Инструмент хонингование: Инструмент для хонингования в виде оправки и типы брусков + видео
Содержание
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
- Что лучше, хонингование или шлифовка цилиндров мотора
- Как правильно наносить хон на стенки цилиндров
- Что в итоге: зеркало или хон
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом.
 Такой абразив позволяет добиться высокоточной обработки поверхностей;
Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе.
 Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов.
 Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью.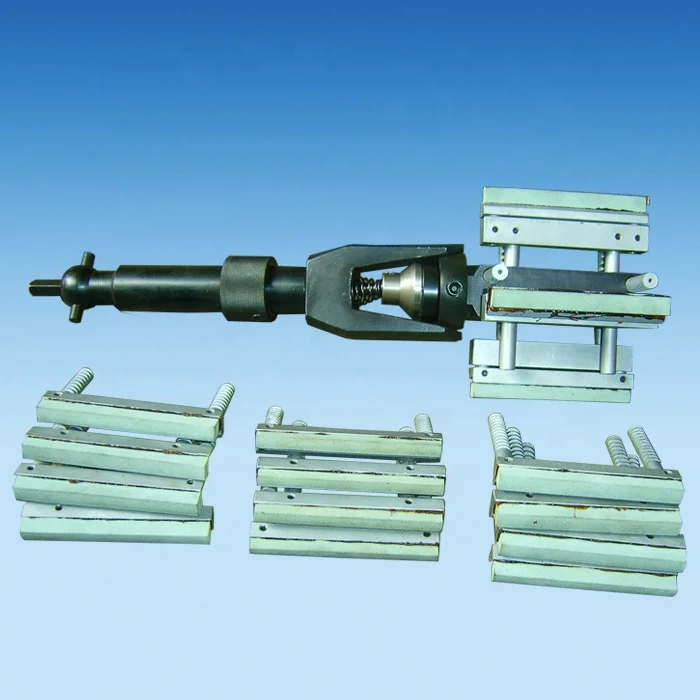 Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Эксплуатация оборудования для расточки и хонингования цилиндров двигателя автомобиля (урок 16)
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
1. ПМ.01. Техническое обслуживание и ремонт автотранспорта МДК 03.
 04 Производственное оборудование Глава 1. Технологическое и
04 Производственное оборудование Глава 1. Технологическое и
диагностическое оборудование, приспособления и
инструмент для технического обслуживания и ремонта автомобилей
Тема 4. Эксплуатация оборудования для ремонта агрегатов автомобиля
Урок № 16
Особенности эксплуатации оборудования для расточки и хонингования цилиндров двигателя
Учебное пособие для студентов вузов
В.А. Першин, А.Н. Ременцов, Ю.Г. Сапронов, С.Г. Соловьев
ТИПАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ АВТОСЕРВИСА
Глава 5. Техническая эксплуатация оборудования 279
https://avtorazborka77.ru/salon/honingovanie-tsilindrov-chto-eto-takoe.html
2. Хонингование цилиндров: что это такое?
3. Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для
шлифовки конусных и
цилиндрических деталей. Данная операция удобна при изготовлении отверстий
4. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым
абразивным кругом.
Только методом хонингования можно добиться нужного результата при работе с
блоком цилиндров
5. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой
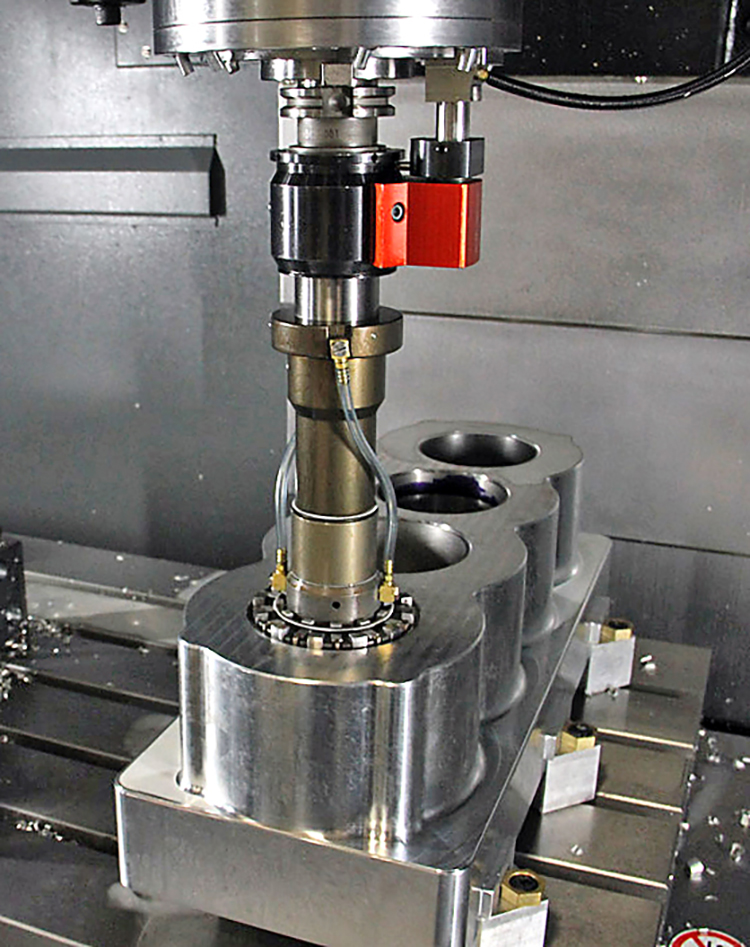
6. Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в
пространстве шпинделя. Каждый из
них имеет свое назначение в зависимости от проводимой работы. Хонинговальное
оборудование специализировано под узкий профиль. Изготовление универсальных станков
отошло в прошлое
7. В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной
шероховатости
поверхности и достижение необходимой точности размеров с помощью
хонинговального инструмента
8. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое
хонингование находит применение наряду с
бакелитовым.
У полученных деталей минимизируются потери на трение при работе в сопряжении с
другими элементами конструкции
9. Различается несколько видов хонингования:
Сухое. При таком процессе
не участвует смазочная
жидкость.
Вибрационное. Это метод,
в котором дополнительную
помощь оказывает
вибрация.
Электрохимическое. В
процессе не только
участвуют механические
силы, но и воздействует
электрохимический
фактор.
Экструзионное
хонингование.
Плосковершинное,
или платохонингование.
10. Платохонингование по сравнению с обычным имеет свои особенности. Применяется для обработки блока цилиндров. Между цилиндрами и
кольцами существует зазор, который заполняется маслом.
Формируется он автоматически в первое время работы двигателя. Для этого с помощью
платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы
он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется
маслом
11.
 Главные плюсы Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
Главные плюсы Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
После проведения хонингования
поверхностный слой деталей
приобретает повышенную
прочность, что сказывается на
длительности их эксплуатации.
Значительно меньший процент
получения бракованных деталей.
Связано это с тем, что
хонинговальный инструмент не
создает большого давления на
поверхность изделия.
Широкий выбор зернистости
хонинговального инструмента. Это
позволяет легче выходить на
нужный уровень требований к
обрабатываемой детали.
С помощью хона есть возможность
устранения брака при сверлении
отверстий на станке.
Одновременно на оборудовании
совершается хонингование
нескольких отверстий, что
повышает скорость выполнения
работы.
12. Как выполняется процесс хонингования?
• Во время расточки
блока цилиндров
токарь оставляет
небольшой запас для
последующей, более
точной, обработки.
Далее блок цилиндров
перемещается на
хонинговальный станок,
где с помощью более
крупного, чернового,
абразива наносится
первичный хон
13. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается
расточить цилиндры с погрешностью до
1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на
протяжении более долгого времени и позволит уменьшить продолжительность приработки
поршневых колец
14. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые
используются даже в ручных
дрелях для быстрого восстановления хона
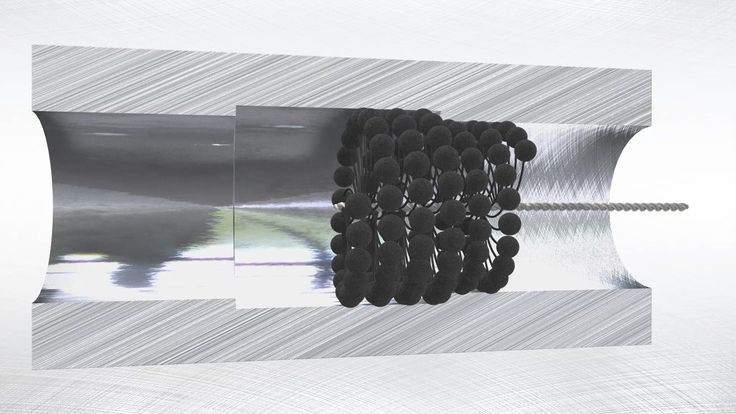
15. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное
давление на стенки
цилиндров и приспосабливаться к различным диаметрам цилиндров
16. После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона.
 После этого
После этого
двигатель можно собирать и начинать обкатку
17. ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных
материалов используются
специальные бруски. Сами
бруски отличаются не
только геометрическими
параметрами, но и
степенью абразивности
материала,
износостойкостью.
