Изготовление бронзы: Бронза: состав, характеристики, производство бронзы
Содержание
Бронза
Главная \ Бронза
Бронза — это сплав красной меди с оловом, этот сплав был известна человеку с древних времён, когда из этого прочного, красивого и гибкого металла наши предки изготавливали орудия труда, оружие, украшение и посуду. В Бронзовый век этот металл, как и медь оценивался как золото и серебро. Современные бронзовые сплавы — это высокотехнологичные материалы, которые легируют цинком, никелем, алюминием, бериллием, фосфором, кремнием, получая металл с различными физическими и химическими свойствами. Это позволяет широкого использовать бронзу как эффективный материал для промышленного производства.
Применение оловянной бронзы (ОЦС) зависит от типа сплава, который представлен на современном рынке двумя вариантами — деформируемый и литейный. Деформируемые сплавы бронзы используют, как правило, для изготовления широкого класса пружин, бронзовых вкладышей, втулок из бронзы, муфт и других деталей, в которых необходимо наличие высоких антифрикционных свойств. Новые технологии положили начало производству широкой линейки безоловянных бронзовых сплавов, в которых вместо олова в качестве основного легирующего компонента используются другие химические элементы — алюминий, марганец, никель, железо, свинец. Полученные таким образом бронзовые сплавы отличаются высокой антикоррозийной стойкостью и плотностью — это позволяет использовать сплавы для решения следующих задач:
Новые технологии положили начало производству широкой линейки безоловянных бронзовых сплавов, в которых вместо олова в качестве основного легирующего компонента используются другие химические элементы — алюминий, марганец, никель, железо, свинец. Полученные таким образом бронзовые сплавы отличаются высокой антикоррозийной стойкостью и плотностью — это позволяет использовать сплавы для решения следующих задач:
- промышленное производство бронзового проката — бронзовые листы, бронзовая проволока, бронзовый пруток и бронзовая труба;
- производство компонентов для изготовления химических приборов;
- изготовление регулирующей арматуры для трубопроводов и отопительных систем;
- декоративное оформление престижных интерьеров.
Если в бронзовый сплав добавить бериллий, то на порядок улучшается свариваемость и увеличиваются механические свойства металла, это служит весьма весомым фактором, который расширяет область применения бронзы.
Несмотря на свою достаточно высокую стоимость, бронза с каждым годом пользуется растущим спросом в различных проектах и на производстве. Продолжительный срок службы изделий из бронзы сегодня не подвергается сомнению. Производство бронзы будет развиваться и в дальнейшем, предлагая потребителю всё более высокие свойства этого замечательного цветного сплава, который дошёл к нам через века.
Продолжительный срок службы изделий из бронзы сегодня не подвергается сомнению. Производство бронзы будет развиваться и в дальнейшем, предлагая потребителю всё более высокие свойства этого замечательного цветного сплава, который дошёл к нам через века.
Бронза — это сплав меди, зачастую с оловом, но также бывает с алюминием, кремнием, беррилием, свинцом и другими элеметами, кроме никеля и цинка.
Бронзу принято делить на оловянную (с содержанием олова) и безоловянную.
Маркировка бронз
Марка бронзы обозначается следующим образом
Бр.-бронза. Далее следует буква:
- А-алюминий,
- Б — бериллий,
- Ж — железо,
- К — кремний,
- Мц — марганец,
- Н — никель,
- О — олово,
- С — свинец,
- Ц — цинк,
- Ф — фосфор.
Оловянные бронзы
| Марка | Sn | P | Zn | Ni | Pb | Назначение |
|---|---|---|---|---|---|---|
Бр. ОФ6,5-0,15 ОФ6,5-0,15 | 6-7 | 0,1-0,25 | Ленты, сетки в аппаратостроении, бумажной пром. Мембраны, пружины, детали работающие на трение. | |||
| Бр.ОЦ4-3 | 3-5 | 2,7-3,3 | Ленты, сетки в аппаратостроении, бумажной пром. Мембраны, пружины, детали работающие на трение. | |||
| Бр.ОЦ10-2 | 9-11 | 2-4 | шестерни, втулки, подшипники | |||
| Бр.ОФ10-1 | 9-11 | 0,8-0,12 | То же, пластичность выше. | |||
| Бр.ОНС11-4-3 | 4 | 3 | То же, при нагреве. Втулки клапанов. |
Алюминиевые бронзы
| Марка | Al | Fe | Ni | Назначение |
|---|---|---|---|---|
Бр. А5 А5 | 4-6 | |||
| Бр.АЖ9-4 | 8-10 | 2-4 | Шестерни, втулки, арматура, в.т.ч для морской воды. | |
| Бр.АЖН10-4-4 | 9,5-11 | 3,5-5,5 | 2,4-3,4 | То же, при больших давлениях и трении. |
Кремнеевые бронзы
| Марка | Si | Mn | Ni | Назначение |
|---|---|---|---|---|
| Бр.КМц3-1 | 2,75-3,5 | 1-1,5 | Пружины, трубы, втулки в судостроении, авиации, химической промышленности. | |
| Бр.КН1-3 | 0,6-1,1 | 0,1-0,4 | 2,4-3,4 | Втулки, клапаны, болты, и др. детали для работы в морской и сточных водах. |
Литье изделий из бронзы любой сложности от компании ОгранСтрой
Компания «ОгранСтрой» предлагает своим клиентам услуги по изготовлению изделий из бронзы на заказ в Москве. Статуэтки, мебельная фурнитура, кубки, водосточные сливы, фигурные элементы и т. д. — наши специалисты готовы реализовать любые ваши пожелания.
Статуэтки, мебельная фурнитура, кубки, водосточные сливы, фигурные элементы и т. д. — наши специалисты готовы реализовать любые ваши пожелания.
Примеры наших работ
Скульптура Судак
Размер: 1000x600x750
Материал: Бронза
Подробнее
Скульптура Дельфинов из Алюминия
Материал: алюминий
Подробнее
Изготовление изделия из бронзы
Подробнее
Изготовление слива из бронзы
Подробнее
Изготовление фонтана из бронзы
Размер: 1500x500x350
Материал: Бронза
Подробнее
Изготовление лягушки из бронзы
Размер: 250x200x200
Материал: Бронза
Подробнее
Люк бронзовый
Размер: диаметр 700
Материал: Бронза
Подробнее
Закажите бесплатный замер прямо сейчас, и получите
скидку 10%
Нажимая кнопку «Заказать звонок», я принимаю пользовательское соглашение и подтверждаю, что ознакомлен и согласен с политикой конфиденциальности сайта
Бесплатно
доставим ваш заказ по Москве
Гарантируем
скидку каждому заказчику
Бесплатно
отправим к вам замерщика
Гарантируем
лучшие цены по Москве и области
На производстве задействовано самое технологичное литьевое оборудование и современные материалы, что гарантирует высокое качество и долговечность готовой продукции. Над каждым изделием работает целая группа специалистов: дизайнеры, производственники и монтажники.
Над каждым изделием работает целая группа специалистов: дизайнеры, производственники и монтажники.
Мы можем изготовить изделия из бронзы как с нуля, начиная с разработки дизайна, так и по предоставленным вами макетами. Фонтаны, подсвечники, мойки, светильники, статуэтки, фурнитура для мебели и т. д. — нам под силу любые задачи, независимо от их сложности и объема.
Чтобы купить изделия из бронзы в Москве или оставить заявку на изготовление, вы можете позвонить по номеру +7 (495) 125-43-14 либо обратиться в наш офис по адресу г. Москва, ул. Свободы, 35с39, офис 212. Мы ответим на любые ваши вопросы и поможем определиться с выбором.
Наша компания предоставляет следующие виды услуг:
1
Изготовление изделий из бронзы,
2
Изготовление скульптур и бюстов из бронзы
3
Изготовление рельефов и барельефов, памятных досок и табличек из бронзы
4
Изготовление садовых и парковых скульптур из бронзы
5
Изготовление бронзовой миниатюры
6
Изготовление премий, подарков, сувениров
7
Изготовление мебельной фурнитуры по эскизам заказчика
8
Изготовление люстр, бра и другого осветительного оборудования из бронзы
отзывы
Михаил
Бронзовая мойка, которую мы заказали в Огранстрое, идеально вписалась в интерьер нашего ресторана. Обязательно закажем у вас ещё кое-какие детали из бронзы!)) С ув., Куприны
Обязательно закажем у вас ещё кое-какие детали из бронзы!)) С ув., Куприны
Юрий
Заказывал бронзовую ручку в виде льва на подарок одной важной персоне, именинник был в восторге! Теперь подумываю и себе заказать нечто подобное, чтобы как-то разнообразить интерьер.
Захар
Зашёл посмотреть работы на сайте. Местами довольно посредственно, местами – есть оригинальные работы. Пока сомневаюсь.
Бронзовое литье — Ижевский кузнечно-механический завод
Бронзовое литье
- Главная
- Бронзовое литье
Литье бронзы – одно из основных направлений деятельности «Ижевского кузнечно-механического завода». С 2005 года мы изготавливаем типовые изделия – втулки, круги, а также бронзовые отливки сложной формы с разработкой модельной оснастки по предоставленным материалам – опытные образцы, эскизы, чертежи, 3d-модели и т. д.
У нас Вы можете, как купить бронзовое литье из наличия, так и заказать изготовление отливок из любой марки бронзы с заданными механическими свойствами. Размеры и масса изготавливаемых изделий – диаметр 30-2300 мм, масса до 3 тонн. При необходимости мы проводим механическую и термическую обработку бронзовых отливок.
