Инструмент расточной: Расточные системы
Содержание
Расточные системы
- Металлорежущий инструмент
- Фрезерные пластины торцевые
- Металорежущий инструмент
- Расточные системы
Адаптер
GCK
GCK
BT-GST
BT-GCK
Наборы
GBh3084
GBJ16
Доп. элементы
GBh3084
GBJ16
SFB
SFB
Микро-Расточка
GBh3084
GBJ16
SFB
Чистовая расточка
GST-FB
FB
Державка
DPZFB
DRB
DZA/DZB
Черновая расточка
RB
Чистовой расточный инструмент с микрометрической подачей GST-FB
Расточной инструмент с микрометрической подачей SFB
Микро-Расточная головка GBJ16
Инструмент для чистовой расточки FB
Державка пластины DPZFB
Черновый расточный инструмент RB
Державка для режущих пластин DZA/DZB
Державка для режущих пластин DRB
Микро-Расточная головка GBh3084
Расточной держатель для пластины SFB
Адаптер для расточной системы BT-GCK
Адаптер для расточной системы BT-GST
Расширительный Адаптер для расточной системы GCK
Набор микро расточных инструментов GBh3084
Набор микро расточных инструментов GBJ16
Микро-Расточная палка SFB
GBJ16 Переходник для Микро-Расточной головки GBJ16
Переходник для Микро-Расточной головки GBh3084
Адаптер для расточной системы GCK
Поделиться
Назад к списку
Все для металлообработки Расточной инструмент
В зависимости от ряда факторов могут быть использованы универсальные расточные системы или модульные расточные системы. Универсальные расточные системы используются в первую очередь в инструментальном и штучном производстве, так как обладают широким диапазоном расточки и могут применяться на сверлильных, фрезерных и расточных станках. Модульные расточные системы чаще всего используются на мелкосерийном и серийном производстве, они обладают значительно более высокой производительностью, возможностью работы с большим вылетом (расточка на большой глубине).
Универсальные расточные системы используются в первую очередь в инструментальном и штучном производстве, так как обладают широким диапазоном расточки и могут применяться на сверлильных, фрезерных и расточных станках. Модульные расточные системы чаще всего используются на мелкосерийном и серийном производстве, они обладают значительно более высокой производительностью, возможностью работы с большим вылетом (расточка на большой глубине).
Универсальные расточные головки серии VHU, производства компании Narex (Чехия) при помощи автоматической подачи салазок позволяют производить не только растачивание цилиндрических поверхностей, но и обработку конических поверхностей, торцевой поверхности и канавок. Компания Narex работает на рынке расточного инструмента с 1954 года и зарекомендовала себя как лучшего мирового производителя универсальных расточных систем.
Модульные расточные системы компании Stanny (Тайвань) являются оптимальным расточным инструментом по соотношению цена-качество. Модульные расточные системы Stanny по устройству являются аналогичными WOHLHAUPTER,например, двурезцовые расточные головки имеют систему винт-гайка, а не просто толкающий винт, как у более «бюджетных» производителей типа D’andrea. Модульная система обеспечивает отличную жесткость при работе на больших вылетах расточного инструмента.
Модульные расточные системы Stanny по устройству являются аналогичными WOHLHAUPTER,например, двурезцовые расточные головки имеют систему винт-гайка, а не просто толкающий винт, как у более «бюджетных» производителей типа D’andrea. Модульная система обеспечивает отличную жесткость при работе на больших вылетах расточного инструмента.
