Инвертор gysmi 161 сварочный аппарат: Сварочный инвертор GYS Gysmi 161: БЕСПЛАТНАЯ ДОСТАВКА и низкая цена при покупке в Москве
Содержание
Сварочный инвертор GYSMI 161 GYSMI 160P GYS (Frāncija) заказывают на Instrumenti.buv.lv Cварочный аппарат для пластиковых труб
Сварочный инвертор GYSMI 161 GYSMI 160P GYS (Frāncija) заказывают на Instrumenti.buv.lv Cварочный аппарат для пластиковых труб покупаю с доставкой сварочные аппараты. В данном аппарате обновлена схема, используются новые современные компоненты повышенной надежности, Сколько стоит пескоструйный аппарат в латвии
Посмотреть все товары Сварочные аппараты
— Cварочный аппарат для пластиковых труб
- Описание
- Посоветуйся с нами
Сварочный инвертор GYSMI 161 (GYSMI 160P) — Сварочные аппараты
В данном аппарате обновлена схема, используются новые современные компоненты повышенной надежности, исправлены часто встречаемые неполадки предыдущих поколений аппаратов Gysmi.
Малые габариты и вес
Низкое электропотребление
Функция ANTISTICKING — предотвращает прилипание электрода с изделием при зажигании дуги, т. е. электрод не прилипает к изделию и не краснеет как в обычных аппаратах
е. электрод не прилипает к изделию и не краснеет как в обычных аппаратах
Функция HOT START — облегчает зажигание дуги, в момент касания электрода с изделием накладывается импульс тока.
Функция FORCE — стабилизирует процесс горения дуги.
Сохраняет работоспособность при колебаниях напряжения в сети от 170В до 260В
Имеет встроенный вентилятор и защиту от тепловых перегрузок
Возможность работы от генератора
Комплектация
Сварочный инвертор
Пластиковый кейс
Cварочный кабель с держателем 2м.
Кабель массы 16мм², длиной 1,6м
Технические характеристики
Напряжение питающей сети, В 230±15%
Использование сетевого автомата, А 16
Диаметр электрода, мм 1,6–4,0
Напряжение холостого хода, В 72
Пределы регулирования сварочного тока, А 10-160
Класс защиты IP21
Встроенная термозащита от перегрева есть
Защита от кратковременных скачков в сети до 400В есть
Продолжительность нагрузки, %, при 160А, при 40°C 14
Габариты, мм 140х180х270
Вес, кг 4,2
— — — Стоимость товара только 307. 44 EUR
44 EUR
Позволь себе иметь.
Сварочный инвертор GYSMI 161 (GYSMI 160P) »»
У нас покупают все.
Все ищут у нас: Сварочный инвертор GYSMI 161 (GYSMI 160P)
Мощный, надёжный сварочный аппарат GYSmi 200P от известного французского производителя сварочного оборудования GYS. Сварочные аппараты GYS — это высокое качество, надёжность и высокие технические характеристики. Сварочный аппарат GYSmi 200P инверторного типа с микропроцессорным управлением предназначен для ручной электродуговой сварки, резки и наплавки металлических изделий постоянным током электродами переменного и постоянного тока в режиме ММА, а также для аргонодуговой сварки изделий из углеродистых и низколигированных сталей и цветных металлов в среде аргона (режим TIG-DC), а также полуавтоматической сварки (сварочная горелка для аргонодуговой сварки с контактным поджигом дуги и подающий механизм соответственно приобретаются отдельно). Силовая часть аппарата постоена на модулях IGBT. Модули IGBT обладают высокой надёжностью, быстродействием, а также позволяют достичь частоты преобразования 50 кГц. Аппарат имеет небольшой вес 5 кг, компактные размеры и позволяет проводить сварочные работы на максимальном токе 200 ампер. Основные функции сварочного аппарата GYSmi 200P: Плавная регулировка тока 10-200 ампер; HOT-START — мягкий поджиг дуги; ARC-FORCE — функция стабилизации дуги во время сварки; ANTI-STICKING — защита от прилипания электрода; Автоматическая защита при коротком замыкании, перегрузке по силе тока или по мощности; Контроль выходной мощности и силы тока сварки. Сварочный инвертор Гисми 200P работает от бытовой однофазной сети 220 В / 50 Гц. Встроенный сетевой фильтр сглаживает колебания сети в диапазоне +/- 15%, что запитывать аппарат от асинхронных генераторов. Если Вам нужен качественный, надёжный сварочный аппарат — рекомендуем GYSmi 200P. Гарантия на аппарат составляет 24 месяца. Технические характеристики: Тип: инверторный ММА Силовая часть: IGBT Пределы регулирования сварочного тока: 10-200А Потребляемая мощность: 6,5 кВт Напряжение питающей сети: 220В (+/- 15%) Рабочее напряжение: 20,4 — 28 В Диаметр электродов: 1,5-5,0мм Напряжение холостого хода: 72 В ПВ при 200А: 58% Температура окружающей среды при эксплуатации: -10.
Аппарат имеет небольшой вес 5 кг, компактные размеры и позволяет проводить сварочные работы на максимальном токе 200 ампер. Основные функции сварочного аппарата GYSmi 200P: Плавная регулировка тока 10-200 ампер; HOT-START — мягкий поджиг дуги; ARC-FORCE — функция стабилизации дуги во время сварки; ANTI-STICKING — защита от прилипания электрода; Автоматическая защита при коротком замыкании, перегрузке по силе тока или по мощности; Контроль выходной мощности и силы тока сварки. Сварочный инвертор Гисми 200P работает от бытовой однофазной сети 220 В / 50 Гц. Встроенный сетевой фильтр сглаживает колебания сети в диапазоне +/- 15%, что запитывать аппарат от асинхронных генераторов. Если Вам нужен качественный, надёжный сварочный аппарат — рекомендуем GYSmi 200P. Гарантия на аппарат составляет 24 месяца. Технические характеристики: Тип: инверторный ММА Силовая часть: IGBT Пределы регулирования сварочного тока: 10-200А Потребляемая мощность: 6,5 кВт Напряжение питающей сети: 220В (+/- 15%) Рабочее напряжение: 20,4 — 28 В Диаметр электродов: 1,5-5,0мм Напряжение холостого хода: 72 В ПВ при 200А: 58% Температура окружающей среды при эксплуатации: -10. .+40 oC Класс защиты: IP23 Габаритные размеры: 260 х 160 х 125 мм Вес: 5 кг Производитель: GYS, Франция Комплектация: пластиковый кейс, сварочные кабеля с держателем электрода и зажимом массы длиной по 2 м, наплечный ремень. Гарантия: 24 месяца
.+40 oC Класс защиты: IP23 Габаритные размеры: 260 х 160 х 125 мм Вес: 5 кг Производитель: GYS, Франция Комплектация: пластиковый кейс, сварочные кабеля с держателем электрода и зажимом массы длиной по 2 м, наплечный ремень. Гарантия: 24 месяца
Подробнее в Корзину
Сварочный инвертор GYS Gysmi 160 E (165 ) Диаметр электрода 1,6-4,0мм. Напряжение (В) 230+/-15%В Напряжение холостого хода (В) 72 В ПВ % 65% Род сварочного тока постоянный Сварочный ток (А) 10-160 А Габариты 125х280х200 Время непрерывной работы 6,5/10мин. кейс есть, ударопрочный Страна производитель Франция Обновленная модель легендарного сварочного инвертора оснащена защитой от скачков напряжения до 400в! Современный сварочный инвертор с возможностью подключения АРГОНА (TIG), который идеально подходит для использования в бытовых и профессиональных целях. Являясь САМЫМ КОМПАКТНЫМ И ЛЕГКИМ инвертором, данный аппарат позволяет уверенно работать электродом «4»мм. (металл до 5 мм). Современные технологии HOT START и ARC FORCE помогут легко поджечь дугу и поддержать ее стабильное горение любому новичку, да же с нулевым опытом сварочных работ. Функция регулирования HOT Start. Цифровая индикация и процессорное управление позволят выставить сварочный ток с точностью до одного ампера! В комплект поставки входит кабель, электрододержатель и зажим земля (в сборе). – Адаптирован для работы от генератора – Диапазон входящего напряжения +/– 15% – Класс защиты от влаги IP23 (плата инвертора покрыта слоем лака для защиты эл. схемы), позволяет работать аппарату на стройплощадках. – Рекомендуется подключение к розетке 16А и более с опаздывающим прерывателем. Технические характеристики инвертора: Технические характеристики Gysmi 165 Параметры Напряжение сети 230В ± 15% Пределы регулирования сварочного тока, А 10-130 Напряжение холостого хода, В 80 Работа с сетевым автоматом, А 16 Диаметр используемого электрода, мм 1,6-3,2 ПВ,% при I св, А 60(160) — TIG; 60 (140) — MMA Плавная регулировка тока, А 10-160 Габариты, мм 125х280х200 Масса источника, кг 4,6
Функция регулирования HOT Start. Цифровая индикация и процессорное управление позволят выставить сварочный ток с точностью до одного ампера! В комплект поставки входит кабель, электрододержатель и зажим земля (в сборе). – Адаптирован для работы от генератора – Диапазон входящего напряжения +/– 15% – Класс защиты от влаги IP23 (плата инвертора покрыта слоем лака для защиты эл. схемы), позволяет работать аппарату на стройплощадках. – Рекомендуется подключение к розетке 16А и более с опаздывающим прерывателем. Технические характеристики инвертора: Технические характеристики Gysmi 165 Параметры Напряжение сети 230В ± 15% Пределы регулирования сварочного тока, А 10-130 Напряжение холостого хода, В 80 Работа с сетевым автоматом, А 16 Диаметр используемого электрода, мм 1,6-3,2 ПВ,% при I св, А 60(160) — TIG; 60 (140) — MMA Плавная регулировка тока, А 10-160 Габариты, мм 125х280х200 Масса источника, кг 4,6
Подробнее в Корзину
Сварочный инвертор GYS Gysmi 130P с микропроцессорным управлением является малогабаритным однофазными сварочным инвертором, со встроенным вентилятором для сварки на постоянном токе (DC). Они позволяют варить любым видом электрода: рутиловыми, базовыми, чугунными, из нержавеющей стали и др. Они защищены для работы от электрогенератора (230 В +- 15%). Немедленный розжиг дуги благодаря высокому напряжению холостого хода Поддерживает постоянную мощность во время сварки Очень легкая сплавка металлов благодаря постоянному току Нечувствителен к колебаниям тока сети Хорошая проникающая способность и стабильность дуги Функция ANTISTICKING — предотвращает прилипание электрода с изделием при зажигании дуги, т.е. электрод не прилипает к изделию и не краснеет как в обычных аппаратах Функция HOT START — облегчает зажигание дуги, в момент касания электрода с изделием накладывается импульс тока. Функция ARC FORCE — стабилизирует процесс горения дуги. Имеет встроенный вентилятор и защиту от тепловых перегрузок Защищен для работы от электрогенератора и колебаний электросети(+/-15%) Данные аппараты могут производить сварку TIG с розжигом дуги чирканием. Комплектация Сварочный инвертор Gysmi 130P пластиковый кейс кабель массы 16мм², длиной 1,6м держатель электрода 16мм², длиной 1,6м Технические характеристики Напряжение питающей сети, В 230±15% Частота питающей сети, Гц 50/60 Диапазон регулирования сварочного тока, А 10–130 ПВ, % 5 Потребляемая мощность, кВт 4,0 Напряжение холостого хода, В 80 Диаметр электрода, мм 1,6-3,2 Габаритные размеры, мм 110х210х250 Вес, кг 2,9 Производитель GYS, Франция Гарантия 24 мес.
Они позволяют варить любым видом электрода: рутиловыми, базовыми, чугунными, из нержавеющей стали и др. Они защищены для работы от электрогенератора (230 В +- 15%). Немедленный розжиг дуги благодаря высокому напряжению холостого хода Поддерживает постоянную мощность во время сварки Очень легкая сплавка металлов благодаря постоянному току Нечувствителен к колебаниям тока сети Хорошая проникающая способность и стабильность дуги Функция ANTISTICKING — предотвращает прилипание электрода с изделием при зажигании дуги, т.е. электрод не прилипает к изделию и не краснеет как в обычных аппаратах Функция HOT START — облегчает зажигание дуги, в момент касания электрода с изделием накладывается импульс тока. Функция ARC FORCE — стабилизирует процесс горения дуги. Имеет встроенный вентилятор и защиту от тепловых перегрузок Защищен для работы от электрогенератора и колебаний электросети(+/-15%) Данные аппараты могут производить сварку TIG с розжигом дуги чирканием. Комплектация Сварочный инвертор Gysmi 130P пластиковый кейс кабель массы 16мм², длиной 1,6м держатель электрода 16мм², длиной 1,6м Технические характеристики Напряжение питающей сети, В 230±15% Частота питающей сети, Гц 50/60 Диапазон регулирования сварочного тока, А 10–130 ПВ, % 5 Потребляемая мощность, кВт 4,0 Напряжение холостого хода, В 80 Диаметр электрода, мм 1,6-3,2 Габаритные размеры, мм 110х210х250 Вес, кг 2,9 Производитель GYS, Франция Гарантия 24 мес.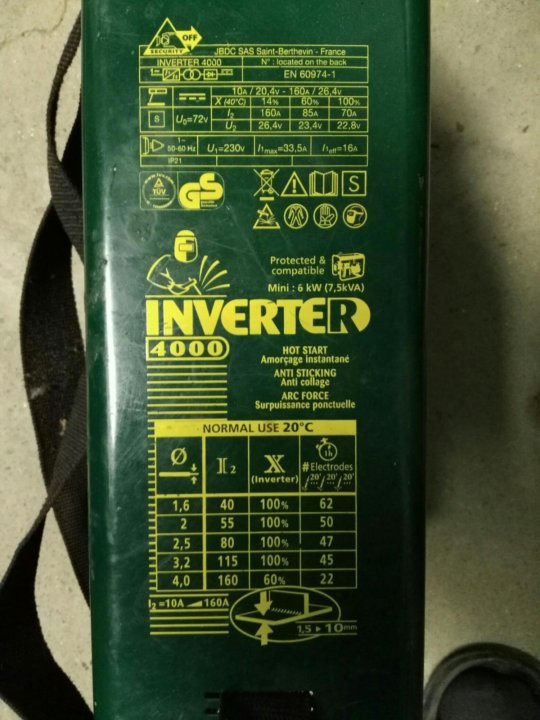
Подробнее в Корзину
— Modelis GYSMI 125 ( Invertor. ) — Spriegums — 230 (1.ph) — Priekš 1.6 — 2.5mm elektrodiem. — Jauda — (min/max) 10 — 80 A — Svars 5.0 kg. — Ražots Francijā.
Подробнее в Корзину
— Modelis GYSMI 195 ( Invertor. ) — Spriegums — 230(1.ph) — Priekš 1.6 — 4.mm elektrodiem. — Jauda — (min/max) 10 — 190 A — Svars 12. kg. — Ražots Francijā
Подробнее в Корзину
–>Просмотров : 16185 | –>Комментарии : 5 | –>Теги : сварочный, инвертор, плата, smi, ремонт, силовой, диод, stth3003cg, GYSMI | –>Рейтинг : 2. 0 / 1 0 / 1 | |


