| Напряжение / Частота | В / ГЦ | 230 — 400 / 50-60 |
| Напряжение управления | В | 24 |
| Мощность суммарная | кВт | 4 |
| Габариты станка | ммм | 1150х940х1860 |
| Вес нетто | кг | 700 |
1. Панель управления.
Панель управления.
2. Переключатель осевого перемещения.
3. Концевики переключения.
4. Электрошкаф.
5. Дополнительные хонинговальные головки.
6. Ящик для брусков.
7. Прижимы.
8. Бак для хонинговального масла.
9. Механизм перемещения стола вверх-вниз.
10. Рабочий стол.
11. Трубка подачи хонинговального масла.
12. Хонинговальная головка.
13. Штурвал подачи брусков.
14. Включение помпы.
16. Включение перемещения стола (дополнительная опция).
17. Вращение шпинделя.
18. Включение станка.
19. Регулятор вращения шпинделя.
20. Цифровой дисплей числа оборотов шпинделя.
21. Общий стоп.
22. Выключение станка.
23. Выключатель электродвигателя стола.
24. Подъём и опускание стола (дополнительная опция).
25. Регулятор осевого перемещения шпинделя.SPINDLE AXIAL MOUVEMENT
26. Выключение помпы.
27. Переключатель «Ручной режим/автоматический режим».
28. Стоп.
29. Старт.
30. Регулятор осевого перемещения шпинделя.
BVD 450 I ENTF — ERTF
вертикально-Хонинговальный станок
Хонинговальные станки BVD450 предназначены для хонингования любых гидравлических цилиндров, компрессоров, судовых двигателей, экструдеров для линий литья пластмасс и т.д. А также для применения в производственных цехах.
Благодаря специальной конструкции станок позволяет изменять любой параметр обработки с панели управления (кроме хода).
Станок оснащен защитными панелями, поэтому он соответствует требованиям CCE.
Благодаря своим характеристикам, диаметр обработки до 550 мм и длина до 2000 мм в наибольшем диапазоне, эти хонинговальные станки имеют оптимальное соотношение цены и качества. Кроме того, благодаря концепции машины, подготовка и наладка хонинговального станка и обработка чрезвычайно просты, а также увеличивается производительность.
Используемая система инструментов была специально разработана для того, чтобы получить прибыль от характеристик станка, как в скорости подготовки, так и в стоимости инструмента.
Технические характеристики
| Максимальный ход | мм | 900/1200/1500/1800/2000 |
| Максимальный диаметр изделия | мм | 660 |
| Диапазон диаметров обработки | мм | 63 — 450 |
| Опционный диапазон диаметров | мм | 38 — 320 |
| Скорость подачи шпинделя | м/мин | 4 — 22 |
| Скорость вращения шпинделя | об/мин | 14 — 84 |
| Опциональная скорость вращения | об/мин | 30 — 180 |
| Двигатель шпинделя | кВт | 1,1 |
| Двигатель гидростанции | кВТ | 2,2 |
| Помпа хонинговального масла | кВт | 0,12 |
| Объём хонинговального масла | л | 250 |
| Напряжение / Частота | В / ГЦ | 230 — 400 / 50-60 |
| Напряжение управления | В | 24 |
| Мощность суммарная | кВт | 6 |
| Минимальное давление воздуха | кг/м2 | 6 |
| Габариты рабочего места | см | 260x170x270/330/390/450/490 |
| Вес нетто | кг | 720/750/780/810/830 |
BV-140-400
Автоматический вертикально-Хонинговальный станок
Вертикально-хонинговальный станок с ЧПУ для высокоточных работ и высокой производительности.
Автоматическая компенсация веса хонинговальной головки для повышения скорости и снижения потребления электроэнергии.
Работа с плавающими или неподвижными деталями; работа с плавающей или неподвижной хонинговальной головкой.
Простая смена стандартных головок на промышленные.
| Максимальный ход | мм | 400 |
| Диапазон диаметров обработки | мм | 30 — 140 |
| Скорость подачи шпинделя | м/мин | 0 — 30 |
| Скорость вращения шпинделя | об/мин | 100 — 2500 |
| Двигатель шпинделя | кВт | 3,5 |
| Двигатель подачи | кВТ | 4,78 |
| Помпа хонинговального масла | кВт | 0,63 |
| Объём хонинговального масла | л | 120 |
| Двигатель разжима | кВт | 0,16 |
| Допустимый диаметр изделия над крепёжом | мм | 300 |
| Максимальный вес изделия | кг / м | 50 |
| Напряжение / Частота | В / ГЦ | 230 — 400 / 50-60 |
| Напряжение управления | В | 24 |
| Мощность суммарная | кВт | 12 |
| Габариты рабочего места | ммм | См. чертёж с размерами чертёж с размерами |
| Вес нетто | кг | 850 |
ООО «Моторист»
официальный дистрибьютер Honingtec
Часы работы
09:00 — 18:00 (пн — пт)
11:00 — 15:00 (суббота)
Московская область, г. Пушкино,
Ярославское шоссе, дом 98
+7 (495) 510-70-57
[email protected]
инженер поможет — Конструкция хонинговальных станков и область их применения
Процессом хонингования возможно обеспечение высоких требований по точности, предъявляемых к деталям, таки допуски, как нецилиндричность и непрямолинейность в пределах от двух до пять микрометров, волнистость до двух десятых микрометра, шероховатость от двух сотых до восьми десятых микрометра.
Хонингование-это процесс металлообработки с использованием как обычных, так и сверхтвердых абразивных материалов. Данный процесс относится к доводочной обработке. Хонинговальный станок выполняет два параллельных движения, схема показана на рисунке 1: это вращательное и возвратно-поступательное движение хонинговального инструмент. Подача инструмента осуществляется непрерывно с постоянной силой, также может выполняться при каждом двойном ходе головки бруска. Также этот процесс может дополнять третье колебательное движение, которое называют осциллирующим движением.
Подача инструмента осуществляется непрерывно с постоянной силой, также может выполняться при каждом двойном ходе головки бруска. Также этот процесс может дополнять третье колебательное движение, которое называют осциллирующим движением.
Экспериментально доказано, что добавление осциллирующего движения обеспечивает увеличение точность геометрических допусков формы детали, улучшает обработку сложнообрабатываемых деталей и рост производительность выполняемой работы. Последнее происходит потому, что при правильно подобранных режимах резания процесс обработки хонингованем имеет не затухающий характер, а траектория режущих зерен не накладывается на траекторию предыдущего прохода, что позволяет использовать их режущие свойства в большей мере. Однако введение этого движения имеет ограничение по массе подвижных частей станка.
Рисунок 1. Схема процесса хонингования
1 — деталь; 2 — брусок; 3 — перебег; 4 — перекрытие (Vок — окружная скорость, Vвп — скорость возвратно-поступательного движения, αс — угол сетки)
При трении поверхности хонинговального инструмента с поверхностью обрабатываемой детали происходит процесс резания со снятием тонкой стружки или пластическим вытеснением обрабатываемого материала. Для хонинговального инструмента применяется мелкая фракция абразивных частиц, их размер составляет от двадцати до ста микрометров, в среднем поверхность хонинговального бруска составляет от двадцати до четырехсот частиц на один миллиметр квадратный
Для хонинговального инструмента применяется мелкая фракция абразивных частиц, их размер составляет от двадцати до ста микрометров, в среднем поверхность хонинговального бруска составляет от двадцати до четырехсот частиц на один миллиметр квадратный
Хонингование производится на специальном оборудовании. Хонинговальные станки, как и большинство металлорежущего оборудования можно разделить на универсальные и специальные. По компоновке на две классические группы, это вертикальные и горизонтальные хонинговальные машины. Так же они делятся на такие группы как одношпиндельные и многошпиндельные. Как правило универсальное оборудование имеет одни шпиндель. Многошпиндельное оборудование изготавливается по специальному заказу.