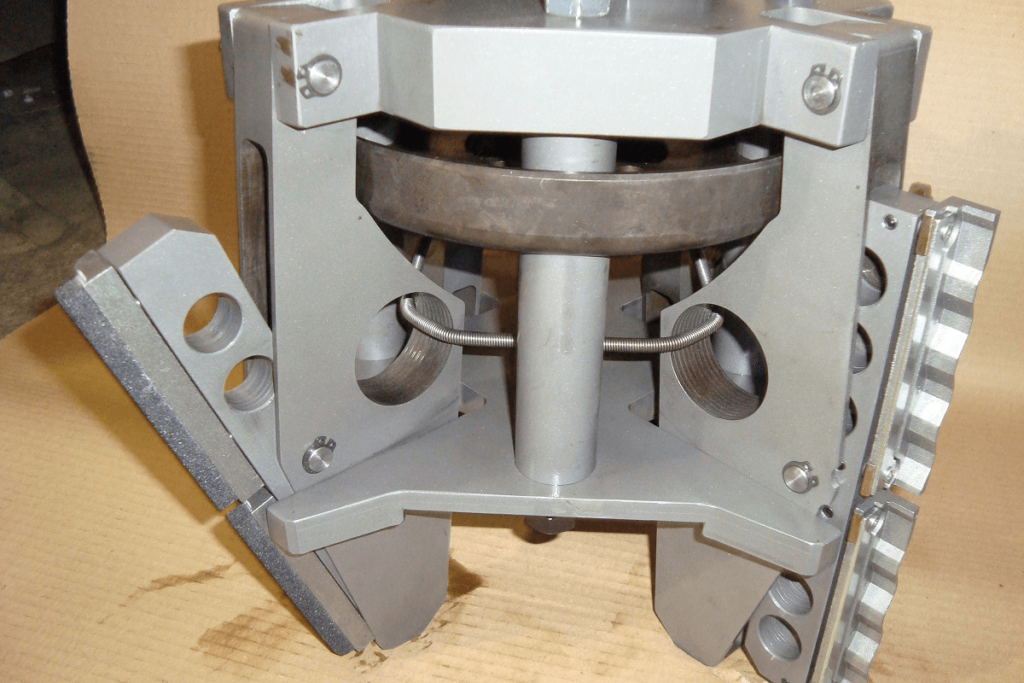
Для профессиональной
обработки используется
хон, в котором набор
абразивных брусков
закреплен в металлической
оправке, а сами бруски
расположены равномерно
по периметру
хонинговальной головки.
Конструкция оправки
позволяет выставить
желаемый наружный
диаметр.
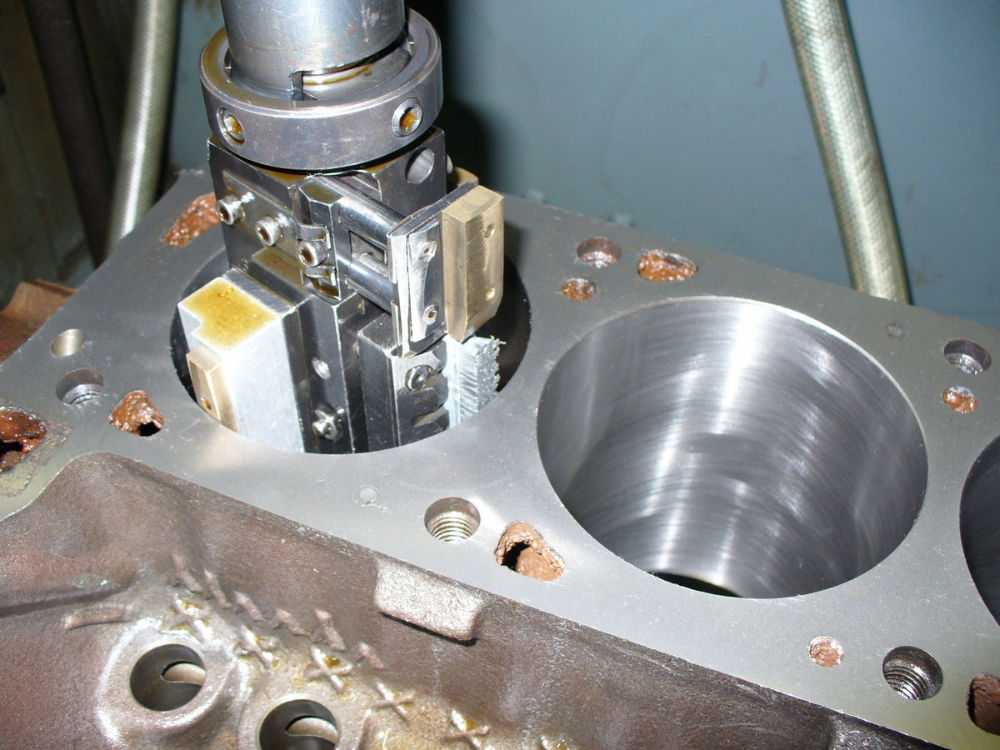
18. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм
движения хона
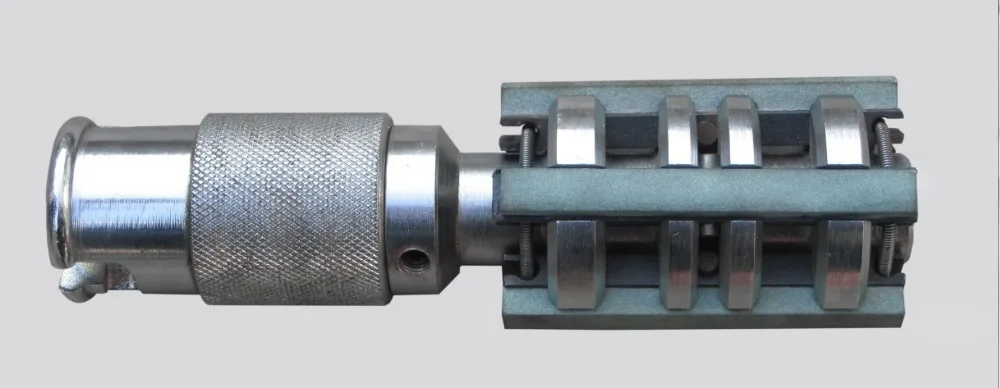
19. Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
• гибкие хонинговальные щетки
(бутылочный ершик).
Приспособление представляет
собой насадку для ручной дрели
или шуруповерта, на конце которой
находится хонинговальный
«ершик». В качестве абразивных
В качестве абразивных
материалов используются
шлифовальные камни,
закрепленные на пружинящих
ножках;
• 3-лапые приспособления для
ручной хонинговки. В качестве
абразивных материалов
используются шлифовальные
камни. Шток инструмента можно
зафиксировать в патроне
шуруповерта либо дрели.
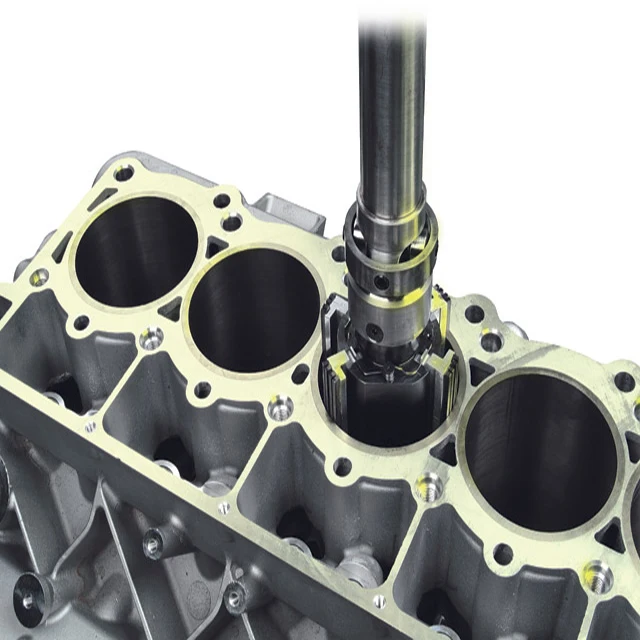
20. Используемое оборудование
• С учётом перечисленных
требований промышленность
выпускает специальные хоны,
применяемые для обработки
деталей двигателей внутреннего
сгорания. Подобные инструменты
имеют изменяемый диаметр,
используются в хонинговальных
станках и обладают ограниченным
ресурсом.
• Соответствие техническим
требованиям должно
подтверждаться сертификатом,
который получен в органах
стандартизации. Недопустимо
производить хонинговку с помощью
оборудования, не соответствующего
утверждённым стандартам. Это
может привести к нежелательным
последствиям.
21. Станки для хонингования
22.