Размеры и масса изготавливаемых изделий – диаметр 30-2300 мм, масса до 3 тонн. При необходимости мы проводим механическую и термическую обработку бронзовых отливок.
Вся продукция проходит строжайший контроль качества на каждом этапе производства в собственной лаборатории предприятия. Изделия соответствуют требованиям потребителей, ГОСТов и сопровождаются сертификатами качества.
Наш завод имеет возможность производить литье бронзы в 2 раза быстрее общепринятых сроков. В условиях сжатых сроков мы подключаем дополнительные людские и производственные ресурсы, что позволяет сократить в 2 раза срок изготовления изделий. При этом Вы получаете отливки стабильно высокого качества и по неизменно низкой цене.
Онлайн заявка
Перечень изделий из бронзы и сортамент выплавляемых марок
Оснащение литейного цеха современным оборудованием, использование современных технологических процессов, позволяет нам получать бронзовые отливки сложной формы с заданными механическими свойствами. Для производства изделий сложной формы изготавливается модельная оснастка. Также у нас Вы можете заказать изготовление типовых изделий – бронзовых втулок, кругов с последующей механической и термической обработкой.
Для производства изделий сложной формы изготавливается модельная оснастка. Также у нас Вы можете заказать изготовление типовых изделий – бронзовых втулок, кругов с последующей механической и термической обработкой.
Основной перечень изготавливаемой продукции из бронзы методом литья включает:
- Бронзовые втулки, круги, плиты, вкладыши, направляющие, планки и т. д.
- Подшипники скольжения.
- Раскатные кольца.
- Крупногабаритное литье бронзы массой до 3 тонн.
- Бронзовые запчасти для спецтехники – краны, грейдеры, экскаваторы, тракторы и т. д.
- Бронзовые запчасти для дробильно-размольного оборудования.
- Запчасти для кузнечно-прессового оборудования.
- Запчасти для винтовых забойных двигателей.
- Запчасти для бурового оборудования, турбобуров.
- Запчасти для металлургического оборудования.
- Бронзовые токоподводы, ролики, шины.

- Моторно-осевые подшипники тяговых электродвигателей электровозов и тепловозов.
- Бронзовые венцы для редукторов, лифтов, червячных передач любого диаметра.
- И другие изделия.
Основной сортамент выплавляемых марок бронзы:
- Литейные оловянные бронзы по ГОСТ 613-79: БрО6Ц6С3, БрО8С12, БрО10Ф1, БрО10С10, БрО4Ц4С17, БрО5Ц5С5, БрО8Ц4, БрО10Ц2.
- Литейные безоловянные бронзы по ГОСТ 493-79: БрА10Ж3Мц2, БрА11Ж6Н6, БрА10Ж4Н4, БрА9Ж3л, БрА9Мц2, БрС30.
По Вашему желанию возможно изготовление отливок из любых марок бронзы.
Особенности изготовления бронзового литья
Для производства бронзовых отливок используется 3 основных метода:
- Центробежное литье бронзы. Метод применяется для производства втулок, преимущественно из оловянных бронз, барабанов производственных машин, венцов червячных колес и других отливок, имеющих форму тел вращения.
 Изделия, изготовленные с помощью центробежного литья, имеют высокую плотность металла и износостойкость, при этом в них отсутствуют раковины, шлак и неметаллические включения.
Изделия, изготовленные с помощью центробежного литья, имеют высокую плотность металла и износостойкость, при этом в них отсутствуют раковины, шлак и неметаллические включения. - Литье бронзы по газифицируемым моделям. Применяется для производства точных (минимальная механическая обработка) отливок – 6-10 класс, из различных марок бронз.
- ХТС (холодно-твердеющие смеси). Позволяет получать отливки 7 класса точности, обеспечить высокое качество поверхности, отсутствие газовых дефектов и засоров в отливке.
Заказывая производство бронзовых отливок на нашем заводе, Вы гарантированно получаете изделия высокого качества с заданными размерами и механическими свойствами. При этом мы обеспечиваем короткие сроки производства бронзового литья при сохранении низкой цены.
Калькулятор поковок
Онлайн заявка
Галерея продукции ИКМЗ
Ключевые преимущества сотрудничества с «ИКМЗ»
01 Низкая цена
Экономите от 10% бюджета. Мы удерживаем низкие цены на продукцию, благодаря налаженному высокотехнологичному производству.
Мы удерживаем низкие цены на продукцию, благодаря налаженному высокотехнологичному производству.
02 Сокращение сроков
При необходимости мы изготавливаем Ваш заказ в 2 раза быстрее без увеличения стоимости, подключив дополнительные ресурсы.
03 Высокое качество продукции
Изделия изготавливаются в соответствии с ГОСТ, ТУ, чертежами, проходят контроль в отделе качества, и сопровождаются сертификатами качества.
04 Партнерские отношения
Вы можете посетить производство и обсудить условия сотрудничества в нашем офисе. Мы встречаем Вас с аэропорта или вокзала и организуем трансфер.
05 Широкая номенклатура изделий
Изготавливаем поковки и отливки любой сложности из широкого перечня материалов, за счет парка современного оборудования и налаженных производственных процессов.
06 Сертификация
На заводе успешно внедрена политика в области качество по стандарту ИСО 9001. Пройдена сертификация по ТР ТС 032
Пройдена сертификация по ТР ТС 032
Рекомендательные письма от клиентов ИКМЗ
Наши клиенты
Получите бесплатную консультацию от специалиста компании
Свяжемся с вами в течение 15 минут в рабочее время и предоставим подробную консультацию по вашему вопросу
Бронзовые памятники изготовление памятников из бронзы
- Фонтаны
- Городские фонтаны
- Уличные фонтаны
- Фонтан на участке
- Садовые фонтаны
- Фонтаны для дачи
- Пристенные фонтаны
- Комнатные фонтаны
- Фонтан шар
- Фонтаны со статуями
- Чаши для фонтанов
- Центральные группы
- Фонтаны из бронзы
- Фонтаны из камня
- Фонтаны к Чемпионату мира по футболу и Евро-2021
- Камины и порталы
Элементы стиля
- Резные камины
- Охотничьи камины
- С колоннами
- Со скульптурами
- С ангелами
- С листьями
- С розами
- Со львами
- С орнаментом
Стили каминов
- Классические, Английские
- Прованс
- Барокко, Рококо
- Модерн
- Hi Tech
- Кантри
- Ренессанс
- Ампир
- Минимализм
- Антикварные
Каминные порталы в интерьере
- для дома
- для квартиры
- для гостиной
- для комнаты
- в спальне
Конструкция каминов
- двойные, высокие
- декоративные
- угловые
- пристенные
- настенные
- встроенные
Типы топки каминов
- Биокамины
- Электрокамины
- Дровяные камины
- Фальш камины
- Каминные топки
- Открытые камины
- Кирпичные камины
- Военные памятники и стелы
- Военные мемориалы
- Мемориальные комплексы
- Памятные стелы
- Доски почета
- Иконостасы
- Скульптура
- Религиозная скульптура
- Мужские фигуры
- Женские фигуры
- Детские фигуры
- Животные
- Бронзовые скульптуры
- Люстры
- Мемориальные комплексы
- Гранитные комплексы
- Мраморные комплексы
- Скульптуры ангелов
- Кресты
- Памятники, надгробия
- Двойные/высокие
- Пантеоны, склепы, мавзолеи
- Барельефы
- Религиозные фигуры
Благоустройство
Бронза представляет собой сплав меди с оловом. Такой материал широко используется для изготовления памятников, надгробий, элементов декора на могилы. Литье бронзой считается сложным искусством, владеть которым дано далеко не каждому человеку.
Такой материал широко используется для изготовления памятников, надгробий, элементов декора на могилы. Литье бронзой считается сложным искусством, владеть которым дано далеко не каждому человеку.
Опытные мастера компании ArtMarbleStudio в совершенстве овладели этим искусством, что позволило им заниматься изготовлением бронзовых памятников, которые и представлены вашему вниманию в каталоге.
В городах нередко можно встретить бронзовые бюсты, которые устанавливаются в честь выдающегося писателя или политического деятеля. Сегодня использование такого материала, как бронза, доступно каждому человеку, который решил почтить память покойного, но все еще любимого для него человека. Кроме того, из бронзы изготавливаются дополнительные декоративные аксессуары на надгробия и памятники.
Преимущества бронзовых памятников
- изделия отличаются высокой прочностью;
- достаточно легко поддаются обработке, резке;
- обладают высокой устойчивостью к воздействию влаги;
- отличные эксплуатационные характеристики;
- устойчивы к механическим повреждениям.

Установку бронзового памятника стоит выбрать в том случае, если ваши финансы позволяют сделать такой заказ, а также, если вы хотите установить действительно вечную память о близком вам человеке.
Почему стоит заказать создание памятника в компании ArtMarbleStudio?
В нашей компании вы можете заказать надгробные памятники по индивидуальным эскизам. У вас есть возможность выбрать любой материал в качестве основы изделия, а специалисты компании помогут сделать вам правильный выбор.
Только у нас работают лучшие мастера, способные создавать уникальные шедевры из таких материалов, как бронза, гранит, мрамор, искусственные камни и т.д.
