Инвертор сварочный характеристики: Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Содержание
Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Главные характеристики сварочных инверторов
Тема источника питания для сварочного оборудования незаслуженно упускается из виду. Между тем, это одно из ключевых условий, определяющих возможности аппарата и, соответственно, его выбор.
Между тем, это одно из ключевых условий, определяющих возможности аппарата и, соответственно, его выбор.
Рабочий диапазон входного напряжения
Отечественный стандарт однофазного напряжения с 2002 года составляет 230 вольт при частоте 50 герц. По привычке с советских времен мы говорим «220 вольт». Именно таков был стандарт в СССР. С точки зрения того же ГОСТ, допускающего долговременное (читай – постоянное) отклонение уровня напряжения в 5%, 220 вольт – в пределах нормы.
Частота питающего сигнала для сварочного инвертора значения не имеет. 50 или 60 Гц – все равно на входе аппарата переменное напряжение сначала преобразуется в постоянное. А вот уровень напряжения значение имеет, причем очень серьезное.
Во-первых, любой сварочный инвертор имеет диапазон напряжения питания, в пределах которого он работает. При выходе уровня напряжения питания за эти границы аппарат перестает функционировать.
Рабочий диапазон напряжения питания определяется конструктивными особенностями самого аппарата. Например, аппарат серии «Хозяин» Best Rus может функционировать в диапазоне напряжения питания от 185 до 265В. Если напряжение ниже 185В или выше 265В, он сообщит об ошибке и не будет выдавать никакого сварочного тока. Аппарат серии Best Mini сможет функционировать при пониженном напряжении вплоть до 140 вольт и повышенном до тех же 265В. Если напряжение выйдет за указанные рамки в процессе работы, аппарат остановит процесс сварки.
Характерно, что напряжение в ограниченных по мощности источниках может существенно проседать с поджигом дуги. Померили напряжение в розетке – 230В. Подключили аппарат, стали варить – «не тянет». Отключили, опять замерили напряжение – 230В. Включили, стали варить – опять не тянет. А оказывается, сварочный аппарат для местного участка цепи – явная перегрузка. Типичное следствие перегрузки – снижение уровня напряжения. Поэтому полезной функцией является вольтметр входящего напряжения.
А вот трансформаторные аппараты ММА такого недостатка как ограниченный диапазон рабочего входного напряжения не имеют: у них нет нижней границы рабочего диапазона напряжения питания. Каким бы низким ни было напряжение питания, трансформаторный аппарат ММА будет выдавать сварочный ток. Правда, возможно, он будет бесполезно малым. Но об этом подробнее несколько позже.
Блок PFC
Для снижения нижней границы рабочего диапазона существует 2 принципиальных конструкционных решения:
- Комбинирование характеристик штатных узлов аппарата. Например, изменение соотношения числа витков в первичной и вторичной обмотках трансформатора.
- Добавление дополнительных узлов, обеспечивающих изменение электрических параметров.
Ко второй категории относится добавление т.н. блока PFC – блока корректировки коэффициента мощности (Power Factor Correction). Это дополнительный электронный узел, обеспечивающий повышение эффективности использования поступающей энергии.
В числовом исчислении возможности блока PFC в части повышения эффективности используемой энергии небезграничны – в пределах 15%. Но применение данного блока также позволяет снизить нижнюю границу рабочего диапазона напряжения до 90В и даже ниже. В то время как добиться границы ниже 140 вольт при сохранении всех основных параметров просто варьированием характеристик штатных узлов затруднительно.
Остается добавить, что сам по себе блок PFC – решение весьма затратное. Поэтому его реализуют только на мощных и сравнительно дорогих аппаратах.
Расчет потребляемой мощности аппарата ММА
И вот самый интересный и практичный момент статьи: какую же мощность потребляет сварочный аппарат ММА?
Мощность на выходе, т.е. на сварочных проводах, у любого аппарата ММА, если только он выдает заявленные характеристики, т.е. обеспечивает для сварочного тока требуемое по ГОСТ напряжение дуги, одинакова:
Рвых = Iсвар*(20 + 0,04*Iсвар)
Где Iсвар – сила используемого сварочного тока, а (20+0,04*Iсвар) — требуемое по стандарту напряжение сварочной дуги.
Но в процессе прохождения электротока по компонентам аппарата часть энергии преобразуется в тепло (нагрев компонентов) и улетучивается с воздухом, нагнетаемым вентиляторами охлаждения. КПД (Коэффициент Полезного Действия) отражает процент эффективно преобразованной энергии. В зависимости от режима эксплуатации и условий окружающей среды его значение будет варьироваться. Но усреднено можно взять 85%, или 0,85.
Однако и это еще не все. Сварочный инверторный аппарат также имеет реактивную нагрузку. Т.е. из полученной от источника энергии часть возвращается в сеть не преобразованной. Долю преобразованной энергии от общей потребленной указывает показатель коэффициента мощности. В отечественной классификации он же называется «косинус фи». В разных инверторах он может существенно разниться. А в пределах одного и того же аппарата он будет не одинаков для различных токов. Усреднено можно взять тоже 0,85. (В России запрещена эксплуатация электрических приборов, подключаемых к бытовым сетям, если их «косинус фи» ниже 0,7).
И вот теперь можно записать формулу полной мощности, потребляемой аппаратом ММА от сети 230В:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,85
У аппаратов, оборудованных блоком PFC, коэффициент мощности выше – 0,95-0,98. Поэтому формула для них будет выглядеть так:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,98
Обратите внимание, что полная мощность указывается в Вольт-Амперах, а не Ваттах!
Простые расчеты по приведенной формуле показывают, что аппарат без блока PFC на сварочном токе 160А будет потреблять около 5,9кВА (ток 25А при напряжении 230В), а при токе 200А – 7,6кВА (ток 34А при напряжении 230В).
У таких же аппаратов с блоком PFC эти цифры составят 5,1кВА (22А при 230В) и 6,7кВА (29А при 230В), соответственно.
А теперь вопрос: на какой максимальный ток рассчитана обычная бытовая розетка? Напомню: 16А (3,68кВА) . При более высоком токе выбивает пробки.
Если у Вас есть ребенок-старшеклассник или Вы сами обожаете решать квадратные уравнения, попрактикуйтесь. Для остальных сообщу, что 3,68кВА обычной розетки позволят варить током не более 105А. (При наличии блока PFC – чуть больше 120А). Так что какой бы ни был у Вас номинал сварочного аппарата ММА, от розетки варить электродом толще 3,2 мм не получится.
На практике при разрыве сварочной дуги потребляемая мощность несколько повышается. Причем процент увеличения потребляемой при разрыве дуги мощности может существенно разниться. Однако в наше время, когда ценовая конкуренция не позволяет раскошеливаться на компоненты «с запасом», эта цифра чаще всего существенно ниже 20%, а по времени занимает долю секунды. Потому в расчетах обычно не учитывается.
Потому в расчетах обычно не учитывается.
При использовании трехфазных аппаратов, подключаемых к источнику 380В (400В), расчет потребляемой мощности производится аналогичным путем, но результат нужно разделить на «корень из 3», что составляет приблизительно 1,73.
Работа от пониженного напряжения
Работа от пониженного напряжения имеет свою специфику. Она заключается в том, что при пониженном уровне напряжения аппарат выдает меньший сварочный ток, чем заявлено для нормального напряжения. Чем ниже напряжения питания, тем ниже максимальный сварочный ток. Ведь с понижением уровня напряжения снижается уровень отбираемой аппаратом мощности. При этом дисплей будет показывать расчетное значение, а не фактическое. К сожалению, лишь единицы производителей указывают реальный максимальный ток для различных уровней напряжения питания.
Например, аппарат Best Mini 160 при напряжении 220 вольт обеспечивает сварочный ток 160А при напряжении дуги 26,4В. Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Таблица изменения рабочего диапазона сварочного тока Best Mini 160 в зависимости от уровня входного напряжения выглядит следующим образом:
| Уровень вход.напряжения | Диапазон рабочего тока | Диаметр электрода |
| 220В | 10-160А | 1,6-4,0мм |
| 200В | 10-160А | 1,6-4,0мм |
| 180В | 10-160А | 1,6-4,0мм |
| 160В | 10-120А | 1,6-3,2мм |
| 140В | 10-100А | 1,6-3,2мм |
Хотя при 140В напряжения питания на дисплее Best Mini 160 и будет красоваться 160А, реально будет выдаваться только 100. То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
Получается, что брать аппарат с «запасом» по току имеет смысл, когда известны:
- точный уровень пониженного напряжения питания;
- каков диапазон рабочего тока у аппарата при таком уровне напряжения.
Пониженный уровень напряжения питания сказывается не только на количественном показателе сварочного тока, снижая верхнюю границу его диапазона, но и на качестве тока. Аппараты, которые при нормальном напряжении легко варят электродами УОНИ, с понижением уровня напряжения питания утрачивают эту способность.
С понижением уровня напряжения также снижается уровень напряжения холостого хода (оно же напряжение без нагрузки). Поджиг электродов усложняется пропорционально снижению уровня напряжения.
Работа от генератора
В заключение буквально пару замечаний о работе сварочных инверторов ММА от генератора:
- Никогда не подключайте сварочный инвертор к инверторному генератору.
 Даже если инверторный генератор имеет достаточную мощность. Оба прибора используют конденсаторные блоки. Чтобы исключить повреждение инверторного генератора, нужно знать характеристики конденсаторных блоков обоих приборов и уметь их сравнивать.
Даже если инверторный генератор имеет достаточную мощность. Оба прибора используют конденсаторные блоки. Чтобы исключить повреждение инверторного генератора, нужно знать характеристики конденсаторных блоков обоих приборов и уметь их сравнивать. - Подключать инверторный сварочный аппарат ММА к обычному генератору можно, если рабочая (она же номинальная) мощность генератора превышает расчетную мощность потребления аппарата на данном сварочном токе. А в случае сварочного тока свыше 105А при наличии на генераторе силовой розетки или силовых выводов-клемм.
Ю.Шкляревский, ООО «БэстВелд»
Реальные характеристики сварочных инверторов Ресанта
Сварочные инверторы Ресанта пользуются сегодня большой популярностью у сварщиков и именно поэтому невозможно не уделить внимание этой торговой марке более подробно. Аппараты реализуются по достаточно лояльной и доступной цене, качество же остается приемлемым, если сложить в сумме все плюсы и минусы. Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
К серии относится 4 аппарата САИ 160К; САИ 190К; САИ 220К; САИ 250К. Буква «К» в данном случае означает «компактный». С актуальной стоимостью этих устройств вы всегда можете ознакомиться на официальном сайте, поэтому не будем приводить здесь какие-то цифры.
Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
- У инвертора 160К в комплекте очень тонкие кабели сечением 10-12 кв. мм;
- Инвертор 190К и 220К укомплектован кабелем 14 кв. мм;
- У 250К самое большое сечение – около 16 кв. мм.
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Среди плюсов линейки «К» следует отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности, применение нового поколения IGBT-транзисторов GT50JR22 фирмы «Тошиба». Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGh50N60.
Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGh50N60.
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т.д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
| Модель Ресанта | Заявлено Uхх, В | Фактически Uхх, В |
| САИ 160К | 85 | 82 |
| САИ 190К | 80 | 65 |
| САИ 220К | 80 | 82 |
| САИ 250К | 80 | 82 |
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.
| Характеристики | САИ 160К | САИ 190К | САИ 220К | САИ 250К |
| Максимальный сварочный ток, А | 120 (заявл. 160) | 138 (заявл. 190) | 162 (заявл.220)
| 183 (заявл.250)
|
| Ток короткого замыкания на макс. токе, А | 160 | 164 | 235 | 233 |
Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере)
| Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс.
| Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26
| 70
| 61
| 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65
| 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70
| 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
 токе
токеРабота при низком напряжении в электросети
Все аппараты серии «К» выдерживают просадку до 160В, кроме модели САИ160К ( при сварке рутиловыми электродами ок46.00). Поджиг у САИ 160К становится неудовлетворительным, а сварочная дуга часто рвется.
Доп. Функционал
В инструкции сказано, что все СварАппы оснащены функциями «анти-стик, «хот-старт» и «форсаж дуги».
Фактическое наличие
| Модель | анти-залипание | Хот-старт | Форсаж-дуги | VRD |
| Инверторы серии «К» | Да | Нет | Нет | Нет |
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
Большинство характеристик аппаратов Ресанта серии «К» не соответствует заявленным. Расхождение обещанного и реального функционала касается как максимальных сварочных токов и ПН инвертора, так и отсутствия дополнительных функций форсажа дуги и горячего старта.
Источник: Aurora Online Channel
схема, назначение, принцип работы, плюсы и минусы
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Электродуговая сварка
Содержание
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.

- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.

- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
- Вольфрамовые электроды для аргонодуговой сварки
- Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.

- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
120 фото и правила выбора оптимального аппарата
В наше время, наверное, не осталось ни одного человека, который не слышал бы о сварочных инверторах. Они занимают лидирующие позиции, значительно потеснив трансформаторы. Сегодня производители предлагают огромный ассортимент изделий с самыми разными теххарактеристиками.
В данной статье вы узнаете, какие бывают виды сварочных аппаратов инверторного типа и какой сварочный инвертор лучше.
Краткое содержимое статьи:
Достоинства инверторных сварочников
Инверторы стали популярны сразу же после своего появления на рынке. Они высоко ценятся не только специалистами, но и новичками. Это объясняется их следующими достоинствами:
- Высокий уровень КПД (до 95%).
- Лёгкий вес.
- Экономичность.
- Низкая нагрузка на сеть.
- Простота розжига дуги.
- Лёгкость и удобство эксплуатации.
- Минимальное образование брызг расплавленного металла.
- Хорошая манёвренность.
- Доступная стоимость.
- Большой ассортимент моделей.
Таким образом, если вы – обладатель частного домовладения или хозяин загородного дома, то покупка сварочного инвертора для дома для вас обязательна.
Виды инверторных аппаратов
Существуют следующие виды сварочных инверторов:
Ручные дуговые (ММА). Такой вид считается классикой. Принцип его работы – это ручная сварка дугой с использованием электродов. Ручные аппараты для сварки – одни из самых популярных. Во многом это объясняется их низкой стоимостью.
Ручные аппараты для сварки – одни из самых популярных. Во многом это объясняется их низкой стоимостью.
Полуавтоматы. Они более продвинуты. Это идеальный выбор для опытных специалистов. Новичкам он не рекомендован из-за сложных настроек.
Использовать полуавтоматический аппарат советуют в ситуации невозможности получения требуемого результата при применении сварки ММА.
Аргонно-дуговые (TIG). Их отличает универсальность и высокое качество сварных швов. Они позволяют сваривать любые типы металла. Сварочные работы осуществляются за счёт дуги, которая образуется на конце неплавящегося электрода. Подача припоя происходит вручную.
Главный элемент схемы любого сварочного инвертора – импульсный преобразователь, который служит для выработки высокочастотного тока. Именно это объясняет лёгкость зажигания дуги и поддерживания ее стабильности в течение всей сварки.
Правила выбора
Выбирая инвертор, первым делом нужно посмотреть на область использования. На фото сварочных инверторов видно, что они могут быть:
На фото сварочных инверторов видно, что они могут быть:
- бытовыми;
- профессиональными;
- промышленными.
Далее необходимо учесть следующие нюансы:
Сварочный ток. Это параметр, при котором инвертор работает нормально, не перегреваясь. При этом учитывается длительность нагрузки в повторно-кратковременном режиме. Для домашнего использования будет достаточно 160-200 А.
Напряжение. Лучше выбирать нечувствительные к перепадам напряжения сварочные аппараты, ведь работая от городских сетей, нельзя избежать колебаний напряжения.
Стоимость. Не стоит выбирать самые дешёвые модели. Они могут быть недолговечны.
Изготовителя. Выбирайте продукцию от проверенных производителей сварочных инверторов.
Мощность. Чем выше данный показатель, тем больше видов работ можно выполнить сварочным агрегатом.
Рабочие температуры. Этот параметр имеет немаловажное значение. Перегрев или переохлаждение могут отрицательно сказаться на инверторе и даже привести к его поломке.
Небольшой диапазон возможных температур увеличивает риск того, что аппарат довольно быстро выйдет из строя. Поэтому лучше остановить выбор на устройствах с как можно большим температурным допуском.
Защитные функции. Инвертор обязан быть оборудован защитой от перегрева, перепада напряжения, замыкания, а также от скопления влаги и пыли.
Рабочий цикл. Он показывает, сколько времени сварочный агрегат должен находиться в работе, а также продолжительность и частоту необходимых перерывов.
Дополнительные функции. Устройству не помешает наличие таких дополнительных функций, как форсаж дуги, антизалипание и др.
Гарантийный срок. Выбирайте аппарат с наибольшей гарантией.
Пригодность к ремонту. Покупая инвертор, нужно заранее продумать свои действия в случае его поломки. Перед приобретением той или иной модели узнайте, как далеко расположены сервисные мастерские и насколько доступны детали.
Фото сварочного инвертора
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Как сварить металл
- Сварочное оборудование
Проволока порошковая d=3, 2 мм ПП-Нп 20В10Х4Н4ФТ-С К-415-100 кг, ASM 4025-SA в г Киров | Объявления
- 1 октября 2022 г.
 в 15:16
в 15:16 - 13
Поделиться
Пожаловаться
Проволока порошковая d=3,2 мм ПП-Нп 20В10Х4Н4ФТ-С К-415 100кг
Проволока порошковая наплавочная ASM 4025-SA ф3,2 (по 50 кг в бухте) 150кг
Состояние:
Новое
Адрес:
Россия, Кировская обл, г Киров
Показать карту ↓
Отправить запрос
Ещё 2 объявления
Контакты
| Ф.И.О. | Хромушин Сергей Валерьевич нет отзывов |
|---|---|
| Должность: | Директор |
| Компания: | ООО Группа Компаний КабельСнабСервис |
| Город: | г Киров |
| Телефон: | +7 (8332) 42-07-80, 42-07-81, 42-07-82, 44-50-65, 44-50-66, 44-50-67, 44-50-68 Сообщите, что нашли информацию на сайте «Элек.ру» |
| ICQ: | 677-976-622 |
| Дата регистрации: | 8 декабря 2013 г. Последний вход 19 часов назад |
Похожие объявления
ПРОДАМ: Продажа Проволока БСМ-1 4 мм, 6 мм, ПБСМ-70 ПБСМ-95 Арматура для контактной сети КС ФСПКр ПСПКр
Биметаллический провод ПБСМ-70 и ПБСМ-95 БСМ БСА ПРБВВ ПБВТ продажа, в наличии более 10 тонн. Изоляторы ФСПКр ПСПКр
Биметаллическая проволока БСМ-1 1,6 мм 650кг
Биметаллическая проволока БСМ-1 2,0 мм 40кг
Биметаллическая проволока БСМ-1 2,5 мм 221кг
Биметаллическая проволока БСМ-1 3,0 мм 61кг
Биметаллическая проволока БСМ-1 4,0 мм 420кг
Биметаллическая проволока БСМ-1 6,0 мм 356кг
Сварочная проволока д. 4 мм 54кг, 52кг
Биметаллическая проволока ПБВМ-0,5 мм 0,6 мм 0,8 мм
Аналог проволоки ПБВТ цена 1000р.кг бухты от 3кг до 10кг
Провод биметаллический диаметр 4 мм ПРБВВ-4 620 м
Провод биметаллический диаметр 3 мм ПРБВВ-3 1020 м
Биметаллический провод ПБСМ-1 70 мм 21,450кг
Биметаллический провод ПБСМ-1 95 мм 235кг
Биметаллическая проволока БСА-4,3 450кг
Биметаллическая проволока БСА-5,1 170кг
Сталемедный провод МСн-70 86кг
Провод АС-185/29 120кг
ОПТОВЫЕ цены уточняйте.
ООО «Славкабель» ООО «Кедр.РУ»
К В · СЛАВКАБЕЛЬ · 27 сентября · Россия · г Москва
ПРОДАМ: Проволока стальная наплавочная ГОСТ 10543-98 сталь 30ХГСА
Проволока стальная наплавочная ГОСТ 10543-98 сталь 30ХГСА . Проволока поставляется диаметром от 1,2 до 5 мм. Проволока поставляется диаметром от 1,2 до 5 мм. Вес 1 мотка 70 -80 кг. Вся продукция сертифицирована, сертификат. Оперативная и полная информация о наличии, ценах, условиях и сроках отгрузки по телефонам МеталлТорг:
(343) 344-81-97, 264-04-59
Владимирович Виталий · МеталлТорг ООО · 22 сентября · Россия · Свердловская обл
ПРОДАМ: ПДГО-510 Подающий механизм
Подающий механизм (механизм подачи проволоки) ПДГО-510 применяется при проведении полуавтоматической сварки в качестве устройства для подачи сварочной проволоки и защитного газа в зону сварки.
ПДГО-510 работает в составе сварочных полуавтоматов вместе со сварочными выпрямителями типа ВДУ-506 °C СЭЛМА, имеющими жесткую или комбинированную вольтамперную характеристику.
К сварочным источникам других производителей подключается через блок питания БП-02.
ПДГО-510 — является подающим механизмом с 4-х роликовым редукторным приводом с двумя прижимными регулировочными устройствами, универсальным тормозным устройством, электромагнитным клапаном, платой управления сварочным процессом. Применение 4-х роликового механизма подачи, обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5 м.
Плата управления обеспечивает стабилизацию скорости подачи проволоки и обратную связь по напряжению на двигателе подающего механизма, что позволяет вести сварку на расстояниях от источника питания до подающего механизма до 50 м, возможность сварки в сложных пространственных положениях и при значительных изгибах шланга горелки.
Управление газовым клапаном, подающим механизмом и сварочным источником производится дистанционно от кнопки на горелке. Это позволяет перемещать ПДГО-510 в труднодоступные места и использовать при сварке крупногабаритных конструкций.
Органы управления сварочным режимом расположены на лицевой панели: регуляторы скорости подачи сварочной проволоки и напряжения на дуге, переключатель режимов «2х-4х тактный».
На плате ПДГО-510 имеется регулировка времени отключения источника после прекращения подачи сварочной проволоки, времени продувки газа до и после сварки, регулировка времени выхода сварочного тока на установленный режим («мягкий старт»).
Снаружи на отдельном кронштейне расположена кассета и тормозное устройство. Подача сварочной проволоки может производиться непосредственно с кассеты. Также подающий механизм ПДГО-510 может быть…
Соколов Андрей · ПКФ Техно-ГСК · Вчера · Россия · г Москва
ПРОДАМ: Кабель МКСАБп КСПП КСПЗпБ МКСАШп ЗКПм МКСБ ТГ МКСБпШп ТЗГ МКСАБп ТЗПАБп П-296 продажа ООО Славкабель
МКСАШп ТППэп МКСГ ТЗГ МКСАБпШп ЗКПм КСПЗпБ МРМПЭ МКССтШп ЗКПБ ТЗПАШп КСПпЗпБ ТГ П-296 МПЭВК ТЗПЭпБбШп ТБбпнгА П-269 СБПВБпБбпнг (А)HF БСМ-1 и др.
МКСАШп 4×4×1,2 325 м, 108 м, 310 м
МАГЭКО (Б)7×4×1,2 1014 м
МАГЭКО 7×4×1,2 1000,1000. 850.820 м
850.820 м
МАГЭКО 4×4×1,2 823 м
МКСГ 4×4×1,2 116 м
МКСГ 7×4×1,2 840 м
МКСБШп 4×4×1,2 460 м, 370 м
МКСБ 4×4×1,2 191 м
МКСБ 7×4×1,2 265 м
МКПпАБпШп 7×4×1,2 696 м, 700 м, 331 м
МКТСБ-4 305 м, 405 м, 930 м, 805 м, 793 м, 884,197 м
ЗКАШп 1×4×1,2 590 м
ЗКПБ 1×4×1,2 ал. экран 1050 м, 975 м
ЗКПБм 1×4×1,2 мед. экран 721 м, 192 м, 228 м, 796 м, 657 м, 470 м
ЗКПБШп 1×4×1,2 ал. экран 220 м
ЗКПЗБпШп 1×4×1,2 ал. экр. 223 м, 127 м
ЗКПм 1×4×1,2 мед экран 250 м
КСПП 1×4×0,9 1290 м
КСПЗП 1×4×0,9 1040 м 720м
КСПпЗпБ 1×4×0,64 900 м
КСПЗПБ 1×4×1,2 369 м, 268 м, 430 м
КСППБ 2×4×0,9 186 м
Герда КВК 1×2×0,75+1×2×1 640 м
МКЭШ 7×0,5 2504 м
ТГ 100×2×0,5 227 м
ТГ 10×2×0,5 1000 м
ТГ 30×2×0,5 980 м
ТГ 20×2×0,64 500 м
ТППэп 10×2×0,4 340 м
ТППэп 10×2×0,5 167 м
ТППэп 20×2×0,64 236 м
ТППэпЗ 100×2×0,64 100 м
ТПБбПнг (А)HF 50×2×0,64 209 м
ТПБбПнг (А)HF 20×2×0,64 327 м
ТЗБ 3×4×0,9 384 м
ТЗБ 4×4×0,9 430 м, 430 м
ТЗБ 19×4×0,9 390 м
ТЗБ 4×4×1,2 200 м
ТЗБ 52×4×1,2 150 м
ТЗГ 12×4×1,2 429 м
ТЗГ 4×4×0,9 429 м, 426 м
ТЗГ 7×4×0,9 427 м, 429 м, 358 м 429м, 429 м
ТЗГ 12×4×0,9 430 м 439м
ТЗГ 19×4×0,9 430 м
ТЗГ 27×4×0,9 280 м
ТЗГ 37×4×0,9 430 м
ТЗАШп 14×4×0,9 227 м 170м
ТЗПАШп 4×4×0,9 158 м, 123 м
ТЗПАШп 7×4×1,2 107 м, 120 м
ТЗПАШп 14×4×1,2 155 м, 216 м
ТЗПАШп 27×4×1,2 100 м
ТЗПАБп 4×4×0,9 598 м 480м
ТЗПАБп 7×4×0,9 1240,500 м
ТЗПАБпШп 7×4×0,2 229 м
ТЗПэп 7×4×0,9 360 м
ТЗПэп 19×4×0,9 205 м, 1005 м
ТЗПэп 37×4×0,9 300 м
ТЗПэп 61×4×0,9 350 м
ТЗПэп 4×4×1,2 512 м
ТЗПэп 14×4×1,2 208 м
ТЗПэп 37×4×1,2 190 м 240м
ТЗПЭпБпнг (А)hf 12×4×0,9 1053 м
ТЗПЭпБбШп 14×4×0,9 319 м
СБПу 10×2×0,9 235 м
СБПу 12×0,9 864 м 1540м, 350 м
СБВГ 3×2×0,9 170 м
СБПБ 7×1 383 м
СБПБ 9×1 374 м
СБПБ 12×1 806 м
СБВБЭПу 7×2×0,9 840 м
СБПВБпнг (А)HF 4×2×0,9 100 м
СБПВБпнг (А)HF 7×2×0,9 100 м
СБПВБпнг (А)HF 12×2×0,9. ..
..
К В · ООО Славкабель · 27 сентября · Россия · г Москва
ПРОДАМ: Устройство для перемотки кабеля УНК-6-5НП-М3
Устройство перемотки кабеля УНК-6-5НП-М3 — станок легкого класса с приводом для перемотки кабеля, диаметром до 20 (30) мм в зависимости от модификации. Устройство для перемотки кабеля УНК-6-5НП-М3 спроектировано для перемотки кабеля с бухты на бухту, массой не более 40 кг.
— Отдающая стойка станка имеет изменяемый внутренний диаметр.
— Съемные отдающий и приемный барабан
— Съемная ось.
Станок кабельный намоточный УНК-6-5НП запатентован (подробнее). Измерительный узел ИДМ имеет патент и сертификат об утверждении типа средств измерений (подробнее) — для модификации БАЗОВАЯ
В комплект Устройства перемотки кабеля УНК-6-5НП-М3 входит:
станина;
приемная стойка;
измерительный узел с герметичным электронным счетчиком импульсов ИД-2,
отдающая стойка.
Устройство перемотки кабеля УНК-6-5НП может комплектоваться измерителем длины ИДМ-20 (до 20 мм в диаметре) или ИДМ-30 (до 30 мм в диаметре).
Устройство перемотки кабеля УНК-6-5НП, преимущества:
намоточный станок обеспечивает аккуратное формирование бухт;
отдающая стойка намоточного станка имеет изменяемый внутренний диаметр;
наличие опции останова при достижении запрограммированной длины;
устройство обеспечивает точность измерения;
обладает надежностью.
Намоточный станок. Устройство перемотки кабеля УНК-6-5НП.
Технологические характеристики.
Максимальный диаметр измеряемого материала, мм. не более — 20/30
Максимальная масса бухты отмотки/ намотки, кг. не более — 40
Максимальный диаметр отдающей бухты, мм. не более — 600
Максимальный диаметр приемной бухты, мм. не более — 500
Принцип измерения — электронный
Напряжение питающей сети — 1-фазное, 220 В
Время сохранения информации при отключении питания — неограничено
Габаритные размеры Устройства переметоки кабеля УНК-6-5НП, мм. — 1365х600х542
Принцип отмотки — электропривод
Опция останова при достижении запрограммированной длины +
Масса Устройства перемотки кабеля УНК-6-5НП, кг. — 42
— 42
Отдел продаж · ИПГ СМОЛ · 27 сентября · Россия · г Санкт-Петербург
ПРОДАМ: Инвертор сварочный полуавтомат ПРОФИ MIG-350
Сварочные инверторные полуавтоматы ПРОФИ MIG-350, с выносным подающим механизмом, представляют собой высокоэффективные аппараты, которые применяются для промышленной механизированной сварки MIG/MAG в среде защитных газов и их смесях с током до 350А
ПРОФИ MIG-350 широко применяются для сварки углеродистых, низколегированных и нержавеющих сталей и сплавов.
Аппараты ПРОФИ MIG-350 оснащены уникальной системой контроля сварочных динамических характеристик, которая обеспечивает стабильность горения дуги, низкий уровень разбрызгивания металла, прекрасную форму шва и высокую эффективность сварки. Аппараты имеют эффективную систему охлаждения и встроенную функцию автоматической защиты от перегрева.
Технические характеристики:
Напряжение питающей сети, В: 380±15%
Частота питающей сети, Гц: 50
Диапазон регулировки сварочного тока, А: 50–350
Потребляемый ток, А: 21,2
Диапазон регулировки напряжения, B: 16,5–31,5
Напряжение холостого хода, В: 65
Максимальная потребляемая мощность, кВт: 13,8
Коэффициент мощности: 0,93
ПВ, %: 60
КПД, %: 85
Тип подающего механизма: Выносной
Скорость подачи проволоки, м/мин: 2,5–24
Диаметр сварочной проволоки, мм: 1,0–1,2
Класс изоляции: F
Класс защиты: IP21
Наличие функции индуктивности: Да
Наличие розетки для подогревателя газа: Да
Наличие режима работы 2T/4T: Да
Габариты аппарата, мм: 599×280×540
Вес нетто, кг: 29,9
Размеры индивидуальной упаковки, мм: 740×440×590
Вес брутто, кг: 34,62
Габариты подающего механизма, мм: 620×255×410
Вес нетто подающего механизма, кг: 18,6
Размеры индивидуальной упаковки подающего механизма, мм: 650×280×430
Вес брутто подающего механизма, кг: 19,98
Особенности:
Наличие системы контроля сварочных динамических характеристик.
Функция капельного переноса в процессе сварки, которая гарантирует низкий уровень разбрызгивания металла.
Функция индуктивности, где при высокой индуктивности аппарат сваривает более мягко, дуга более широкая и эластичная. При низкой индуктивности дуга более сконцентрированная…
Соколов Андрей · ПКФ Техно-ГСК · Вчера · Россия · г Москва
ПРОДАМ: Проволока пружинная нержавеющая сталь 12Х18Н10Т, ТУ 3-1002-77 , (343)264-04-58
проволока ф051 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф0,61 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф0,71 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф0,81 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф1,01 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф1,51 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф1,61 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф1,71 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф1,81 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф2,01 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф2,51 ту 3-1002-87 сталь 12Х18Н10Т наличие 500кг
проволока ф3,01 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф3,51 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
проволока ф4,01 ту 3-1002-77 сталь 12Х18Н10Т наличие 500кг
Вся полная и оперативная информация по телефону отдела продаж (343)344-81-97,344-61-52
Владимирович Виталий · МеталлТорг ООО · 22 сентября · Россия · Свердловская обл
Каковы преимущества инверторного сварочного аппарата?
Сварочные технологии значительно улучшились за последние пятнадцать лет, но каковы преимущества инверторного сварочного аппарата? Хотя традиционные сварочные аппараты с трансформатором все еще широко используются сегодня, все большее число сварщиков все больше полагаются на инверторные модели.
Каковы преимущества инверторного сварочного аппарата?
- Компактный дизайн
- Энергоэффективность
- Потребляемая мощность
- Свойства охлаждения
- Использование генераторов
- Преобразование переменного тока
- Многочисленные сварки
- Управление дугами
- Electry Electrod и оставался самым распространенным видом сварки. Трансформаторная конструкция сварочных аппаратов была доминирующей в промышленности, пока в 19 веке не начали появляться инверторные модели.90-е. Хотя модели с инвертором изначально были дороже, чем модели с трансформатором, сейчас они стоят почти столько же.
В двадцать первом веке инверторы стали более надежными, и им доверяют профессионалы в области сварки. Усовершенствования в конструкции инверторов решили многие проблемы обслуживания, с которыми сталкивались машины на начальном этапе их создания.
 Компактные инверторные сварочные аппараты экономят электроэнергию, используют домашние розетки, используют несколько процессов и позволяют выбирать многочисленные компоненты и электроды.
Компактные инверторные сварочные аппараты экономят электроэнергию, используют домашние розетки, используют несколько процессов и позволяют выбирать многочисленные компоненты и электроды.Содержание
Какие преимущества предлагает инверторный сварочный аппарат?
Инверторы прошли долгий путь с момента их создания более двадцати лет назад . Вначале инверторы страдали от отказов компонентов и увеличивали затраты на техническое обслуживание.
Однако усовершенствования цифровых технологий стерли большую часть проблемного прошлого инвертора. Преимущества инверторных сварочных аппаратов привлекли многих сторонников трансформаторных сварочных аппаратов.
Инвертор ARC/TIG
Компактная конструкция
Инверторы намного меньше и легче своих трансформаторных аналогов . Стандартный сварочный аппарат переменного тока весит более ста фунтов, а новый инвертор весит около 21 фунта. Имея 1/5 веса традиционного сварочного аппарата, инверторы делают перемещение и хранение вашего сварочного аппарата проще, чем когда-либо прежде.

Когда вам звонят, чтобы выполнить работу в поле, вам больше не нужно использовать грузовик компании для перевозки вашего оборудования в поле.
Если у вас компактный автомобиль, вы можете разместить инверторный сварочный аппарат и все необходимое оборудование в багажнике. Инверторы идеально подходят для работы на большой высоте и в ограниченном пространстве.
Связанное чтение: Как начать и развивать сварочный бизнес за 11 шагов
Энергоэффективность
Существенное различие между стандартными сварочными аппаратами переменного тока и инверторами заключается в выходной мощности. Традиционные сварщики используют большой трансформатор для выработки электроэнергии, а выходная мощность колеблется от 50% до 60%.
Это означает, что не менее 40% мощности не передается на сварочный аппарат. Куда девается потерянная сила? Он уходит в виде тепла и повышает температуру машины и ее внутренних компонентов.

Для сравнения, выход инвертора находится в диапазоне от 82% до 90%. Повышенный КПД инверторов защищает машины от перегрева.
Потребляемая мощность
В отличие от стандартной дуговой сварки, для которой требуется розетка на 220 вольт, инверторы используют бытовой ток (110 вольт). Вы можете подключить инвертор к любой стандартной розетке, и при работе с инвертором вы будете потреблять меньше энергии.
Поскольку инверторы потребляют меньше энергии для работы, вы сэкономите деньги на счетах за электроэнергию, , и вы можете использовать несколько сварочных аппаратов, не беспокоясь о перегорании предохранителя. Если вы управляете сварочным цехом, вы сэкономите на эксплуатационных расходах, если будете снабжать свои цеха инверторами, а не только традиционными сварочными аппаратами.
Охлаждающие свойства
Внутренние компоненты сварочных аппаратов могут сильно нагреваться после нескольких часов сварки. Непрерывный нагрев может привести к выходу деталей из строя и сокращению срока службы сварочного аппарата.

Подобно установке настольного компьютера, инверторы включают охлаждающий вентилятор для защиты компонентов от нагревания.
Использование генератора
Если вам нужно покинуть магазин для работы за пределами площадки, вам, вероятно, понадобится генератор, если вы не можете получить доступ к розетке для своего сварочного аппарата. Генераторы бывают разных размеров, но только большой генератор способен обеспечить питанием традиционный сварочный аппарат.
Еще одна проблема, с которой обычно сталкиваются сварщики при сварке на открытом воздухе, — это колебания мощности генератора. В отличие от стандартной розетки, подключенной к электросети, генераторы подвержены колебаниям. Если ваша мощность меняется, когда вы находитесь в процессе сварки, вы не можете контролировать дугу или сварочную ванну.
С инвертором колебания мощности генератора не повлияют на качество ваших сварных швов. Новые инверторные сварочные аппараты включают биполярные транзисторы с изолированным затвором (IGBT).

Эта новая технология обеспечивает регулирование напряжения машины и позволяет работать со старым расшатанным генератором с непостоянной выходной мощностью. Стандартные сварочные аппараты могут выйти из строя во время колебаний напряжения, но инвертор использует свое программное обеспечение для компенсации любых изменений напряжения.
Преобразование переменного тока
В отличие от стандартного сварочного аппарата, использующего электроды переменного и переменного тока, инверторы преобразуют переменный ток в постоянный. Инверторы могут принимать входное переменное напряжение высокого напряжения и изменять ток на выходное напряжение постоянного тока с более низким напряжением.
Специализированное программное обеспечение инверторов преобразует и регулирует ток. Поскольку программное обеспечение регулирует напряжение, а не трансформаторы традиционных машин, трансформатор инвертора небольшой и легкий. Небольшой трансформатор позволяет преобразователю быть компактным и удобным для переноски.

Похожие материалы : Что такое DCEN в сварке?
Несколько сварочных процессов
Сварка электродами остается доминирующим процессом в мире сварки. Тем не менее, другие методы, такие как MIG и TIG, обеспечивают прочную сварку материалов и ситуаций, которые невозможно выполнить с помощью дуговой сварки.
До инверторов вам приходилось использовать другую машину, если вы хотели перейти от сварки электродом к сварке TIG. Премиальные инверторы позволяют использовать один аппарат для нескольких видов сварки.
Инверторы имеют простые компоненты, которые вы настраиваете, чтобы обеспечить новый процесс, и большинство моделей включают в себя горелку MIG, держатель стержня и соответствующие кабели. Вместо того, чтобы покупать отдельные компоненты для каждого процесса, вы найдете все необходимое оборудование в одном инверторе.
Связанное чтение: Преимущества работы сварщиком >>Зарплата, рабочее время | Worklife Balance
Управление дугой
По сравнению со стандартными аппаратами для дуговой сварки инверторы обеспечивают превосходное управление электрической дугой.
 Стабильная и легко контролируемая дуга необходима для получения надежных сварных швов . Программное обеспечение инвертора позволяет настроить способ управления дугой.
Стабильная и легко контролируемая дуга необходима для получения надежных сварных швов . Программное обеспечение инвертора позволяет настроить способ управления дугой.Поскольку инверторы имеют более высокое напряжение холостого хода, чем стандартные машины, инверторы легче зажигают и поддерживают дугу.
Разновидность электродов
Стандартные сварочные аппараты используют только переменный ток для сварки, но инверторы преобразуют переменный ток в постоянный. При сварке на постоянном токе вы можете выбрать различные электроды, которые работают с DC- и DC+.
Хотя некоторые электроды можно использовать с любым током, специализированные электроды предназначены для конкретных задач. Если вы используете только аппарат для дуговой сварки на переменном токе, ваши возможности для сварочных работ ограничены.
С инвертором вы можете начать день со сварки нержавеющей стали и через несколько минут перейти на алюминиевый стержень.