 05. Собирается дополнительная схема на монтажной плате. Смотри рисунок и фото. Источник вольт добавки включается в разрыв цепи питания, образованный удалением дорожки между чип-резистором 10 Ом с платы, идущим на питание UC3845, т.к. вольт-добавка должна подаваться только на эту микросхему, а остальные элементы схемы питаются источником питания, образованным стабиллитроном — 16 В.
05. Собирается дополнительная схема на монтажной плате. Смотри рисунок и фото. Источник вольт добавки включается в разрыв цепи питания, образованный удалением дорожки между чип-резистором 10 Ом с платы, идущим на питание UC3845, т.к. вольт-добавка должна подаваться только на эту микросхему, а остальные элементы схемы питаются источником питания, образованным стабиллитроном — 16 В.
 Устройство изготовлено не из обычного стоватного паяльника. здесь об этом подробнее: Светящийся паяльник.
Устройство изготовлено не из обычного стоватного паяльника. здесь об этом подробнее: Светящийся паяльник. Прогрел весь модуль на газовой плитке. Восстановил.
Прогрел весь модуль на газовой плитке. Восстановил. 
 Стоит только сказать, что инвертор предназначен для работы на токах 70-90 ампер, это электрод 2-2,5 мм. большего диаметра использовать небезопасно и диоды STTh3003CG следует ставить из одной серии или подбирать их по параметрам. Если одинаковых нет лучше поменять все.
Стоит только сказать, что инвертор предназначен для работы на токах 70-90 ампер, это электрод 2-2,5 мм. большего диаметра использовать небезопасно и диоды STTh3003CG следует ставить из одной серии или подбирать их по параметрам. Если одинаковых нет лучше поменять все.| –>Всего комментариев : 5 | |
Если плата прогорела можно попробовать сделать так, как здесь описано, в комментариях. | |
Поделиться с друзьями:
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
If you get stuck in repairing a defective appliance download this repair information for help. See below.
Good luck to the repair!
Please do not offer the downloaded file for sell only use it for personal usage!
- If you have any question about repairing write your question to the Message board. For this no need registration.
- Please take a look at the below related repair forum topics. May be help you to repair.

