Инверторный сварочный аппарат как подключить: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как правильно подключить сварочный аппарат к сети?
Екатерина
Время чтения: ≈5 минут
Итак, вы приобрели свой первый инверторный сварочный аппарат. Наверняка в комплекте с ним вы найдете инструкцию по эксплуатации. Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Сварочный аппарат инверторного типа — это сложный прибор со своими нюансами и особенностями. Бездумно подключив его в бытовую розетку вы рискуете лишиться самого аппарата или проводки в доме. Так как подключить сварочный инвертор правильно?
В этой статье мы кратко расскажем, как подключить сварочный аппарат к домашней сети 220 Вольт и что стоит учитывать.
Содержание статьи
- Предварительная проверка
- Применение генератора тока
- Применение удлинителей
- Вместо заключения
Предварительная проверка
Перед тем, как вы узнаете, как правильно подключить сварочный аппарат, вам нужно убедиться, что проводка в доме способна выдержать сварочные работы. Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Не нужно быть электриком, чтобы понять, что будет, если подключить мощный современный сварочник в старые розетки. В лучшем случае вы останетесь без электричества. В худшем случае — все ваши соседи останутся без света, а ваши электроприборы просто выйдут из строя.
Словом, проверьте предварительно, сможет ли ваша проводка выдержать нагрузку. Если вы убедитесь, что не сможет, не отчаивайтесь. Эту проблему можно решить. Об этом мы расскажем позже. А пока ниже представлена схема подключения сварочного аппарата.
Применение генератора тока
Итак, вы проверили свою проводку и оказалось, что подключение сварочного аппарата 220в просто невозможно. Что делать в данной ситуации? Можно использовать сторонний генератор тока.
Что делать в данной ситуации? Можно использовать сторонний генератор тока.
И вот на этом моменте многие сразу начинают вспоминать, что хранят на даче старый бензиновый генератор, который не раз спасал их от внезапного отключения электричества. С виду применение таких генераторов кажется вполне неплохой идеей, но на практике все иначе. Зачастую все бензиновые генераторы маломощны и не способны длительное время обеспечивать напряжение более 5 кВт.
Как вы понимаете, подключение сварочного инвертора к маломощному бензогенератору просто бессмысленно. Чтобы узнать, какая мощность вам необходима, просто умножьте силу тока, с которой будете варить, на значение напряжения.
Возьмем самую популярную ситуацию: вы варите электродом 3 мм с силой тока в 120 Ампер и напряжением около 40В. Умножаем 120 на 40, получаем 4.8 кВт. Это минимальная мощность, которую должен обеспечивать бензогенератор. Но в расчетах мы не учли КПД сварочного аппарата, которое менее 100%. Чтобы обеспечить бесперебойную работу инвертора нужно как минимум 6 кВт.
В общем, бензогенератор — это выбор для тех, у кого больше нет никакой возможности получить дополнительный источник тока. В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
Если и это решение для вас неудобно, то можно купить специальный стабилизатор тока для сварочного аппарата. Он подключается прямо к сварочному инвертору. Такое решение подойдет для более-менее стабильной электросети.
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Вместо заключения
Похожие публикации
Как подключить сварочный аппарат в сеть на 220, 380: настройка
Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения. Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию. Также нужно обратить внимание на контакт с пылью. Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата к генератору 220 В
Основные рекомендации и техника безопасности
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев. В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии. Для закрепления на металлической поверхности используется специальный зажим.
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Пошаговая последовательность подключения выглядит следующим образом:
- Подготовка вилки для подключения, которая должна обладать определенным набором параметров, соответствующим необходимой термопропускной способности;
- Выбирается розетка, в которой есть предохранитель или автоматический выключатель;
- Обратный кабель подключается к клемме;
- Кабель с держателем подключается к электроду с помощью зажима.
Только после завершения всех этих процедур технику можно подключать к сети. Практически все модели обладают короткими проводами, так что для их подключения нужно применять дополнительный удлинитель. Провод в нем должен быть достаточно большим, чтобы выдержать заданный уровень напряжения.
Практически все модели обладают короткими проводами, так что для их подключения нужно применять дополнительный удлинитель. Провод в нем должен быть достаточно большим, чтобы выдержать заданный уровень напряжения.
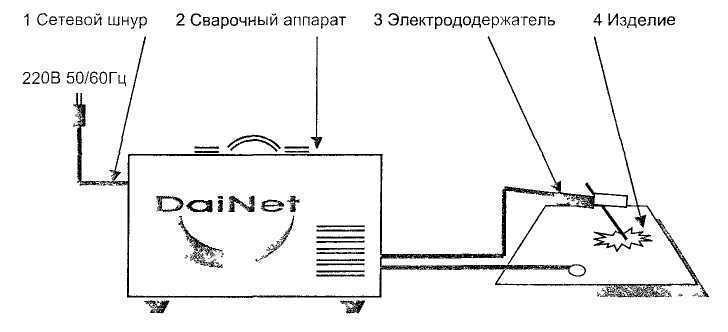
Схема подключения сварочного аппарата
Особенности подключения в зависимости от типа аппарата
Естественно, что мини сварочный аппарат и большая профессиональная модель будут иметь свои особенности. Если вам требуется подключить сварочный инвертор с двумя фазами, то здесь соединение проводов будет идти в индивидуальной последовательности. Первый провод пускается сразу на фазу. Второй провод соединяется с нейтральным выходом. Третий провод соединяется с защитой.
Если приходится подключать трехфазный аппарат, то здесь уже нет обязательной последовательности. Одним из главных правил как подключить сварочный аппарат является соединение двух первых проводов к любым фазам, а одного к защите.
Для специалистов очень важно знать все особенности подключения различных аппаратов, особенно таких как сварочный трансформатор. Если применяется именно такая техника, то здесь требуется учитывать ряд специальных требований. Ведь трансформатор предназначается для работ в широком диапазоне параметров сварочного тока. Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Если применяется именно такая техника, то здесь требуется учитывать ряд специальных требований. Ведь трансформатор предназначается для работ в широком диапазоне параметров сварочного тока. Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Невыполнение вышеуказанных правил может привести к серьезным поломкам техники, а также представляет риск для жизни и здоровья людей. Предварительная проверка помогает не только избежать ненужных травм, но и обеспечивает хорошие стабильные режимы сварки, не говоря уже о пожароопасной ситуации.
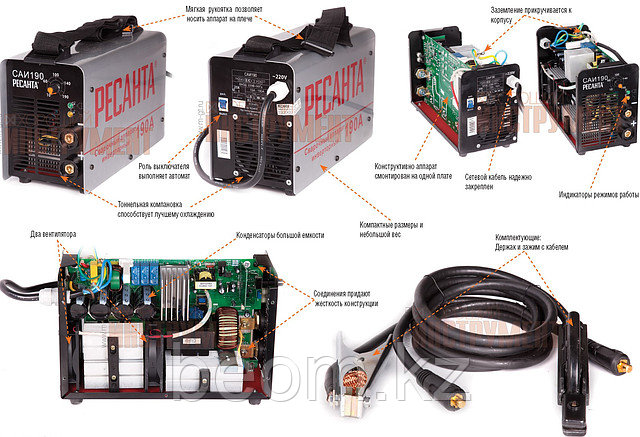
Подключение инверторного сварочного аппарата является наиболее простым из всей серии, так как большинство из них просто включаются в обыкновенную розетку без дополнительных клемм, заземлений и прочего. Единственным вопросом, который может возникнуть, как подключать сварочные провода к сварочному инвертору. Здесь также все предельно просто, так как держатель ставится на одну клемму, а зажим – на вторую. На большинстве моделей даже указываются соответствующие значки, чтобы нельзя было перепутать.
На большинстве моделей даже указываются соответствующие значки, чтобы нельзя было перепутать.