 THE END
THE END
English
Русский
Правила
Хонингование цилиндров в Украине. Цены на Хонингование цилиндров на Prom.ua
Набор для хонингования цилиндров из 14 предметов YATO YT-05800
Доставка по Украине
1 120 — 1 150 грн
от 2 продавцов
1 250 грн
1 150 грн
Купить
Интернет-магазин «24ka.com.ua»
Набор для хонингования цилиндров из 7 предметов YATO YT-05802
Под заказ
Доставка по Украине
2 450 — 2 540 грн
от 2 продавцов
2 540 грн
Купить
Интернет-магазин «24ka.com.ua»
Набор для хонингования цилиндров из 7 предметов YATO YT-05801
Под заказ
Доставка по Украине
1 760 — 1 860 грн
от 2 продавцов
1 860 грн
Купить
Интернет-магазин «24ka.com.ua»
Набор для хонингования цилиндров из 7 предметов Yato YT-05801 (Польша)
На складе
Доставка по Украине
по 2 337. 5 грн
5 грн
от 5 продавцов
2 750 грн
2 337.50 грн
Купить
Інтернет магазин обладнання та інструменту «Чупі»
Набор для хонингования цилиндров из 14 предметов Yato YT-05800 (Польша)
На складе
Доставка по Украине
по 1 402.5 грн
от 5 продавцов
1 650 грн
1 402.50 грн
Купить
Інтернет магазин обладнання та інструменту «Чупі»
Устройство хонингования цилиндров 51-177mm
Доставка по Украине
738 грн
Купить
AUTO MASTER
Хонинговка (хонингование) цилиндра мопеда, скутера, мотороллера
Услуга
от 99 грн
ФОП Кузьменко Сергій Миколайович
Набор для хонингования цилиндров из 7 предметов Yato YT-05802 (Польша)
Доставка по Украине
по 3 272.5 грн
от 5 продавцов
3 850 грн
3 272.50 грн
Купить
Інтернет магазин обладнання та інструменту «Чупі»
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-E (Италия)
Под заказ
Доставка по Украине
1 754 700 грн
Купить
Международное моторное бюро
Вертикально-хонинговальный станок REKTAŞ для хонингования блоков и цилиндров модель RTH 400 (Турция)
Под заказ
Доставка по Украине
630 800 грн
Купить
Международное моторное бюро
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-LE (Италия)
Под заказ
Доставка по Украине
1 532 200 грн
Купить
Международное моторное бюро
Хонингование блока цилиндров
Услуга
от 600 грн
Окей Мотор-ремонт-центр
Гильза цилиндра двигателя хонингование Эталон, I-VAN, ТАТА LPT-613 пр-во GOETZE
Доставка по Украине
654 грн
Купить
Интернет-магазин «Авто-рессора»
Хон для расточки цилиндра 51-178мм TOPTUL JDBE0718
Доставка по Украине
998 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Комплект камней к хону TOPTUL L= 100 мм (3 ед. ) JLAF1804
) JLAF1804
Доставка по Украине
628 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Смотрите также
Комплект камней к хону JDBE0322 TOPTUL L29мм (3ед.) JLAF2201
Доставка по Украине
248 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Ремонт, расточка, гильзовка цилиндров компрессора
Услуга
450 грн/услуга
ООО «НПП Полэнергокомплекс»
Хонинговальный станок для цилиндров 51-177мм G02716
Доставка по Украине
800 грн
Купить
GOOD_TOOLS
Цилиндрические хонинговальные бруски 32-90мм G02717
Доставка по Украине
190 грн
Купить
GOOD_TOOLS
Хон для расточки цилиндра 51-178мм Toptul JDBE0718
Доставка по Украине
998 грн
Купить
ToolGrand — автосервисное оборудование и инструмент
Гидравлический вертикально-хонинговальный станок Manek модель VH-50 (Индия)
Под заказ
Доставка по Украине
588 800 грн
Купить
Международное моторное бюро
Набор для расточки цилиндров 51-177мм камни 101х11 и 102х11мм YATO 7предм.
Доставка по Украине
2 376 грн
Купить
Агросервис
Набор для расточки цилиндров 20-177мм камни 28х5/50х7/76х10/100х11мм YATO 7предм.
Доставка по Украине
3 326 грн
Купить
Агросервис
Комплект камней к хону JDBE0718 TOPTUL L= 100 мм (3 ед.) JLAF1804
Доставка из г. Киев
627.9 — 628 грн
от 3 продавцов
628 грн
Купить
ИнструментПоставка
Набор для расточки цилиндров 20-89мм камни 28х5 и 50х7мм YATO 14предм
Доставка по Украине
1 426 грн
Купить
Агросервис
Хонинговальный брусок 90B 50x25x150 89A SUPER T3TYROLIT
Под заказ
Доставка по Украине
764 грн
Купить
ООО «ДС Инвентум»
Хон для расточки цилиндров 32-89 мм YATO
Доставка из г. Днепр
490 грн
Купить
Агросервис
Хон для расточки цилиндра 51-178мм TOPTUL JDBE0718
Доставка из г. Харьков
997 — 1 092 грн
от 41 продавца
998 грн
Купить
ToptulOnline
Комплект камней к хону TOPTUL L= 100 мм (3 ед. ) JLAF1804
) JLAF1804
Доставка из г. Харьков
627 — 690 грн
от 43 продавцов
628 грн
Купить
ToptulOnline
Для чего нужна хонинговка
Хонингова́ние [1] — вид абразивной обработки конических и цилиндрических поверхностей, который позволяет устранять шероховатости на поверхности заготовок, корректировать их геометрическую форму и повышать точность их габаритных размеров [2] . Проводится с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Содержание
Области применения хонингования [ править | править код ]
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенности хонингования [ править | править код ]
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования [ править | править код ]
От специализированных хонинговальных станков до ручного инструмента.
Смазочно-охлаждающие жидкости для хонингования [ править | править код ]
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Значение хонингования [ править | править код ]
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование это окончательная обработка поверхности с помощью специальных инструментов. Хонингование стали применять при ремонте двигателей внутреннего сгорания.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта.
Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта.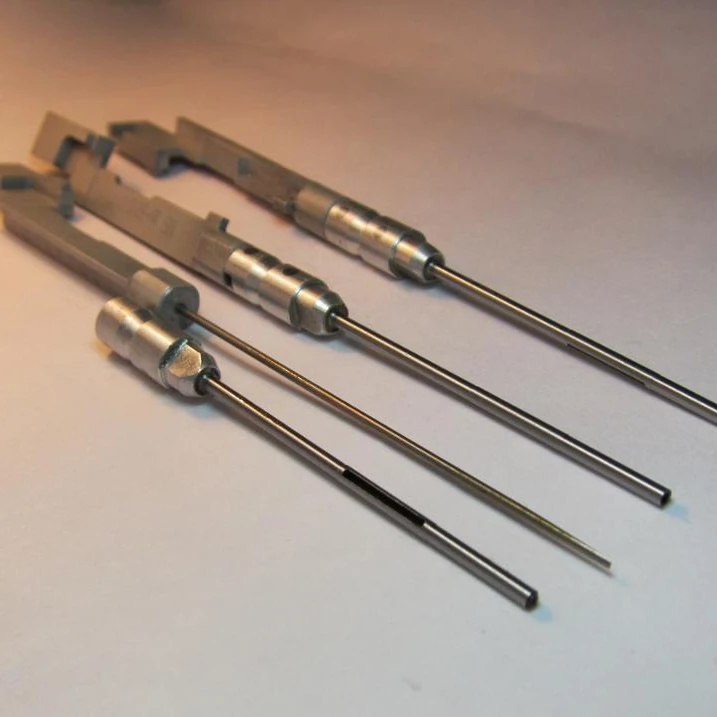 Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах некой сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования. В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
это что такое? Как выполняется хонингование цилиндров?
Те, кто работает станочником или учится по данной специальности, не раз сталкивались с таким понятием, как абразивная обработка. К данному виду работ относятся наиболее популярные операции, такие как шлифование, полирование, суперфиниширование (суперфиниш) и хонингование.
Хонингование – это специфическая форма тонкой обработки. Ее редко применяют в машиностроении, так как есть иные механические операции, с помощью которых можно достичь лучших результатов. Поэтому мало кто знает о том, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях используется.
Хонингование: понятие и определения
Хонингование – это механическая операция по обработке материала резанием, где в качестве резального инструмента используются алмазные зерна. Данная операция считается очень производительной и эффективной по отношению к отверстиям. Снимать припуск при данной обработке можно до 2 млн мм3 в час. Это соответствует чистовому точению резцом при токарной обработке или черновому шлифованию абразивным кругом. Поэтому можно сказать, что хонингование – это еще и финишная обработка, так как во время операции получают окончательную поверхность, то есть готовую деталь.
Хонинговальный инструмент
Инструмент, который используется при хонинговании, называется хоном, или хонинговальной головкой. Хон представляет собой металлорежущий инструмент, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Хон представляет собой металлорежущий инструмент, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Во многих хонах камни являются съемными. То есть при изнашивании или поломке их можно с легкостью заменить.
Хонинговальные станки
В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Когда применяется хонингование?
Как и говорилось ранее, зачастую такая механическая операция, как хонингование, применяется для финишной обработки отверстий и других круглых труднодоступных поверхностей в тех случаях, когда остальные методы абразивной обработки применить нельзя или их применение будет нецелесообразно. Кроме того, хонингование отверстий применяется в тех случаях, когда необходимо достигнуть минимальной шероховатости и цилиндричности поверхности, вплоть до микронов. Именно поэтому наибольшую популярность данный вид обработки получил при изготовлении цилиндров. Последние широко используются в технике, строительстве и автомобилестроении.
Преимущества хонингования
Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
- Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
- Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
- Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
- Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
- Уменьшение времени, отведенного на обработку.
 Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию. Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию. Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Хонингование блока цилиндров
Как и говорилось ранее, чтобы выполнить хонингование нескольких цилиндров за одну операцию, на многих предприятиях используется специальное приспособление для хонингования. Зачастую это зажимные приспособления, которые помогают закрепить цилиндровый блок на станине станка для последующей обработки.
Таким образом, после закрепления узла в приспособление на станке хонингование блока цилиндров выполняется в два этапа:
- Черновое хонингование. На этом этапе обработки применяется хон с крупнозернистыми брусками. С помощью такого инструмента можно обеспечить первоначальную, круглую форму отверстия цилиндра, которая еще не будет отвечать техническим требованиям.

- Чистовое хонингование. Вместо хона с крупнозернистыми брусками теперь используется мелкозернистый абразив. Это могут быть алмазные либо керамические бруски. Суть второго этапа заключается в устранении окончательных припусков и создании готовой формы отверстия, которая будет отвечать техническим требованиям, предъявляемым к детали.
Хонингование в домашних условиях
Немногие знают о том, что хонингование цилиндров можно проводить не только в заводских условиях, но и дома. Зачастую такая операция может понадобиться в тех случаях, когда старый цилиндровый блок утратил свое свойство устойчивости к износу или его необходимо очистить от накопившейся накипи.
В домашних условиях хонингование – это все та же тонкая обработка, но не с использованием СОЖ и хона, а керосина (или хонинговального масла) и специальной хонинговальной головки, которая с легкостью крепится на обычную электродрель. Подобные головки можно приобрести в любом автомобильном или строительном магазине (по виду они смахивают на ершики для мытья посуды). Как и в случае с хонами для станков, хонинговальные головки для дрели продаются также для черновой и чистовой обработки. Отличаются они между собой допустимыми диаметрами и материалом.
Как и в случае с хонами для станков, хонинговальные головки для дрели продаются также для черновой и чистовой обработки. Отличаются они между собой допустимыми диаметрами и материалом.
