Инверторный сварочный аппарат своими руками: схема и сборка инверторной сварки
Содержание
Cамодельный сварочный инвертор из доступных деталей своими руками
Содержание страницы
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей.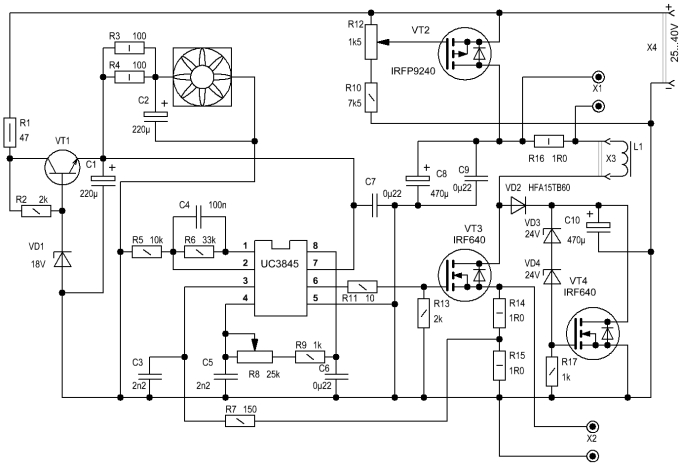 Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.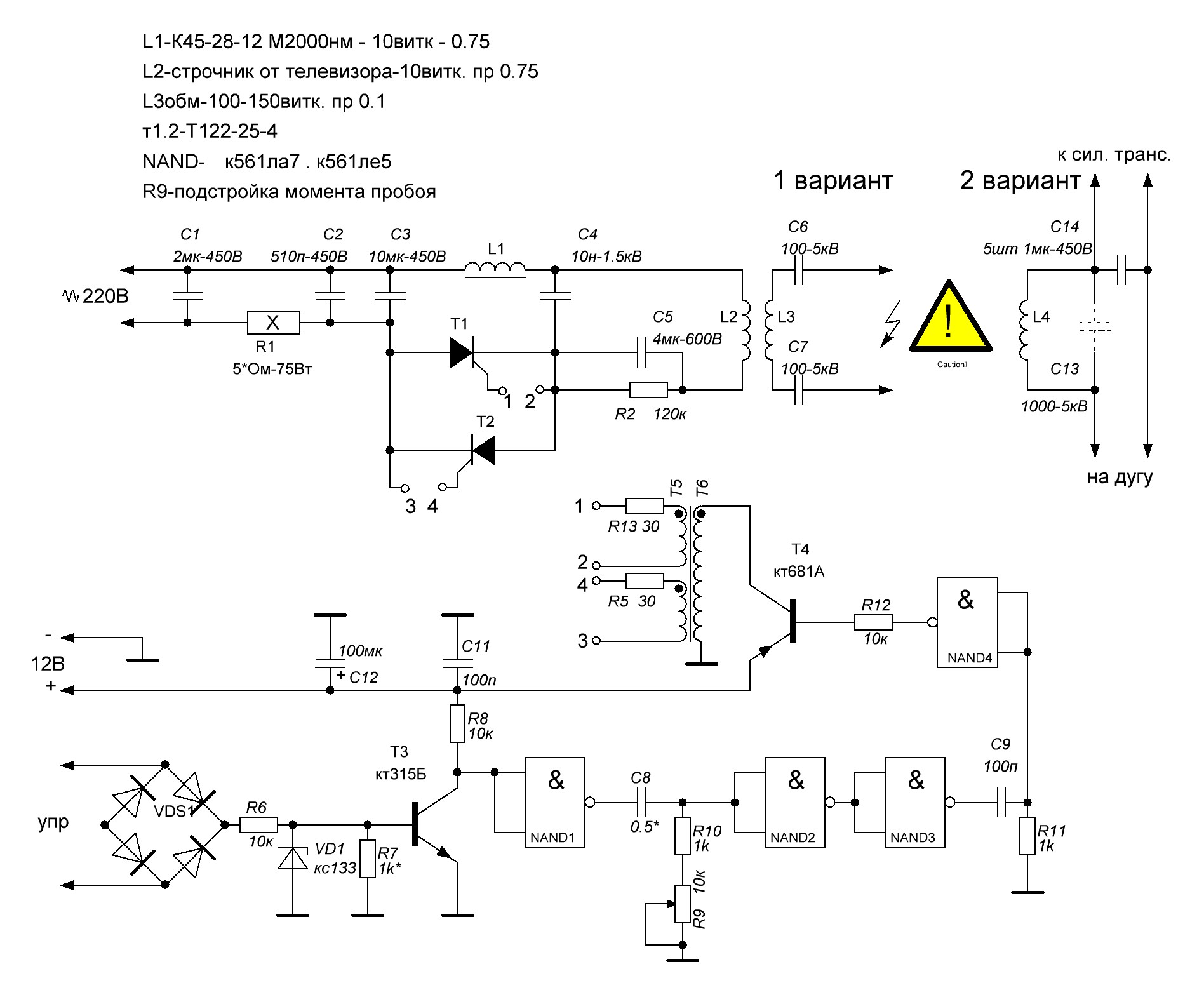
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.
 2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям. - Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.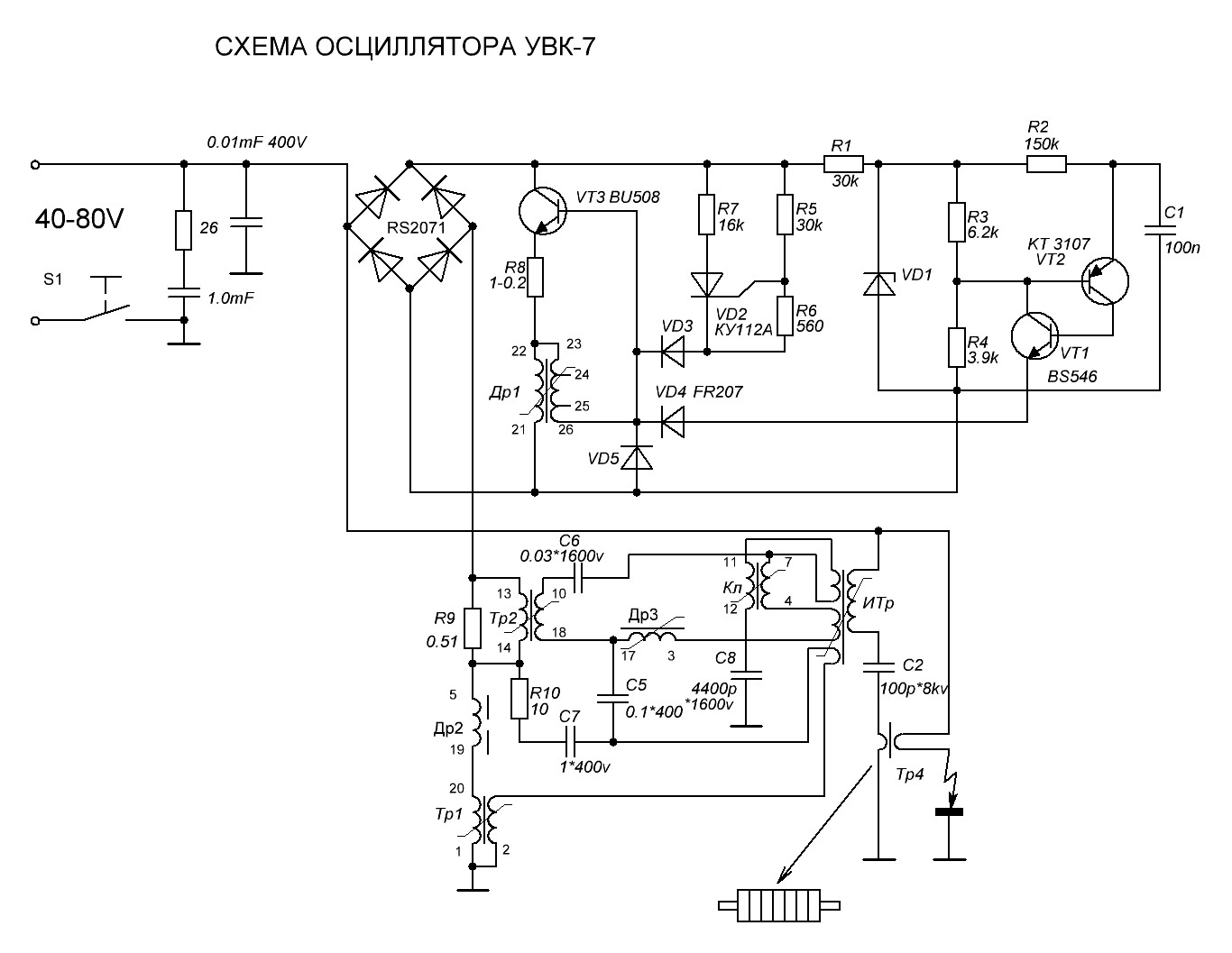
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.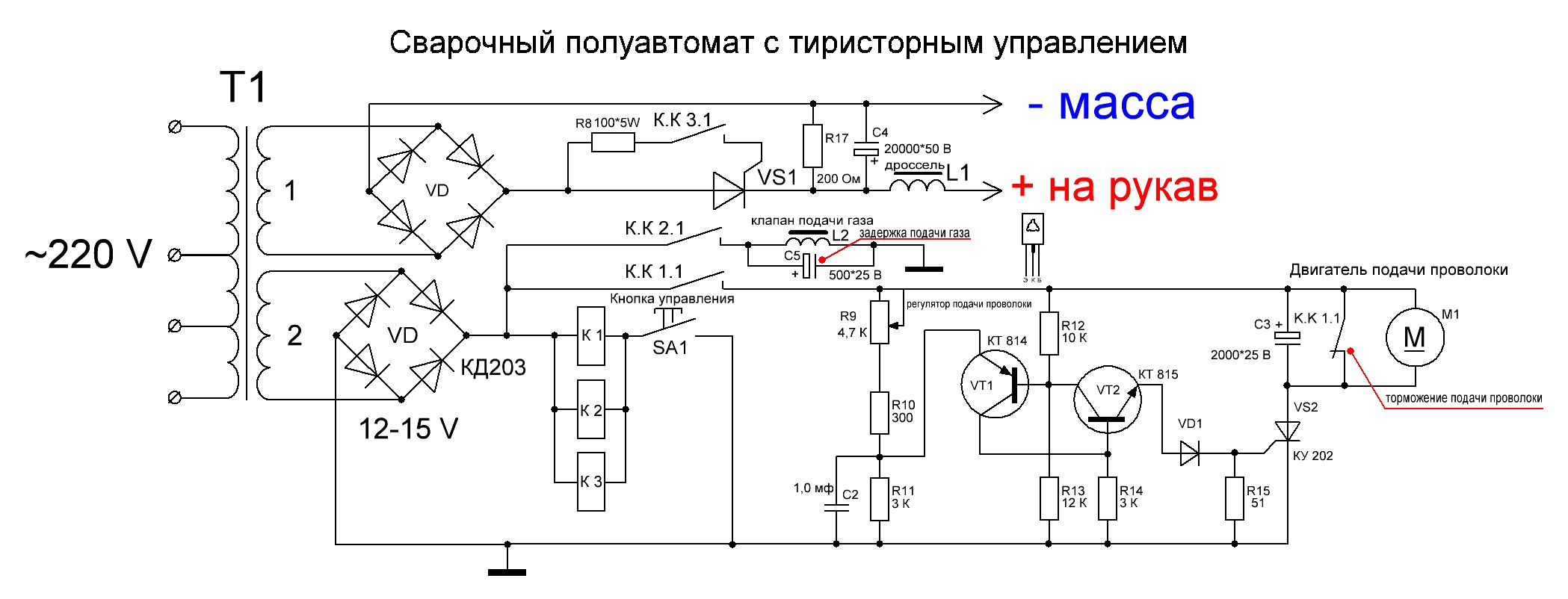