Область применения хонинговального оборудования
Хонинговальные станки применяются как в серийном, так и в массовом производстве. Благодаря постоянно растущим требованиям к точности обрабатываемой детали, ее качеству и экономической целесообразности, а также значительным возможностям обработки алмазным инструментом использование хонинговальных машин значительно расширилось. Что позволяет увеличить качество, надежность и ресурс различных деталей машин.
Что позволяет увеличить качество, надежность и ресурс различных деталей машин.
Такое оборудование позволяет обрабатывать внутренние поверхности сквозных и глухих, конусных и цилиндрических отверстий. в частности хонинговальные станки применяют для обработки гильз, блоков цилиндров, отверстий в шатунах под палец, пазов род шпонки, канавок под стопорные кольца, шлицевых отверстий, эллипсовидных отверстий, гидравлических телескопических цилиндров, зубчатых колес, деталей топливного насоса высокого давления, труб, достигающих достаточного большого диаметра. Диапазон диаметров, обрабатываемых хонингованием, составляет от 5 до 800 миллиметров. Длина обрабатываемых отверстий может достигать 20000 миллиметров.
Такое оборудование возможно применять для хонингования одновременно нескольких соосно расположенных отверстий. Для обработки конусных и эллипсовидных отверстий системы прижимов абразивных брусков головки хонинговальной машины имеют эластичные элементы. Хонинговальные станки применяются для доводочных операций высокоточных отверстий и обеспечивают более эффективный процесс обработки, чем процесс притирки и полирования различными абразивными пастами и суспензиями. Также хонинговальные станки применяют для обработки наружных поверхностей и обработки торцов, сферических поверхностей, поршневых колец, алмазного зенкерования и развертывания.
Также хонинговальные станки применяют для обработки наружных поверхностей и обработки торцов, сферических поверхностей, поршневых колец, алмазного зенкерования и развертывания.
Хонинговальные машины, помимо вращательного и возвратно-поступательного движения могут обеспечивать, могут воспроизводить третье осциллирующее (колебательное движение в осевом направлении) движение, имеющее ряд плюсов, перечисленных выше. К недостаткам такой металлообработки относится по массе подвижных узлов хонинговального станка, а также увеличение погрешности по причине переменного направления осевой силы и и разности по величине перебега брусков. Поэтому хонинговальное оборудование, имеющее механизм осевой осцилляции, изготавливается только для обработки отверстий в диаметре до пятидесяти миллиметров и на небольшую глубину.
Конструкция хонинговальных станков
Пример одношпиндельного вертикально хонинговального станка, предназначенного для обработки цилиндрических поверхностей гильз и блоков цилиндров, представлен на рисунке 2.
Рисунок 2. Кинематическая схема вертикально-хонинговального станка
Конструкция машины представляет собой горизонтальную станину (24) с колонной (6) в задней части рамы. В верхней части смонтирована коробка передач (13) с электродвигателем. На колонне имеются направляющие, по которым задняя бабка (18) вместе со шпинделем (17) и установленной на ней заточной головкой перемещается в вертикальном направлении. На станине есть стол (23), на котором закреплено устройство (22) с заготовкой (21).
Вращение шпинделя (17) передается от двигателя через приводную втулку (14) и шлицевый вал (15). Возвратно-поступательное движение осуществляется гидроприводом с использованием гидроцилиндра (12). Реверс осуществляется через лимб (19), имеющий кинематическую связь с цепной звездочкой (5), которая в свою очередь соединена цепной передачей (16) с шпиндельной бабкой (18). Управление осуществляется с помощью кулачков (9 и 10), которые воздействуя на рычажный механизм (8), воздействуют на золотник гидропанели (3), который в свою очередь вызывает движение поршня гидроцилиндра (12). Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Для достижения большей точности при процессе обработки, непосредственно в процессе хонингования на обрабатывающей машине, применяют системы активного контроля, принцип действия которых может быть основан как на контактном, так и на бесконтактном методе контрольного измерения. Более эффективным методом является бесконтактный метод измерения величин.
Значительным преимуществом данного метода является устранение таких погрешностей, как износ поверхности щупа, вибрации, возникающие при работе машины, деформации, возникающие из за сил и температур. Этот способ обеспечивается специальная хонинговальная головка, в которую встроены форсунки, через которые воздух под давлением подается одновременно во время обработки.
Этот способ обеспечивается специальная хонинговальная головка, в которую встроены форсунки, через которые воздух под давлением подается одновременно во время обработки.
Принцип работы хонинговальной головки можно рассмотреть на рисунке 2б. Колодки (26) с установленными хонинговальными брусками (27) устанавливаются в пазы корпуса (25) головки станка. В сквозном отверстии корпуса расположены: верхний конус (30), который неподвижно закреплен на стержне (29) и нижний конус (28), который установлен на резьбе стержня. Соответственно, оба конуса соединены стержнем. Для предотвращения прокручивания Нижнего конуса (28) на нем установлен штифт (34), который входит в паз корпуса (25). Вращение стержня заставляет конусы сближаться друг с другом и, воздействуя на планку (32), перемещать колодки с брусками (27) в радиальном направлении от центра. При реверсном движении стержня происходит раздвижение конусов, и пружина (31), воздействуя на колодки с абразивными брусками, тянет их к центру. Также в механизме имеется пружина (33), которая компенсирует зазоры в системе. Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
Также в механизме имеется пружина (33), которая компенсирует зазоры в системе. Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
Существует много различный конструктивных механизмов хонинговальных головок. Конструкция хонинговальной головки несет свое влияние на точность обработки, ее производительность и качество обработанной поверхности.
Используется много схемы установки головок и заготовок. самыми распространенными являются следующие:
-жесткая фиксация головки и плавающей части в специальном устройстве;
-жесткая фиксация детали и подвижных (одного или нескольких) поворотных креплений головки;
-жесткое фиксация головки и заготовки в подвижном устройстве.
Данные схемы позволяют обеспечить совпадение осевого положения отверстия заготовки после завершенной операции.
Схема простого подвижного устройства для обработки отверстия головке шатуна представлена на рисунке. 3, а; устройство с зажимом и упругой мембраной на рисунке 3, б; устройство для жесткой фиксации гильзы за буртик — на рисунке 3, в.
3, а; устройство с зажимом и упругой мембраной на рисунке 3, б; устройство для жесткой фиксации гильзы за буртик — на рисунке 3, в.