Связанные чтения: Имеют ли сварочные электроды срок годности?| Срок годности электродов
Каковы недостатки инверторных сварочных аппаратов?
Хотя преимуществ инвертора намного больше, чем недостатков, стоит упомянуть несколько общих проблем с инверторами.
- Дешевые инверторы ненадежны
- После ограниченной гарантии ремонт инверторов стоит дороже
- Менее долговечны, чем традиционные машины
Дешевые ненадежные инверторы
Как вы уже знаете, самый недорогой инструмент не прослужит вам всю жизнь . Инверторы — потрясающие машины, если вы готовы заплатить более 200 долларов. Самые дешевые инверторы стоят менее 80 долларов США и представляют собой плохо сконструированные сварочные аппараты с небольшим количеством функций.
Если вам повезет, вы можете использовать дешевый инвертор в течение нескольких месяцев, прежде чем он выйдет из строя. Стоимость ремонта недорогой модели может быть вдвое меньше стоимости машины .
 Когда вы покупаете инверторы, потратьте дополнительные деньги на качественную машину, которая прослужит несколько лет.
Когда вы покупаете инверторы, потратьте дополнительные деньги на качественную машину, которая прослужит несколько лет.Более высокие затраты на ремонт
Некоторые традиционные сварочные аппараты переменного тока сохраняют одну и ту же конструкцию более пятидесяти лет, и их ремонт недорог и прост. Инверторы более сложны и содержат программное обеспечение и электронику, которых нет в стандартных машинах.
После истечения срока гарантии вы заплатите немного больше за обслуживание инвертора. Один из способов избежать высоких затрат на ремонт — продлить первоначальную гарантию. Некоторые производители позволяют купить расширенную гарантию при покупке.
Менее долговечны, чем сварочные аппараты переменного тока
Хотя компактная конструкция инвертора удобна при работе за пределами площадки, он не такой прочный, как громоздкий сварочный аппарат переменного тока. Легкие инверторы более восприимчивы к повреждениям при сильном падении или в пыльной среде.

Если ваш инвертор покроется взвешенными в воздухе частицами, например, содержащимися в зернохранилище, внутренняя электроника машины может выйти из строя и выйти из строя.
Заключительные замечания
Если вы несколько лет пользовались стандартным сварочным аппаратом переменного тока, вы можете попробовать новую модель инвертора. Обладая многочисленными преимуществами по сравнению с традиционной машиной, инвертор дает вам свободу выбора любого процесса и настройки дуги для достижения невероятных результатов.
Итак, вы можете подключить свой новый инвертор к стандартной розетке и выполнять сварку с уверенностью и точностью.
Инверторные сварочные аппараты против. Трансформаторные сварочные аппараты >> Посмотрите видео ниже
Каковы преимущества инверторного сварочного аппарата?
Содержание
Недавно я решил купить сварочный аппарат для своей строительной компании и начал изучать различные типы сварочных аппаратов.
 Именно тогда мое внимание привлек инверторный сварочный аппарат. В то время как привлекательная новая технология сделала этот продукт очень привлекательным, я хотел знать, почему инверторный сварочный аппарат лучше, чем традиционные трансформаторные инверторы?
Именно тогда мое внимание привлек инверторный сварочный аппарат. В то время как привлекательная новая технология сделала этот продукт очень привлекательным, я хотел знать, почему инверторный сварочный аппарат лучше, чем традиционные трансформаторные инверторы?Инверторные сварочные аппараты легкие, компактные, портативные и очень простые в использовании. Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения.
Благодаря концепции и работе инверторного сварочного аппарата используемые трансформаторы имеют гораздо меньшие размеры. В результате это позволяет машине быть легкой и компактной до такой степени, что она может поместиться в портфеле. В результате это также позволяет вам легко носить его с собой.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат использует недавно разработанную кремниевую технологию для электронного управления процессом сварки.
 Он выпрямляет первичный переменный ток в постоянный перед увеличением частоты тока. Наконец, он снова выпрямляется до постоянного тока и подается на электрод.
Он выпрямляет первичный переменный ток в постоянный перед увеличением частоты тока. Наконец, он снова выпрямляется до постоянного тока и подается на электрод.Компоненты этой машины на основе кремния обеспечивают решающий контроль над процессами повышения частоты и выпрямления тока. Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины.
— Читайте также: Сколько электроэнергии потребляет воздуходувка?
Первоначально высокое входное напряжение 110–240 В выпрямляется до высокого напряжения постоянного тока. Затем система управления преобразует это постоянное напряжение в переменное, увеличивая частоту с обычных 50 Гц до гораздо более высокого значения в диапазоне от 10 000 до 30 000 Гц.
Это высокочастотное переменное напряжение окончательно преобразуется в выходное постоянное напряжение в диапазоне 20–50 В, которое обеспечивает сварочную дугу. Благодаря высокой частоте размер трансформатора резко уменьшается.
 Это позволяет уменьшить размеры сварочного аппарата.
Это позволяет уменьшить размеры сварочного аппарата.Каковы преимущества инверторного сварочного аппарата?
Power Efficient : Машина позволяет самостоятельно подключать ее к бытовой розетке благодаря трансформатору, потребляющему меньше энергии из-за небольшого размера. В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.
Компактный размер : Вам также не потребуются громоздкие трансформаторы или генераторы, что позволяет использовать этот тип сварочного аппарата в разных местах, где есть только розетка на 110 В. Потому что он использует контроллер мощности, что означает, что вам не нужен большой трансформатор для повышения напряжения.
Гибкое управление : Инверторный сварочный аппарат имеет электронные компоненты, которые регулируют подачу питания. В результате вы можете легко выполнять точные сварные швы, требующие точных настроек.
 Это дает вам дополнительную гибкость при сварке в зависимости от типа материала и типа требуемого сварного шва.
Это дает вам дополнительную гибкость при сварке в зависимости от типа материала и типа требуемого сварного шва.В некоторых местах электроснабжение может быть нестабильным. Колебания напряжения и скачки частоты часто могут воздействовать на чувствительные внутренние компоненты сварочного аппарата, вызывая его повреждение.
Сварочный инвертор имеет повышенную устойчивость к таким проблемам, защищая компоненты от повреждений и гарантируя, что сварочная дуга останется неизменной.
— Читайте также: Каковы причины БАН Листодува?
Я испытал огромное облегчение от того, что инверторный сварочный аппарат решил большинство моих предыдущих проблем со сваркой. Это убедило меня провести дополнительные исследования и найти лучший инверторный сварочный аппарат, доступный на рынке, чтобы я мог начать работу как можно скорее.
Продолжайте читать, поскольку я делюсь некоторыми вещами, с которыми столкнулся во время своих исследований. Это включает в себя, что такое инверторный сварочный аппарат и советы по его использованию.
 Я также рассмотрел мой любимый инверторный сварочный аппарат на тот случай, если вы ищете его сами.
Я также рассмотрел мой любимый инверторный сварочный аппарат на тот случай, если вы ищете его сами.Инверторные сварочные аппараты переменного или постоянного тока?
Большинство инверторных сварочных аппаратов потребляют входную мощность переменного тока, но выдают выходную мощность в форме постоянного тока. Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока.
Это делается с помощью выпрямителей и понижающих трансформаторов внутри аппарата, которые преобразуют входной переменный ток в требуемое постоянное напряжение, необходимое для сварки. Однако это не позволило использовать эти машины для целей, требующих сварки переменным током.
Развитие сварочных технологий позволило использовать новые модели с опциями, позволяющими выполнять сварку как на переменном, так и на постоянном токе, в зависимости от соединяемых материалов и других факторов.
В результате многие сварщики в настоящее время предпочитают инверторные сварочные аппараты с двумя режимами работы переменного/постоянного тока, поскольку это дает им возможность выполнять сварку различных материалов с помощью одной компактной машины.

Читайте дальше, пока я обсуждаю характеристики инверторного сварочного аппарата, которые я использовал и предпочитаю лично.
Как долго служат инверторные сварочные аппараты?
Сварочные инверторы имеют короткий срок службы. Это может уменьшиться еще больше, если они не обслуживаются и не хранятся должным образом. Так как в нем больше деталей, которые можно легко повредить, если не позаботиться о них должным образом. Инверторный сварочный аппарат может прослужить до 5-6 лет.
Инверторные сварочные аппараты — это новая технология, которая все еще находится в стадии усовершенствования и развития. Однако благодаря своей конструкции с электронным управлением он позволяет обновлять программное обеспечение, что позволяет выполнять небольшие обновления без дорогостоящих новых компонентов.
— Также читайте: Плохо ли оставлять воздушный компрессор под давлением?
Если сравнить его с традиционным трансформаторным сварочным аппаратом, то срок его службы намного меньше.
 Ремонт и замена чувствительных компонентов и дорогих новых технологий требует больших затрат, что делает ремонт на данном этапе бессмысленным.
Ремонт и замена чувствительных компонентов и дорогих новых технологий требует больших затрат, что делает ремонт на данном этапе бессмысленным.В связи с этим вам также придется позаботиться о надлежащем обслуживании и хранении машины. В противном случае у вас возникнут серьезные проблемы с инверторным сварочным аппаратом намного раньше, чем ожидалось.
В лучшем случае ваш инверторный сварочный аппарат прослужит от 5 до 10 лет, в зависимости от приобретенной вами марки. Однако, если вы ищете продукт, который прослужит вам в течение длительного периода времени, будьте готовы выложить за него немало денег.
Как пользоваться инверторным сварочным аппаратом?
Инверторные сварочные аппараты просты в установке и эксплуатации по сравнению с традиционными трансформаторными сварочными аппаратами. Если вы не знаете, как пользоваться инверторным сварочным аппаратом, вы можете прочитать прилагаемое к нему руководство или посмотреть видео на YouTube. Вот шаги, которые вы можете прочитать, чтобы изучить основы использования инверторного сварочного аппарата.

- Подключите машину к обычной розетке и выполните необходимые положительные, отрицательные и заземляющие соединения с рабочей станиной.
- Проверьте наконечник вашего сварочного пистолета, чтобы увидеть, не сплавился ли какой-либо металл с наконечником в предыдущем процессе. Если это так, удалите ненужный материал плоскогубцами.
- Носите защитное снаряжение, такое как шлемы, перчатки и закрытая обувь с защитой.
- Выберите соответствующие настройки, необходимые для сварки материалов по вашему выбору.
- Очистите и положите свариваемые детали рядом друг с другом. В точках, где они должны быть сварены, отшлифуйте материал, чтобы сформировать V-образное углубление.
- Переместите сварочный пистолет вдоль V в одном направлении, чтобы сформировать соединение.
- Отшлифуйте и удалите излишки сварного шва, чтобы получить однородную и гладкую поверхность.
Какой инверторный сварочный аппарат лучше?
CC: Amazon
Из личного опыта мне понравилось использовать сварочный аппарат DEKO 160AMMA.
 Сначала я задавался вопросом, не иду ли я на компромисс, когда речь шла о качестве, поскольку я не мог поверить, насколько доступным он был. Однако его использование меня полностью удивило, так как я понял, сколько ценности и возможностей я получил за свои деньги.
Сначала я задавался вопросом, не иду ли я на компромисс, когда речь шла о качестве, поскольку я не мог поверить, насколько доступным он был. Однако его использование меня полностью удивило, так как я понял, сколько ценности и возможностей я получил за свои деньги.Я кратко расскажу о его функциях, прежде чем быстро перечислить его плюсы и минусы, основанные на личном опыте, а также на опыте других пользователей. Это даст вам представление о том, что искать в инверторной сварке, или даже убедит вас в том, что сварочный аппарат DEKO 160A — идеальный выбор для вас.
- Этот сварочный аппарат MMA оснащен инверторной технологией IGBT, которая позволяет уменьшить размер аппарата и повысить его универсальность.
 С помощью этого инвертора вы можете легко сваривать мягкую сталь, нержавеющую сталь, чугун и алюминий.
С помощью этого инвертора вы можете легко сваривать мягкую сталь, нержавеющую сталь, чугун и алюминий.
- Легкая и компактная конструкция этой машины делает ее портативной, а ручка для переноски позволяет легко переносить ее. Используемые материалы хорошего качества также гарантируют, что он прочный и долговечный, что позволяет использовать его на разных рабочих площадках.
- Управление с обратной связью и другая электроника позволяют пользователям подключать его к различным электрическим сетям. Он также имеет систему согласования напряжения, которая гарантирует, что ток остается стабильным на всем протяжении, обеспечивая более качественную сварку.
- Электроника обеспечивает защиту от перегрузок и защиту от обработки для защиты чувствительных внутренних компонентов от повреждений. Охлаждающий вентилятор помогает бесшумно рассеивать тепло изнутри, обеспечивая более эффективную сварку и повышенную безопасность.
- Этот продукт поставляется с руководством, сварочным аппаратом, адаптером питания, вилкой и кабелем, электрододержателем с кабелем, рабочим зажимом с кабелем и щеткой.

Если вы хотите узнать больше об этом продукте, вы можете прочитать страницу продаж Amazon.
Pros
- Легкая и компактная конструкция, ручка для максимальной портативности
- Технология IGBT для надежной и энергоэффективной сварки
- Усовершенствованная электроника обеспечивает внутреннюю защиту вместе с охлаждающим вентилятором
- Стабильное выходное напряжение для стабильной сварочной дуги
- Необходимые сварочные принадлежности в комплекте
- Отличное соотношение цены и качества
Минусы
- Некачественные сварочные палочки, поставляемые с аппаратом
- Держатель электрода, подверженный поломке
- Ранний выход из строя и не очень прочный, по словам нескольких пользователей
Лучшие характеристики начального уровня — WeldPundit
Выбор аппарата для сварки электродом (SMAW) не так уж сложен, но есть несколько моментов, на которые следует обратить внимание.
 подумайте, прежде чем покупать один. Имейте в виду, что эта статья посвящена специальным аппаратам для сварки электродом, а не TIG или многоцелевым аппаратам, которые также могут выполнять сварку электродом.
подумайте, прежде чем покупать один. Имейте в виду, что эта статья посвящена специальным аппаратам для сварки электродом, а не TIG или многоцелевым аппаратам, которые также могут выполнять сварку электродом.Содержание
- Что такое хороший сварочный аппарат начального уровня?
- Что выбрать: блок питания переменного или постоянного тока?
- Что выбрать: инверторный или трансформаторный сварочный аппарат?
- Сколько силы тока вам нужно?
- Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
- Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
- Какой рабочий цикл достаточен для сварочного аппарата?
- Портативные сварочные аппараты
- Какой уровень качества сборки вам нужен?
- Другие характеристики, на которые следует обратить внимание перед выбором сварочного аппарата
- Каковы наиболее распространенные ошибки при выборе сварочного аппарата?
Что такое хороший сварочный аппарат начального уровня?
Во-первых, давайте рассмотрим наилучшее сочетание характеристик, которым должен обладать сварщик, чтобы эффективно выполнять большинство сварочных задач.
 Но также и для того, чтобы быть готовым к будущему по мере роста ваших навыков сварки.
Но также и для того, чтобы быть готовым к будущему по мере роста ваших навыков сварки.Лучший сварочный аппарат начального уровня для большинства людей будет иметь следующие характеристики: он использует инверторную технологию для создания постоянного сварочного тока, имеет силу тока не менее 140 А, напряжение холостого хода 75 В, рабочий цикл 35%, и подключается к розетке 240В.
Теперь давайте рассмотрим каждую из этих характеристик более подробно.
Что выбрать: блок питания переменного или постоянного тока?
В целом сварочный аппарат постоянного тока является лучшим выбором. С постоянным током сварка безопаснее, проще, вы можете использовать все типы сварочных электродов, и вы получите наилучшие результаты сварки. Однако, если вы будете часто сваривать намагниченные металлы, вам больше подойдет сварочный аппарат на переменном токе.
Хорошей причиной для выбора сварочного аппарата постоянного тока (DC) (Википедия) является то, что поражение электрическим током от постоянного тока не так вредно, как от переменного тока (AC) (Википедия).

Поражение электрическим током от сварочного тока маловероятно, если соблюдать надлежащие меры предосторожности, поскольку напряжение низкое. Конечно, если вы не будете осторожны, например, используете мокрые сварочные перчатки, риск поражения электрическим током возрастает.
Сварочный аппарат на постоянном токе создает более плавную дугу, чем на переменном токе. Дугу легче зажечь и поддерживать с меньшим риском прилипания, что упрощает сварку. Это делает сварочный аппарат постоянного тока более подходящим для новичков, потому что сварка электродами (SMAW) — не самый простой процесс сварки, требующий некоторого времени и усилий для изучения.
Кроме того, все электроды для стержневой сварки используют постоянный ток, но некоторые не поддерживают переменный ток. Хорошим примером являются целлюлозные электроды, которые в своем обозначении заканчиваются на «0», например, популярный E6010. Флюсовое покрытие этих стержней не содержит химических элементов, необходимых переменному току для поддержания стабильной дуги.

Наконец, электроды, поддерживающие как переменный, так и постоянный ток, всегда дают лучшие результаты сварки при использовании постоянного тока. Меньше разбрызгивания, меньше пористости, валик выглядит красивее, а с постоянным током можно сваривать более тонкие металлы с меньшей деформацией.
Единственным исключением, когда вы можете предпочесть сварочный аппарат переменного тока, является ситуация, когда вы часто свариваете намагниченные металлы. В таком случае магнитные поля мешают желаемому пути дуги. Это вмешательство называется дуговым разрядом. Последствия удара дуги могут варьироваться от несплошностей сварки до серьезных дефектов.
Наконец, некоторые аппараты для электродуговой сварки сочетают в себе как постоянный, так и переменный ток, но они часто довольно дороги.
Что выбрать: инверторный или трансформаторный сварочный аппарат?
Сварочный аппарат с инвертором – лучший выбор для универсальных сварочных работ. Инверторные сварочные аппараты оснащены современными функциями, которые делают электродуговую сварку проще и безопаснее, обеспечивают более высокую электрическую эффективность и являются более портативными.
 Однако, если вам нужен самый экономичный аппарат для сварки электродом или вы свариваете в суровых условиях, вам больше подойдет сварочный аппарат с трансформатором.
Однако, если вам нужен самый экономичный аппарат для сварки электродом или вы свариваете в суровых условиях, вам больше подойдет сварочный аппарат с трансформатором. Сварочные аппараты инверторного типа
Сварочный аппарат постоянного тока инверторного типа
Сварке электродных электродов не так-то просто научиться, и сварочные аппараты инверторного типа помогут вам сварить с меньшим количеством проблем. Преимущество инверторных сварочных аппаратов заключается в том, что они могут включать множество полезных функций, облегчающих сварку, таких как:
- Горячий старт облегчает зажигание дуги, предотвращая прилипание сварочного электрода (или стержня) к основному металлу. Горячий старт также позволяет избежать непровара в начале валика.
- Сила дуги предотвращает залипание стержня при сварке.
- Антиприлипатель останавливает ток, когда стержень застревает в металлическом основании.

- Некоторые инверторные сварочные аппараты оснащены синергетической функцией . Вы вводите тип и размер стержня, а также материал и толщину основного металла. После этого сварщик обеспечивает подходящий сварочный ток для получения наилучших возможных результатов сварки.
У Weldpundit есть более подробная статья о горячем старте, форсировании дуги и антиприлипании.
Аппараты для сварки электродом с инвертором также могут поставляться с функцией, называемой устройством снижения напряжения (VRD). VRD обеспечивает большую безопасность от поражения электрическим током.
Если инверторный сварочный аппарат поддерживает VRD, он снижает напряжение между электродом и заготовкой перед началом сварки до 15 В. Это напряжение очень низкое и не может обойти сопротивление кожи.
Еще одним преимуществом инверторных сварочных аппаратов является более высокая энергоэффективность. Это означает, что они лучше используют электроэнергию, которую потребляют.
 Вы можете иметь сварочный аппарат с более высокой силой тока, особенно если вы подключите его к розетке 220 В. Кроме того, счет за электричество будет дешевле, если вы часто пользуетесь сварочным аппаратом.
Вы можете иметь сварочный аппарат с более высокой силой тока, особенно если вы подключите его к розетке 220 В. Кроме того, счет за электричество будет дешевле, если вы часто пользуетесь сварочным аппаратом.Сварочные аппараты с инвертором могут обеспечить сварочный ток без необходимости использования крупных электрических деталей. В результате они меньше и легче, чем трансформеры. Это облегчает их перемещение, но вы должны обращаться с ними осторожно, чтобы избежать неисправностей.
Сварочные аппараты-трансформеры
Старый сварочный аппарат переменного тока с трансформатором
Сварочные аппараты-трансформеры используют старую и простую технологию без чувствительных электронных деталей. Благодаря своей конструкции они служат намного дольше, а детали на случай ремонта у них дешевле.
Сварочные инверторы имеют дорогие детали. В зависимости от поврежденной части ремонт инвертора может быть бесполезным. В результате трансформаторы в целом более рентабельны.
Кроме того, их долговечность делает трансформаторные сварочные аппараты более подходящими для суровых условий.
 Например, частая сварка в условиях жары, пыли или повышенной влажности.
Например, частая сварка в условиях жары, пыли или повышенной влажности.Короче говоря, инверторный сварочный аппарат — это то, что нужно в наши дни (2020 г.). Они достаточно надежны и доступны по цене, а их сварочные преимущества более значительны.
Сколько силы тока вам нужно?
Первый вопрос, который я получаю, когда кто-то хочет купить сварочный аппарат, это какой силы тока (А) достаточно.
Сварочный аппарат мощностью 140 А будет достаточно для выполнения большинства сварочных работ. С такой силой тока и подходящим электродом вы можете легко сваривать мягкую сталь толщиной до 3/16 дюймов (4,8 мм). При подготовке шва и многократных проходах нет верхнего предела толщины металла.
Доступный по цене сварочный аппарат на 140 А обеспечивает высокую производительность при выполнении большинства сварочных работ, улучшении дома или фермы, ремонте и выполнении легких профессиональных работ. Большинство работ по сварке стержнями используют 80-130А.

