Из чего состоит фрезерный станок: Из чего состоит фрезерный станок
Содержание
конструкция, принципиальная схема, настройка, наладка, видео работы
Конструкция Фрезерных станков с нижним расположением шпинделя
Фрезерный одно шпнндельный станок с ручной подачей и с нижним расположением шпинделя (рис. 1) состоит из станины, по которой вертикально перемещается суппорт. В суппорте на шариковых подшипниках укреплен шпиндель. Для длинной насадки предусмотрен кронштейн с откидным подшипником, обеспечивающий стойчивость шпинделя. При смене инструмента кронштейн отводят У сторону. В прорезях стола установлены направляющие линейки и прижимы. Положение шпинделя по высоте регулируют маховиком.
Электродвигатель соединен со шпинделем плоскоременнои передачей. Шкив, закрепленный на шпинделе, имеет удлиненную форму, что позволяет изменять положение шпинделя по высоте, не меняя положения электродвигателя.
Рис. 1. Фрезерный одношпиндельный станок Ф-4: 1 — станина, г —суппорт, 3 — маховичок подъема шпинделя, 4 — стол, 5 —съемные направляющие линейки, 6 — кронштейн с откидным подшипником, 7 — приемная воронка, 8 — маховичок для натяжения ремня
Более совершенную конструкцию имеет станок ФСА для прямолинейного фрезерования (рис. 2). Так же как и у станка Ф-4, шпиндель у него установлен на суппорте. Положение шпинделя по высоте изменяют маховичком. Шпиндель связан с валом электродвигателя ременной передачей, для натяжения ремней служит маховичок, Над столом станка установлен автоподатчик. Его подающие ролики закреплены шарнирно, что позволяет подавать в станок заготовки с различием по толщине до 20 мм. При необходимости ручной подачи автоподатчик может быть снят со станка или отведен в сторону (например, во время установки режущего инструмента). Для изменения положения автоподатчика в вертикальной плоскости предусмотрен маховик. Маховиком, связанным с вариатором, устанавливается скорость подачи, которая может изменяться в пределах 8—25 мм.
2). Так же как и у станка Ф-4, шпиндель у него установлен на суппорте. Положение шпинделя по высоте изменяют маховичком. Шпиндель связан с валом электродвигателя ременной передачей, для натяжения ремней служит маховичок, Над столом станка установлен автоподатчик. Его подающие ролики закреплены шарнирно, что позволяет подавать в станок заготовки с различием по толщине до 20 мм. При необходимости ручной подачи автоподатчик может быть снят со станка или отведен в сторону (например, во время установки режущего инструмента). Для изменения положения автоподатчика в вертикальной плоскости предусмотрен маховик. Маховиком, связанным с вариатором, устанавливается скорость подачи, которая может изменяться в пределах 8—25 мм.
Удобное размещение панели управления позволяет станочнику во время работы не делать лишних движений.
На рис. 3 приведена кинематическая схема фрезерного станка ФА-4 с автоматической подачей. На шпинделе подвижно, в шариковых подшипниках, укреплен блок звездочек, который вращается независимо от шпинделя. Обрабатываемую заготовку укладывают в цулагу и закрепляют в ней. Часть боковой поверхности цулаги вы полняет роль копира, на ней закрепляется втулочно-роликовая цепь или перфорированная лента, соответствующая зубьям верхней звездочки блока. Верхняя звездочка в процессе работы станка приходит в зацепление с цепью и подает цулагу с обрабатываемым материалом вдоль режущего инструмента. Верхняя звездочка приводится в движение нижней (приводной) звездочкой блока, которая цепной передачей соединена с приводом механизма подачи, включающим электродвигатель, червячный редуктор и шестеренную передачу.
Обрабатываемую заготовку укладывают в цулагу и закрепляют в ней. Часть боковой поверхности цулаги вы полняет роль копира, на ней закрепляется втулочно-роликовая цепь или перфорированная лента, соответствующая зубьям верхней звездочки блока. Верхняя звездочка в процессе работы станка приходит в зацепление с цепью и подает цулагу с обрабатываемым материалом вдоль режущего инструмента. Верхняя звездочка приводится в движение нижней (приводной) звездочкой блока, которая цепной передачей соединена с приводом механизма подачи, включающим электродвигатель, червячный редуктор и шестеренную передачу.