Рисунок 3. Приспособление для установки детали
Механизм расширения хонинговальной головки рассмотрим на примере вертикальной хонинговальной машины модели 3Н84. Механизм представляет собой спаренный цилиндр, который имеет большой поршень и малый поршень, расположенные над большим). Во время работы гидравлическое масло подается в оба цилиндра под необходимым давлением, в зависимости от износа хонинговальных стержней. Таким образом, при обработке притертыми брусками масло подается в оба цилиндра, что создает необходимое давление на абразивные стержни в радиальном направлении. После установки новых стержней на головки стержней гидравлическое масло будет подаваться только в малый цилиндр, образуя небольшие усилия в радиальном направлении. Это заставит стержень (2) двигаться вниз, а затем воздействовать на промежуточное звено (3), которое приложенное усилие передаст на толкатель хона. Под воздействием штанги (4) шестерня (5) начнет вращаться, передавая вращение на ротор датчика (7), что что внесет коррекцию на износ брусков. Также в коробке (6) содержатся пара кулачков, препятствующие включению станка с расширенными абразивными брусками, а второй указывает на критический износ абразивных брусков.
Под воздействием штанги (4) шестерня (5) начнет вращаться, передавая вращение на ротор датчика (7), что что внесет коррекцию на износ брусков. Также в коробке (6) содержатся пара кулачков, препятствующие включению станка с расширенными абразивными брусками, а второй указывает на критический износ абразивных брусков.
Станки, которые стали выпускать взамен моделей 3М82 и 3М83, это 3КС2 и 3К83 и другие имели подвижную пиноль, в нутрии которой был установлен облегченный шпиндель, которая совершала возвратно-поступательные движения, перемещаясь за одно целое с инструментом. Эта система была разработана для уменьшения массы узла. Кроме того, эти станки позволяют обрабатывать в одном положении двумя уровнями хонинговального инструмента, которые расположены последовательно вдоль оси хонингования. Абразивные инструменты устанавливаются на один уровне для предварительной обработки, на втором уровне для чистового хонингования. Стержни опускаются в обрабатываемое отверстия поочередно.
Для хонингования алмазным и эльборовым материалом крайне необходимо, чтобы в конструкции хонинговальной машины был механизм дозирования радиальной подачи. Этот механизм был реализован на моделях обрабатываемого оборудования: 3823, 3821 и 3822. Станок модели 3822э предназначен для хонингования сложнообрабатываемых материалов методом электрохимического хонингования. Станок оборудован 1500 амперным источником технологического тока с напряжением от шести до двенадцати вольт. Емкость бака для электролита составляет 200 литров.
Расход насоса, используемого для подачи электролита, составляет до 40 литров в минуту. Станок оснащен автоматической системой управления, которая переводит на рабочую подачу при касании хонинговального инструмента поверхности обрабатываемой детали, по изменению величины потребляемого тока.
Такой метод обработки применяется для существенного увеличения производительной мощности. Метод электрохимического хонингования основан на эффекте анодного растворения металла совместно с воздействием хонинговального инструмента на поверхность обрабатываемого материала. При таком хонинговании обработка ведется инструментом на металлическо-бакелитовой связке с графитовым наполнителем. Недостатком такой схемы являются электроэрозионные явления, которые возникают между бруском и деталью вследствие малого зазора между ними и большой площади контакта. Более распространена схема с катодами, установленными в хонинговальной головке и диэлектрическими или изолированными инструментами.
При таком хонинговании обработка ведется инструментом на металлическо-бакелитовой связке с графитовым наполнителем. Недостатком такой схемы являются электроэрозионные явления, которые возникают между бруском и деталью вследствие малого зазора между ними и большой площади контакта. Более распространена схема с катодами, установленными в хонинговальной головке и диэлектрическими или изолированными инструментами.
В целом конструкция машин для обычного хонингования и электрохимического хонингования не сильно отличается, они имеют примерно одинаковые показатели возвратно-поступательного хода, оборотов в минуту, радиального механизма подачи. Но несет в себе некоторые конструктивные особенности, необходимые для электрохимического хонингования. Они заключаются в том, что приспособление с хонингуемой деталью подключается к положительному полюсу источника питания, а ток проводится к хонинговальной головке с отрицательной клеммы источника тока через медно-графитовые щетки посредством коллектора на шпиндельном валу.
В качестве источников питания на электрохимических хонинговальных машинах устанавливают выпрямители с генераторами постоянного тока низкого напряжения. Расчитанные на силу тока до 10000 ампер, они позволяют изменять напряжение от пяти до восемнадцать вольт. Детали, которые работают в непосредственном контакте с электролитом, изготавливаются из устойчивых к коррозии металлов.
Также не такого рода оборудовании используется фильтрующая электролит установка. В процессе обработки очень важна очистка электролита от мелкой стружки, абразивной крошки и продуктов окисления, которые возникают при хонинговании. Состояние электролита обеспечивает хорошую шероховатость обрабатываемой поверхности. Фильтрующие установки представляют из себя центрифуга или магнитнй сепаратор.
Головка для электрохимической обработки ничем не отличается от обычной. Корпус самой хонинговальной головки может быть использован в качестве катода при условии, что диаметр корпуса в два раза больше межэлектродного зазора, чем диаметр обрабатываемого отверстия. В другой компоновке электрод может быть помещен между абразивными инструментами.
В другой компоновке электрод может быть помещен между абразивными инструментами.
Прежде всего, катоды служат только для подачи тока и не изнашиваются в процессе эксплуатации. При использовании проводящих электричество связок в брусках, они надежно изолируются, чтобы предотвратить короткое замыкание. При съеме небольших припусков используют хонинговальную головку с небольшим припуском, который составляет от 0,5 до 0,8 мм, а для съема припусков свыше одного миллиметра устанавливают головки с подвижным катодом.
Электрохимическое хонингование позволяет повысить производительность обработки деталей в четыре, а иногда и до восьми раз в независимости от твердости и прочности обрабатываемого металла. Позволяет быстрее добиться необходимой точности детали. Такой метод хонингования не редко применяется для обработки деталей с низкой жесткостью, поскольку при электрохимическом хонинговании давление, оказываемое брусками, сравнительно невысоко. Экономические составляющая такого хонингования становится ниже при снятии больших припусков и хонинговании труднообрабатываемых материалов. Обязательным этапом является снятие последнего припуска отключенным током в течении 10 секунд. Это необходимо, так как в результате электрохимического хонингования проявляется так называемое «растравливание» металла на границах зерна глубиной до трех, четырех микрометров.
Обязательным этапом является снятие последнего припуска отключенным током в течении 10 секунд. Это необходимо, так как в результате электрохимического хонингования проявляется так называемое «растравливание» металла на границах зерна глубиной до трех, четырех микрометров.
Типичные представители хонинговальных станков
Рисунок 4. Общий вид вертикально-хонинговального станка 3Г833
Ярким примером является хонинговальный станок с одним вертикально расположенным шпинделем модели 3Г833. Станок выпускался на Майкопском Краснореченском станкостроительных заводах имени М. В. Фрунзе. Станок предназначен для обработки гильз, блоков цилиндров, пневмо- и гидроцилиндров, шестерен диаметром от30 до 125 миллиметров и других подобных деталей. Максимальный диаметр отверстий, возможных обработать на данном станке составляет 165 миллиметров. Обработка на станке осуществляется по стандартному циклу одновременного возвратно-поступательного и вращательного движения хонинговальной головки, и радиальной подачи, осуществляемой разжимом брусков от пружинного механизма, выполняемого на ходу. Данный станок предназначен для работы в ремонтных мастерских. Также может использоваться на ремонтных заводах и других металлообрабатывающих предприятиях, рассчитанных на выпуск мелкосерийной продукции.
Данный станок предназначен для работы в ремонтных мастерских. Также может использоваться на ремонтных заводах и других металлообрабатывающих предприятиях, рассчитанных на выпуск мелкосерийной продукции.