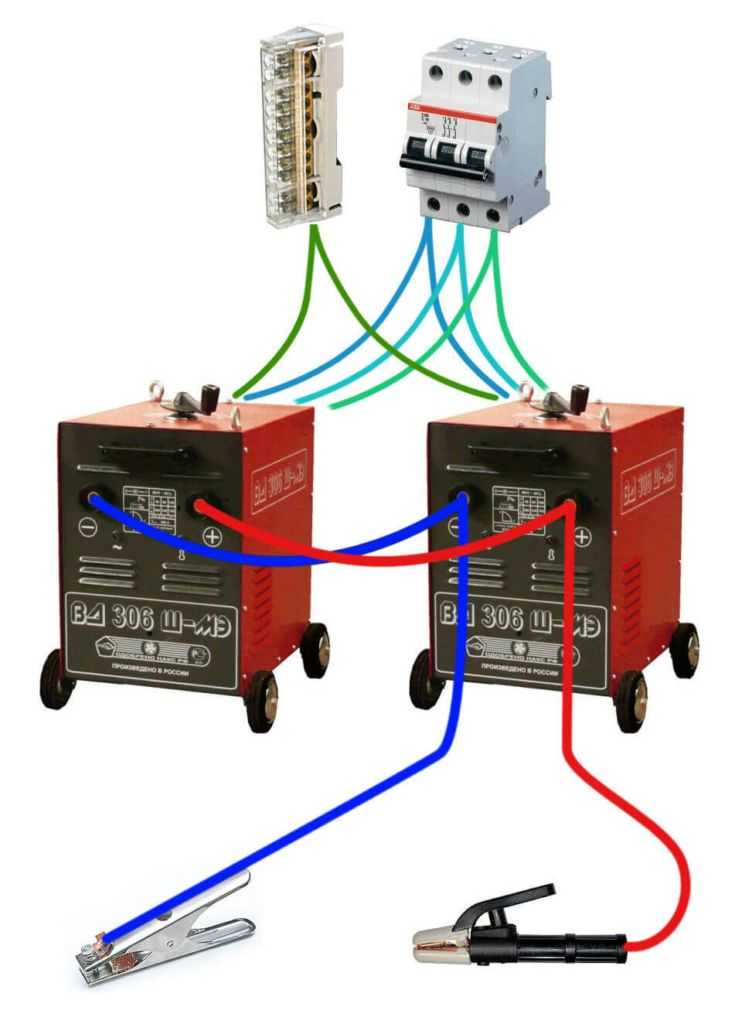
Варианты подключения сварочного аппарата в сеть
Возможные проблемы при подключении
Когда была совершена правильная настройка сварочного аппарата, но все равно могут возникать какие-либо неполадки. Одними из наиболее распространенных проблем является сильное гудение трансформатора, которое зачастую сопровождается перегревом обмоток, так что даже принудительная и естественная вентиляция не справляется. Причина неполадки здесь кроется в витковом замыкании, которое происходит в первичной обмотке. Единственным решением такой проблемы является перемотка обмотки, которая может пройти частично или полностью.
Когда сварочный аппарат присоединяют в сеть, то они могут давать слишком высокий ток. В этом также кроется причина короткого замыкания, но на этот раз ее локацией становится вторичная обмотка или обмотка регулятора. Чтобы исправить ситуацию здесь также требуется перемотка или ликвидация замыкания.
Если при необходимости снизить величину тока, ничего не выходит и регулятор крутится впустую, то здесь явно проблема с зажимами регулятора.
Периодически может возникать гул на аппарате, который не характерен для нормальной работы. Такая ситуация может возникать из-за ослабления пружины или по причине поломки провода.
Может возникнуть, что аппарат не включается. Здесь нужно проверить все контакты соединения, так как может быть переломлен контакт, что-то отсоединено и так далее. Все осмотры должны проводиться только при полном отключении от сети.
Таким образом, следует знать не только, как подключить инверторный сварочный аппарат, но и как справиться с его неполадками.
Видео: подключение сварочного аппарата к генератору
Как подключить сварочный аппарат 380 схема подключения
В отличие от однофазного оборудования, трехфазные сварочные аппараты имеют четырех- или пятиконтактный штекер на конце кабеля питания. Если в помещении есть подходящая розетка, просто подключите к ней сварочный аппарат.
Если в помещении есть подходящая розетка, просто подключите к ней сварочный аппарат.
Содержание
Описание подключения сварочного аппарата 380 В
Сварочные аппараты на 380 В распространены в производстве и строительстве благодаря своей мощности и неприхотливости. Использование трехфазного оборудования позволяет работать с электродами большого диаметра и металлами максимальной толщины.
Сварка более плавная по сравнению с однофазными аппаратами. Трехфазные машины также используются на производственных линиях.
Устройство подачи проволоки на сварочном аппарате оснащено двумя роликами и имеет мощность 11,9 кВт. Запас хода позволяет использовать длинные кабели до 20 метров. Байонетные штекеры обеспечивают надежное и быстрое подключение резака к машине. Производитель предоставляет трехлетнюю гарантию на оборудование.
Типы трехфазного оборудования
Существует три типа трехфазных сварочных аппаратов:
- трансформатор;
- выпрямитель;
- инвертор.
Первый тип основан на трехфазном трансформаторе. Первичная обмотка состоит из трех витков, соединенных в звезду, а понижающая вторичная обмотка соединена в треугольник.
Если для сварки используется переменный ток, то каждая фаза вторичной обмотки подается отдельным проводом к электроду через дроссель. По сравнению с однофазным сварочным трансформатором, сварка более плавная, дуга более стабильная и меньше падение напряжения.
Выпрямители имеют три полумоста на вторичном выходе, состоящие из мощных диодов. Как и в первом случае, ток от каждого выпрямителя подается на сварочный электрод.
По сравнению с однофазным выпрямителем, пульсации намного меньше, а значит, сварочный ток более стабилен, что влияет на качество сварки.
В трехфазных инверторах при одинаковой мощности сварки можно использовать диоды и транзисторы меньшей мощности, но практически это не так. Напротив, использование трехфазного напряжения позволяет получить машины большой мощности при малых габаритах и весе.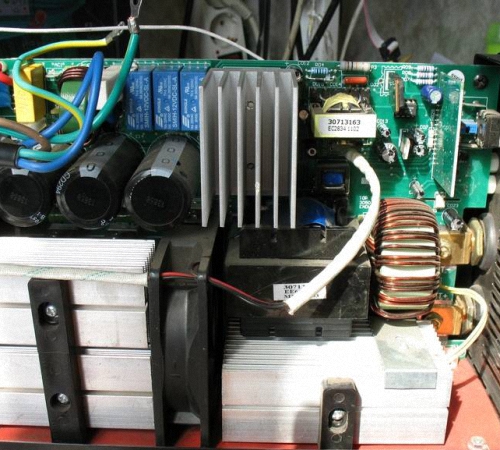
Положение сварочного электрода.
Пошаговые инструкции по подключению сварочного аппарата
Рисунок 2: Схема подключения сварочного аппарата.
После того, как вы проверили целостность аппарата и всех сопутствующих аксессуаров и убедились в правильности напряжения, можно переходить непосредственно к подключению сварочного аппарата. Для этого вам понадобятся
- сама машина;
- удлинительный кабель;
- переходник для удлинительного кабеля.
См. схему подключения на рисунке 2.
Подключение осуществляется в определенном порядке, следующим образом:
- Прежде всего, подготовьте пробку с соответствующими параметрами теплоемкости.
- Выбирайте розетку с автоматическим выключателем или предохранителем.
- Обратный провод подключается к клемме.
- Держатель кабеля соединяется с наконечником электрода с помощью зажима.
После выполнения всех этих действий можно подключать сварочный аппарат. Большинство моделей имеют довольно короткие провода, поэтому для них часто требуется удлинитель. Удлинитель должен иметь достаточный калибр провода. Количество промежуточных соединений определяет надежность и безопасность работы. Чем меньше число, тем лучше.
Удлинитель должен иметь достаточный калибр провода. Количество промежуточных соединений определяет надежность и безопасность работы. Чем меньше число, тем лучше.
Помните и соблюдайте все эти правила при подключении сварочного аппарата, чтобы избежать травм и других неприятных последствий. Нарушение техники безопасности сварочного аппарата может привести к пожару или поражению электрическим током. Если какой-либо из кабелей питания поврежден, немедленно замените его. Лучше всего, если эту работу выполнят профессионалы. Все работы по ремонту и техническому обслуживанию можно проводить только после отключения сварочного аппарата от сети.
Выполнение соединений для сварочного оборудования
Основная схема подключения первичной обмотки сварочного аппарата при: a) 220 В; b) 380 В (вторичная обмотка не показана).
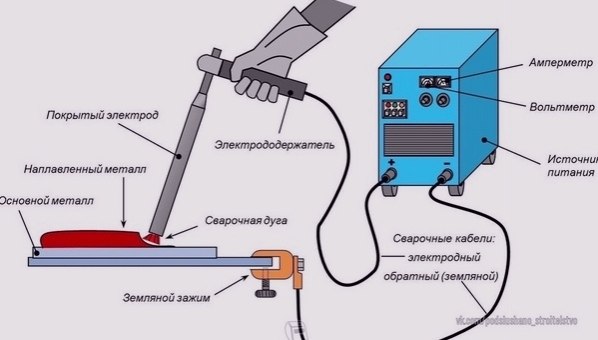
По сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Очевидно, что дуга образуется между электродом и металлом. И сам сварочный аппарат выступает в качестве преобразователя. Чтобы определить допустимую мощность устройства для типа электропроводки в помещении, умножьте напряжение сети на максимальное значение тока, указанное на блоке предохранителей устройства для данного типа эксплуатации. Для подключения самого устройства к 380 В необходимо правильно подключить выходные клеммы.