Конструкцией механизма подачи предусмотрена возможность сообщать шаблону прямолинейное движение при односторонней обработке заготовок и вращательное при обработке по контуру. Детали с контуром, очерченным по кругу, обрабатывают при подвижной оси вращения шаблона. Во всех других случаях точки контура криволинейных деталей находятся на разном расстоянии от окружности резания, описываемой фрезой. Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
Рис. 2. Фрезерный станок ФСА: 1 — стол, 2 — автоподатчик, 3 — маховичок для установки скорости подачи, 4 — маховичок механизма установки по высоте автоподатчика, 5 — панель управления, 6 — маховичок механизма настройки шпинделя по высоте, 7 — маховичок механизма натяжения ремней, 8 — станина
Отечественная промышленность выпускает также фрезерные станки ФШ-4, предназначенные не только для плоского и профильного фрезерования, но также для выборки шипов. Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
Рис. 3. Кинематическая схема одношпиндельного фрезерного станка ФА-4 с автоматической подачей: 1 — педаль, 2 — суппорт шпинделя, 3 — маховичок, 4 — тросик, 5 — рычаг, 6 — вкладыш, 7 — палец, 8 — пружина, 9 —фреза, 10 — блок звездочек, 11 — шестеренная передача, 12 — червячный редуктор, 13 — электродвигатель механизма подачи, 14 — электродвигатель шпинделя, 15 — маховичок механизма натяжения ремня
Выбор режима работы
Выбор режима работы на фрезерных станках любой конструкции сводится к определению скорости подачи обрабатываемых заготовок. Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.
Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.
Пример. Требуэтся определить скорость подачи при фрезеровании криволинейной детали с переменным углом встречи фвх, который изменяется в пределах от 0 до 30°. Шероховатость обработанной поверхности должна соответствовать седьмому классу. Диаметр фрезы 120 мм, число резцов г = 4, шпиндель делает 6000 оборотов в минуту.
Настройка станков
При фрезеровании плоских поверхностей режущие кромки нижнего торца фрезы должны быть расположены ниже уровня стола на 3—5 мм, что достигается соответствующим перемещением шпинделя. В случае профильного фрезерования положение фрезы определяют по шаблону или образцу детали, устанавливаемой на стол станка.
Рис. 4. Направляющие линейки фрезерного станка: 1 — задняя линейка, 2 — скоба, 3—передняя линейка
Сквозное плоское и профильное фрезерование прямолинейных заготовок выполняют по задней и передней направляющим линейкам (рис. 4), которые соединяются литой скобой, охватывающей режущий инструмент. Линейка 1 может изготовляться как одно целое со скобой, линейка подвижно закрепляется на скобе. Обычно на металлические плоскости линеек накладывают линейки, изготовленные из древесины. Вертикальные плоскости линеек должны быть перпендикулярны плоскости стола станка.
При плоском фрезеровании заднюю линейку устанавливают по бруску, при профильном — с помощью эталона. Для этого брусок или эталон прижимают к задней линейке и вручную поворачивают шпиндель в направлении, обратном направлению резания. Режущие кромки фрезы должны слегка касаться бруска или эталона.
Передняя линейка должна быть параллельна задней и отстоять от нее при фрезеровании плоскостей на величину, равную толщине снимаемого слоя древесины (1,5—2 мм). В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
Если при продольном фрезеровании кромки заготовки обрабатывают не по всей длине, то обе линейки устанавливают в одной вертикальной плоскости. При несквозном фрезеровании прямолинейных заготовок на столе станка устанавливают упоры, ограничивающие длину фрезерования (перемещения заготовки), а линейки устанавливают в одной плоскости.
Фрезерование криволинейных поверхностей выполняют по специальным копировальным линейкам, закрепляемым на цулагах.
Настройка станка начинается с подбора кольца, закрепляемого снизу или сверху фрезы в зависимости от конструкции цулаги. Разница в диаметре кольца и диаметре цилиндрической поверхности резания фрезы определяет взаимное положение формообразующей кромки копировальной линейки и обработанной поверхности заготовки. Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
Работа на станках
На фрезерных станках ФСШ-1А с нижним расположением шпинделя выполняют разнообразные виды обработки. В учебнике описываются следующие основные операции: сквозное фрезерование; обработка заготовок и узлов по наружному контуру; зарезка шипов и проушин; несквозное фрезерование.
Сквозное фрезерование. Сквозное фрезерование прямолинейных заготовок производится при ручной подаче. Станочник берет очередную заготовку, укладывает ее пластыо на стол и, прижимая кромкой к направляющей линейке, надвигает на фрезу. Необходимо следить, чтобы рука не касалась заготовки в зоне ее обработки.
Работа станочника значительно облегчается и становится безопасной, если станок оборудован прижимом хотя бы самой простой конструкции в виде пружинящей пластины или деревянной гребенки — доски с несквозными длиной 150—200 мм пропилами вдоль волокон, сделанными на расстоянии 10—15 мм один от другого. В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
Если при фрезеровании будут замечены необработанные выступающие элементы детали, то необходимо передвинуть переднюю линейку в сторону оси шпинделя. При появлении мшистости на обработанной поверхности необходимо заточить или сменить режущий инструмент.
Смещение профиля по вертикали является следствием неправильного положения фрезы относительно плоскости рабочего стола. Положение исправляют перемещением шпинделя.
Неправильный угол между обработанными поверхностями является результатом неточной установки линеек, особенно задней, по которой ведется основное базирование заготовки.
Если линейка установлена неперпендикулярно плоскости стола, обработанная поверхность может быть крыловатой; причиной кры-ловатости часто является покоробленность базовой поверхности.