Warning!
If you are not familiar with electronics, do not attempt to repair!
You could suffer a fatal electrical shock! Instead, contact your nearest service center!
Ремонт сварочного аппарата GYSmi 161
(одна из модификаций с операционными усилителями в ЧИП исполнении).
Слабым местом аппарата является переходной разъем, соединяющий силовую плату с платой управления. По технологии изготовления аппарата, плата должна быть покрыта влагостойким изолирующим слоем — используется лак или силиконовый герметик и т.п.
Если данного покрытия нет (вследствие нарушения технологии или в результате небрежной эксплуатации), то при попадании влаги в аппарат в область переходного разьёма (двадцать контактов) могут выйти из строя чипы SOT23-5. Это операционные усилители, которые установлены в схеме защиты сварочного аппарата по температуре. Они образуют дублированный канал защиты. Так же может выйти из строя микросхема драйвера-L6386 и микросхема широтно-импульсного модулятора контроллера UC3845.
Сначала надо проверить работу контроля канала защиты. Для этого просто надо закорачивать термодатчик, имитируя высокую температуру радиатора, при этом на выходах обоих ОУ будем наблюдать высокий уровень сигнала. Если это не происходит, то необходимо заменить неисправные чипы. Можно ставить эквивалентные по характеристикам LM324 или LM2902. На место вместо чипа в SOT23-5 они не подходят, поэтому подклеиваем микросхему рядом на силовой трансформатор и соединяем выводы согласно схеме включения.
Часть схемы включения прорисована с платы смотрите рисунок и монтаж фото.
Ориентировочный фрагмент схемы GYSmi 161
Замена Операционных Усилителей
При замене UC3845В также можно использовать аналоги. К примеру, UC3844, UC3843, UC3842, которые отличаются только напряжением питания. Чтобы получить нужно значение питания, например, для UC3844 надо делать вольт добавку примерно на 3 вольта. Для этого на трансформатор вспомогательного
источника наматывается два витка провода МГТФ 0. 05. Собирается дополнительная схема на монтажной плате. Смотри рисунок и фото. Источник вольт добавки включается в разрыв цепи питания, образованный удалением дорожки между чип-резистором 10 Ом с платы, идущим на питание UC3845, т.к. вольт-добавка должна подаваться только на эту микросхему, а остальные элементы схемы питаются источником питания, образованным стабиллитроном — 16 В.
05. Собирается дополнительная схема на монтажной плате. Смотри рисунок и фото. Источник вольт добавки включается в разрыв цепи питания, образованный удалением дорожки между чип-резистором 10 Ом с платы, идущим на питание UC3845, т.к. вольт-добавка должна подаваться только на эту микросхему, а остальные элементы схемы питаются источником питания, образованным стабиллитроном — 16 В.
Ремонт силовых модулей в этих аппаратах требует особого подхода. Это связано с «высокотехнологичной» конструкцией блока SMI.
Высокие технологии наряду с удобствами для пользователей доставляют массу проблем тем кто связан с ремонтом такой техники.
Вряд ли производитель прислушается к этому мнению и уж упрощать конструкцию точно не станет. Ну, что ж, оставим эмоции и озадачимся инверторами, схемами, ремонтами.
Интересует нас GYSMI 145, один из достойных представителей в славной семье сварочных инверторных аппаратов.
Жалоба на сей технологичный аппарат была предельно проста «включается но не варит«.
Сразу прозваниваем выходные разъемы – возможны три варианта:
1. Звонится как диод – все нормально.
2. Короткое замыкание – пробит один из диодов выходного моста
3. Обрыв – отгорела или обломилась одна или несколько стоек силового модуля.
В этом аппарате случился второй вариант, нужно разбирать инвертор и добираться до диодов.
Нас интересует тыл этого сварочника, точнее радиатор с платой SMI которая 20-и контактным разъемом впаяна в основную плату.
Чтобы добраться до диодов на этом модуле нужно АККУРАТНО отпаять силовой блок, а после ремонта так же АККУРАТНО впаять в плату, ни в коем случае никаких проводов или дополнительных разъемов, только пайка.
На форумах о ремонте сварочных инверторов GYSMI можно найти много способов деликатно выпаять этот разъем. Как вариант, можно использовать специальную насадку для 100 ватного паяльника.
Все просто, хотя есть маленькое НО. Устройство изготовлено не из обычного стоватного паяльника. здесь об этом подробнее: Светящийся паяльник.
Устройство изготовлено не из обычного стоватного паяльника. здесь об этом подробнее: Светящийся паяльник.
Применим вышеописанный гаджет к силовому блоку GYSMI 145 и распаиваем конструкцию.
Доступ к диодам мы получили, но сложности на этом не закончились.
Во первых – нужно найти пробитый диод, а для этого нужно отпаять все аноды.
Во вторых – когда найдем пробитый диод его надо отпаять.
В третих – впаять новый диод.
Как видим постоянно требуется пайка, но массивный радиатор этого блока не даст прогреть детали до температуры плавления припоя. Необходимо радиатор подогреть, а для этого можно использовать ещё одно спецустройство.
Перегревать модуль не желательно, могут произойти необратимые изменения, что не входит в наши планы.
EVD
Подарок от GUS 161
Сломался GUS 161. Причина из ряда стандартных. Отпала и отгорела стойка на силовом диодном мосту.Прогрел весь модуль на газовой плитке. Восстановил.
Расколол боль менее аккуратно. Три дорожки восстановил проводниками.
Собрал. Включил. ВЫСТРЕЛ!
Драйвер разнесло. Куча СМД туда же.
Начал разбираться. До разборки управление работало. Все диаграммы в норме.
Расколол. Один силовой транзистор убит, токовые резисторы 3шт. по 0.1 Ом тоже.
Напомню, что силовой модуль залит чудным герметиком. Проверяю остальные транзисторы. Вроде целые. КАК так может быть? Начинаю отдирать герметик.
О Чудо! Элементы снимаются вместе с герметиком!
На фото виден «снятый» резистор 15 Ом с цепи затвора. Сам затвор приподнят над платой на сотку. На остальных компонентах так же.
ВЫВОД
При нагреве модуля до температуры плавления припоя, герметик, при последующем остывании, приподымает компоненты расположенные под ним!
Прежде чем браться за ремонт подобных устройств, подумайте о потраченном времени, нервах и средствах.
Пара комментариев по поводу.
Первое: скорее всего детали отрываются не при остывании герметика, а именно при нагреве, как только температура достигает точки плавления припоя герметик отрывает детали от платы. Он же резиновый, а при нагревании стремится вспучится вверх, вот и отрывает детали, а при остывании он их уже ни как не припаяет. Но ситуации это не меняет, прогревать нужно аккуратно, не перестарайтесь.
Второе: прогрев на газовой плитке чреват, поскольку сложно следить за температурой нагрева. В этом случае лучше взять обычную электроплитку и включить ее через ЛАТР, если таковой имеется в вашем распоряжении.
Это небольшое отступление, а теперь вернемся к нашему аппарату. Берем новый диод и используя тот же 100 ватный паяльник впаиваем его в плату. Главное чтобы диод лег ровно без перекосов и как можно плотнее.
Прикручиваем все как положено, устанавливаем в корпус и пробуем включать.
Если все сделано правильно и аккуратно аппарат будет работать. Стоит только сказать, что инвертор предназначен для работы на токах 70-90 ампер, это электрод 2-2,5 мм. большего диаметра использовать небезопасно и диоды STTh3003CG следует ставить из одной серии или подбирать их по параметрам. Если одинаковых нет лучше поменять все.
Стоит только сказать, что инвертор предназначен для работы на токах 70-90 ампер, это электрод 2-2,5 мм. большего диаметра использовать небезопасно и диоды STTh3003CG следует ставить из одной серии или подбирать их по параметрам. Если одинаковых нет лучше поменять все.
Внимание!
Ремонтируя сварочные инверторы своими руками будьте аккуратны чтобы действительно не пожалеть «о потраченном времени, нервах и средствах».
Ремонт сварочных инверторов GYSMI и других производителей.
Ещё по теме:
- Ремонт сварочного инвертора GYSMI 131
- Ремонт сварочного инвертора FUBAG IN130
- Ремонт сварочного инвертора SD-MASTER HI-250/3C [1]
- Ремонт сварочного инвертора AKAI TE-7514AAAC
- Жарим FUBAG – гриль для инверторов
–>Категория : Статьи о ремонте | –>Добавил : diggerweb (09.08.2014)
 0 / 1
0 / 1| –>Всего комментариев : 5 | |
Если плата прогорела можно попробовать сделать так, как здесь описано, в комментариях. | |
Поделиться с друзьями:
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
Adblock detector
Сварочный аппарат Gysmi (гусми): характеристики, преимущества
Сварочный аппарат Gysmi обладает длинной историей, так как бренд принадлежит французской компании, основанной еще в 60-х годах. Большую часть времени предприятие ориентировалось исключительно на внутренние потребности. Относительно недавно ТМ вышла на рынки других государств. На момент своего появления инверторы получили популярность и распространение в нашей стране, но спустя определенный период их использования ситуация оказалась не столь однозначной, так как у аппаратов стали заметны не только плюсы, но и существенные недоработки.
Сварочный аппарат Gysmi
Преимущества и недостатки
У сварочного аппарата Гусми на момент входа на рынок оказалось несколько преимуществ, которые привлекли внимание пользователей. Среди всех общих позитивных моментов стоит выделить следующие:
- для производства использовалась инновационная на тот момент технология IMS, которая позволяла получать технику более высокого качества;
- оригинальный дизайн, отличающийся от рядовых моделей сварочных аппаратов других производителей;
- продуманная и отлично функционирующая система охлаждения;
- надежный корпус, защищающий от ударов и других механических повреждений внутреннюю часть техники;
- удобная регулировка параметров;
- в комплекте некоторых моделей поставлялись пластиковые кейсы для хранения аксессуаров.
Впоследствии некоторые мастера начали замечать, что сварочный инвертор имеет серьезные негативные стороны. К ним относятся:
- сложность и дороговизна ремонта;
- система крепления некоторых компонентов приводит к тому, что они слабо переносят удары, несмотря на защищенный корпус;
- цена не всегда соответствует качеству.