Мы предлагаем самые доступные цены. Исходя из вашего бюджета, мы сможем подобрать наиболее подходящий вариант. Даже для людей со средним достатком не будет слишком накладно потратить определенную сумму денег на создание надгробного памятника в честь самого близкого человека, который ушел из жизни.
Ко всему прочему, мы предлагаем изготовление и других ритуальных изделий из бронзы: кресты, буквы и цифры, вазы, цветы и пр. Для изготовления аксессуаров используются различные разновидности материала: бронза, покрытая белой эмалью, бронза с черной эмалью и т.д.
Для изготовления аксессуаров используются различные разновидности материала: бронза, покрытая белой эмалью, бронза с черной эмалью и т.д.
Компания ArtMarbleStudio – мы гарантируем качественный результат, какими бы сложными ни были работы по изготовлению памятников и надгробий из бронзы.
03.02.2015, 4072 просмотра.
Все статьи
бронза белгород, бронзовый прокат, бронза
Бронза
Бронзами называют медные сплавы, в которых основными легирующими являются любые металлы кроме цинка и никеля. Маркируют бронзы буквами Бр, за которыми следуют заглавные буквы легирующих элементов и цифры, показывающие их процентное содержание. По сравнению с латунью бронза обладают лучшими механическими, антифрикционными свойствами и коррозионной стойкостью. Большинство бронз (за исключением алюминиевых) хорошо поддаются сварке и пайке твердыми и мягкими припоями.
По составу бронзы делятся на:
• оловянные, в которых основным легирующим компонентом является олово
• безоловянные — не содержащие олова
Бронза БрО5Ц5С5 (4-6% олова, 4-6% цинка, 4-6% свинца, остальное составляет медь)
Бронза БрАЖ9-4 (8-10% алюминия, 2-4% железа, остальное составляет медь)
Круги бронзовые
Круги из безоловянных бронз
Круги бронзовые безоловянные — прутки круглого поперечного сечения, изготовляемые по ГОСТ 1628-78 из бронзы марок БрАМц9-2, БрАЖ9-4, БрАЖН10-4-4, БрАЖМц10-3-1,5, БрКМц3-1, БрКН1-3 с химическим составом по ГОСТ 18175-78.
- Способ изготовления:
- холоднодеформированный — Д;
- прессованный — П;
- катанный — Г.
- Форма сечения: круглая — КР.
- Точность изготовления бронзового круга:
- нормальная — Н;
- повышенная — П;
- высокая — В.
- Состояние материала:
- полутвердое — П;
- твердое — Т.
- Длина:
- немерная — НД;
- кратная мерной — КД;
- мерная — МД;
- в бухтах — БТ.
- Особые условия:
- бронзовые круги для обработки на автоматах — АВ;
- мерные круги из бронзы повышенной точности по длине — МП.
Круги бронзовые литые
Бронзовые круги данного типа изготавливаются методом горизонтального литья и представляют собой прутки круглого поперечного сечения, изготовляемые по ГОСТ 24301-93 из бронзы марок Бр03Ц7С5Н1, Бр03Ц12С5, Бр05Ц5С57 с химическим составом по ГОСТ 613.
Шестигранник бронзовый
Бронзовые шестигранники — прутки шестигранного поперечного сечения, изготовляемые по ГОСТ 1628-78 из безоловянных бронз марок БрАМц9-2, БрКМц3-1 с химическим составом по ГОСТ 18175-78.
- Способ изготовления: холоднодеформированный (тянутый) — Д.
- Форма сечения: шестигранная — ШГ.
- Точность изготовления бронзового шестигранника:
- нормальная — Н;
- повышенная — П.
- Состояние материала:
- полутвердое — П;
- твердое — Т.
- Длина:
- немерная — НД;
- кратная мерной — КД;
- мерная — МД;
- в бухтах — БТ.
- Особые условия:
- бронзовые шестигранники для обработки на автоматах — АВ;
- мерные шестигранники из бронзы повышенной точности по длине — МП.
Трубы бронзовые
Прессованные бронзовые трубы
Бронзовые трубы производят по ГОСТ 1208-90 из бронзы марок БРАЖМЦ10-3-1,5 и БРАЖН10-4-4 с химическим составом по ГОСТ 18175.
Основные характеристики труб бронзовых:
- способ изготовления: прессованный — Г;
- форма сечения: круглая — КР;
- длина: немерная — НД.

Для маркирования бронзовых труб применяют сокращенные обозначения марок бронзы:
- БрАЖМц10-3-1,5 — БЧ;
- БрАЖН10-4-4 — БН.
Трубы бронзовые литые
Бронзовые трубы данного типа изготавливают методом горизонтального литья с круглым сечением по ГОСТ 24301-93 из бронзы марок Бр03Ц7С5Н1, Бр03Ц12С5, Бр05Ц5С57 с химическим составом по ГОСТ 613 и толщиной стенки 8-40 мм.
Проволока бронзовая
Характеристики бронзовой проволоки
Бронзовая проволока изготовляется из бронз следующих марок: БрНХК 2,5-0,7-0,6; БрОЦ4-3; БрКМц3-1; БрАМц9-2; БрБ2,5; БрБ2; БрАЖНМц 8,5-4-5-1,5; БрОФ6,5-0,4; БрХЦрК; БрХ0,7.
Стандартные характеристики проволоки из бронзы регулируются ГОСТ 15834-77, ГОСТ 5222-72, ГОСТ 5221-77.
Классификация видов бронзовой проволоки
По виду сечения:
- Проволока бронзовая круглого сечения
- Проволока бронзовая квадратного сечения
По назначению:
- Проволока бронзовая для пружин
- Проволока бронзовая сварочная
- Проволока бронзовая общего назначения
По материалу:
- Из бериллиевой бронзы
- Из кремнемарганцевой бронзы
- Из оловянно-цинковой бронзы
Состав бронзовой проволоки
Броф — сплав бронзы с примесями олова и фосфора. Олово улучшает литейные свойства бронзовой проволоки, снижая температуру плавления, и уменьшает коэффициент усадки, позволяя делать тонкое литьё. Оловянная бронза имеет много пор, поэтому плохо работает под давлением пара.
Олово улучшает литейные свойства бронзовой проволоки, снижая температуру плавления, и уменьшает коэффициент усадки, позволяя делать тонкое литьё. Оловянная бронза имеет много пор, поэтому плохо работает под давлением пара.
Броф относится к коррозионно-стойким сплавам, используются в судостроении.
Есть однофазные (5-6% Sn) и двухфазные (>8% Sn) виды бронзы. Из однофазной бронзы изготавливают медные монеты, т.к. у них высокая пластичность и хорошая коррозионная стойкость. Чаще используются двухфазные бронзы, их используют для подшипников скольжения: Броф 10-1 (бронза оловянно-фосфорная, 10% олова, 1% фосфора), БрОЦС-5-5-5 (свинцовая бронза с цинком).
Прутки бронзовые
Характеристики прутков бронзовых
Прутки бронзовые изготавливаются из бронз следующих марок: БрОЦ4-3; БрАМц9-2; БрКМц3-1; БрКМц3-1А; БрАЖМц 10-3-1,5; БрБ2; БрАЖНМц 9-4-4-1.
Характеристики прутков из бронзы регулируются ГОСТ 1628-78, ГОСТ 1628-95, ГОСТ 24301-93.
Классификация видов бронзовых прутков
По виду сечения:
- Прутки бронзовые круглого сечения
- Прутки бронзовые квадратного сечения
- Прутки бронзовые шестигранного сечения
По виду изготовления:
- Прутки прессованные
- Прутки тянутые
По специализации:
- С регламентным распределением бета-фазы
- Общего назначения
Лента бронзовая
Характеристики бронзовой ленты
Бронзовая лента изготавливается из бронз следующих марок: БрА7; БрБ2; БрБ2м, БрБ2т; БрБНТ; БрКМц; БрОФ; БрОФ 7-0,2; БрОФ 6,5-0,15; БрОЦ4-3; БрКМц 3-1; БрОЦС.
Характеристики бронзовой ленты регулируются ГОСТ4748-70, ГОСТ 1789-70, ГОСТ 1761.
Классификация бронзовых лент
По состоянию:
- Мягкие
- Полутвердые
- Твердые
- Особо твердые
По материалу:
- Из хромовых и хромоциркониевых бронз
- Из оловянно-фосфористой и оловянной бронзы
- Из алюминиево-марганцевой бронзы
- Из кремнисто-марганцевой бронзы
- Из бериллиевой бронзы
Применение бронзовых лент
Бериллиевая бронза БРБ2 обладает оптимальными электрическими, антикоррозионными, прочностными и упругими характеристиками, в связи с чем данный материал нашёл широкое применение в приборостроении. Химический состав бронзы БРБ2: медь-основа, бериллий — 1,8-2,1%, никель 0,2-0,5%.
Химический состав бронзы БРБ2: медь-основа, бериллий — 1,8-2,1%, никель 0,2-0,5%.
ООО «Импульс» Copyright © 2009
308017, г.Белгород, ул.Волчанская, д.139 Тел/факс +7(4722)56-96-46, 56-97-26
CMS — SiteEdit Создание сайта Web-Stile.ru
Расшифрованы загадочные ингредиенты древних бронзовых предметов
Наука
5026
Поделиться
Анализ 2300-летнего текста, а также состава монет помог исследователям расшифровать древние рецепты изготовления бронзы.