| Основные технические данные | |||||||
| Vhu | 36 | 56 | 80 | 110 | 125 | 160 | |
| Перемещение салазок | макс.(мм) | 36 | 56 | 80 | 110 | 125 | 160 |
| Обрабатываемый диаметр торцовой части | макс. (мм) (мм) | 230 | 320 | 380 | 430 | 610 | 690 |
| Растачиваемый диаметр | макс.(мм) | 225 | 360 | 410 | 450 | 650 | 720 |
| Автоматическая подача | мм/об. | 0,02 | 0,05 — 0,10 — 0,15 — 0,20 | ||||
| 0,04 | |||||||
| 0,06 | |||||||
| Ручная скоростная подача | мм/об. | 3 | 4 | ||||
| Точность настройки | 1 деление = 0,01 мм | ||||||
| Диметр зажимных отверстий | dH8, мм | 16 | 25 | 32 | |||
| Масса головки/кассеты | кг | 2,1/5,3 | 7,5/18,6 | 8,1/19,0 | 8,4/19,5 | 12,4/33,0 | 13,8/34,3 |
| Конические хвостовики | тип хвостовика | VK360 | VK800,VK801 | VK801 | |||
| Размеры кассеты | мм | 320 x 270 x 85 | 490 x 350 x 165 | 540 x 380 x 170 | |||
| Основные размеры | ||||||
| Код | A | B | C | D | E | |
| Vhu 36 | 201. 146 (модель C) 146 (модель C) | 78 | 78 | 28 | 53 | 100 |
| Vhu 56 | 201.153 (модель С) | 115 | 115 | 36 | 80 | 134 |
| Vhu 80 | 201.160 (модель С) | 140 | 140 | 36 | 80 | 134 |
| Vhu 110 | 201.177 (модель С) | 165 | 140 | 36 | 80 | 134 |
| Vhu 125 | 201.184 (модель С) | 190 | 190 | 42 | 92 | 151 |
| Vhu 160 | 201.191 (модель С) | 225 | 190 | 42 | 92 | 159 |
.jpg) w3.org/TR/xlink» umi:element-id=»819″ umi:region=»row»> Скачать каталог «модульные расточные системы».pdf (6919.84 kB)
w3.org/TR/xlink» umi:element-id=»819″ umi:region=»row»> Скачать каталог «модульные расточные системы».pdf (6919.84 kB)- Скачать каталог «универсальные расточные системы Narex».pdf (2605.61 kB)
Различные типы расточных инструментов
Проще говоря, производственный процесс расточки — это увеличение отверстия в металле. Существует довольно много различных механизмов или подходов, которые можно использовать для изготовления отверстий от токарных и фрезерных станков до линейного растачивания или интерполяции. Мы хотели сделать краткий обзор различных видов расточных инструментов , доступных для сверления отверстий и/или операций вторичного растачивания.
Расточные оправки
Растачивание глубоких отверстий может потребовать очень большого отношения длины к диаметру или вылета, когда речь идет о инструментальных узлах. Поскольку в этих сценариях может быть сложно поддерживать точность и стабильность, нам нужны расточные оправки для расширения инструментальных сборок и сохранения жесткости для создания идеальных кругов с отделкой в соответствии со спецификацией.
Цельные расточные оправки
Цельные расточные оправки, как правило, изготовленные из твердого сплава для чистовой обработки или тяжелого металла для черновой обработки, имеют плотную структуру, которая обеспечивает более стабильное резание при приложении осевой силы.
Демпфирующие стержни
Если скорость резания снижается или качество поверхности начинает вибрировать при сверлении с большим вылетом, можно использовать демпфирующие стержни. Имеют встроенные системы демпфирования. Наша версия, Smart Damper, работает как встречный демпфер и фрикционный демпфер, так что вибрация существенно поглощается.
Расточные головки
Расточные головки специально разработаны для расширения существующего отверстия. Они удерживают фрезы в нужном положении, чтобы они могли вращаться и постепенно удалять материал, пока отверстие не достигнет нужного диаметра.
Головки для чернового растачивания
После начала бурения с помощью дрели или другим методом головки для чернового растачивания подходят для удаления больших объемов материала. Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Головки для чистового растачивания
Головки для чистового растачивания лучше всего использовать для более деликатного и точного удаления материала, завершающего работу, начатую головкой для чернового растачивания. Их часто балансируют для высокоскоростной резки, так как это лучший подход для достижения точных технических характеристик.
Расточные головки с двумя режущими кромками
Большинство расточных головок имеют одну режущую кромку, которая режет по мере того, как диаметр ее подачи регулируется станком. Существуют расточные головки с двумя режущими кромками, которые могут ускорить резку и повысить универсальность. Например, серия 319.и другие двухрезцовые расточные головки BIG KAISER включают в себя две фрезы, которые могут выполнять сбалансированную или ступенчатую резку без дополнительных принадлежностей или регулировок путем переключения мест установки держателей пластин различной высоты.
Цифровые расточные головки
Традиционно регулировка расточных головок была кропотливой и трудоемкой, особенно когда она выполнялась на станке. Легко ошибиться, маневрируя, чтобы прочитать шкалу диаметра и отрегулировать ее до нужного диаметра. Цифровые расточные головки имеют светодиод, который значительно упрощает точную настройку.
Поскольку фрезы расположены по диаметру расточной головки, а не по ее поверхности, они не могут просверлить отверстие на плоской поверхности или сырье. Особенно в небольших отверстиях можно использовать рифленые сверла, называемые стартовыми сверлами, чтобы начать отверстие перед черновым растачиванием.
Специальные расточные головки
Головки для обратного растачивания и обработки торцевых канавок, а также держатели пластин для снятия фаски доступны для некоторых из наиболее распространенных вторичных операций после растачивания отверстия. Мы производим специальные головки с фрезами под соответствующими углами, поэтому каждую из этих операций можно выполнять без ручного перемещения детали, смены инструмента или регулировки угла фрезы.