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
- Описание ↓
- Принцип работы ↓
- Область применения ↓
- Преимущества и недостатки ↓
- Как сделать своими руками? ↓
- Необходимые материалы и инструменты ↓
- Схемы ↓
- Пошаговое руководство ↓
- Настройка аппарата ↓
- Обслуживание и ремонт ↓
- Сварочный полуавтомат из инвертора ↓
- Советы и рекомендации ↓
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление.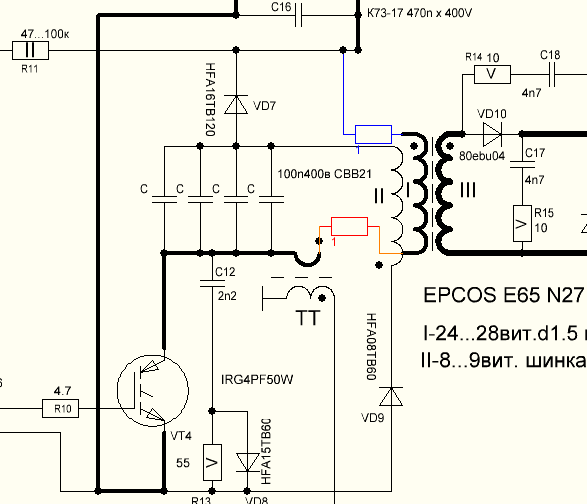 Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется.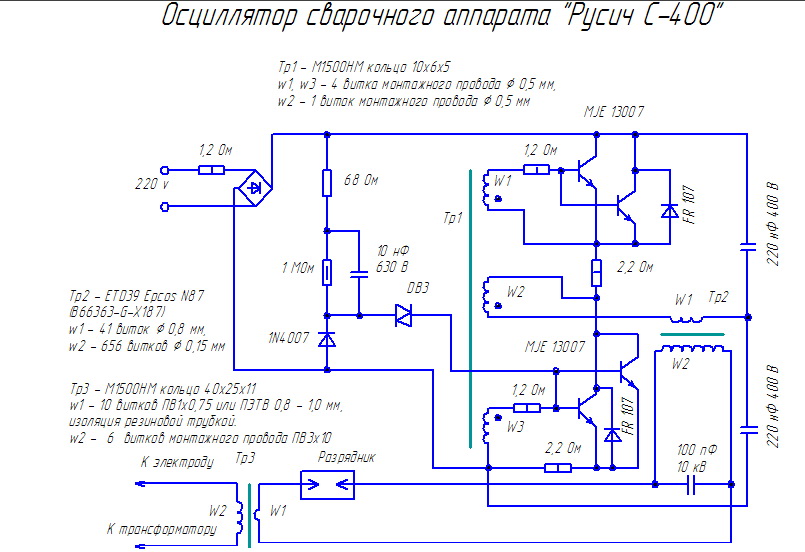 Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.

- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
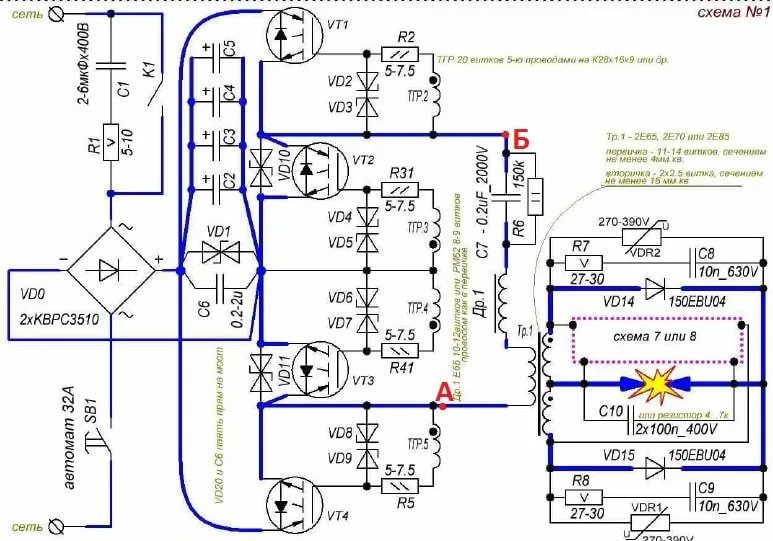
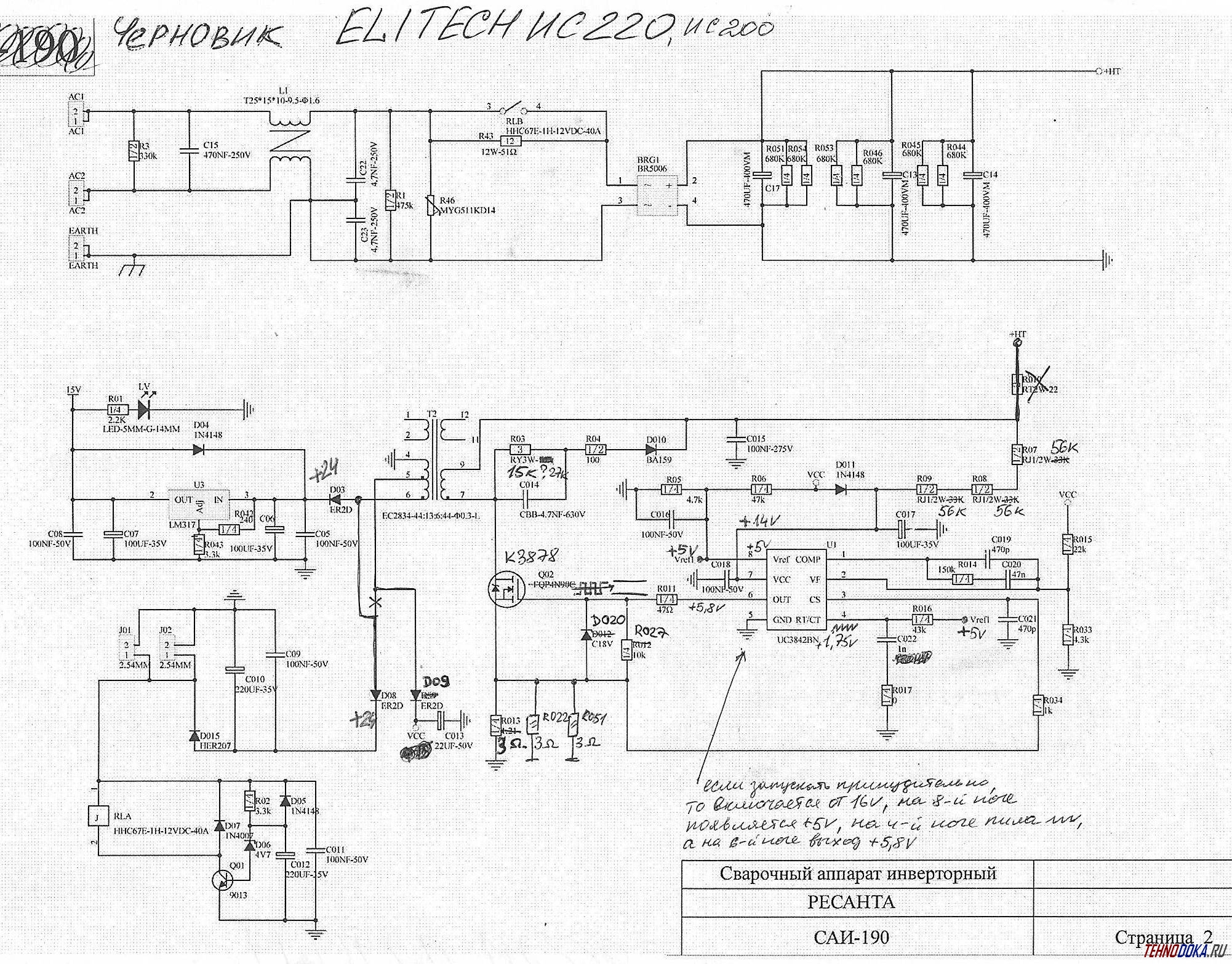
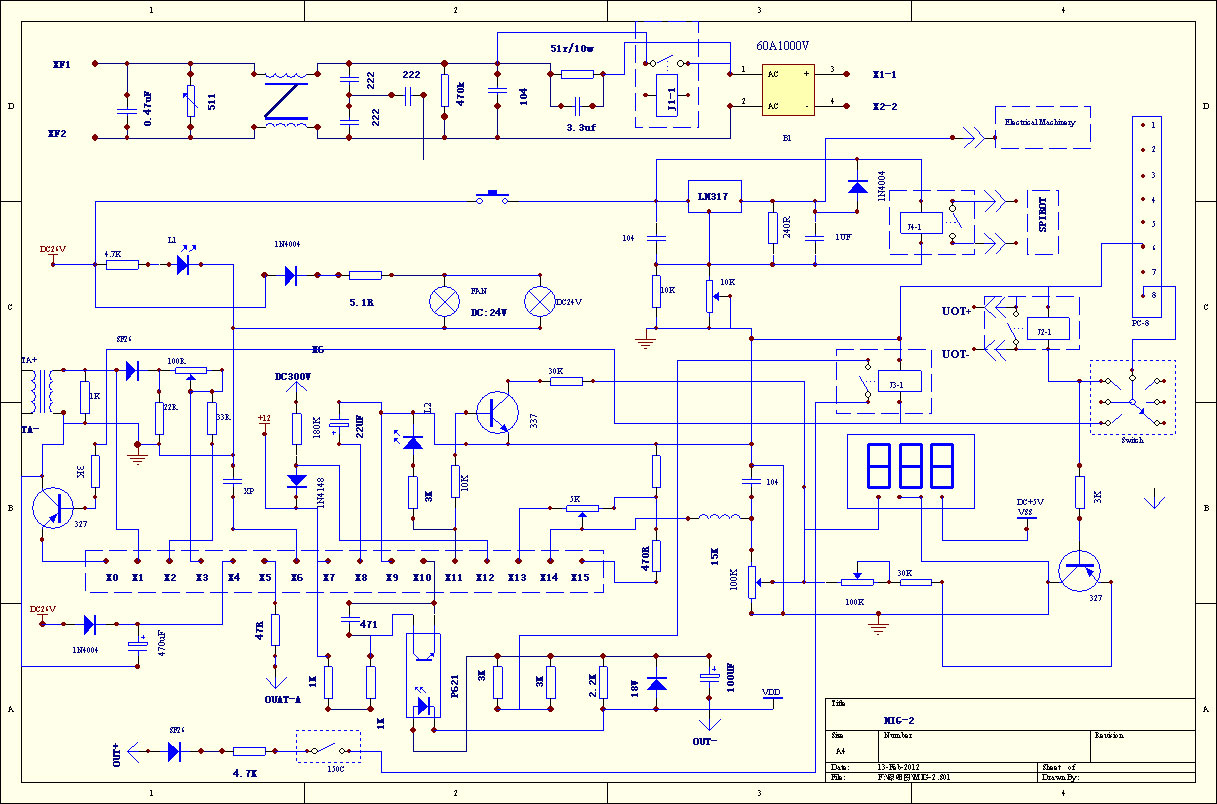
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
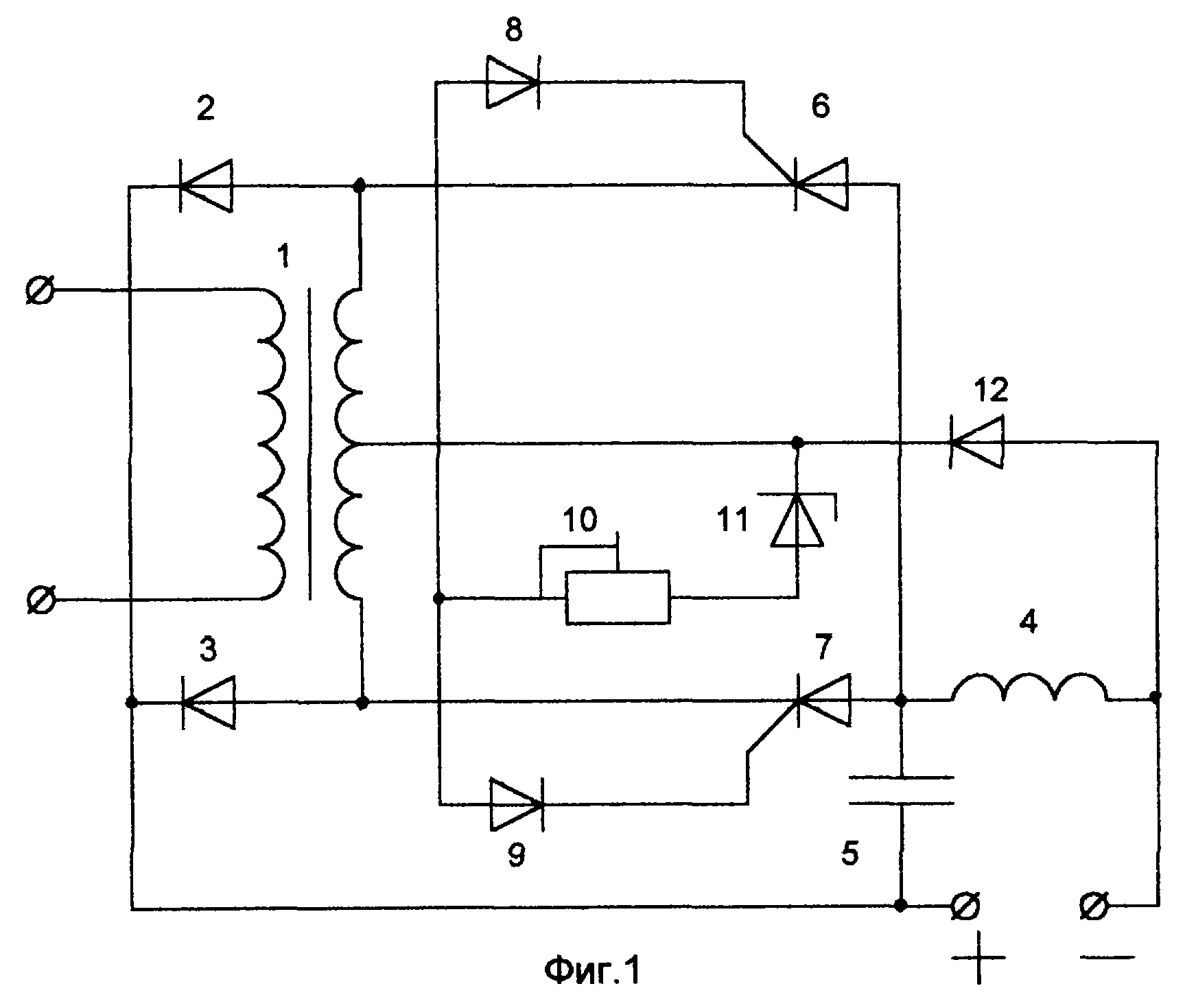
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм.
 Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже. - Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку.
 Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
Это обеспечит эффективный теплоотвод и защиту от короткого замыкания. - Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
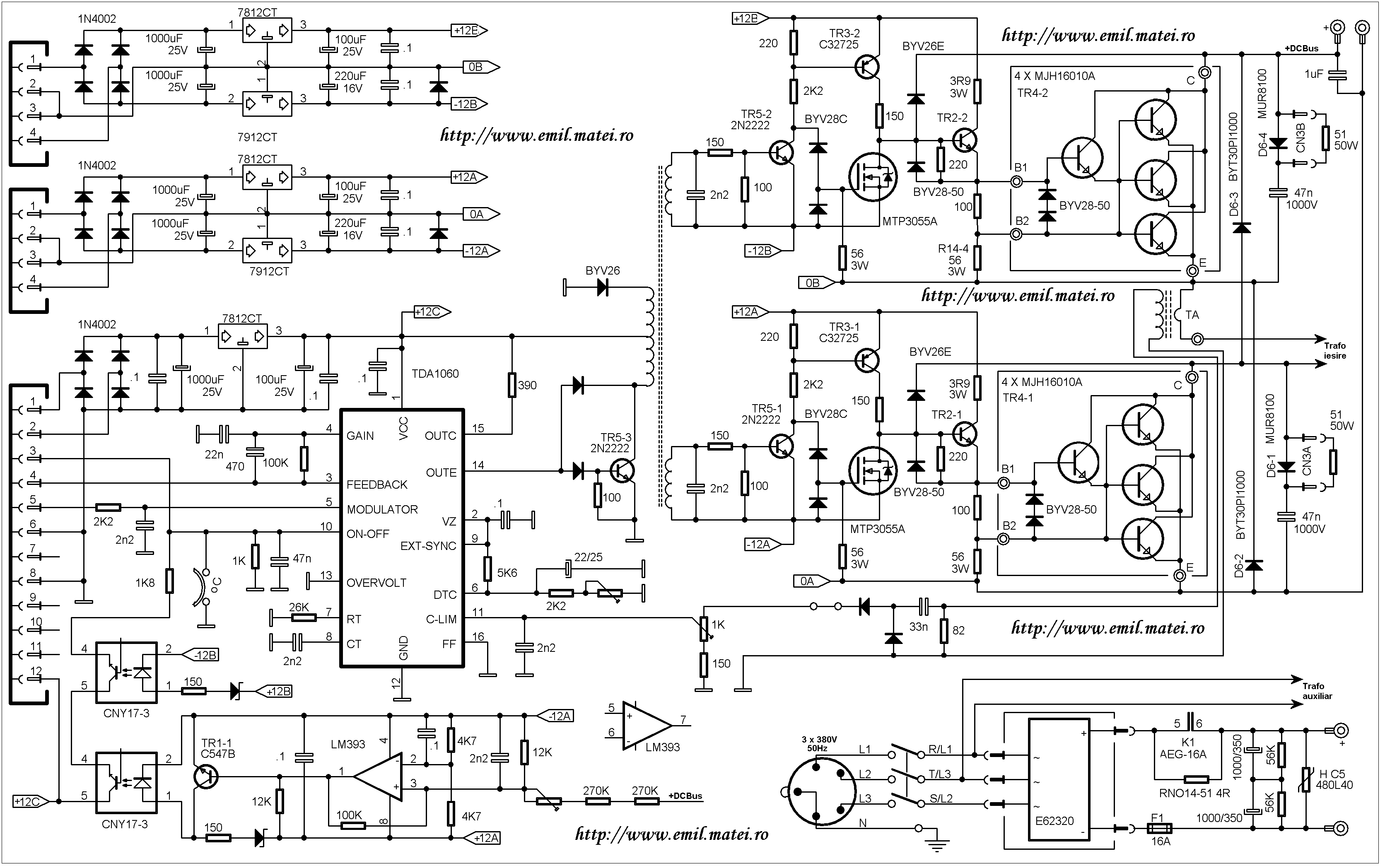
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.

- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе.
 Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка. - Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора.
 Подача тока без него может привести к взрыву.
Подача тока без него может привести к взрыву. - Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
Статья была полезна?
0,00 (оценок: 0)
Оптовая продажа инверторных сварочных аппаратов для тяжелых условий эксплуатации Производитель и поставщик, завод
Оптовая продажа инверторных сварочных аппаратов для тяжелых условий эксплуатации Производитель и поставщик, завод | Кейгри
Являясь одним из ведущих производителей сверхмощных инверторных сварочных аппаратов в Китае, компания Chengdu Keygree Technology Co., Ltd. уже много лет поставляет сварочное оборудование высочайшего качества. Наш сверхмощный инверторный сварочный аппарат предназначен для эффективной и точной сварки, что делает его идеальным инструментом для выполнения всех ваших сварочных задач.
Как надежный и опытный поставщик и завод, мы используем новейшие технологии и передовые технологии для производства самых надежных и долговечных инверторных сварочных аппаратов на рынке. Мы гордимся нашим качеством и мастерством, гарантируя, что наша продукция соответствует и превосходит международные стандарты.
Мы гордимся нашим качеством и мастерством, гарантируя, что наша продукция соответствует и превосходит международные стандарты.
Наш инверторный сварочный аппарат для тяжелых условий эксплуатации прост в эксплуатации и обеспечивает превосходную производительность сварки. Благодаря своим расширенным функциям он может выполнять широкий спектр сварочных задач и подходит для различных областей применения. Он разработан для обеспечения стабильной и стабильной работы, обеспечивая неизменно высокое качество сварных швов.
В заключение, наш сверхмощный инверторный сварочный аппарат является обязательным инструментом для всех, кто ценит качество и точность в своих сварочных операциях. Попробуйте сами и убедитесь в преимуществах высококачественного сварочного аппарата Chengdu Keygree Technology Co., Ltd.
Сопутствующие товары
Самые продаваемые товары
- Отзывы
Надежная гибкость Почему современные инверторные технологии работают на строительных площадках
Портативный. Эффективный. Мультипроцесс. Прочный. Эти прилагательные — лишь некоторые из точных описаний преимуществ инверторных сварочных аппаратов по сравнению с традиционными трансформаторными источниками питания, когда речь идет о сварке в полевых условиях. Поскольку источники питания на основе инвертора меньше по весу и размеру, чем традиционные блоки на основе трансформатора или с приводом от двигателя, они могут быть идеальными для использования в строительстве только по практическим причинам.
Эффективный. Мультипроцесс. Прочный. Эти прилагательные — лишь некоторые из точных описаний преимуществ инверторных сварочных аппаратов по сравнению с традиционными трансформаторными источниками питания, когда речь идет о сварке в полевых условиях. Поскольку источники питания на основе инвертора меньше по весу и размеру, чем традиционные блоки на основе трансформатора или с приводом от двигателя, они могут быть идеальными для использования в строительстве только по практическим причинам.
Инверторы уже довольно давно используются на строительной площадке. Однако в прошлом не все инверторы могли выдерживать суровые условия на таких рабочих площадках. В то время как предыдущие устройства были небольшими, портативными, эффективными и обеспечивали хороший отклик на дугу, надежность была не такой, как у традиционных рабочих лошадок с трансформатором или двигателем. Раньше подрядчикам приходилось выбирать между удобством и малыми размерами или прочностью. Это больше не так.
Продуманный и инновационный дизайн сделал эти портативные многоцелевые источники питания с большой силой тока более надежными и идеальными для использования в экстремальных полевых условиях. Эти изменения помогли сократить количество потерянного времени на стройплощадке. Удобство — это само собой разумеющееся, когда речь идет о инверторных сварочных аппаратах — это то, что является бонусом в этой области.
Эти изменения помогли сократить количество потерянного времени на стройплощадке. Удобство — это само собой разумеющееся, когда речь идет о инверторных сварочных аппаратах — это то, что является бонусом в этой области.
Брюс Чантри и Мэтью Олбрайт
The Lincoln Electric Company
Прочная конструкция,
Надежная эксплуатация
Некоторые из современных инверторов разработаны с нуля для применения в строительстве — с учетом как оператора, так и потенциально суровых условий.
Во-первых, рассмотрим влияние высоких внешних температур на общую производительность сварочного оборудования на Ближнем Востоке или на юге Америки в летнее время.
Стандарт NEMA для испытаний сварочных аппаратов на рабочий цикл предполагает непрерывную работу источника питания с определенной силой тока при температуре 40°C (104°F) в течение 10 минут. Например, машина на 250 ампер, которая заявляет о 100-процентном рабочем цикле, должна работать при 250 амперах в течение полных 10 минут и поддерживать полную силу тока без снижения выходной мощности или, что еще хуже, перегрева и полного отключения.
Температура играет большую роль на строительной площадке. Если вы кладете настил на строительный объект при температуре окружающей среды от 80 до 85 ° F, температура этой стали будет выше.
Можно с уверенностью предположить, что температура стали, на которой установлен источник сварочного тока, может значительно превышать 104°F, как и воздух, всасываемый устройством для охлаждения.
