Изготовление пил ленточных: Ленточные и дисковые пилы от производителя
Содержание
ленточные и дисковые пилы ИНТ
Более чем 220 летний опыт в производстве инструмента достаточно большой срок. Многое изменилось с тех пор. В частности, за это время, в индустрии ленточного пиления произошел прорыв. Компания ARNTZ (АРНТЦ) идет в ногу со времен, используя последние технологии, чтобы задавать эталон качества в ленточных пилах!
Постоянство качества является центрально образующим фактором для компании. Наша компания представлена по всему миру. Наши специалисты всегда готовы помочь Вам своим профессионализмом и опытом. Грамотная и своевременная поддержка будет вам оказана, где бы вы ни обратились.
Оцените вместе с нами качество и эффективность ленточных пил ARNTZ!
Что означают ленточные пилы ARNTZ для наших клиентов?
— Узкая направленность и широкий выбор ленточных пил по металлу
— Ленточные пилы разработаны под конкретные задачи
— Клиент-ориентированный подход: пилы премиум и эконом сегмента
— Глобальная база данных ленточнопильных станков с отработанными режимами резанья
Продукция Arntz
Ленточное пиление эволюционировало в высокотехнологическую индустрию. С новыми задачами и вызовами, компании J. N. Eberle & Cie. GmbH, помогает справиться высококвалифицированная, профессиональная и сплоченная одним делом команда персонала. Сочетание многолетнего опыта и узкоспециализированных знаний в области ленточного пиления, гарантирует высочайшее качество инструмента, удовлетворяющее самым изысканным запросам.
С новыми задачами и вызовами, компании J. N. Eberle & Cie. GmbH, помогает справиться высококвалифицированная, профессиональная и сплоченная одним делом команда персонала. Сочетание многолетнего опыта и узкоспециализированных знаний в области ленточного пиления, гарантирует высочайшее качество инструмента, удовлетворяющее самым изысканным запросам.
Высокое качество ленточных пил Eberle является результатом усердной многовековой работы. Компания Eberle сама производит стальной прокат для ленточных пил, что обеспечивает безупречную геометрию ленты. Современное оборудование плазменной припайки быстрореза HSS к основе пилы исключает производство некачественного продукта.
Поэтому, используя продукты компании Eberle, вы получаете инструмент премиального, гарантированного и стабильного качества — качество, задающее стандарты в ленточном пилении.
Философия компании Eberle – высочайшее качество продукта и безупречное клиентское обслуживание.
Для наших клиентов это означает:
— Гарантированное высокое качество
— Качественный срез
— Стабильный результат
Что означают ленточные пилы EBERLE для наших клиентов?
— инструмент премиального качества
— универсальность и многогранность в использовании
— единственное в Европе собственное сталепрокатное производство
— вибростойкое полотно ленточной пилы
— качественная тех поддержка и многовековой опыт
Продукция Eberle
Компания Kanefusa (Канефуса) является крупнейшим японским производителем высокого качественного промышленного инструмента для металлообработки, деревообработки и легкой промышленности.
Компания Kanefusa была создана в 1896 году и с тех пор главной своей задачей компания ставила – Высокая Производительность для Потребителя.
Наши продукты сконструированы под самые высокие стандарты производства и удовлетворяют самых изысканных потребителей. Это подтверждено не словами, а результатом!
Философия компании заключается в трех простых утверждениях:
— ДОВЕРИЕ. Наши потребители доверяют нашему качеству и сервису обслуживания.
— СТАВИТЬ ПЕРЕД СОБОЙ ВЫЗОВЫ. Компания ставит перед собой только те цели и задачи, которые может решить и в дальнейшем использовать на рынке.
— ГОРДОСТЬ. Каждый сотрудник компании с честью и уважением относится к единой задаче компании.
Продукция Kanefusa
Компания Munkfors (Мункфорш) уже более чем 60 лет славится своим качеством, надежностью и инновациями в сфере ленточного пиленья. За это время, из семейного бизнеса, компания Munkfors трансформировалась в мирового лидера в производстве ленточных пил.
Отличительной чертой компании Munkfors является производство режущего инструмента для пищевой промышленности. Пищевые полотна Munkfors задают стандарт качества и надежности в своей индустрии.