Као Гун Цзи, старейшая известная техническая энциклопедия, была написана около 300 г. до н.э. и является частью более крупного текста под названием «Обряды Чжоу». Древний текст включает шесть химических формул для смешивания бронзы и перечисляет такие предметы, как мечи, колокольчики, топоры, ножи и зеркала, а также способы их изготовления.
В течение последних 100 лет исследователи изо всех сил пытались перевести два основных ингредиента, которые перечислены как «цзинь» и «си». Эксперты полагали, что эти слова означают медь и олово, которые являются ключевыми компонентами в процессе изготовления бронзы. Однако когда исследователи попытались воссоздать рецепты, полученный металл не соответствовал составу древних китайских артефактов.
Теперь два исследователя считают, что они точно определили истинное значение загадочных ингредиентов. Журнал Antiquity опубликовал свои выводы во вторник.
Открытие позволяет лучше понять древнее производство бронзы и открывает новые вопросы о том, когда начался этот процесс, учитывая, что крупномасштабное производство бронзы произошло задолго до того, как шесть рецептов были опубликованы в Као Гун Цзи, сказал соавтор исследования Жуйлян Л, куратор коллекции раннего Китая в Британском музее в Лондоне.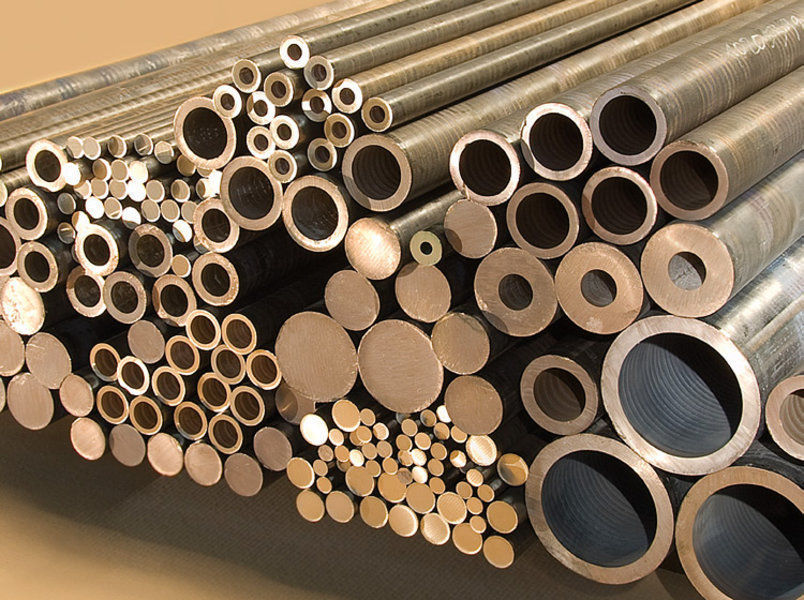
В современном китайском языке цзинь означает золото. Но древнее значение этого слова могло означать медь, медный сплав или даже просто металл, поэтому было трудно определить конкретные ингредиенты.
«Эти рецепты использовались в крупнейшей бронзовой промышленности в Евразии в тот период», — сказал Лю, — Попытки реконструировать эти процессы предпринимались более ста лет, но не увенчались успехом». анализ
Лю и ведущий автор исследования Марк Поллард проанализировали химический состав китайских монет, отчеканенных незадолго до написания «Као Гун Цзи». Поллард — профессор археологии Эдварда Холла в Оксфордском университете и директор Исследовательской лаборатории археологии и истории искусства.
Ранее исследователи думали, что монеты были сделаны путем разбавления меди оловом и свинцом.
Анализ показал, что химический состав монет образовался в результате смешивания двух заранее приготовленных металлических сплавов, один из которых состоял из меди, олова и свинца, а другой — из меди и свинца.
Двое исследователей пришли к выводу, что цзинь и си, вероятно, были предварительно смешанными металлическими сплавами.
«Впервые за более чем 100 лет исследований мы дали жизнеспособное объяснение того, как интерпретировать рецепты изготовления бронзовых предметов в раннем Китае», — заключил Поллард.
Подписаться
Авторы:
Александра Ипполитова
Китай
Что еще почитать
Что почитать:Ещё материалы
В регионах
Путин объявил частичную мобилизацию в России: кого коснётся
39284
Рязань
Анастасия Батищева
Жительницы Улан-Удэ становятся проститутками ради уплаты долгов и помощи близким
24251
Улан-Удэ
Роксана Родионова
В Магнитогорском драмтеатре рассказали о режиссере Сергее Пускепалисе, погибшем в ДТП
12054
Челябинск
Альбина Хохлова
Костромские проблемы: в наших лесах исчезли грибы
9915
Кострома
«Надо настраиваться»: стилист в Улан-Удэ предсказала возвращение моды нулевых годов
Фото
7382
Улан-Удэ
Сэсэг Жигжитова
Частичная мобилизация: кого призовут в Приморье (обновляется)
7195
Владивосток
Александр Серенький
В регионах:Ещё материалы
Как сделать бронзовую отливку по выплавляемым моделям из глиняной скульптуры? – Скульптура Стивена В.

1/ Изготовление формы из силиконовой резины
Ниже объясняется, как я сделал бронзовую скульптуру «Агония». Бронзовая скульптура изготавливается путем изготовления формы из силиконовой резины из глиняной формы. Я наношу силиконовую резину с помощью скребка для краски. Я начинаю с того, что располагаю каждую из выемок горизонтально, чтобы силиконовый каучук можно было зачерпнуть в полость. Важно, чтобы подрезы были заполнены, чтобы силикон можно было легко удалить. Добавляется достаточное количество тиксо, чтобы силикон не был слишком жидким. Четыре слоя силикона толщиной 2-3 мм позволяют каждому слою затвердевать перед добавлением следующего.
2/ Изготовление внешней опорной формы
Для поддержки гибкой резиновой формы необходимо изготовить жесткую внешнюю форму. Гипс, армированный стекловолокном, используется для скульптур малого и среднего размера. Для более крупных скульптур изготавливается форма из стекловолокна, что делает ее намного легче и удобнее в обращении.
Перед изготовлением внешней формы необходимо определить положение линий разъема. Для менее сложных деталей я использую внешнюю форму, состоящую из двух частей. В случае этой сложной скульптуры мне нужно было изготовить форму из трех частей. Комбинация швейных булавок и упаковочной ленты используется для создания линий разъема, что позволяет легко отделить внешнюю форму.
Сначала я добавляю слой прозрачного гелькоута, затем два слоя стекловолокна, пропитанного полиэфирной смолой, а затем гелькоут для внешнего слоя. Гелькоут придает форме большую жесткость и обеспечивает гладкую поверхность.
После создания всех частей внешней формы из стекловолокна штифты и упаковочная лента удаляются. Края обрезаются ножовкой или ножовкой. Во фланцах формы просверливается последовательность отверстий, чтобы можно было использовать гайки и болты для удержания формы вместе.
Наконец, внешняя форма отделяется. Резиновая форма аккуратно вырезается скальпелем и отделяется от глиняной скульптуры. 3/ Приготовление воска
3/ Приготовление воска
Идеальная толщина воска для литья бронзы составляет 4 мм. Если бы воск был намного тоньше, он мог бы сузить поток в форме, а если бы он был толще 7 мм, это увеличило бы вес скульптуры и могло привести к трещинам.
При производстве первого слоя воска в силиконовой форме важно уменьшить количество пузырьков воздуха. Это достигается заливкой горячего воска так, чтобы он заполнил от четверти до трети формы, и плавным вращением формы, чтобы все области были покрыты воском. Важно не давать воску задерживаться на одном месте перед тем, как вылить воск из формы, так как это приводит к неравномерной толщине. Сразу после заливки этого слоя наливается второй слой более холодного воска. Очень мало воска скапливается на выступах внутри формы. Для решения этой проблемы на эти выступы накладывают полоски теплого воска толщиной 2 мм. Затем наливается третий слой воска. В зависимости от толщины воска это обычно последний слой. Я взвешиваю воск и использую его в качестве эталона для изготовления будущих восков этой скульптуры.
4/ Добавление литников и подступенков к воску
Затем я отправляю восковую скульптуру в литейный цех, где выполняются следующие шаги. К восковой скульптуре прикреплена восковая чашка, соединенная с восковыми трубками (литниками). Литники будут доставлять расплавленную бронзу. Также добавляются стояки, которые позволяют воздуху выходить из формы. Есть два метода отливки полой скульптуры. Некоторые литейщики заполняют внутреннюю часть восковой скульптуры основным материалом и удерживают ее на месте с помощью гвоздей, пробитых воском. Альтернативный метод — получить доступ к внутренней части восковой скульптуры, вырезав несколько участков восковой стены, что позволит сделать керамическую оболочку из внутренней части.
5/ Изготовление керамической оболочки
Затем воск покрывают несколькими слоями керамического огнеупорного покрытия. Это достигается путем погружения воска в суспензию кремнезема с последующим нанесением слоев кварцевого песка с увеличивающейся зернистостью, что дает достаточно времени для высыхания каждого слоя. Через несколько дней изготавливается керамическая оболочка размером не менее 2,5 см.
Через несколько дней изготавливается керамическая оболочка размером не менее 2,5 см.
Теперь скульптуру переворачивают и нагревают в печи, чтобы расплавить воск, чтобы его можно было переработать. Любой оставшийся воск сжигается при высокой температуре. Тепло также помогает укрепить керамическую оболочку.
