Из чего состоит станок сверлильный станок: Сверлильный станок — назначение, классификация :: ТОЧМЕХ
Содержание
Изготовление изделия с использованием сверлильного станка для обработки древесины
При изготовлении многих изделий требуется получить отверстия цилиндрической формы. Они могут быть сквозными и несквозными (глухими).
Получение отверстия в сплошном материале путем снятия стружки с помощью сверла называется сверлением.
На производстве ручное сверление древесины заменено механическим. Его выполняют станочники сверлильных станков.
Простейший сверлильный станок – это обычная ручная дрель. Сверло зажимается в патроне, передачи регулируются вручную либо электронным регулятором скорости.
Для сверления большого количества заготовок, или выполнения точно заданных по глубине отверстий в качестве дополнения к электродрели применяют станину, в которой фиксируется дрель. Станина позволяет, как сказано выше, сверлить точно заданные по глубине отверстия, но этим ее функции не исчерпываются. Станина также позволяет сверлить отверстия под определенным углом, что порой необходимо, например, для соединений громоздких деталей.
Станина также позволяет сверлить отверстия под определенным углом, что порой необходимо, например, для соединений громоздких деталей.
Сверлильный станок представляет собой станину с электродвигателем, привод от которого передает вращение на патрон со сверлом. Как правило, сверлильный станок оснащается большим по сравнению с электродрелью количеством скоростей, и большими возможностями.
Механическое сверление осуществляется с помощью электросверл или специальных сверлильных станков. В плотничных и столярных работах в основном применяются электросверла.
При сверлении необходимо нажимать руками на корпус электросверла, в результате чего она опускается по направляющим стойкам, сжимая пружины. После окончания сверления нажим прекращается и корпус под действием выпрямляющих пружин поднимается вверх.
Если требуется просверлить отверстие в другом месте, то электросверло переносят, устанавливают в исходное положение и весь процесс повторяют
Для выполнения значительных объемов работ по высверливанию отверстии в условиях деревообрабатывающих мастерских применяются сверлильные станки. Они разделяются на вертикально-сверлильные и горизонтально-сверлильные, по числу шпинделей — на одно и многошпиндельные, а по способу подачи — на механические и ручные
Они разделяются на вертикально-сверлильные и горизонтально-сверлильные, по числу шпинделей — на одно и многошпиндельные, а по способу подачи — на механические и ручные
У вертикально-сверлильного станка стол перемещается вверх и вниз при помощи маховичка, а сверлильная головка — при помощи ножной педали.
Горизонтально-сверлильный станок состоит из электродвигателя, шпинделя, каретки, рычагов подачи каретки и сверла, зажима для укрепления обрабатываемой детали. Шпиндель можно передвигать по оси сверла, а каретку в поперечном направлении.
При работе на станках и с электрифицированными инструментами необходимо соблюдать правила техники безопасности.
Перед началом работы следует проверить знание учащимися основных правил безопасности труда и предупредить школьников о необходимости получить разрешение учителя на выполнение отдельных операций. Каждый вновь пришедший ученик должен может быть допущен к работе лишь после вводного инструктажа по технике безопасности.
Основными задачами правил по технике безопасности являются: организация работ по предохранению работающих от производственных травм, вредных воздействий ядовитых веществ. При вводном инструктаже учащийся знакомится с основными причинами, вызывающими травматизм: неисправность оборудования, ограждений, инструмента, электросети, неправильные приемы работы.
При столярных работах, прежде всего, необходимо соблюдать меры предосторожности. Детали, подвергающиеся столярной обработке, надежно закрепляют на верстаке, так как при резании стамеской часто могут быть произвольные срывы, которые приводят к травмам. Работать следует только исправным инструментом, обращая внимание на надежную насадку топора и молотка на рукоятки, следите за тем, чтобы ручки стамесок и долот не имели трещин и были прочно посажены на хвостах.
Сверла нужно хранить на специальном стеллаже в порядке убывающих диаметров. Для каждого сверла устраивается отдельное гнездо.