Стоит отметить, что компания Munkfors является единственной в мире, в которой интегрирована полностью автоматическая линия по производству и сварке пищевых полотен. На линии стоят роботы и манипуляторы, оперирующие 24/7, что существенно позволяет снизить издержки и процент присутствия человеческого фактора. Зубья пищевых полотен вышлифовываются в мокрой среде, что позволяет достичь идеально гладкой поверхности профиля зуба. Обязательный выходной контроль продукта, гарантирует стабильное высокое качество пищевых полотен.
Если Вам важно ваше время и качество, производимой продукции, тогда Ваш выбор за Munkfors!
Продукция Munkfors
Компания Dakin-Flathers является частной английской компанией, которая& представлена более чем в 80 странах по всему миру. Компания ориентирована на производство ленточных ножей и пил высокого качества по доступным ценам.
Компания ориентирована на производство ленточных ножей и пил высокого качества по доступным ценам.
Что означает продукция компании Dakin-Flathers для наших клиентов:
1) Оптимальное соотношение цена-качество
2) Большие складские мощности
3) Экспертная оценка
Продукция DF — пищевые полотна
Продукция DF — пилы столярные
Продукция DF — ленточные ножи
RÜSAW – революционный прорыв в индустрии первичной обработки металла методом резания. Совмещает в себе новейшие европейские технологии совместно с передовыми отечественными разработками в сфере наноматериалов.
ООО «ИНТ» разработало новую линейку ленточных пил по металлу с износостойким покрытием собственного производства полного цикла. Растущая потребность в обработке специальных сплавов на основе никеля, хрома и титана, делает неизбежным использование высокотехнологичного инструмента. Кроме этого, инструмент с износоустойчивым покрытием позволяет получить высокую производительность и увеличить выпуск готовой продукции.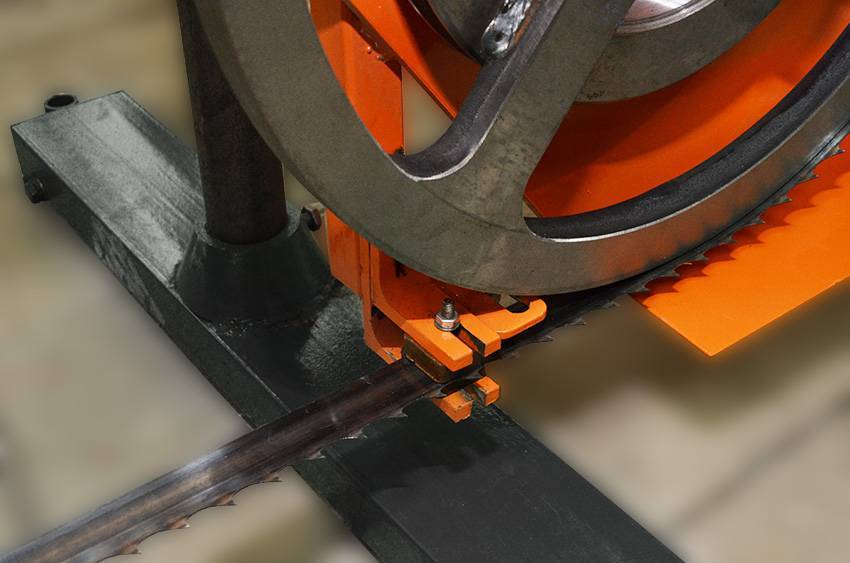
Новый производственный участок состоит из камеры для нанесения упрочняющего покрытия, участка по очистке и подготовке инструмента, лаборатории для контроля качества. Собственные производственные мощности позволяют наносить покрытия различного химического состава и различных физических свойств. В качестве исходного сырья используются технологические полуфабрикаты с зубьями из быстрорежущих сталей М42, М51 и с твердосплавными напайками. Новая продукция выпускается в трех исполнениях SKYtek, SUNtek, GRtek с размерами от 27х0,9 мм до 80х1,6 мм.
Продукция RUSAW
Компания «КРИНТА» является узкоспециализированным производственным предприятием, направленным на первичную деревообработку. Изначально, компания «Кринта» была организована совместно с двумя немецкими лидерами по производству ленточных пил по дереву, компаниями Carl Roentgen и Alber. Благодаря этому, компания смогла перенять существенный опыт в производстве широких ленточных пил, что и является основной сферой деятельности компании «Кринта».