Рис. 155. Приспособления для сквозного фрезерования: а — с зажимом, б — без зажима; 1 — корпус, 2 —упор, 3 — подушка, 4 — зажим, 5 — фреза, 6 — кольцо, 7 — заготовка, 8 — формообразующая кромка шаблона, 9 — подшипник, 10 — ограждение, 11 — крышка, 12 — шпиндель
Волнистость на обработанной поверхности получается из-за того, что заготовка неплотно прижимается к направляющей линейке или же во фрезеровании участвуют не все зубья фрезы (это часто бывает при использовании фрез со вставными зубьями). При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы.
При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы.
Непрострожка бывает из-за непрямолинейности фрезеруемых кромок или несоответствия расстояния между передней и задней направляющими линейками заданному.
Для сквозного фрезерования заготовок с криволинейным профилем одной кромки применяют специальное приспособление. На кромке корпуса имеется профильная деталь (рейка), которая служит шаблоном.
На рис. 5, б приведена конструкция приспособления беззажимного устройства. На шпинделе станка концентрично закрепляется свободно вращающееся кольцо 6 (обычно шариковый подшипник), служащее упором для шаблона. Радиус кольца должен соответствовать размеру шаблона, Расстояние от базовой поверхности шаблона до оси шпинделя для данного приспособления и определенного диаметра фрезы — величина постоянная.
При обработке криволинейных профильных поверхностей положение фрезы относительно плоскости стола определяют непосредственно по шаблону с закрепленной на нем эталонной деталью. Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
Рис. 6. Схема фрезерования на станке с механизированной подачей: а — заготовка с одной криволинейной кромкой, б —заготовка с двумя криволинейными кромками; 1 — приспособление (шаблон), 2 —упор, 3 — прижимные ролики подачи, 4 — зажим, 5 — обрабатываемая деталь, 6 — ведомая втулочно-роликовая цепочка на шаблоне, 7 — ведущая звездочка подачи, 8 — прижимы, 9 — фреза, 10 — опорное кольцо, 11 — концевой упор
Заготовки для криволинейных деталей (особенно при большой кривизне) перед фрезерованием должны быть предварительно обработаны на ленточнопильном станке с припуском на фрезерование. Непременным условием получения точного профиля является плотное прилегание заготовки к базовым поверхностям приспособления и упору.
Закрепив заготовку в приспособлении, его прижимают кромкой-шаблоном к кольцу и перемещают по столу, обрабатывая боковую поверхность заготовки. Если остаются непрофрезерованные места, это указывает на малую величину припуска или на неверный подбор диаметра кольца.
Если фрезерный станок имеет механизм подачи в виде звездочки на шпи нде-ле, то на фигурной кромке приспособления закрепляют втулочнс.ро-ликовую цепочку (рис. 6, а). В этом случае станочник устанавливает заготовку в приспособление, надвигает его на режущий инструмент и педалью отводит прижимные ролики. После того как звездочка механизма подачи войдет в зацепление с цепочкой, он отпускает педаль, ролики прижимают приспособление к звездочке и оно автоматически передвигается в процессе всего фрезерования детали. По окончании операции станочник отводит ролики, возвращает приспособление в исходное положение и снимает обработанную заготовку.
Заготовки с двумя криволинейными кромками фрезеруют, помещая их по две в одно приспособление (рис. 6, б). Станочник подает приспособление вначале одной стороной, затем возвращает его в исходное положение и подает на режущий инструмент второй стороной. После этого обработанную с двух сторон деталь снимают, помещают на ее место заготовку с другой стороны шаблона, а на место последней укладывают очередную необработанную заготовку.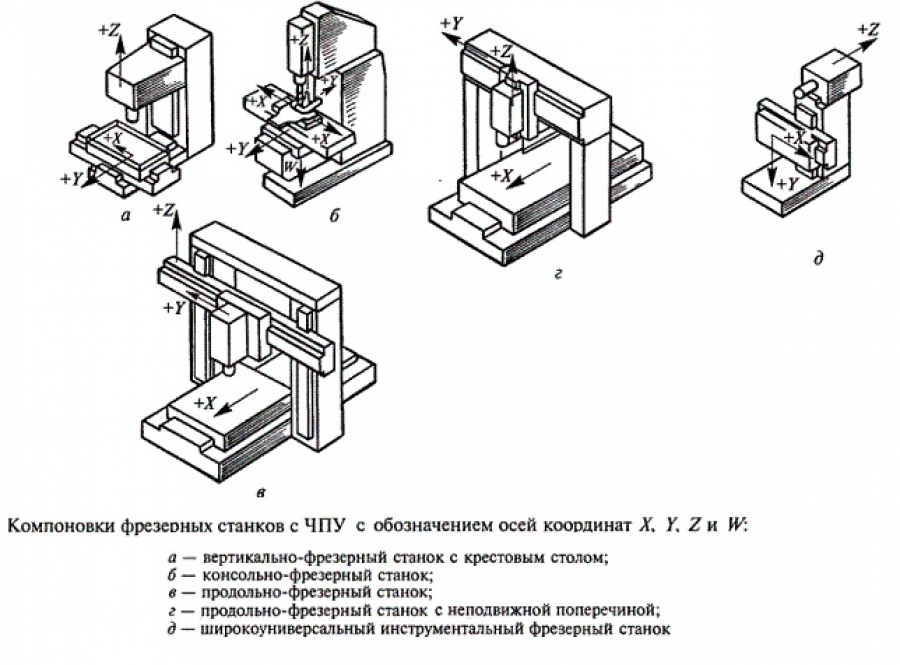 При таком способе экономится время на вспомогательные операции.