Одним из преимуществ сварки электродом является то, что для работы с толстыми металлами не требуется сварщик с большой силой тока. Вам нужно достаточно силы тока, чтобы эффективно сжечь каждый стержень, который вы хотите использовать.
Если вы создаете соединения с одним или двумя V-образными канавками, вы можете сваривать детали любой толщины за несколько проходов. Просто это займет больше времени.
Таблица различных типов и диаметров электродов, которые может прожигать сварочный аппарат на 140 А, приведена ниже.
Стержень
Электрод1/16″
1.6mm5/64″
2.0mm3/32″
2.4mm1/8″
3.2mmE6011 – – 60-90 75-130 E6013 25-50 40-70 65-95 85-135 E7014 – – 75-105 100-150 E7018 – – 70-110 90-160 E308L-16 – 25-55 50-85 70-115 ENiFe-CI – – 70-85 85-110 Электроды для электродуговой сварки, которые может использовать сварочный аппарат на 140 А (DC+)
3,2 мм).
 Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, сварочный аппарат на 140А может охватывать стандартные размеры.
Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, сварочный аппарат на 140А может охватывать стандартные размеры.Имейте в виду, что для большинства сварочных работ используется среднее значение диапазона силы тока стержня. Например, E7018 имеет диапазон 90–160 А, но для большинства работ вы используете 125 А. Если вы свариваете вертикально вверх или перегреваете, вы используете еще более низкую силу тока.
Но что произойдет, если у вас есть только более толстый стержень, например, 5/32″ (4 мм) E6013 с силой тока 105-180А? Средняя сила тока этого стержня составляет 140 А, что может покрыть сварщик.
Но что, если вы хотите максимально использовать стержень 5/32″, для которого требуется 180 А? Вы можете предварительно нагреть металл до 250°F (120°C). Сварка предварительно нагретого металла аналогична сварке с большей силой тока. Таким образом, стержень 5/32″ при 140 А и предварительно нагретый металл будет похож на сварку при 180 А.

Меньшая сила тока не рекомендуется, поскольку она исключает использование стержней 1/8″ и снижает производительность для многих распространенных сварочных проектов. За исключением случаев, когда вы уверены, что не собираетесь использовать этот размер удилища.
С другой стороны, если вы будете часто сваривать толстые металлы, вам может понадобиться более мощный сварочный аппарат, чтобы уменьшить количество проходов. В большинстве случаев разница в цене невелика, если единственная разница заключается в силе тока.
Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
Сварочный аппарат с входным напряжением 240 В явно лучше, чем сварочный аппарат на 120 В, даже для аппаратов начального уровня. Сварочный аппарат на 240 В обеспечивает не только более высокую силу сварочного тока, но и улучшенные общие результаты сварки. Тем не менее, сварочный аппарат с двойным напряжением является еще лучшим выбором, поскольку он обладает дополнительной мобильностью.

Выбор между 120 В и 240 В очень важен, и есть некоторые ловушки, которых следует избегать.
120 напряжение
Сварочные аппараты на 120 В имеют ряд преимуществ:
- Они более компактны и доступны по цене.
- Сварочный аппарат на 120 В можно использовать с большинством розеток, что делает его очень портативным, что является огромным преимуществом.
- Они также отлично подходят, если вы хотите использовать их с генератором энергии для большей мобильности.
Проблема со сварочными аппаратами на 120 В заключается в том, что не так просто достичь рекомендуемого сварочного тока 140 А.
Инверторный сварочный аппарат на 120 В с хорошим КПД может обеспечить рекомендуемую силу тока 140 А, но только если в розетке на 120 В установлен автоматический выключатель на 30 А. Но большинство автоматических выключателей на 120 В в лучшем случае рассчитаны на 20 А.
С помощью выключателя на 20 А вы можете получить только около 100 А рабочего сварочного тока.
 Вот почему большинство сварочных аппаратов на 120 В предлагают силу тока 90–110 А.
Вот почему большинство сварочных аппаратов на 120 В предлагают силу тока 90–110 А.С током 100 А вы сможете использовать стержни диаметром до 3/32 дюйма (2,4 мм). Эта сила тока подойдет, если вы время от времени занимаетесь ремонтом или очень мелкими изделиями. Однако для более тяжелой работы это будет проблематично.
Если вы хотите заменить автоматический выключатель на 20 А на 30 А, существующие кабели, вероятно, недостаточно прочны. Вам также необходимо заменить кабели, иначе выключатель будет постоянно срабатывать.
Что еще хуже, вы рискуете перегреть кабели, что приведет к пожару. Вы можете узнать, какой размер выключателя нужен вашему сварочному аппарату, прочитав руководство.
Кроме того, когда вы выходите за пределы сварочных аппаратов на 140 А, подключенных к розеткам на 120 В с выключателями на 30 А, вы не можете использовать удлинительные силовые кабели для вашего сварочного аппарата.
Еще одна вещь, о которой следует помнить, это то, что сварочный аппарат на 120 В обеспечивает не только меньшую силу тока, но и более низкое напряжение холостого хода (OCV) и дуговое напряжение.

Более низкое сварочное напряжение ограничивает количество используемых стержней и приводит к худшим результатам сварки с оставшимися стержнями. Они объясняются более подробно позже.
240 напряжение
Сварщику требуется мощная электрическая мощность не только для создания дуги, но и для поддержания ее стабильной, пока вы не закончите сварку. Напряжение 240 В может обеспечить не только достаточную силу тока, но и высокое напряжение холостого хода и напряжение дуги.
Достаточное сварочное напряжение обеспечит стабильность дуги и эффективное плавление всех стержней. Даже если вы используете тот же стержень и силу тока, более требовательные стержни, такие как E7018 или E6011, дадут лучшие результаты со сварочным аппаратом на 240 В.
Если у вас уже есть розетка на 240 В, все просто. Типичные розетки на 240 В и их автоматические выключатели могут обеспечить мощность, достаточную для работы сварочного аппарата на 140 А.
Однофазная розетка 240 В с соответствующим выключателем и кабелями может поддерживать сварочный инвертор до 250 А.

Проблема со сварочным аппаратом на 240 В заключается в том, что если рядом со сварочным аппаратом нет подходящей розетки, вам придется платить электрику за ее установку. А это может стоить больших денег.
Двойное напряжение
Сварочные аппараты с двойным напряжением питания — отличный вариант. Вы можете выполнять большинство своих сварочных работ, используя 240 В в своей мастерской, а если вы хотите сварить в другом месте, вы можете подключить его к обычной розетке 120 В. Таким образом, вы получаете дополнительную мобильность.
Большинство сварочных аппаратов с двойным напряжением сваривают при 100 А при подключении к розетке 120 В, чтобы избежать несовместимости с автоматическим выключателем. Как объяснялось ранее, эта сила тока неплоха для случайных ремонтных работ и легких подделок.
Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
Напряжение холостого хода (OCV) 75 В — это минимальное напряжение, которое должен обеспечить сварщик электродов, чтобы прожечь большинство электродов для дуговой сварки.
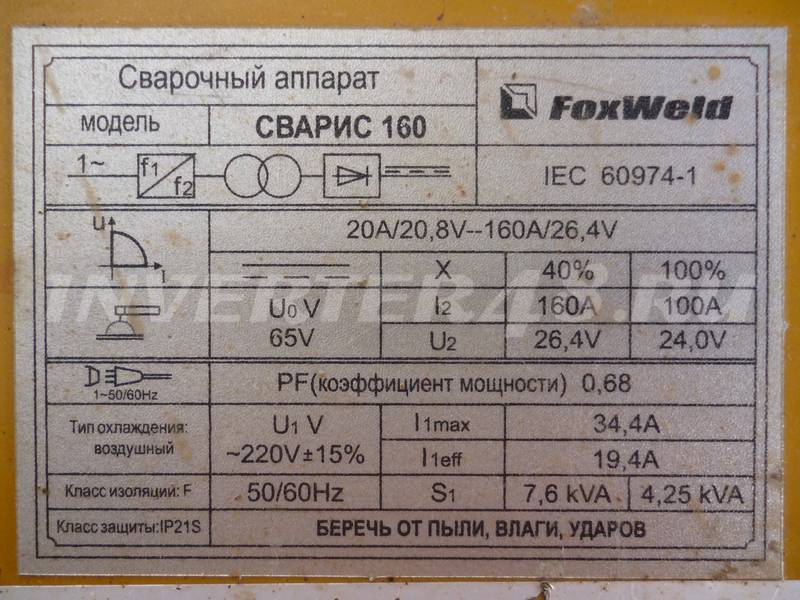
Напряжение холостого хода (OCV) — это напряжение между электродом и заготовкой перед началом сварки. OCV должен быть достаточно высоким, чтобы с легкостью начинать дугу каждой удочки.
Кроме того, чем выше OCV, тем выше напряжение дуги. Напряжение дуги важно, чтобы оно оставалось стабильным, предотвращая прилипание стержня к основному металлу и улучшая результаты сварки. Например, меньше брызг, лучше плавление, меньше сварочного дыма и т. д.
Но высокий OCV означает повышенный риск поражения электрическим током. По этой причине современные сварочные аппараты для электродуговой сварки имеют верхний предел OCV 85 В. Если вы используете безопасные методы сварки, поражение электрическим током от этого OCV минимально.
Однако многие доступные сварочные аппараты для сварки электродом, предназначенные для домашней сварки, обеспечивают еще более низкое напряжение OCV, составляющее 50 В. Это напряжение снижает риск поражения электрическим током для неподготовленных любителей и делает сварочный аппарат дешевле.
 Но это создает огромный недостаток, вы можете использовать рутиловые стержни только для мягкой стали.
Но это создает огромный недостаток, вы можете использовать рутиловые стержни только для мягкой стали.Рутиловые стержни для низкоуглеродистой стали – это стержни E6012, E6013 и E7014. Стержни E7024 также изготовлены из рутилового сплава, но такие сварочные аппараты не обеспечивают достаточную силу тока, чтобы их прожечь.
С 50В OCV вы не можете использовать базовые стержни, такие как E7016 и E7018, или целлюлозные стержни, такие как E6011, даже если сила тока достаточна. Кроме того, вы не можете использовать стержни для других металлов, таких как нержавеющая сталь, чугун или наплавка.
В результате низкий OCV ограничивает вас всего несколькими стержнями для низкоуглеродистой стали. Чтобы предотвратить неприятные сюрпризы, сварочный аппарат, который вы выберете, должен предлагать OCV 75 В.
Конечно, если вы уверены, что будете использовать только рутиловые стержни, вы можете купить более доступный сварочный аппарат с низким OCV.
Если вам нужен сварочный аппарат с двойным напряжением, полезно знать, что упомянутое OCV относится к режиму 240 В.
 Если вы подключите его к розетке 120 В, он предложит более низкий OCV. Новый OCV может вызвать у вас проблемы с удилищами из целлюлозы и целлюлозы.
Если вы подключите его к розетке 120 В, он предложит более низкий OCV. Новый OCV может вызвать у вас проблемы с удилищами из целлюлозы и целлюлозы.ОбъявленияКакого рабочего цикла достаточно для сварочного аппарата?
Рабочий цикл 35 % достаточно высок для сварочного аппарата. Вам не нужен высокий рабочий цикл, чтобы сварка стыковым швом не прерывалась, как при сварке MIG. Это еще одно преимущество дуговой сварки.
Рабочий цикл показывает, как долго может гореть дуга, прежде чем сварочный аппарат отключится для охлаждения. Рабочий цикл измеряется в процентах от 10-минутного периода.
При рабочем цикле 35 % сварочный аппарат будет удерживать дугу в течение 3,5 минут перед отключением. Вентилятор будет работать в течение 6,5 минут, чтобы охладить машину. После этого можно снова сваривать.
Стержень сгорает за одну минуту, затем вы останавливаетесь, чтобы посмотреть на результаты, и заменяете стержень. При этом вентилятор сварочного аппарата работает и охлаждает его.

Кроме того, рабочий цикл относится к максимальной силе тока сварочного аппарата, но вы редко используете сварочный аппарат на полную мощность. Когда вы используете более низкую силу тока, рабочий цикл выше.
Например, сварочный аппарат на 140 А указывает, что его рабочий цикл составляет 30 %, но при сварке на 100 А рабочий цикл составляет 60 % или выше.
Портативность аппаратов для сварки электродом
Аппараты для сварки электродом уже достаточно портативны, поскольку им не нужны газовые баллоны.
Когда инверторные сварочные аппараты впервые появились, одним из их основных преимуществ было резкое уменьшение размера и веса. Однако в наши дни даже трансформаторные сварочные аппараты достаточно компактны и портативны.
Если вам важна мобильность, вы можете найти ультрапортативные инверторные сварочные аппараты весом 5 фунтов (2,3 кг).
Какой уровень качества
сборки вам нужен?
Как правило, для начинающих сварочных аппаратов лучшим вариантом будет бюджетный вариант известного производителя.
 Аппарат для сварки электродом – это не такая сложная машина, как аппарат для сварки MIG или TIG. Если производитель относительно известен и имеет надежную репутацию, для электродуговой сварки этого более чем достаточно.
Аппарат для сварки электродом – это не такая сложная машина, как аппарат для сварки MIG или TIG. Если производитель относительно известен и имеет надежную репутацию, для электродуговой сварки этого более чем достаточно. Неправильно покупать сварочный аппарат в ненадежных интернет-магазинах. Эти сварочные аппараты обещают силу тока 200 А+, пока они помещаются на ладони. Если вы измерите их амперметром, вы получите только половину силы тока.
Их OCV также будет слабым, что приведет к плохим результатам с базовыми удилищами. Кроме того, некоторые из этих сварщиков обещают, что они будут работать со сварочными прутьями E6010, но у них нет шансов на это.
Однако худшей особенностью таких сварочных аппаратов является то, что у них может отсутствовать кабель для заземления блока питания. Это чрезвычайно опасно, так как в случае внутренней утечки тока вы наверняка получите удар током.
Другие характеристики, которые следует учитывать перед выбором аппарата для электродуговой сварки
Важным является рабочий (или заземляющий) зажим , который поставляется в комплекте со аппаратом для электродуговой сварки.
 Зажим должен быть достаточно прочным, чтобы поддерживать стабильность и производительность дуги.
Зажим должен быть достаточно прочным, чтобы поддерживать стабильность и производительность дуги.Многие недорогие сварочные аппараты поставляются с дешевым рабочим зажимом. Однако это не является большой проблемой, так как зажим легко заменить на более прочный. Сварочные рабочие (заземляющие) зажимы
Многие сварочные аппараты поставляются с0008 ЖК-экран
, который поможет вам точно установить силу тока. На ЖК-экране также отображаются значения горячего старта и силы дуги, если сварочный аппарат поддерживает эти функции.Наконец, во время сварки на ЖК-дисплее отображается колебание силы тока в зависимости от того, насколько стабильной может быть длина дуги.
ЖК-экран полезен, но не обязателен.
Каковы наиболее распространенные ошибки при выборе сварочного аппарата?
При выборе сварочного аппарата большинство людей совершают следующие ошибки:
- Выбор слишком низкой силы тока, ограничение размеров стержней или слишком высокая оплата за силу тока, которая никогда не будет использована.

- Выбор недорогого сварочного аппарата с низким OCV и отсутствие возможности использования большинства сварочных электродов.
- Приобретение сварочных аппаратов у неизвестных производителей. Эти плохо спроектированные сварочные аппараты будут давать плохие результаты сварки и иметь высокий риск поражения электрическим током или возгорания.
Другие статьи Weldpundit
Почему инверторные сварщики не могут сжигать целлюлозные электроды?
Как идентифицировать металлы для сварки: полное руководство для начинающих.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Включения в сварочном шлаке: как их предотвратить и удалить.
Можно ли держать электрод во время сварки электродом? Когда и как.
Какой сварочный респиратор вам нужен для домашней сварки?
Можно ли сваривать дома? Основные соображения.
Сравнение процессов сварки электродом и порошковой проволокой-S.

Сварочная маска Запотевает? 10 способов предотвратить это.
Трансформатор или инверторный сварочный аппарат: что вам больше подходит?
Электросварочные аппараты используются уже более века. Как и любая другая технология, эти машины усовершенствованы по сравнению с предыдущим десятилетием. Если вы хотите начать гражданскую войну в области сварки, просто задайте вопрос группе специалистов по сварке, что лучше, инверторный или трансформаторный аппарат. Короткий ответ здесь может быть «в зависимости от обстоятельств», но длинным ответом здесь будет оживленная дискуссия о плюсах и минусах, а также конкретных функциях и областях применения оборудования.
Перед многими профессионалами в области сварки стоит очевидный выбор между инверторным и трансформаторным сварочным аппаратом . Тем не менее, выбор сварочных аппаратов должен зависеть от подходящей для данного аппарата ручной работы.
Мы собираем здесь данные и важную информацию о сварочных аппаратах, чтобы вы могли лучше понять, как работают эти машины, чтобы выбрать, какое из них лучше всего соответствует вашим потребностям.
 Теперь поговорим о трансформаторе и инверторном сварочном аппарате : какой из них лучше и почему.
Теперь поговорим о трансформаторе и инверторном сварочном аппарате : какой из них лучше и почему.Инверторный сварочный аппарат Краткий обзор
Как работает инверторный сварочный аппарат?
Здесь принцип заключается в преобразовании переменного тока в более низкое полезное выходное напряжение. Мы можем преобразовать питание 240 В переменного тока в выходное напряжение 20 В постоянного тока, используя пару электронных компонентов для преобразования мощности переменного тока в более низкий полезный постоянный ток.
Традиционный трансформатор в основном зависит от большого трансформатора для управления требуемым напряжением, в то время как инверторный сварочный аппарат может работать, увеличивая частоту источника питания с 50 Гц до 20 000–100 000 Гц.
Это возможно с помощью электронных кнопок для быстрого выключения и включения питания до одной миллионной доли секунды. Таким образом, мы можем контролировать источник питания до того, как он попадет в трансформатор, размер трансформатора может быть значительно уменьшен.

Выдающиеся характеристики
1. Превосходная эффективность
Инверторный сварочный аппарат может быть спроектирован так, чтобы регулировать профиль сварного шва и толщину в соответствии с вашими потребностями. Внешний вид сварного шва значительно улучшается вместе с лучшим качеством сварки. Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при длительной работе. В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность, а также снижает тепловложение.
2. Эффективный и энергосберегающий сварочный аппарат
Эти инверторные сварочные аппараты не только энергоэффективны, но также не нагружают спину и обеспечивают наименьшую стоимость подключения. Они являются идеальной заменой традиционному трансформатору, когда мы рассматриваем выработку тепла и потребление энергии.
Инверторный сварочный аппарат имеет выходную мощность 93% по сравнению с трансформаторными сварочными аппаратами.
 Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.
Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.С ним значительно снижаются потери мощности из-за магнитного сердечника.
3. Система охлаждения
Эти сложные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором. Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин.
4. Стабильность, надежность и выходное напряжение
Традиционные трансформаторные сварочные аппараты используют переменный ток, а приборы не получают постоянного тока и выходной мощности. В этой ситуации этим типам оборудования требуется несколько перезапусков примерно по 100-120 раз в секунду. В отличие от трансформаторных сварочных аппаратов, инверторный сварочный аппарат может не занимать больше времени для выработки тепла.