6/ Заливка расплавленной бронзы в керамическую форму
После плавки бронзы в печи тигель поднимают и расплавленную бронзу заливают в форму.
7/ Извлечение бронзы из керамической формы
После того, как скульптура остынет, керамическая оболочка удаляется с помощью молотка и холодного зубила, после чего выполняется пескоструйная обработка. После этого из бронзы удаляются гвозди, а затем сердечник. Литники и подступенки срезаны с помощью угловой шлифовальной машины вместе с накладками (места просачивания бронзы через трещины в керамической оболочке). Отверстия от гвоздей и любые большие ямки в бронзе завариваются.
8/ Обработка и чеканка бронзы
Я выполняю следующие шаги в своей мастерской. Заглушки от литников и стояков шлифуются и шлифуются, чтобы соответствовать окружающей поверхности. После завершения скульптура полируется полировальным кругом и полировальным составом.
9/ Нанесение патины на бронзовую скульптуру
Целью патины является придание скульптуре контраста и цвета. Я использую три цвета: коричневый (нитрат железа), черный (сульфид калия) и зеленый (нитрат меди). Я начинаю с нагрева скульптуры с помощью паяльной лампы, а затем наношу несколько слоев химического состава на поверхность. Для удаления патины с выделенных участков используется тонкая стальная мочалка. Наращивая слои, он дает постепенное изменение цвета. Как только желаемый цвет достигнут, я добавляю воск к скульптуре, пока она теплая, а затем полирую поверхность.
Бронзовая скульптура привинчена к каменному основанию. Под скульптурой отлиты бронзовые пластины, которые используются для крепления скульптуры к каменному основанию. Это включает в себя сверление и нарезание резьбы по пластине, чтобы можно было вкрутить бронзовый болт с потайной головкой. Затем в каменном основании просверливают отверстие и утапливают. После того, как скульптура прикручена к основанию, нижняя часть покрыта войлоком, и скульптура готова.
Это включает в себя сверление и нарезание резьбы по пластине, чтобы можно было вкрутить бронзовый болт с потайной головкой. Затем в каменном основании просверливают отверстие и утапливают. После того, как скульптура прикручена к основанию, нижняя часть покрыта войлоком, и скульптура готова.
Краткая история бронзовой скульптуры и ее самые впечатляющие образцы сегодня
Начиная с первой выплавки металлов, бронзовая скульптура была частью попытки человечества создать художественные образы окружающего мира.
У этого вида искусства очень бурная история. Искусство бронзовой скульптуры было почти забыто, а затем дважды «открыто заново» — один раз в эпоху Возрождения, а затем во время промышленной революции середины XIX века.
С исторической точки зрения бронза является наиболее популярным материалом для изготовления скульптур из литого металла. Его можно использовать для статуй, по отдельности или в группах, рельефов, небольших статуэток и фигурок, а также бронзовых элементов для крепления к другим предметам, таким как мебель или почти любое оружие.
Заливка расплавленной бронзы в форму, через stevensartfoundry.com
Выход из формы — бронза как материал
Итак, что такое бронза? Обычно современная бронза состоит из 88% меди и 12% олова . Однако исторически сложилось так, что бронзовый материал сильно различался по составу, поскольку большинство мастеров по металлу, вероятно, использовали любой лом, который им попадался в руки.
Это обычно приводит к различным смесям, в которых бронза смешивается с такими материалами, как медь, цинк, олово, свинец, никель, железо, сурьма и т. д.
Прежде чем мы перейдем к художественным аспектам материала, который будет главной темой этого текста, необходимо отметить, что бронза использовалась не только для создания больших бронзовых статуй — этот материал всегда был невероятно популярен для создания вещей. такие как оружие, музыкальные инструменты и медали.
Широко распространенное воплощение бронзы в скульптурах означает, что она наиболее известна тем, что существует именно в этих формах . Кроме того, этот материал достиг своего определенного пика как в техническом, так и в творческом плане благодаря бронзовым статуям и различным типам скульптур в истории.
Кроме того, этот материал достиг своего определенного пика как в техническом, так и в творческом плане благодаря бронзовым статуям и различным типам скульптур в истории.
Преимущества литья бронзовой скульптуры
Обычные бронзовые сплавы обладают необычным свойством слегка расширяться непосредственно перед отверждением , качество, которое сделало его чрезвычайно желанным в художественных кругах, поскольку оно значительно упростило заполнение мельчайших деталей. Когда бронза остывает, она начинает немного сжиматься, что облегчает отделение от формы .
Прочность и пластичность материала также являются большими преимуществами при создании фигур в действии, в отличие от большинства каменных скульптур и деревянных техник.
Наиболее распространенным методом изготовления бронзовых скульптур является процесс литья по выплавляемым моделям [1] .
Танцующая девушка из Мохенджодаро, via harappa. com
com
Золотой век материалов
Великие цивилизации старого мира работали с бронзой ради искусства с тех самых пор, как стали использовать этот сплав для изготовления инструментов и холодного оружия. Танцующая девушка из Мохенджодаро, принадлежащая хараппской цивилизации, датируется 2500 годом до н.0005 . Египетские маленькие бронзовые скульптуры из выплавляемых восковых фигурок были изготовлены в большом количестве, но настоящие чудеса бронзового литья были созданы на другом берегу Средиземного моря.
Хотя они не были первыми, кто использовал материалы, греки были первыми, кто увеличил бронзовые статуи в натуральную величину [2] . К сожалению, лишь несколько экземпляров до сих пор сохранились в хорошем состоянии. Наиболее известна бронзовая скульптура Победоносная юность , законсервированная морской водой, которая потребовала кропотливой реставрации, чтобы привести ее в нынешнее состояние.
К счастью, римские скульптуры из бронзы гораздо лучше выдержали испытание временем. И римляне, и греки имели долгую историю изготовления скульптур из бронзы, и тысячи изображений богов и героев, победоносных спортсменов, государственных деятелей и философов наполняли древние храмы и святилища. Эти цивилизации усовершенствовали технику литья бронзы до такой степени, что их искусное влияние на крупномасштабную скульптуру продолжается и по сей день.
И римляне, и греки имели долгую историю изготовления скульптур из бронзы, и тысячи изображений богов и героев, победоносных спортсменов, государственных деятелей и философов наполняли древние храмы и святилища. Эти цивилизации усовершенствовали технику литья бронзы до такой степени, что их искусное влияние на крупномасштабную скульптуру продолжается и по сей день.
Следует также упомянуть древних китайцев, так как они тоже знали методы литья по выплавляемым моделям и литья в профильные формы. Во времена династии Шан было создано большое количество китайских ритуальных бронзовых статуй, большая часть которых была покрыта сложной отделкой. Наборы из до 200 штук этих скульптур были захоронены в гробницах королевской семьи и знати.
Слева: Скульптура римского солдата, через yorkfineartsonline.co.uk / Справа: Римская бронзовая фигура, через sothebys.com
Бронзовая скульптура эпохи Возрождения
бронзовое литье было в основном упущено ремесленниками, которые больше занимались другими типами скульптуры — в то время бронза в основном использовалась для литья артиллерийских и утилитарных предметов, таких как минометы. Огромное перерождение материала произошло в эпоху Возрождения г., что совпало с всплеском интереса к классической древности.
Огромное перерождение материала произошло в эпоху Возрождения г., что совпало с всплеском интереса к классической древности.
В эпоху Возрождения бронзу отливали методом выплавляемых моделей [3] , а около 1500 года основатели разработали технологию воспроизведения композиций.
Хотя во многих европейских городах были бронзолитейные мастерские, Флоренция увидела первый настоящий расцвет бронзовой скульптуры в 15 веке — главные памятники здесь две пары бронзовых дверей, сделанных Лоренцо Гиберти для баптистерия, и несколько ключевых работ Донателло. Блестящие бронзовые скульптуры Флоренции установили стандарты для остальных итальянских скульпторов и, в конечном счете, для всего континента.
Во второй половине шестнадцатого века Джамболонья и его помощники во Флоренции продолжили богатую городскую традицию изготовления бронзовых статуй. Искусство Джамболоньи, основанное на композиционных принципах figura serpentinata , отозвалось эхом во всем западном мире, сильно повлияв на таких художников, как уроженец Нидерландов Адриан де Врис и мюнхенский Хуберт Герхард.
Слева: Донателло — Давид, 1428 г. / Справа: Бенвенуто Челлини — Персей, 16 век, via pinterest.com
Стать художником-скульптором во время промышленной революции
Достигнув пика эпохи Возрождения, бронза вступила в новую главу своей истории, когда о ней почти забыли, а художники обратились к другим методам. И оставался в запустении до начала 19 века.
Промышленная революция предоставила инструменты, необходимые для того, чтобы сделать бронзовую скульптуру доступной в изданиях , что позволило ей снова подняться на вершину мира искусства. В Париже возникли литейные мастерские, единственной целью которых было отливать скульптуры, что позволило сотням художников специализироваться на бронзе. Кроме того, художники из других стран начали стекаться в Париж, чтобы изучить эту технику.
Никогда ни до, ни после промышленной революции ни одна форма искусства не удерживала в своем трансе столько людей, как бронза в Париже в середине 1800-х годов, и то, что делали художники в то время, в конечном итоге создало платформу, которая позволила родиться современная бронзовая скульптура.