Для проведения подобной операции и для более комфортной обработки цилиндровый блок можно закрепить в любом зажимном устройстве или, на крайний случай, на такой поверхности, которую можно удерживать ногами. После того как деталь надежно закреплена, можно проводить само хонингование. Рекомендуется два раза обработать отверстие при черновой обработке и один раз при чистовой.
Очистка поверхности цилиндров
После выполнения операции хонингования, как правило, следует очистить деталь от стружки металла и абразива. Эффективно выполнить очищение позволит теплая мыльная вода и мягкая щетка. Таким образом, можно избавить деталь не только от стружки, но и отполировать ее.
После всех вышеперечисленных действий цилиндры обычно дополнительно обрабатывают специальной абразивной пастой. Она позволяет очистить поверхность от оставшейся мелкой стружки, которую сложно заметить невооруженным глазом.
Использование мыльной воды, щетки и пасты для очистки позволяет восстановить прежний вид блока цилиндров, избавиться от всяких заусенцев, накипи и т. д.
В заключение
Узнав, как выполняется повторное хонингование цилиндров, что это такое, когда его необходимо использовать, многие могут подумать о том, что это довольно простая процедура и, может быть, даже не совсем необходимая. Но, несмотря на простоту, эффект от проведения повторной обработки цилиндров хонингованием не заставит себя долго ждать.
Такая обработка поможет продлить срок эксплуатации как самого узла, так и автомобиля. Кроме того, повторное хонингование в домашних условиях поможет повысить ремонтопригодность без необходимости обращения к соответствующим специалистам.
Хонингование цилиндров | Двигатели | Руководство Subaru
Вы здесь
Инструкции по ремонту автомобилей » Subaru » Subaru Legacy » Двигатели » Капитальный ремонт двигателя
Хонингование цилиндров Subaru Legacy
Общие сведения
Хонингование стенок цилиндров создает наиболее благоприятные условия для работы поршневых колец.
Наибольшее распространение получил хонинговальный инструмент с подпружиненными брусками.
| Также широко применяется хонинговальный инструмент в виде круглой проволочной щетки. |
Кроме того, для проведения хонингования потребуется некоторое количество керосина, ветошь и электрическая сверлилка.
| Порядок выполнения | ||||||||||||||||
| ||||||||||||||||
 В идеальном случае линии должны пересекаться под углом 60°.
В идеальном случае линии должны пересекаться под углом 60°.Видео про «Хонингование цилиндров» для Subaru Legacy
Другие материалы раздела
| Капитальный ремонт двигателя |
| Снятие поршней |
| Снятие коленчатого вала с шатунами |
| Разделение секций блоков цилиндров |
| Хонингование цилиндров |
| Блок цилиндров двигателя |
| Коленчатый вал |
| Шатуны |
| Осмотр коренных и шатунных подшипников |
| Проверка компрессии |
| Последовательность сборки двигателя при капитальном ремонте |
| Осмотр поршней |
| Проверка рабочих зазоров шатунных подшипников |
| Сборка секций блока цилиндров |
| Проверка рабочих зазоров коренных подшипников коленчатого вала |
| Установка поршневых колец |
| Запуск двигателя после капитального ремонта |
| Установка поршней |
| Установка двигателя |
| Технические характеристики |
| Проверка двигателя с помощью вакуумметра |
| Рекомендации по снятию двигателя |
| Снятие двигателя |
| Разборка головки блока цилиндров |
| Последовательность разборки двигателя |
| Очистка и осмотр головки блока цилиндров |
| Сборка головки блока цилиндров |
ДТП в России
03.
 23.21
23.21ДТП в Омске
07.30.19
ДТП с переворотом в центре Волгограда
07.30.19
Упоротое быдло (c)
07.30.19
Фургон не проскочил
07.29.19
Жесткое ДТП под Киевом
07.29.19
ДТП с участием скорой в Туле
FLEX-HONE BC Хонинговальный инструмент с минимальным диаметром отверстия 12 мм 0,434 дюйма
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики
Подробности
Отзывы
| Марка | FLEX-HONE |
|---|---|
| Минимальный диаметр отверстия | . 434″ 434″ |
| Максимальный диаметр отверстия | .472″ |
| Длина абразива | 2-1/2 дюйма |
| Абразивный материал | Карбид кремния |
| Марка | Средний |
| Зернистость | 240 |
| Общая длина | 8 дюймов |
| Диаметр отверстия | 12 мм (0,472 дюйма) |
| Диаметр | . 472″ 472″ |
| Модель № | ВС 12 мм |
| Стойка 65 | Да |
| Стиль | Пневматический тормозной цилиндр |
| Тип | Хонинговальный инструмент |
| Вес | 0,094 фунта. |
| Страна происхождения | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Хонинговальные инструменты для гибкого хонингования с превосходной отделкой. Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться.
Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Самоцентрирующиеся, самовыравнивающиеся по отверстию и самокомпенсирующиеся при износе
Преимущества
- С помощью хонинговальных инструментов, предлагаемых компанией Flex, вы можете без труда сгладить сломанные или деформированные внутренние поверхности металлических трубчатых конструкций. -Хон.
- Эти инструменты являются самыми надежными и долговечными, поскольку они оснащены абразивом из карбида кремния.
- Толстые нейлоновые нити, ламинированные абразивом, обладают высокой гибкостью и обеспечивают наилучшие возможные результаты.
- Наряду с использованием высококачественных хонинговальных жидкостей эти инструменты обеспечивают сверхчистую поверхность.

Применение
- Вы можете выбрать хонинговальные инструменты Flex-Hone для получения безупречных и долговечных внутренних поверхностей цилиндрических предметов, используемых на различных рабочих местах.
- Их можно эффективно использовать на воздушных компрессорах, цилиндрах гидроцилиндров, корпусах гидрораспределителей, направляющих клапанов и корпусах двигателей, пневматических цилиндрах, тормозных цилиндрах, тормозных роторах, цилиндрах двигателей, вкладышах блоков цилиндров и т. д.
- Эти хонинговальные инструменты также обеспечивают более качественную обработку поверхности компонентов котла и труб из нержавеющей стали.
Характеристики
- Хонинговальные инструменты Flex-Hone представляют собой гибкие инструменты среднего класса, используемые с абразивом из карбида кремния зернистостью 120-320.
- Изготовлены из нейлоновых нитей высокой плотности с абразивным покрытием.
- Эти хонинговальные инструменты удобно закреплять на патроне 3/8 дюйма или 1/2 дюйма, цанге или любом другом удерживающем шпинделе.
- Диапазон скоростей шпинделя оценивается в 60-1200 об/мин, а указанное среднее время хонингования составляет от 10 до 45 секунд.
Примечания
- Другие доступные абразивы включают: оксид алюминия, карбид бора, карбид вольфрама, оксид циркония и левигированный оксид алюминия. удовольствие от продуктов для заточки своими руками. Некоторые люди клянутся ими, чтобы получить желаемый угол поперечной штриховки при перестройке дома, а другие прямо осуждают их за то, что они не дают никакого реального эффекта. В конце концов, здесь, в EngineLabs, все дело в данных. Поскольку мы близки к Total Seal и знаем, что у них есть множество профилометров, мы решили испытать старый точильный шарик.
Honing Science
«Идея плоского хонингования заключается в том, что вы проходите через грубый абразив и «выкапываете долину», прежде чем использовать мелкий песок для выравнивания пиков», — объясняет Кит Джонс, директор Total Seal.
 Технические продажи. Как мы уже говорили в прошлом, наука о заточке значительно продвинулась за последние десятилетия. Но один из ключевых выводов заключается в том, что, несмотря на достижения, это не делает старые методы недействительными.
Технические продажи. Как мы уже говорили в прошлом, наука о заточке значительно продвинулась за последние десятилетия. Но один из ключевых выводов заключается в том, что, несмотря на достижения, это не делает старые методы недействительными.«Шариковые хоны не могут реально изменить геометрию отверстия, потому что они не оказывают достаточного или нужного давления на стенку цилиндра», — говорит Джонс. «Что они могут сделать, так это восстановить отделку поверхности цилиндра. Вы можете сидеть с этим [точилом с зернистостью 320] в цилиндре в течение двух дней и не удалить даже двухтысячных дюйма материала».
Это наш совершенно новый точильный станок с шариками из карбида кремния зернистостью 320. Конструкция хона размером 4,125 дюйма такова, что он создаст желаемую чистоту поверхности, не беспокоясь о чрезмерном удалении материала.
Подготовка к тесту
Для этого теста мы решили использовать один из профилометров Mitutoyo SJ-210, которые продает Total Seal, которые они специально настроили для проверки чистоты поверхности цилиндра двигателя.
 В качестве подопытного кролика для проекта мы бросили голый блок Project Retro 5.0 на подставку и в кузов грузовика и направились к Total Seal. Блок был точно в том же состоянии, в котором мы его получили — якобы деталь с меньшим пробегом и совершенно нетронутая с момента первоначального разбора.
В качестве подопытного кролика для проекта мы бросили голый блок Project Retro 5.0 на подставку и в кузов грузовика и направились к Total Seal. Блок был точно в том же состоянии, в котором мы его получили — якобы деталь с меньшим пробегом и совершенно нетронутая с момента первоначального разбора.В блоке было четыре измерения, которые нас интересовали. Первой была нижняя часть цилиндра, которая была обработана на заводе, но на ней никогда не было износа поршневых колец. Вторым был осмотр области изношенного цилиндра, чтобы оценить состояние каналов цилиндров, когда они сидели. Третье измерение будет после того, как мы запустим шаровой хонингователь в цилиндрах, а последнее измерение будет после того, как блок будет правильно отточен.