Эти сварочные аппараты поддерживают постоянный низкий ток во время работы. Он устраняет нестабильность температуры и напряжения, поскольку они обладают свойством защиты от помех. Эти помехи помогают машине выдерживать более низкие изменения температуры и колебания напряжения.
Поскольку сварочный аппарат с трансформатором использует переменный ток, дуга не является постоянной и горит непрерывно. Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
5. Технология IGBT
Этот тип инверторного сварочного аппарата очень быстро набирает мощность благодаря технологии биполярных транзисторов с изолированным затвором. Этот инверторный сварочный аппарат работает в очень быстром темпе и потребляет очень мало энергии в конечной операции.
6. Легкая и компактная модель
Благодаря простой конструкции инверторный сварочный аппарат используется практически везде.
 Эти сварочные аппараты компактны по сравнению с оборудованием трансформаторного типа. Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.
Эти сварочные аппараты компактны по сравнению с оборудованием трансформаторного типа. Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.Компактный дизайн и меньший вес трансформатора делают его удобным. Частота здесь намного выше, чем нужно для рабочей частоты.
Значительное увеличение размера, веса реактора и рабочей частоты в значительной степени сведено к минимуму.
Преимущества инверторного сварочного аппарата
- Экономичность при низком энергопотреблении
- Наилучший контроль над электрической дугой
- Охлаждающий вентилятор защищает его части от нагрева
- Handy and Portable
- Compact and Space Saver
Недостатки сварщика инвертора
- Менее долговечные по сравнению с трансформатором
- Ремонт и обслуживание. Работа?
Эти традиционные сварочные аппараты являются рабочими лошадками с высокой производительностью и требуют питания от сети.
 Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.Сварочный аппарат трансформатора позволяет сварщику выбирать выходной ток, перемещая сердечник обмотки дальше или ближе от вторичной обмотки. Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подход с вторичным токовым выходом. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
Приборы трансформаторного типа обычно экономичны.
Отличительные признаки
В сварочном аппарате трансформаторного типа применяется переменный ток, что в свою очередь приводит к конверсии и увеличению разбрызгивания металла, что сказывается на качестве шва.
КПД трансформатора составляет примерно 80%, так как энергия используется здесь для нагрева утюга прибора. Трансформаторные устройства делятся на бытовые при токе выработки 200 ампер, профессиональные и 1/2 профессиональные до 300 ампер и профессиональные выходят за пределы 300 ампер.

Когда прибор используется в бытовых целях, используется однофазный электрический ток напряжением 220 вольт. Профессиональные, промышленные и экспертные устройства используют 380 вольт в трехфазном токе.
1. Надежность
Надежность и безотказность — наиболее спорный аспект сварочного аппарата. В течение почти 9-10 десятилетий трансформаторные сварщики проводят всесторонние исследования, исследования и разработки для создания надежных, надежных и прочных сварочных аппаратов, в то время как инверторные сварщики привлекают внимание в течение последних 3 десятилетий.
Трансформаторы более надежны и надежны по сравнению с лучшими инверторными сварочными аппаратами. Хотя этот разрыв быстро сокращается в последние несколько лет. Первоначальный кошмар с инверторными сварочными аппаратами 1990 года больше не существует.
2. Возможные ограничения
Поскольку мы следуем тенденции и находим трансформаторные сварочные аппараты более простыми, но надежными, в то время как инверторные сварочные аппараты со встроенными многочисленными функциями менее надежны.

Трансформация может длиться дольше, если они должным образом сохраняются в течение более длительного периода времени. Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами.
Теперь вам решать в соответствии с вашими потребностями, нужен ли вам надежный сварочный аппарат с трансформатором или дополнительные функции, добавленные к инверторному сварочному аппарату. Вы можете оставить инверторный сварочный аппарат в качестве резервного вместе с надежным трансформаторным сварочным аппаратом.
3. Остановка или простой
Многие окружающие ситуации могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, высокие концентрации загрязняющих веществ в воздухе и высокая влажность. Производители пытаются разработать инверторные сварочные аппараты, где эти экологические бедствия больше не влияют на инверторный сварочный аппарат.
Они более подвержены сбоям, и если ваша машина не отремонтирована, ваши ежедневные операции будут приостановлены до тех пор, пока она не будет отремонтирована.
 Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.Ваш сварочный аппарат имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо оценить время простоя сварочного аппарата, который у вас будет. Если преобладает ситуация с воздействием окружающей среды на ваш сварочный аппарат, то лучше выбрать надежный и безотказный выбор, чем универсальный аппарат с множеством функций. В этих условиях лучше всего подходят трансформаторные сварочные аппараты, поскольку они долговечны, надежны и не часто выходят из строя.
4. Область применения и ассортимент
Трансформаторные сварочные аппараты используются почти во всех сферах жизни, где требуется сварка ферритных металлов.
- Используется при прокладке и ремонте трубопроводов
- Сантехнические работы и сварка трубопроводов
- Крепление металлоконструкций на строительной площадке
- Может соединять или накладывать друг на друга два или более листовых материала
Преимущества трансформаторной сварки
007 Низкая начальная стоимость
- Низкое или минимальное обслуживание
- Низкие расходы на бег
- Высоко надежные и надежные
- Хорошо для ремонта фермы
Недостатки сварщика трансформатора
- Агрочная зажигание.

Что вам подходит?
Мы обсуждали, что инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, но эти преимущества могут вам не помочь. Окончательный вердикт о выборе сварочных аппаратов зависит от предпочтений пользователя.
Мы обсудили все мельчайшие детали, чтобы помочь вам учесть ваши требования и определить, что вам больше подходит.
Теперь мы составили список отличий трансформаторных и инверторных сварочных аппаратов с учетом долговечности, веса, стоимости и многих других факторов.
Ниже приведены пункты для рассмотрения.
1. Надежность и долговечность
В силу того, что трансформатор имеет более высокие рабочие циклы, они могут выполнять тяжелые задачи, чем инверторные сварочные аппараты.
 Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.
Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.В настоящее время мы знаем о долговечности сварочных аппаратов трансформаторного типа только потому, что они используются в промышленности в течение достаточно долгого времени для повышения производительности. Одна из особенностей инверторной технологии заключается в том, что она выглядит захватывающей, объединяя множество функций в компактном и легком оборудовании.
2. Цена оборудования
Цена между инвертором и трансформатором остается спорным вопросом. Мы находим, что многие трансформаторные сварщики на начальном этапе являются экономичными.
При более длительном использовании инверторных сварочных аппаратов вы можете сэкономить много денег. Эта стоимость снижается в течение определенного периода времени. Мы обнаружили, что инверторные сварочные аппараты потребляют меньше энергии примерно на 10% от вашего счета за электроэнергию.

Повышенная стабильность дуги приводит к меньшему количеству расходных материалов и сварочных газов. Можно смело сказать, что наш инверторный сварочный аппарат себя окупит.
3. Вес аппарата
Инверторные сварочные аппараты легче по весу по сравнению с трансформаторными сварочными аппаратами. Как правило, они вдвое тяжелее многих трансформаторных сварочных аппаратов. Предположим, вам нужно выполнить свою задачу на большей площади и неподвижной задаче, вы можете сделать выбор сварочного трансформатора.
Если вы собираетесь перемещать сварочный аппарат или работать в ограниченном пространстве, инверторный сварочный аппарат является автоматическим выбором.
4. Прочность и эффективность
Мы заметили, что за последние шесть-семь десятилетий трансформаторные сварочные аппараты прошли большой путь. Премиальное качество сварочных аппаратов имеет привлекательный коэффициент эффективности при сохранении достаточно стабильной дуги.

Большинство инверторных сварочных аппаратов в два раза эффективнее трансформаторных сварочных аппаратов. Инверторный сварочный аппарат потребляет вдвое меньше ампер по сравнению со сварочным аппаратом с трансформатором, чтобы получить такое же напряжение.
Большинство инверторных сварочных аппаратов могут работать от обычных домашних розеток, и нет необходимости покупать генератор или большую розетку на 220 В.
Сварочный инвертор уже довольно давно работает на постоянном токе. У них была гораздо более стабильная дуга, чем у обычных трансформаторных сварочных аппаратов постоянного тока, был доступен единственный единственный вариант сварочного аппарата переменного тока.
В последнее время инверторные сварочные аппараты могут более эффективно использовать как переменный, так и постоянный ток. и может создать более стабильную дугу. Этих причин достаточно, чтобы назвать инверторные сварочные аппараты лучшими за их прочность, стабильность и эффективность.
5.
 Качество сварного изделия
Качество сварного изделия Поскольку мы обсуждаем типы сварочных аппаратов, которые не будут комплектоваться без знания качества дуги и сварных швов. Если вы сварщик, который обычно работает со спокойной сталью, то трансформаторный сварочный аппарат — ваш автоматический выбор.
В мире совершенства сварки, в котором мы живем, нам нужна защита в любом положении и на каждом металле. Инверторные сварочные аппараты — это сияющий камень в этом требовательном мире. Сварочные инверторы можно запрограммировать на выполнение любых задач. Мы видим усиленную работу инверторных сварочных аппаратов MIG и TIG.
Когда-то программное обеспечение было дополнено электроникой, чтобы улучшить возможности сварочного аппарата.
 Средний сварщик может работать с лучшими результатами.
Средний сварщик может работать с лучшими результатами.Когда важны инновации и качество сварки, инверторный сварочный аппарат выиграл гонку. Трансформатор по-прежнему остается отличным выбором для стали.
6. Рабочий цикл сварщика
Инверторный сварочный аппарат обычно имеет более высокий рабочий цикл из-за размера трансформатора. Небольшие части инверторного сварочного аппарата быстро нагреваются, но их гораздо быстрее и легче охлаждать встроенным вентилятором.
В отличие от традиционных сварочных аппаратов с трансформатором, детали крупнее и крупнее, поэтому дольше сохраняют тепло и медленно остывают.
7. Мощность генератора для сварочных аппаратов
Инверторные сварочные аппараты можно легко использовать с небольшими переносными сварочными генераторами. Благодаря этой функции инверторный сварочный аппарат становится более эффективным, поскольку трансформаторная сварочная машина практически не может работать от генераторов.

Опасность сварочных аппаратов при работе на генераторах отдельная тема, но держал в курсе.
8. Удобство использования и производительность
Производительность и удобство использования инверторного сварочного аппарата значительно выше. Лучше всего это можно проиллюстрировать на примере дуговой сварки, где оператору легко работать и получать наилучшие результаты без борьбы с непрерывной стабильной дугой.
Более высокое напряжение холостого хода и такие функции, как сила дуги, защита от прилипания и горячий старт, делают инверторный сварочный аппарат более приемлемым. Это можно сравнить с традиционным сварочным аппаратом, если при сварке тонких материалов инверторный тип может легко справиться с этой задачей.
Инверторный сварочный аппарат со стабильной дугой и неограниченной регулировкой силы тока позволяет значительно снизить мощность. Лист 1,6 листового металла или секций трубы можно легко и контролируемо сваривать.
Как определить IGBT?
IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором».
 IGBT — это быстродействующее коммутационное устройство, используемое во всех сварочных аппаратах для бессварочной сварки, которое упрощает регулирование напряжения.
IGBT — это быстродействующее коммутационное устройство, используемое во всех сварочных аппаратах для бессварочной сварки, которое упрощает регулирование напряжения.Технология MOSFET-транзисторов все еще широко используется в некоторых инверторных сварочных аппаратах. Хотя технология IGBT имеет огромное превосходство над MOSFET. Наиболее важным является то, что IGBT не колеблется в зависимости от мощности генератора и колебаний сети и, таким образом, менее подвержен повреждениям и отказам.
Индикации сварщика -инвертора используют
- в регулируемой и контролируемой среде
- можно использовать для многочисленных базовых металлов
Индикации для сварщика Transformer
- Тот же металл для очень длинного проекта
- Грязная и пыльная среда безвредна для окружающей среды
См. также: Сварка переменным и постоянным током
Что такое дуговая сварка?
Вердикт
Последние 2 десятилетия стали свидетелями быстрой трансформации инверторных сварочных аппаратов.
 Они постоянно улучшаются как по функциональности, так и по стоимости. Это не означает, что трансформаторные сварочные аппараты станут излишними, поскольку они занимают важное место в современной промышленности.
Они постоянно улучшаются как по функциональности, так и по стоимости. Это не означает, что трансформаторные сварочные аппараты станут излишними, поскольку они занимают важное место в современной промышленности.Окончательное решение принимает пользователь, который принимает взвешенное решение с учетом множества факторов.
Словарь Fronius по сварке
Индекс:
А — Е
Ф — Дж
К — П
В — У
В — Я
Новостная рассылка
Index:A — EF — JK — PQ — UV — ZИнформационный бюллетень
Какова ваша задача по сварке?
Добро пожаловать в Вики по сварке!
Уникальная онлайн-энциклопедия Welding Wiki , разработанная Fronius International, существует с ноября 2019 года.
 Цель Wiki — собрать всю необходимую информацию о сварке в одном месте и поделиться ею со всеми заинтересованными лицами. в сварочной технике. Энциклопедия содержит основные термины и определения сварки. Welding Wiki был создан и поддерживается сообществом сварщиков. Чем больше информации мы сможем собрать вместе, тем больше опыта будет доступно другим. Вот почему мы просим вас активно поддерживать проект, чтобы Welding Wiki продолжал расти и развиваться.
Цель Wiki — собрать всю необходимую информацию о сварке в одном месте и поделиться ею со всеми заинтересованными лицами. в сварочной технике. Энциклопедия содержит основные термины и определения сварки. Welding Wiki был создан и поддерживается сообществом сварщиков. Чем больше информации мы сможем собрать вместе, тем больше опыта будет доступно другим. Вот почему мы просим вас активно поддерживать проект, чтобы Welding Wiki продолжал расти и развиваться.
Может быть, вы заметили, что пропущен термин? Какие еще важные определения могут быть полезны другим энтузиастам сварки?
Дайте нам знать!
Свяжитесь с редакторомА
Баланс переменного тока
Баланс переменного тока является функцией сварочной системы. Это относится к синусоиде переменного тока, представленной на графике.
 Положительный участок кривой называется «полупериод очистки»: напротив основного материала очищается зона на краю сварного шва. С другой стороны, «полупериод охлаждения», описывающий отрицательную область кривой, защищает вольфрамовый электрод, предотвращая его плавление. Чем дольше длится полупериод охлаждения, тем лучше условия проникновения.
Положительный участок кривой называется «полупериод очистки»: напротив основного материала очищается зона на краю сварного шва. С другой стороны, «полупериод охлаждения», описывающий отрицательную область кривой, защищает вольфрамовый электрод, предотвращая его плавление. Чем дольше длится полупериод охлаждения, тем лучше условия проникновения.
АккуПокет
AccuPocket — это независимая от сети портативная система электродной сварки, которую также можно использовать для сварки TIG.
Дополнительная информация о AccuPocket
Частота переменного тока
Функция изменения частоты переменного тока при сварке TIG на переменном токе. Этот параметр определяет количество циклов в секунду.

Форма волны переменного тока
При сварке переменным током можно выбирать различные формы волны: синусоидальную, прямоугольную и треугольную, а также смешанную.
волны. Это соответствующим образом изменяет свойства дуги, что отражается, например, на уровне шума.
Аддитивное производство
Все процессы аддитивного производства основаны на одном и том же основном принципе: компонент создается путем соединения объемных элементов друг над другом или вместе слоями (присадочный металл). Исходный материал, который может быть в виде порошка, жидкости или твердого материала (проволока), затвердевает за счет подачи энергии. Таким образом, сложные геометрические формы и компоненты могут быть изготовлены без использования инструментов. В противном случае обычное производство было бы невозможно или было бы очень дорогостоящим.
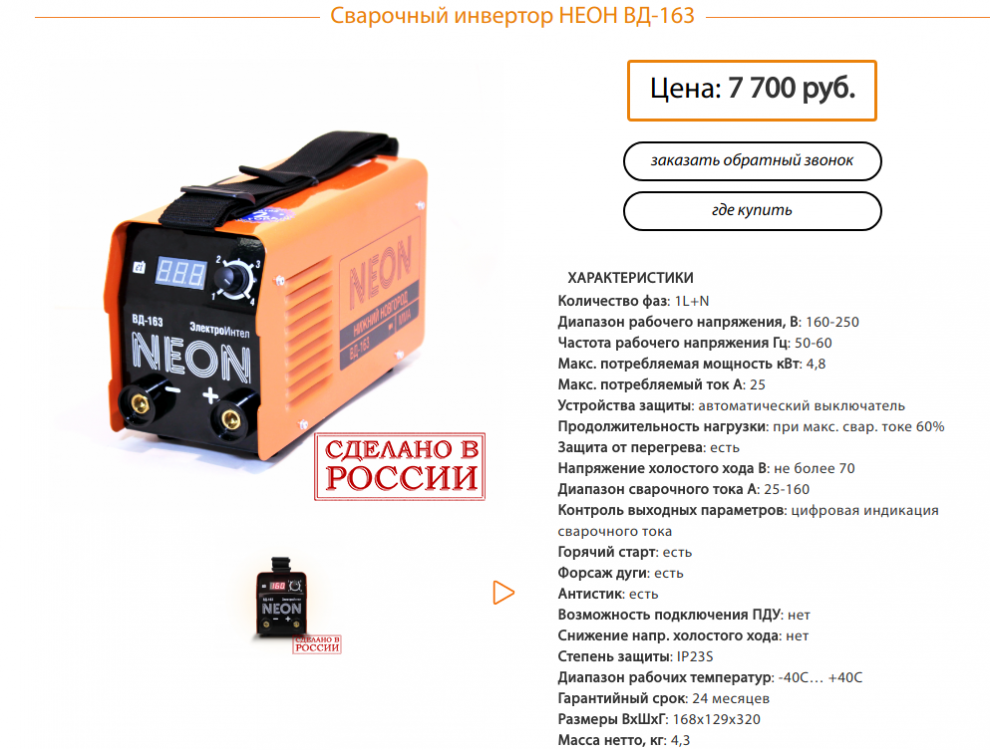
Воздушный зазор
Это технический термин для обозначения расстояния между двумя листами.
Переменный ток
При переменном токе (AC) амплитуда и полярность меняются циклически. Источники сварочного тока работают от однофазной или трехфазной сети переменного тока и обычно подают постоянный ток для сварки. При TIG-сварке алюминия также необходим переменный ток на вторичной стороне, чтобы разрушить оксидную пленку.
Дополнительная информация по сварке переменным током
Алюминий
Это легкий металл серебристо-белого цвета.
 Его отличительными особенностями являются коррозионная стойкость, электропроводность и малый вес.
Его отличительными особенностями являются коррозионная стойкость, электропроводность и малый вес.
Подробнее об алюминии
Анод
По определению, анод — это полюс, принимающий электроны, или полюс, к которому текут электроны. Таким образом, для сварки это всегда положительный полюс.
Арка
Дуга горит во время сварки между электродом и заготовкой. Из-за высоких температур плазмы он плавит основной материал и плавит присадочный металл.
Удар дуги
Дуговой удар описывает неравномерное колебание электрической дуги в нежелательном направлении.
Напряжение разрыва дуги
Относится к сварочным горелкам TIG без курка горелки и стержневых электродов: в обоих процессах процесс сварки завершается поднятием сварочной горелки или электрода с заготовки.
 Необходимое расстояние до заготовки определяется в вольтах заранее напряжением разрыва дуги.
Необходимое расстояние до заготовки определяется в вольтах заранее напряжением разрыва дуги.
Характеристика дуги
Характеристика дуги указывает соотношение между напряжением дуги и током дуги.
Длина дуги
Длина дуги относится к расстоянию между точкой, где дуга касается проволочного электрода, до точки достижения заготовки. Напряжение является характерным размером длины дуги.
АркТиг
ArcTig — это процесс сварки TIG с замочной скважиной. Вольфрамовый электрод охлаждается водой, благодаря чему можно достичь значительно более высоких скоростей сварки, чем при обычной сварке TIG и плазменной сварке.

