Элементы токарного станка: Что входит в состав всех токарных станков?
Содержание
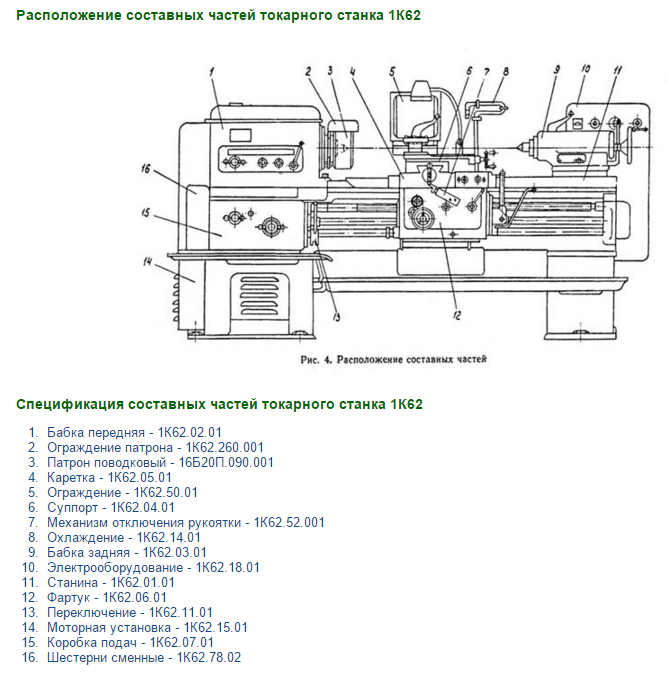
Классификация и основные конструктивные элементы токарно-винторезного станка, применение
Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
- Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается.
 Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать. - Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
- Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель.
 Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
 Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
- Элемент управления направлением движения шпинделя и его остановкой.
- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
- Отключение и включение основного двигателя.
- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.
Рисунок 4. Патрон токарного станка.
Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.
Рисунок 6. Конус Морзе.
Рисунок 6. Конус Морзе.
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости.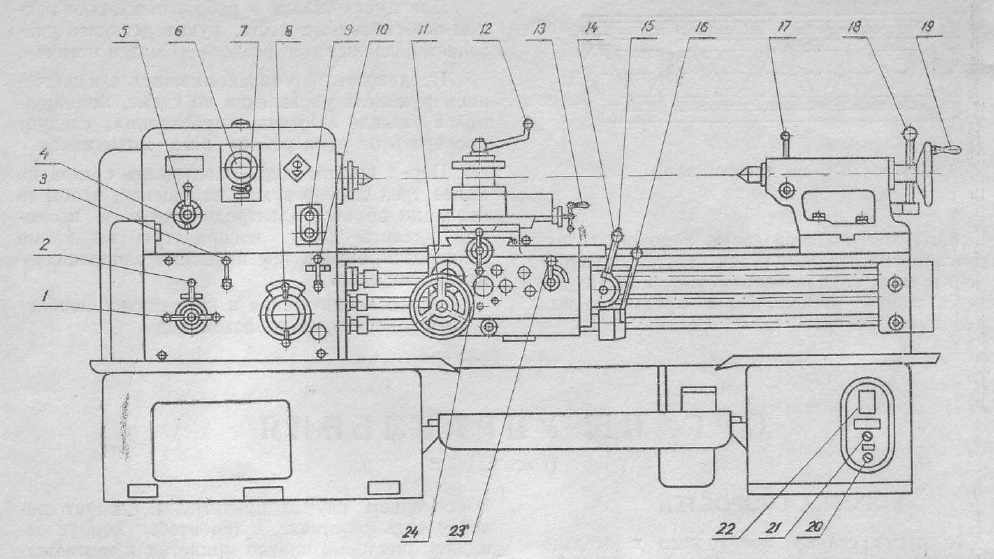 При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
Рисунок 7. Каретка токарного станка.
Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.
Рисунок 8. Лимб.
Рисунок 8. Лимб.
Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Классификация оборудования
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые.
 Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка.
 К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
История создания [ править | править код ]
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры [1] . Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры [2] .
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции [3] .
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах [4] .
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте [5] .
Токарный станок был очень важен для промышленной революции. Он известно как «мать станков», поскольку это был первый станок, который привел к изобретению других станков [6] .
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс [7] . В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время [8] . Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в [9] .
В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время [8] . Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в [9] .