В соответствии с правилами техники безопасности при работе сверлами необходимо:
- прочно закреплять сверло в патроне и периодически проверять надежность их крепления;
- не держать коловорот или дрель сверлом к себе;
- при высверливании горизонтальных отверстий не нажимать сильно на коловорот грудью;
- не допускать падения сверл с верстака;
- прочно закреплять сверло в тисках при заточке.
Резание стамесками и вообще работа долбежным инструментом требуют от столяра большой осторожности и аккуратности, надежного удерживания стамесок в руках, особенно при резании «на себя».
При работе нельзя разбрасывать режущие инструменты по верстаку. По окончании работы необходимо класть инструмент на определенные места. Рабочее место надо всегда содержать в порядке. После работы инструмент следует очистить от антисептиков и хранят в специальном помещении. Деревянные проантисептированные элементы хранят под хорошо проветриваемым навесом, предохраняющим их от воздействия дождя, снега.
На каждом рабочем месте у станков вывешивают основные правила по технике безопасности:
- Категорически запрещается чистить, смазывать, налаживать, ремонтировать и убирать станок на ходу.
- Перед проведением ремонта или регламентного обслуживания необходимо отключить станок или машину от источника питания.
- Недопустимо отвлекать работающего на станке посторонними разговорами.
- Станки и машины должны проходить плановое техническое обслуживание согласно инструкции по эксплуатации.
- Станки и машины, не оснащенные необходимыми приспособлениями безопасности, не допускаются к эксплуатации.
- Чистка станков от щепы и стружки требует предварительного полного отключения от сети.
- Электропривод станка или машины должен периодически осматриваться на предмет сохранности штекеров и кабелей, попадания влаги.
- Ключи для зажима сверла или полотна должны быть удалены перед началом работы.

- Небольшие детали перед их обработкой должны быть надежно зафиксированы в тисках или на верстаке.
При работе учащихся на электроустановках и соприкосновении с токоведущими частями работающей электроустановки создается опасность поражения током, поэтому необходимо следить за состоянием станков. Неизолированные токоведущие части должны быть ограждены, чтобы к ним не было свободного доступа. Так же, каждый учащийся должен уметь оказать первую медицинскую помощь при электротравме.
Технические характеристики вертикально-сверлильного станка CDMP2010 с системой числового программного управления
Рисунок 1. Вертикально-сверлильный станок CDMP2010
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК представляет собой перемещающуюся по линейным направляющим портальную конструкцию (CDMP Series) с расположенной на ней скользящей силовой головки (1 Head), а также станины с неподвижным рабочим столом (2000×1000мм) под управлением системы ЧПУ (CNC). Станок предназначен для сверления отверстий в листовом металлопрокате, трубных досках, перегородках по заданной программе, спиральным резцом из высоколегированной стали. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на нем специальным программным обеспечением VISTA_CDMP2010, работающим под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера (PC) систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и других САПР (файл формата .DXF). Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.
Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на нем специальным программным обеспечением VISTA_CDMP2010, работающим под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера (PC) систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и других САПР (файл формата .DXF). Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.
Рисунок 2. Станок CDMP2010 на производстве
Под оборудование устанавливается конвейерная система для удаления стружки, со встроенной в нее емкостью для сбора смазочно-охлаждающей жидкости (СОЖ), что позволяет уменьшить расход охлаждающей жидкости. Станок удобен и прост в управлении, обеспечивает высокое качество обработки, отличается высокой степенью автоматизации, стабильностью работы. При изготовлении данного станка используются импортные оригинальные запчасти, что повышает надежность, безопасность, а также имеет высокую степень взаимозаменяемости узлов и деталей, придает станку удобство в обслуживании и ремонте. Применяемая система числового программного управления, импортный оригинальный промышленный комплекс управления. Отличается высокой степенью защиты от случайных воздействий. Таким образом, гарантируется стабильность работы в зоне мощных высокочастотных воздействий.