При таком способе экономится время на вспомогательные операции.
Обработка по контуру. Обработка щитов и узлов по наружному контуру принципиально не отличается от фрезерования криволинейных заготовок, так как при этом также применяют приспособления и упорные кольца.
Щит помещают на стол станка и сверху на него накладывают приспособление-шаблон с шипами. Упорное кольцо шпинделя расположено над фрезой. Приспособление подводят вместе с наколотым на его шипы щитом к шпинделю и обгоняют по контуру, причем шаблон в это время прижимается к щиту, а кромкой — к упорному кольцу.
Приспособление для фрезерования узлов по контуру (рис. 7, а) состоит из шаблона с перфорированной лентой или втулочно-роликовой цепочкой. Узел накалывают на шаблон, а шаблон, имеющий в центре отверстие, устанавливают на пальце вкладыша. Для этого станочник, нажимая на педаль, отводит палец от шпинделя и надевает на палец приспособление с обрабатываемым узлом. Затем станочник отпускает педаль, цепочка приспособления прижимается к звездочке и входит с ней в зацепление. Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
Зарезка шипов и выборка проушин. Для зарезки шипов и выборки проушин применяют фрезерные станки с кареткой. Точно оторцован-ные заготовки укладывают на шипорезную каретку (рис. 7, б) вплотную к линейке, закрепляют их зажимом и подают вместе с кареткой к фрезе для торцового фрезерования или к проушечному диску. Чтобы избежать сколов, на каретку позади заготовок помещают ранее обработанную деталь.
Рис. 7. Обработка на фрезерных станках: а — узлов по контуру, б — выборка шипов; 1 — шаблон, 2 — прижимной ролик, 3 — вкладыш, 4 — заготовка, 5 —зажим. 6. 8, 13 — кронштейны, 7, 10 — фрезы, 9 — звездочка. 11 — ограждение фрезы, 12 — линейка, 14 — каретка
После зарезки шипов на одном конце заготовку (или заготовки При подаче их пачкой) поворачивают на 180° и подают на режущий инструмент вторым торцом.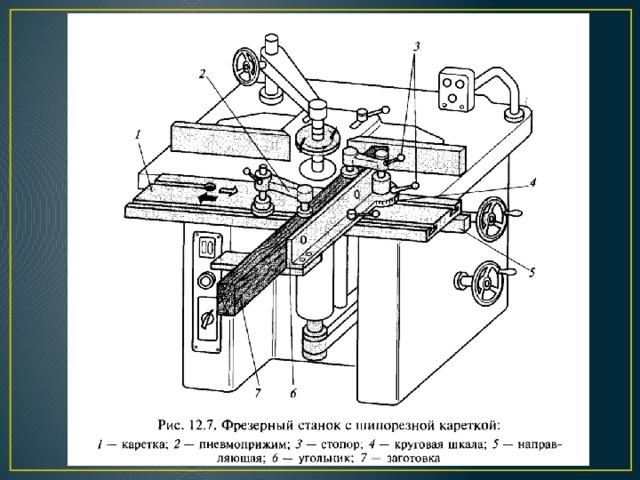 Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.
Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.
Следует проверять расстояние между заплечиками или вертикальными стенками шипов. Если оно _ будет отличаться от заданного чертежом, то это указывает на неправильную установку упора или же на то, что заготовки были неточно отор-цованы либо имели разную длину.
Несквозное фрезерование.
Схема несквозного фрезерования по упорам показана на рис. 8. Заготовку кладут на стол станка, прижимают к упору и медленно надвигают на фрезу до тех пор, пока своей кромкой заготовка не прижмется к линейке. После этого, базируя по столу и линейке, заготовку передвигают до упора и отводят от режущего инструмента.
На фрезерных станках категорически запрещается: применять однорезцовые ножевые головки и зажимные шайбы с фланцами; обрабатывать детали сечением меньше 5 х 5 см без толкателя; фрезеровать заготовки по криволинейному профилю против направления волокон.