Важно!
Уникальная система производства, которой обладает сварочный инвертор Gys, предполагает расположение всех компонентов устройства на одной плате. Эта же плата соединяется только с корпусом, что позволяет сэкономить место и сохранить высокую производительность.
Функциональные возможности
Сварочные инверторы Gysmi находятся в средней ценовой категории, причем здесь можно встретить немалое количество моделей с большим запасом мощности, что делает их ближе к профессиональной сфере эксплуатации. К основным функциональным возможностям техники относят:
- горячий старт – обеспечивает легкий розжиг дуги во время начала сварочных работ;
- форсирование дуги – сохраняет стабильные параметры и не дает дуге затухнуть даже при отрыве электрода от металла;
- антизалипание – отключается при залипании электрода, когда происходит короткое замыкание.
В отличие от других брендов, где эти функции также присутствуют, здесь можно регулировать их интенсивность и величину параметров, вплоть до полного отключения.
Модельный ряд и технические характеристики
Сварочный аппарат (инвертор) Gysmi 161 является компактным устройством, которое обладает отличной защитой от скачков напряжения. Согласно номинальным данным, он может выдержать скачок до 400 В. Здесь же присутствует защита для подключения от генераторов, так как в этом случае электроснабжение становится нестабильным. В аппарате имеются все необходимые дополнительные функции, которые существенно облегчают работу начинающим сварщикам. Относительно небольшая мощность позволяет варить электродами 4 мм, что вполне достаточно для домашних работ.
Сварочный аппарат Gysmi 161
| Параметры | Значения |
| Напряжение, В | 230 |
| Напряжение холостого хода, В | 72 |
| Максимальный ток, А | 160 |
| Диапазон регулировки, А | 10…160 |
| ПВ, % | 14 |
| Диаметр расходных материалов, мм | 1,6-4 |
| Степень защиты | IP21 |
| Масса, кг | 4,1 |
| Размеры, мм | 120 х 255 х 150 |
| Гарантия | 12 месяцев |
Сварочный аппарат Gysmi 165 может использоваться для сварки конструкционных и нержавеющих сталей, чугуна, меди и прочих металлов. Одна из особенностей – возможность варить неплавкими электродами в среде защитных газов. В среднем, он выдерживает около 15% перепадов энергии. Все прочие функции обладают дополнительной регулировкой параметров. Максимально увеличить напряжение можно до 60% на горячем старте.
Одна из особенностей – возможность варить неплавкими электродами в среде защитных газов. В среднем, он выдерживает около 15% перепадов энергии. Все прочие функции обладают дополнительной регулировкой параметров. Максимально увеличить напряжение можно до 60% на горячем старте.
Сварочный аппарат Gysmi 165
| Параметры | Значения |
| Напряжение, В | 230 |
| Напряжение холостого хода, В | 72 |
| Максимальный ток, А | 160 |
| Диапазон регулировки, А | 10…160 |
| ПВ, % | 10 |
| Диаметр расходных материалов, мм | 1,6-4 |
| Степень защиты | IP21 |
| Масса, кг | 4,6 |
| Размеры, мм | 125 х 280 х 200 |
| Гарантия | 12 месяцев |
Сварочный аппарат Gysmi 80р обладает микропроцессорным управлением. У него уникальные характеристики дуги. Это один из первых аппаратов в линейке данного бренда.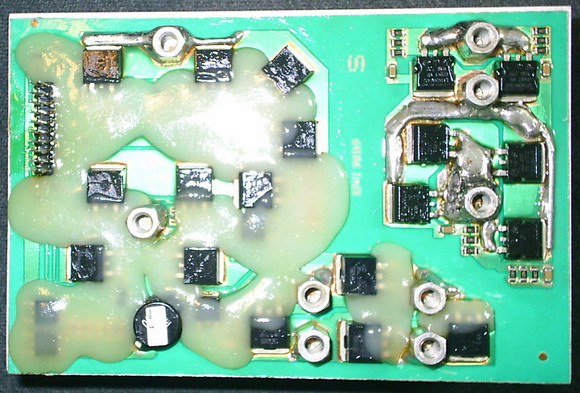 Он относительно маломощный, может работать с электродами диаметром 2,5 мм. Масса аппарата невелика, так что с техникой весом всего в 2,5 кг можно без проблем передвигаться, вести работы на высоте и т.д. Компактность является главным преимуществом модели, так как все остальные параметры несколько уступают более масштабным аналогам. Относительно небольшая мощность в 3 кВт обеспечивает экономичность эксплуатации. В модели присутствуют все дополнительные функции.
Он относительно маломощный, может работать с электродами диаметром 2,5 мм. Масса аппарата невелика, так что с техникой весом всего в 2,5 кг можно без проблем передвигаться, вести работы на высоте и т.д. Компактность является главным преимуществом модели, так как все остальные параметры несколько уступают более масштабным аналогам. Относительно небольшая мощность в 3 кВт обеспечивает экономичность эксплуатации. В модели присутствуют все дополнительные функции.
| Параметры | Значения |
| Напряжение, В | 220 |
| Напряжение холостого хода, В | 85 |
| Максимальный ток, А | 160 |
| Диапазон регулировки, А | 0…160 |
| ПВ, % | 60 |
| Диаметр расходных материалов, мм | 1,6-4 |
| Степень защиты | IP21 |
| Масса, кг | 2,5 |
| Размеры, мм | 100 х 140 х 230 |
| Гарантия | 12 месяцев |
Сварочный аппарат Гусми 200 – продуктивная модель. Это микропроцессорная техника, в которой сбалансированы все параметры для проведения сварки различными металлами. Модель можно считать универсальной как по разнообразию материалов, с которыми она может нормально работать, так и по широкому диапазону параметров. Помимо ручной дуговой сварки инвертор может использоваться для аргонной. Для этого к нему требуется подключить горелку. Масса выше, чем у младших моделей, но она вполне пригодна для переноса вручную. В функциональном арсенале присутствуют все необходимые функции для облегчения работы мастера.
Это микропроцессорная техника, в которой сбалансированы все параметры для проведения сварки различными металлами. Модель можно считать универсальной как по разнообразию материалов, с которыми она может нормально работать, так и по широкому диапазону параметров. Помимо ручной дуговой сварки инвертор может использоваться для аргонной. Для этого к нему требуется подключить горелку. Масса выше, чем у младших моделей, но она вполне пригодна для переноса вручную. В функциональном арсенале присутствуют все необходимые функции для облегчения работы мастера.
Сварочный аппарат Гусми 200
| Параметры | Значения |
| Напряжение, В | 230 |
| Напряжение холостого хода, В | 72 |
| Максимальный ток, А | 200 |
| Диапазон регулировки, А | 10…200 |
| ПВ, % | 20 |
| Диаметр расходных материалов, мм | 1,6-5 |
| Степень защиты | IP21 |
| Масса, кг | 5 |
| Размеры, мм | 140 х 180 х 270 |
| Гарантия | 12 месяцев |
Инструкция по эксплуатации
Отличий в использовании данных инверторов нет. Единственное, что помимо настроек параметров под определенные сварочные операции, требуется еще выставить регулировку дополнительных функций, которые повлияют на качество сварочного процесса. У более простых аналогов присутствует только положение «вкл./выкл.», тогда как здесь нужно подбирать цифровое значение.
Единственное, что помимо настроек параметров под определенные сварочные операции, требуется еще выставить регулировку дополнительных функций, которые повлияют на качество сварочного процесса. У более простых аналогов присутствует только положение «вкл./выкл.», тогда как здесь нужно подбирать цифровое значение.
Важно!
Если инвертор будет подключаться в виде источника питания для сварки с применением газа, нужно приобретать надежные комплектующие, обеспечивающие безопасную работу, так как в заводской упаковке они попросту отсутствуют.
Заключение
Бренд Gysmi предлагает клиентам тот же набор функций, что и другие аналоги, но он обеспечивает высший уровень стабильности при сварочном процессе. Параметры оказываются точнее, а дополнительная регулировка функций позволяет лучше подстраиваться под конкретные нюансы сварки. Сложность в ремонте и средний ценовой диапазон являются серьезными недостатками для некоторых владельцев техники, хотя качество инверторов здесь заметно выше, чем в бюджетном сегменте.
Сварочный аппарат Gys Gysmi 161, KOCH Сервисная установка
Gys Сварочная машина Gysmi 161, KOCH Сервисная установка
|
 о.о.
о.о.  ).
).  ……………………… …………………………………………. ……………………………следующий >>
……………………… …………………………………………. ……………………………следующий >>
|
GYS PROTIG 161 DC HF TIG (GTAW) и MMA (SMAW) сварочный аппарат Руководство пользователя
Документ
GYS PROTIG 161 DC HF TIG (GTAW) и MMA (SMAW) сварочный аппарат
PROTIG 161 DC HF
ПРЕДУПРЕЖДЕНИЕ – ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ ИНСТРУКЦИИ
Перед использованием или обслуживанием устройства прочтите и усвойте следующие рекомендации по безопасности. Любые изменения или обслуживание, не указанные в руководстве по эксплуатации, не должны выполняться.
Любые изменения или обслуживание, не указанные в руководстве по эксплуатации, не должны выполняться.
Производитель не несет ответственности за какие-либо травмы или ущерб, вызванные несоблюдением инструкций, приведенных в данном руководстве. В случае возникновения проблем или сомнений обратитесь к квалифицированному специалисту для правильной установки.
ОКРУЖАЮЩАЯ СРЕДА
- Это оборудование должно использоваться только для сварочных работ в соответствии с ограничениями, указанными на описательной панели и/или в руководстве пользователя. Оператор должен соблюдать меры предосторожности, применимые к этому типу сварки. В случае ненадлежащего или небезопасного использования производитель не несет ответственности за ущерб или травмы.
- Это оборудование должно использоваться и храниться в месте, защищенном от пыли, кислоты или любого другого коррозионно-активного вещества. Работайте на машине в открытом или хорошо проветриваемом помещении.
- Рабочая температура:
Использовать при температуре от -10 до +40°C (от +14 до +104°F).
Хранить при температуре от -20 до +55°C (от -4 до 131°F). - Влажность воздуха:
Ниже или равна 50% при 40°C (104°F).
Ниже или равно 90% при 20°C (68°F). - Высота над уровнем моря:
До 1000 метров над уровнем моря (3280 футов).
ЗАЩИТА ЛИЧНЫХ ЛИЦ
Дуговая сварка может быть опасна и может привести к серьезным и даже смертельным травмам. Сварка подвергает пользователя воздействию опасного тепла, дуговых лучей, электромагнитных полей, шума, газовых паров и поражению электрическим током. Людям, использующим кардиостимуляторы, рекомендуется проконсультироваться со своим врачом перед использованием этого устройства. Чтобы защитить себя и других, убедитесь, что приняты следующие меры предосторожности:
- Для защиты от ожогов и радиации носите одежду без манжет. Эта одежда должна быть утепленной, сухой, огнеупорной и в хорошем состоянии и покрывать все тело.
- Носите защитные перчатки, гарантирующие электрическую и тепловую изоляцию.

- Используйте достаточное количество защитного снаряжения для сварки на все тело: капюшон, перчатки, куртку, брюки… (варьируется в зависимости от применения/операции). Защищайте глаза во время операций по очистке. Не работайте при ношении контактных линз. Может потребоваться установка противопожарных штор для сварки, чтобы защитить помещение от лучей дуги, сварочных брызг и искр. Сообщите людям в рабочей зоне, чтобы они никогда не смотрели на дугу или расплавленный металл и носили защитную одежду.
- Убедитесь, что оператор носит средства защиты органов слуха, если работа превышает разрешенный уровень шума (то же самое относится к любому человеку в зоне сварки).
- Никогда не снимайте защитные кожухи с охлаждающего устройства, когда машина подключена к сети – Производитель не несет ответственности за несчастные случаи или травмы, произошедшие в результате несоблюдения этих мер предосторожности.
- Только что сваренные детали горячие и могут вызвать ожоги при манипуляциях.
 Во время работ по техническому обслуживанию горелки или электрододержателя убедитесь, что они достаточно холодные, и подождите не менее 10 минут перед любым вмешательством. Блок охлаждения должен быть включен при использовании горелки с водяным охлаждением, чтобы гарантировать, что жидкость не вызовет ожогов.
Во время работ по техническому обслуживанию горелки или электрододержателя убедитесь, что они достаточно холодные, и подождите не менее 10 минут перед любым вмешательством. Блок охлаждения должен быть включен при использовании горелки с водяным охлаждением, чтобы гарантировать, что жидкость не вызовет ожогов.
ВСЕГДА убедитесь, что рабочая зона максимально безопасна и защищена, чтобы предотвратить повреждение или несчастный случай.
СВАРОЧНЫЕ ДЫМЫ И ГАЗЫ
Дымы, газы и пыль, образующиеся во время сварки, опасны. Необходимо обеспечить достаточную вентиляцию и/или вытяжку, чтобы пары и газы не попадали в рабочую зону. Шлем с подачей воздуха рекомендуется в случаях недостаточной подачи воздуха на рабочем месте. Убедитесь, что воздухозаборник соответствует стандартам безопасности. Необходимо соблюдать осторожность при сварке на небольших участках, и оператору потребуется наблюдение с безопасного расстояния. Сварка некоторых частей металла, содержащего свинец, кадмий, цинк, ртуть или бериллий, может быть чрезвычайно токсичной. Пользователю также потребуется обезжирить заготовку перед сваркой. Газовые баллоны должны храниться на открытом или проветриваемом месте. Баллоны должны находиться в вертикальном положении и закреплены на опоре или тележке. Не выполняйте сварочные работы в местах, где хранится смазка или краска.
Пользователю также потребуется обезжирить заготовку перед сваркой. Газовые баллоны должны храниться на открытом или проветриваемом месте. Баллоны должны находиться в вертикальном положении и закреплены на опоре или тележке. Не выполняйте сварочные работы в местах, где хранится смазка или краска.
ОПАСНОСТЬ ПОЖАРА И ВЗРЫВА
Защитите всю зону сварки. Баллоны со сжатым газом и другие легковоспламеняющиеся материалы должны быть перемещены на минимальное безопасное расстояние 11 метров. Огнетушитель должен быть легко доступен. Будьте осторожны с брызгами и искрами, даже через трещины. Это может стать источником возгорания или взрыва. Держите людей, легковоспламеняющиеся предметы и емкости под давлением на безопасном расстоянии.
Запрещается выполнять сварку герметичных контейнеров или закрытых труб, а в случае их открытия оператор должен удалить все горючие или взрывоопасные материалы (масло, бензин, газ…). Операции по шлифовке не должны быть направлены на само устройство, источник питания или любые горючие материалы.
ГАЗОВЫЙ БАЛЛОН
Утечка газа из баллона может привести к удушью, если он присутствует в больших концентрациях вокруг рабочей зоны.
Транспортировка должна осуществляться безопасно: Цилиндры закрыты, продукт выключен. Всегда держите баллоны в вертикальном положении надежно прикрепленными цепью к неподвижной опоре или тележке. Закрывайте бутылку после любой сварочной операции. Будьте осторожны с перепадами температуры или воздействием солнечных лучей. Баллоны должны располагаться вдали от мест, где они могут быть подвергнуты ударам или физическому повреждению. Всегда держите газовые баллоны на безопасном расстоянии от дуговой сварки или резки, а также любых источников тепла, искр или пламени. Будьте осторожны при открытии клапана на газовом баллоне, необходимо снять наконечник клапана и убедиться, что газ соответствует вашим требованиям к сварке.
ЭЛЕКТРОБЕЗОПАСНОСТЬ
- Эти устройства класса А не предназначены для использования в жилых помещениях, где электрический ток подается от сети общего пользования с низковольтным источником питания.
 На этих сайтах могут возникнуть потенциальные трудности с обеспечением электромагнитной совместимости из-за помех, а также радиочастот.
На этих сайтах могут возникнуть потенциальные трудности с обеспечением электромагнитной совместимости из-за помех, а также радиочастот. - При условии, что полное сопротивление низковольтной сети общего пользования в точке общего присоединения меньше Zmax = 0,404 Ом, это оборудование соответствует требованиям IEC 61000-3-11 и может быть подключено к сетям общего пользования низкого напряжения. Установщик или пользователь оборудования несет ответственность за обеспечение, при необходимости, консультации с оператором распределительной сети, соответствие импеданса сети ограничениям импеданса.
- Это оборудование не соответствует IEC 61000-3-12 и предназначено для подключения к частным низковольтным системам, взаимодействующим с общественным электроснабжением только на уровне среднего или высокого напряжения. В общественной низковольтной электросети установщик или пользователь устройства должны убедиться, уточнив у оператора распределительной сети, какое устройство может быть подключено.