Чтобы определить допустимую мощность устройства для типа электропроводки в помещении, умножьте напряжение сети на максимальное значение тока, указанное на блоке предохранителей устройства для данного типа эксплуатации. Для подключения самого устройства к 380 В необходимо правильно подключить выходные клеммы.
Важно установить заземление, чтобы избежать поражения электрическим током при проведении сварочных работ.
Схема подключения сварочного оборудования, используемого в бытовых условиях, выглядит следующим образом:
- Определите мощность, необходимую для сварочного оборудования, в зависимости от того, что будет свариваться.
- Отрегулируйте положение сердечника трансформатора с помощью ручки регулятора тока. Это уменьшит или увеличит силу тока.
- При необходимости установите переключатель на корпусе машины на 380 В
- Подключите два конца источника питания к “фазе”, а третий конец – к “нулю”.
Помните: толстые концы определяют выход, а тонкие – вход.
Вернуться к оглавлению
Как работает сварочный инвертор?
Назначение любого сварочного инвертора – генерировать высокий ток, который создает электрическую дугу, расплавляющую кромки соединяемых деталей и присадочный материал. Для этой же цели необходим инверторный сварочный аппарат, позволяющий создавать сварочный ток с широким диапазоном характеристик.
В самом простом виде принцип работы инвертора заключается в следующем.
- Переменный ток частотой 50 Гц из обычной сети поступает в выпрямитель, где преобразуется в постоянный ток.
- После выпрямителя постоянный ток сглаживается специальным фильтром.
- Из фильтра постоянный ток поступает непосредственно в инвертор, задача которого – преобразовать его обратно в переменный ток, но уже более высокой частоты.
- Затем трансформатор используется для снижения переменного напряжения высокой частоты, чтобы можно было увеличить переменный ток.
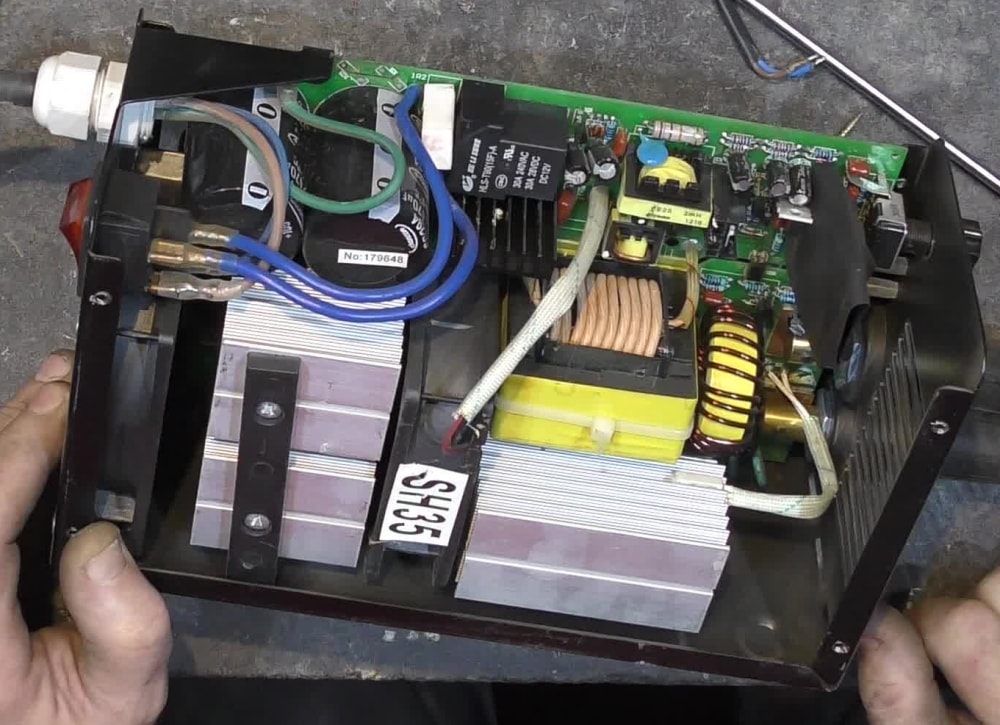
Блок-схема инверторного сварочного аппарата
Чтобы понять важность каждого компонента в электрической схеме инверторного сварочного аппарата, стоит подробнее рассмотреть принцип его работы.
Таким образом, чтобы обеспечить бесперебойную работу вашего сварочного аппарата и оправдать его долговечность, следует выбирать сварочный кабель в соответствии с техническими характеристиками вашего сварочного аппарата.
Какие удлинительные кабели использовать
Длина сетевого кабеля обычного “сварочного аппарата” составляет менее 2 м. Поэтому часто используются удлинители. Они также должны быть тщательно отобраны. Известно, что через медный провод с сечением 1 мм² можно “пропустить” максимальный ток 10 А (8 А для алюминиевого провода).
Зная начальные и рабочие параметры сварочного аппарата, можно рассчитать сечение удлинительного шнура. Лучше иметь небольшой запас для обеспечения комфортных условий работы. Не покупайте дешевый удлинитель на базаре. Под толстым слоем изоляции часто можно обнаружить тонкий провод. Самое мудрое – обратиться в специализированный магазин и выбрать провод нужного сечения, а затем искать подходящую розетку. Желательно, чтобы он был изготовлен из термореактивного пластика, который не плавится под воздействием тепла.
Обратите внимание, что во время работы удлинитель должен быть полностью выдвинут. Таким образом, он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
Следует также обратить внимание на безопасность. Электрические кабели не должны иметь поврежденной изоляции, не должны лежать на мокром полу и касаться работающих механизмов. Всегда необходимо использовать заземление.
Нередко приходится удлинять и выходные кабели. В этом случае промежуточные соединения не рекомендуются. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Для достижения максимальной производительности устройства необходимо приобрести медный кабель необходимой длины. Сечение следует выбирать по следующему правилу: на каждые 8 А тока – 1 квадратный миллиметр поверхности кабеля.
Если электросеть “слабая”, а сварка необходима, можно попробовать подключить бензиновый генератор для питания сварочного аппарата. Обратите внимание, что его выходное напряжение зависит от величины нагрузки. Можно рассчитать минимальную мощность, которую должен иметь генератор для нормальной работы. Для сварки наиболее часто используемым электродом диаметром 3 мм требуется ток 120 А при напряжении 40 В. Поэтому при КПД 80% мощность генератора должна быть не менее 6 кВт.
Можно рассчитать минимальную мощность, которую должен иметь генератор для нормальной работы. Для сварки наиболее часто используемым электродом диаметром 3 мм требуется ток 120 А при напряжении 40 В. Поэтому при КПД 80% мощность генератора должна быть не менее 6 кВт.
Справедливости ради следует отметить, что существуют устройства, сочетающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего мастера.
Существует множество типов и моделей сварочного оборудования. В коттедже, в гараже и дома вы можете использовать любой.
Единственное условие – электрическая схема должна обеспечивать удобные и безопасные условия работы.
Как подключить кабели к сварочному инвертору
Сварочный аппарат – это устройство, которое может использоваться для преобразования тока и напряжения, необходимых для создания электрической дуги между электродом и свариваемым металлом. Прежде всего, в процессе обеспечения хорошей работы сварочного аппарата главным фактором является его мощность. Так, например, для сварки решеток или ограждений подойдет электрод толщиной до 4 мм, а сварочный ток будет колебаться в пределах 180-220 ампер. Напряжение холостого хода (Ux.x.) также играет важную роль. Предполагается, что чем выше напряжение, тем легче зажечь дугу. Напряжение холостого хода часто составляет 30-80 вольт. Сварочный аппарат имеет рычаг для регулировки тока, с помощью которого ток можно увеличивать или уменьшать. Как правило, сварочные аппараты рассчитаны на напряжение 220 или 380 вольт, и это следует учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, подключите кабель к автоматическому подающему устройству в следующем порядке – один провод к фазе, один к нейтрали и один к защитному заземлению. Сделайте то же самое, если у вас трехфазный сварочный инвертор, но с одним условием – используйте 5-проводниковый кабель с тремя проводами, подключенными к клеммам L1, L2 и L3.