Начальные номера
После быстрой протирки цилиндра щуп был помещен на «неработающую» часть обработанного цилиндра, чтобы увидеть, какие исходные числа были, когда двигатель покидал сборочную линию. SurfTest показал среднюю шероховатость (Ra) 24,50 микродюймов (мкдюйм), шероховатость сердцевины (Rk) 77,23 мкдюйм, уменьшенную высоту пика (Rpk) 15,68 мкдюйм и уменьшенную глубину впадины (Rvk) 49,00 мкдюйм.
 «Учитывая, что это было 30 лет назад, это довольно приличные цифры с завода», — говорит Джонс.
«Учитывая, что это было 30 лет назад, это довольно приличные цифры с завода», — говорит Джонс.Заводские номера отделки цилиндров — это хорошая точка данных, но реальные цифры, которые нам нужны, — это то, что в настоящее время имеет отделка цилиндров в области охвата. После двух следов, чтобы убедиться, что числа верны, лицо Джонса рассказало историю еще до того, как мы увидели числа. «Этот цилиндр стерт», — говорит Джонс. Цифры совпали, показав Ra всего 5,47 мкдюйм, Rk 9,60 мкдюйм, Rpk всего 1,93 мкдюйм и Rvk 31,70 мкдюйм.
Слева показаны заводские показания, непроходной участок цилиндра (ниже хода поршневых колец). Справа видны номера изношенного участка стенки цилиндра.
Удар точилкой по мячу
«Я не думаю, что точилка с шариком поможет, к сожалению. Эти виды хонингования, особенно шаровые, предназначены не для того, чтобы добавить глубины стенкам цилиндра, а для того, чтобы сгладить пики», — говорит Джонс.
 Тем не менее, во имя науки, мы решили хотя бы попробовать, прежде чем отправиться в механический цех, чтобы сдать блок.
Тем не менее, во имя науки, мы решили хотя бы попробовать, прежде чем отправиться в механический цех, чтобы сдать блок.Для теста ваш автор приобрел совершенно новый Brush Research Mfg. Flex-Hone (P/N: GB41832) у Summit Racing, к большому удовольствию Джонса, сказав: новенький точильный камень!» По рекомендации UEM мы выбрали версию из карбида кремния с зернистостью 320 и диаметром 4,125 дюйма для диаметра цилиндра двигателя 4,00 дюйма.
Согласно инструкции BRM, рекомендуемый диапазон оборотов щетки составляет 350–600 об/мин с приемлемой частотой хода 100–250 дюймов в минуту. Тем не менее, эти цифры являются всего лишь рекомендациями, и вместо того, чтобы измерять точные обороты и частоту хода, мы просто стремились создать твердый угол штриховки в 45 градусов (измеренный на 22,5 градусах на карте углового искателя Total Seal).
Имея это в виду, ваш автор бросил заточку в беспроводную дрель и передал ее Джонсу для выполнения грязной работы, которой он любезно обязан.
 Поскольку цель этого теста состояла в том, чтобы воспроизвести то, что средний энтузиаст будет делать в своем гараже, мы использовали старый добрый WD-40 для смазки заточки и стенок цилиндра, и Джонс справился с этим.
Поскольку цель этого теста состояла в том, чтобы воспроизвести то, что средний энтузиаст будет делать в своем гараже, мы использовали старый добрый WD-40 для смазки заточки и стенок цилиндра, и Джонс справился с этим.После дюжины ударов мы вытащили хонинговальный инструмент из канала ствола, очистили цилиндры и снова применили иглу профилометра, и пусть он делает свое дело. Странный взгляд Джонса показал, что он не видит того, что ожидал, и повторил тест. После «Хммм…» последовала повторная смазка и повторная установка хона еще на 10 или около того ударов.
Brush Research дает рекомендации по частоте вращения хонингования и скорости вертикального перемещения в зависимости от размера отверстия. Так как двигатель, который мы использовали, был примерно посередине между этими двумя, мы отрегулировали скорость наших ударов, чтобы получить желаемый угол поперечной штриховки 45 градусов.
Повторив процесс очистки и отбора проб, Джонс заявил, что поход в мастерскую может и не понадобиться.
 «Конечно, я не ожидал, что цилиндр вернется в таком виде. У нас довольно солидные цифры, включая добавление некоторого Rvk, чего я совсем не ожидал», — говорит Джонс о новых цифрах.
«Конечно, я не ожидал, что цилиндр вернется в таком виде. У нас довольно солидные цифры, включая добавление некоторого Rvk, чего я совсем не ожидал», — говорит Джонс о новых цифрах.Показания профилометра Mitutoyo показали новые измерения цилиндра: Ra 15,91 мкдюйм, Rk 42,68 мкдюйм, Rpk 13,47 мкдюйм и Rvk 49,26 мкдюйм. «Это не идеальные числа, но вам около 9 лет.0 процентов пути», — говорит Джонс. «Для того, что вы делаете с этим проектом, типа колец, которые вы используете, и угла, который вы берете, это вполне приемлемые цифры. Я искренне удивлен работой точилки здесь, и нечасто удивляюсь».
Здесь вы можете увидеть отшлифованный цилиндр по сравнению с застекленным цилиндром. Отточенный цилиндр гораздо менее отражающий и имеет новую штриховку. Шаровой хонингователь также убрал масляные пятна и легкую ржавчину, которая начала образовываться в отверстии пары цилиндров.
Что такое деглазирование?
В ходе этого теста термин «деглазирование» всплывал несколько раз.
 Brush Research определяет остекление как сглаживание или полировку стенки цилиндра с течением времени из-за трения поршневых колец. Эта полировка не позволяет маслу прилипать к стенке цилиндра. Это не только увеличивает трение, но и может помешать правильной посадке новых поршневых колец в цилиндре. Запустив хонингователь в цилиндр, супергладкая поверхность становится «шероховатой», как при подготовке поверхности к покраске. Тем не менее, деглазирование обычно не добавляет глубины впадины для удержания масла, поэтому, если цилиндр слишком изношен, одно лишь удаление глазури не обеспечит надлежащей обработки поверхности новых колец.
Brush Research определяет остекление как сглаживание или полировку стенки цилиндра с течением времени из-за трения поршневых колец. Эта полировка не позволяет маслу прилипать к стенке цилиндра. Это не только увеличивает трение, но и может помешать правильной посадке новых поршневых колец в цилиндре. Запустив хонингователь в цилиндр, супергладкая поверхность становится «шероховатой», как при подготовке поверхности к покраске. Тем не менее, деглазирование обычно не добавляет глубины впадины для удержания масла, поэтому, если цилиндр слишком изношен, одно лишь удаление глазури не обеспечит надлежащей обработки поверхности новых колец.А вот окончательные цифры чистоты поверхности после того, как шаровой хонинговальный станок прошел приблизительно 22 прохода. Если вы сравните их с заводскими измерениями, числа пика и впадины чертовски близки друг к другу. Это одна из тех ситуаций, когда достаточно хорошо может быть достаточно хорошо.
Шариковый точильный станок Выводы
То, что начиналось почти как шутка, в итоге привело к серьезным данным.
 Хотя идея использования точильного шлифовального круга — и при этом только одного зернистого шлифовального круга — некоторым может показаться смехотворной, нельзя отрицать данные, полученные в результате теста. Если бы это был высокопроизводительный двигатель с максимальным усилием, мы бы обязательно отправились в механический цех и попросили бы их отшлифовать его алмазными и эльборовыми хонинговальными инструментами, и беспокоились бы о том, чтобы каждая отдельная характеристика была приведена в оптимальный диапазон.
Хотя идея использования точильного шлифовального круга — и при этом только одного зернистого шлифовального круга — некоторым может показаться смехотворной, нельзя отрицать данные, полученные в результате теста. Если бы это был высокопроизводительный двигатель с максимальным усилием, мы бы обязательно отправились в механический цех и попросили бы их отшлифовать его алмазными и эльборовыми хонинговальными инструментами, и беспокоились бы о том, чтобы каждая отдельная характеристика была приведена в оптимальный диапазон.Однако это сборка для «среднего энтузиаста», и это один из немногих случаев, когда «достаточно хорошо» на самом деле является для нас «достаточно хорошим». Если шаровая заточка поможет нам пройти 90% пути только за счет стоимости заточки, это кажется разумным планом действий. Поскольку мы сможем измерить прорыв газов на динамометрическом стенде, мы сможем окончательно сказать, был ли это правильный курс действий. А пока следите за обновлениями контента Retro 5.0, созданного во имя науки.

Инструмент для хонингования цилиндров двигателя MAC AFRIC
Правила доставки
ЗАКАЗЫ ДОСТАВКИ ОТПРАВЛЯЮТСЯ КУРЬЕРОМ С НАШЕГО СКЛАДА (В JHB AEROTON). ПОЖАЛУЙСТА, ВЫБЕРИТЕ КОЛЛЕКЦИЮ В БЛИЖАЙШЕМ МАГАЗИНЕ, ЕСЛИ ВАМ СРОЧНО НУЖНЫ ТОВАРЫ В ЖЕ ДЕНЬ.
Пожалуйста, разместите свой заказ онлайн, чтобы забрать его в любом магазине (бесплатно), или выберите доставку, где ваша корзина будет указана за небольшую плату в зависимости от веса и вашего адреса доставки.
В настоящее время у нас есть 2 варианта доставки
Доставка. Стоимость доставки рассчитывается в зависимости от объемного веса и вашего адреса доставки.
Центры основных городов обычно имеют более низкую стоимость по сравнению с районами за пределами основных центров. Корзина рассчитывается исходя из вашего почтового индекса и объемного веса всего заказа.
Срок доставки большинства заказов: 4-6 рабочих дней.
Заказы, размещенные до 15:00 рабочего дня (с понедельника по пятницу, за исключением праздничных дней), обычно отправляются на следующий рабочий день нашими партнерами по доставке.
 Fastway для отправлений весом менее 30 кг и MDS Collivery для отправлений тяжелее 30 кг. Более крупные заказы (заказы с более чем 1 товаром) могут быть отправлены на следующий рабочий день.