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале [en] в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года [10] . Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года [10] . Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Читать также: Номиналы банкнот швейцарских франков находящихся в обращении
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Винторезные станки торговой марки «Квантум»
Винторезные станки данной торговой марки отличаются бесступенчатой регулировкой скорости. Шлифовальные шпиндели изготавливаются из закаленной стали. При этом показатели биения патрона довольно высокие. Кнопка аварийной остановки у многих моделей предусмотрена. Еще имеется автоматическая продольная передача. Каретка суппорта передвигается очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.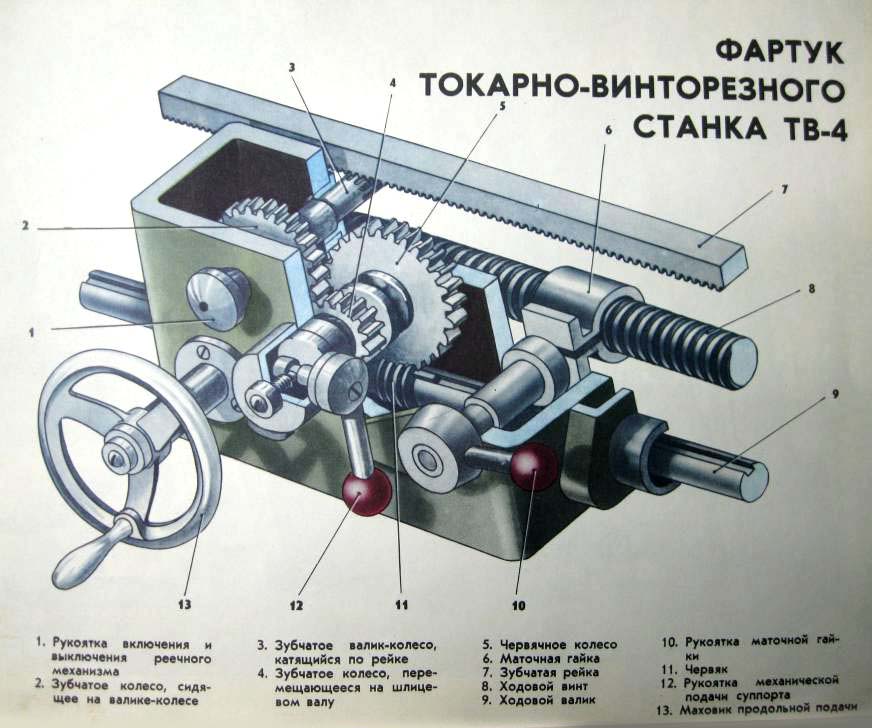
Ходовые винты установлены двойные. Двигатели в винторезные станки устанавливаются разной мощности. При этом показатель номинальной частоты также меняется. Защитный экран для безопасности человека во всех моделях производителем предусмотрен. Систему ЧПУ в винторезные станки установить можно. Направляющие станины изготавливаются из стали. Кожухи патронов — с выключателем.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность.
 Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес. - Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.
Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Основные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.
Основные узлы токарно-винторезного станка
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.

- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.

Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Станки торговой марки «Триод»
Станки отличаются своей универсальностью. При этом есть возможность делать растачивание различных деталей. Напряжение у устройств довольно высокое. Отдельно следует упомянуть об управлении. Для вращения шпинделя имеется обычно 6 скоростей. Конусы пинолей, как правило, установлены класса МК 2. При этом внутренний конус шпинделя имеется серии МК 4. Максимальный диаметр обработки деталей у станков равен не меньше 130 мм. При этом длина изделия допускается до 700 мм. Пределы частот вращения довольно широкие. Максимум механизм можно разогнать до 1600 оборотов в минуту. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях ее может заклинить, и тогда станок приходится сдавать в ремонт.
Максимум механизм можно разогнать до 1600 оборотов в минуту. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях ее может заклинить, и тогда станок приходится сдавать в ремонт.
Основные элементы винторезного станка
Основными элементами любого винторезного станка являются электро-пусковая система, бабка, суппорт и мощная станина. Предназначена она для удержания всего механизма. Вращательный момент на шпиндель передается при помощи ходового винта. Для смены скоростей имеется коробка передач. Для управления процессом в механизме предусмотрены рычаги для изменения положения шпинделя. Дополнительно установлены кнопки для контроля бабки.
Винторезные станки «Опти»
Винторезные станки отличаются компактностью. При этом функций они способны выполнять довольно много. В целом управление у них предусмотрено хорошее. Для этого производители оснастили все модели цифровыми индикаторами. Все это помогает точно контролировать работу шпинделя. Данный механизм, как правило, функционирует на специальных роликоподшипниках. Класс точности у шпинделя имеется Р5. Станины у винторезных станков изготовляются из закаленной стали, поэтому они способны выдерживать большие нагрузки. Показатель радиального биения у многих моделей не ниже 0.009 мм.
Данный механизм, как правило, функционирует на специальных роликоподшипниках. Класс точности у шпинделя имеется Р5. Станины у винторезных станков изготовляются из закаленной стали, поэтому они способны выдерживать большие нагрузки. Показатель радиального биения у многих моделей не ниже 0.009 мм.