Применяемая система числового программного управления, импортный оригинальный промышленный комплекс управления. Отличается высокой степенью защиты от случайных воздействий. Таким образом, гарантируется стабильность работы в зоне мощных высокочастотных воздействий.
Особенности
По структуре: Данный станок состоит из станины, рабочего стола, подвижного портала, скользящей силовой головки, системы числового программного управления, автоматической системы удаления стружки (шнековый конвейер), циркуляционной охлаждающей системы, гидравлической станции и системы электроуправления.
Основная станина и подвижный портал сварной конструкции, прошедшие термообработку для снятия внутренних напряжений, обеспечивают высокую точность и долговечность. На поверхности рабочего стола имеются подпорные ленты с Т-образным пазом для закрепления обрабатываемых заготовок. Ось X: Механизм привода портала состоит из серводвигателя переменного тока, синхронных колес и шарового винта, а также направляющей плиты и рельса. Ось Y: С передней стороны подвижного портала установлены две рейки, по которым скользит силовая головка, управляемая системой числового программного управления. Серводвигатель передвигает силовую головку по оси Y, с высокой точностью позиционирования через шаровую гайку. Ось Z: Вертикальная подача силовой головки осуществляется через серводвигатель, синхронную ленту, синхронное колесо, редуктор и вертикальный шаровой винт. При удаленном расстоянии сверла до обрабатываемой детали подача силовой головки быстрая. При близком расстоянии подача силовой головки переходит на заданную скорость. После сверления отверстия силовая головка переходит в отступление. Когда силовая головка со сверлом отходит от заготовки и достигает начального положения, силовая головка со сверлом автоматически передвигается в следующее место для сверления отверстия. Станок имеет функцию сверления не пробивного отверстия, снятия фаски, автоматического удаления стружки и сбора смазочно-охлаждающей жидкости. Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.
Ось Y: С передней стороны подвижного портала установлены две рейки, по которым скользит силовая головка, управляемая системой числового программного управления. Серводвигатель передвигает силовую головку по оси Y, с высокой точностью позиционирования через шаровую гайку. Ось Z: Вертикальная подача силовой головки осуществляется через серводвигатель, синхронную ленту, синхронное колесо, редуктор и вертикальный шаровой винт. При удаленном расстоянии сверла до обрабатываемой детали подача силовой головки быстрая. При близком расстоянии подача силовой головки переходит на заданную скорость. После сверления отверстия силовая головка переходит в отступление. Когда силовая головка со сверлом отходит от заготовки и достигает начального положения, силовая головка со сверлом автоматически передвигается в следующее место для сверления отверстия. Станок имеет функцию сверления не пробивного отверстия, снятия фаски, автоматического удаления стружки и сбора смазочно-охлаждающей жидкости. Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона. Система электроуправления состоит из следующих узлов: система ЧПУ, серводвигатели переменного тока, программируемый логический контроллер (ПЛК). Система электроуправления c ЧПУ управляет осями X,Y и Z (в том числе ось X синхронная с осями Y,Z подвижного портала). Станок комплектуется промышленными редукторами SEW производства Германия.
Система электроуправления состоит из следующих узлов: система ЧПУ, серводвигатели переменного тока, программируемый логический контроллер (ПЛК). Система электроуправления c ЧПУ управляет осями X,Y и Z (в том числе ось X синхронная с осями Y,Z подвижного портала). Станок комплектуется промышленными редукторами SEW производства Германия.
По функциональности: Рабочий стол сверлильного станка разбит на четыре независимые зоны A, B, C, D (Рисунок 2), что позволяет выполнять сверление различных программ, а также производить снятие и установку заготовок не останавливая текущий процесс сверления. Управление всем процессом производится с пульта управления системы ЧПУ. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на него специальным программным обеспечением VISTA_CDMP2010 (Рисунок 1), работающего под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса. Централизованная система смазки. Галогенная лампа освещения зоны сверления. Автоматическая система удаления стружки: Можно установить определенную глубину сверления на экране системы ЧПУ, при достижении которой сверло поднимается в начальное положение и стружка удалится из отверстия. Можно установить время и цикличность удаления стружки. Станок имеет удобную и наглядную функцию предварительной тренировки и повторной проверки. В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.
(файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса. Централизованная система смазки. Галогенная лампа освещения зоны сверления. Автоматическая система удаления стружки: Можно установить определенную глубину сверления на экране системы ЧПУ, при достижении которой сверло поднимается в начальное положение и стружка удалится из отверстия. Можно установить время и цикличность удаления стружки. Станок имеет удобную и наглядную функцию предварительной тренировки и повторной проверки. В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.
Рисунки 3, 4, 5. Интерфейс ПО VISTA_CDMP2010.
Рисунок 6. Четыре независимые зоны A, B, C, D рабочего стола.
Рисунки 7, 8. Заготовки после сверления.
Заготовки после сверления.
Основные технические характеристики
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Параметры
|
CDMP2010
| |
|
Максимальный размер обрабатываемой заготовки (Д×Ш), мм.
|
Для 1-ой детали
|
2000×1000
|
|
Для 2-х деталей
|
1000×1000
| |
|
Для 4-х деталей
|
1000×500
| |
|
Максимальная толщина заготовки, мм.
|
80
| |
|
Минимальный диаметр сверления, мм.
|
Ø15
| |
|
Максимальный диаметр сверления, мм.
|
Ø50
| |
|
Главный шпиндель
|
Тип посадочного отверстия сверла
|
Конус Морзе №4
|
|
Скорость вращения, об/мин.
|
130~560 (регулировка бесступенчатая) Плавное изменение скорости преобразователем частоты
| |
|
Рабочий ход шпинделя, мм.
|
180
| |
|
Способ подачи
|
Подача гидравлическая. Скорость подачи изменяется бесступенчато, с помощью клапана, регулирующего скорость
| |
|
Скорость подачи, мм/мин.
|
20~200
| |
|
Мощность сервопривода, кВт.
|
5
| |
|
Точность на позиционирование
|
0.
| |
|
повторная 0.05 мм/общая длина
| ||
|
Область позиционирования
|
Ось Х, мм.
|
20~2020
|
|
Ось Y, мм.
|
20~1000
| |
|
Ось Z, мм.
|
0~180
| |
|
Гидравлический зажим заготовки
|
Толщина заготовки для зажима, мм.
|
15~80
|
|
Количество прижимных цилиндров, шт.
|
12
| |
|
Усилие зажима, кН.
|
7.5
| |
|
Гидравлическая система
|
Максимальное давление, МПа.
|
6
|
|
Рабочее давление, МПа.
|
5 (50 кгс/см2)
| |
|
Емкость бака, л.
|
100
| |
|
Система смазочно-охлаждающей жидкости
|
Метод подачи потока
|
Автоматический цикл
|
|
Емкость бака, л.
|
120
| |
|
Мощность
|
Привод шпинделя, кВт.
|
4
|
|
Насос гидравлической системы, кВт.
|
2.2
| |
|
Насос системы охлаждения, кВт.
|
0.25
| |
|
Сервопривод по оси Х, кВт.
|
1.5
| |
|
Сервопривод по оси Y, кВт.
|
1.0
| |
|
Привод механизма удаления стружки, кВт.
|
0.2
| |
|
Общая мощность, кВт.
|
12
| |
|
Габаритные размеры, (Д×Ш×В), мм.
|
4300×1950×2353
| |
|
Вес, кг.
|
Станина станка
|
4800
|
|
Механизм удаления стружки
|
200
| |

 10 мм/общая длина
10 мм/общая длина

Рабочие характеристики станка
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Рабочие характеристики
|
Значения параметров
| |
|
№ оси привода
|
X,Y и Z (одновременное приведение в действие по осям X и Y)
| |
|
Минимальное перемещение
|
оси X и Y: по оси Z 0.