Видео работы фрезерного станка ФСШ-1А б/у после ремонта в ООО «НЕВАСТАНКОМАШ»
Видео работы фрезерного станка ФШ-1 б/у после ремонта в ООО «НЕВАСТАНКОМАШ»
Консольно-фрезерные станки с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.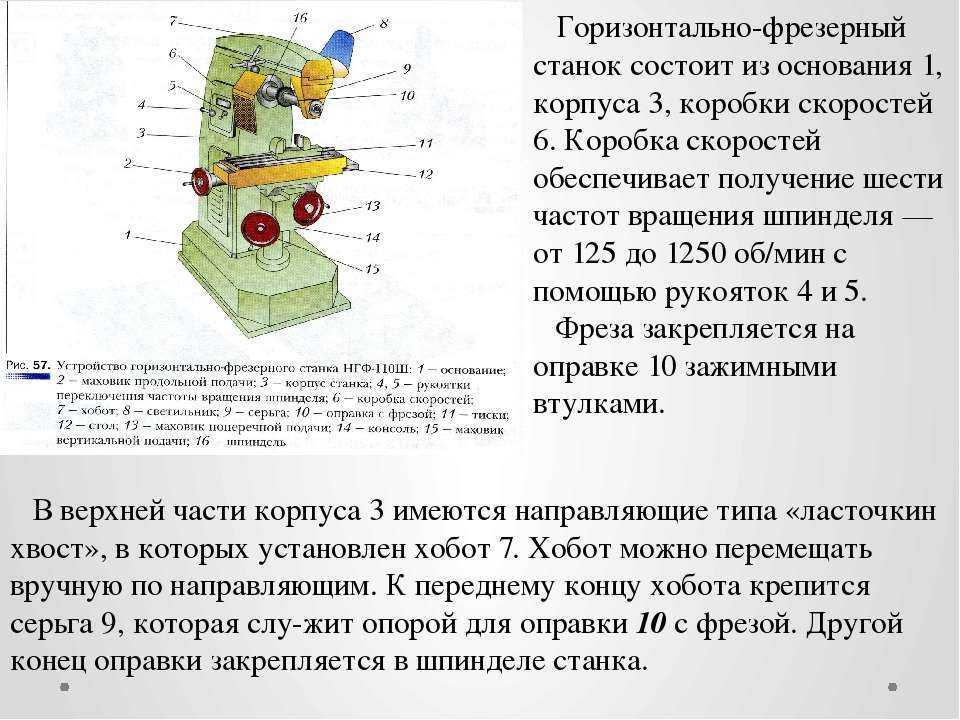 ).
).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.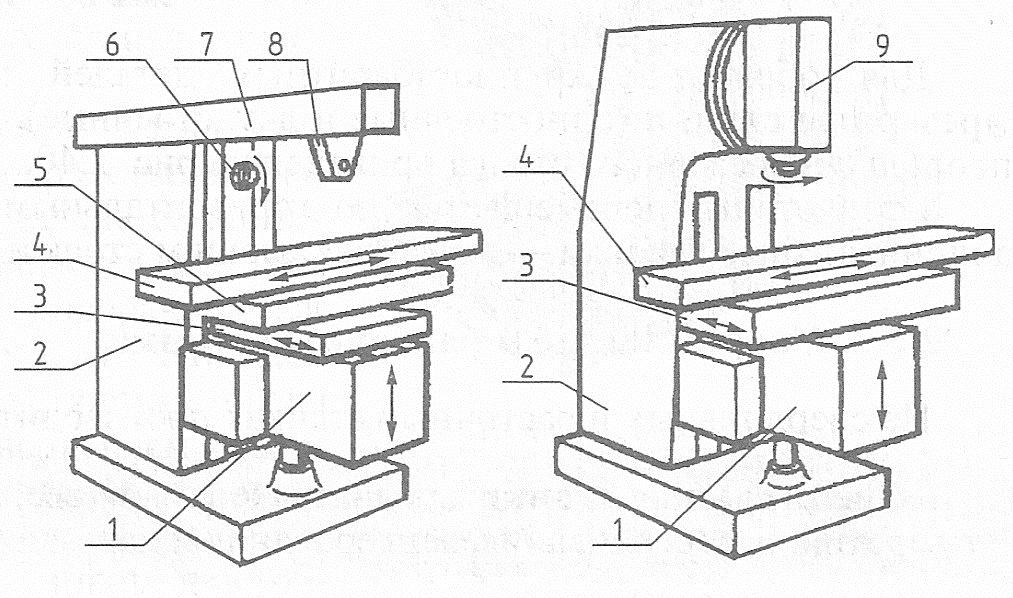
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.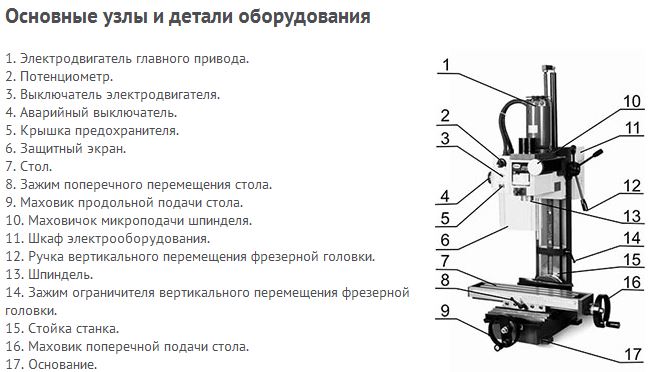
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3.5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
История фрезерных станков
Фрезерный станок навсегда изменил историю производства.