Так, например, для сварки решеток или ограждений подойдет электрод толщиной до 4 мм, а сварочный ток будет колебаться в пределах 180-220 ампер. Напряжение холостого хода (Ux.x.) также играет важную роль. Предполагается, что чем выше напряжение, тем легче зажечь дугу. Напряжение холостого хода часто составляет 30-80 вольт. Сварочный аппарат имеет рычаг для регулировки тока, с помощью которого ток можно увеличивать или уменьшать. Как правило, сварочные аппараты рассчитаны на напряжение 220 или 380 вольт, и это следует учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, подключите кабель к автоматическому подающему устройству в следующем порядке – один провод к фазе, один к нейтрали и один к защитному заземлению. Сделайте то же самое, если у вас трехфазный сварочный инвертор, но с одним условием – используйте 5-проводниковый кабель с тремя проводами, подключенными к клеммам L1, L2 и L3.
Вы можете удлинить сварочный кабель на инверторе с учетом падения напряжения и, соответственно, силы тока. Чем длиннее кабель, тем больший ток нужно установить на выходе. В документации некоторых устройств прямо запрещено удлинять сварочный кабель. Это следует учитывать при подключении кабелей к сварочному аппарату “Ресанта”. В практике других машин не наблюдается ухудшения при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и сроком службы сварочного аппарата. В любом случае, на сварочном кабеле не должно быть никаких соединений. Короткий кабель заменяется более длинным с подходящими клеммами.
Чем длиннее кабель, тем больший ток нужно установить на выходе. В документации некоторых устройств прямо запрещено удлинять сварочный кабель. Это следует учитывать при подключении кабелей к сварочному аппарату “Ресанта”. В практике других машин не наблюдается ухудшения при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и сроком службы сварочного аппарата. В любом случае, на сварочном кабеле не должно быть никаких соединений. Короткий кабель заменяется более длинным с подходящими клеммами.
Как выбрать сварочный аппарат?
Сегодня производители предлагают широкий ассортимент сварочного оборудования. Чтобы выбрать лучший вариант, вы должны хотя бы иметь представление о том, какие машины существуют, на какие функции следует обратить внимание и что нужно знать, чтобы правильно подключить покупаемую машину.
Ассортимент сварочных аппаратов огромен, но основные варианты включают:
. сварочные трансформаторы; . сварочные выпрямители; . инверторы.
Совершенно неверно утверждать, что чем тяжелее и больше аппарат, тем лучше – габариты и вес не определяют его функциональность. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя – 20 кг, а инвертора – 10 кг. Разумеется, цены также варьируются.
Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя – 20 кг, а инвертора – 10 кг. Разумеется, цены также варьируются.
Одним из основных параметров, на которые следует обратить внимание, является сварочный ток, SWR (процент рабочего времени) или SWR (время включения). Для отсчета времени временной интервал составляет 15 минут. Опция зажигания дуги весьма полезна, ее нужно иметь в большем количестве устройств. Что касается машин с выпрямлением сварочного тока, то они производят сварной шов очень хорошего качества, имеют функции запуска двигателя, зарядки аккумулятора, нагрева и выпрямления металла угольным электродом.
Часто возникает вопрос: можно ли подключить сварочный аппарат через счетчик? Новые бытовые счетчики рассчитаны на 40-50 ампер, что соответствует
8 кВт активной мощности. Поэтому следует выбирать сварочный аппарат, потребляющий меньший ток, чем показывает измерительный прибор и номинал главного автоматического выключателя. Если номинальный ток сварочного аппарата выбран правильно, то это не повлияет на показания электросчетчика.
Кабель для сварочного аппарата (сварочный кабель).
Для обеспечения эффективной работы сварочного аппарата сварочный кабель должен быть выбран таким образом, чтобы его сечение, длина и падение напряжения в сварочной цепи не превышали 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий кабель с одним или несколькими проводниками из медных проволок различного диаметра (от 0,18 мм до 0,2 мм). Его назначение – проводить ток от сварочного аппарата или источника напряжения к держателю, в котором находится электрод.
В заключение следует отметить, что для того, чтобы ваше сварочное оборудование работало эффективно и служило долго, необходимо выбрать сварочный кабель, который соответствует техническим характеристикам вашего сварочного аппарата.
Сегодня мы поговорим о том, как самостоятельно подключить сварочный аппарат 380 В для дальнейшего использования. Имейте в виду, что если сварочный аппарат будет использоваться дома, важно знать, какую нагрузку могут выдержать автоматические выключатели в вашем доме или квартире. Только после этого следует выбрать инвертор подходящего типа и мощности. Конечно, существует множество важных характеристик, которые необходимо учитывать при выборе сварочного аппарата. Мы опишем основные моменты, на которые обязательно нужно обратить внимание при выборе этого достаточно дорогого оборудования. Важно выбрать такую машину, чтобы ее можно было использовать для большинства задач, но при этом чтобы ее стоимость соответствовала заданным параметрам. Так на чем же вам следует сосредоточиться?
Только после этого следует выбрать инвертор подходящего типа и мощности. Конечно, существует множество важных характеристик, которые необходимо учитывать при выборе сварочного аппарата. Мы опишем основные моменты, на которые обязательно нужно обратить внимание при выборе этого достаточно дорогого оборудования. Важно выбрать такую машину, чтобы ее можно было использовать для большинства задач, но при этом чтобы ее стоимость соответствовала заданным параметрам. Так на чем же вам следует сосредоточиться?
- Количество тока, которое вы можете потреблять. Например, для проведения сварочных работ в домашних условиях достаточно сварочного аппарата мощностью до 5 кВт. Покупка устройства с более высоким порогом энергопотребления была бы пустой тратой денег.
- Устойчивость к перепадам напряжения. Источник питания часто подвергается воздействию как резкого падения, так и резкого повышения напряжения.
- На какой диапазон сетевого напряжения рассчитан подключаемый сварочный аппарат.

Оценив все вышеперечисленные параметры, а также некоторые другие важные условия, вы уже будете знать, как правильно подключить сварочный аппарат к сети. Мы постараемся немного помочь вам в этом вопросе и опишем основные технические моменты.
Magmaweld ID 300 E Инверторный сварочный аппарат постоянного тока Руководство пользователя
Документ
Magmaweld ID 300 E Инверторная дуговая сварка постоянным током Руководство пользователя машины
magmaweld.com
[email protected]
(+90) 538 927 12 62
Отдел обслуживания клиентов / Müteri Hizmetleri: (+90) 4544 E-Mail: [email protected]
Organize Sanayi Bölgesi, 5. Kisim 45030 Manisa / TURKEY
Все права защищены. Запрещается воспроизводить эту документацию или любую ее часть без предварительного письменного разрешения Magma Mekatronik Makine Sanayi ve Ticaret A. Magma Mekatronik может изменять информацию и изображения без предварительного уведомления.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Обязательно соблюдайте все правила безопасности, изложенные в данном руководстве! 1.1 Общая информация фазное напряжение. Должен использоваться в 3-фазных, 4-проводных и незаземленных системах. Благодаря нисходящим характеристикам инверторной технологии обеспечивается стабильная дуга и хорошие характеристики повторного зажигания. Первоначальную способность электродов к поджиганию можно улучшить с помощью потенциометра горячего пуска, а некоторых электродов, таких как основные электроды, которые имеют тенденцию к короткому замыканию и прилипанию к сварочной ванне, можно избежать, отрегулировав потенциометр форсажа дуги. Его можно использовать в качестве сварочного аппарата TIG постоянного тока Touch-Scratch, если к нему подключена горелка TIG с клапаном. Потребление электроэнергии примерно на 10% меньше, чем у оборудования с кремниевым выпрямителем, и на 25% меньше, чем у оборудования с магнитным управлением. ID 300 E также можно использовать с длинными сварочными кабелями до 25 м. Кроме того, возможны варианты беспроводного и кабельного дистанционного управления. Машина охлаждается вентилятором и имеет термическую защиту от перегрева.
Кроме того, возможны варианты беспроводного и кабельного дистанционного управления. Машина охлаждается вентилятором и имеет термическую защиту от перегрева.
1.2 Компоненты машины
- 1- Вход сетевого кабеля
- Выключатель ВКЛ/ВЫКЛ
- Вход разъема дистанционного управления
- Кабель заземления и гнездо сварочного кабеля (+)
- Кабель заземления и гнездо
- Рукоятка
- Ручка регулировки тока
- Индикатор тока
- Индикатор напряжения
- Ручка регулировки горячего старта
- Ручка регулировки силы дуги
- Кнопка выбора режима сварки
1.3 Этикетка изделия
Как определено в стандарте EN 60974-1, коэффициент рабочего цикла включает 10-минутный период времени. Например, если машина, указанная как 250 А при %60, должна работать при 250 А, машина может сваривать без перерыва в течение первых 6 минут 10-минутного периода (зона 1). Тем не менее, следующие 4 минуты следует оставить бездействующими, чтобы машина остыла (зона 2).