ЭЛЕКТРОМАГНИТНЫЕ ПОМЕХИ
Электрические токи, протекающие по проводнику, вызывают электрические и магнитные поля (ЭМП). Сварочный ток создает поле ЭДС вокруг сварочной цепи и сварочного оборудования. Поля ЭМП могут повредить некоторые медицинские имплантаты, например кардиостимуляторы. Меры защиты должны быть приняты для людей, носящих медицинские имплантаты. Например, ограничение доступа для прохожих или индивидуальная оценка рисков для сварщиков.
Все сварщики должны принимать следующие меры предосторожности, чтобы свести к минимуму воздействие электромагнитных полей (ЭМП), создаваемых сварочной цепью:
- совместите сварочные кабели – по возможности прикрепите их;
- держите голову и туловище как можно дальше от сварочного контура;
- никогда не прокладывайте кабели вокруг тела;
- никогда не располагайте свое тело между сварочными кабелями. Держите оба сварочных кабеля на одной стороне тела;
- подсоедините зажим заземления как можно ближе к месту сварки;
- не работайте слишком близко, не наклоняйтесь и не садитесь на сварочный аппарат
- не выполняйте сварку, когда вы несете сварочный аппарат или его механизм подачи проволоки.

Людям, использующим кардиостимуляторы, рекомендуется проконсультироваться с врачом перед использованием этого устройства. Воздействие электромагнитных полей во время сварки может иметь другие последствия для здоровья, о которых пока ничего не известно.
РЕКОМЕНДАЦИИ ПО ОЦЕНКЕ ПЛОЩАДКИ И СВАРОЧНОГО УСТАНОВКА
Обзор
Пользователь несет ответственность за установку и использование оборудования для дуговой сварки в соответствии с инструкциями производителя. При обнаружении электромагнитных помех пользователь оборудования для дуговой сварки обязан разрешить ситуацию с помощью технической помощи производителя. В некоторых случаях это корректирующее действие может заключаться в простом заземлении сварочной цепи. В других случаях может потребоваться установка электромагнитного экрана вокруг источника сварочного тока и вокруг всего изделия путем установки входных фильтров. Во всех случаях электромагнитные помехи должны быть уменьшены до тех пор, пока они не перестанут быть неприятными.
Оценка зоны сварки
Перед установкой аппарата пользователь должен оценить возможные электромагнитные проблемы, которые могут возникнуть в зоне, где планируется установка.
В частности, следует учитывать следующее:
- а) наличие других силовых кабелей (кабели питания, телефонные кабели, кабель управления и т. д.) сверху, снизу и по бокам аппарата для дуговой сварки.
- б) телевизионные передатчики и приемники;
- в) компьютеры и другое оборудование;
- d) критическое оборудование для обеспечения безопасности, такое как защита промышленных машин;
- e) здоровье и безопасность людей, находящихся поблизости, таких как люди с кардиостимуляторами или слуховыми аппаратами;
- е) калибровочное и измерительное оборудование
- г) изоляция оборудования от других машин. Пользователь должен будет убедиться, что устройства и оборудование, находящиеся в одной комнате, совместимы друг с другом. Это может потребовать дополнительных мер предосторожности;
- h) уточните точное время проведения сварочных и/или других операций.

Поверхность рассматриваемой области вокруг устройства зависит от конструкции здания и других видов деятельности, которые там происходят. Принимаемая во внимание площадь может быть больше, чем пределы, установленные компаниями.
Оценка зоны сварки
Помимо зоны сварки, оценка установки самой системы дуговой сварки может использоваться для выявления и устранения нарушений. Оценка выбросов должна включать измерения на месте, как указано в Статье 10 СИСПР 11. Измерения на месте также могут использоваться для подтверждения эффективности мер по смягчению последствий.
РЕКОМЕНДАЦИЯ ПО СПОСОБАМ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
- a. Национальная электросеть: Аппарат для дуговой сварки должен быть подключен к национальной электросети в соответствии с рекомендациями производителя. При возникновении помех может потребоваться принятие дополнительных профилактических мер, таких как фильтрация сети электропитания.
 Следует уделить внимание экранированию кабеля питания в металлическом кабелепроводе. Необходимо обеспечить электрическую целостность экрана по всей длине кабеля. Экран должен быть подключен к источнику сварочного тока для обеспечения хорошего электрического контакта между проводником и корпусом источника сварочного тока.
Следует уделить внимание экранированию кабеля питания в металлическом кабелепроводе. Необходимо обеспечить электрическую целостность экрана по всей длине кабеля. Экран должен быть подключен к источнику сварочного тока для обеспечения хорошего электрического контакта между проводником и корпусом источника сварочного тока. - б. Техническое обслуживание оборудования для дуговой сварки: Аппарат для дуговой сварки следует подвергать плановой проверке технического обслуживания в соответствии с рекомендациями производителя. Все доступы, сервисные дверцы и крышки должны быть закрыты и должным образом заперты, когда оборудование для дуговой сварки включено. Оборудование для дуговой сварки нельзя модифицировать каким-либо образом, за исключением изменений и настроек, указанных в инструкциях производителя. Искровой промежуток устройств зажигания и стабилизации дуги должен регулироваться и поддерживаться в соответствии с рекомендациями производителя.
- г. Сварочные кабели: Кабели должны быть как можно короче, близко друг к другу и близко к земле, если не на земле.

- д. Электрическое соединение: следует уделить внимание соединению всех металлических предметов в окружающей среде. Однако металлические предметы, соединенные с заготовкой, увеличивают риск поражения электрическим током, если оператор прикасается и к этим металлическим элементам, и к электроду. Необходимо изолировать оператора от таких металлических предметов.
- эл. Заземление сварной детали: Когда деталь не заземлена – по соображениям электробезопасности или из-за ее размера и расположения (как в случае с корпусом корабля или металлическими строительными конструкциями), заземление детали может в некоторых случаях но не систематически, уменьшайте выбросы Предпочтительно избегать заземления частей, которые могут увеличить риск травмирования пользователей или повреждения другого электрооборудования. При необходимости целесообразно, чтобы заземление части выполнялось напрямую, но в некоторых странах, где такое прямое соединение не разрешено, целесообразно, чтобы соединение выполнялось с помощью конденсатора, выбранного в соответствии с национальными правилами.

- ф. Защита и покрытие: выборочная защита и покрытие других кабелей и устройств в этом районе может уменьшить проблемы с помехами. Защита всей зоны сварки может быть рассмотрена для конкретных ситуаций.
ТРАНСПОРТИРОВКА СВАРОЧНОГО АППАРАТА
Аппарат оснащен ручкой(ями) для облегчения транспортировки. Будьте осторожны, чтобы не недооценить вес машины. Ручку(и) нельзя использовать для строповки.
Не используйте кабели или горелку для перемещения аппарата. Сварочное оборудование необходимо перемещать в вертикальном положении.
Никогда не поднимайте машину, если на опорной полке находится газовый баллон. При перемещении предмета доступен свободный путь. Не размещайте и не переносите устройство над людьми или предметами.
УСТАНОВКА ОБОРУДОВАНИЯ
- Поставьте машину на пол (максимальный наклон 10°.)
- Убедитесь, что рабочая зона имеет достаточную вентиляцию для сварки, а также свободный доступ к панели управления.