Fastway для отправлений весом менее 30 кг и MDS Collivery для отправлений тяжелее 30 кг. Более крупные заказы (заказы с более чем 1 товаром) могут быть отправлены на следующий рабочий день.Это не гарантия, а услуга с максимальной эффективностью, но большинство заказов, размещенных в течение рабочей недели (с понедельника по пятницу), всегда будут доставлены в течение 4–6 рабочих дней, при этом большая часть заказов будет выполнена в течение этого времени. В случае задержек, когда мы предполагаем, что это займет больше времени, мы сообщим вам о прогрессе.
Выделение более отдаленных районов за пределами основных центров в некоторых редких случаях может занять больше времени, чем наши 6 рабочих дней. Задержки чаще всего связаны с нечеткими адресами доставки, поэтому, пожалуйста, предоставьте нам как можно больше информации, чтобы предотвратить задержки.
ТЯЖЕЛЫЕ ГРУЗЫ СПЕЦИАЛЬНОЕ ЗАМЕЧАНИЕ. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ ДЛЯ ГРУЗОВ БОЛЕЕ 100 КГ, ЧТО ГРУЗОВОЙ АВТОМОБИЛЬ НЕ МОЖЕТ ВЫГРУЗИТЬ ЭТИ ГРУЗЫ ВРУЧНУЮ.
 ТЯЖЕЛЫЕ ГРУЗЫ БОЛЕЕ 100 КГ ЗАКАЗЫВАЙТЕ ТОЛЬКО ЕСЛИ ВЫ СМОЖЕТЕ ВЫГРУЗИТЬ ТОВАР В МЕСТО ДОСТАВКИ.
ТЯЖЕЛЫЕ ГРУЗЫ БОЛЕЕ 100 КГ ЗАКАЗЫВАЙТЕ ТОЛЬКО ЕСЛИ ВЫ СМОЖЕТЕ ВЫГРУЗИТЬ ТОВАР В МЕСТО ДОСТАВКИ.Отслеживание: Мы добавляем примечание к каждому заказу перед его получением, оно отправляется по электронной почте на адрес электронной почты, используемый в процессе оформления заказа, поэтому, пожалуйста, убедитесь, что вы используете правильный адрес, и вы можете проверить электронную почту при отправке. Для MDS вам также будет отправлено SMS, когда вас заберут. Fastway также отправит электронное письмо, когда его заберут. Ваш заказ будет помечен как «завершенный» после сканирования выбранным партнером по доставке.
Мы не несем ответственности за задержки курьера, но тесно сотрудничаем с нашими тщательно отобранными партнерами и упаковываем товары, чтобы гарантировать отсутствие повреждений. будет соблюдать нашу гарантию.
Большинство заказов задерживается из-за неверной информации о доставке. Поэтому, пожалуйста, не забудьте указать правильное название улицы и пригорода, а также любую дополнительную информацию, необходимую для выполнения вашего заказа.

Плата за доставку : Adendorff Machinery Mart сотрудничает с Fastway & MDS Collivery. Ставка рассчитывается на основе вашего адреса доставки и общего объемного веса всего заказа. Он использует наибольшее из двух значений (вес или размер). Adendorff не добавляет никаких дополнительных сборов к стоимости доставки, и сбор используется только для отправки товара нашим клиентам и покрытия таких расходов, как упаковка и маркировка. Обратите внимание, что в отдаленных районах взимается более высокая плата. Если вы считаете, что плата не является выгодной, сообщите нам об этом по адресу [email protected].
2: Получение в выбранном отделении БЕСПЛАТНО бесплатно, только стоимость товаров в корзине.
Чтобы разместить онлайн-заказ на сбор, просто просмотрите наш широкий ассортимент товаров на нашем веб-сайте. При добавлении товара в корзину вам будет предложено выбрать магазин или выбрать доставку, если хотите. После того, как магазин выбран, вы можете добавить товары и оформить заказ в нашем безопасном процессе оформления заказа.
 Вы можете заказать товары, имеющиеся в магазине на данный момент, только в течение 10 минут. Обратите внимание, что из-за загруженности магазина в редких случаях товар может быть распродан. В этом случае наш торговый персонал свяжется с вами, чтобы выполнить заказ в удобной для наших клиентов форме.
Вы можете заказать товары, имеющиеся в магазине на данный момент, только в течение 10 минут. Обратите внимание, что из-за загруженности магазина в редких случаях товар может быть распродан. В этом случае наш торговый персонал свяжется с вами, чтобы выполнить заказ в удобной для наших клиентов форме.В процессе оформления заказа вы можете указать имя лица, осуществляющего сбор (при сборе), или, если вы хотите отправить курьера для сбора от вашего имени, нам потребуется имя курьера.
Все товары на складе проверяются онлайн в нашем магазине, однако из-за активности в магазине в некоторых случаях товар может быть готов не сразу. Вы получите подтверждение по электронной почте о том, что ваш заказ готов к выдаче в выбранном магазине. Электронное письмо также будет содержать адрес выбранного магазина.
Если у вас возникли технические проблемы с веб-сайтом (или проблемы с онлайн-доставкой), свяжитесь с нами по телефону 011 434 7000 (спросите об онлайн-продажах) или напишите в службу технической поддержки веб-сайта по адресу tooltime@adendorff.
 co.za.
co.za.По общим вопросам продаж и ценовым предложениям обращайтесь или пишите по электронной почте в любой магазин здесь: https://www.adendorff.co.za/store-locator/
A 1 (один) год «Carry in» условная гарантия распространяется на все приобретенные товары. Гарантия не распространяется на дефекты, вызванные небрежностью, износом деталей, неправильным использованием, злоупотреблением, случайным повреждением, модификациями, отсутствием технического обслуживания, неправильной проводкой, несанкционированным ремонтом, повреждением, вызванным молнией или скачками напряжения, использованием товаров вопреки инструкции по эксплуатации. и на батарейках.
Если продукт вас не полностью устраивает, неиспользованный продукт можно вернуть без каких-либо проблем.
Строго соблюдаются следующие условия:
(a) продукт должен быть в оригинальной упаковке
(b) продукт должен быть возвращен в течение 10 дней с даты покупки
(c) оригинальный счет-фактура, прилагаемый к продукту.

Adendorff Machinery Mart оставляет за собой право взимать «плату за упаковку» за товары, возвращенные не в оригинальной упаковке. Политика возмещения, возврата, обмена и отмены соответствует правилам CPA. Если продукт не подходит для целей, ожидаемых и указанных продавцу, будет применяться плата за обработку в зависимости от состояния продукта в соответствии с нашей политикой.
Гарантии на генераторы будут считаться недействительными, если они не будут установлены квалифицированным электриком. На наши большие генераторы распространяется заводская гарантия сроком на 1 год или 300 часов, в зависимости от того, что наступит раньше.
*Гарантии на генераторы будут считаться недействительными, если они не будут установлены квалифицированным электриком, который должен быть зарегистрирован в Министерстве труда и иметь необходимую сертификацию в соответствии с законом для выдачи CoC (сертификата соответствия) после завершения установки. Этот COC требуется только для стационарных/немобильных установок, например дома или офиса.

Ремонт: 3-месячная гарантия на все виды ремонта.
Cylinder Liner Honing Machine, pneumatic / HON S
CHRIS-MARINE ®
Honing and Deglazing Machine — HON S
Honing and Deglazing Machine — HON S
Honing head is fitted with interchangable stone holders
Удаляет овальность
Регулируемое давление камня
Блок управления HON S
- Обзор продукта
- Технические характеристики
- Видео
- Примеры из практики
- Принадлежности и расходные материалы
HON S — переносной станок для хонингования гильз цилиндров, предназначенный для простой эксплуатации непосредственно на двигателе или на хонинговальном станке.
HON S – особенности станка
- Для хонингования гильз диаметром от 140 до 670 мм
- Простота работы непосредственно на двигателе или на хонинговальном станке
- Переменная скорость подъема и сменный редуктор для оптимального поперечного угла и производительности хонингования
- Станок с полностью пневматическим приводом.

- Электропривод доступен по запросу
- Механически регулируемое давление бруска для максимальной точности
- Дополнительно: 8-лезвийные хонинговальные головки для специальных применений
- Автоматический контроль хода
HON S – новые функции
- Рукоятки управления блок дистанционного управления
Рукоятки управления скоростью движения и давлением камня перемещены с хонинговального станка на тот же внешний блок управления, где расположены кнопки сброса и аварийного режима. Это делает использование HON S намного проще и безопаснее. - Датчик провисания цепи (дополнительно)
Запатентованный датчик провисания цепи останавливает машину, если цепь от подъемника провисает. Это может произойти, например, если давление камня слишком велико, что препятствует скольжению хонинговальной головки в футеровке. Комплект обновления доступен для пользователей HON S - Динамометрический ключ и адаптер (дополнительно)
Недавно был представлен комплект, повышающий точность давления камня. В комплект входит динамометрический ключ и адаптер, которые значительно сокращают время хонингования и риск человеческой ошибки.
В комплект входит динамометрический ключ и адаптер, которые значительно сокращают время хонингования и риск человеческой ошибки. - Виброгасители
Компания Chris-Marine недавно представила виброгасители, чтобы свести к минимуму износ головок, избежать вибраций в гильзе цилиндра и повысить производительность.
Доступно для нескольких производителей двигателей, таких как Bergen, Caterpillar, Man Diesel, Wärtisilä и т. Д.