Регулировании частоты вращения шпинделя осуществляется в трех положениях путем переброски ремня привода главного движения в другие ручьи. Такое же регулирование осуществляется на приводе подач.
Станок 3Г833, как исключение, имеет механический привод возвратно поступательного движения шпинделя.
Рисунок 5. Кинематическая схема станка модели 3Г833
Скорость осевого перемещения также настраивается через перекидной ремень и пары трехручьёвых шкивов (2 и 3). Для реверса шпиндельной бабки в механизме применяются конические шестерни (4, 5 и 6) и электромагнитные муфты трения (7 и 8). Перемещение шпиндельной бабки напрямую связано с лимбом (13), на котором расположены кулачки (14 и 15). Эти кулачки воздействуя на переключатель (16), переключают муфты (7 и 8), также возможно ручное реверсирование шпиндельной бабки рукояткой (17). При выходе хонинговальной головки из отверстия, останавливается она только в максимально верхнем положении и затормаживается ленточным тормозом (18). Для ручного ввода головки в отверстие предусмотрены червячная пара (20) с муфтой (19).
Эти кулачки воздействуя на переключатель (16), переключают муфты (7 и 8), также возможно ручное реверсирование шпиндельной бабки рукояткой (17). При выходе хонинговальной головки из отверстия, останавливается она только в максимально верхнем положении и затормаживается ленточным тормозом (18). Для ручного ввода головки в отверстие предусмотрены червячная пара (20) с муфтой (19).
Горизонтально-хонинговальный станок, спроектированный для специальной обработки на базе станка РТ614. Станок предназначен для высокопроизводительного хонингования глубоких цилиндрических отверстий длиной до 6000 миллиметров алмазно-абразивным инструментом. Применяется для обработки как тел вращения, так и корпусных деталей из различных материалов. Станок обеспечивает две схемы обработки. При первом заготовка неподвижна. В другом же при помощи механизмов станка заготовка может совершать вращательное движение в противоположном направлении вращению хонинговальной головки машины.
Станок позволяет обрабатывать внутренние поверхности деталей диаметром от25 до 550 миллиметром и наружние поверхности в диапазоне диаметров от60 до 600 миллиметром, Диапазон частот вращения шпинделя составляет от 15 до 450 оборотов в минуту и величину подач от 1000 до 40000 миллиметров в минуту.
Вращение шпинделя и заготовки, подачи осуществляются электродвигателями мощностью 12 и 6 киловатт соответственно. Станок оснащен системой числового программного управления. На него устанавливается стойка ЧПУ Sinumerik 840 Dsl Siemens. Также производитель заложил в конструкцию станка возможность использования оснастки фирмы Boteck. Технические параметры могут изменяться в зависимости от необходимой специализации. Длина станка составляет 15000 мм, шириной и высотой 2000 миллиметров и массой 5 тонн. Общий вид станка представлен на рисунке
Рисунок 6. Общий вид Специального горизонтально хонинговального станка модели РТ614
Хонинговальный станок фирмы ROBBI
Рисунок 7. Общий вид хонинговального станка фирмы ROBBI
Итальянская фирма ROBBI специализируется на выпуске оборудования для ремонта и восстановления двигателей. Станок SET 200 YUM 12 спроектирован для высокопроизводительного съема больших припусков с необходимой точностью.
Станок SET 200 YUM 12 спроектирован для высокопроизводительного съема больших припусков с необходимой точностью.
Быстрые и простые в использовании станки обеспечивают высокую производительность. По направляющим, на которые нанесено антифрикционное покрытие, перемещается шпиндельная бабка, имеющая достаточный запас жесткости. Направляющая колонна выполнена из высокопрочного чугуна. Гидравлическая система обеспечивает плавное и точное управление органами машины.
Система дает возможность производить работу как в автоматическом, так и в ручном режиме. В качестве дополнений на станок может устанавливаться система гидравлического зажима и стол для тяжелых деталей.
3К833 станок хонинговальный вертикальный одношпиндельный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 — Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78 — станок отделочно-расточной вертикальный 500 х 1000
- 2А78Н — станок отделочно-расточной вертикальный 500 х 1250
- 2Е78П, 2Е78ПН — станок отделочно-расточной 500 х 1000
- 3Г833 — станок хонинговальный вертикальный полуатомат
- 3К833 — станок хонинговальный вертикальный полуатомат
- 8А531 — станок ленточнопильный вертикальный для резки металла
- 278 — станок отделочно-расточной вертикальный 500 х 1000
- 2733П — станок отделочно-расточной вертикальный 630 х 1250
3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат. Назначение и область применения.
Полуавтомат хонинговальный вертикальный 3К833 предназначен для хонингования — окончательной отделки отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях.
Обработка отверстий на станке производится преимущественно алмазными брусками.
Хонинговальный полуавтомат 3К833 может быть использован на авторемонтных и металлообрабатывающих предприятиях.
Полуавтомат 3К833 предназначен для окончательной обработки зеркала цилиндров двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен и других деталей в автомобилестроении, тракторостроении, станкостроении и других областях народного хозяйства.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок 3К833 снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия.
На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента).
Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором. Цикл обработки может включать в себя этап «выхаживание» (прекращение вертикальной подачи), который повышает точность и чистоту обработки.
Обозначение хонинговального станка 3К833
3 — шлифовальный станок (номер группы по классификации ЭНИМС)
К – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий и валов.
Хонингование — это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 — скорость вращения шпинделя
Vо — окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d — диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Габарит рабочего пространства хонинговального станка 3К833
Габарит рабочего пространства станка 3к833
Общий вид хонинговального станка 3К833
Фото хонинговального станка 3к833
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.
 10.000
10.000 - привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Кинематическая схема хонинговального станка 3К833
Кинематическая схема станка 3к833
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Электрическая схема хонинговального станка 3К833
Электрическая схема хонинговального станка 3к833
Схема электрическая хонинговального станка 3К833. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Справочник заводов производителей шлифовальных станков
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Видеоролик.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50. .550 .550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833.
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.
 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968 - Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 1 из 5)
Поделитесь с друзьями!
Ручная Хонинговальная Головка На Дрель
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Правильные способы хонингования цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.
Как же протекает данная операция мы раскроем далее в статье.
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.
Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.
VasKey › Блог › ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы; — точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра; — получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок; — отсутствуют деформированные участки; — глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
Источник
Хонингование цилиндров и смысл этого процесса
Множество специализированных автомастерских упражняются хонингованием цилиндров. Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании. Составная часть двигателя, а также его детали начинают деформироваться. Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы. В связи с этим возникаю следующие проблемы:
В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый. Очень важно создать лишним припуск в пару мм.
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров.
Положительные качества хонингования
Хонингование наиболее результативный способ улучшения наружной поверхности вашего двигателя, так как получается большая степень точности. Оно содействует поднятию наивысшей степени давления в цилиндре, и такой показатель повышает результативность. Сверху цилиндра из-за расточки находиться сетка, благодаря которой сберегается больше времени масло. Во время функционирования двигателя элементы взаимодействуют между собой, тем самым масло всегда обволакивает их.