| |
|
Диапазон установки
|
ось X
|
20мм~2030мм
|
|
ось Y
|
20мм~980мм
| |
|
ось Z
|
Макс. 180мм
| |
|
Макс. скорость перемещения
|
8000 мм/мин
| |
 01мм Z: 0.1мм
01мм Z: 0.1ммОсновные элементы и узлы
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
№
|
Наименование
|
Модель, размеры
|
Количество
|
Производитель
|
|
1
|
Линейная направляющая
|
HGW35
|
2
|
HIWIN (Тайвань)
|
|
2
|
Линейная направляющая
|
HGW45
|
2
| |
|
3
|
Шарико-винтовая пара
|
KGT-D4010
|
1
|
NEFF (Германия)
|
|
4
|
Шарико-винтовая пара
|
KGT-D4010
|
1
| |
|
5
|
Насос гидравлической системы
|
VCM-SF-30C-20-T
|
1
|
CAMEL (Тайвань)
|
|
6
|
Двигатель гидравлической системы
|
2.
|
1
|
SYUNTSEH (Тайвань)
|
|
7
|
Электромагнитный клапан
|
WDHE-0631/2-P24DC
|
3
|
ATOS (Италия)
|
|
8
|
Контрольный клапан
|
WHR-011
|
3
| |
|
9
|
Электромагнитный клапан
|
DHI-0711-IX24DC
|
1
| |
|
10
|
Клапан регулятора
|
DHQ 013/C/I-IX24DC
|
1
|
ATOS (Италия)
|
|
11
|
Серводвигатель
|
P60B13100
|
2
|
SANYO (Япония)
|
|
12
|
Серводвигатель
|
RSIA03AA (с тормозом)
|
2
| |
|
13
|
Редуктор
|
RF77
|
1
|
SEW (Германия)
|
|
14
|
Преобразователь
|
EV1000-4T0055G
|
1
|
EMERSON (Америка)
|
|
15
|
Программно-логический контроллер
|
FXIN-60MT
|
1
|
MITSUBISHI (Япония)
|
|
16
|
Сенсорные переключатели
|
NI5-Q18-AN6X
|
2
|
TURCK (Германия)
|
|
17
|
Сенсорные переключатели
|
NI5-Q18-RN6X
|
4
| |
|
18
|
Сенсорные переключатели
|
NI5-G12-AN6X
|
2
| |
|
19
|
Кнопки
|
все
|
SCHNEIDER (Франция)
| |
|
20
|
Электрические компоненты (низкого давления)
|
RXL2A12B
RX2E1M2C
|
все
|
SCHNEIDER (Франция)
|
 2кВт
2кВтРисунок 9. Общий вид сверлильного станка, модель CDMP2010
Общий вид сверлильного станка, модель CDMP2010
Список поставки оборудования