Подшипники установлены повышенной грузоподъемности. Кнопка аварийной остановки у станков предусмотрена. Дополнительно имеется продольная каретка для более правильной работы суппорта. В целом точность обработки довольно высокая. Для безопасности здоровья человека имеется защитный экран. Закрывает он полностью всю зону резания. Продольная подача в устройствах осуществляется автоматически. Трапецеидальную резьбу на заготовках делать можно. Также есть возможность проводить работу по метрической и дюймовой нарезке. Задняя бабка при желании может быть смещена. Ценовая политика компании довольно мягкая. Учитывая это, есть возможность подобрать дешево винторезный станок.
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Устройство токарного станка по металлу: токарно-винторезные, торцовочный
Оглавление:
- Устройство токарного станка
- Конструктивные особенности токарно-винторезных станков
- Устройство торцовочного станка
- Функциональный ряд
- Поговорим о двигателях
- Видео: Устройство токарного станка
Токарный станок
По статистике около 60% всех изделий из металла проходит обработку на токарных станках. Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Устройство токарного станка
Первые токарные аппараты появились в конце XVIII века. Эти устройства позволяли достаточно быстро и качественно обрабатывать металл. В 1794 году появился первый аппарат, схема устройства которого сохранилась в неизменном виде до сегодня.
Схема расположения элементов токарного станка
Перед рассмотрением конструктивных особенностей токарных станков необходимо отметить, что технология их функционирования постоянно меняется, поэтому токарно-революционный аппарат с ЧПУ всего 20 лет назад считался эталоном станка по обработке металлов. Тем не менее, устройство токарного станка по металлу остается неизменным.
Основные элементы токарного станка по металлу:
- Станина — базовый элемент, который является основанием для режущих деталей станка. Качество обработки металлической заготовки напрямую зависит от прочности станины и материала, из которого она изготовлена.
 Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станка
Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станкапо важности параметром станины является ее вес, она должна обладать достаточной массой, чтобы предотвращать вибрацию, искривления траектории и смещения обрабатываемой детали;
- Передняя шпиндельная бабка обеспечивает фиксацию обрабатываемой металлической детали. В современных станках шпиндельная бабка отвечает не только за фиксацию, в ней еще и располагается коробка передач токарного станка.Описание элементов токарного станка
Передняя бабка изготавливается из высокопрочных и долговечных материалов;
- Задняя бабка в зависимости от модели устройства отвечает за удержание обрабатываемой детали в неподвижном состоянии; либо за подачу дополнительного оборудования;
- Суппорт – важнейшая часть токарного станка. Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций.
 Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Конструктивные особенности токарно-винторезных станков
Станки этого класса используются для обработки деталей в форме диска, втулок и валов. Эти устройства производят внутреннее точение цилиндрических, торцевых, фасонных поверхностей. Кроме этого, они способны производить отрезку, сверление и зенкерование металлических деталей. Классический набор функций токарно-винторезных станков дополняется нарезанием всех видов внутренней и наружной резьбы, а также раскаткой поверхности металла. Сфера применения станков: частные мастерские и мелкосерийное производство.
Токарно-винторезный станок
Устройство токарно-винторезного станка:
- Основание – это монолитная часть устройства, изготовленная из высокопрочных материалов: чугуна, нержавеющей или легированной стали.
 Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка
Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка - Станина является главным элементом, на котором располагаются основные узлы станка. Верхняя часть станины содержит направляющие механизмы, по которым перемещаются режущие элементы – суппорт и задняя бабка станка;
- Передняя бабка. Винторезные аппараты отличаются устройством передней бабки от классических моделей тем, что в этой части располагается шпиндель – деталь, передающая заготовке вращающийся момент. Кроме этого, на передней бабке присутствуют дополнительные удерживающие элементы: фланец, коническая шейка и отверстие. Названные детали отвечают за фиксацию и центрирование обрабатываемой детали;
- Гитара отвечает за настройку цепи передач. Настраивается она посредством смены зубчатых колес. Современные винторезные станки позволяют устанавливать метрический и модульный шаг резьбы. Гибкие настройки гитары позволяют перевести аппарат в ручное управление, что позволяет выполнять нестандартные виды резьбы;Схема и описание токарно-винторезного станка
- Фартук отвечает за преобразование вращения винта в поступательное движение суппорта.
 В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей; - Резцовая каретка применяется для отделки конических поверхностей;
- Задняя бабка отвечает за удержание конца обрабатываемой детали. Задняя бабка состоит из неподвижных и вращающихся элементов, а также осевых элементов, с помощью которых производится обработка центральных частей заготовки. Винторезные станки так устроены, что задняя бабка перемещается только в ручном режиме;Коробка подач токарного станка
- Коробка передач отвечает за изменение скорости перемещения суппорта;
- Поперечные салазки перемещаются вручную. Современные винторезные станки оснащены совершенными поперечными салазками, с помощью которых они могут поворачиваться на 40 градусов, что позволяет обрабатывать конические поверхности с высокой точностью.

Устройство торцовочного станка
Торцовочный аппарат – простой инструмент с большим потенциалом, без которого в определенных ситуациях не обойтись. Универсальный распилочный инструмент позволяет очень быстро и эффективно производить ровные и точные срезы. У современных моделей даже есть функция среза под углом.