1.4 Технические данные
1.5 Аксессуары
УСТАНОВКА
2.1 Контроль доставки
Убедитесь, что все заказанные вами материалы получены. Если какой-либо материал отсутствует или поврежден, немедленно обратитесь по месту покупки.
Комплект поставки;
- Сварочный аппарат и подключенный сетевой кабель
- Гарантийный талон
- Зажим заготовки и кабель
- Руководство пользователя
- Зажим электрода и кабель
В случае повреждения поставки запишите отчет, сделайте снимок повреждения сообщить в транспортную компанию вместе с ксерокопией накладной. Если проблема не устранена, обратитесь в службу поддержки клиентов.
Символы и их значения на устройстве
2.2 Рекомендации по установке и эксплуатации
- Для повышения производительности установите машину на расстоянии не менее 30 см от окружающих предметов. Обратите внимание на перегрев, наличие пыли и влаги рядом с машиной.
- Не используйте машину под прямыми солнечными лучами. Если температура окружающей среды превышает 40°C, используйте машину при более низком токе или более низком рабочем цикле.
- Избегайте сварки на открытом воздухе в ветреную и дождливую погоду. Если в таких случаях необходима сварка, защитите зону сварки и сварочный аппарат завесой и навесом. Если вы свариваете в помещении, используйте подходящую систему удаления дыма. Используйте дыхательный аппарат, если существует риск вдыхания сварочного дыма и газа в замкнутом пространстве.
- Соблюдайте коэффициенты рабочего цикла, указанные на этикетке изделия. Превышение коэффициента рабочего цикла может привести к повреждению машины и аннулированию гарантии.
- Используйте предохранитель, совместимый с вашей системой.
- Закрепите кабель заземления как можно ближе к месту сварки.
- Не допускайте прохождения сварочного тока через оборудование, кроме сварочных кабелей.
- Прикрепите газовый баллон к стене с помощью цепи.

- Сварочные кабели и сетевой кабель не должны быть завернуты в корпус машины во время работы.
2.3 Подключение к сетевой вилке
В целях безопасности никогда не используйте сетевой кабель машины без вилки.
- Поскольку розетки для подключения к сети могут различаться в зависимости от завода-изготовителя, квалифицированные электрики должны устанавливать соответствующую вилку на встроенный сетевой кабель машины. Обратите внимание, что кабель заземления желто-зеленого цвета и помечен значком .
- После установки вилки НЕ ВСТАВЛЯЙТЕ ЕЕ В РОЗЕТКУ НА ДАННОМ ЭТАПЕ.
2.4 Соединения для сварки ММА
- В соответствии с полярностью используемого электрода вставьте сварочные кабели в соответствующий разъем и затяните их, поворачивая по часовой стрелке.
- Плотно подсоедините зажим заземления к заготовке как можно ближе к зоне сварки.
2.5 Соединения для сварки TIG методом Touch-Scratch
- Следует использовать горелку TIG с клапаном.

- Подсоедините кабель питания горелки TIG к отрицательному выходу, а кабель заземления — к положительному выводу аппарата.
- Установите регулятор аргона на баллон с аргоном.
- Подсоедините газовый шланг горелки к газовому регулятору.
2.6 Подключение к сети
Вставляя вилку в розетку машины, убедитесь, что она находится в положении «0».
- Перед подключением машины к сети проверьте 3-фазную сеть с помощью вольтметра. Убедившись, что напряжение каждой фазы составляет 400 В (± 40 В), вставьте вилку.
- Включите машину с помощью выключателя.
- Выключите машину, вернув переключатель обратно в положение «0», услышав шум вентилятора и загоревшиеся индикаторы вольтметра и амперметра.
ЭКСПЛУАТАЦИЯ
3.1 Пользовательский интерфейс
3.2 Сварка ММА
- Нажмите кнопку выбора режима сварки, чтобы выбрать режим сварки штучным электродом. Светодиодные фонари для сварки электродами.

- Отрегулируйте ток с помощью ручки регулировки тока.
- Приведенную ниже таблицу можно использовать в качестве приблизительного ориентира для электродов из мягкой стали. Точные параметры см. в рекомендациях производителя электродов.
- Для лучшего розжига поверните ручку HOT START по часовой стрелке. Сварочная дуга может просверлить металл, когда он очень тонкий и горячий пуск высокий.
- МОГУЩАЯ ДУГА полезна для электродов, которые склонны к прилипанию ручки по часовой стрелке. Если ДУГОВАЯ СИЛА настроена слишком высоко, разбрызгивание увеличивается.
- Начать сварку. Вы можете наблюдать за сварочным током и напряжением по отображению тока и напряжения.
3.3 Сварка TIG с контактной царапиной
- Нажмите кнопку выбора режима сварки, чтобы выбрать режим сварки TIG Touch-Scratch. Светодиодные фонари для сварки Touch-Scratch.
- Отрегулируйте ток с помощью ручки регулировки тока. · Начать сварку.
 Вы можете наблюдать за сварочным током и напряжением по отображению тока и напряжения.
Вы можете наблюдать за сварочным током и напряжением по отображению тока и напряжения.
3.4 Пульт дистанционного управления (дополнительно)
- Возможно подключение беспроводного или кабельного пульта дистанционного управления. В этом случае соответствующий контрольный разъем должен быть установлен на задней крышке сертифицированным сервисным центром Magma.
- Когда разъем дистанционного управления подключен к машине, ручка регулировки силы тока на машине автоматически отключается, и регулировка тока выполняется с помощью пульта дистанционного управления.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И СЕРВИС
- Строго следуйте инструкциям, содержащимся в правилах техники безопасности при обслуживании машины
- Перед откручиванием любого винта на машине для технического обслуживания, питание должно быть отключено от линий электропередач и должно быть обеспечено достаточное время для конденсатора разрядка.
4.1 Техническое обслуживание
4.
 2 Непериодическое техническое обслуживание
2 Непериодическое техническое обслуживание
- Механизм подачи проволоки должен содержаться в чистоте, а поверхности роликов не должны смазываться.
- Всегда удаляйте любые отложения с механизма сухим воздухом при каждой замене сварочной проволоки.
- Расходные детали резака следует регулярно очищать. При необходимости его следует заменить. Убедитесь, что эти материалы являются оригинальными продуктами для длительного использования.
ПРИМЕЧАНИЕ. Вышеупомянутые периоды являются максимальными, которые следует применять, если в вашем устройстве не возникло проблем. В зависимости от рабочей нагрузки и загрязнения рабочей среды вы можете повторять вышеуказанные процессы чаще.
Никогда не работайте на машине с открытыми крышками.
4.2 Коды ошибок
Выдает сообщение об ошибке, когда сетевое напряжение неправильное или тепловое. Если вы не хотите, чтобы во время установки ухудшались характеристики сварки, следует учитывать такие параметры, как диаметр проволоки, горелка, расходные материалы, используемые в горелке, тип проволоки, диаметр проволоки и тип газа.
ANNEX
5.1 Spare Parts List
5.2 Electrical Diagram
Date of issue Manisa – 18.11.2019
Plant Manager
YETKİLİ SERVİSLER
ИМАЛАТЧИ ФИРМА
Magma Mekatronik Makine Sanayi ve Ticaret. В КАЧЕСТВЕ.
Organize Sanayi Bölgesi, 5. Kısım 45030 Manisa, TÜRKİYE
T: (236) 226 27 00
F: (236) 226 27 28
10.02.2021
UM_IDE300_072012_022021_002_68
(+90) 444 93 53
magmaweld.com
[email protected]
Documents / Resources
| Magmaweld ID 300 E DC Inverter Arc Welding Machine [pdf] Руководство пользователя Инверторный сварочный аппарат постоянного тока ID 300 E, ID 300 E, инверторный сварочный аппарат постоянного тока |
Каталожные номера
- Магмавелд
- Магмавелд
Опубликовано вmagmaweldTags: Инверторный сварочный аппарат постоянного тока, ID 300 E, ID 300 E Инверторный сварочный аппарат постоянного тока, magmaweld
Советы по сварке для начинающих для машин / Краткое руководство
Добро пожаловать в наши первые советы по сварке для машин В этой статье мы рассмотрим основные преимущества и функции сварочных аппаратов, области применения и металлы, для которых они подходят, а также некоторые подводные камни, от которых вы, возможно, захотите держаться подальше. Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата.