Оно содействует поднятию наивысшей степени давления в цилиндре, и такой показатель повышает результативность. Сверху цилиндра из-за расточки находиться сетка, благодаря которой сберегается больше времени масло. Во время функционирования двигателя элементы взаимодействуют между собой, тем самым масло всегда обволакивает их.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Как собственноручно произвести хонинговку цилиндра дома
Без специального устройства на дому не получиться сделать самостоятельно расточку. Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
1. Для начала следует использовать спец. прибор с абразивным материалом. Производить черновую работу можно за счет корректировки шероховатости и убирания неисправного слоя цилиндра.
2. После мелким абразивом делают работу, и получают замечательную точность. Используя абразивные пасты, вы получите наиболее гладкую поверхность.
3. Всегда помните, что нужно обмывать двигатель, дабы не оставалось металлических частичек, пыли, грязи.
Источник
Что такое хонинговальный инструмент и однопроходный хонинговальный инструмент?
▲
Разработано
- Главная
- Технология
- Что такое хонингование?
- Хонинговальный инструмент и однопроходный хонинговальный инструмент?
/
/
/
Целью хонинговального инструмента является передача мощности, вырабатываемой станком, на заготовку. Хонингование исправит отверстие на конусность, размер, отделку и прямолинейность, но обычно не может исправить осевое выравнивание или положение.
Инструмент состоит из адаптера шпинделя, приводного вала и корпуса хона. Корпус хона содержит конус, прикрепленный к толкателю. См. рисунок типичного хонинговального инструмента на следующей странице
Толкатель внутри приводного вала перемещается вверх или вниз в корпусе хона с помощью двигателя или гидравлического цилиндра. Привод находится в головке. Когда конус движется вниз, он выталкивает расширительные пластины наружу, расширяя камни. Абразивные камни используются для удаления материала заготовки с заготовки. Связочные пружины используются для удержания камней в инструменте и для сжатия камней при извлечении инструмента из канала ствола.
Привод находится в головке. Когда конус движется вниз, он выталкивает расширительные пластины наружу, расширяя камни. Абразивные камни используются для удаления материала заготовки с заготовки. Связочные пружины используются для удержания камней в инструменте и для сжатия камней при извлечении инструмента из канала ствола.
В хонинговальных инструментах могут использоваться суперабразивные материалы или стекловидные камни для грубого хонингования, получистового и окончательного хонингования. Пиковое хонингование обычно требует только черновой операции. Платохонингование (нанесение «плато» сверху) требует мелких камней для удаления пиков. Некоторые хонинговальные инструменты имеют как черновые, так и чистовые инструменты в одном инструменте.
Направляющие для заточки
Направляющие для заточки являются частью хонинговального инструмента. Они используются для защиты хонинговальных брусков при входе или выходе из канала ствола и предотвращения контакта металла хонинговального инструмента с поверхностью канала ствола. Направляющие необходимо часто проверять на предмет износа или загрязнения посторонними предметами. Хонинговальные бруски обычно складываются ниже размера направляющих при извлечении, чтобы защитить бруски и направляющую втулку хона.
Направляющие необходимо часто проверять на предмет износа или загрязнения посторонними предметами. Хонинговальные бруски обычно складываются ниже размера направляющих при извлечении, чтобы защитить бруски и направляющую втулку хона.
Втулка направляющей хона
Втулка направляющей хона крепится к фиксированному кронштейну на передней части стойки. Функция направляющей втулки хона. заключается в том, чтобы направить хонинговальный инструмент в центр отверстия. Втулка обычно изготавливается из закаленной стали или карбида. Твердосплавный материал используется, когда направляющая втулка хона также является «складной втулкой». Они используются для того, чтобы вернуть камни обратно заподлицо с корпусом инструмента, когда инструмент слишком мал, чтобы иметь стягивающие пружины.
Регулируемый конус
При хонинговании глухих отверстий можно использовать регулируемый конус для расширения основания камней с учетом износа и сохранения размера основания. Глухое отверстие с ходом, показанным выше. Обратите внимание, что камни не могут проходить мимо дна, как в сквозных отверстиях. Это вызовет неравномерный износ камня и конусность в нижней части детали. Проблема может быть решена за счет использования регулируемого конуса и использования задержки на дне.
Обратите внимание, что камни не могут проходить мимо дна, как в сквозных отверстиях. Это вызовет неравномерный износ камня и конусность в нижней части детали. Проблема может быть решена за счет использования регулируемого конуса и использования задержки на дне.
Однозаходные хонинговальные инструменты
Хонинговальный инструмент может состоять из алмазно-абразивной расточной оправки, которая изготовлена из расширяемой втулки из мягкого чугуна, постоянно покрытой натуральным алмазным абразивом зернистостью 100/120, или это может быть спеченная втулка, в которую встроен абразив. Инструмент расширяемый, чтобы компенсировать износ алмазной втулки. В оправке имеются каналы для подачи охлаждающей жидкости к канавкам во втулке. Хонинговальный инструмент проходит через отверстие один раз и извлекается.
В этом станке используется хонинговальный инструмент плавающего типа, который автоматически выравнивается с существующим отверстием. Инструмент предназначен для хонингования открытых отверстий, образовавшихся в результате предыдущей механической обработки. операция. Инструмент может исправить биение, конусность и некруглость отверстия. Инструмент производит прямые, круглые, неконические отверстия за один ход вниз.
операция. Инструмент может исправить биение, конусность и некруглость отверстия. Инструмент производит прямые, круглые, неконические отверстия за один ход вниз.
Кронштейн направляющей хона и втулки крепятся к фиксированному кронштейну, установленному на передней части стойки. Функция кронштейна направляющей хона состоит в том, чтобы направлять хонинговальный инструмент в отверстие. Втулка обработана так, чтобы охлаждающая жидкость могла течь к однопроходному хонинговальному инструменту.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.

Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.

Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г. Фульда (Германия).
Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.

Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Flex Hone, Flex Hones, инструмент для хонингования цилиндров
Flex Hone, Flex Hones, инструмент для хонингования цилиндров
Инструмент Flex-Hone®
Инструмент Flex-Hone® — это идеальное решение для многих задач по чистовой обработке, удалению заусенцев и гибке кромок. Доступны различные размеры, абразивы и зернистость для удовлетворения ваших конкретных требований.
Доступны различные размеры, абразивы и зернистость для удовлетворения ваших конкретных требований.
Посмотреть таблицы и размеры Flex-Hone.
Для любого типа и размера цилиндра
Процесс Flex-Hone® (суперфинишная обработка) обеспечивает контролируемое состояние поверхности, недостижимое никаким другим методом. Он включает в себя отделку, геометрию и металлургическую структуру. Площадка с высоким процентом, свободная от порезанного, порванного и согнутого металла (с закругленными портами).
Прочный, гибкий цилиндрический хонинговальный инструмент с мягким режущим действием. Абразивные шарики (наконечники) имеют независимую подвеску, которая обеспечивает самоцентрирование Flex-Hone®, самовыравнивание по отверстию и самокомпенсацию износа.
В частности, это процесс низкотемпературной абразивной обработки, который обнажает ненарушенную структуру основного металла для получения долговечной изнашиваемой поверхности. Это метод создания поверхности на металлической детали, которая является оптически гладкой и металлургически свободной от любого фрагментированного, аморфного или смазанного металла от предыдущих операций. Это достигается при низком давлении, при котором «камни» всплывают.
Это метод создания поверхности на металлической детали, которая является оптически гладкой и металлургически свободной от любого фрагментированного, аморфного или смазанного металла от предыдущих операций. Это достигается при низком давлении, при котором «камни» всплывают.