Торцовый станок
Торцовочный аппарат состоит из монолитного основания, фрезеровальной плоскости, на которой устанавливается поворотная рама, режущего элемента (круга) и поворотного механизма, обеспечивающего подвижность станка в вертикальной плоскости. Пильный диск, двигатель и редуктор крепятся к верхней части устройства.
Мы описали «классическую» сборку торцовочного станка. Современные модели могут иметь некоторые нюансы, например, оснащаться защитным кожухом. Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Схема торцовочного станка
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Поговорим о двигателях
Коллекторный двигатель
На торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
Асинхронный двигатель
Торцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
Видео: Устройство токарного станка
Похожие статьи
Компоненты токарного станка и их функции
До сих пор мы собрали основные сведения о токарном станке, но вкратце. Сегодня мы подробно рассмотрим основные части токарного станка и их функции. Если вы должны знать, есть некоторые основные части, которые учащиеся должны знать, и как они работают. К этим основным частям относятся:
Передняя бабка – эта деталь прочно закреплена на внутренних направляющих на левом конце станины станка. Он содержит по существу полый шпиндель и предназначен для приведения в движение и изменения скорости шпинделя.
Задняя бабка – задняя бабка расположена на правом конце станины, что помогает поддерживать заготовку на другом конце. Он также отлично работает при выполнении таких операций, как сверление, развертывание, нарезание резьбы и т. д.
Каретка — назначение каретки на токарном станке — поддерживать, направлять и подавать инструменты к заготовке во время процесса.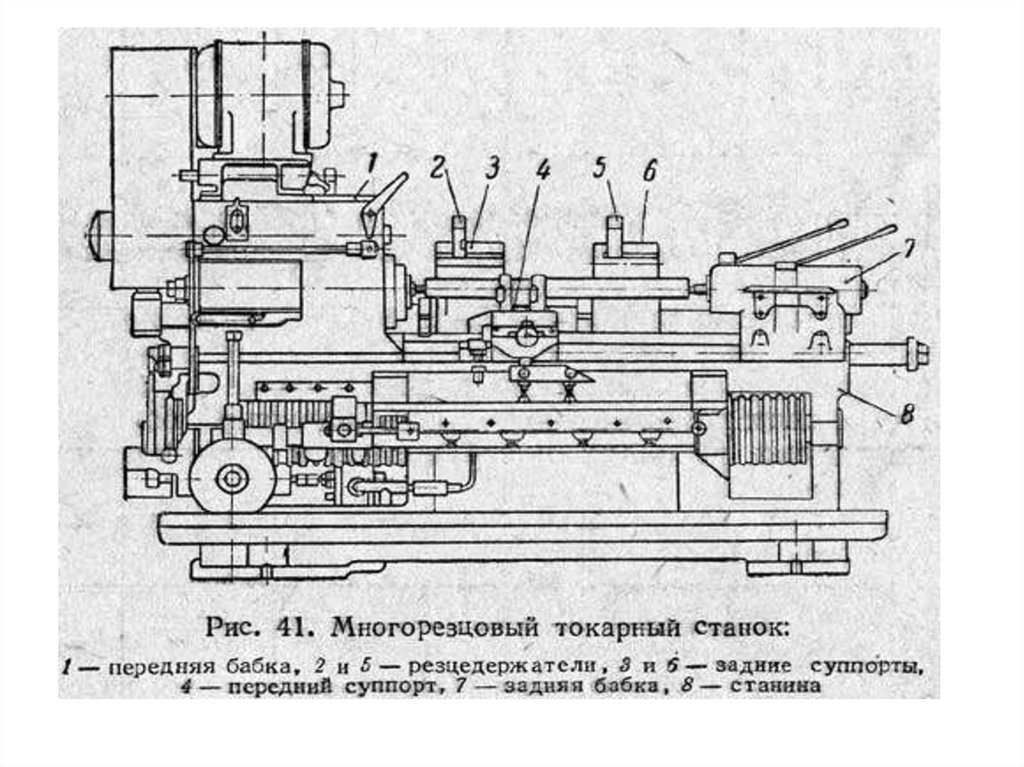
Станина – эта часть является основанием станка, передняя бабка, задняя бабка и каретка расположены вверху станины. Коляска даже упирается в кровать и скользит по ней.
Кровать должна быть достаточно жесткой, чтобы предотвратить отклонение, и должна выдерживать операции. Еще одна особенность станины токарного станка — способность противостоять вибрации.
Стойка для инструмента – Стойка для инструмента расположена в самой верхней части каретки. Он используется для хранения различных инструментов и бывает трех типов. К ним относятся стойки с кольцом и коромыслом, стойки с быстрой сменой инструментов и стойки с квадратной головкой
Части токарного станка
Другие компоненты токарного станка включают;
Нога – эта часть несет на себе весь вес станка и переносит его на землю. Именно поэтому он прочно крепится к полу фундаментным болтом.