В прошлом подрядчики просто покупали машины с большей силой тока, чем им было необходимо, чтобы гарантировать, что их сварочные аппараты не отключатся на высокотемпературных рабочих площадках, таких как упомянутые ранее. Сегодня рейтинги, такие как рейтинги Lincoln Electric Desert Duty™, определяют мощность сварки при экстремальных температурах до 55°C при 100-процентном рабочем цикле. Такие рейтинги помогают подрядчикам более точно определять размеры своих машин в соответствии с их потребностями и помогают им сэкономить на покупной цене по сравнению с приобретением более крупной машины, чтобы выдержать жару.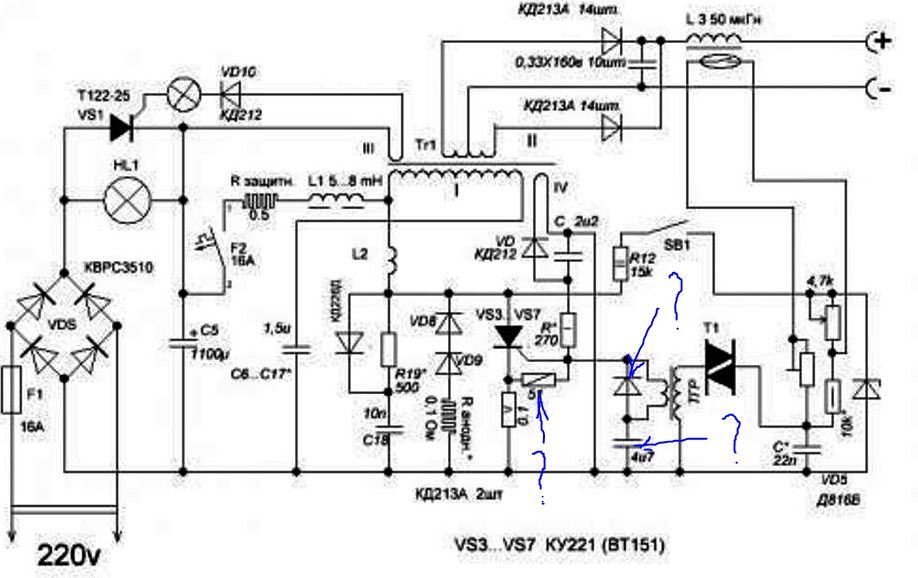
Еще один ключевой рейтинг также играет роль при обсуждении конструкции современного инвертора. Степень защиты IP23 распространяется на корпус инвертора и указывает на его устойчивость к повреждениям поверхности и воды. Например, для достижения этого рейтинга инвертор подвергается воздействию ливневого дождя, который направляет воду под углом 60 градусов от вертикали при работающем вентиляторе. Пока машина еще мокрая, она должна выдержать диэлектрическое испытание высоким напряжением и испытание на сопротивление изоляции.
Инверторы также проходят испытания на воздействие соли, влаги, падения, рывков, ударов, вибрации и другие повторяющиеся испытания на срок службы и надежность, чтобы подтвердить надежность работы и долговечность в суровых полевых условиях.
Внутри некоторые машины, представленные сейчас на рынке, например, предлагаемые Lincoln Electric, имеют прочные, сверхпрочные печатные платы, в которых используется технология поверхностного монтажа, а также компоненты, покрытые эпоксидной смолой, и защитные лотки, защищающие от пыли и влаги.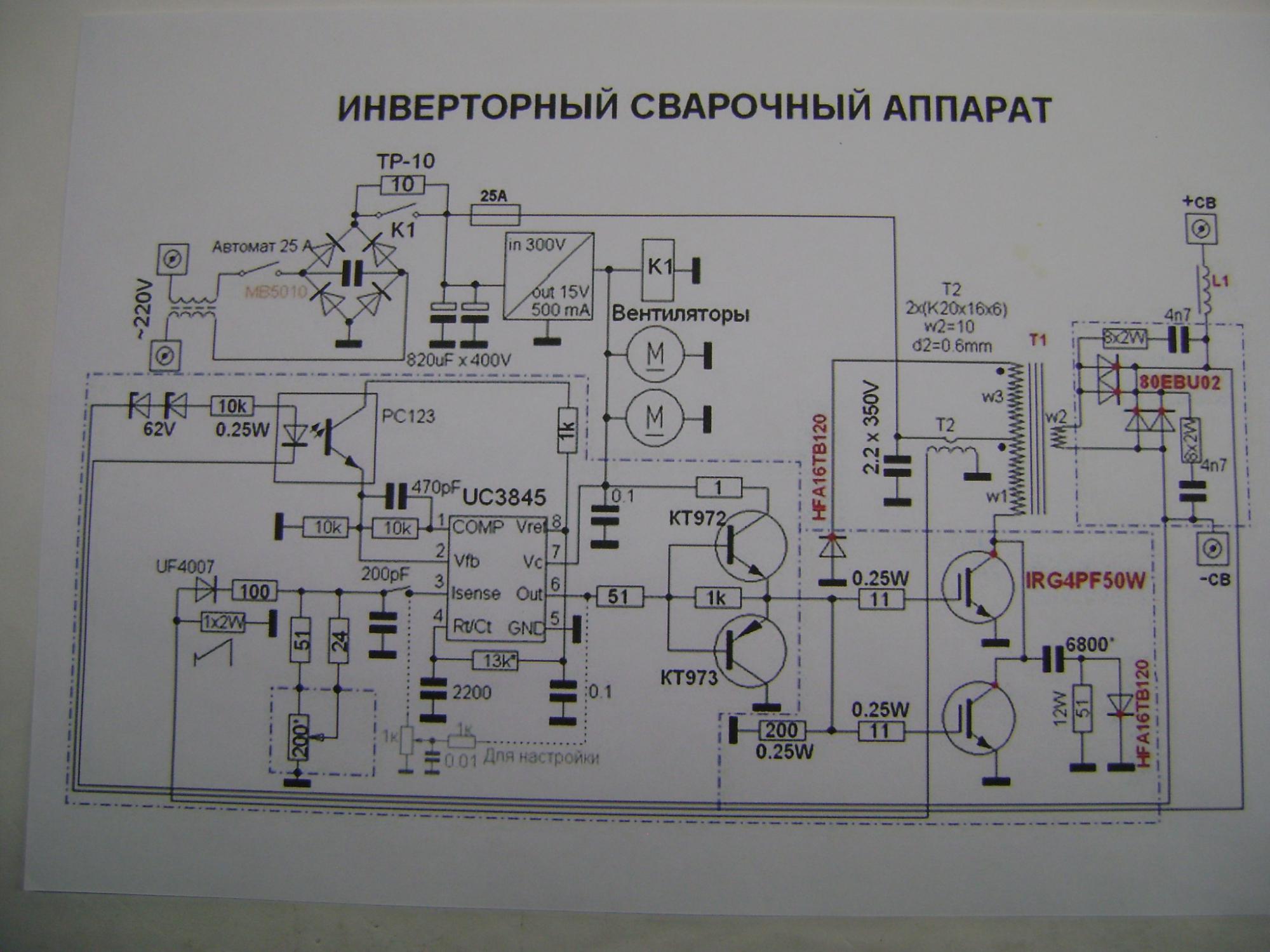 в безвыходном положении. Некоторые производители также предпочитают устанавливать свои печатные платы вертикально, а не горизонтально. Вертикальная ориентация сводит к минимуму скопление пыли и коррозионно-активных частиц. В результате частота отказов платы снижается.
в безвыходном положении. Некоторые производители также предпочитают устанавливать свои печатные платы вертикально, а не горизонтально. Вертикальная ориентация сводит к минимуму скопление пыли и коррозионно-активных частиц. В результате частота отказов платы снижается.
Внутренние соединения являются еще одной распространенной причиной сбоев в любом источнике сварочного тока, так как штыри и другие разъемы могут быть подвержены коррозии или повреждены другими загрязнениями. Последнее поколение инверторов Lincoln Electric оснащено специальным чехлом Molex® (подана заявка на патент), который натягивается на штифты и самоуплотняется для долговременной защиты.