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
|
Перечень
|
Наименование
|
Количество
| |
|
Список оборудования
|
Основное оборудование
|
1 комплект
| |
|
Главный шпиндель (Конус Морзе №4)
|
1 штука
| ||
|
Электрический шкаф управления (включая ЧПУ)
|
1 комплект
| ||
|
Гидравлическая станция
|
1 комплект
| ||
|
Автоматический транспортер для удаления стружки (включая короб — тележку)
|
1 комплект
| ||
|
Запасные части станка (прилагается список)
|
1 комплект
| ||
|
Техническая документация
|
Прилагаемые документы
|
Инструкция по эксплуатации станка
|
1 копия
|
|
Сертификат соответствия
|
1 копия
| ||
|
Приобретенные части
|
Инструкция по эксплуатации редуктора SEW
|
1 копия
| |
|
Инструкция по эксплуатации преобразователя EMERSON
|
1 копия
| ||
|
Инструкция по эксплуатации промышленного компьютера
|
1 копия
| ||
|
Прикладное программное обеспечение
|
Драйверы промышленного компьютера
|
1 диск
| |
|
Резервное копирование программного обеспечения блока управления
|
1 диск
| ||
Стоимость оборудования
В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.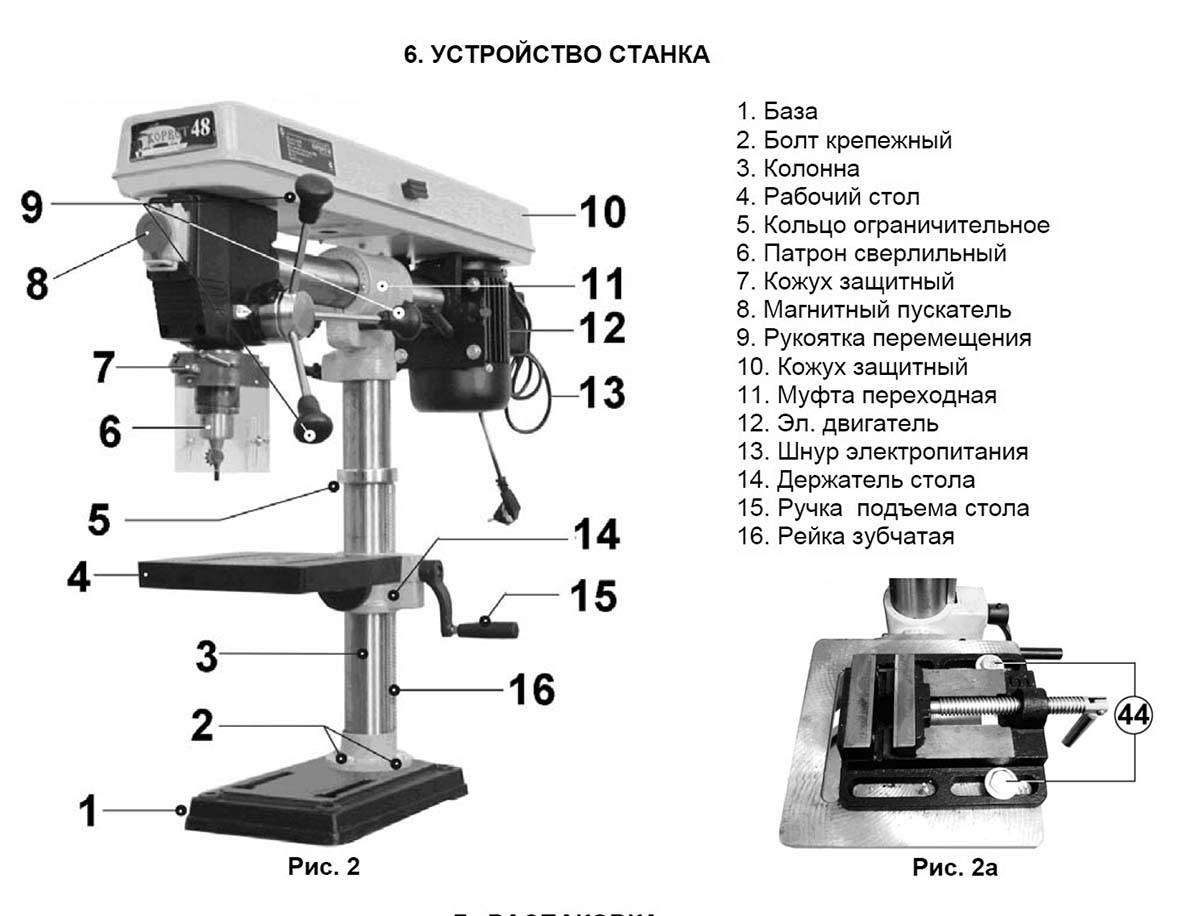
Страна производитель — КНР.
Порядок расчетов
- 50% — авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% — в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% — после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
45 календарных дней с момента получения авансового платежа.
Все, что вам нужно знать о сверлильном станке
Сверлильный станок, также известный как сверлильный станок, представляет собой процесс резки, в котором используются сверла различных размеров для вырезания отверстия круглого сечения в твердых материалах, таких как металл, пластик, дерево, камни. и т.д.