Составная опора – составная опора поддерживает резцедержатель и режущий инструмент в различных положениях. Он предназначен для поворота в любом желаемом направлении в горизонтальной плоскости, что делает его подходящим для углов поворота и позволяет выполнять конусную резку.
Он предназначен для поворота в любом желаемом направлении в горизонтальной плоскости, что делает его подходящим для углов поворота и позволяет выполнять конусную резку.
Седло – Седло из H-образного литья, имеет V-образную направляющую и плоскую направляющую для установки на направляющие станины станка
Поперечный салазок – эта часть крепится к верхней части седла и имеет Т-образный паз.
Ходовой винт – ходовой винт также называется силовым винтом или поступательным винтом. Он играет важную роль, поскольку преобразует вращательное движение в линейное движение. Ходовой винт используется для нарезания резьбы.
Подающий стержень – подающий стержень используется для перемещения каретки с левой стороны на правую и с правого размера на левый размер.
Главный шпиндель – этот шпиндель имеет полый цилиндрический вал, что позволяет проходить через него длинномерной заготовке.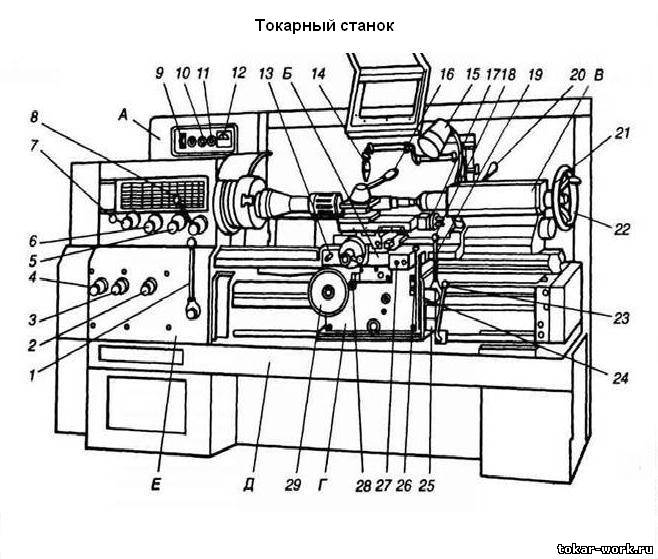 он прочно удерживает заготовку, которую не может преодолеть сила режущего инструмента.
он прочно удерживает заготовку, которую не может преодолеть сила режущего инструмента.
Патрон – патрон надежно удерживает заготовку, когда она приближается к режущим инструментам. Он бывает двух типов: 3-кулачковый или самоцентрирующийся патрон и 4-кулачковый или независимый патрон.
8 Детали токарного станка с ЧПУ
ПОСЛЕДНИЕ ИСТОРИИ
TPR против ПВХ: материалы различия и сравнения
23 декабря, 2022
6 мин. Чтение
TPR против латекс: материалы и сравнения
23 декабря 2022
8 мин. , Нержавеющая сталь
23 декабря 2022 г.
8 мин чтения
Токарные станки с числовым программным управлением (ЧПУ) являются частью логического развития прецизионного обрабатывающего оборудования. Как и все токарные станки, они имеют общие исторические корни с гончарными кругами и примитивными токарными станками по дереву.
Все оси движения токарного станка с ЧПУ моторизованы, включая его многофункциональную стойку (шпиль). Функции автоматизированы и управляются программой, которая считывает G-код, что позволяет оператору не отвлекаться и делает производство полностью воспроизводимым. Токарные станки с ЧПУ имеют ряд отличительных элементов, которые определяют их сущность.
Функции автоматизированы и управляются программой, которая считывает G-код, что позволяет оператору не отвлекаться и делает производство полностью воспроизводимым. Токарные станки с ЧПУ имеют ряд отличительных элементов, которые определяют их сущность.
В этой статье основное внимание будет уделено определению токарных станков с ЧПУ, идентификации частей токарного станка, изучению работы каждого элемента и рекомендациям по оптимальному использованию.
1. Передняя бабка
Передняя бабка токарного станка — это сила, стоящая за станком. Как один из наиболее узнаваемых компонентов токарного станка с ЧПУ, передняя бабка удерживает заготовку и удерживает ее по центру оси станка. Размеры передней бабки будут определять «качание» токарного станка. Размах — это максимальный диаметр любой (предварительно обработанной) заготовки, которая может поместиться на токарном станке. Хотя большинство задач не будут такими большими, машина с большим размахом иногда очень полезна.
Другим фактором, ограничивающим работоспособность, является мощность двигателя. Двигатель приводит в движение шпиндель, несет патрон и вращает заготовку. Коренные подшипники передней бабки несут значительные и разрушающие нагрузки. Силы, прилагаемые режущим инструментом, могут исходить из нескольких направлений. Они могут вызвать сильную вибрацию и потенциально превысить предел останова двигателя. Эта сила делает коренные подшипники передней бабки важным элементом обслуживания, за которым следует следить, особенно в интенсивно эксплуатируемых машинах.