Подробнее о нашей буровой установке
0 . давление 0,6–0,9 МПа (6–9 бар или 85–130 psi) Уровень шума 84 дБ (A) / 83 дБ (C) Подключение воздушного шланга 16 мм (5/8 ″) Honing Stones Мы рекомендуем Chris-Marine Honing Stone type 125 type 250 Hoisting capacity 125 kg 250 kg Working range 150 – 500 mm cylinder diameter 500 – 600 mm cylinder diameter Stroke 4.  0 m
0 m4.0 m Air pressure 0.4 – 0.6 MPa (4 – 6 bar or 57 – 85 psi) 0.4 – 0.6 MPa (4 – 6 bar or 57 – 85 psi) Air consumption 500 l/min 500 l/min Air hose connection 10 мм (3/8″) 10 mm (3/8″) Weight 10 kg 11 kg Honing head Working range Type S 4 -Рамс Тип S2 8-Arms 150-200 мм S15/20 1 190-23036 190 – 230436 190-230436 1 MM 1 MM .0436 210 – 290 mm S21/29 280 – 420 mm S28/42 320 – 500 mm S32/50 S2 32/50 490 – 600 mm S2 49/67 Gearbox Cylinder liner diameter rpm Потребление воздуха.  Потребляемая машина
Потребляемая машина Потребление воздуха. 40 1500 l/min 500 l/min 350 – 500 mm 34 1500 l/min 500 l/min 450 – 600 mm 24 1500 л/мин 500 л/мин Корпус.
 10 направляющих для точного хонингования | Лесник
10 направляющих для точного хонингования | ЛесникАвтор: Винс Анкона
Направляющая для заточки делает заточку простой и точной. Но прежде чем выбрать один, стоит сравнить характеристики среди них.
Заточка является одним из самых основных навыков в деревообработке. К сожалению, это также доставляет много хлопот столярам. Что, вероятно, объясняет популярность хонинговальных направляющих. Вы вряд ли сможете открыть каталог деревообработки, не найдя нового устройства, которое обещает сделать заточку ваших ручных инструментов надежной.
Конечно, можно научиться точно затачивать без использования хонинговального шаблона. Но при хонинговании от руки есть тенденция слегка смещать угол инструмента в начале или в конце каждого хода. Это может привести к закруглению скоса, который не будет эффективно резать (видно на чертежах).
Многим плотникам (включая меня) легче добиться стабильных результатов с меньшими трудностями, используя какое-либо руководство.
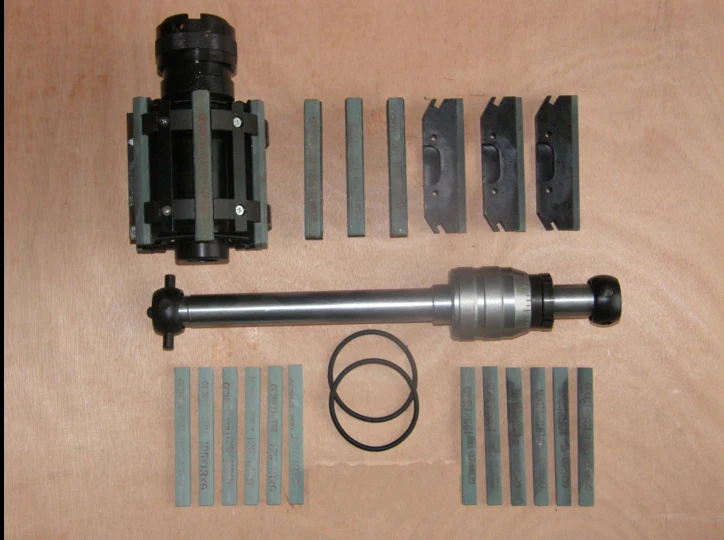 Так как хонинговальная насадка удерживает инструмент под фиксированным углом к точильному камню, намного проще получить ровную и равномерную фаску. Большинство хонинговальных направляющих также регулируются, что позволяет легко установить точный угол скоса.
Так как хонинговальная насадка удерживает инструмент под фиксированным углом к точильному камню, намного проще получить ровную и равномерную фаску. Большинство хонинговальных направляющих также регулируются, что позволяет легко установить точный угол скоса.Недавно я просмотрел десять различных направляющих для заточки и сравнил характеристики каждой из них. Они варьируются от простых примеров без излишеств до примеров, наполненных наворотами. Как и следовало ожидать, они также варьируются в цене от менее 20 до более 100 долларов в верхней части шкалы (см. стр. 51 для источников).
Общий
Первый хонинговальный шаблон, который я попробовал, был от
General.
Эта направляющая состоит из двух половин, которые шарнирно соединены для регулировки угла скоса. Зажим на одном конце удерживает инструмент, а ролик на другом конце позволяет направляющей перемещаться вперед и назад.В отличие от большинства других хонинговальных направляющих, ролик
Общий
Гид не ездит на точильном камне. Вместо этого он едет по поверхности вашего верстака. Это создает проблему, если грани вашего точильного камня не параллельны. Кроме того, вам придется сбрасывать направляющую всякий раз, когда вы переключаетесь на точильный камень другой толщины. Я считаю это существенным недостатком.
Вместо этого он едет по поверхности вашего верстака. Это создает проблему, если грани вашего точильного камня не параллельны. Кроме того, вам придется сбрасывать направляющую всякий раз, когда вы переключаетесь на точильный камень другой толщины. Я считаю это существенным недостатком.Около 20 долларов,
Общий
хонинговальная направляющая — одна из самых дешевых моделей на рынке. Но я думаю, что есть лучшие варианты.
Стэнли
Кажется вполне естественным, что компания, известная своими ручными рубанками и стамесками, также производит инструмент для их заточки.
Стэнли
Руководство по хонингованию существует уже довольно давно и не сильно изменилось. Он доступен в комплекте, который включает 8-дюймовый масляный камень и смазочное масло.Одно усовершенствование, которое было добавлено к этому руководству по хонингованию на протяжении многих лет, — это пластиковый откидной шаблон (см. фото ниже), который помогает вам расположить край вашего инструмента для одного из трех часто используемых углов скоса.

Во время использования я обнаружил, что зажим инструмента в направляющей немного затруднен. Вам нужно затянуть два винта с накатанной головкой, чтобы удерживать инструмент на месте, и их неудобно хватать и к ним трудно получить доступ. Однако, как только вы все настроите, приспособление работает адекватно.
Затмение-Стиль
Оригинал
Затмение
хонинговальная направляющая в течение многих лет производилась компанией в Англии и была любимицей многих столяров. Хотя подлинный
Затмение
руководство больше не производится, есть ряд подделок чуть более низкого качества, которые продаются по цене от 10 до 15 долларов.
Затмение
хонинговальная направляющая удерживает затачиваемый инструмент между парой прочных кулачков. Рубанки вставляются в верхнее отверстие, а стамески — в нижнее. Конструкция автоматически выравнивает инструмент в направляющей, что значительно сокращает время наладки.
Моя единственная реальная жалоба на
Затмение
Руководство по стилю — это ролик. Поскольку он очень узкий, вы должны быть осторожны, чтобы не опрокинуть приспособление во время использования, особенно с более узкими лезвиями. Но если вы ищете простое, серьезное руководство по заточке, это трудно превзойти.
Ричард Келл
Келл
направляющая для хонингования имеет простой и элегантный дизайн. Сделанный в Англии мастером Ричардом Келлом, он прекрасно обработан и гладок, как шелк. Вместо того, чтобы размещать ролик сзади, в этой направляющей используется пара роликов по бокам приспособления.
Келл
руководство простое в использовании и работает хорошо. Его самый большой недостаток заключается в том, что он работает только с лезвиями шириной до 1 1 ⁄ 4 дюйма, что делает его пригодным только для стамесок.
Келл
делает более широкую версию направляющей, которая подходит для лезвий шириной до 2 5 ⁄ 8 дюймов. Но широкую версию неудобно использовать с узкими инструментами, поэтому вам действительно нужны обе модели. При цене примерно 70 долларов за штуку это начинает становиться дорогое предложение.
Но широкую версию неудобно использовать с узкими инструментами, поэтому вам действительно нужны обе модели. При цене примерно 70 долларов за штуку это начинает становиться дорогое предложение.
Алисам Заточка салазок
Как
Келл
руководство,
Алисам Заточка салазок
также имеет боковые ролики. Но
Алисам
сани оседлали камень, а не ехали по нему. Такая широкая стойка облегчает управление.
Алисам
салазки предлагаются в трех вариантах высоты для различных поверхностей для заточки: от тонких пластин до водяных камней толщиной 2 дюйма. Стороны отсоединяются от корпуса салазок, поэтому вы можете менять высоту, просто заменяя одну пару сторон на другую. (Дополнительно пары сторон продаются отдельно.)Из всех руководств, которые я пробовал, этот оказался самым удобным в использовании. Большие ручки по бокам салазок облегчают захват.
Как
Общий
,
Алисам
саней требует, чтобы ваш точильный камень имел идеально параллельные стороны. Но для заточки на плоской пластине с наждачной бумагой, где это не проблема, это руководство является хорошим выбором.
Но для заточки на плоской пластине с наждачной бумагой, где это не проблема, это руководство является хорошим выбором.
Веритас Мк. II
Трудно не нравиться
Веритас Мк. II
. Зажимная планка надежно удерживает инструмент. Широкий валик работает плавно и имеет встроенную функцию добавления микрофаски на кромку инструмента. Контурный корпус позволяет удобно держать и использовать.
Мк. II
поставляется с установочным калибром, который выравнивает инструмент в зажимном приспособлении и упрощает точное позиционирование кромки для любого угла скоса, который вы можете себе представить. Его можно использовать даже для заточки задних фасок на рубанках.Трудно придраться к этому руководству, но если бы пришлось, я бы сказал, что оно немного больше и тяжелее по сравнению с некоторыми другими руководствами. Это может затруднить контроль при заточке узких стамесок. Тем не менее, он остается моим фаворитом в среднем ценовом диапазоне.