Подробнее о процессе сварки ArcTig
Дуговая сварка
При дуговой сварке между заготовкой и электродом горит электрическая дуга (сварочная дуга). В зависимости от процесса сварки он может плавиться и одновременно выступать в качестве присадочного металла или быть неплавящимся.
Дополнительная информация по дуговой сваркеБ
Обратная ступенчатая сварка
Это метод сварки, при котором короткие отрезки сварного шва свариваются в направлении, противоположном основному направлению сварки, так что конец отрезка сварного шва перекрывает начало предыдущего шва.

Баланс
Баланс является параметром при сварке алюминия. Это влияет на требуемый эффект очистки и/или на профиль проплавления сварного шва. Во время сварки переменным током сварщик может контролировать соотношение между положительной и отрицательной полярностью.
Базовый ток
Это нижний текущий уровень импульсного цикла. При импульсной сварке TIG-MIG/MAG основной задачей является охлаждение сварочной ванны и поддержание дуги.
Стыковое соединение
Стыковые соединения применяют для соединения деталей, расположенных в одной плоскости, то есть под углом 180 градусов друг к другу.
С
Крышка-шейпинг/колпачок
Колпачок относится к закругленному/расплавленному концу вольфрамового электрода, необходимого для сварки алюминия переменным током.
 Современные сварочные системы имеют функцию автоматического формирования колпака.
Современные сварочные системы имеют функцию автоматического формирования колпака.
Что такое кепка?
Режим формирования крышки
Режим формирования колпачка — это функция сварочной системы, которая подготавливает вольфрамовый электрод к сварке на переменном токе. Вместо обычного наконечника электрод вплавлен в полусферический колпачок.
Катод
Катод является отрицательным полюсом сварочной цепи.
Центральное управление пользователями
Central User Management — это часть программного обеспечения, которое позволяет быстро и легко управлять пользователями и ролями для сварочных систем TPS/i.
 Централизованное управление пользователями приводит к экономии времени до 95% по сравнению с обычным управлением пользователями.
Централизованное управление пользователями приводит к экономии времени до 95% по сравнению с обычным управлением пользователями.
Дополнительная информация о центральном управлении пользователями
Характеристика
Характеристикой источника питания является зависящая от материала и защитного газа комбинация тока и напряжения во всем диапазоне мощностей.
Хромоникелевый сплав (нержавеющая сталь, Cr/Ni, Niro, Inox)
Нержавеющая сталь, также называемая NiRo, относится к легированным сталям с особым уровнем чистоты. NiRo имеет содержание хрома более 10,5%, что придает ему необходимую устойчивость к коррозии и кислоте.
Еще по теме нержавеющая сталь
Кольцевая сварка
При кольцевой сварке два цилиндрических компонента полностью соединяются друг с другом.

Узнайте больше о кольцевой сварке
Наплавка/наплавка
Наплавка, также называемая наплавкой, представляет собой тип покрытия с использованием сварочных процессов. Присадочный металл в виде проволоки или порошка наносится – обычно в качестве покрывающего слоя – для увеличения объема. Здесь используются следующие процессы: наплавка TIG, наплавка GMAW и наплавка CMT.
Дополнительная информация по облицовке
Эффект очистки
Эффект очистки при сварке алюминия означает разрушение слоя оксида алюминия. Этот процесс вызван положительной полярностью вольфрамового электрода (при сварке TIG).
CMT — холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки погружением, при котором подводимая теплота поддерживается на очень низком уровне.
 Благодаря реверсивному движению проволоки процесс СМТ имеет совершенно новый тип отрыва капель. Это приводит к значительному улучшению характеристик дуги переноса погружения.
Благодаря реверсивному движению проволоки процесс СМТ имеет совершенно новый тип отрыва капель. Это приводит к значительному улучшению характеристик дуги переноса погружения.
Узнайте больше о СМТ
СМТ Расширенный
CMT Advanced — это вариант процесса сварки CMT. В фазе короткого замыкания происходит циклическое изменение полярности сварочного тока в сочетании с реверсивным движением проволоки. Эта дополнительная степень свободы позволяет снова уменьшить подводимую теплоту.
Подробнее о CMT Advanced
СМТ пайка+
CMT Braze+ относится к процессу пайки CMT, преимущества которого заключаются в использовании специального газового сопла Braze+.
 Небольшой диаметр выходного отверстия и высокая скорость потока защитного газа играют здесь решающую роль.
Небольшой диаметр выходного отверстия и высокая скорость потока защитного газа играют здесь решающую роль.
Дополнительная информация о CMT braze+
СМТ Микс
CMT Mix сочетает в себе преимущества погружной дуги CMT и импульсной дуги. В зависимости от рабочей точки и поправок между циклами СМТ устанавливается несколько импульсов. Подводимая теплота может быть увеличена, а окно процесса расширено. Для устройств поколения TPS «CMT MIX» называется «CMT PULSE».
Дополнительная информация о CMT Mix
CMT Mix Продвинутый
Этот вариант процесса CMT состоит из отрицательной фазы CMT с реверсивным движением проволоки (EN) и положительной импульсной фазы дуги с непрерывной подачей проволоки (EP).
 С помощью этой комбинации могут быть достигнуты технологические преимущества, особенно на алюминии.
С помощью этой комбинации могут быть достигнуты технологические преимущества, особенно на алюминии.
Дополнительная информация о CMT Pulse Advanced
Наплавка CMT (наплавка CMT)
Наплавка методом CMT дает преимущества благодаря уменьшенному подводу тепла и высокой стабильности процесса. CMT допускает слабое плавление, когда существует металлургически идеальная связь между основным материалом и присадочным металлом.
Дополнительная информация о наплавке
Штифт CMT
С помощью CMT Pin маленькие проволочные штифты привариваются к металлической поверхности.
 В зависимости от уровня тока и силы, приложенной во время втягивания проволоки, создаются различные формы «Шар», «Цилиндр» и «Щука».
В зависимости от уровня тока и силы, приложенной во время втягивания проволоки, создаются различные формы «Шар», «Цилиндр» и «Щука».
Дополнительная информация о контакте CMT
СМТ Твин
CMT Twin — это процесс тандемной сварки MIG/MAG, основанный на процессе CMT, при котором два полностью изолированных проволочных электрода соединяются в общей сварочной ванне. Комбинация короткой импульсной дуги для «ведущего электрода» и стабильной дуги переноса погружения CMT для «заднего электрода» является здесь выгодной.
Дополнительная информация о CMT Twin
Коррозия
Коррозия описывает реакцию материала с окружающей средой, которая вызывает измеримые изменения в материале и может ухудшить функционирование компонента или системы.
 В металлах химическая коррозия особенно значительна. Наиболее известным видом химической коррозии металлов является ржавчина, то есть окисление железа.
В металлах химическая коррозия особенно значительна. Наиболее известным видом химической коррозии металлов является ржавчина, то есть окисление железа.
Трещины
Трещины – это дефекты сварных швов, возникающие под действием растягивающих напряжений. Двумя основными группами являются холодные и тепловые трещины.
Трещина кратера
Кратерные трещины возникают, когда кратер не заполняется до того, как погаснет сварочная дуга. Это приводит к тому, что внешние края кратера остывают быстрее, чем кратер. Это создает напряжения, которые могут привести к продольным расколам, поперечным или радиальным трещинам.
Кратерное термоусадочное отверстие
Усадочное отверстие кратера представляет собой полусферическое отверстие в конце сварного шва.
 Это происходит, когда концевой кратер не заполнен должным образом.
Это происходит, когда концевой кратер не заполнен должным образом.Д
Напряжение постоянного тока
Напряжение постоянного тока — это электрическое напряжение, полярность которого не меняется.
Дегазация
Дегазация относится к выделению газов из жидкого материала в процессе сварки.
Размагничивание
Каждый объект, через который протекает ток, создает электромагнитное поле. Размагничивание — это процесс, используемый для разрушения электромагнитного поля.
Скорость осаждения
Скорость наплавки показывает, сколько присадочного металла расплавляется за определенный период времени (кг/ч).
 Более высокая скорость наплавки увеличивает скорость сварки и производительность. На увеличение могут влиять различные параметры: параллельное использование нескольких сварочных проволок или применение специальных комбинаций защитных газов, порошковых проволок, параметры сварки. Во время сварки TIG скорость наплавки можно увеличить, используя горячую проволоку. Для этого требуется дополнительная сварочная система.
Более высокая скорость наплавки увеличивает скорость сварки и производительность. На увеличение могут влиять различные параметры: параллельное использование нескольких сварочных проволок или применение специальных комбинаций защитных газов, порошковых проволок, параметры сварки. Во время сварки TIG скорость наплавки можно увеличить, используя горячую проволоку. Для этого требуется дополнительная сварочная система.
Идентификатор устройства
Идентификатор устройства можно рассматривать как функцию безопасности DeltaSpot и DeltaCon. Он расположен на плате датчиков непосредственно на пистолете. Все данные, связанные с оружием, хранятся на нем в целях идентификации. Это, среди прочего, для предотвращения повреждения системы или компонента.
Дуга переноса погружения
Погружная дуга представляет собой короткозамкнутую дугу малой мощности.
 Он подходит для сверхтонкой листовой стали, корневого прохода и сварки в положении.
Он подходит для сверхтонкой листовой стали, корневого прохода и сварки в положении.
Дуга LSC
Постоянный ток
Постоянный ток (DC) — это электрический ток, сила тока и полярность которого не меняются.
Расстояние от контактного наконечника до заготовки
«Расстояние от контактного наконечника до заготовки» — это еще один технический термин, обозначающий «выступ» или «свободный конец проволоки». Он также описывает расстояние между контактным наконечником и заготовкой.
Двойной угловой шов
Двойной угловой шов представляет собой Т-образный сварной шов, сваренный с двух сторон.

Вниз по склону
Период времени, необходимый для снижения от заданного основного тока до конечного тока во время сварки TIG.
Рабочий цикл
Отношение длительности импульса к длительности базового тока при заданной частоте импульсов. Когда рабочий цикл увеличивается, базовый ток увеличивается. Таким образом, сварочная ванна становится более горячей, что положительно влияет на проплавление.
Динамическая коррекция
Динамическую коррекцию можно использовать для управления текущим поведением увеличения.
Е
Эффективность
Эффективность описывает соотношение между входной мощностью и выходной мощностью.
 Примеры включают электрический КПД системы сварки или тепловой КПД дуги.
Примеры включают электрический КПД системы сварки или тепловой КПД дуги.
Электрический ток
Электрический ток представляет собой направленное движение отрицательно заряженных носителей заряда (электронов). Единицей измерения является ампер (А). Символ формулы I описывает количество тока, протекающего по линии в течение заданного периода времени. Для того, чтобы ток мог течь, ему требуется электрическое напряжение.
Электрическое сопротивление
Электрическое сопротивление показывает, насколько электроны замедляются при протекании электрического тока. Его символ формулы — R, а единица измерения — ом (Ом).
Электрическое напряжение
Разность электрических потенциалов называется напряжением и находится между положительным и отрицательным полюсами.
 Символом формулы для электрического напряжения является U, а единицей измерения является вольт (В).
Символом формулы для электрического напряжения является U, а единицей измерения является вольт (В).
Электрод/стержневой электрод
Стержневой электрод представляет собой металлический стержень с покрытием, который используется для электродной сварки. Он действует одновременно и как проводник дуги, и как присадочный металл. Различают основное (B), рутиловое (R) и целлюлозное (Cel) типы покрытий.
Узнайте больше об электродах
Держатель электрода
Защищает стержневой электрод при ручной сварке и позволяет передавать ток на электрод.
Типы электродов
Стержневые электроды для сварки изготавливаются из различных материалов и с различными покрытиями.
 Наиболее распространены электроды с рутиловым (R), основным (B) и целлюлозным (Cel) покрытием.
Наиболее распространены электроды с рутиловым (R), основным (B) и целлюлозным (Cel) покрытием.
Узнайте больше о типах электродов
Электродная сварка (РДС, ручная дуговая сварка, сварка стержневым электродом)
Электродная сварка является старейшим вариантом дуговой сварки. Дуга горит между заготовкой и покрытым стержневым электродом, который, расплавляясь в процессе, одновременно выступает в роли присадочного металла.
Еще по теме электродная сварка
Конечный кратер
В конце процесса сварки мощность сварки быстро снижается. Сварочная ванна остывает от края к центру. Расплавленная масса, еще жидкая, не имеет силы и распределяется между фронтами затвердевания.

Результат: В середине образовался так называемый концевой кратер.
Практический совет: В конце процесса сварки медленно уменьшайте сварочный ток, перемещайте сварочную горелку вперед-назад или по кругу, пока кратер не заполнится полностью.
ЕН ИСО 1090
EN ISO 1090 — это европейский стандарт для конструкционных стальных и алюминиевых компонентов, который распространяется на всех производителей, дистрибьюторов и поставщиков. С 01.07.2014 конструкционные стальные и алюминиевые конструкции могут быть выведены на рынок Европы только в том случае, если они соответствуют этой серии стандартов и имеют маркировку СЕ. Перед маркировкой CE компоненты подвергались самоконтролю со стороны производителя (заводской производственный контроль), который затем должен был заполнить декларацию о характеристиках для гарантированных свойств компонента.

Ф
Угловой шов
Угловой сварной шов является наиболее распространенным сварным швом и обычно встречается на тавровом и нахлесточном соединениях.
Окончательный ток
Текущее значение в соответствии с заданным наклоном вниз для контролируемого завершения процесса сварки и предотвращения перегрева основного материала в конце сварного шва.
Формовка
Формовка в первую очередь относится к методу, используемому при сварке TIG для защиты части сварного шва, обращенной в сторону от вольфрамового электрода, от окисления / закалки. При сварке труб они продуваются изнутри газом (см. рисунок: формовочный газовый баллон).
 При сварке листов нижняя сторона продувается газом.
При сварке листов нижняя сторона продувается газом.
Фрониус Эксплорер
Это программное обеспечение на базе Windows для мониторинга процессов цифровых серий TPS и MagicWave. Документирование сварочных данных, визуализация, архивирование и настройка параметров на ПК.
Фьюжн
Плавление указывает процентное содержание смеси основного материала с нанесенным наплавленным слоем (например, сталь со сплавом на основе никеля).
Г
Подача газа после сварки
Контролирует время подачи газа после завершения сварки. Это предотвращает потускнение и окисление в концевой области кратера.
Предварительная подача газа
Предварительная подача газа — это способ получить лучшее покрытие защитным газом в начале сварки.
 Здесь определяется фиксированный период времени, в течение которого газовый электромагнитный клапан должен открываться перед началом сварки.
Здесь определяется фиксированный период времени, в течение которого газовый электромагнитный клапан должен открываться перед началом сварки.
Наплавка GMAW
Для наплавки применяют газовую дуговую наплавку. Слой защиты от износа наносится на основной корпус методом сварки MIG. Характерной чертой этого является низкое проплавление, низкое плавление и низкое содержание феррита в первом слое сварного шва.
Раздолбай
При строжке металл расплавляется специальным угольным электродом. Жидкий материал продувается потоком сжатого воздуха. Могут быть выполнены соединения, удалены дефектные сварные швы, отрезаны резервные швы или прорезаны очень толстые куски металла. Здесь необходим специальный электрододержатель со встроенной подачей сжатого воздуха (см.
 рисунок).
рисунок).
Кабель заземления
Кабель заземления является обратным кабелем сварочного контура. Он закреплен на компоненте.
Заземляющий зажим
Заземляющий зажим представляет собой быстроразъемное механическое соединение между заготовкой и кабелем обратного тока в сварочной цепи.
Х
Зона термического влияния (ЗТВ)
Зона термического влияния возникает при сварке и включает в себя участок материала вблизи сварного шва, в котором с помощью металлографических исследований могут быть обнаружены структурные изменения, связанные с процессом сварки. Эти изменения сказываются и на свойствах материала, поэтому сварщик стремится к минимально возможной ЗТВ.
 Это достигается за счет низкого подвода энергии, т. е. максимально концентрированного подвода тепла при высокой скорости сварки, например, при лазерной сварке.
Это достигается за счет низкого подвода энергии, т. е. максимально концентрированного подвода тепла при высокой скорости сварки, например, при лазерной сварке.
Подводимая теплота
Подвод тепла относится к энергии, которая вводится в компонент во время сварки. Подвод тепла рассчитывается на основе подводимой электроэнергии на сварной шов, уменьшенной на общий КПД. Единицей измерения является килоджоуль на сантиметр (кДж/см).
Высокочастотное зажигание (HF зажигание)
При сварке TIG дуга обычно зажигается бесконтактно. Здесь для зажигания используется временно подключенный источник высокого напряжения – это называется высокочастотным зажиганием.
Дополнительная информация о высокочастотном зажигании
Высокопроизводительная сварка
Термин высокопроизводительная сварка обычно используется при скорости подачи проволоки 15 метров в минуту (при диаметре проволоки 1,2 мм) или скорости наплавки 8 кг в час.
 При использовании нескольких проволочных электродов скорость осаждения увеличивается (см. рисунок).
При использовании нескольких проволочных электродов скорость осаждения увеличивается (см. рисунок).
Горячая проволока
Процесс сварки горячей проволокой позволяет повысить производительность и качество наплавки (наплавки).
я
Инертный газ
Инертные газы — это нереакционноспособные благородные газы. Они используются при сварке металлов в среде инертного газа (MIG) и вольфрамовой сварке в среде инертного газа (WIG). К инертным газам относятся аргон, гелий и их смеси.
Дополнительная информация об инертных защитных газах
Внутренний контроль
Для внутреннего управления используются характеристики постоянного напряжения или слегка падающие характеристики.
 В результате при изменении сварочного тока напряжение практически не изменяется или не изменяется вообще. Внутренний контроль повышает стабильность процесса даже при изменении расстояния между сварочной горелкой и заготовкой.
В результате при изменении сварочного тока напряжение практически не изменяется или не изменяется вообще. Внутренний контроль повышает стабильность процесса даже при изменении расстояния между сварочной горелкой и заготовкой.
Промежуточная дуга
Промежуточная дуга характеризуется крупнокапельным, короткозамкнутым переносом капель. К преимуществам можно отнести позиционную свободу и относительно глубокое проникновение. Однако, напротив, наблюдается повышенное разбрызгивание.
Интервальный режим
В интервальном режиме можно установить как время дуги, так и время паузы.
Инвертор
Инвертировать означает преобразовывать.
 Это касается преобразования постоянного тока в переменный ток и наоборот. В случае инверторного источника питания трансформатор приводится в действие очень высокой частотой, благодаря чему объем трансформатора может быть очень низким. Это снижает вес, а источник питания становится мобильным. В дополнение к постоянному току инверторы также могут генерировать синусоидальный и прямоугольный переменный ток для особых требований.
Это касается преобразования постоянного тока в переменный ток и наоборот. В случае инверторного источника питания трансформатор приводится в действие очень высокой частотой, благодаря чему объем трансформатора может быть очень низким. Это снижает вес, а источник питания становится мобильным. В дополнение к постоянному току инверторы также могут генерировать синусоидальный и прямоугольный переменный ток для особых требований.
IP рейтинг
Аббревиатура IP расшифровывается как International Protection и также называется классом защиты. Он определяет защиту электрооборудования от проникновения посторонних предметов и воды, а также их ударопрочность.
Дж
ДжобМастер
Сварочная горелка JobMaster со встроенным цифровым дисплеем позволяет сварщику изменять и проверять параметры сварки на рукоятке сварочной горелки.

Присоединение / процесс присоединения
В технологии производства согласно DIN 8580 соединение – это неразъемное соединение двух или более материалов. Некоторые из наиболее важных процессов соединения включают сварку, пайку, склеивание, клепку и завинчивание.
л
Отсутствие сплавления
Непровар возникает при отсутствии надежного соединения металла шва с основным материалом или при многопроходной сварке.
Соединение внахлестку
Соединение внахлест — это сварное соединение, при котором несколько деталей лежат (параллельно) друг над другом и перекрывают друг друга, при этом одна заготовка выступает за другую.

Лазерныйгибрид
Сварка LaserHybrid сочетает в себе процесс лазерной сварки и сварки MIG. Характерными особенностями являются глубокое проплавление, высокая скорость сварки и низкое тепловложение.
Подробнее о продукте LaserHybrid
Линии силы
Компоненты, которые в основном подвергаются динамическим нагрузкам, нуждаются в однородных переходах сварных швов (линии действия силы), чтобы избежать эффекта надреза.
Сварка продольного шва
При сварке продольным швом детали соединяются друг с другом по длине.