См. и прочитайте различные брошюры с фактическими тестами, охватывающими почти все ситуации, которые обеспечат превосходную производительность в ситуациях, зависящих от чистоты поверхности.
Особый тип поперечной штриховки Flex-Hone® чрезвычайно эффективен в создании множества масляных канавок или впадин для удержания масла, в отличие от часто ненаправленных или неровных впадин, характерных для жесткого хонера обычного типа. Штриховка, которая обычно остается на стенке цилиндра, была уменьшена с помощью FlexHone®.
Зачем использовать Flex-Hone?
ОБРАБОТКА ПОВЕРХНОСТИ
Инструмент Flex-Hone® доступен с различными типами абразивов и выбором зернистости для обеспечения оптимальной обработки поверхности на любом основном материале.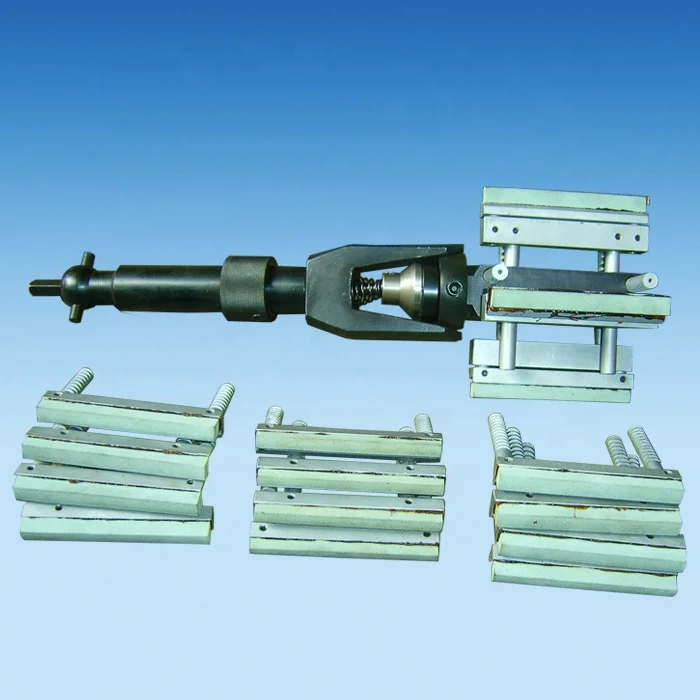 Flex-Hone®, также известный как хонинговальный цилиндр, обычно используется для уменьшения значений Ra, Rk и Rpk при сохранении объема Rvk и Vo для удержания масла. Использование инструмента Flex-Hone® для финишной обработки поверхности позволяет калибровочным инструментам выполнять свою работу быстро и точно, не вызывая проблем с качеством поверхности. Flex-Hone® также используется для склеивания, когда требуется более шероховатая поверхность для обеспечения целостности склеивания.
Flex-Hone®, также известный как хонинговальный цилиндр, обычно используется для уменьшения значений Ra, Rk и Rpk при сохранении объема Rvk и Vo для удержания масла. Использование инструмента Flex-Hone® для финишной обработки поверхности позволяет калибровочным инструментам выполнять свою работу быстро и точно, не вызывая проблем с качеством поверхности. Flex-Hone® также используется для склеивания, когда требуется более шероховатая поверхность для обеспечения целостности склеивания.
УДАЛЕНИЕ ЗАГОНОК
Удаление заусенцев с поперечных отверстий — дорогостоящая и трудоемкая операция. Инструмент Flex-Hone® можно использовать для удаления заусенцев из отверстий, просверленных поперек, оставляя чистое закругленное пересечение. Благодаря своей уникальной конструкции Flex-Hone® можно использовать онлайн в приложениях для станков или в автономном режиме в качестве дополнительной операции.
Цилиндрический хонинговальный инструмент является самоцентрирующимся и самовыравнивающимся относительно отверстия, поэтому сложные и жесткие настройки не требуются. Инструмент рекомендуется использовать в основном отверстии, в которое врезаются поперечные отверстия. Наилучшие результаты достигаются при вращении и движении гибкого хона на несколько ходов по часовой стрелке, снятии инструмента с детали, реверсировании шпинделя, а затем вращении и движении инструмента против часовой стрелки еще на несколько ходов. Это прямое и обратное вращение создает более симметричный рисунок удаления заусенцев.
Инструмент рекомендуется использовать в основном отверстии, в которое врезаются поперечные отверстия. Наилучшие результаты достигаются при вращении и движении гибкого хона на несколько ходов по часовой стрелке, снятии инструмента с детали, реверсировании шпинделя, а затем вращении и движении инструмента против часовой стрелки еще на несколько ходов. Это прямое и обратное вращение создает более симметричный рисунок удаления заусенцев.
ОТДЕЛКА ПЛАТО
Компания
Brush Research впервые разработала концепцию плоской отделки и активно отстаивает преимущества поперечной штриховки и плоской отделки. Концепция включает в себя использование гибких хонингов для удаления пиков, образовавшихся в результате предыдущих операций обработки, для создания по существу плоской или плоской поверхности. Плоская поверхность, созданная за счет устранения пиков, позволяет кольцам и уплотнениям садиться, не повреждая их края. Рисунок крестообразной штриховки поможет контролировать и удерживать смазку, уменьшит просачивание в гидравлических и пневматических системах и продлит срок службы уплотнения.
Если ваши требования требуют:
- Плато поверхности более 60%
- Изготовление шаблона с перекрестной штриховкой, удерживающей масло
- Снижение значений Ra, Rpk и Rvk
- Увеличенная опорная поверхность
Преимущества If You Want:
- Снижение расхода масла
- Меньше прорыва газов
- Меньше трения
- Улучшенная уплотняющая поверхность
Тогда Flex-Hone® это!
В состоянии поставки, жесткие, отшлифованные на заводе. Фотография «W» в 1000x. Штриховка имеет большую часть разреза в одном направлении. Размазанная, рваная, неровная и сложенная мука на поверхности. Смазанный металл слабо прикреплен к поверхности. Очень остроконечный профиль отделки. Отделка от 40 до 50 мкм (от 1,02 до 1,27 мкм). Цилиндр № B-1.
После Flex-Hone.® Карбид кремния 180, фото «Y» при увеличении 1000x. Равномерная штриховка. Чистый открытый внешний вид с удаленным смазанным, складчатым и рваным металлом. Отличный полуплоский профиль. Мелкие частицы пыли видны на поверхности на фото «Y». Отделка от 20 до 25U» (от 0,51 до 0,63 мкм). Цилиндр № B-1.
Равномерная штриховка. Чистый открытый внешний вид с удаленным смазанным, складчатым и рваным металлом. Отличный полуплоский профиль. Мелкие частицы пыли видны на поверхности на фото «Y». Отделка от 20 до 25U» (от 0,51 до 0,63 мкм). Цилиндр № B-1.
FLEX-HONE BC Хонинговальный инструмент с минимальным диаметром отверстия 7 мм 0,251 дюйма
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики
Подробности
Отзывы
| Марка | FLEX-HONE |
|---|---|
| Минимальный диаметр отверстия | 0,251 дюйма |
| Максимальный диаметр отверстия | . 276″ 276″ |
| Длина абразива | 2 дюйма |
| Абразивный материал | Карбид кремния |
| Марка | Средний |
| Зернистость | 320 |
| Общая длина | 8 дюймов |
| Диаметр отверстия | 7 мм (0,276 дюйма) |
| Диаметр | .276″ |
| Модель № | ВС 7 мм |
| Стойка 65 |  65″> Да 65″> Да |
| Стиль | Пневматический тормозной цилиндр |
| Тип | Хонинговальный инструмент |
| Вес | 0,094 фунта. |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
Многие продукты для металлообработки содержат металлы, которые включены в последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Хонинговальные инструменты для гибкого хонингования с превосходной отделкой. Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание.
Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Самоцентрирующиеся, самовыравнивающиеся по отверстию и самокомпенсирующиеся при износе
Преимущества
- С помощью хонинговальных инструментов, предлагаемых компанией Flex, вы можете легко сгладить сломанные или деформированные внутренние поверхности металлических трубчатых конструкций. -Хон.
- Инструменты являются самыми надежными и долговечными, так как они снабжены абразивом из карбида кремния.
- Толстые нейлоновые нити, ламинированные абразивом, обладают высокой гибкостью и обеспечивают наилучшие возможные результаты.
- Наряду с использованием высококачественных хонинговальных жидкостей эти инструменты обеспечивают сверхчистую поверхность.
Области применения
- Вы можете выбрать хонинговальные инструменты Flex-Hone для получения безупречных и долговечных внутренних поверхностей цилиндрических предметов, используемых на различных рабочих местах.
- Их можно эффективно использовать на воздушных компрессорах, цилиндрах гидроцилиндров, корпусах гидрораспределителей, направляющих клапанов и корпусах двигателей, пневматических цилиндрах, тормозных цилиндрах, тормозных роторах, цилиндрах двигателей, вкладышах блоков цилиндров и т.
 д.
д. - Эти хонинговальные инструменты также обеспечивают более качественную обработку поверхности компонентов котла и труб из нержавеющей стали.
Особенности
- Хонинговальные инструменты Flex-Hone представляют собой гибкие инструменты среднего качества, используемые с абразивом из карбида кремния зернистостью 120-320.
- Изготовлены из нейлоновых нитей высокой плотности с абразивным покрытием.
- Эти хонинговальные инструменты удобно закреплять на патроне 3/8 дюйма или 1/2 дюйма, цанге или любом другом удерживающем шпинделе.
- Диапазон скоростей вращения шпинделя оценивается в пределах 60-1200 об/мин, а указанное среднее время хонингования составляет от 10 до 45 секунд.
Примечания
- Другие доступные абразивы включают: оксид алюминия, карбид бора, карбид вольфрама, оксид циркония и левигированный оксид алюминия. Хонинговальный инструмент
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики
Подробности
ОтзывыДополнительная информация Марка FLEX-HONE Минимальный диаметр отверстия 0,553 дюйма Максимальный диаметр отверстия 5/8″ Длина абразива 2-1/2 дюйма Абразивный материал Карбид кремния Марка Средний Зернистость 240 Общая длина 8 дюймов Диаметр отверстия 16 мм (0,625 дюйма) Диаметр 16 мм Модель № ВС 5/8 дюйма Стойка 65  65″> Да
65″> ДаСтиль Пневматический тормозной цилиндр Тип Хонинговальный инструмент Вес 0,094 фунта. Страна происхождения СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ Многие продукты для металлообработки содержат металлы, которые включены в последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Хонинговальные инструменты для гибкого хонингования с превосходной отделкой.
 Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание.
Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Самоцентрирующиеся, самовыравнивающиеся по отверстию и самокомпенсирующиеся при износе
Преимущества
- С помощью хонинговальных инструментов, предлагаемых компанией Flex, вы можете легко сгладить сломанные или деформированные внутренние поверхности металлических трубчатых конструкций. -Хон.
- Инструменты являются самыми надежными и долговечными, так как они снабжены абразивом из карбида кремния.
- Толстые нейлоновые нити, ламинированные абразивом, обладают высокой гибкостью и обеспечивают наилучшие возможные результаты.
- Наряду с использованием высококачественных хонинговальных жидкостей эти инструменты обеспечивают сверхчистую поверхность.
Области применения
- Вы можете выбрать хонинговальные инструменты Flex-Hone для получения безупречных и долговечных внутренних поверхностей цилиндрических предметов, используемых на различных рабочих местах.
- Их можно эффективно использовать на воздушных компрессорах, цилиндрах гидроцилиндров, корпусах гидрораспределителей, направляющих клапанов и корпусах двигателей, пневматических цилиндрах, тормозных цилиндрах, тормозных роторах, цилиндрах двигателей, вкладышах блоков цилиндров и т.
 д.
д. - Эти хонинговальные инструменты также обеспечивают более качественную обработку поверхности компонентов котла и труб из нержавеющей стали.
Особенности
- Хонинговальные инструменты Flex-Hone представляют собой гибкие инструменты среднего качества, используемые с абразивом из карбида кремния зернистостью 120-320.
- Изготовлены из нейлоновых нитей высокой плотности с абразивным покрытием.
- Эти хонинговальные инструменты удобно закреплять на патроне 3/8 дюйма или 1/2 дюйма, цанге или любом другом удерживающем шпинделе.
- Диапазон скоростей вращения шпинделя оценивается в пределах 60-1200 об/мин, а указанное среднее время хонингования составляет от 10 до 45 секунд.
Примечания
- Другие доступные абразивы включают: оксид алюминия, карбид бора, карбид вольфрама, оксид циркония и левигированный оксид алюминия. -хоны, орехи динглберри, производства Brush Research Mfg
- Home
- Гибкие хонинговальные инструменты Flex-hone®
Заказ онлайн
Особенности | Ассортимент продукции
Что такое хонингование?
Хонингование — это процесс абразивной обработки, при котором на металлической заготовке создается точная поверхность путем трения абразивного шлифовального камня или шлифовального круга по ней по контролируемой траектории.
 Хонингование в основном используется для улучшения геометрической формы поверхности, но также может улучшить качество поверхности.
Хонингование в основном используется для улучшения геометрической формы поверхности, но также может улучшить качество поверхности.Википедия
Инструмент Flex-hone® обеспечивает недостижимое контролируемое качество поверхности
любым другим способом. Получается плато с высоким процентом поверхности
без порезов, рваных и складчатых металлов.Характеристики
- Простота и удобство использования, питание от обычной дрели
- Доступно для отверстий от 5/32 до 36, от 4 мм до 914 мм в диаметре
- Создает плато с высоким процентом поверхности
- Удаление заусенцев в поперечных отверстиях
- Краевые смеси
- Самоцентрирующийся
- Самоустанавливающийся по отверстию
- Самокомпенсация износа.
Если ваши требования требуют:
- Плоское покрытие более 50%
- Отделка без порезов, разрывов и складок металла и.
 ..
..
При желании:
- Пониженный расход масла
- Меньше прорыва газов
- Меньше трения…
Тогда Flex-Hone® It!
Инструмент Flex-Hone® производит контролируемую
состояние поверхности, недостижимое никаким другим методом. Это включает в себя
отделка, геометрия и металлургическая структура. Высокий процент
получается плато, свободное от порезов, порванных и складчатых металлов. Flex-Hone®
упругий, гибкий хонинговальный инструмент с мягким режущим действием.