Бронзовые слитки, via corbinbronze.com
Бронзовые скульптуры современного искусства
Хотя общее мнение гласит, что древние бронзовые статуи являются величайшими произведениями искусства в своем роде, многие до сих пор считают, что современные бронзовые скульптуры на самом деле являются вершиной творчества материала. Это, конечно, остается спорным, но нельзя отрицать, что бронзовые произведения искусства имели удивительные моменты блеска в 20-м веке.
После Первой мировой войны было создано множество литейных цехов из-за растущего спроса на бронзовые статуи, необходимые для военных мемориалов, которые возникали почти в каждом европейском городе. Это эффективно открыло двери для художников, чтобы начать экспериментировать с материалом и посмотреть, сколько бронзы может предложить им в их авангардных поисках.
Сейчас мы пройдемся по наиболее важным и впечатляющим образцам современных бронзовых скульптур, созданных в 20 веке.
Константин Бранкузи — Спящая муза, 1910 г. , via artblast.com
, via artblast.com
Константин Бранкузи — Спящая муза, 1910 г.
Константин Бранкузи создал этот шедевр в 1910 году, и он представляет тему, которая занимала его почти двадцать лет.
Придумывая и воплощая в жизнь свой Спящая муза , скульптор воздержался от ненужного драматизма и деталей, предпочитая сведение к фундаментальным формам. Бранкузи изготовил модель «Спящая муза» из прошлогоднего мрамора, образцом для которого послужила баронесса Рене Ирана Франшон.
Умберто Боччони. Уникальные формы непрерывности в пространстве, 1913 г., via metmuseum.org
Умберто Боччони. Уникальные формы непрерывности в пространстве, 1913 г. в книге Умберто Боччони «
уникальных форм непрерывности в пространстве ».
Эта революционная скульптура, созданная в 1913 году, изображает марширующий силуэт, который кажется деформированным ветром и скоростью, искривленным собственным движением.
Гладкие металлические контуры фигуры напоминают машины времен Первой мировой войны. Боччони, погибший в бою в 1916 году в возрасте тридцати четырех лет, надеялся, что Уникальные формы непрерывности в пространстве разрушит одержимость итальянского искусства его классикой. мимо.
Боччони, погибший в бою в 1916 году в возрасте тридцати четырех лет, надеялся, что Уникальные формы непрерывности в пространстве разрушит одержимость итальянского искусства его классикой. мимо.
Джейкоб Эпштейн — Скальный бур, 1913 г., via tate.org.uk
Джейкоб Эпштейн — Горный бур, 1913 г.
Между 1913 и 1915 годами Джейкоб Эпштейн создал эту замечательную скульптуру и назвал ее Горный бур . У фигуры острые края, конечности квадратные в профиль, а голова представляет собой длинное клювовидное бронированное лицо.
Торс скульптуры имеет нечто похожее на бронированные ребра, а область живота представляет собой углубление, содержащее эмбриональную форму. Первоначально это необычное произведение искусства располагалось на вершине настоящего горного бура таким образом, что огромный бур выступал из чресл фигуры, придавая всему изделию сильную фаллическую силу.
Раймон Дюшан-Вийон — Большая лошадь, 1914 г., слепок 1961 г., via tate.org. uk
uk
Раймон Дюшан-Вийон — Большая лошадь, 1914 г., слепок 1961 г.0002 Раймон Дюшан-Вийон был опытным наездником, служившим вспомогательным врачом в кавалерийском полку во время Первой мировой войны. бытие, становясь абстрактным воплощением динамической энергии и силы. Картину
The Major Horse , которую часто сравнивают с работами футуристов, созданными в то же время, также стремились запечатлеть ощущение движения.
Альберто Джакометти — Кот, 19 лет54, via culturesite.org
Альберто Джакометти — Кошка, 1954
Вспоминая, как кошка его брата Диего «прошла как луч света» , Альберто Джакометти попытался изобразить эту грацию движения с помощью скульптуры с соответствующим названием Кошка. .
Протискиваясь в своей хищной форме между близкими предметами, даже не касаясь их , кот Джакометти — одна из немногих скульптур животных, созданных этим художником за время его карьеры — другие — собака и две лошади.
Генри Мур — Лунная голова, 1964 г. , через tate.org.uk установлен на бронзовом основании.
, через tate.org.uk установлен на бронзовом основании.
Генри Мур расположил «диски» параллельно друг другу и всего в нескольких сантиметрах друг от друга таким образом, чтобы часть одного всегда была видна за другой. То, как эти два сегмента тяготеют друг к другу и отдаляются друг от друга, оставляет впечатление, что абстрактная скульптура когда-то была единым целым.
Джаспер Джонс — две пивные банки, 1960 г., via wp.com
Джаспер Джонс — две пивные банки, 1960 г.
Точно так же, как и в случае с несколькими своими работами, Джаспер Джонс стирает грань между реальным объектом и его художественное развлечение с 1960-ми Two Bean Cans .
Джонс создал оригинальную скульптуру в ответ на хвастовство абстрактного экспрессиониста Виллема де Кунинга о торговце произведениями искусства Лео Кастелли.0116 .
Louise Bourgeois — Maman, 1999, via hyperallergic.com
Louise Bourgeois — Maman Statue, 1999
Настоящее чудо современной скульптуры, Maman — произведение из бронзы, нержавеющей стали и мрамора, созданное Луизой Буржуа на последнее тысячелетие. Произведение, изображающее паука, входит в число самых больших в мире скульптур , которые все еще существуют.
Произведение, изображающее паука, входит в число самых больших в мире скульптур , которые все еще существуют.
Другие работы Луизы Буржуа смотрите здесь!
У скульптурного паука есть мешок с 26 мраморными яйцами, что и дало название изделию — Мама . Maman был создан как часть инаугурационной комиссии Bourgeois The Unilever Series .
Совет редактора: Бронза
Эта роскошная книга исследует самые ранние истоки бронзы в Северной Африке, на Ближнем Востоке и в Китае, отмечая ее долговечность и разнообразие. Ведущие авторитеты отмечают виртуозность художников, работавших с бронзой в Древней Греции и Риме; продемонстрировать великий расцвет бронзы в эпоху европейского Возрождения через работы таких художников, как Гиберти, Донателло, Челлини и, позднее, Джамболонья; и изучить использование бронзы в конце 19века через современную эпоху художниками от Родена, Боччони, Пикассо, Джонса, Джакометти и Мура до Бойса и Буржуа. Роскошные цветные пластины с более чем 150 шедеврами представляют собой уникальное свидетельство произведений искусства, которые вдохновлялись одним средством от древности до наших дней.
Роскошные цветные пластины с более чем 150 шедеврами представляют собой уникальное свидетельство произведений искусства, которые вдохновлялись одним средством от древности до наших дней.
Ссылки:
- Anonymous, Процесс выплавки по выплавляемым моделям , Britannica [5 декабря 2018 г.]
- Хемингуэй, К., Хемингуэй, С., октябрь 2003 г., Техника изготовления бронзовых скульптур в Древней Греции , Музей МЕТ [5 декабря 2018 г.]
- Draper, JD, October 2002, Bronze Sculpture in the Renaissance , The MET Museum [5 декабря 2018 г.]
Избранные изображения: Луиза Буржуа — Маман, 1999, на wikipedia.org; Император Октавиан Август, через scherminator.com; Умберто Боччони — Уникальные формы непрерывности в космосе, 1913 г., через pinterest.com; Победоносная молодежь, через wikimedia.org; Борцы, через thecobbs.com. Все изображения использованы только в иллюстративных целях.
ЗНАТЬ ИСКУССТВО ЛИТЬЯ ИЗ БРОНЗЫ
Знакомство с эволюцией создания бронзовой скульптуры вдохновляет. Пьетрасанта, средневековый итальянский город на побережье Тосканы, особенно известен своими высококвалифицированными ремесленниками и кропотливыми литейными цехами, обрабатывающими такие материалы, как бронза.
Пьетрасанта, средневековый итальянский город на побережье Тосканы, особенно известен своими высококвалифицированными ремесленниками и кропотливыми литейными цехами, обрабатывающими такие материалы, как бронза.
Давайте углубимся в критические этапы создания бронзовой скульптуры с нуля.