- Машину нельзя использовать в местах с наличием токопроводящей металлической пыли.
- Машина должна быть размещена в защищенном месте от дождя или прямых солнечных лучей.
- Уровень защиты машины IP21, что означает:
- Защита от доступа к опасным частям твердых тел диаметром ≥12,5 мм и,
- Защита от вертикально падающих капель.
- Силовые кабели, удлинители и сварочные кабели должны быть полностью размотаны во избежание перегрева.
Производитель не несет никакой ответственности за ущерб как объектам, так и людям в результате неправильного и/или опасного использования машины.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ
- Техническое обслуживание должно выполняться только квалифицированным специалистом. Рекомендуется ежегодное техническое обслуживание.
- Убедитесь, что машина отключена от сети, и подождите две минуты перед выполнением работ по техническому обслуживанию.
 ОПАСНО Высокое напряжение и ток внутри машины.
ОПАСНО Высокое напряжение и ток внутри машины. - Снимайте корпус 2–3 раза в год, чтобы удалить лишнюю пыль. Воспользуйтесь этой возможностью, чтобы квалифицированный специалист проверил электрические соединения с помощью изолированного инструмента.
- Регулярно проверяйте состояние кабеля питания. Если кабель питания поврежден, он должен быть заменен производителем, его сервисной службой или лицом, имеющим равную квалификацию.
- Убедитесь, что вентиляционные отверстия устройства не заблокированы, чтобы обеспечить достаточную циркуляцию воздуха.
- Не используйте этот источник сварочного тока для размораживания труб, подзарядки батарей/аккумуляторов или запуска двигателей.
УСТАНОВКА – ЭКСПЛУАТАЦИЯ ИЗДЕЛИЯ
Установку сварочного оборудования должен выполнять только квалифицированный персонал, уполномоченный производителем. Во время установки оператор должен убедиться, что машина отключена от сети. Соединение генераторов последовательно или параллельно запрещено. Для получения оптимальных настроек изделия рекомендуется использовать сварочные кабели, входящие в комплект поставки.
Для получения оптимальных настроек изделия рекомендуется использовать сварочные кабели, входящие в комплект поставки.
ОПИСАНИЕ ОБОРУДОВАНИЯ (РИС-1)
Этот сварочный аппарат представляет собой инверторный сварочный аппарат, предназначенный для сварки тугоплавкими электродами (TIG) на постоянном токе (DC) и электродной сварки (MMA). . Для сварки TIG требуется газовая защита из чистого газа (аргона). В процессе ММА можно сваривать все типы электродов: рутиловые, основные, нержавеющие и чугунные.
- Штекер положительной полярности
- Подключение газа к горелке
- Штекер полярности
- Соединение пускового курка
- Keyboard + buttons
- Power supply cable
- Gas inlet
INTERFACE (HMI) (FIG-2)
- Process section
- Trigger selection mode
- Process options selection
- Welding parameters settings.
- Индикатор тепловой защиты
- Дисплей и опции
- Кнопка сна
ВЫКЛЮЧАТЕЛЬ ПИТАНИЯ
- Материал поставляется с вилкой на 16 А типа CEE7/7 и должен использоваться только в однофазной электросети 0–230 В (0–230 В).
 60 Гц) с 3 проводами, один из которых заземлен. Потребляемый эффективный ток (I1eff) указан на машине для оптимального использования. возможно, потребуется заменить вилку, чтобы можно было использовать максимальные настройки.
60 Гц) с 3 проводами, один из которых заземлен. Потребляемый эффективный ток (I1eff) указан на машине для оптимального использования. возможно, потребуется заменить вилку, чтобы можно было использовать максимальные настройки. - При включении питания изделие переходит в режим ожидания. Устройство включается нажатием кнопки.
- Устройство переходит в режим защиты, если напряжение питания превышает 265В. Чтобы указать это значение по умолчанию, на экране отображается Нормальная работа возобновляется после того, как источник питания возвращается к своему номинальному диапазону.
- Поведение вентилятора: в режиме ММА вентилятор работает постоянно. В режиме TIG вентилятор работает только при сварке, затем останавливается после остывания.
ПОДСОЕДИНЕНИЕ К ГЕНЕРАТОРУ
Машина может работать с логарифмическими генераторами, если вспомогательная мощность соответствует следующим требованиям:
- Напряжение должно быть переменным, всегда заданным, а пиковое напряжение ниже 400 В,
- Частота должна быть в пределах от 50 до 60 Гц.
 .
.
Обязательно проверьте эти требования, так как многие генераторы генерируют пики высокого напряжения, которые могут повредить машину.
ОПИСАНИЕ ФУНКЦИЙ, МЕНЮ И ПИКТОГРАММ
| FUNCTION | PICTOGRAM | TIGDC | MMA | Comments | |||||||||
| HF ignition | TIG process with HF ignition | ||||||||||||
| Lift ignition |
| Процесс TIG с зажиганием LIFT | |||||||||||
| Предварительный газ | Time to purge the torch and to protect the area with gas before ignition | ||||||||||||
| Up slope current | Up slope current | ||||||||||||
| Welding current | Сварочный ток | ||||||||||||
| Холодный ток/фоновый ток0012 | Second welding current or «cold» current in standard 4TLOG or in PULSE mode | ||||||||||||
| PULSE Frequency | PULSATION frequency of the PULSE mode (Hz) | ||||||||||||
| Ток наклона наклона | 10 S 20 S 0 S |
|
|
| Спад тока до минимального значения, I Stop (S) для предотвращения дефектов сварки и кратеров. | ||||||||
| Постгаз | Продолжительность, в течение которой подается газ после выключения дуги. Он защищает сварочную ванну и электрод от окисления при охлаждении металла (S). | ||||||||||||
| Горячий пуск | Регулируемый перегрузка в начале сварки (%) | ||||||||||||
| ARCFORCE | СПАС TIG PULSE | Импульсный режим | |||||||||||
| TIG SPOT | |||||||||||||
| Spot mode | |||||||||||||
| MMA PULSE | MMA process in PULSE mode | ||||||||||||
| 2T | 2 time torch mode | ||||||||||||
| 4T | 4 Временный режим горелки | ||||||||||||
| 4T log | 4 Режим Time Log Torch | ||||||||||||
| Ampere (блок) | . | Вольт для отображения сварочного напряжения | |||||||||||
| Секунда или Герц (единицы) | Seconds or Hertz unit for time or frequency settings | ||||||||||||
| Percentage (unit) | Percentages unit for proportionate settings | ||||||||||||
| Переключатель дисплея A или V | 0012 Переключает отображение напряжения или тока во время и после сварки | ||||||||||||
| Программное меню Доступ | Доступ к конфигурации к конфигурации. | ||||||||||||
| Тепловая защита |
| Стандартный символ для обозначения состояния тепловой защиты | |||||||||||
| Спящий режим | Спящий режим |

HMI RODE и описание его кнопки 9012 HMI. Кнопка выхода из режима ожидания Эта кнопка используется для включения или выхода устройства из режима ожидания. Активация режима невозможна, когда изделие находится в состоянии сварки. Примечание: При включении питания устройство переходит в режим ожидания. Кнопка выбора процесса сварки Эта клавиша используется для выбора процесса сварки. TIG LIFT / MMA. Светодиод указывает на выбранный процесс. Используйте эту кнопку, чтобы настроить способ использования триггера. Каждое последующее нажатие переключает один из следующих режимов: 2T / 4T / 4T LOG. Светодиод показывает выбранный режим. Примечание. режим триггера, выбранный по умолчанию при запуске машины, соответствует последнему триггеру mde, использованному перед последним переходом в спящий режим или выключение. Для получения дополнительной информации см. раздел «Совместимые горелки и поведение триггера». Эта клавиша используется для выбора «Подпроцесса». Каждое последующее нажатие переключает следующие подпроцессы: ИМПУЛЬС / ТОЧЕЧНЫЙ (только в режиме TIG) / ИМПУЛЬСНЫЙ MMA (только в режиме ММА). Примечание. Режим SPOT недоступен в конфигурации запуска 4T и 4T LOG и в режиме сварки MMA. Режим сварки MMA PULSE недоступен в конфигурации триггера 4T и 4T LOG Примечание: подпроцесс, выбранный по умолчанию при запуске машины, соответствует последнему подпроцессу, использовавшемуся перед последним переходом в спящий режим или завершение работы. По умолчанию инкрементный энкодер позволяет регулировать сварочный ток. ключи. После завершения настройки параметра можно снова нажать клавишу только что установленного параметра, чтобы инкрементальный энкодер снова был связан с текущей настройкой. Также можно нажать другую клавишу, связанную с другим параметром, чтобы отрегулировать его. Если в течение 2 секунд на ЧМИ не выполняется никаких действий, инкрементный энкодер снова связывается с настройкой сварочного тока. Потенциометр «Downslope» используется для регулировки значения текущего затухания (увеличение по часовой стрелке и уменьшение против часовой стрелки). в конфигурации «ПУЛЬС». Значение можно регулировать в диапазоне от 20 % до 80 % сварочного тока. Шаг приращения составляет 1%. Значение по умолчанию — 30%. В режиме MMA Arc Force индексируется от -10 до +10 (-10 = нет Arc Force / -9до +10 = возможна настройка Arc Force). Значение индекса по умолчанию составляет 0. Соединения и рекомендации Серые области бесполезны для этого режима. MMA Pulse MMA – Расширенное меню  Каждое последующее нажатие переключает между следующими процессами сварки: TIG HF /
Каждое последующее нажатие переключает между следующими процессами сварки: TIG HF / Кнопка выбора режима триггера Кнопка выбора процессов  Светодиод указывает на выбранный процесс.
Светодиод указывает на выбранный процесс. Главный инкрементный энкодер 
Кнопка «Предварительный газ» Значение Pre-Gas увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно снова нажать и отпустить кнопку Pre-Gas, чтобы повторно связать главный инкрементный энкодер с текущей настройкой или подождать 2 секунды. Шаг настройки 0,1 сек. Минимальное значение 0 сек. максимальное значение 25 сек. Кнопка «Постгаз» Значение Post-Gas увеличивается, когда инкрементный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно повторно нажать и отпустить кнопку Pre-Gas, чтобы повторно связать основной инкрементальный энкодер с текущей настройкой или подождать 2 секунды. Шаг настройки 0,1 сек. Минимальное значение 0 сек.  и максимальное значение 25 сек. Значение по умолчанию — 6 секунд.
и максимальное значение 25 сек. Значение по умолчанию — 6 секунд. «Up Slop» или кнопка управления током . Текущее значение разгона увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После того, как настройка выполнена, можно снова нажать и отпустить кнопку увеличения тока, чтобы повторно связать главный инкрементальный энкодер с текущей настройкой или подождать 2 секунды. Шаг настройки 0,1 сек. Минимальное значение 0 сек. и максимальное значение 25 сек. Значение по умолчанию — 0 секунд. В режиме MMA Hotstart регулируется от 0 до 100 % сварочного тока с шагом 5 %. Значение по умолчанию — 40%. Потенциометр для настройки фейдинга или «Downslope».  Значение отображается на 7-сегментном дисплее и отображается в течение 2 секунд, если выполняется действие на потенциометре. Минимальное значение 0 сек. и максимальное значение 20 сек.
Значение отображается на 7-сегментном дисплее и отображается в течение 2 секунд, если выполняется действие на потенциометре. Минимальное значение 0 сек. и максимальное значение 20 сек. Кнопка управления холодным током Сварка с резиновым электродом (MMA Mode)

Adjustable values 0 – 100% -10 / +10 (indexé)
This MMA Pulse welding mode is suitable for applications in the vertical верхнее положение (ПФ). Импульсный режим сохраняет сварочную ванну холодной и облегчает перенос материала. Без импульсного режима сварка вертикально вверх требует сложного треугольного движения в форме «елочки». В импульсном режиме MMA это движение больше не требуется, достаточно простого движения вверх (в зависимости от толщины заготовки). Если вы хотите расширить сварочную ванну, достаточно простого бокового перемещения (аналогично стандартной сварке). Этот процесс обеспечивает больший контроль во время сварки вертикально вверх. Частота импульсов регулируется нажатием и отпусканием кнопки «F(Hz)» и последующей активацией основного инкрементального энкодера. Значение частоты увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно повторно нажать и отпустить кнопку «F(Hz)» для повторной привязки основного инкрементного энкодера к текущей настройке или подождать 2 секунды. Эта частота колеблется от 0,4 Гц до 20 Гц в Pulse MMA. Шаг приращения зависит от диапазона частот:
Значение частоты увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно повторно нажать и отпустить кнопку «F(Hz)» для повторной привязки основного инкрементного энкодера к текущей настройке или подождать 2 секунды. Эта частота колеблется от 0,4 Гц до 20 Гц в Pulse MMA. Шаг приращения зависит от диапазона частот: Pulse frequency (Hz) Incremental steps (Hz) 0.4 Hz – 3 Hz 0.1 Hz 3 Hz – 20 Hz 1 Hz
Антиприлипание можно включить или выключить, время Хофстра можно установить в MMA, а настройки холодного тока в Pulse MMA.
- Доступ к этим дополнительным настройкам можно получить, нажав и удерживая в течение 3 секунд, пока не отобразятся SET и UP.
- Когда кнопка будет отпущена, с помощью ручки выберите «SET» из выпадающего меню и подтвердите нажатием кнопки.