Кроме того, вместо вентилятора, который постоянно работает для охлаждения оборудования, некоторые аппараты, такие как многопроцессорные сварочные аппараты Flextec™ от Lincoln Electric, оснащены функцией Fan-As-Needed™, которая снижает энергопотребление, загрязнение и вредное воздействие термоциклов. . Другие прочные элементы некоторых машин включают в себя амортизирующие резиновые ножки и прочные ручки, расположенные так, чтобы защитить элементы управления от разрушительных ударов.
Помимо защитной конструкции, новейшие инверторы на рынке также стали более модульными и удобными для пользователя. Например, как правило, в пределах группы продуктов одного производителя внешний вид и ощущения совпадают во всей линейке. Пользователям не нужно заново изучать, какие переключатели управляют какой функцией. Все находится в одном и том же месте на каждой машине. Операторы могут работать с широким спектром моделей и знать, как использовать каждую из них.
Надежность, многопроцессорность
Исторически сложилось так, что подрядчики неохотно выполняли строжку угольной дугой с инверторами, потому что это жесткий и требовательный процесс, который может быть трудным для более ранних конструкций инверторов. Чтобы считаться подходящей заменой сварочным аппаратам с трансформатором или двигателем, инженеры поняли, что эти аппараты должны быть в состоянии выполнять не только высоко- и низкоамперную сварку порошковой проволокой, электродом, TIG и MIG, но также дуговую строжку и, возможно, даже CV. подводная дуга на некоторых моделях — с полной уверенностью.
подводная дуга на некоторых моделях — с полной уверенностью.
Строительные площадки нуждались в портативном надежном источнике питания, который мог бы служить универсальной рабочей лошадкой для всех сварочных нужд в любых условиях. Современные обновленные инверторы обеспечивают более быструю реакцию дуги, более плавное движение дуги и более стабильный внешний вид валика.
Новейшая инверторная технология обеспечивает превосходные характеристики сварки в широком диапазоне мощностей и превосходит традиционные технологии. Теперь они также хорошо справляются со строжкой — без больших физических размеров сварочных аппаратов на базе трансформатора или с приводом от двигателя. Некоторые из новейших машин, рассчитанные на 650 ампер при 100-процентном рабочем цикле с диапазоном от 10 до 815 ампер, весят всего 165 фунтов против более 700 фунтов для одного традиционного источника питания аналогичной силы тока. Новые инверторы также имеют гораздо меньшие габариты.
Кроме того, современные инверторы имеют усовершенствованную защиту входного напряжения, что необходимо для высокопроизводительного использования на рабочих площадках, где питание, подаваемое на машины, не всегда является надежным или надежным, а вместо этого может быть более нестабильным.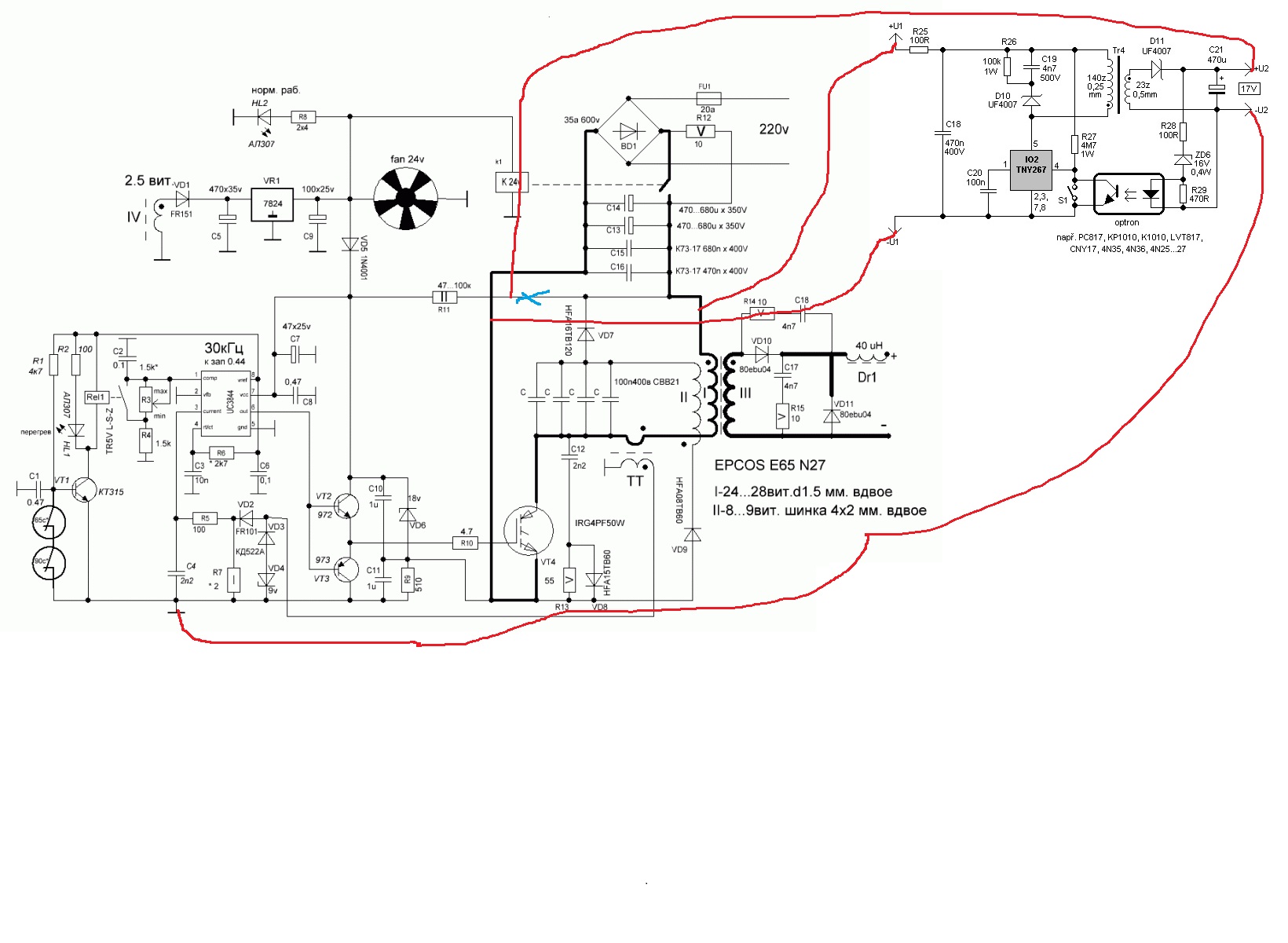 Lincoln Electric работала с некоторыми крупными конечными пользователями над разработкой новейшей инверторной технологии, чтобы она могла выдерживать скачки напряжения до 1000 вольт на рабочем месте, и их машины выжили и продолжали работать.
Lincoln Electric работала с некоторыми крупными конечными пользователями над разработкой новейшей инверторной технологии, чтобы она могла выдерживать скачки напряжения до 1000 вольт на рабочем месте, и их машины выжили и продолжали работать.
Возможности мониторинга
Новейшие инверторы не только предлагают конструктивные особенности, предназначенные для строительного рынка, но также предоставляют возможности сбора данных с помощью специальных инструментов сбора данных о сварке, которые ранее можно было использовать только в заводских условиях. Повышение доступности мобильных технологий сделало возможным отслеживание на строительной площадке, что позволяет контролировать качество сварки как на месте, так и после завершения проекта в офисе.