Двигатель приводит в движение шпиндель, несет патрон и вращает заготовку. Коренные подшипники передней бабки несут значительные и разрушающие нагрузки. Силы, прилагаемые режущим инструментом, могут исходить из нескольких направлений. Они могут вызвать сильную вибрацию и потенциально превысить предел останова двигателя. Эта сила делает коренные подшипники передней бабки важным элементом обслуживания, за которым следует следить, особенно в интенсивно эксплуатируемых машинах.
2. Станина токарного станка с ЧПУ
Станина токарного станка — это шасси, на котором все скрепляется. Обычно это балка, которая проходит по всей длине машины и поддерживает все функциональные узлы. Кровать должна быть достаточно жесткой, чтобы не возникало заметных деформаций даже в самых экстремальных условиях эксплуатации.
Лучшие кровати естественным образом гасят вибрации. Те, у кого высокий эффект гистерезиса, например, могут рассеивать вибрационную энергию в виде тепла. Основной тест на гистерезисные свойства заключается в простом ударе молотком по материалу — глухой «стук» указывает на высокий гистерезис, в то время как более высокий «звон» нежелателен.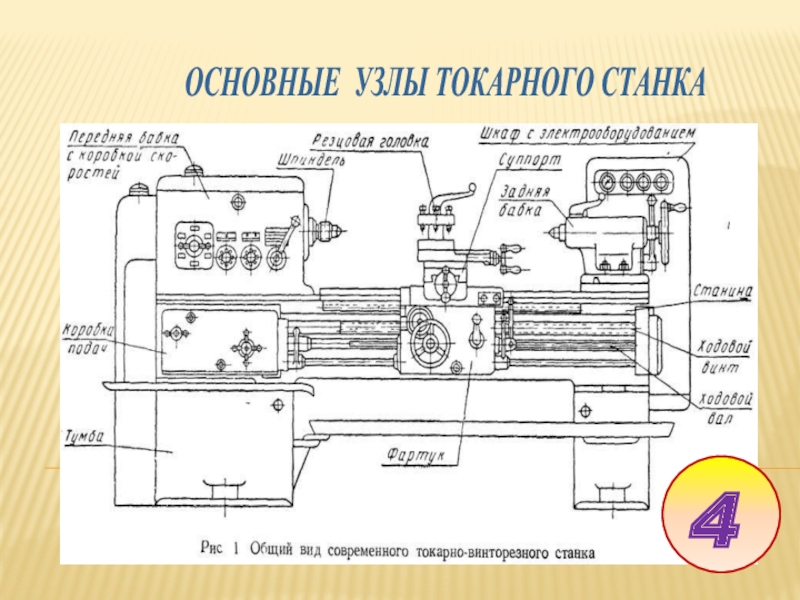 Станины токарных станков с ЧПУ часто изготавливаются из: чугуна, низкоуглеродистой стали, ковкого чугуна или формы гранитана (искусственный заменитель литейного камня). Такие материалы, как гранитан, имеют минимальный риск растрескивания и сколов, повышенную прочность и значительное гашение вибрации.
Станины токарных станков с ЧПУ часто изготавливаются из: чугуна, низкоуглеродистой стали, ковкого чугуна или формы гранитана (искусственный заменитель литейного камня). Такие материалы, как гранитан, имеют минимальный риск растрескивания и сколов, повышенную прочность и значительное гашение вибрации.
3. Патрон
Патрон, пожалуй, самый важный компонент токарного станка. Он зажимает заготовку в центре вращения и обеспечивает легкую загрузку и разгрузку. Патрон прикреплен к передней бабке, но не является ее частью. В токарных станках с ЧПУ используются различные типы патронов, в том числе:
- Трехкулачковые (универсальные) патроны: Губки универсального патрона обычно имеют уступ на одном конце для размещения заготовок разных размеров. Другой конец скошен для точного захвата меньших диаметров.
- Четырехкулачковые патроны: Конструкция и принцип действия аналогичны трехкулачковым универсальным патронам. Разница в том, что их четыре зажимных губки приводятся в движение четырьмя независимыми винтами, что делает центрирование заготовки деликатным упражнением по позиционированию, но позволяет зажимать квадратные детали и менее регулярные объекты.

- Комбинированные патроны: Патроны этого типа дороже, но уменьшают количество инструментов, которые должен иметь под рукой слесарь. С эксплуатационной точки зрения их использовать сложнее, так как губки должны быть отрегулированы вручную до взаимного центрального положения.
- Магнитные патроны: Этот тип патрона наиболее удобен при точении материалов, которые недостаточно прочны, чтобы выдерживать усилие зажима кулачкового патрона. Только заготовки из черных металлов совместимы с магнитными патронами.