| Параметр | Описание | Настройка |
| Защита от прилипания (ASt) | Отключение источника тока при длительном поджигании электрода и коротком замыкании заготовки (2 с) -выключенный. | ВКЛ-ВЫКЛ (по умолчанию ВКЛ) |
| T_Hotstart (HSt) | Значение времени горячего пуска в секундах | 0 с – 2 с (по умолчанию 0,4 с) |
| %I_froid (Ico) MMA) | 20% – 80% (30% по умолчанию) | |
| %T_Pulse (dcY) | Временной баланс горячего тока (I) пульсации (доступ только в Pulse MMA) | 20% – 80% (50% по умолчанию) |
Параметр для изменения можно выбрать, нажав кнопку . После того, как модификация установлена с помощью основной ручки (I), ее можно подтвердить, нажав кнопку. Из меню дополнительных настроек можно выйти с помощью «ESC».
СВАРКА ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ (РЕЖИМ TIG)
СОЕДИНЕНИЯ И РЕКОМЕНДАЦИИ
Подсоедините зажим заземления к положительному разъему (+). Подсоедините горелку к отрицательному штекеру (–), пусковому кабелю и газовому шлангу.
Подсоедините горелку к отрицательному штекеру (–), пусковому кабелю и газовому шлангу.
Убедитесь, что горелка оснащена и готова к сварке, а расходные детали (тиски, керамическое газовое сопло, цанга и корпус цанги) не изношены.
ПРОЦЕССЫ ВИГ СВАРКИ
- TIG DC
Этот режим сварки на постоянном токе (DC) предназначен для черных металлов, таких как сталь, нержавеющая сталь или даже медь и ее сплавы. - TIG DC Pulse
Этот режим сварки импульсным током представляет собой комбинацию импульсов сильного тока (I, импульс сварки) и импульсов слабого тока (I_Cold, импульс частичного охлаждения). Этот импульсный режим позволяет собирать детали, сохраняя при этом охлаждение машины. Сварочный ток I установлен на 100 А и % (I_cold) = 50 %, таким образом, холодный ток = 50 % x 100 А = 50 А. F(Hz) установлен на 10 Гц, период сигнала будет 1/10 Гц = 100 мс. Каждые 100 мс импульс 100 А, а затем импульс 50 А сменяют друг друга.
Выбор частоты
- Если сварка с ручным присадочным металлом, то F(Гц) синхронизируется с жестом,
- Если тонкий лист без электродов TIG (< 8/10 мм), F(Гц) >> 10Гц
Частота импульсов задается нажатием и отпусканием кнопки «F(Hz)» и последующим включением основного инкрементного энкодера. Значение частоты увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно повторно нажать и отпустить кнопку «F(Hz)» для повторной привязки основного инкрементного энкодера к настройке частоты или подождать 2 секунды. Эта частота находится в диапазоне от 0,1 Гц до 100 Гц при импульсной сварке TIG. Шаг приращения зависит от диапазона частот:
Значение частоты увеличивается, когда инкрементальный энкодер вращается по часовой стрелке, и уменьшается, когда он вращается против часовой стрелки. После выполнения настройки можно повторно нажать и отпустить кнопку «F(Hz)» для повторной привязки основного инкрементного энкодера к настройке частоты или подождать 2 секунды. Эта частота находится в диапазоне от 0,1 Гц до 100 Гц при импульсной сварке TIG. Шаг приращения зависит от диапазона частот:
| Pulse frequency (Hz) | Incremental steps (Hz) |
| 0.1 Hz – 3 Hz | 0.1 Hz |
| 3 Hz – 25 Hz | 1 Hz |
| 30 Hz – 100 Гц | 5 Гц |
- ТОЧЕЧНАЯ прихватка
Режим «ТОЧЕЧНАЯ» позволяет выполнять предварительную сборку деталей прихваткой. Регулировка времени схватывания позволяет улучшить воспроизводимость и реализовать неокисленную схватываемость. По умолчанию, когда выбран режим «ТОЧЕЧНЫЙ», начало и окончание сварки осуществляется с помощью триггера. Однако кнопка «F(Hz)» и основной энкодер позволяют пользователю уточнить это время. Время в этом режиме прихватки «SPOT» регулируется от 0 сек. до 60 сек. с шагом 0,1 сек. Затем воспламенение осуществляется курком. Чтобы вернуться к неопределенному времени прихватки, просто выберите «0,0 с» в качестве значения по умолчанию.
Однако кнопка «F(Hz)» и основной энкодер позволяют пользователю уточнить это время. Время в этом режиме прихватки «SPOT» регулируется от 0 сек. до 60 сек. с шагом 0,1 сек. Затем воспламенение осуществляется курком. Чтобы вернуться к неопределенному времени прихватки, просто выберите «0,0 с» в качестве значения по умолчанию.
- TIG DC – расширенное меню
Можно настроить этапы запуска и остановки цикла сварки.
- Доступ к этим дополнительным настройкам можно получить, нажав и удерживая в течение 3 секунд, пока не отобразятся SET и UP.
- После того, как кнопка будет отпущена, с помощью ручки выберите «SET» из выпадающего меню и подтвердите нажатием кнопки.
Ручка обеспечивает доступ к этим настройкам:
| Параметр | Описание | Установка |
| I_START (ISA) | Фаза зажигания Ток | 10% — 200% (12% по умолчанию) |
| T_START (TSA) | ||
| T_START (TSA) | ||
| T_START (TSA) | ||
| T_START (TSA) | ||
| 0s — 10sec (0sec по умолчанию) | ||
| I_STOP (ISO) | Фаза остановки | 10% — 100% (12% по умолчанию) |
| T_STOP (TSO) | Фаза остановки Duration | 00004 0. 00004 0.00004 0.00004 0.00004 0.00004 0.00004 0.00004 0. – 10 секунд (0 секунд по умолчанию) 00004 0.00004 0.00004 0.00004 0.00004 0.00004 0.00004 0. – 10 секунд (0 секунд по умолчанию) |
| %T_Pulse (dcY) | Временной баланс горячего тока (I) пульсации (доступ только через TIG DC Pulse) | 20–80 % (50 % по умолчанию) |
12
918
918
8
Параметр для изменения можно выбрать, нажав кнопку . После того, как модификация установлена с помощью основной ручки (I), ее можно подтвердить, нажав кнопку . Из меню дополнительных настроек можно выйти с помощью «ESC».
ВЫБОР ТИПА ЗАЖИГАНИЯ
TIG HF: бесконтактное высокочастотное зажигание
TIG LIFT : Дугообразование при контакте (для сред, где ВЧ нежелательно).
- Поместите горелку в положение сварки над деталью (расстояние между кончиком электрода и деталью около 2-3 мм).
- Нажмите кнопку горелки (дуга зажигается без контакта с использованием высокочастотных импульсов).
- Исходный сварочный ток циркулирует, сварка продолжается в соответствии со сварочным циклом.

- Поместите сопло резака и наконечник электрода на деталь и нажмите кнопку резака.
- Наклоняйте горелку до тех пор, пока кончик электрода не отделится от детали на расстоянии около 2–3 мм. Дуга запускается.
- Верните положение в исходное положение, чтобы начать цикл сварки.
Предупреждение: Увеличение длины кабеля резака или кабеля заземления сверх максимальной длины, указанной производителем, увеличивает риск поражения электрическим током.
СОВМЕСТИМЫЕ ГОРЕЛКИ
ГОРЕЛКИ РЕЖИМ ТРИГГЕРА
Для горелки с 1 кнопкой эта кнопка называется «главной кнопкой».
Для фонарика с двумя кнопками первая кнопка называется «основная кнопка», а вторая кнопка называется «дополнительная кнопка».
- T1 – Нажата главная кнопка, запускается цикл сварки (Pre Gas, IStart, Up Slope и сварка).
- T2 – Основная кнопка отпущена, цикл сварки остановлен (Вниз по наклону, I Stop, Post Gas).
 Для фонарика с двумя кнопками и только в режиме 2T дополнительная кнопка работает как основная кнопка.
Для фонарика с двумя кнопками и только в режиме 2T дополнительная кнопка работает как основная кнопка. - T1 – Основная кнопка нажата, цикл начинается с Pre Gas и останавливается на фазе I Start.
- T2 – Основная кнопка отпущена, цикл продолжается в режиме Up Slope и в режиме сварки.
- T3 – Нажата главная кнопка, цикл переключается в режим Down Slope и останавливается в I_Stop.
- T4 – Основная кнопка отпущена, цикл завершается постгазом. Для фонарика с двумя кнопками дополнительная кнопка неактивна.
- T1 – Нажата основная кнопка, цикл начинается с Pre Gas и останавливается на фазе I_ Start.
- T2 – Основная кнопка отпущена, цикл продолжается в режиме Up Slope и в режиме сварки.
LOG: этот режим используется при сварке: - Кратковременное нажатие основной кнопки (<0,5с) переключает ток с I сварочного тока на I холодный и наоборот.
- второстепенная кнопка удерживается нажатой, сварочный ток переключается с I сварочного тока на I холодный
- вторичная кнопка удерживается отпущенной, сварочный ток переключается с I холодного на I сварочный ток.