Сварка, как и все остальное, — это навык, на совершенствование которого уходят годы. Тем не менее, это может быть довольно быстро и легко научиться, если вы потратите некоторое время на то, чтобы понять физику сварки в целом. Из-за относительно недавнего широкого использования инверторной технологии в сварке, зажигание сварного шва (что обычно является самой сложной частью обучения сварке) становится гораздо менее неприятным благодаря легкой дуге.
Из-за относительно недавнего широкого использования инверторной технологии в сварке, зажигание сварного шва (что обычно является самой сложной частью обучения сварке) становится гораздо менее неприятным благодаря легкой дуге.
Защитное оборудование, такое как шлемы с автоматическим затемнением, делает процесс намного быстрее, безопаснее и менее раздражающим, чем много лет назад, когда их не было рядом. Мы рассмотрим самые важные советы и факты по сварке 90% новичков не знают. От дуговых сварщиков до сварки порошковой проволокой. Приведенное ниже руководство представляет собой лишь базовую статью для начинающих и составлено из наиболее распространенных вопросов, которые мы получаем в магазине о сварке в целом. В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущем на некоторой практической информации о фактических действиях самой сварки.
Это сварочный шлем с автоматическим затемнением. Большинство моделей имеют регулируемую настройку затемнения.
Кожаные перчатки до локтя. Идеал
Идеал
Обратите внимание, что важные области тела с непосредственным риском хорошо закрыты.
Почти каждое технологическое достижение в области сварки сделало ее более безопасной, чем раньше. Инверторные сварочные аппараты более энергоэффективны и значительно снижают риск возгорания или поражения электрическим током. Шлемы с автоматическим затемнением практически устранили опасность дуговых очей (вспышек ожогов глаз) и других травм лицевой области. Просто очень важно понимать элементы и физику сварки в целом, если вы уважаете их, вы можете избежать травм в долгосрочной перспективе. Просто всегда используйте перчатки, каски и избегайте использования длинных тонких удлинителей. Важный совет по сварке: избегайте стандартных сварочных масок. Маски с автоматическим затемнением действительно экономичны и работают. Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
- шлем (избегайте обычных шлемов, если можете, включите автоматическое затемнение), убедитесь, что вы получаете те, которые закрывают как минимум большую часть головы.
 Большинство хороших шлемов подходят.
Большинство хороших шлемов подходят. - Перчатки, комбинезон и кожаный чехол. Тепловое излучение от сварки даст вам очень неприятный загар.
- Дополнительная шапочка или банан для защиты волос на лице и верхней части головы
- сварочный фартук для защиты ног
- защитная обувь или, по крайней мере, кожаная обувь для предотвращения проводимости в редком случае короткого замыкания.
Профессиональный сварочный инвертор MMA ARC
Полупрофессиональный сварочный аппарат MIG со встроенной системой подачи проволоки.
Эта профессиональная машина обеспечивает выход постоянного/переменного тока. Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия.
Вы увидите эти машины повсюду и не без оснований. Они работают. Основное различие между этими аппаратами и предшествующими технологиями (сварочные аппараты с масляным охлаждением) заключается в том, что на выходе используется постоянный ток. Переменный ток (переменный ток) подается в машину, инверторный трансформатор преобразует его в постоянное напряжение (низкое напряжение, высокая сила тока), и в результате получается гораздо более легкая и энергоэффективная машина. Постоянный ток также имеет тенденцию вызывать меньшее прилипание и меньшее разбрызгивание, чем большие машины с медным трансформатором, использовавшиеся много лет назад. Инверторные сварочные аппараты также имеют очень хороший рабочий цикл для своего размера и стоимости. Когда вы переходите на более промышленные машины, тяжелые медные трансформаторы по-прежнему популярны.
Переменный ток (переменный ток) подается в машину, инверторный трансформатор преобразует его в постоянное напряжение (низкое напряжение, высокая сила тока), и в результате получается гораздо более легкая и энергоэффективная машина. Постоянный ток также имеет тенденцию вызывать меньшее прилипание и меньшее разбрызгивание, чем большие машины с медным трансформатором, использовавшиеся много лет назад. Инверторные сварочные аппараты также имеют очень хороший рабочий цикл для своего размера и стоимости. Когда вы переходите на более промышленные машины, тяжелые медные трансформаторы по-прежнему популярны.
- благодаря цифровой природе электроники, управляющей трансформатором, можно выбрать более точный и точный выходной ток.
- обычно с воздушным охлаждением (также охлаждается намного быстрее, чем старые машины с масляным охлаждением)
На большинстве машин вы найдете некоторую электрическую информацию. Если его там нет, попробуйте проверить инструкцию по эксплуатации.
Инверторные машины позволяют легко регулировать выходной ток. Чем ниже выходной ток, тем выше рабочий цикл.
Одним из основных аргументов в пользу сварочных аппаратов является рабочий цикл. Рабочий цикл в основном объясняет, как долго сварщик может сваривать при определенной мощности тока. Большинство сварщиков отображают процент рабочего цикла вместе с выходным током, например, 60% при 200 А. Процент зависит от того, как долго сварщик может выдавать этот ток в 10-минутном окне без перегрева (при определенной комнатной температуре).
Таким образом, этот сварочный аппарат будет выполнять сварку при 200 А в течение 6 минут, прежде чем его трансформатор перегреется и отключится. Затем сварщик должен отдохнуть 4 минуты в 10-минутном окне, чтобы его снова можно было использовать. Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, — это выбрать аппарат примерно на 25 % выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Совет по сварке, который мы рекомендуем клиентам, — это выбрать аппарат примерно на 25 % выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Пожалуйста, имейте в виду, что здесь играет роль множество переменных, поэтому производители, как правило, амбициозны в своих спецификациях. Поэтому мы советуем нашим клиентам использовать ток на 25% выше необходимого, чтобы получить хорошо работающую машину за такую цену. В южноафриканском климате при сварке при температуре 40°С рабочий цикл 60% становится нереалистичным для любой машины.
Сварка стержнем (дуговая сварка) в действии. Обратите внимание, как искра возникает на кончике сварочного стержня. На самом деле ток течет через ручку, а затем через сам стержень.
Также называется дуговой сваркой защищенным металлом. Основное оборудование, которое должно быть в каждой мастерской, начинается со старого надежного аппарата для дуговой сварки. Сварка осуществляется путем создания плавления между экранированным металлическим стержнем и свариваемым металлом. Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
ММА ( ручная дуговая сварка металлическим электродом ) сварочные аппараты в настоящее время являются самыми дешевыми и надежными машинами из-за того, что они очень широко используются и не имеют движущихся частей. Обычно на сварщике MMA большинство сварщиков учатся этому навыку. MMA по-прежнему остается самым популярным решением для сварки и более широко используется для черных металлов. Единственная проблема у них заключается в том, что сварщику необходимо останавливать сварку каждые несколько секунд, чтобы сменить стержень, а дуговые сварщики не очень хороши для точных работ и цветных металлов из-за их глубокого провара и брызг вокруг сварного шва.
- экономичные сверхкомпактные машины
- может использоваться в качестве сварочного аппарата TIG для черных металлов (поясняется ниже)
- газ не требуется
- очень прост в освоении (отлично подходит для начинающих)
- не считается подходящим для производства (стержни довольно короткие, и их необходимо заменять каждые несколько секунд)
- расходников меньше, нужны только шатуны.

Различные виды стержней для различных металлов. Из металла, чугуна и алюминия.
Качество сварки во многом зависит от используемого стержня. Аспекты, которые следует учитывать, это качество, толщина, металл, тип тока, направление сварки. Все эти аспекты объясняются на крышке упаковки продукта.
Тем не менее, некоторые бренды не предлагают силу тока, используемую для каждой толщины стержня, поэтому необходимо провести предварительное исследование, чтобы выбрать правильный сварочный аппарат и стержни. Не стесняйтесь использовать этот калькулятор от Millers, чтобы определить правильную толщину прутка: Калькулятор прутка для дуговой сварки. Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Хороший совет по выбору правильного стержня заключается в том, что вы можете добиться очень хорошего рабочего цикла на сварочном аппарате, если вы используете более низкую настройку на сварочном аппарате. Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы. Просто помните, что эти стержни всегда должны быть абсолютно сухими.
Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы. Просто помните, что эти стержни всегда должны быть абсолютно сухими.