Фрезерные станки могут иметь одно из самых неинформативных названий в производственной отрасли. Кажется, что это обработка зерна или что-то еще, связанное с сельским хозяйством, но на самом деле они используются для обработки металлов. Они удаляют лишний материал, оставляя после себя готовое изделие. Фрезерный станок с ручным или цифровым управлением имеет богатую историю, которая навсегда изменила производство.
Сначала немного предыстории. Фрезерный станок определяется энциклопедией Britannica как «устройство, которое вращает круговой инструмент, имеющий ряд режущих кромок, симметрично расположенных вокруг его оси». Это может звучать как циркулярная пила, но функционально это больше похоже на дырокол. Любая форма, которую можно придать резцу, может быть воспроизведена в металле.
Трудно определить, когда был изобретен первый фрезерный станок, но его существование можно проследить до 1700-х годов. Часовщики использовали их для вырезания колес. Что касается Соединенных Штатов, первое датированное использование было в 1818 году Эли Уитни. Уитни, наиболее известный своим изобретением хлопкоочистительной машины, многими считается первым, кто сконструировал надежную мельничную машину. Он произвел его, надеясь, что это поможет в массовом производстве частей оружия.
Часовщики использовали их для вырезания колес. Что касается Соединенных Штатов, первое датированное использование было в 1818 году Эли Уитни. Уитни, наиболее известный своим изобретением хлопкоочистительной машины, многими считается первым, кто сконструировал надежную мельничную машину. Он произвел его, надеясь, что это поможет в массовом производстве частей оружия.
Именно эта цель дала нам взаимозаменяемые части оружия. До Уитни все оружие изготавливалось вручную. Однако в 1798 году федеральное правительство заключило с ним контракт на производство большего количества мушкетов. Построив завод полуавтоматических станков, он смог обойти эту проблему. В свою очередь, мы должны благодарить его инновации за настраиваемое оружие.
Американский инженер Джозеф Р. Браун также сыграл важную роль в развитии фрезерных станков. На Парижскую выставку 1867 года он привез свой универсальный фрезерный станок. Он был невероятно универсальным: сначала он был создан для изготовления спиральных канавок для спиральных сверл, а затем получил фигурную фрезу. С тех пор единственным более популярным промышленным станком является токарный станок.
С тех пор единственным более популярным промышленным станком является токарный станок.
Некоторые современные фрезерные станки используют для резки воду под высоким давлением.
Первая мировая война принесла незначительные улучшения, в том числе использование десятых долей в качестве универсального стандарта для измерения. Но самое большое изменение для той эпохи произошло благодаря Рудольфу Банноу в 1936 году. Он представил себе фрезерный станок, который мог бы скользить и поворачиваться в большем количестве направлений, чем принято в то время, давая пользователям возможность работать под любым углом. Это упростило более крупные проекты и неестественные сокращения. Названный фрезерным станком Бриджпорта, он вскоре был выпущен бесчисленным количеством копий и широко используется до сих пор.
С развитием автоматизации в 1940-х годах следующим шагом стало внедрение фрезерных станков в будущее. Ручное использование, возможно, дало рабочим возможность быть более точными, но это было опасно и, как известно, смертельно опасно. Предварительно запрограммированные машины были безопаснее, хотя и более неточными (в то время). Числовое управление было первой попыткой внедрить такое программирование в промышленность. Он был в основном успешным и продолжал развиваться по мере того, как компьютеры становились все более распространенными.
Предварительно запрограммированные машины были безопаснее, хотя и более неточными (в то время). Числовое управление было первой попыткой внедрить такое программирование в промышленность. Он был в основном успешным и продолжал развиваться по мере того, как компьютеры становились все более распространенными.
В наше время любой может легко получить в свои руки фрезерный станок. У любителей и художников могут быть меньшие и более экономичные версии, которые помогут им создавать свои товары. Можно изготовить все, от печатных плат до ювелирных изделий, а возможность резать материалы мягче, чем нержавеющая сталь, дает им еще больше возможностей и разнообразия. Именно по этой причине фрезерные станки можно рассматривать как предшественников современных устройств 3D-печати.
Фрезерные станки могут показаться очевидным и даже скромным устройством, но они произвели революцию во многих отраслях. От универсальных размеров до компьютерных настроек, несколько отраслевых стандартов завоевали популярность благодаря этим скромным машинам. Даже если будущее многих старых устройств окажется под вопросом, фрезерный станок вряд ли исчезнет. От изобразительного искусства до движущихся частей, творения, которые можно сделать с помощью фрезерного станка, безграничны. Ничто из того, что является инновационным, никогда не могло исчезнуть.
Даже если будущее многих старых устройств окажется под вопросом, фрезерный станок вряд ли исчезнет. От изобразительного искусства до движущихся частей, творения, которые можно сделать с помощью фрезерного станка, безграничны. Ничто из того, что является инновационным, никогда не могло исчезнуть.
Узнайте больше о World of Production и обнаружите историю и производство Microchips , Swimsuits и 8.
Что такое фрезерный станок с ЧПУ? Как клиенты получают выгоду?