- T3 – Длительное нажатие на основную кнопку (>0,5 с), цикл переключается на DownSlope и останавливается в фазе I_Stop.
- T4 – Основная кнопка отпущена, цикл завершается PostGas.
Для фонарей с двумя кнопками кнопка «вверх» сохраняет ту же функцию, что и кнопка с одной кнопкой или кнопка горелки. Кнопка «вниз» может при нажатии переключаться на холодный ток.
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
ЗАТОЧКА ЭЛЕКТРОДОВ
Для оптимальной работы рекомендуется использовать следующие заостренные электроды:
- L = 3 x d для слабого тока
- L = d для сильного тока
СОХРАНИТЬ И ЗАГРУЗИТЬ НАСТРОЙКИ СВАРКИ
Сохраненные настройки:
10 в режиме MMA и 10 в режиме TIG DC. Доступ к меню осуществляется нажатием кнопки.
Сохранение конфигурации
В режиме программирования выберите IN и нажмите кнопку доступа. Выберите программу от P1 до P10. Нажмите кнопку доступа, и текущая настройка будет сохранена.
Нажмите кнопку доступа, и текущая настройка будет сохранена.
Загрузить существующую настройку
В режиме программирования выберите OUT и нажмите кнопку доступа. Выберите программу от P1 до P10. Нажмите кнопку доступа, и настройка будет загружена.
РАЗЪЕМ КОМАНДЫ ТРИГГЕРА
- Схема подключения резака SRL18.
- Электрическая схема в зависимости от типа используемой горелки.
| Тип горелки | Описание провода | Контакт | |
| Torch with 2 triggers | Torch with 1 trigger | Common/Earth | 2 (green) |
| Switch trigger 1 | 4 (white) | ||
| Switch trigger 2 | 3 (коричневый) | ||
РЕШЕНИЕ ПРОБЛЕМ
Это устройство включает стандартную систему управления. Ряд сообщений, отображаемых на плате управления, позволяет диагностировать неисправность и аномалии.
Ряд сообщений, отображаемых на плате управления, позволяет диагностировать неисправность и аномалии.
| Код ошибки | Смысл | Причины | Решения |
| Термическая защита | Увеличение рабочего цикла. Спокойная температура до 40 ° С. операции. Учитывайте эксплуатационный фактор и обеспечьте хорошую вентиляцию | ||
| Ошибка перенапряжения в сети | Напряжение в сети вне максимального допуска (230 В, однофазное +/- 15%) | Причиной сообщения является перенапряжение в электрической сети. Обратитесь к уполномоченному лицу для проверки вашей электроустановки или генератора. | |
| Неисправность горелки | Неисправность курка(ов)/кнопки горелки | Убедитесь, что ничто не нажимает кнопку(и) горелки при включении изделия. | |
| Неисправные кнопки клавиатуры | Одна или несколько кнопок на клавиатуре постоянно закорочены* | Заменить клавиатуру | |
| Связь с коммуникацией | Проблема связи | Свяжитесь с вашим реселлером |
- , если кнопку подходит, что начнется.
 можно использовать в течение времени, необходимого для замены клавиатуры.
можно использовать в течение времени, необходимого для замены клавиатуры. - Если кнопка установлена по умолчанию: доступ к памяти, вызов конфигураций сварки и расширенное меню невозможны.
| Поиск и устранение неисправностей | Причины | Решения | |
| TIG-MMA | Индикатор горит, но устройство не подает ток. | Заземляющий зажим или электрододержатель не подключены к устройству. | Проверить соединения |
| Изделие подключено к сети, вы чувствуете покалывание при прикосновении к кузову автомобиля. | Заземляющий контакт неисправен. | Проверьте вилку и заземление вашей установки. | |
| Аппарат плохо сваривает. | Ошибка полярности | Проверьте рекомендуемую полярность (+/-) на блоке электродов. | |
| TIG | Нестабильная дуга | Неисправность из-за вольфрамового электрода | Используйте размер электрода, более подходящий для толщины вашего металла. |
| Используйте должным образом подготовленный вольфрамовый электрод. | |||
| Используйте вольфрамовый электрод, подходящий для постоянного тока. | |||
| Неправильно настроен расход газа | Проверьте расход газа по манометру баллона. | ||
| Вольфрамовый электрод окисляется и покрывается пятнами в конце сварки | Проблема с газом или слишком раннее прекращение подачи газа | Проверьте и затяните все газовые соединения. Подождите, пока электрод остынет, прежде чем отключить поток гала. | |
| Электрод плавится | Ошибка полярности | Убедитесь, что заземление подключено к (+), а трос к (-) изделия | |
ГАРАНТИЯ
Гарантия распространяется на дефекты изготовления в течение 2 лет с даты покупки (детали и работа) . Гарантия не распространяется на:
- Повреждения при транспортировке.
- Нормальный износ деталей (например: тросов, зажимов и т.
 д.).
д.). - Повреждения из-за неправильного использования (сбой питания, падение оборудования, разборка).
- Отказы, связанные с окружающей средой (загрязнение, ржавчина, пыль).
сообщите об этом объявлении
В случае неисправности верните устройство своему дистрибьютору вместе с:
- Доказательство покупки (чек и т. д.)
- Описание неисправности.
Documents / Resources
| GYS PROTIG 161 DC HF TIG (GTAW) and MMA (SMAW) Welding Machine [pdf] User Manual PROTIG 161 DC HF, TIG GTAW and MMA SMAW Welding Machine |
Каталожные номера
- Дуговая сварка, зарядные устройства и кузовной ремонт | GYS
Опубликовано вGYSTags: GYS, PROTIG 161 DC HF, TIG GTAW и MMA SMAW сварочный аппарат
GYS Сварочный аппарат — MMA, MIG, TIG.
 .. по лучшей цене! Нидерланды
.. по лучшей цене! Нидерланды
Сортировать по —Цена: Сначала самая низкаяЦена: Сначала самая высокаяНазвание продукта: от A до ZНазвание продукта: от Z до AВ наличииСсылка: Сначала самая низкаяСсылка: Сначала самая высокая
GYS WELDING MACHINE
Путем модернизации сварочных процессов и перезапуска всей линейки продуктов компания GYS подтвердила свое лидерство во всем производственном процессе от проектирования до продажи инструментов для дуговой сварки, кузовных работ и обслуживания автомобильных аккумуляторов. Это внезапное и постоянное развитие стало возможным также благодаря стратегиям тесного сотрудничества за пределами Европы.
Создание сварочных аппаратов GYS началось в 1964 году, когда Ги-Ив Стефани основал компанию GYS (аббревиатура инициалов его имени). Все началось с производства трансформаторов, деятельности, которая быстро развивалась в первые годы и была расширена с 1970 с началом производства продукции для обслуживания и ремонта аккумуляторов (то есть зарядных устройств и стартеров). Эти производства давали компании хорошую репутацию до начала 1980-х годов, когда началось проектирование и производство сварочных аппаратов GYS для дуговой сварки.
Эти производства давали компании хорошую репутацию до начала 1980-х годов, когда началось проектирование и производство сварочных аппаратов GYS для дуговой сварки.
Настоящий прорыв произошел в 1997 году, когда сварочный аппарат GYS линии был продан нынешним владельцам, которые успешно управляют компанией на протяжении двух поколений.
Это изменение внесло важный вклад в развитие компании, о чем свидетельствуют два основных события:
— Первый этап этого изменения произошел в 1997-1999 годах, когда новые менеджеры решили построить новый объект для проектирования и производство компонентов и электронных плат для производства сварочных аппаратов GYS .
— второй шаг был сделан в 1999 году, когда был полностью спроектирован, изготовлен и продан первый сварочный аппарат GYS с инверторной технологией для сварки покрытыми электродами ММА.
По-прежнему признанный высококачественным продуктом, предназначенным для профессионалов в этой отрасли или для любителей делать все своими руками с особыми потребностями, ниже мы перечисляем некоторые модели сварочных аппаратов GYS для сварки покрытыми электродами:
— GYSMI E 163
— PROGYS 183E
— PROGYS 200 PFC
Этот успех подтвердил необходимость значительных инвестиций в исследования и разработки в начале 2000-х годов, чтобы расширить список инверторных источников питания для сварки MMA, MIG/MAG и TIG. Таким образом, присутствие 9Бренд 0011 GYS сварочный аппарат на французском рынке был консолидирован и двери на европейский рынок были открыты с целью завоевания рынков Германии и Англии, которые в те годы сильно росли.
Таким образом, присутствие 9Бренд 0011 GYS сварочный аппарат на французском рынке был консолидирован и двери на европейский рынок были открыты с целью завоевания рынков Германии и Англии, которые в те годы сильно росли.
Ниже приведен список профессиональных сварки сварки GYS в списке продуктов верхней части, которые мы получили удовольствие от тестирования и лично оценив:
-EasyMig 110
-EasyMig 150
-Nemopulse 220c
-EasyMig 150
-Nemopulse 220c
-EasyMig 150
-Nemopulse 220c
0057
— GYS TIG 220 AC-DC
— PROTIG 201 AC-DC
— PROTIG 161 DC
сектор автомобильных кузовов. При этом группа создала линейку сварочных аппаратов и инструментов GYS специально для сектора послепродажного обслуживания автомобилей.
Сварочный аппарат GYS моделей, наиболее часто используемых для кузовных работ:
-Multiearl 210-2
-Multiearl 210-4 XL
-Multiearl 211-4
-Titanium AC -DC
-GYSPOT 2700
-GYSPOT 39. 02 и 39.0477
02 и 39.0477
00 1111111111111111111111111111111111111111111111111111111111111111111111111111111111111А7. GYS — крупнейшая французская компания, работающая в секторе сварки, начиная с проектирования сварочных аппаратов GYS и заканчивая производством и маркетингом. Это развитие замедлилось и затруднило выход китайских конкурентов на французский и европейский рынки.
Этот проект привел к созданию и открытию завода GYS в Шанхае в 2004 году, который был предназначен для производства зарядных устройств для автомобильных аккумуляторов для крупносерийного распространения. Впоследствии, два года спустя, был открыт коммерческий филиал в Аахене (ГЕРМАНИЯ). В 2008 году компания открыла коммерческий филиал в Великобритании, в Уорике. Впоследствии, в 2011 году, был открыт коммерческий филиал в Шанхае, а в 2013 году – представительство в Индии со штаб-квартирой в городе Коимбатур. Наконец, в 2015 году GYS Group открыла свой итальянский филиал в Венеции-Местре.
На сегодняшний день сварочная продукция GYS признана синонимом профессионализма и качества в 125 странах мира, и GYS может рассчитывать на более чем 800 сотрудников, более 70 из которых заняты в секторе исследований и разработок для позволяют торговой марке GYS оставаться на шаг впереди конкурентов в разработке, производстве и маркетинге сварочных аппаратов GYS MMA, MIG/MAG, TIG и генераторы плазменной резки.
В последние годы расширился ассортимент устройств для обслуживания автомобильных аккумуляторов (зарядные устройства, отвертки, бустеры, тестеры, пусковые кабели и дополнительные аксессуары). Ниже вы можете увидеть некоторые из лучших моделей в линейке GYS (все из которых можно заказать, просто позвонив по номеру нашей службы поддержки клиентов).
— GYSFLASH
— GYSPACK
— GYSTART
Группа GYS также приобрела значительный опыт в производстве оборудования для кузовных мастерских, точечной сварки, ремонта повреждений от града, клепки, подъема, индукции и аксессуаров, что позволяет конкурировать с компаниями, уже зарекомендовавшими себя в этой области, заявляя о своих сильных сторонах: технической поддержке до и после продажи, профессионализме, надежности и качестве.