- Цанговые патроны: В них используется три или более кулачковых секций, размер которых подходит для только цилиндрических заготовок . Цанговые патроны точны и эффективны, но каждый из них ограничен узким диапазоном диаметров. Цанги чаще всего используются для удержания инструментов.
- Сверлильные и штифтовые патроны: Обычно используются в качестве вспомогательных патронов, удерживаемых в цанговом или универсальном патроне.
 Патроны для сверл и штифтов позволяют зажимать небольшие заготовки (или инструменты), которые слишком малы для обычных патронов.
Патроны для сверл и штифтов позволяют зажимать небольшие заготовки (или инструменты), которые слишком малы для обычных патронов.
4. Задняя бабка
Задняя бабка токарного станка имеет решающее значение при выполнении нескольких задач. Он стоит напротив передней бабки на той же оси вращения и может надежно фиксироваться на дальнем конце заготовки. Дополнительная опора может быть важна для сопротивления значительным эксплуатационным нагрузкам. В качестве альтернативы на заднюю бабку можно установить сверло для сверления оси вращения заготовки. Задние бабки обычно состоят из держателя штока инструмента с конусом Морзе, который находится в прецизионной подаче и обеспечивает большое усилие для управления продольным положением. Функции задней бабки включают в себя:
- Удерживая центрирующий инструмент для поддержки поперечной силы. Это предотвращает изгиб длинных заготовок от фрезы.
- Держатель сверлильного патрона для спиральных сверл малого диаметра.
 Этот сверлильный патрон вставляется во внешний конец заготовки точно по центру, а затем просверливается в заготовке на заданную глубину.
Этот сверлильный патрон вставляется во внешний конец заготовки точно по центру, а затем просверливается в заготовке на заданную глубину. - Удерживает сверло большего размера с хвостовиком с конусом Морзе, позволяющее сверлить прямо в торец заготовки.
5. Перо задней бабки
Полая часть задней бабки захватывает конус Морзе. Это внешнее цилиндрическое крепление, позволяющее устанавливать патроны, сверла и т. д. на заднюю бабку. Перо — это подвижная часть, которую можно перемещать к заготовке для сверления или стабилизации центра.
6. Ножной переключатель или педали
Ножные переключатели или ножные педали позволяют оператору напрямую управлять настройкой машины или функциями разгрузки, пока его руки заняты в машине. Эти педали могут управлять несколькими функциями, такими как: открытие/закрытие патрона (если он имеет гидравлический или пневматический привод), позиционирование задней бабки (для центрирования и настройки поддержки), а также действие в качестве аварийного останова во избежание ошибок программирования и/или несчастные случаи.
7. Панель управления ЧПУ
Органы управления токарного станка с ЧПУ обычно состоят из двух частей: панели станка и панели управления. Панель станка позволяет оператору регулировать рабочие характеристики инструмента и положение фрезы. Он используется для ручного перемещения (небольших изменений положения) ведомых осей станка. С другой стороны, панель управления может использоваться для ввода программ в память, а также для редактирования или изменения программ, уже находящихся в памяти. Эта часть операции отображается на встроенном экране и показывает ввод или изменение G-кода.
8. Инструментальная револьверная головка
Инструментальная револьверная головка является рабочей частью токарного станка с ЧПУ. Различные инструменты устанавливаются в рабочее положение, а их режущие поверхности точно фиксируются в настройках станка. Каждый инструмент в револьверной головке можно поворачивать по одному в положение резки. Эта функция отличается от токарных станков с ручным управлением (револьверным или токарным станком) тем, что выбор и позиционирование инструмента выполняются автоматически.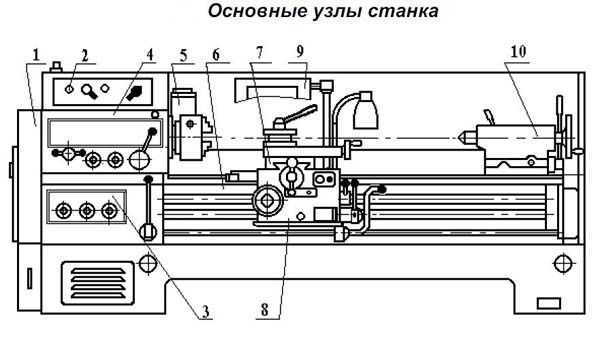
Что такое токарный станок с ЧПУ?
Токарный станок с ЧПУ — это полностью автоматизированный станок, способный выполнять точные токарные и сверлильные операции. Он следует за программированием G-кода, предназначенным для субтрактивного производства (резки), и начинается либо с заготовки из подходящего материала, либо с преформы. Автоматизированные токарные станки (ЧПУ) позволяют операторам сосредоточиться на других задачах, пока машина работает, поэтому они повышают производительность, одновременно изготавливая более точные детали, чем ручные станки. Для получения дополнительной информации см. наше руководство по обработке с ЧПУ.