Поскольку ограничение отношения длины к диаметру имеет решающее значение для успешного растачивания, крайне важно иметь возможность сделать сборку инструмента как можно короче. Наши модульные компоненты основаны на цилиндрическом соединении с радиальным стопорным винтом, что позволяет идеально сочетать различные типы хвостовиков, редукторов и удлинителей, стержней, цанговых адаптеров ER и индукторов СОЖ.
Нужна помощь в поиске подходящего бурового оборудования для вашей следующей работы или нового станка? Наши инженеры здесь, чтобы помочь. Свяжитесь с нами здесь.
28 октября 2020 г.
Категории
Расточные инструменты
Теги:
скучный бар
бурение глубоких отверстий
Демпфирование
Умный демпфер
скучная голова
Грубые скучные головы
Прецизионные расточные головки
Двойной резак
Серия 319Цифровые расточные головки
модульная оснастка
Ручной инструмент | Типы и факты
ручные инструменты
См. все материалы
все материалы
- Связанные темы:
- столовые приборы
пила
гаечный ключ
чешуйчатый инструмент
тиски
См. всю связанную информацию →
ручной инструмент , любой инструмент, используемый ремесленниками в ручных операциях, таких как рубка, долбление, пиление, напильник или ковка. Дополнительные инструменты, часто необходимые в качестве вспомогательных инструментов для придания формы, включают такие инструменты, как молоток для забивания гвоздей и тиски для удерживания. Мастер может пользоваться также инструментами, облегчающими точные измерения: линейкой, делителем, угольником и др. Электроинструменты — обычно ручные инструменты с приводом от двигателя, такие как электрическая дрель или электрическая пила — выполняют многие из старых ручных операций и, как таковые, могут считаться ручными инструментами.
Инструмент — это приспособление или устройство, используемое непосредственно на куске материала для придания ему желаемой формы. Самые ранние из известных орудий труда, найденные в 2011 и 2012 годах в высохшем русле реки недалеко от кенийского озера Туркана, датируются возрастом 3,3 миллиона лет. Нынешний набор инструментов имеет общих предков заостренные камни, которые были ключом к выживанию раннего человека. Камни с грубыми трещинами, сначала найденные, а затем «сделанные» охотниками, нуждавшимися в универсальном инструменте, представляли собой своего рода «нож», которым также можно было рубить, колотить и рыть. В течение огромного промежутка времени возникло множество одноцелевых инструментов. С двойным развитием земледелия и одомашнивания животных примерно 10 000 лет назад многие требования оседлого образа жизни привели к более высокой степени специализации орудий труда; идентичность топора, тесла, долота и пилы была четко установлена более 4000 лет назад.
Самые ранние из известных орудий труда, найденные в 2011 и 2012 годах в высохшем русле реки недалеко от кенийского озера Туркана, датируются возрастом 3,3 миллиона лет. Нынешний набор инструментов имеет общих предков заостренные камни, которые были ключом к выживанию раннего человека. Камни с грубыми трещинами, сначала найденные, а затем «сделанные» охотниками, нуждавшимися в универсальном инструменте, представляли собой своего рода «нож», которым также можно было рубить, колотить и рыть. В течение огромного промежутка времени возникло множество одноцелевых инструментов. С двойным развитием земледелия и одомашнивания животных примерно 10 000 лет назад многие требования оседлого образа жизни привели к более высокой степени специализации орудий труда; идентичность топора, тесла, долота и пилы была четко установлена более 4000 лет назад.
Общим знаменателем этих инструментов является удаление материала с заготовки, как правило, с помощью какой-либо формы резки. Таким образом, наличие режущей кромки характерно для большинства инструментов, и главной заботой производителей инструментов было поиск и создание улучшенных режущих кромок. Эффективность инструмента значительно повысилась за счет переделки — подгонки рукоятки к куску острого камня, что давало инструменту лучший контроль, больше энергии или и то, и другое.
Эффективность инструмента значительно повысилась за счет переделки — подгонки рукоятки к куску острого камня, что давало инструменту лучший контроль, больше энергии или и то, и другое.
Ранняя история ручных инструментов
Геологические и археологические аспекты
Посмотрите, как исследователь изготавливает олдованский кремневый отщеп из обсидиана с помощью техники, известной как раскалывание.