Шаг 1: РаботаРемесленники изучат или создадут скульптуру и примут решение о том, как скульптура будет разделена на части или «уложена» для изготовления формы . Сложные формы потребуют, чтобы исходное художественное произведение было разрезано на более мелкие управляемые части. Это, безусловно, самый важный этап процедуры. Детали оригинала должны быть захвачены и перенесены в форму, иначе их будет сложно заменить на любом другом этапе. |
Шаг 2: Формы Скульптура сначала герметизируется, а затем на нее наносится разделительный состав, чтобы можно было легко снять резиновую форму . После того, как оригинальная скульптура будет подготовлена, Master Mold Maker нанесет первый слой резины. После того, как резина затвердеет, необходимо нанести дополнительные слои, а в резину будут помещены «ключи», чтобы обеспечить правильное положение формы. Когда резина полностью отвердеет, для поддержки резины в процессе заливки воска наносится резервная оболочка или « Материнская форма ». Раньше для этого процесса использовали гипс. Сегодня наиболее широко используемым материалом является стекловолокно из-за его прочности, долговечности и веса, намного меньшего, чем гипс. На одну половину резиновой формы наносится антиадгезив, затем на резину укладывается стекловолокно, а затем смола и дают высохнуть. В зависимости от размера формы и необходимой прочности может потребоваться нанесение нескольких слоев. Затем форму и материнскую форму переворачивают, и процесс повторяется на другой половине. |
Шаг 3: Восковая отливкаГотовая форма, которая уже была подготовлена, теперь готова для воска . Форма отделяется, и в форму наносится первый слой воска, чтобы запечатлеть все мелкие детали шедевра художника. Форма собирается вместе, и в нее заливается еще воск. Затем ее вращают до тех пор, пока не будет достигнуто ровное тонкое покрытие. После остывания наносится второй слой и вращается для достижения толщины от 3/16 до 1/4 дюйма. Излишки воска выливают. После того, как воск полностью остынет, «материнскую форму», а затем резиновую форму удаляют. Теперь обнаружена восковая отливка . |
Шаг 4: гравировка воска Линии швов удалены, а восковые детали установлены для выравнивания. Затем наносятся приводочные метки, после чего проводится окончательная проверка воска. |
Шаг 5: Изготовление литников и литниковВосковые стержни прикреплены к скульптуре. Эти стержни называются шпрусами или воротами . На одном конце прикреплена большая чаша, в которую будет поступать расплавленная бронза при заливке. Расположение системы ворот позволяет расплавленной бронзе течь через эти области, позволяя газам выходить через меньшие стержни, называемые вентиляционными отверстиями. |
Шаг 6: Керамический корпус Сейчас мы делаем вторичную форму. Хотя материалы гораздо более современные, они выполняют ту же функцию, что и грязь 5000 лет назад. Теперь мы опускаем воск в раствор жидкого связующего. Этот материал называется « суспензия «, и в него вносится очень мелкий кварцевый песок. Каждое покрытие полностью высыхает перед нанесением следующего. Количество слоев, наносимых на изделие, определяется размером и весом изделия. Чем тяжелее деталь, тем толще должна быть оболочка, чтобы поддерживать металл. |
Шаг 7: Литье металла Керамическая оболочка удаляется из помещения для шлама и помещается в автоклав или чашу для выжигания в печи стороной вниз. Печь для выжигания — это просто большая печь с пламенным нагревом, автоклав — это большая машина, которая нагревается под давлением пара. Любой из этих методов позволит очистить скорлупу от парафина. После депарафинизации скорлупы охлаждают и проверяют на наличие трещин. Их еще раз нагревают до 1400 градусов и помещают в яму для заливки. Бронзовые слитки нагревают от 1900 до 2100 градусов. Температура заливки бронзы определяется каждой отдельной отливкой . Затем расплавленную бронзу заливают в полые оболочки и дают остыть и затвердеть. |
Шаг 8: ИзвлечениеМатериал оболочки теперь удален внутри и снаружи, и открывается незаконченная бронзовая отливка. Затем выполняется обработка стеклянными шариками, водная или пескоструйная обработка , чтобы удалить любой оставшийся материал оболочки со сложных деталей отливки.
|
Шаг 9: СваркаЕсли бы оригинал был разделен на несколько частей, теперь его тщательно подогнали бы и собрали. Визуальный осмотр проводится для проверки наличия литейных включений. Если есть какие-либо дефекты поверхности, они также будут отремонтированы в это время. Все секции отливки свариваются вместе с большой тщательностью и вниманием к соосности. |
Шаг 10: Чеканка по металлуСкульптура отполирована для удаления любых признаков дефектов сварки или литья, а также для подготовки бронзы к патине (процесс окраски).
|
Шаг 11: Стеклянные бусы Несколько различных инструментов для полировки и детализации используются без нарушения исходной текстуры скульптуры. |
Шаг 12: патинированиепатина это готовый цвет. В зависимости от предпочтений художника мы можем использовать различные химические вещества, которые вступают в реакцию с металлом для достижения определенного вида. Мы предлагаем такие цвета, как: Museum Brown, Antique Brown, Verde Green и Gold Leaf. После нанесения патины и в зависимости от того, находится ли произведение искусства внутри или снаружи, скульптура покрывается восковым слоем и/или лаком для защиты отделки. Мы предлагаем сотни индивидуальных вариантов отделки. |
|
 В зависимости от требований художника мы создадим форму из силикона, латекса или полиуретана .
В зависимости от требований художника мы создадим форму из силикона, латекса или полиуретана . Резервную оболочку удаляют, а резину осторожно оттягивают, чтобы можно было снять оригинальную скульптуру. Затем резину очищают от любых оставшихся частиц от оригинала. Теперь он готов к приему воска.
Резервную оболочку удаляют, а резину осторожно оттягивают, чтобы можно было снять оригинальную скульптуру. Затем резину очищают от любых оставшихся частиц от оригинала. Теперь он готов к приему воска.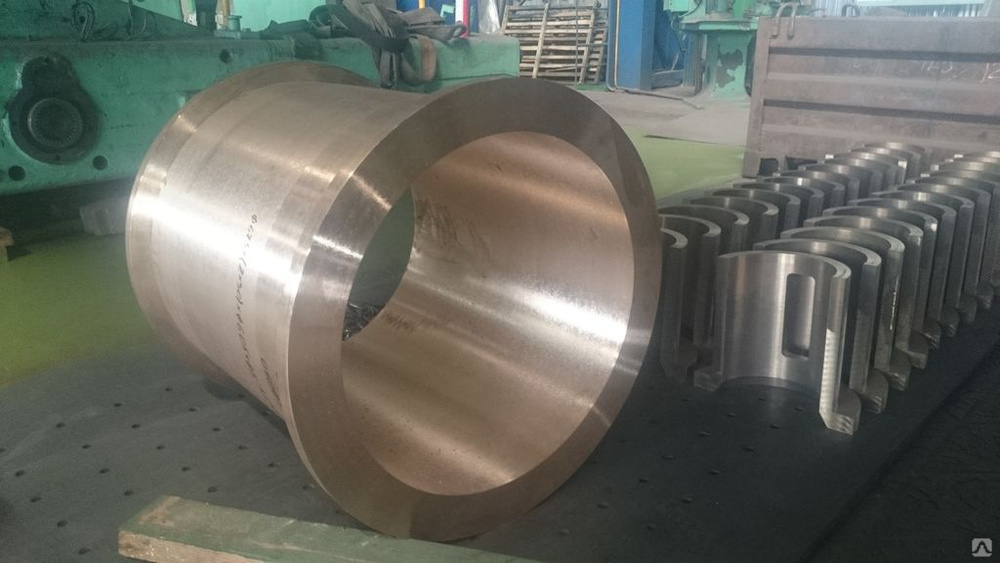
 Суспензия покрывает воск изнутри и снаружи, позволяя скульптуре быть полой. Химический состав раствора постоянно контролируется, чтобы обеспечить его прочность. Влажность и температура в помещении для навозной жижи контролируются, чтобы обеспечить оптимальную сухость и твердость скорлупы.
Суспензия покрывает воск изнутри и снаружи, позволяя скульптуре быть полой. Химический состав раствора постоянно контролируется, чтобы обеспечить его прочность. Влажность и температура в помещении для навозной жижи контролируются, чтобы обеспечить оптимальную сухость и твердость скорлупы.
 На этом этапе процесса проводится окончательная проверка металла.
На этом этапе процесса проводится окончательная проверка металла. Устойчивость, которую предлагает этот удивительный металл, сравнима только с его эстетической красотой, которая начинается с богатого, теплого, почти золотого цвета и переходит в глубокий деревенский коричневый цвет с оттенками красного и патины. Последействие бронзы на самом деле более востребовано многими людьми, и некоторые художники даже искусственно состаривают бронзу с помощью химического процесса для достижения желаемого эффекта. Однако этот элегантный материал и форма искусства не были настолько успешными, основываясь только на внешнем виде. Бронза предлагает художнику среду, которая не только долговечна, но и легко управляема. На самом деле, из этого металла можно создавать скульптуры, бросающие вызов гравитации, которые, кажется, захватывают фигуру или форму в середине движения, чего не могут сделать натуральные материалы. Прекрасным примером бронзовой скульптуры, которая изящно передает движение, является Jete , созданный Энцо Плаццоттой и расположенный в Лондоне. В этой конкретной скульптуре танцор застрял в воздухе и поддерживается чем-то вроде простого куска падающей ткани.
Устойчивость, которую предлагает этот удивительный металл, сравнима только с его эстетической красотой, которая начинается с богатого, теплого, почти золотого цвета и переходит в глубокий деревенский коричневый цвет с оттенками красного и патины. Последействие бронзы на самом деле более востребовано многими людьми, и некоторые художники даже искусственно состаривают бронзу с помощью химического процесса для достижения желаемого эффекта. Однако этот элегантный материал и форма искусства не были настолько успешными, основываясь только на внешнем виде. Бронза предлагает художнику среду, которая не только долговечна, но и легко управляема. На самом деле, из этого металла можно создавать скульптуры, бросающие вызов гравитации, которые, кажется, захватывают фигуру или форму в середине движения, чего не могут сделать натуральные материалы. Прекрасным примером бронзовой скульптуры, которая изящно передает движение, является Jete , созданный Энцо Плаццоттой и расположенный в Лондоне. В этой конкретной скульптуре танцор застрял в воздухе и поддерживается чем-то вроде простого куска падающей ткани. Прочность бронзового материала позволяет скульптору использовать одну небольшую опору для всего произведения, в то время как скульптуры из натуральных материалов, таких как мрамор, требуют нескольких точек опоры.