Еще по теме сварки продольных швов
Понижающий/промежуточный ток
Временное увеличение/уменьшение сварочного тока посредством контролируемого изменения на кнопке горелки установленного значения.
ЛСК
Контроль низкого уровня разбрызгивания (LSC) представляет собой дугу с пониженным разбрызгиванием и ранним обнаружением разрыва короткого замыкания и соответствующей реакцией.
Узнайте больше о процессе LSC
ЛСК Продвинутый
Процесс LSC Advanced характеризуется ускоренным падением тока, которому способствует электронный переключатель в сварочной цепи.
 Результатом являются улучшенные свойства сварного шва с повышенной индуктивностью.
Результатом являются улучшенные свойства сварного шва с повышенной индуктивностью.
Узнайте больше о LSC AdvancedМ
MagicWave
MagicWave представляет собой полностью оцифрованную серию TIG и может использоваться как с переменным током (AC), так и с постоянным током (DC). Оператор может адаптировать формы сигналов к различным условиям.
Дополнительная информация о продукте MagicWave
Магнитная дуга
Каждый металлический предмет, через который протекает ток, создает электромагнитное поле. Это магнитное поле может отклонить электрическую дугу и вызвать дефекты сварного шва.
 Большие массы стали притягивают электрическую дугу.
Большие массы стали притягивают электрическую дугу.
Основной ток
Регулируемый сварочный ток.
Ручная сварка
Ручная сварка — это процесс ручного соединения для получения неразъемных металлических соединений.
Еще по теме ручной сварки
Механические свойства
Механические свойства основного материала или сварного соединения служат основой для статического расчета несущих конструкций. Они имеют решающее значение для выбора основного материала и присадочных металлов, которые будут использоваться. К механическим свойствам относятся: твердость, предел прочности при растяжении, энергия удара, ударная вязкость и т.
 д.
д.
Механическая сварка
Механическая сварка представляет собой механизированный процесс соединения. Среди прочего, это предполагает использование тележек или роботов.
Подробнее о механической сварке
Сварка МИГ/МАГ
Сварка металла в среде инертного газа (MIG) и сварка металла в активном газе (MAG) являются вариантами дуговой сварки металлом в среде защитного газа (MSG). Здесь бесконечный проволочный электрод плавится под крышкой защитного газа. Сварка MIG/MAG характеризуется широким спектром применения и высокой экономической эффективностью.
Подробнее о сварке MIG/MAG
Несоосность
Это технический термин, описывающий отклонение от точности, например, между двумя листами.

Многопроцессные сварочные системы
Многопроцессные сварочные системы относятся к источникам сварочного тока, в которых доступны стандартные процессы сварки, такие как MIG/MAG, SMAW и TIG.
Система многошовной сварки TransSteel 2200
Источник питания с несколькими напряжениями
Многовольтные источники питания могут подключаться к электрическим сетям с разным уровнем напряжения. Доступны однофазные и трехфазные источники питания с несколькими напряжениями.
О
Напряжение холостого хода
Это напряжение, которое прикладывается к сварочным муфтам перед сваркой, например, при воспламенении стержневого электрода.
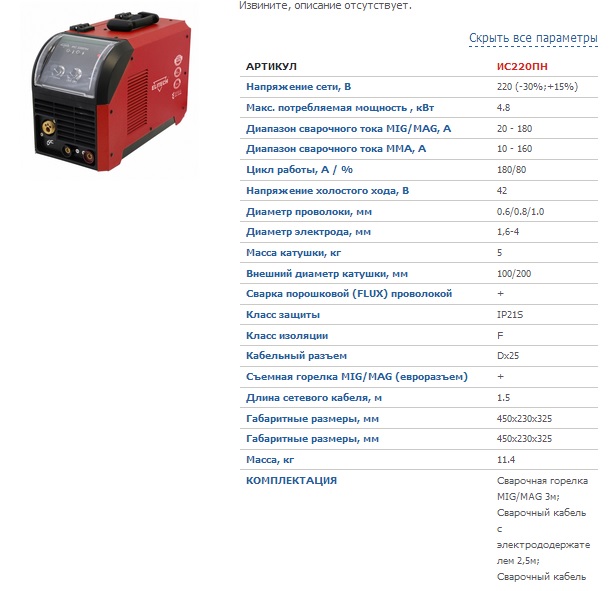
Рабочая точка
Рабочая точка — это точка пересечения характеристик источника питания и характеристик физической дуги.
Орбитальная сварка
Орбитальная сварка — это механизированный процесс сварки, при котором дуга направляется машиной и без прерывания вокруг труб или других круглых предметов.
Узнайте больше об орбитальной сварке
Дегазация
Дегазация относится к выходу газов из жидкого или твердого материала в процессе сварки.
Наплавка/наплавка
Наплавка, также называемая наплавкой, представляет собой тип покрытия с использованием сварочных процессов.
 Присадочный металл в виде проволоки или порошка наносится – обычно в качестве покрывающего слоя – для увеличения объема. Здесь используются следующие процессы: наплавка TIG, наплавка GMAW и наплавка CMT.
Присадочный металл в виде проволоки или порошка наносится – обычно в качестве покрывающего слоя – для увеличения объема. Здесь используются следующие процессы: наплавка TIG, наплавка GMAW и наплавка CMT.
Дополнительная информация по облицовке
Оксидная пленка
Алюминий образует защитный слой, который называется оксидной пленкой. Оксидная пленка оказывает разрушающее действие при сварке и должна разрушаться. Это делается во время сварки TIG на переменном токе (AC). Температура плавления оксидной пленки составляет приблизительно 2100°C, в отличие от алюминия, температура плавления которого составляет приблизительно 660°C в зависимости от сплава.
Оксидное образование
Поверхностное образование отложений называется образованием оксидов.
 Это происходит особенно при производстве стали или в незначительной степени в случае плохого покрытия защитным газом.
Это происходит особенно при производстве стали или в незначительной степени в случае плохого покрытия защитным газом.Р
PCS — дуга распыления с импульсным управлением
Характеристика PCS (Pulse-Controlled Spray Arc) представляет собой модифицированную импульсную дугу, которая переходит в диапазон более высокой мощности при короткой дуге распыления. Динамическая коррекция позволяет наложить профиль импульса на дугу распыления. Результатом является процесс сварки с высокой скоростью наплавки, глубоким проплавлением, меньшим тепловложением и малым разбрызгиванием.
Узнайте больше о ПКС
Проникновение
Проникновение относится к глубине расплавленной зоны в основном материале.

Фазовая синхронизация
Синхронизация двух источников питания для одновременной сварки TIG с обеих сторон, в том числе на переменном токе.
Пинч-эффект
В сварочной технике термин пинч-эффект относится к отрыву капли на конце проволоки, вызванному эффектом магнитного сжатия из-за больших токов.
Плазменная сварка
При плазменной сварке сварочная или основная дуга горит между вольфрамовым электродом и заготовкой, как и при сварке TIG. Кроме того, сжатый плазменный газ действует как фактор, определяющий процесс. Он определяется диаметром сопла, количеством плазмообразующего газа и потоком плазмы.
 Различают микроплазму, мягкую плазму и плазму замочной скважины. По сравнению с процессом TIG можно достичь более высокой скорости сварки, более узкого внешнего вида сварного шва и более глубокого проплавления.
Различают микроплазму, мягкую плазму и плазму замочной скважины. По сравнению с процессом TIG можно достичь более высокой скорости сварки, более узкого внешнего вида сварного шва и более глубокого проплавления.
Узнайте больше о плазменной сварке
PMC — Импульсное мультиуправление
Все дальнейшие разработки в области импульсной дуги реализованы компанией Fronius в пакете характеристик Pulse Multi Control (PMC). В настоящее время это включает в себя дополнительные управляющие переменные и стабилизаторы, а также различные характеристики, облегчающие работу пользователя.
Узнайте больше о ЧВК
Порообразование
Порообразование относится к газовым включениям в сварном шве.
 Порообразование является дефектом сварки, вызванным загрязнением или недостаточным покрытием защитным газом.
Порообразование является дефектом сварки, вызванным загрязнением или недостаточным покрытием защитным газом.
Источник питания
Функция источника сварочного тока заключается в преобразовании высокого входного напряжения в низкое сварочное напряжение и высокий сварочный ток. Существуют разные типы моделей, из которых в основном зарекомендовали себя инверторы управляемого типа.
Характеристика источника питания
Характеристикой источника питания является зависящая от материала и защитного газа комбинация тока и напряжения во всем диапазоне мощностей.
Предварительный нагрев
При предварительном нагреве компоненты нагреваются, а затем поддерживаются при определенной температуре, чтобы влиять на скорость охлаждения во время сварки.

Защита от сварочного дыма
Сварка на открытом воздухе, если это возможно. Удалите сварочный дым у его источника, используя систему удаления сварочного дыма (стационарную или мобильную) и/или вытяжку на горелке (MIG/MAG или TIG). Сварочные маски с подачей свежего воздуха, такие как Vizor Air, обеспечивают дополнительную защиту от сварочного дыма.
Импульсная дуга
При сварке импульсными дугами происходит переключение с базового тока на импульсный. Здесь задаются частота и длительность импульса. Это вызывает пинч-эффект, который обеспечивает перенос капель без короткого замыкания во всем диапазоне мощностей.
Частота импульсов
Указывает, сколько импульсов генерируется в секунду (Гц).

Р
Точечная сварка сопротивлением
Принцип контактной точечной сварки основан на силе тока, сопротивлении и времени. При максимальном сопротивлении материал плавится. Благодаря высокому контактному давлению, создаваемому силой электрода, детали свариваются друг с другом в точках их соприкосновения.
Подробнее о контактной точечной сварке
Зажигание с обратной полярностью (RPI)
Зажигание с обратной полярностью — это изменение полярности вольфрамового электрода на положительный полюс в фазе зажигания для достижения более точного и стабильного зажигания.
Выравнивание П/Л
R означает сопротивление в мОм (миллиомах), L — индуктивность в мкГн (микрогенри).
 Выравнивание сопротивления сварочного контура и индуктивности сварочного контура является функцией сварочной системы. Это компенсирует потери при использовании длинных шланговых пакетов или заземляющих кабелей. Это позволяет достичь стабильных и оптимальных результатов сварки.
Выравнивание сопротивления сварочного контура и индуктивности сварочного контура является функцией сварочной системы. Это компенсирует потери при использовании длинных шланговых пакетов или заземляющих кабелей. Это позволяет достичь стабильных и оптимальных результатов сварки.
Роботизированная сварка
При роботизированной сварке промышленный робот направляет сварочную горелку по заранее запрограммированной траектории.
Еще по теме роботизированной сварки
Стержневой электрод / электрод
Стержневой электрод представляет собой металлический стержень с покрытием, который используется для электродной сварки.
 Он действует одновременно и как проводник дуги, и как присадочный металл. Различают основное (B), рутиловое (R) и целлюлозное (Cel) типы покрытий.
Он действует одновременно и как проводник дуги, и как присадочный металл. Различают основное (B), рутиловое (R) и целлюлозное (Cel) типы покрытий.
Узнайте больше об электродах
Корневой проход
Корневой проход относится к первому валику, который вводится в соединение при многопроходной сварке. Для этой цели компания Fronius предлагает специальные характеристики с характеристикой ROOT.
Входная и выходная пластины
Это металлические детали, которые крепятся непосредственно к заготовке перед началом сварного шва и в конце сварного шва. Это обеспечивает полное проплавление от начала сварного шва до конца, не вызывая повторного образования сварных швов и образования кратеров на конце.
С
Защитный газ
Под защитным газом понимается газ или газовая смесь, предназначенная для подавления воздуха в земной атмосфере при сварке.
 Защитные газы влияют на форму проплавления, проплавление и скорость сварки и требуют соответствующих характеристик при сварке MIG/MAG.
Защитные газы влияют на форму проплавления, проплавление и скорость сварки и требуют соответствующих характеристик при сварке MIG/MAG.
Короткое замыкание
Если во время сварки MIG/MAG проволочный электрод или во время SMAW стержневой электрод ударяется о поверхность материала, это вызывает короткое замыкание. Это необходимо преодолеть в начале сварки и разрушить во время непрерывной сварки с помощью обработки коротким замыканием.
Шлак
Стержневые электроды имеют покрытие, которое плавится в дуге и частично испаряется. Образует защитные газы и шлак. Шлак защищает металл шва от атмосферы и быстрого охлаждения, покрывает сварной шов и после остывания должен быть удален. Некоторые проволоки с флюсовым сердечником содержат сварочный порошок, который также образует шлак при плавлении.

Шлаковые включения
Шлаковые включения представляют собой дефекты сварного шва, вызванные неподвижными включениями, состоящими из остатков шлака, не вымытых на поверхность. Они влияют на прочность соединения.
Умный менеджер
Smart Manager — это веб-сайт сварочной системы TPS/i. Он децентрализован и поставляется с WeldCube Light и Basic. Вы можете управлять своей сварочной системой с помощью Smart Manager.
Сглаживающий дроссель
Сглаживающий дроссель замедляет скорость нарастания тока. Для ступенчатых сварочных систем это змеевик с разным отводом дросселя. Здесь непосредственно затрагиваются свойства сварки, такие как зажигание дуги, обработка случаев короткого замыкания и повреждений.

переменный ток
переменный ток
Мягкий пуск
Контактное зажигание при сварке TIG. Зажигание происходит при касании вольфрамового электрода с заготовкой.
Время точечной сварки
Установите значение времени точечной сварки в режиме точечной сварки. Соответствует фактическому времени дуги.
Распылительная дуга
Дуга распыления представляет собой тип дуги с переносом капель без короткого замыкания. Он характеризуется высокой силой тока и высокой скоростью осаждения. Этот тип дуги используется для более толстых материалов.
Пусковой ток
Текущее значение в начале сварки для «щадящего» начала и, таким образом, контролируемого подвода тепла к заготовке.
 В то же время это защищает вольфрамовый электрод от высоких нагрузок в начале сварки.
В то же время это защищает вольфрамовый электрод от высоких нагрузок в начале сварки.
Круто падающие характеристики
При сварке стержневыми электродами и TIG важно поддерживать сварочный ток как можно более постоянным, даже при изменении расстояния между электродом и заготовкой. Это достигается за счет так называемых падающих характеристик источника питания, при которых сила тока (ампер) не изменяется, а напряжение (вольт) повышается/падает из-за изменения расстояния.
Торчать
Технический термин, описывающий расстояние между контактным наконечником и заготовкой. Его также называют «свободным концом провода».
Синхронная сварка
Это технический термин из области сварки TIG.
 Два сварщика соединяют заготовку синхронно с обеих сторон необходимого стыка. Эта практика в основном используется при строительстве трубопроводов, т. Е. Для кольцевой сварки.
Два сварщика соединяют заготовку синхронно с обеих сторон необходимого стыка. Эта практика в основном используется при строительстве трубопроводов, т. Е. Для кольцевой сварки.
Синергетическая сварка
Синергетический режим — это работа с одной кнопкой источника сварочного тока. Здесь сварочный ток, сварочное напряжение и устройство подачи проволоки объединены в единое целое. Эта функция помогает пользователю очень быстро и легко добиться желаемого результата сварки.
Т
ТАС
Во время прихватки с TAC импульсная дуга TIG вызывает движение жидкой сварочной ванны. Это приводит к ускоренному слиянию элементов и, следовательно, к более короткому процессу прихватки.
Прихватка
Прихватка относится к соединению компонентов до фактического процесса сварки.
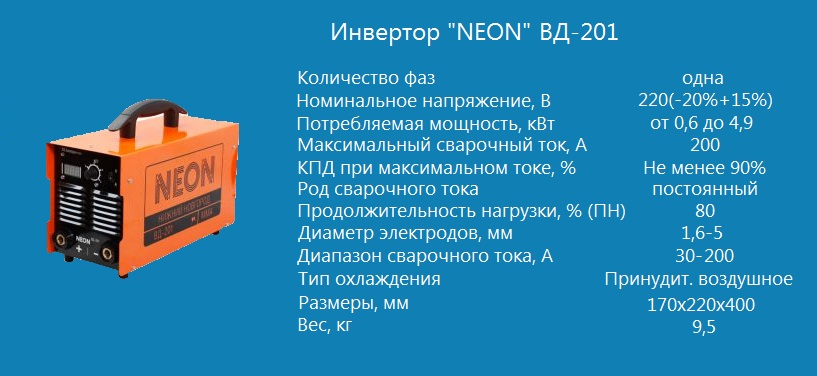
Тандемная сварка
При тандемной сварке два полностью изолированных проволочных электрода расплавляются в сварочной горелке и общей сварочной ванне. Этот процесс обеспечивает особенно высокую скорость наплавки, которая может быть преобразована в скорость сварки или объемное заполнение. Этот процесс сварки известен в компании Fronius под торговой маркой TWIN.
Температурные цвета
Цвета закалки — это поверхностные, яркие окраски металлов, обычно вызванные термическим подводом тепла и окислением. Этого можно избежать, используя различные формовочные и защитные газы.
Теплопроводность
Теплопроводность — это показатель материала, который описывает, насколько хорошо материал проводит тепло.
 Материалы с высокой теплопроводностью плохо поддаются сварке и требуют специальной подготовки к началу сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь).
Материалы с высокой теплопроводностью плохо поддаются сварке и требуют специальной подготовки к началу сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь).
Процессы термического соединения
Процессы термического соединения относятся к соединению материалов путем нагревания и/или применения силы. К ним относятся сварка прессованием и сварка плавлением.
ТИГ переменного тока
Это сварка TIG с использованием переменного тока, при котором полярность электрода быстро меняется с положительной на отрицательную. Он в основном используется при сварке алюминия.
Комфортная остановка TIG
Остановка процесса сварки без кнопки горелки кратковременным подъемом и опусканием электрода.

Контактное зажигание TIG
При обычном контактном зажигании TIG вольфрамовый электрод отрывается от заготовки. Затем выполняется заданная последовательность начала сварки.
ТИГ DC
Сварка TIG постоянным током, где полярность электрода отрицательная на протяжении всего процесса сварки. В исключительных случаях также можно использовать DC plus.
Наплавка ВИГ
Наплавка вольфрамовым электродом в среде инертного газа универсальна и идеально подходит для наплавки высоколегированных металлов и сталей. Процесс сварки обеспечивает высококачественные поверхности, чистые и точные, с небольшим количеством брызг.
Бесконтактное зажигание TIG (ВЧ зажигание)
При сварке TIG дуга зажигается бесконтактным способом.
 Здесь используется источник высокого напряжения, который временно подключен к высокой частоте и малой мощности.
Здесь используется источник высокого напряжения, который временно подключен к высокой частоте и малой мощности.
TIG-сварка
Сварка вольфрамовым электродом в среде инертного газа — это процесс сварки в среде защитного газа. Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой.
Узнайте больше о сварке TIG
Процесс ВРЕМЯ
ВРЕМЯ означает переданную ионизированную расплавленную энергию. Сварочный процесс TIME является синонимом высокопроизводительной сварки MAG с проволокой.
Время Твин
С Time Twin два цифровых источника питания, которыми можно управлять отдельно, работают в одном газовом сопле и в общей сварочной ванне.
 Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и экономическую эффективность высокопроизводительной сварки.
Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и экономическую эффективность высокопроизводительной сварки.
Допуск
Это технический термин для обозначения зазора между двумя листами в продольном направлении и/или высоты листов.
Расстояние от резака до заготовки
Расстояние от резака до заготовки — это расстояние между газовым соплом и заготовкой. Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки.
Логика триггера горелки
Можно установить два альтернативных режима работы: 2-тактный и 4-тактный (разница в том, как работает курок горелки).
 Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, хочет ли он постоянно удерживать кнопку горелки или делать это только для начала и остановки сварки. В 2-этапном режиме кнопка горелки удерживается во время сварки и отпускается для ее завершения. В 4-шаговом режиме курок нажимается и снова отпускается (то же действие повторяется до окончания сварки). Это делает ведение/управление горелкой более удобным для сварщика, что имеет положительный эффект, особенно при наличии длинных сварных швов.
Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, хочет ли он постоянно удерживать кнопку горелки или делать это только для начала и остановки сварки. В 2-этапном режиме кнопка горелки удерживается во время сварки и отпускается для ее завершения. В 4-шаговом режиме курок нажимается и снова отпускается (то же действие повторяется до окончания сварки). Это делает ведение/управление горелкой более удобным для сварщика, что имеет положительный эффект, особенно при наличии длинных сварных швов.
TouchHF
Зажигание посредством высоковольтных импульсов, вызванных прикосновением к заготовке.
ТПС/я
Устройства представляют собой полностью оцифрованные инверторные источники питания с микропроцессорным управлением.
 Универсальный контроллер управляет всем процессом сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для сварочных свойств источников питания, а не жесткая аппаратная система, которую едва ли можно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Универсальный контроллер управляет всем процессом сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для сварочных свойств источников питания, а не жесткая аппаратная система, которую едва ли можно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики.
Подробнее о TPS/i
TPS/i TWIN Push
Это новейшая сварочная система для тандемной сварки, основанная на системной платформе Fronius TPS/i.
Подробнее о TPSI TWIN Push
ТрансПокет
В серию TransPocket входят источники питания для электродной сварки с полностью цифровой инверторной технологией.
 Удобство использования, долговечность, высокая производительность и мобильность — вот характеристики этих сварочных систем.
Удобство использования, долговечность, высокая производительность и мобильность — вот характеристики этих сварочных систем.
Подробнее о TransPocket
ТрансСталь
TransSteel представляет собой полностью цифровой инверторный источник питания с микропроцессорным управлением. Модульная конструкция и внутренняя система программного обеспечения позволяют легко добавлять или обновлять систему. Основное применение – сварка стали GMAW. Центральный блок управления связан с процессором цифровых сигналов. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, чтобы устройство могло немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва.
 Это дает возможность вносить постоянные улучшения и адаптации.
Это дает возможность вносить постоянные улучшения и адаптации.
Подробнее о ТрансСтали
ТрансТиг
TransTig представляет собой полностью оцифрованную серию TIG и может использоваться для приложений с постоянным током (DC).
Подробнее о ТрансТиг
Вольфрамовый электрод
Вольфрамовый электрод является неплавящимся электродом для сварки TIG.
Дополнительная информация о вольфрамовых электродах
Вольфрамовые включения
Если вольфрамовый электрод касается сварочной ванны во время сварки TIG, частицы электрода могут попасть в расплавленную массу и вызвать дефекты сварки или вольфрамовые включения.