Традиционные решения для полевой сварки из-за их простой конструкции ранее не могли использовать программные инструменты для хранения и вызова процедур. У них нет процедурной памяти, и у них нет надежного способа защитить операторов от процедурного вмешательства. Тем не менее, новые надежные дополнительные модули, такие как Arc Tracker™ от Lincoln Electric, теперь позволяют отслеживать параметры сварки, обеспечивая проверку PQR с помощью простого подключения plug-and-play к любому источнику сварочного питания постоянного тока и с использованием проводов для измерения напряжения.
Тем не менее, новые надежные дополнительные модули, такие как Arc Tracker™ от Lincoln Electric, теперь позволяют отслеживать параметры сварки, обеспечивая проверку PQR с помощью простого подключения plug-and-play к любому источнику сварочного питания постоянного тока и с использованием проводов для измерения напряжения.
Эти устройства обеспечивают немедленный доступ к широкому массиву данных мониторинга сварочной дуги, помогая подрядчикам предоставлять и проверять соблюдение процедур, включая True Energy™ и проверку тепловложения, особенно для тех областей применения, где требуется регистрация тепловложения. Эти устройства оснащены передовыми цифровыми элементами управления для измерения параметров сварочной дуги на чрезвычайно высоких скоростях для получения надежных статистических данных.
Электростанция на стройплощадке
Подводя итог, можно сказать, что хотя инверторные источники питания использовались в строительстве в течение многих лет, исторически они ассоциировались с менее прочными характеристиками и надежностью, чем их более крупные аналоги с приводом от двигателя. Кроме того, в прошлом подрядчики должны были платить надбавку к цене, чтобы приобрести это меньшее и более легкое оборудование для своих проектов.
Кроме того, в прошлом подрядчики должны были платить надбавку к цене, чтобы приобрести это меньшее и более легкое оборудование для своих проектов.
Это уже не так, благодаря постоянным разработкам на рынке сварочных аппаратов на базе инверторов. Современные инверторы сочетают в себе традиционные преимущества меньшего веса и занимаемой площади с высокой выходной мощностью и более надежными многопроцессорными возможностями, сочетая высокую производительность с прочной конструкцией, способной выдерживать суровые условия, и по цене, сопоставимой с аналогичным обычным оборудованием.
Проще говоря, современные инверторные сварочные аппараты обладают явными преимуществами по сравнению с более крупными традиционными электрическими или приводными источниками энергии и должны быть стандартным инструментом в арсенале оборудования на любой строительной площадке.
|
На четырехэтажном объекте Medical Mart площадью 1 миллион квадратных футов разместятся около 50 постоянных демонстрационных залов для компаний, которые продают различные продукты в медицинской промышленности, включая медицинские устройства, информационные технологии для здравоохранения, поставщиков медицинских услуг, медицинское образование и многое другое. Проект также включает в себя конференц-центр площадью 767 000 квадратных футов с выставочным залом площадью 230 000 квадратных футов, 35 конференц-залов и большой бальный зал с видом на озеро Эри.
Ожидается, что после открытия осенью 2013 года центр Кливленда преобразится. Комплекс стоимостью 465 миллионов долларов использовал 11 700 тонн стали. Неудивительно, что сварка сыграла значительную роль в работе. Сварочные бригады использовали на стройплощадке 12 инверторов Lincoln Electric Flextec™ 450, смонтированных в стойках по 4 шт. в различных зонах строительной площадки.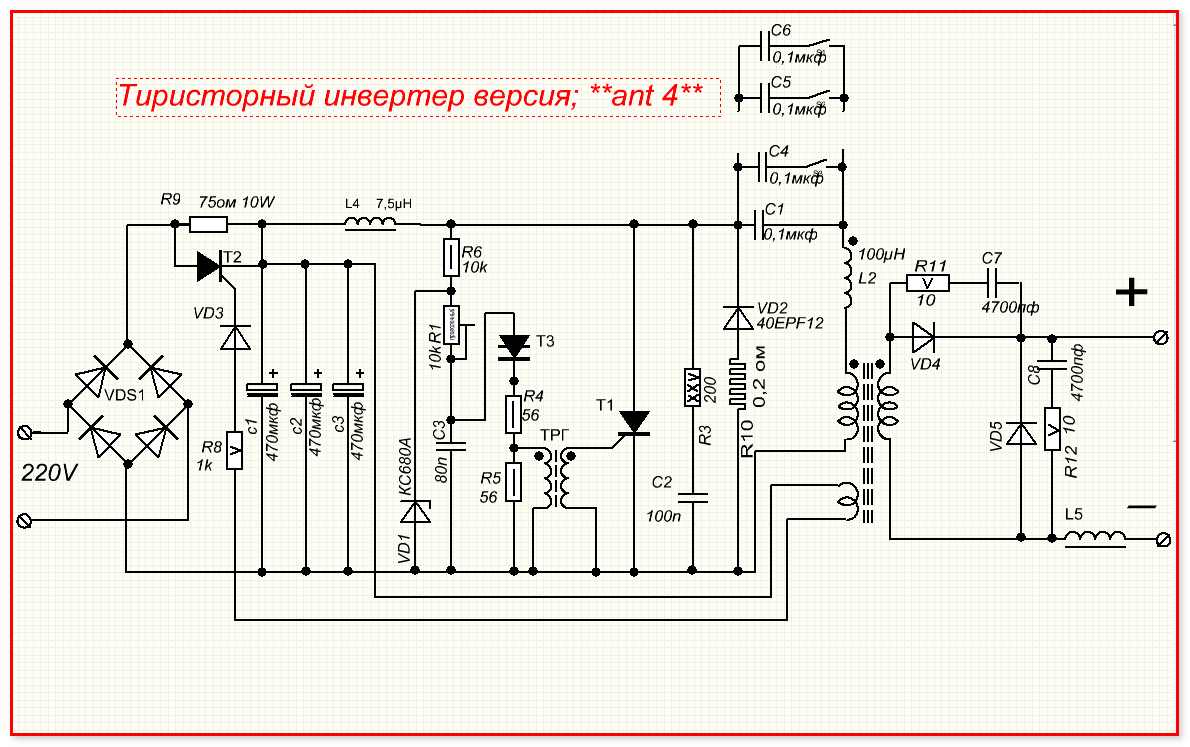
Стойки позволяют подключать несколько источников питания к одному первичному падению мощности. Источники питания устанавливаются на заводе в стойку и подключаются к главному распределительному щиту. Эти системы идеально подходят для группирования нескольких инверторных источников питания в портативном корпусе промышленного класса, который значительно упрощает транспортировку или подъем по площадке. Современная инверторная технология позволяет более эффективно использовать поступающую мощность. Бригады могут работать с четырьмя операторами с возможностью выполнения нескольких процессов сварки на четырехблочной стойке, потребляя при этом меньше энергии, чем требуется для работы трех традиционных источников питания.
Эти стеллажи для инверторов изготовлены из стальных труб квадратного сечения большой толщины, что обеспечивает дополнительную защиту инверторных сварочных аппаратов, сохраняя при этом чрезвычайно компактные размеры и вес. Фактически, четыре инвертора на 650 А в стойке весят всего на 410 фунтов больше, чем одна сравнимая традиционная машина без стойки.