Целью современной фрезерной обработки с ЧПУ является преобразование таких материалов, как металлические отливки, в готовые детали, пригодные для использования. Эта цель достижима только при использовании невероятно точных фрезерных станков с ЧПУ.
Компьютерное программное обеспечение — это мозг фрезерного станка с числовым программным управлением (ЧПУ), управляющий станком и автоматизирующий производство для увеличения производительности при постоянном качестве. Именно эта воспроизводимость делает обработку с ЧПУ такой эффективной и такой ценной как для клиентов, так и для самих машинистов (см. «Взгляд машиниста» в этой статье).
Именно эта воспроизводимость делает обработку с ЧПУ такой эффективной и такой ценной как для клиентов, так и для самих машинистов (см. «Взгляд машиниста» в этой статье).
Конечные результаты? Детали, изготовленные по индивидуальному заказу, которые соответствуют точным спецификациям в больших количествах с соблюдением чрезвычайно жестких допусков. Высококвалифицированные операторы станков понимают, что фрезерные станки с ЧПУ важны не только для их работы, но и для обрабатывающей промышленности и ее влияния на мировую экономику.
Что делает фрезерный станок с ЧПУ?
Удовольствие оператора станков с ЧПУ заключается в превращении отливки в деталь, которую можно использовать и которой можно доверять, часто в более крупном изделии. Эти детали часто требуют жестких допусков, которых нет у незавершенных отливок до операций, выполняемых на фрезерном станке с ЧПУ.
- Плоские поверхности — Торцевое фрезерование с ЧПУ позволяет наносить плоские поверхности на заготовку.
 Торцевое фрезерование создает настолько плоскую поверхность уплотнения, что потенциальные проблемы с утечкой почти устранены.
Торцевое фрезерование создает настолько плоскую поверхность уплотнения, что потенциальные проблемы с утечкой почти устранены. - Просверленные отверстия — При сверлении создается отверстие, а при нарезании резьбы добавляется резьба. Сквозные и резьбовые отверстия являются наиболее распространенным способом сборки деталей. При сверлении основное внимание уделяется как диаметру, так и глубине отверстия.
- Расточенные отверстия — расширение существующего отверстия с помощью дрели и жесткой расточной оправки с одноточечным режущим инструментом позволяет сформировать точную внутреннюю полость внутри заготовки. Растачивание позволяет правильно и плотно собирать детали (достигая очень жестких допусков по диаметру) или клапаны для последовательного управления потоком воздуха, масла или газа.
Когда речь заходит о «жестких допусках», насколько жесткими мы говорим? Станок с ЧПУ может резать с точностью до 0,001 дюйма (микронный диапазон) или около 1/4 ширины человеческого волоса. И делается это с невероятной скоростью.
И делается это с невероятной скоростью.
Точка зрения механика — Наблюдение за превращением отливки в готовую деталь с жесткими допусками является полезным и повторяющимся достижением. Возможно, именно поэтому фрезерные станки с ЧПУ так привлекают операторов.
Как работает фрезерный станок с ЧПУ?
Подробное описание каждого фрезерного станка с ЧПУ потребовало бы целой серии статей в блоге! Вот самое важное, что вам нужно знать: диапазон движения является ключевым аспектом фрезерной обработки с ЧПУ и определяет, что может быть достигнуто с помощью инструментов фрезерного станка. В фрезерных станках с ЧПУ это включает 2-, 3-, 4- и полные 5-осевые варианты.
- 2-осевой станок — Используется для ручного изготовления приспособлений; движение только по осям x и y; не большая повторяемость
- 3-осевой станок — Часто используется при вертикальном фрезеровании; движение по осям x, y и z
- 4-осевой станок — Самый распространенный фрезерный станок с ЧПУ; движение по осям x, y и z с дополнительной осью b, чтобы стол мог вращаться, обеспечивая доступ к заготовке со всех сторон; обычно ограничиваются горизонтальными станками, но в продвинутых мастерских также используются 4-осевые вертикальные станки (нормальный вертикальный — 3-осевой)
- 5-осевой станок — Движение по осям x, y, z и b и дополнительной оси a; это специальные фрезерные станки; не идеально подходит для крупносерийного производства деталей
Вертикальные и горизонтальные станки
В фрезерных станках с ЧПУ существует две основные ориентации шпинделя. В вертикальных станках с ЧПУ ось шпинделя, называемая осью Z, ориентирована вертикально. В конфигурации с колонной c шпиндель перемещается в этом направлении, а стол, на котором закреплена заготовка, перемещается в горизонтальном направлении как по осям x, так и по оси y. Вертикальные станки идеально подходят для крупносерийных и динамичных проектов, фрезерованных с одной стороны, таких как крышки и кронштейны.
В вертикальных станках с ЧПУ ось шпинделя, называемая осью Z, ориентирована вертикально. В конфигурации с колонной c шпиндель перемещается в этом направлении, а стол, на котором закреплена заготовка, перемещается в горизонтальном направлении как по осям x, так и по оси y. Вертикальные станки идеально подходят для крупносерийных и динамичных проектов, фрезерованных с одной стороны, таких как крышки и кронштейны.