Как работает токарный станок с ЧПУ
Токарный станок с ЧПУ работает, считывая G-код, переведенную версию кода проектирования САПР. Файл G-кода автоматизирует производство сложных деталей, создавая высокоточные изделия повторяемым образом с коротким временем обработки (после настройки). Первая деталь должна быть вручную проверена на соответствие чертежу, прежде чем будет изготовлено несколько деталей. В большинстве случаев двигатель передней бабки представляет собой синхронное одно- или трехфазное устройство, в котором используется частотно-регулируемый привод. Другие оси обычно приводятся в движение шаговыми двигателями, чтобы обеспечить управление без обратной связи. Токарный станок с ЧПУ — это адаптируемый тип станка, который может выполнять точные и повторяющиеся задачи в соответствии с его программированием. Две части, сделанные из одного и того же кода, должны быть практически неразличимы.
В большинстве случаев двигатель передней бабки представляет собой синхронное одно- или трехфазное устройство, в котором используется частотно-регулируемый привод. Другие оси обычно приводятся в движение шаговыми двигателями, чтобы обеспечить управление без обратной связи. Токарный станок с ЧПУ — это адаптируемый тип станка, который может выполнять точные и повторяющиеся задачи в соответствии с его программированием. Две части, сделанные из одного и того же кода, должны быть практически неразличимы.
Как определить детали токарного станка с ЧПУ
Чтобы определить детали токарного станка с ЧПУ, рекомендуется изучить руководство пользователя и изображения деталей вашего станка. Вы должны иметь четкое представление о каждом компоненте, прежде чем переходить к резке металла. Описания элементов станка (передняя бабка, патрон, станина станка и т. д.) являются общими. Номенклатура и компоновка могут различаться у разных производителей. Схема токарного станка для вашего инструмента даст вам версию именования производителя.
Что лучше всего обновить для деталей токарного станка с ЧПУ?
Лучшее обновление для деталей токарного станка с ЧПУ зависит от потребностей пользователя. В зависимости от качества деталей токарного станка можно рассмотреть ряд возможных улучшений. Примеры:
- Улучшенный контроллер: Улучшенное аппаратное обеспечение контроллера может улучшить возможности и возможности редактирования программ. Может помочь неспециализированное оборудование из таких источников, как Amazon и AliExpress, а также производитель вашей машины.
- Усовершенствованный инструмент: Высококачественные сверла, фрезы, развертки и расточки оказывают значительное влияние на качество деталей и производительность. Как правило, инструменты с твердосплавными наконечниками дают лучшие результаты, но с ними нужно обращаться с должным уровнем осторожности. Специализированные поставщики, такие как cuttershop.com, предлагают конкурентоспособные цены.
- Гидравлические или пневматические патроны: Доступны для большинства форматов станков и могут сократить время, необходимое для загрузки и разгрузки станка.
 Неспециализированные поставщики, такие как Amazon и AliExpress, являются хорошими поставщиками патронов для вторичного рынка. Читайте отзывы и убедитесь, что вы знаете, что вы покупаете. На более высоком уровне очень рекомендуются такие поставщики, как Вальдер.
Неспециализированные поставщики, такие как Amazon и AliExpress, являются хорошими поставщиками патронов для вторичного рынка. Читайте отзывы и убедитесь, что вы знаете, что вы покупаете. На более высоком уровне очень рекомендуются такие поставщики, как Вальдер. - Улучшенная подача СОЖ: СОЖ имеет решающее значение для высококачественной резки металла и даже важна для некоторых пластиков. Многие машины начального уровня имеют ограниченные возможности автоматического применения СОЖ (или вообще не имеют). Системы охлаждающей жидкости от таких поставщиков, как Grainger и других, очень эффективны.
- Полный корпус: Кожух глушителя может улучшить окружающую среду вокруг машины. Он уменьшает разбрызгивание охлаждающей жидкости и защищает рабочих от травм.
Где я могу получить детали для токарных станков с ЧПУ?
Детали токарных станков с ЧПУ можно приобрести у производителей токарных станков с ЧПУ, которые предлагают оборудование для конкретных станков. Тем не менее, многие аксессуары в некоторой степени универсальны и могут быть приобретены на вторичном рынке с небольшим риском. Многие поставщики имеют обширные каталоги аксессуаров и обновлений, не предназначенных для конкретных машин, включая различные режущие инструменты.
Тем не менее, многие аксессуары в некоторой степени универсальны и могут быть приобретены на вторичном рынке с небольшим риском. Многие поставщики имеют обширные каталоги аксессуаров и обновлений, не предназначенных для конкретных машин, включая различные режущие инструменты.
Резюме
В этой статье представлены различные части токарного станка с ЧПУ, объяснено, что они из себя представляют, и обсуждено, насколько важна каждая часть. Чтобы узнать больше о токарных станках с ЧПУ, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей.