Стандартная горелка МИГ. Обратите внимание на кожух на наконечнике, газ и ток проходят через горелку.
Полупрофессиональный сварочный аппарат MIG со встроенной системой подачи проволоки.
Внешний механизм подачи проволоки для более крупных коммерческих машин.
Сварочные аппараты
MIG отличаются от аппаратов дуговой сварки в самом большом смысле, поскольку они используют подаваемую проволоку вместо стержней. Проволока (стальная) подается с ролика или механизма подачи через горелку, а затем выдается из наконечника. Поскольку большинство проволоки представляет собой просто металл, сварной шов по-прежнему должен быть защищен инертным газом, который также подается через горелку для защиты сварного шва от кислорода и влаги. Причиной широкого использования сварочных аппаратов MIG являются дополнительные преимущества, заключающиеся в возможности непрерывной сварки в течение более длительного времени по сравнению со сваркой стержнями или сваркой TIG. Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Причиной широкого использования сварочных аппаратов MIG являются дополнительные преимущества, заключающиеся в возможности непрерывной сварки в течение более длительного времени по сравнению со сваркой стержнями или сваркой TIG. Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Полученный сварной шов также чище и создается с меньшим разбрызгиванием, чем дуговая сварка. Проблемы со сваркой MIG включают в себя необходимость иметь дело с газовыми баллонами или более дорогой проволокой с флюсовой сердцевиной, описанной ниже. Они также требуют дополнительного обучения и дополнительных настроек для начала (например, скорость подачи проволоки). Это более дорогие машины из-за дополнительной системы подачи проволоки и более сложных механизмов горелки.
На что следует обратить внимание при покупке аппарата MIG
- обратите внимание на толщину проволоки и совместимость с размером фидера
- решите, нужно ли вам использовать ГАЗ или НЕТ ГАЗ.
 Если вам нужно использовать флюсовый сердечник, приобретите машину с обратной полярностью.
Если вам нужно использовать флюсовый сердечник, приобретите машину с обратной полярностью. - расходных материалов включают. Наконечники (разных размеров), газовые кожухи (у опытных сварщиков они служат долго), газ и проволока.
Стандартный газовый регулятор, установленный на газовом баллоне.
Этот пункт будет посвящен сварке MIG и сварке TIG. Чтобы легко ответить на этот вопрос, вам просто нужно понять, что происходит, когда вы свариваете (плавление). Когда при сварке металлы плавятся, создавая большое количество тепла, во время этого процесса тепло притягивает влагу и кислород из непосредственной окружающей среды, что делает сварной шов очень хрупким. Таким образом, газ (в большинстве случаев газ CO2 или аргон) используется для создания временного экрана вокруг нагретой области, чтобы защитить ее от врага или сварочной воды. Преимущества использования газа заключаются в том, что сварной шов практически чистый и не требует очистки от шлака.
Осталось только одно решение: я использую газ CO2 или аргон. Газ CO2 является более распространенным и дешевым в использовании. В современной промышленности вы, скорее всего, столкнетесь со смесями CO2 и АРГОНА, причина этого в том, что смесь создает меньше брызг, чем чистый CO2. Газ CO2 обычно используется для черных металлов, это металлы, содержащие железо. Однако чистый аргон имеет гораздо меньшую проникающую способность, чем смеси CO2, и по этой причине его популярно использовать для обработки цветных металлов, таких как алюминий, магний или медь. В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
- меньше пыли и брызг по сравнению со сваркой под флюсом (MMA и Flux core)
- лучший выбор для цветных металлов по сравнению с Flux core.
- , в зависимости от используемой марки, может обойтись дешевле в расчете на метр сварного шва из-за высокой стоимости порошковой проволоки.

Обычная стальная проволока. На этом валу нет флюса.
Флюсовая проволока обычно имеет более темный цвет из-за другого производственного процесса и включения флюса внутрь проволоки.
Пример меньшего рулона флюсовой проволоки для станков DIY
Подобно тому, как работают стержни для дуговой сварки, это достигается за счет использования флюса, который заполняется внутри используемой сварочной проволоки. Вы видите, что сварной шов все еще должен быть защищен от кислорода и влаги в окружающей среде, поэтому флюс заполняется внутри проволоки, чтобы защитить нагретый сварной шов. Преимущества этого заключаются в меньших усилиях и отсутствии необходимости беспокоиться о газовых баллонах. Самая большая проблема с проволокой с флюсовой сердцевиной — это дополнительные затраты на проволоку и некоторое количество шлака, остающегося на охлажденном сварном шве. Благодаря тому, что вам не нужно беспокоиться о дополнительных газовых баллонах, такое решение более компактно. Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
- можно использовать в ветреную погоду благодаря образованию шлака на сварном шве
- производительнее, чем сварка в среде защитных газов, до 100 % быстрее, в зависимости от используемого оборудования
- шлак необходимо очистить после сварки
Как вы можете видеть, присадочный материал (металл) подается в дугу сварщиком вручную, при этом газ откачивается из керамического наконечника для защиты процесса сварки. Сварка TIG
, хотя, вероятно, является наименее распространенным типом сварки, на сегодняшний день является наиболее передовой и точной. Очень популярный выбор для цветных металлов из-за неглубокого проплавления и лучшего контроля над потоком и дугой сварного шва. Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
Очень популярный выбор для цветных металлов из-за неглубокого проплавления и лучшего контроля над потоком и дугой сварного шва. Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
- очень точный
- лучший выбор для тонкого алюминия и других цветных металлов
- Более профессиональные машины позволяют сварщику контролировать почти каждый аспект сварки.
- обучение находится на кривой, требует больше времени и терпения, чтобы освоить.
- Соотношение скорости и свариваемого металла низкое (медленное)
- включают вольфрамовый наконечник, кожух, газовые и металлические стержни.
- заточены в соответствии со свариваемым материалом.
Расходные материалы
Вольфрамовые наконечники
Стандартный дуговой сварщик. Можно установить только горелку TIG, поэтому газ должен подаваться напрямую от горелки к баллону. Выход постоянного тока.
Отличие сварочного аппарата TIG/MMA на выходе постоянного тока заключается в некоторых дополнительных настройках, а газ и триггер контролируются аппаратом.
Эта профессиональная машина обеспечивает выход постоянного/переменного тока. Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия.
Это горелка TIG с выключателем. Горелка должна быть модифицирована и снабжена проушиной, чтобы ее можно было использовать с аппаратом для дуговой сварки. Переключатель не будет использоваться, вместо него будет использован старт с нуля.
Интересный совет по сварке: вы можете начать сварку TIG с нуля с помощью любого аппарата для дуговой сварки с инвертором постоянного тока, просто подключив горелку TIG, газ нужно будет просто подать из баллона непосредственно в горелку. При использовании дуговой сварки для сварки TIG просто помните, что полярность остается той же, поэтому она будет работать только с более тонкими черными металлами. Поскольку горелка не контролируется машиной, дуга зажигается путем ручного царапания поверхности или металла. Не так точно, как при использовании обычного аппарата TIG с триггером, но действительно удобный прием, позволяющий повысить ценность вашего существующего аппарата для дуговой сварки.
PS: не все горелки Scratch TIG подходят для обычных машин MMA с инвертором постоянного тока. Убедитесь, что штекеры подходят. Большинство продаваемых горелок предназначены для ввинчиваемых фитингов, используемых на машинах TIG, где газ подается к горелке. Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Убедитесь, что штекеры подходят. Большинство продаваемых горелок предназначены для ввинчиваемых фитингов, используемых на машинах TIG, где газ подается к горелке. Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Благодарим вас за то, что нашли время, чтобы прочитать эту вводную статью о советах по сварке. Мы написали его, чтобы помочь нашим клиентам сделать правильный выбор в продукте. Можно еще многое сказать о том, что было упомянуто выше, но эта статья предназначена для того, чтобы стать очень простой вводной статьей. Мы будем публиковать более подробные руководства по каждому аспекту сварки в будущем. Если у вас есть какие-либо вопросы по поводу какой-либо информации здесь или если у нас что-то не так, прокомментируйте ниже или свяжитесь с нами в социальных сетях. Нам очень нравится общаться с клиентами.
Сварочные машины и ценообразование
Другие посты из блога инструментов и советов. ID: 110948349
ID: 110948349
@article{Chae1998PWMCA,
title={ШИМ-преобразователь-инверторный сварочный аппарат с новым типом NCT},
автор={Ю. М. Че и Чок-Сок Го, Г. Х. Чо и В.-С. Шин и Чжу Ён Чхве},
журнал={PESC 98 Запись. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
} - Y. Chae, Jeok-Seok Gho, Joo Young Choi
- Опубликовано 17 мая 1998 г.