Оригинал
Веритас
руководство по хонингованию является предшественником
Мк. II
показанная выше версия. По какой-то причине
Веритас
продолжает делать эту более раннюю модель, хотя она вроде как
IBM
изготовление пишущих машинок после появления персональных компьютеров.В сочетании с угловым приспособлением
Веритас
довольно легко настроить. Четверть или пол оборота ручки сбоку ролика позволяет быстро добавить микрофаску любому инструменту.Основная претензия у меня к
Веритас
является зажим. Инструментам (особенно узким стамескам) легко соскальзывать и поворачиваться под одноточечным зажимом. При цене 45 долларов за направляющую и угловое приспособление я бы сказал, что вам лучше потратить немного больше на насадку.
Мк. II
.
Пиннакл
Пиннакл
направляющая для хонингования получает награду Руба Голдберга за самую сложную конструкцию. В отличие от всех остальных направляющих, в этой не используются ролики. Вместо этого инструмент удерживается в салазках, которые перемещаются по паре рельсов.
В отличие от всех остальных направляющих, в этой не используются ролики. Вместо этого инструмент удерживается в салазках, которые перемещаются по паре рельсов.Гладкие пластиковые износостойкие полоски позволяют салазкам скользить вперед и назад по точильному камню или металлической шлифовальной пластине, которую можно использовать с наждачной бумагой или абразивной шлифовальной пленкой.
Направляющая имеет ряд настроек, позволяющих затачивать первичную фаску с шагом 5°, а затем позиционировать направляющую для вторичной (микро) фаски 2°.
Хотя
Пиннакл
дает хорошие результаты, время настройки и количество необходимых регулировок являются основными недостатками. Это, в сочетании со стоимостью около 100 долларов, затрудняет продажу.
Острый скейт 2
Острый скейт 2
уникален тем, что в отличие от всех других хонинговальных направляющих, он предназначен для заточки из стороны в сторону, а не из стороны в сторону.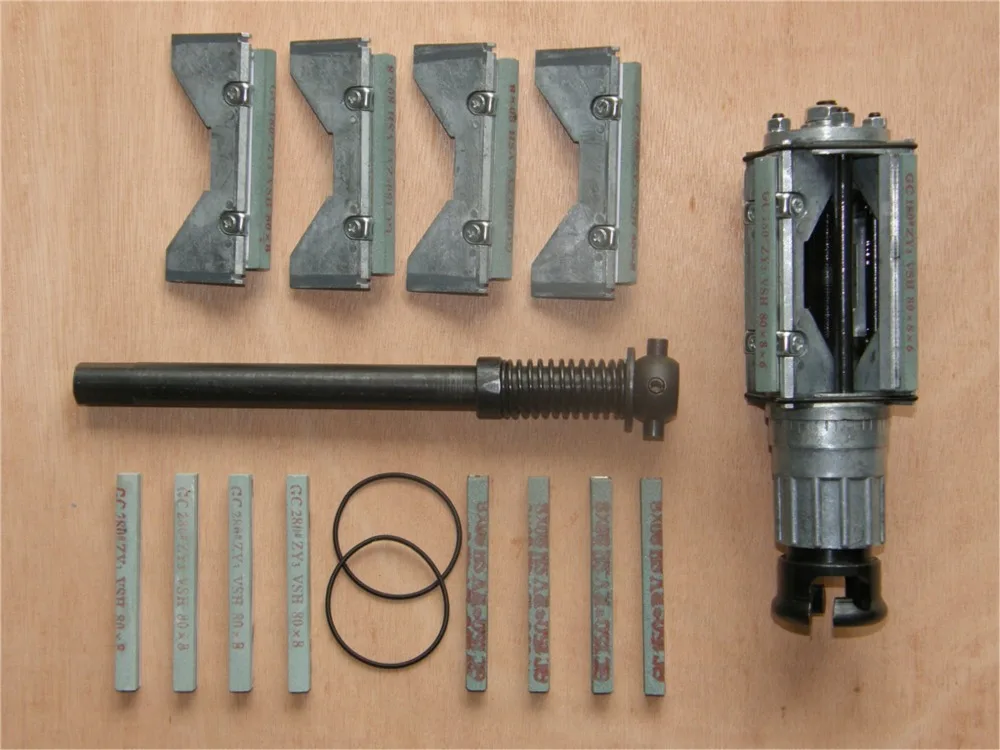 В нижней части направляющей есть ряд крошечных роликов, как у роликовых коньков.
В нижней части направляющей есть ряд крошечных роликов, как у роликовых коньков.Направляющая хорошо обработана и поставляется с приспособлением (
Угловой док
) для установки угла скоса. Один из пунктов продажи
Острый скейт
заключается в том, что он может обрабатывать японские стамески с коротким лезвием и косые стамески.Изобретатель
Острый скейт
утверждает, что поперечную заточку легче освоить. Хотя поначалу это казалось немного неестественным, думаю, я смогу к этому привыкнуть. Но, к сожалению, с ценником в 170 долларов сомневаюсь, что у меня будет возможность узнать это в ближайшее время.
Стоит посмотреть:
Руководство по заточке веслаВсе хонинговальные направляющие, показанные выше, предназначены для работы с инструментами с прямым лезвием, такими как стамески и рубанки. Но
Весло
направляющая для хонингования (показана справа) разработана специально для выемок. Изогнутая конструкция направляющей позволяет «раскачивать» инструмент вперед и назад по камню, следуя за изгибом изогнутой кромки (см. фото ниже).
Изогнутая конструкция направляющей позволяет «раскачивать» инструмент вперед и назад по камню, следуя за изгибом изогнутой кромки (см. фото ниже).
Весло
направляющая полезна для установки начального угла скоса. Но на настройку уходит много времени. Поэтому я думаю, что вам лучше научиться делать любое последующее хонингование от руки.Опубликовано: 13 июня 2019 г.
Отправить страницу:
Темы: Нет
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; однако мы
тщательно отобрали эти продукты за их полезность и качество.
Полотно для настольной пилы
Биты Форстнера
Пила для торцовки заподлицо
Двусторонняя лента
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики
Подробности
ОтзывыДополнительная информация Торговая марка FLEX-HONE Минимальный диаметр отверстия 4,126 дюйма Максимальный диаметр отверстия 4-5/8″ Длина абразива 4 дюйма Абразивный материал Карбид кремния Марка Средний Зернистость 320 Общая длина 13-1/2″ Диаметр отверстия 117,475 мм (4,625 дюйма) Диаметр 118 мм Модель № «ГБ 4-5/8» Стойка 65  65″> Да
65″> ДаСтиль Блок цилиндров стандартной нагрузки Тип Хонинговальный инструмент Вес 1,063 фунта. Страна происхождения СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Хонинговальные инструменты для гибкого хонингования с превосходной отделкой.
 Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание.
Хонинговальные инструменты Flex-Hone предлагают износостойкие внутренние поверхности различных цилиндрических структур. Хонинговальный инструмент среднего класса оснащен абразивом из карбида кремния зернистостью от 120 до 320. Вы можете выбрать из различных типов в соответствии с вашими требованиями, таких как пневматические тормозные цилиндры, дисковые тормоза, стандартные блочные цилиндры и сверхмощные блочные цилиндры. Инструменты гибкие, так как состоят из нейлоновых волокон высокой плотности, тщательно ламинированных абразивом. Они очень эластичны и надежны для достижения отличных результатов, поскольку они способны удалять порезанный, сломанный или согнутый металл с поверхностей и обнажать гладкую и безупречную металлическую поверхность. Когда вы выбираете хонинговальный инструмент из этого диапазона для своего применения, диаметр инструмента следует выбирать в соответствии с номинальным размером шарика вашей заготовки. Хонинговальный инструмент лучше всего работает в увеличенном состоянии, что обеспечивает мягкое резание. Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Хонинговальный инструмент Flex-Hone можно надежно закрепить на цанге, патроне или аналогичном удерживающем устройстве. Вы можете легко вставить его в стандартный 3/8 или 1/2-дюймовый сверлильный двигатель, токарный станок, фрезерный станок, сверлильный станок или любой другой вращающийся шпиндель. Для более качественной обработки вам необходимо использовать высококачественные хонинговальные жидкости, такие как водорастворимые жидкости, минеральные масла, моторные масла, жидкости для резки и нарезания резьбы и т. д. Для сверхтонкой обработки и максимально длительного срока службы инструмента лучше использовать Flex- Хонинговальное масло. Перед входом в заготовку и до полного извлечения из нее инструмент должен продолжать вращаться. Диапазон скоростей шпинделя составляет от 60 до 1200 об/мин, и для достижения симметричного удаления заусенцев на поперечных отверстиях вы можете выполнить ускоренный заключительный ход, чтобы получить штриховку под углом 45°. Кроме того, среднее время заточки инструмента составляет от 10 до 45 секунд, и за это время вы получаете идеальные поверхности.
Самоцентрирующиеся, самовыравнивающиеся по отверстию и самокомпенсирующиеся при износе
Преимущества
- С помощью хонинговальных инструментов, предлагаемых компанией Flex, вы можете без труда сгладить сломанные или деформированные внутренние поверхности металлических трубчатых конструкций. -Хон.
- Эти инструменты являются самыми надежными и долговечными, поскольку они оснащены абразивом из карбида кремния.
- Толстые нейлоновые нити, ламинированные абразивом, обладают высокой гибкостью и обеспечивают наилучшие возможные результаты.
- Наряду с использованием высококачественных хонинговальных жидкостей эти инструменты обеспечивают сверхчистую поверхность.
Применение
- Вы можете выбрать хонинговальные инструменты Flex-Hone для получения безупречных и долговечных внутренних поверхностей цилиндрических предметов, используемых на различных рабочих местах.
- Их можно эффективно использовать на воздушных компрессорах, цилиндрах гидроцилиндров, корпусах гидрораспределителей, направляющих клапанов и корпусах двигателей, пневматических цилиндрах, тормозных цилиндрах, тормозных роторах, цилиндрах двигателей, вкладышах блоков цилиндров и т.