Просмотреть все видео к этой статье. геологически это середина плиоценовой эпохи (около 5,3–2,6 млн лет назад). За плиоценом последовала эпоха плейстоцена (от 2,6 млн до 11 700 лет назад), которая закончилась с отступлением последних ледников, когда ее сменила эпоха голоцена (от 11 700 лет назад до настоящего времени). Плейстоцен и каменный век находятся в приблизительном соответствии, так как до первого использования металла около 5000 лет назад камень был основным материалом для инструментов и орудий.
Сначала люди были случайными пользователями инструментов, используя удобные палки или камни для достижения цели, а затем выбрасывая их. Хотя люди, возможно, разделяли эту характеристику с некоторыми другими животными, их отличие от других животных могло начаться с преднамеренного изготовления инструментов по плану и для определенной цели. Особенно ценным был режущий инструмент, потому что из всех плотоядных животных только люди не снабжены рвущими когтями или клыками, достаточно длинными, чтобы прокалывать и разрывать кожу: людям нужны острые инструменты, чтобы добраться до мяса через кожу. Первыми инструментами были расколотые естественным образом куски породы с острыми краями, которыми можно было резать; за ними последовали намеренно отколотые камни. Для археологов обнаружение примитивных, специально изготовленных режущих инструментов указывает и подтверждает раннее присутствие людей на этом месте. Когда-то понятый огонь помогал формировать деревянные орудия до того, как для этой цели стали доступны соответствующие каменные инструменты.
Хотя люди, возможно, разделяли эту характеристику с некоторыми другими животными, их отличие от других животных могло начаться с преднамеренного изготовления инструментов по плану и для определенной цели. Особенно ценным был режущий инструмент, потому что из всех плотоядных животных только люди не снабжены рвущими когтями или клыками, достаточно длинными, чтобы прокалывать и разрывать кожу: людям нужны острые инструменты, чтобы добраться до мяса через кожу. Первыми инструментами были расколотые естественным образом куски породы с острыми краями, которыми можно было резать; за ними последовали намеренно отколотые камни. Для археологов обнаружение примитивных, специально изготовленных режущих инструментов указывает и подтверждает раннее присутствие людей на этом месте. Когда-то понятый огонь помогал формировать деревянные орудия до того, как для этой цели стали доступны соответствующие каменные инструменты.
Огонь также был основой металлургии. Когда в историческое время сила воды и ветра применялась для повседневных задач измельчения зерна и подъема воды, путь к индустриализации был открыт.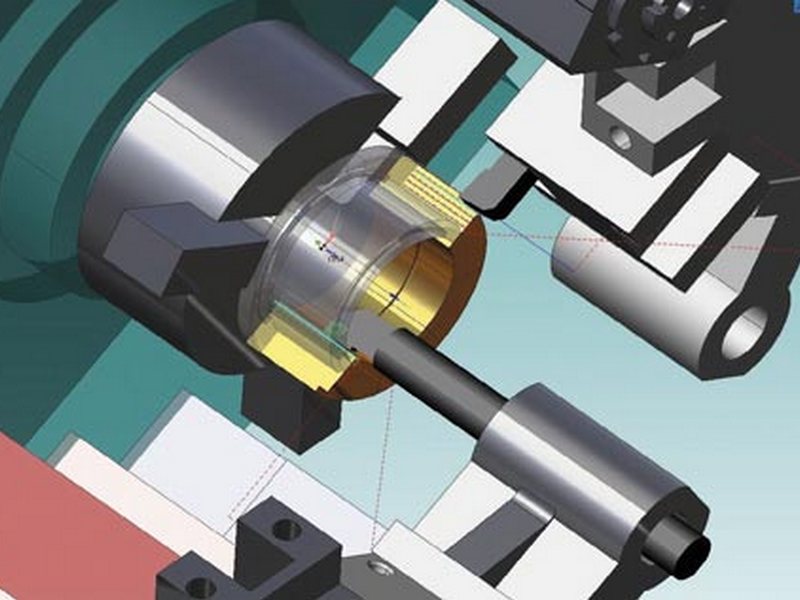
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Идея связать историю человечества с материалом, из которого были изготовлены инструменты, восходит к 1836 году, когда перед датским археологом Кристианом Юргенсеном Томсеном была поставлена задача выставить недокументированную коллекцию явно древних инструментов и орудий. Томсен использовал три категории материалов — камень, бронзу и железо — для представления того, что, по его мнению, было упорядоченной последовательностью технологического развития. С тех пор эта идея была формализована в обозначении каменного века, бронзового века и железного века.
Система трех веков не применяется к Америке, многим островам Тихого океана или Австралии, местам, в которых бронзового века не существовало до того, как европейские исследователи познакомили местных жителей с продуктами железного века. Каменный век еще вполне реален в некоторых отдаленных районах Австралии и Южной Америки, и он существовал в Новом Свете во время первого визита Колумба.