и т.д.
Сверло как режущий инструмент вращается, часто многозаостренное. Это сверло, которое вращается от сотен до тысяч оборотов в минуту, с силой прижимается к заготовке. Приложенное усилие заставляет режущую кромку срезать стружку с заготовки.
Сегодня мы подробно рассмотрим типы буровых машин, операции, техническое обслуживание, преимущества и недостатки и т.д. 013
Применение
Сверлильные станки доступны в различных формах и размерах, от небольших ручных электродрелей до настольных и, наконец, напольных версий. Они используются для выполнения таких операций, как зенкерование, растачивание, развертывание, точечная торцовка, а также нарезание резьбы больших и малых отверстий. В связи с тем, что сверлильный станок может выполнять операции, принципы и сверла при их выполнении совершенно различны.
применения сверлильного станка с использованием сверла с острыми режущими кромками используются для получения отверстий различных размеров на операциях, упомянутых выше. Оператор должен знать, как наладить работу, задать скорость и подачу, а также охлаждающую жидкость для получения качественного отверстия.
Оператор должен знать, как наладить работу, задать скорость и подачу, а также охлаждающую жидкость для получения качественного отверстия.
см. мою рекомендацию
Безопасность и техническое обслуживание
Одним из основных видов технического обслуживания сверлильного станка является смазка между сверлом и заготовкой во время работы. Это помогает рассеивать тепло и трение, создаваемые движущимися частями. Некоторые производители предлагают руководство по правильным методам смазки и очистки.
Ожидается, что сверлильный станок будет очищаться после использования и удалять стружку, чтобы избежать повреждения движущихся частей. Убедитесь, что на шпинделях и втулках нет песка, чтобы не повредить прецизионную посадку. Чтобы предотвратить появление ржавчины на деталях машины, особенно на станине, их поверхности должны быть слегка покрыты маслом.
Сверление больших отверстий требует особой осторожности во избежание травм оператора. Деталь должна держать одни тиски или соединяться с другими металлическими деталями, которые будут мешать заготовке двигаться. Он должен работать на низких скоростях, чтобы избежать быстрого абразивного износа движущихся частей. Смазку также следует добавлять чаще.
Он должен работать на низких скоростях, чтобы избежать быстрого абразивного износа движущихся частей. Смазку также следует добавлять чаще.
Фрезерный станок: Методы фрезерования…
Пожалуйста, включите JavaScript
Фрезерный станок: Методы фрезерования. Процессы фрезерования
Когда машина находится в экстремально холодных условиях, она должна работать на малой скорости. Прежде чем увеличивать скорость, дайте деталям и смазочным материалам прогреться.
Меры предосторожности при бурении, так как в них задействовано силовое оборудование. Это необходимо учитывать, чтобы предотвратить повреждение оборудования, оператора и находящихся поблизости людей. Чтобы избежать этого, необходимо уделять серьезное внимание обслуживанию и настройке работы, а также выбирать надлежащие рабочие инструменты. Удерживающее устройство также должно быть в хорошем состоянии, чтобы избежать повреждений.
Читать: Сверлильный станок с механической и ручной подачей
Компонент сверлильного станка
Следующее, указанное ниже, является компонентом сверлильного станка;
- Основание
- Стойка
- Верхняя рука
- Рабочий стол
- Сверлильная головка
- Механизм подачи
- Шпиндель
- Патрон 900 18
- Электродвигатель
- Шкив
Прочтите их объяснение
Операции на бурильной машине
Ниже перечислены операции, которые выполняются на сверлильном станке
- Плоское сверление
- Колонковое сверление
- Ступенчатое сверление
- Сверление
- Противосверление
- Операция зенкования
- Точечная торцевая обработка
- Нарезание резьбы
- Трепанация
9001 4 Операция развертывания
Прочтите их объяснение
Типы сверлильных станков
Ниже приведены различные типы сверлильных станков, используемых в производстве;
- Портативный сверлильный станок
- Чувствительный сверлильный станок
- Вертикальный сверлильный станок
- Радиально-сверлильный станок
- Многошпиндельный сверлильный станок
- Многошпиндельный сверлильный станок
9001 4 Станок для глубокого сверления
см. мою рекомендацию
мою рекомендацию
Преимущества и недостатки буровой установки
Преимущества и ограничения сверлильного станка могут различаться в зависимости от типа и области применения. Но общая выгода проявляется в их конечном продукте.