В горизонтальных станках с ЧПУ ось z шпинделя горизонтальна и обычно параллельна длине станка. Шпиндель перемещается по вертикальной оси Y и горизонтально по оси X. Поддон и приспособления удерживают заготовку и перемещаются по оси z, а ось b вращается. Горизонтальная обработка имеет несколько преимуществ: доступ к обработке с четырех сторон, выполнение нескольких операций на одном приспособлении, фрезерование более сложных деталей и лучшая эвакуация стружки.
Точка зрения механика. Приятно работать с собственным инженерным отделом, который знает машины и операторов, создавая эффективный рабочий процесс. 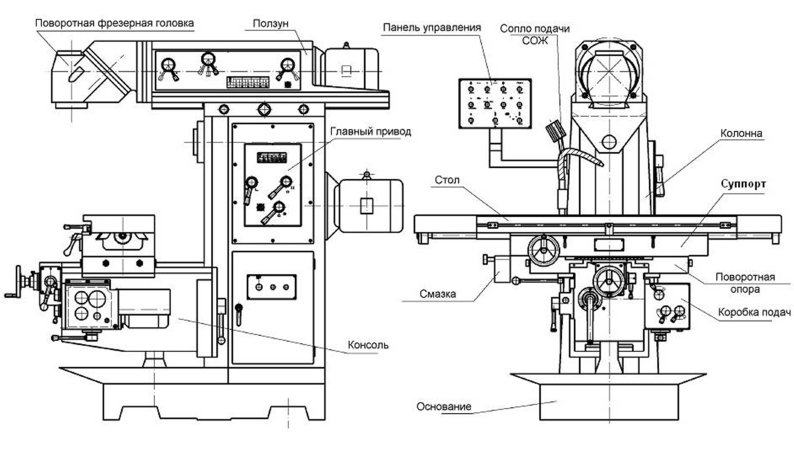
Можно ли совмещать фрезерование с ЧПУ с другими операциями?
Благодаря компьютерной автоматизации и инженерному воображению фрезерные станки с ЧПУ способны фрезеровать практически все, что только можно вообразить. Эти невероятные машины также позволяют добавлять дополнительные операции в процесс фрезерования, обеспечивая повышенную функциональность.
Например, токарный станок может сначала удалить большую часть материала детали (что быстрее, чем профильное фрезерование), создав необходимые круглые повороты. Затем деталь можно фрезеровать, просверливать отверстия, добавлять метчики и т. д. Один оператор, управляющий обеими фрезами в одной ячейке или рабочем центре, может создать готовую деталь. Отсутствие нескольких рабочих центров и операторов повышает эффективность.
Взгляд механика — Возможность последовательно выполнять несколько задач не только дает оператору станка с ЧПУ чувство выполненного долга, но и укрепляет его надежную и ценную позицию в цехе. 
Каковы возможности фрезерного станка с ЧПУ Stecker?
Нет двух одинаковых механических цехов, каждый из которых находит уникальные рыночные ниши и развивает собственные производственные возможности.
Stecker Machine — пример современной высококлассной мастерской, способной выполнять множество фрезерных работ с ЧПУ. Хотя оборудование регулярно обновляется для удовлетворения потребностей клиентов, на момент написания этой статьи фрезерные станки с ЧПУ Stecker включали 61 горизонтальную фрезу и 14 вертикальных фрез.
В зависимости от производственных потребностей 95 или более процентов из них могут работать в течение обычной первой смены, а остальные остаются доступными для настройки. Наличие более чем в четыре раза большего количества горизонтальных фрезерных станков с ЧПУ по сравнению с вертикальными говорит о том, что Stecker уделяет особое внимание сложным деталям, требующим жестких допусков.
В дополнение к стандартным фрезерным инструментам Stecker также при необходимости использует специальные инструменты. Например, один инструмент был заточен по индивидуальному заказу, чтобы на нем были все три диаметра, что обычно делается с помощью трех отдельных сверл.
Например, один инструмент был заточен по индивидуальному заказу, чтобы на нем были все три диаметра, что обычно делается с помощью трех отдельных сверл.
Еще один необычный инструмент — сменная головка на фрезерных станках с ЧПУ. Вместо сверла, выходящего прямо из шпинделя, инструмент позволяет поворачивать шпиндель на 90 градусов, чтобы иметь возможность делать отверстия по бокам деталей без необходимости выполнять дополнительные операции.
Взгляд механика — с точки зрения карьеры операторы знают, что их навыки всегда будут расти и всегда будут востребованы. Обработка с ЧПУ — это надежная отрасль с бесконечными возможностями.
Мы надеемся, что ваши знания о фрезерных станках с ЧПУ немного глубже, и вы также видите их с точки зрения машиниста. Стекер не торопится, чтобы сделать CNC-обработку карьерой, а не просто работой. Преимуществ много, и стабильную работу ценят тысячи станков с ЧПУ по всей стране.