Виды излучения в электрической дуге
Электрическая дуга испускает видимое излучение, невидимое инфракрасное или тепловое излучение и невидимое ультрафиолетовое излучение.
У
Ультрафиолетовое излучение
Ультрафиолетовое излучение — это электромагнитное излучение с длиной волны короче видимого света и невидимое для человека. При сварке УФ-излучение генерируется плазмой дуги – чем больше сила тока, тем длиннее дуга и, следовательно, тем сильнее излучение.
Подрезы
Подрезы – это углубления по бокам сварного шва, которые могут привести к разрыву сварного соединения.
 Они вызваны либо неправильным положением сварочной горелки или электрода, либо неправильными настройками параметров сварки. Уменьшение поперечного сечения материала может вызвать эффект надреза (начальная точка для трещин).
Они вызваны либо неправильным положением сварочной горелки или электрода, либо неправильными настройками параметров сварки. Уменьшение поперечного сечения материала может вызвать эффект надреза (начальная точка для трещин).
вверх по склону
Период времени, который требуется для увеличения тока от заданного пускового до основного тока при сварке TIG.
В
Виртуальная сварка
Virtual Welding — это симулятор сварки, который позволяет как новичкам, так и экспертам учиться и совершенствовать свои навыки работы со сварочной горелкой реалистичным, безопасным и экономящим ресурсы способом. С помощью MIG/MAG, TIG и электродной сварки можно выполнять различные сварочные задачи.

Узнайте больше о виртуальной сварке
VRD — Устройство понижения напряжения
На устройствах ММА относительно высокое напряжение холостого хода на гнездах для зажигания электрода. Для повышения безопасности пользователя напряжение холостого хода ограничено до 12 В опцией VRD (Voltage Reduction Device). Сварочная система определяет, происходит сварка или нет, путем измерения сопротивления контура сварки. Если сопротивление сварочного контура превышает 200 Ом, сварочная система считает, что сварка не ведется (разомкнутый сварочный контур), и из соображений безопасности снижает напряжение разомкнутого контура до 12 В. Однако, если сопротивление сварочного контура падает ниже 200 Ом (т. е. замкнутый сварочный контур), система сварки предполагает, что сварка должна иметь место (электрод соприкасается с заготовкой, и сопротивление сварочного контура, естественно, падает).
 Обнаружение занимает у сварочной системы всего 0,3 секунды.
Обнаружение занимает у сварочной системы всего 0,3 секунды.Вт
WeldConnect
WeldConnect — это платформа для смартфонов со встроенными приложениями (приложениями) для обмена данными. Это реализовано в серии TPS/i и позволяет найти параметры для процессов MIG/MAG и TIG.
Подробнее о мобильных приложениях
WeldCube
WeldCube — это программное обеспечение, используемое сварочными компаниями для контроля производства. Это браузерное приложение позволяет оценивать и анализировать все соответствующие данные на всех цифровых терминалах (гибкий дизайн).

Дополнительная информация о WeldCube
WeldCube Премиум
WeldCube Premium — это интеллектуальное централизованное средство управления сварочными данными от Fronius. Программное обеспечение на основе браузера собирает все данные о сварке, созданные в процессе соединения, и предоставляет широкий спектр функций для последующего анализа данных о сварке. Это позволяет компаниям оптимизировать свои производственные процессы.
Сварочное оборудование
Сварочное оборудование состоит из различных инструментов, таких как защитная маска, сварочные перчатки, проволочные щетки, отбойные молотки, электроды и заземляющие кабели.
Дополнительная информация по технике безопасности при сварке
Сварка присадочных металлов
Сварочные присадочные металлы плавятся в процессе сварки и образуют сварной шов.
 Выбор сварочных присадочных металлов в первую очередь зависит от основного материала и использования компонента. Соответствующая характеристика при сварке MIG/MAG должна выбираться в зависимости от материала и диаметра.
Выбор сварочных присадочных металлов в первую очередь зависит от основного материала и использования компонента. Соответствующая характеристика при сварке MIG/MAG должна выбираться в зависимости от материала и диаметра.
Сварочный дым
При обработке металлов при сварке, резке и связанных с ними процессах образуются пары и газы, которые в соответствии с действующими нормами классифицируются как опасные вещества. Таким образом, сварочный дым опасен для здоровья и в некоторых случаях может быть даже канцерогенным.
Сварка подобных материалов
При сварке подобных материалов основной материал и присадочный металл имеют одинаковый состав. Следовательно, сварка ведет себя аналогично процессу сварки основного материала.
Сварочные позиции
В дисциплине сварки существуют разные положения сварки (PA – PJ), которые указывают положение сварного шва.

Спецификация процедуры сварки (WPS)
Ключевым условием для целей сертификации являются технические условия процедуры сварки (WPS) для образцов.
Сварочный выпрямитель
Сварочный выпрямитель преобразует переменный ток (трехфазный ток) в постоянный ток для сварки. Как правило, старые источники сварочного тока без силовой электроники называются сварочными выпрямителями. (см. рисунок)
Последовательность сварки
Последовательность сварки относится к последовательности, в которой создаются сварные швы конструкции.
Сварочная горелка
Сварочная горелка состоит из рукоятки с соединениями, органов управления, клапанов и сменных газовых форсунок.
 Он подключается к источнику питания шлангом. Сварочная горелка используется для передачи сварочного тока, а также подачи газа и присадочного металла к заготовке.
Он подключается к источнику питания шлангом. Сварочная горелка используется для передачи сварочного тока, а также подачи газа и присадочного металла к заготовке.
Дополнительная информация о сварочной горелке
Подложка сварочной ванны
Это вспомогательное средство из подходящего материала, предотвращающее протекание сварочной ванны во время сварки. Его также можно использовать для формирования корневого прохода. Основа сварочной ванны может состоять из керамического материала для ручной сварки и нержавеющей стали или меди для механизированных процессов, в зависимости от применения.
Базовое обучение
Приложение Welducation Basic включает в себя викторину и игру, которая передает теоретические принципы.
 Одновременно он обеспечивает виртуальное обучение практическим навыкам.
Одновременно он обеспечивает виртуальное обучение практическим навыкам.
Подробнее о Welducation Basic
Механизм подачи проволоки
Устройство подачи проволоки представляет собой автоматическое разматывающее устройство для сварочной проволоки. Он подает проволоку через сварочную горелку в область дуги, где она плавится.
Втягивание троса
Втягивание проволоки удаляет обесточенный присадочный металл из жидкой сварочной ванны после завершения процесса сварки.
Регистрация рассылки
Вы успешно зарегистрировались для получения новостной рассылки Fronius!
Вы успешно зарегистрировались для получения новостной рассылки Fronius!
Вы успешно зарегистрировались для получения новостной рассылки Fronius!
Что такое инверторный сварочный аппарат
Будь то сварка TIG или MIG, инверторный сварочный аппарат можно использовать для калибровки для различных стилей сварки.

Поскольку в инверторных сварочных аппаратах используются трансформаторы меньшего размера, они имеют малый вес, универсальны и эффективно справляются со своей задачей. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Сварочные аппараты с инвертором используют новейшие кремниевые технологии для обеспечения электронного управления процессом сварки. Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Они содержат компоненты на основе кремния, которые обеспечивают управление процессом повышения частоты и выпрямления тока. Это помогает с защитой от перегрузки и контролем производительности машины.
Этот конкретный сварочный аппарат работает в этом процессе – Первоначально высокое постоянное напряжение подается путем выпрямления высокого входного напряжения 110–240 В. Система управления, присутствующая в машине, преобразует ее обратно в переменный ток.
 Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.Наконец, переменное напряжение (высокочастотное) окончательно преобразуется обратно в постоянное выходное напряжение в диапазоне 20–50 В, которое подается на сварочную дугу. Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Сварочный инвертор представляет собой простое электронное устройство, помогающее регулировать напряжение. Они обеспечивают более низкое используемое выходное напряжение за счет преобразования источника питания переменного тока. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Они используют ряд электронных компонентов для процесса преобразования энергии. В то время как обычные устройства на основе трансформаторов в основном используют один большой трансформатор для регулирования напряжения.
Инвертор увеличивает частоту основного питания с 50 Гц до 20 000 – 100 000 Гц.
 Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.
Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.Преимущества инверторного сварочного аппарата?
Инверторный сварочный аппарат имеет несколько преимуществ. Мы упомянули некоторые из них ниже для справки.
1. Компактный дизайн
По сравнению с обычными аппаратами компактный размер является одним из основных и значительных преимуществ использования инверторного сварочного аппарата. Например, инверторный сварочный аппарат, который весит менее 5 кг, компактнее чемодана и его легко носить на плече, способен обеспечить мощность, аналогичную 50-килограммовому трансформаторному аппарату.
2. Эффективность
Идеальные инверторные сварочные аппараты имеют КПД от 80% до 90%.
 По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньшая эффективность в обычных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньшая эффективность в обычных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.3. Несколько сварочных процессов
Процесс сварки электродом является наиболее популярным в мире сварки. Тем не менее, такие методы, как TIG и MIG, по-прежнему могут быть надежными для сварки различных материалов, которые возможны с помощью дуговой сварки.
Раньше для сварки электродом после сварки TIG приходилось использовать разные машины. Инверторные сварочные аппараты премиум-класса позволяют использовать только одну машину для различных требований к сварке.
Сварочные аппараты инверторного типа поставляются с простыми компонентами, помогающими настроить процесс в соответствии с поставленной задачей. Большинство из них поставляются с держателем палки, горелкой MIG и другими необходимыми кабелями.
 Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.4. Контроль дуги
По сравнению с традиционными аппаратами для дуговой сварки инверторы обеспечивают хороший контроль над электрической дугой. Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
5. Разновидность электродов
Обычно стандартная сварочная машина полностью использует переменный ток для сварки. Однако инверторы преобразуют переменный ток в постоянный, поэтому вы можете подобрать разные электроды для работы с DC- и DC+.
Хотя электроды можно использовать с любым током, специальные предназначены для определенных задач.
 Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.6. Рабочий цикл
Обычно вы можете достичь более высоких рабочих циклов с инверторными машинами из-за размера трансформатора. Из-за мелких компонентов в инверторе сварочный аппарат может быстро перегреваться, они также намного быстрее остывают. Но в обычном сварочном аппарате с трансформатором компоненты больше, поэтому они накапливают тепло и требуют больше времени для охлаждения.
7. Потребляемая мощность
Сварщики инверторной сварки могут использовать только бытовой ток (110 вольт), в то время как традиционные дуговые сварщики используют розетку 220 вольт. при работе с инвертором. Вы можете с радостью подключиться к любой бытовой электрической розетке для ее включения.

Поскольку инвертор потребляет более низкий диапазон мощности для работы, вы получите меньше счетов за электроэнергию и сэкономите больше денег. Таким образом, вы можете попробовать несколько инверторных сварочных аппаратов, не беспокоясь о перегорании предохранителя. Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
8. Охлаждающие свойства
Внутренние детали инверторного сварочного аппарата могут перегреться, особенно если они работали в течение нескольких часов. При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
Как и настольный компьютер, инверторные сварочные аппараты оснащены охлаждающим вентилятором для уменьшения нагрева и защиты внутренних частей.
9.
 Преобразование переменного тока
Преобразование переменного тока Сварочные аппараты с инвертором преобразуют переменный ток в постоянный, в отличие от стандартного сварочного аппарата, в котором используются электроды переменного и переменного тока. Инверторы способны принимать высокое входное напряжение переменного тока и преобразовывать его в более низкое выходное напряжение SC.
Инверторные сварочные аппараты имеют специальную программную технологию, которая преобразует и регулирует ток. Это программное обеспечение помогает регулировать напряжения, а не трансформаторы, которые используются в традиционных машинах. Трансформатор инвертора легкий и маленький, что делает инвертор портативным, компактным и удобным для путешествий.
10. Использование генератора
При выполнении сварочных работ за пределами вашего цеха или клиента вам может потребоваться генератор, если у вас нет свободного доступа к электрической розетке. Генераторы доступны в различных мощностях и размерах.
 Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.Еще одна проблема, с которой обычно сталкиваются сварщики при выполнении сварочных работ на открытом воздухе, — это колебания мощности генератора, которые не так распространены в стандартной розетке. Если в середине работы над проектом сварки возникают колебания, возможно, вы не сможете контролировать сварочную ванну или дугу.
При использовании инвертора колебания генератора не влияют на качество сварки. Новейшие инверторные сварочные аппараты поставляются с IGBT (биполярными транзисторами с изолированным затвором), которые регулируют напряжение машины, что помогает вам работать с генератором с флуктуирующей выходной мощностью. Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Недостатки инверторных сварочных аппаратов
Как и любой другой прибор или оборудование, даже инверторные сварочные аппараты имеют недостатки.
 Хотя они перевешивают преимущества, о них стоит знать.
Хотя они перевешивают преимущества, о них стоит знать.1. Ненадежные дешевые инверторные сварочные аппараты
Поскольку вы, возможно, уже состоите в семьях, более дешевые варианты в основном ненадежны и никогда не служат всю жизнь. Вам повезет, если более дешевый вариант прослужит хотя бы несколько месяцев, прежде чем выйдет из строя. Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
2. Более высокие затраты на ремонт
Большинство стандартных сварочных аппаратов переменного тока имеют одинаковую конструкцию за последние 50 лет. Они в основном доступны по цене и более подвержены ремонту. Однако модели инверторов немного сложны и разработаны с использованием электроники и программного обеспечения, которых нет в стандартных опциях.

По истечении гарантийного срока вам может потребоваться небольшая дополнительная плата за обслуживание инверторного сварочного аппарата. Один из способов просто избежать таких затрат на ремонт и обслуживание — выбрать продление гарантии, полученной при покупке. Некоторые бренды позволяют сделать это при покупке модели.
3. Менее прочный
Несмотря на то, что аппарат имеет компактную конструкцию, которая удобна и практична для работы за пределами площадки, он не является прочным и громоздким, как сварочный аппарат переменного тока. Легкие инверторные сварочные аппараты обычно подвержены повреждениям из-за запыленности и сильных падений.
Если в инверторе скапливаются переносимые по воздуху частицы пыли, подобные тем, которые имеются в зернохранилище, электрические компоненты машины внутри него могут быть повреждены и, возможно, выйти из строя.
Инверторные сварочные аппараты переменного или постоянного тока?
Обычно сварочные аппараты питаются переменным током, но преобразуют его в постоянный ток.
 Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.Это достигается за счет наличия в машине понижающих трансформаторов и выпрямителей. Они преобразуют входной переменный ток в постоянное напряжение, необходимое для процесса сварки. Это иногда мешало им использовать их для сварки переменным током.
Развитие технологии сварки позволило включить в новые модели опции для выполнения сварки как на постоянном, так и на переменном токе в зависимости от материалов и их требований к сварке.
Из-за этого большинство сварщиков в настоящее время используют инверторные сварочные аппараты, которые имеют два режима работы переменного/постоянного тока. Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Как долго работает инверторный сварочный аппарат?
Обычно инверторные сварочные аппараты имеют более короткий срок службы, который может еще больше сократиться, если вы не храните или не обслуживаете его должным образом.
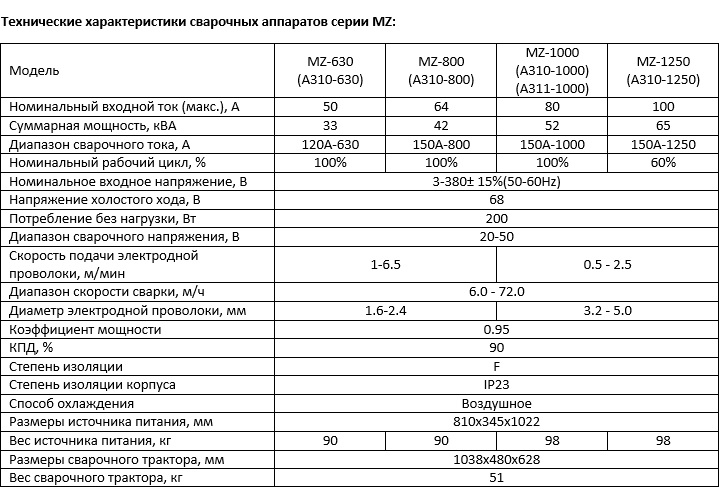 Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.Сварочные аппараты инверторного типа имеют относительно новую технологию, которая претерпела множество усовершенствований и разработок. Но благодаря конструкции с электронным управлением вы можете получать обновления программного обеспечения и делать обновления в будущем без каких-либо дорогостоящих компонентов.
По сравнению с традиционным сварочным аппаратом-трансформером модель с инвертором имеет более короткий срок службы. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Ваш инвертор обычно служит от 5 до 10 лет в зависимости от марки, которую вы вложили.
 Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.Как пользоваться инверторным сварочным аппаратом?
По сравнению с традиционным трансформаторным сварочным аппаратом инверторный сварочный аппарат считается простым в эксплуатации и установке. Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
- Во-первых, вам необходимо подключить инверторный сварочный аппарат к электрической розетке. После этого подключите заземление, минус и плюс к рабочему столу.
- Теперь взгляните на наконечник сварочного пистолета, чтобы убедиться, что металлы были сплавлены с помощью наконечника в предыдущем процессе. Если да, то вам придется аккуратно с помощью плоскогубцев выкорчевать ненужный материал.

- Вы должны носить средства защиты, такие как перчатки, каски и обувь для защиты.
- Выберите необходимые настройки и инструменты, чтобы начать процесс сварки.
- Очистите детали и поместите их рядом друг с другом в местах, где они должны быть сварены. После этого подпилите материалы так, чтобы они образовали V-образное углубление.
- Вы должны медленно перемещать инверторный сварочный аппарат вдоль V в одном направлении, чтобы он мог сформировать соединение.
- Напилите и отшлифуйте дополнительный сварной шов для получения гладкой и однородной поверхности.
Каковы области применения инверторного сварочного аппарата?
Используя передовые технологии сварки, такие как IGBT, mosafet и другие, сварщики-сварщики могут выполнять требования к сварке нержавеющей стали и железа. Они подходят для сварки изделий из нержавеющей стали, сварки железных дверей и ряда других. Они также удобны для сварки предметов домашнего обихода, строительных и промышленных сварочных работ.