- Материаловедение
- PESC 98 Record. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)
Схема инвертора была адаптирована к сварочным аппаратам для повышения производительности сварки. [] Ключ Метод Экспериментальные результаты показаны с точки зрения характеристик сварки и коэффициента мощности. Благодаря экспериментальным результатам характеристики сварки, такие как разбрызгивание и образование валиков, значительно улучшились, а коэффициент мощности поддерживается примерно на уровне единицы.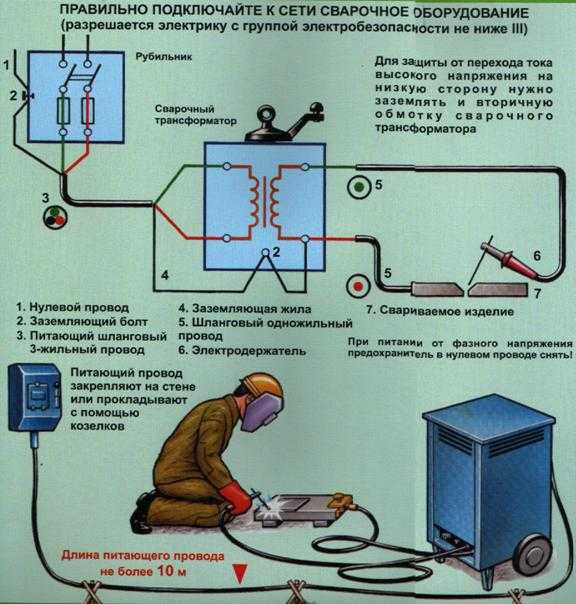
Посмотреть на IEEE
doi.org
Улучшенные характеристики повышающего преобразователя DCM для системы инверторной дуговой сварки
- Хэ-Рён Чой, Х. Мок, Г. Чой, Чунг-Юн Вон, Кю Сик Ким
Инженерия, материаловедение
Материалы Международной конференции IEEE 1999 года по силовой электронике и системам привода. PEDS’99 (Cat. No.99TH8475)
- 1999
В данной статье представлена инверторная дуговая сварочная машина с повышающим преобразователем DCM. Во-первых, рассматривается основная операция и принцип. Конструкция регулятора предназначена для форсирования пульсаций напряжения…
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Поэтому ниже…
Внедрение усовершенствованного источника питания с простыми инверторами для аппарата дуговой сварки
- Jianmin Wang, Sen-Tung Wu
Инженерное дело
- 2015
Резюме
В статье представлено простое управление инвертором рекуперации энергии без скачков напряжения.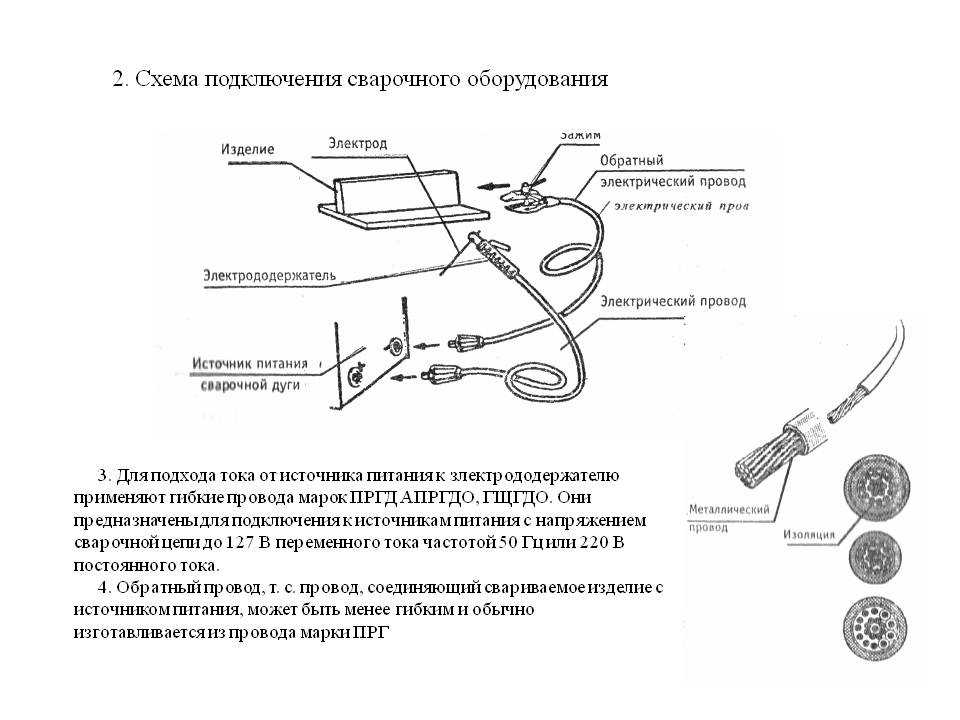 Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
A Novel Inverter for Arc Welding Machines
- Jianmin Wang, Sen‐Tung Wu
Materials Science, Engineering
IEEE Transactions on Industrial Electronics
- 2015
A circuit structure with a novel inverter that is applicable к машинам для дуговой сварки и может сохранять энергию, накопленную в соединенном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования машины для дуговой сварки.
Усовершенствования в разработке основной схемы инвертора для дуговой сварки и экспериментальная проверка
Предложена новая основная схема инвертора для дуговой сварки, в которой частота коммутации больше не ограничивается электролитическим конденсатором, что позволяет инвертор…
Новый энергосберегающий инвертор для аппаратов для дуговой сварки на переменном токе
В данной статье предлагается новый энергосберегающий источник питания для аппаратов для дуговой сварки на переменном токе. В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
Новый трехфазный сварочный инвертор с высоким коэффициентом мощности
- Ху Цзи-цян, Чен Шу-цзюнь, Инь Шу-янь, Ван Дун-пин, Цзэн Хуа
Инженерия
Международная конференция IEEE по Промышленные технологии, 2003
- 2003
Трехфазный сварочный инверторный источник питания (WIPS) с функцией коррекции коэффициента мощности (PFC) предлагается для решения проблемы искажения входного тока, которая мешала применению WIPS в течение нескольких…
Высокопроизводительный портативный сварочный аппарат на базе мостового преобразователя с одним трансформатором, подключенным по стандарту ISOP, и активным демпфером подключенный одиночный трансформатор с методом активного демпфирования, предложенный для повышения общей эффективности за счет восстановления паразитной резонансной энергии и регулирования напряжения выпрямителей до уровня, на котором доступны диоды Шоттки.
Источник постоянной мощности в естественном режиме для ручной дуговой сварки
- J. Shklovski, K. Janson, T. Sakkos
Материаловедение
- 2012
Растущий спрос на энергию и вопросы охраны окружающей среды – по оборудованию и в процессе. В этой статье новый импульсный источник тока с резонансной нагрузкой для сварки с выходной мощностью…
Резонансный преобразователь нагрузки с изменяющейся топологией резонансного резервуара для сварочных работ
- Дж. Шкловски, К. Янсон, А. Калласте
Материаловедение, машиностроение
IECON 2012 — 38-я ежегодная конференция IEEE Industrial Electronics Society
- 2012
- J. Salmon
Машиностроение
- 1993
- H. Sugimoto, S. Morimoto, M. Yano
Engineering
PESC ’88 Record ., 19-я ежегодная конференция специалистов по силовой электронике IEEE
- 1988
- J.
21 A Представлена резонансная топология бака для питания нагрузок постоянного тока типа сварочной дуги, которая имеет режим постоянной мощности в диапазоне сварочных токов и присущее параметрическое ограничение короткого замыкания.
ПОКАЗАНЫ 1-7 ИЗ 7 ССЫЛОК
A ШИМ-преобразователь переменного тока в постоянный с фиксированной частотой коммутации
Для ШИМ-преобразователя переменного тока в постоянный с широтно-импульсной модуляцией стратегия прогнозируемого управления током с фиксированной частотой коммутации (управление PCFF) предлагается. Его принцип и реализация описаны,…
Его принцип и реализация описаны,…
Методы минимизации искажения входного тока однофазных выпрямителей с регулируемым током
Описаны методы минимизации искажения входного тока однофазных повышающих выпрямителей с управлением по току. Схемы переключения нескольких повышающих выпрямителей исследуются для выявления…
Высокоэффективный метод управления ШИМ-преобразователем напряжения
Представлен высокоэффективный метод управления преобразователем напряжения с широтно-импульсной модуляцией. Начиная с моделирования преобразователя, управления коэффициентом мощности и пяти типов постоянного тока…