Абразивные шарики имеют независимую подвеску, что обеспечивает
Flex-Hone® должен быть самоцентрирующимся, самоустанавливающимся на
отверстие и самокомпенсация износа.Flex-Hone® иногда называют или называют Ball-Hones. Динглберри Хонс
точильный станок динглберри, виноградный точильный станок, точильный брусок, точильный станок для щетки для бутылок, точильный станок для разрушения глазури или гибкий точильный станокЛинейка продуктов FLEX-HONE® TOOLS
Flex-Hone® для роторов
Инструмент для чистовой обработки дискового ротора.

Miniature Flex-Hone®
4 мм (0,157 дюйма), 4,5 мм (0,177 дюйма), 4,75 мм (3/16 дюйма)
Тормозной цилиндр, гидравлический, клапан
Направляющая Flex-Hone®Размеры от (0,197 дюйма) до 3 дюймов, от 5 мм до 76 мм
Дисковый тормоз Flex-Hone®
Размеры от 1 ½ дюйма до 3 1/8 дюйма, от 38 мм до 79 мм
Блок-цилиндр или вкладыш Flex-Hone ®
Размеры от 3 до 8 дюймов, от 76 до 203 мм
Heavy Duty Flex-Hone®
Размеры от 8 ½ до 36 дюймов, от 203 до 914 мм, валы
продано отдельно.Необходимый приводной вал для деревянных стержней GBD.
…
Специальный Flex-Hone®
ИнструментыРужье, пейнтбольное ружье, пистолет
Diamond Flex-Hone®
Инструментыдля чистовой обработки карбида, керамики и закаленной инструментальной стали
Принадлежности Flex-Hone®
Масло Flex-Hone®, щетка для промывки цилиндров, переходники для патрубков, Flex-Shaft
Вернуться к началу страницы
3 Общее применение и выбор
Flex-Hone® Tool, гибкие хонинговальные инструментыПрейскурант Flex-Hone®
Прейскурант специальных абразивов/зерна Flex-Hone®
май 2022 г., обновлено сентябрь 2020 г., май 2019 г., октябрь 2018 г., июнь 2016 г., сентябрь 2013 г., июль 2010 г., сентябрь 2009 г., июнь 2009 г., апрель 2009 г., август 2007 г. март 2006 г.
Описания, иллюстрации,
технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления., обслуживающий канадские провинции и территории Ньюфаундленд, НФ, НЛ, Нова
Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON,
Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,обслуживание канадских городов,
Торонто, Миссиссога, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор , Саскатун, Регина, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссауга, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилль,обслуживание городов США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт-Сент-Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйкои государства
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, ВайомингМы можем отправить в Афганистан, Аландские острова, Албанию,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св.
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
мы стараемся отправлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин , Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация , Киншаса, ДРК , Багдад, Ирак , Цзинань, Китай , Хьюстон, США , Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Цинда о, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, ИталияХонинговальные инструменты
Комплексные решения для высокопроизводительного хонингования
Компания Gleason имеет многолетний опыт в разработке, производстве и использовании алмазных правящих мастеров и хонинговальных колец и работает на рынке уже более десяти лет.
Алмазные правящие шестерни и ролики для хонинговальных колец
Правка хонинговальных колец выполняется из расчетного количества деталей в зависимости от конкретного применения.
 В процессе правки используется высокоточная ведущая шестерня с алмазным покрытием для профиля и ролик для правки с алмазным покрытием для правки внутреннего диаметра.
В процессе правки используется высокоточная ведущая шестерня с алмазным покрытием для профиля и ролик для правки с алмазным покрытием для правки внутреннего диаметра.Модульная конструкция инструмента
Простая сборка/разборка инструментов для правки на базовые адаптеры по индивидуальному заказу.
Замена покрытия инструментов для правки для оптимизации стоимости за штуку
Все инструменты Gleason с алмазным покрытием для оптимизации стоимости за штуку могут быть заменены для продления их жизненного цикла в производственном процессе — по всему миру.
Ближе к окончательному профилю для максимальной эффективности
Первый цикл правки можно сократить на 50 %, в то же время увеличивая срок службы инструмента. Опти-Форма ® Кольца для максимального приближения к желаемой форме профиля при первом цикле правки.
Поддержка приложений
Все началось с разработки инструментов и оптимизации процессов для наших собственных станков.
 Сегодня мы предлагаем решения для повышения эффективности и оптимизации качества для большинства существующих технологий хонингования, а не только для станков Gleason.
Сегодня мы предлагаем решения для повышения эффективности и оптимизации качества для большинства существующих технологий хонингования, а не только для станков Gleason.Quick Change
Продуманный дизайн для быстрой и легкой замены хонинговальных кругов. Эта конструкция позволяет легко и быстро заменить хонинговальное кольцо в станке без использования специальных инструментов.
Принадлежности
Пожалуйста, проверьте это, чтобы доказать, что вы человек
Пожалуйста, не устанавливайте этот флажок
Чтобы связаться с одним из наших сотрудников, пожалуйста, заполните следующую форму. Все размеры должны быть в мм.
Поля, отмеченные звездочкой *, обязательны для заполнения.
Контакт
Компания *
Пол *
Select…FemaleMaleNon-binaryUnspecified
Заголовок *
Выберите… Mr.Mrs.Ms.Mx.
Имя *
Фамилия *
Эл. адрес *
Страна *
Select.
 ..AlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandCayman IslandsCentral African RepublicChadChileChina, People’s Republic ofColombiaComorosCongoCongo, The Democratic Republic ofCook IslandsCosta RicaCroatiaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuyanaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIreland, Republic ofIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, СаутКув aitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandsNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSabaSaint MartinSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSpainSri LankaSt.
..AlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandCayman IslandsCentral African RepublicChadChileChina, People’s Republic ofColombiaComorosCongoCongo, The Democratic Republic ofCook IslandsCosta RicaCroatiaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuyanaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIreland, Republic ofIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, СаутКув aitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandsNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSabaSaint MartinSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSpainSri LankaSt. Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабве
Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабвеГород *
Штат/провинция *
Почтовый Код *
Заготовка
Тип
Выберите…Пластиковое зубчатое колесоСпиральное коническое зубчатое колесо и шестерняПрямое коническое зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняСуперредукторное гипоидное (SRH) зубчатое колесо и шестерняПорцевое зубчатое колесо для цилиндрической шестерниCurvic® МуфтаConiflex® CouplingHypoloid GearSetZerol®ШестерняШестерняВал с шестернями/шлицамиШлицеводитель планетарной передачиВнутренний зубчатый венецВнешний зубчатый венецПлечо WorkРулевая шестерняРулевая рейкаСтойкаЧервяк/винтЧервячное колесоОвальная шестерняАсимметричная шестерняРоторШестерня в елочкуДвойная спиральная шестерняЗвездочка/ЦепочкаПриводная шестерняЦиклоидная шестерняHirth Gear
Модули
Если на заготовке несколько шестерен, укажите всю информацию.

Ширина зуба
Длина заготовки
Диаметр заготовки
Интерес к продукту
Товар
Автоматизированная/ручная загрузка
Выбрать…АвтоматизированныйРучная загрузкаДругое
Работа
Выберите…ОбычныйБыстрая замена
Базовый набор инструментов
Ваши характеристики
Страна установки *
Select…AlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandCayman IslandsCentral African RepublicChadChileChina, People’s Republic ofColombiaComorosCongoCongo, The Democratic Republic ofCook IslandsCosta RicaCroatiaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuyanaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIreland, Republic ofIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, СаутКув aitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandsNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSabaSaint MartinSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSpainSri LankaSt.