Сверлильные станки помогают делать метки на концах деталей платьев, особенно для установки пакетов, дротиков и т. д., и могут делать отверстия надолго. Пока ограничением является ограниченное использование машины.
Другие преимущества и недостатки будут описаны для разных типов.
Подпишитесь на нашу рассылку новостей
Я надеюсь, что вы нашли этот пост интересным, и вы приобрели знания. Если это так, вы можете свободно высказать свою точку зрения в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами. Спасибо!
Различные типы операций сверлильного станка
Основной операцией сверлильного станка является вырезание отверстий в компоненте. В зависимости от типа инструмента на сверлильных станках можно выполнять различные операции сверления. В этой статье рассматриваются различные типы операции с бурильными машинами и их применение . Мы предлагаем вам прочитать эту статью о системе мониторинга машин на производстве.
В этой статье рассматриваются различные типы операции с бурильными машинами и их применение . Мы предлагаем вам прочитать эту статью о системе мониторинга машин на производстве.
Вот список различных видов операций сверлильного станка.
- Сверление
- Развёртывание
- Нарезание резьбы
- Растачивание
- Растачивание
- Зенкование
- Точечная обработка
Сверление
Сверление — это операция резания металла путем вращения и нажатия многогранного режущего инструмента для резания прямокруглое отверстие в твердых материалах. Многоточечный режущий инструмент известен как сверло.
На рынке доступны стандартные сверла различных размеров. Буровое долото вращается на очень высоких оборотах, чтобы просверлить отверстие.
Развёртывание
Развёртывание увеличивает существующий диаметр отверстия, делая его более точным и улучшая качество поверхности. Это завершающая операция, при которой не удаляется значительный материал.
Это завершающая операция, при которой не удаляется значительный материал.
Инструмент для развертывания вращается примерно на половине скорости сверления во время операции развертывания.
Нарезание резьбы
Нарезание резьбы метчиком внутри отверстия. Эта операция создает внутреннюю резьбу в существующих отверстиях.
Нарезание резьбы можно выполнять с помощью ручных инструментов или сверлильного станка. Шпиндель сверлильного станка вращается с низкой скоростью во время нарезания резьбы.
Растачивание
Растачивание — это операция по резке металла для увеличения существующего диаметра отверстия. Долото для расточной режущей кромки представляет собой одноточечный режущий инструмент. Скорость шпинделя сохраняется относительно низкой во время операций растачивания.
Зенковка
Зенковка — это операция резания металла для создания ступенчатого отверстия. Во время операции зенковки оператор просверливает отверстие относительно большого диаметра вдоль оси первого отверстия.
Зенковка применяется для выравнивания головки крепежа с поверхностью детали. Вы можете использовать сверло для зенковки.
Зенковка
Зенковка – это операция по резке металла для изготовления конусообразного расширения в начале уже просверленного отверстия. Угол конической поверхности равен 90º или 120º. Его применение состоит в том, чтобы обеспечить углубление для крепежа с потайной головкой. Вы также можете использовать сверло для зенкерования.
Точечная нарезка
Точечная нарезка представляет собой зенковку небольшой высоты. Его применение состоит в том, чтобы обеспечить достаточную посадку для крепежа. Это разновидность зенкерной операции. Но зенковка не является точечной операцией.
Таким образом, наряду с первичными операциями сверления на сверлильных станках также возможны различные другие операции механической обработки. Операции сверлильного станка включают развертывание, нарезание резьбы, растачивание, зенкерование, зенкерование, точечную торцовку и т.