Прочность бронзового материала позволяет скульптору использовать одну небольшую опору для всего произведения, в то время как скульптуры из натуральных материалов, таких как мрамор, требуют нескольких точек опоры. Хотя в целом процесс остался прежним, это не значит, что создать одно из этих поразительных произведений искусства легко. Бронзовая работа, возможно, является одним из самых сложных видов искусства для освоения, и сам процесс включает в себя не только часы труда, но и различные этапы, любой из которых, если выполнить их неправильно, может отправить все изделие на свалку. Требуются не только правильные инструменты и методы, но и острое ремесленное мастерство, которое часто должно быть естественным для скульптора.
Хотя в целом процесс остался прежним, это не значит, что создать одно из этих поразительных произведений искусства легко. Бронзовая работа, возможно, является одним из самых сложных видов искусства для освоения, и сам процесс включает в себя не только часы труда, но и различные этапы, любой из которых, если выполнить их неправильно, может отправить все изделие на свалку. Требуются не только правильные инструменты и методы, но и острое ремесленное мастерство, которое часто должно быть естественным для скульптора.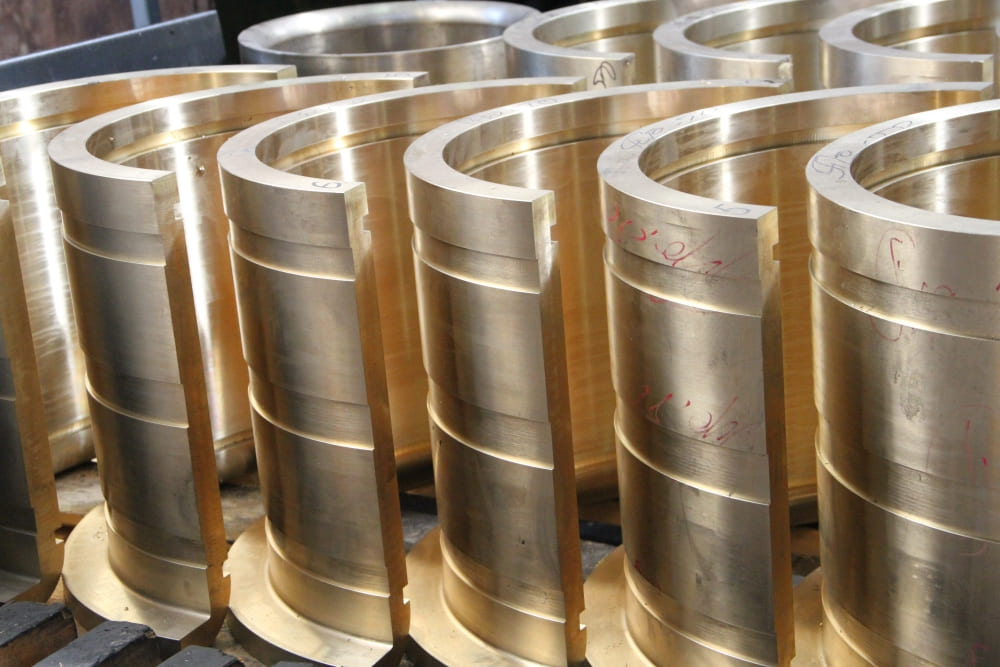 Восковая модель является точной копией оригинальной отливки.
Восковая модель является точной копией оригинальной отливки.
 Это особенно верно для реалистичных скульптур или произведений, не являющихся абстрактными по своей природе.
Это особенно верно для реалистичных скульптур или произведений, не являющихся абстрактными по своей природе. Эти захватывающие дух произведения искусства идеально подходят для размещения в общественных местах, таких как парки или перед коммерческими зданиями, или даже для частного использования, например, на могиле или в домашнем саду. Независимо от того, где они расположены, они, несомненно, создадут спокойную и элегантную атмосферу для многих поколений.
Эти захватывающие дух произведения искусства идеально подходят для размещения в общественных местах, таких как парки или перед коммерческими зданиями, или даже для частного использования, например, на могиле или в домашнем саду. Независимо от того, где они расположены, они, несомненно, создадут спокойную и элегантную атмосферу для многих поколений.
 После того, как воск остынет, его осторожно вынимают из формы.
После того, как воск остынет, его осторожно вынимают из формы. На этом этапе суспензия улавливает мельчайшие детали скульптуры. Затем он проходит через несколько различных смесей навозной жижи, каждая из которых более густая, чем следующая. Примерно после 8 слоев суспензионной смеси керамический корпус отправляется на депарафинизацию.
На этом этапе суспензия улавливает мельчайшие детали скульптуры. Затем он проходит через несколько различных смесей навозной жижи, каждая из которых более густая, чем следующая. Примерно после 8 слоев суспензионной смеси керамический корпус отправляется на депарафинизацию. После того, как металл остынет, оболочку осторожно разбивают и с бронзовой отливки удаляют всю лишнюю керамическую оболочку.
После того, как металл остынет, оболочку осторожно разбивают и с бронзовой отливки удаляют всю лишнюю керамическую оболочку. Патина – это окраска бронзы. Патина сочетает в себе процесс нагревания бронзовой поверхности и нанесения химического вещества на горячую поверхность. Различные химические вещества создают разную цветную поверхность и текстуру, поэтому патинирование само по себе стало искусством. После нанесения патины ее запечатывают лаком и воском.
Патина – это окраска бронзы. Патина сочетает в себе процесс нагревания бронзовой поверхности и нанесения химического вещества на горячую поверхность. Различные химические вещества создают разную цветную поверхность и текстуру, поэтому патинирование само по себе стало искусством. После нанесения патины ее запечатывают лаком и воском. Кунгулиам (смола) и межугу (парафин) смешивают с добавлением kadalaiennai (арахисовое масло). Смесь нагревают на плите и дают остыть до консистенции и температуры, которые удобны для обработки и придания формы. Туловище, руки, ноги и пьедестал для сидения вылеплены из воска по отдельности, а затем соединены путем нагревания и фиксации. Восковая модель помещается на деревянную доску, чтобы точно определить центр тяжести. Оружие и аксессуары, предписанные идолу, оформлены и размещены соответствующим образом. Из более мягкого и тонкого воска идол украшается драгоценностями. Форму разглаживают и дают высохнуть. После высыхания восковую форму взвешивают. Вес металла, необходимого для отливки, в десять раз превышает вес воска, необходимого для изготовления модели.
Кунгулиам (смола) и межугу (парафин) смешивают с добавлением kadalaiennai (арахисовое масло). Смесь нагревают на плите и дают остыть до консистенции и температуры, которые удобны для обработки и придания формы. Туловище, руки, ноги и пьедестал для сидения вылеплены из воска по отдельности, а затем соединены путем нагревания и фиксации. Восковая модель помещается на деревянную доску, чтобы точно определить центр тяжести. Оружие и аксессуары, предписанные идолу, оформлены и размещены соответствующим образом. Из более мягкого и тонкого воска идол украшается драгоценностями. Форму разглаживают и дают высохнуть. После высыхания восковую форму взвешивают. Вес металла, необходимого для отливки, в десять раз превышает вес воска, необходимого для изготовления модели. Декоративные элементы для уменьшения расхода металла и минимизации веса отливаются с сердцевиной из глины и джутового волокна.
Декоративные элементы для уменьшения расхода металла и минимизации веса отливаются с сердцевиной из глины и джутового волокна. Металлическая проволока наматывается вокруг формы, чтобы сохранить корпус неповрежденным. Для многократных отливок одной и той же формы вместо глиняных форм изготовляют гипсовые формы. Их можно использовать для литья около сотни раз, прежде чем они изнашиваются.
Металлическая проволока наматывается вокруг формы, чтобы сохранить корпус неповрежденным. Для многократных отливок одной и той же формы вместо глиняных форм изготовляют гипсовые формы. Их можно использовать для литья около сотни раз, прежде чем они изнашиваются. Плесени дают отстояться в течение нескольких часов, прежде чем ее перемещают в яму. В случае цельной отливки перед заливкой металла в полость дают полностью остыть. Для полого литья форма поддерживается при температуре, аналогичной температуре плавления металла для гладкого литья. В углу рабочего места собирается зола от процесса выпечки. В прошлом фермеры собирали пепел, чтобы использовать его на своих полях в качестве удобрения. Зола также использовалась для мытья посуды до появления мыла для мытья посуды.
Плесени дают отстояться в течение нескольких часов, прежде чем ее перемещают в яму. В случае цельной отливки перед заливкой металла в полость дают полностью остыть. Для полого литья форма поддерживается при температуре, аналогичной температуре плавления металла для гладкого литья. В углу рабочего места собирается зола от процесса выпечки. В прошлом фермеры собирали пепел, чтобы использовать его на своих полях в качестве удобрения. Зола также использовалась для мытья посуды до появления мыла для мытья посуды. 0483 Свамималай . Уголь рассыпается вокруг горшков и поджигается несколько сухих кизяков. Электрический воздуходувка тушит огонь. Горшки накрывают каменными куполами, а металлическим частям дают расплавиться. Металл постоянно добавляют небольшими порциями, пока не будет получена необходимая масса.
0483 Свамималай . Уголь рассыпается вокруг горшков и поджигается несколько сухих кизяков. Электрический воздуходувка тушит огонь. Горшки накрывают каменными куполами, а металлическим частям дают расплавиться. Металл постоянно добавляют небольшими порциями, пока не будет получена необходимая масса.