Организация обладает собственными производственными мощностями по выпуску ленточных пил по дереву для мобильных пилорам шириной 32-40мм и для ЛПК шириной 80-206мм.
Сотрудничая с компанией «КРИНТА», вы получаете:
- Высококачественный инструмент от производителя
- Опыт отечественных и зарубежных компаний в деревообработке
- Возможность экспертной оценки и выезд мастера на производство
Продукция Crinta
Дисковые и ленточные пилы профессионального класса для резки древесины, металла, пластика. Наши пилы режут все! Пилы от производителя.
Дисковые пилы по дереву для любых станков.
ЗАКАЗАТЬ
Ленточные пилы для любых пилорам.
Заказать
Доставка в любую точку мира
подберем лучший вариант доставки
Отправить заявку
Дисковые пилы по дереву
Ленточные пилы для пилорамы по дереву
Рамные и тарные пилы для пилорам
Ленточные пилы по металлу
Дисковые пилы для ЛДСП, ДВП, форматно- раскроечных станков
Дисковые пилы по металлу и пластику
Ленточные пилы по мясу, рыбе, птице
Оборудование для подготовки пил
Запчасти и расходные материалы
Дилерский центр «ЛМТ» более 15 лет занимается поставкой дисковых и ленточных пил для профессионального использования. Наши пилы работают на всей территории России и СНГ.
Наши пилы работают на всей территории России и СНГ.
Мы имеем большой складской запас инструмента. У нас собственный склад, сервисный цех по подготовке инструмента.
Мы не только продаем инструмент, но и имеем производство, на котором используются пилы. В связи с этим за многие годы у нас накопился большой опыт по использованию пил — наши сотрудники проконсультируют вас по подбору инструмента. Наш опыт на собственном производстве выгодно отличает нас от других компаний в данной отрасли.
У нас Вы можете купить:
-пильные диски любых диаметров для любых деревообрабатывающих станков, мебельных станков, металлорежущих станков.
-ленточные пилы любых размеров для пилорам, деревообрабатывающих и металлорежущих станков.
-ленточные пилы по мясу.
Пилы можно заказать и купить в интернет-магазине, а также в нашем офисе, обратвшись к нам по телефону или электронной почте.
Изменение посадочного диаметра диска
Зависит от тех.задания
Вырезка шпоночного паза на диске
Зависит от тех. задания
задания
Ремонт дисковых пил
Зависит от тех. задания
Сварка ленточных пил в любой размер
Зависит от тех. задания
Оформить заказ
Оставьте заявку прямо сейчас, мы свяжемся с Вами незамедлительно!
Дополнительный склад в городе Первоуральск.
Выбор ленточной пилы для резки металла
Выбор ленточного полотна для резки металла
По модели станка
Длина пилы подбирается в зависимости от модели ленточнопильного станка, каждая модель станка имеет свою длину. Длина ленты указывается в миллиметрах, например 3300мм.
Также каждая модель ленточнопильного станка имеет свои размеры по ширине использующейся ленты. Ширина ленточной пилы по металлу указывается в миллиметрах, например 20мм.
Ширина ленточной пилы по металлу указывается в миллиметрах, например 20мм.
Толщина ленточной пилы, как правило, величина постоянная и зависит от параметров стального проката, например для пилы шириной 13 мм толщина ленты 0,9мм (обозначение 13*0,9), для пилы шириной 20мм толщина ленты 0,9 мм (20*0,9) и соответственно 27×0,9мм; 34×1,1мм; 41×1,3мм; 54×1,6мм
По виду материала
В зависимости от марок стали выбирается марка пилы.
Ленточная пила по металлу марки М42 используется для распиловки следующих металлов: углеродистые стали, легированные стали, нержавеющие стали, конструкционные стали, инструментальные стали, цветные металлы, алюминий и пр.
Ленточная пила марки М51 используется для распиловки следующих металлов: нержавеющие стали, жаропрочные стали, титаны, нимоники, инконикель и пр.
По виду и размеру распиливаемой заготовки.
В зависимости от вида и размеров заготовки подбирается шаг зубьев. Значения шага определяет количество зубьев в дюйме (TPI), например шаг 2/3 означает 2-3 зуба в дюйме (25,4 мм).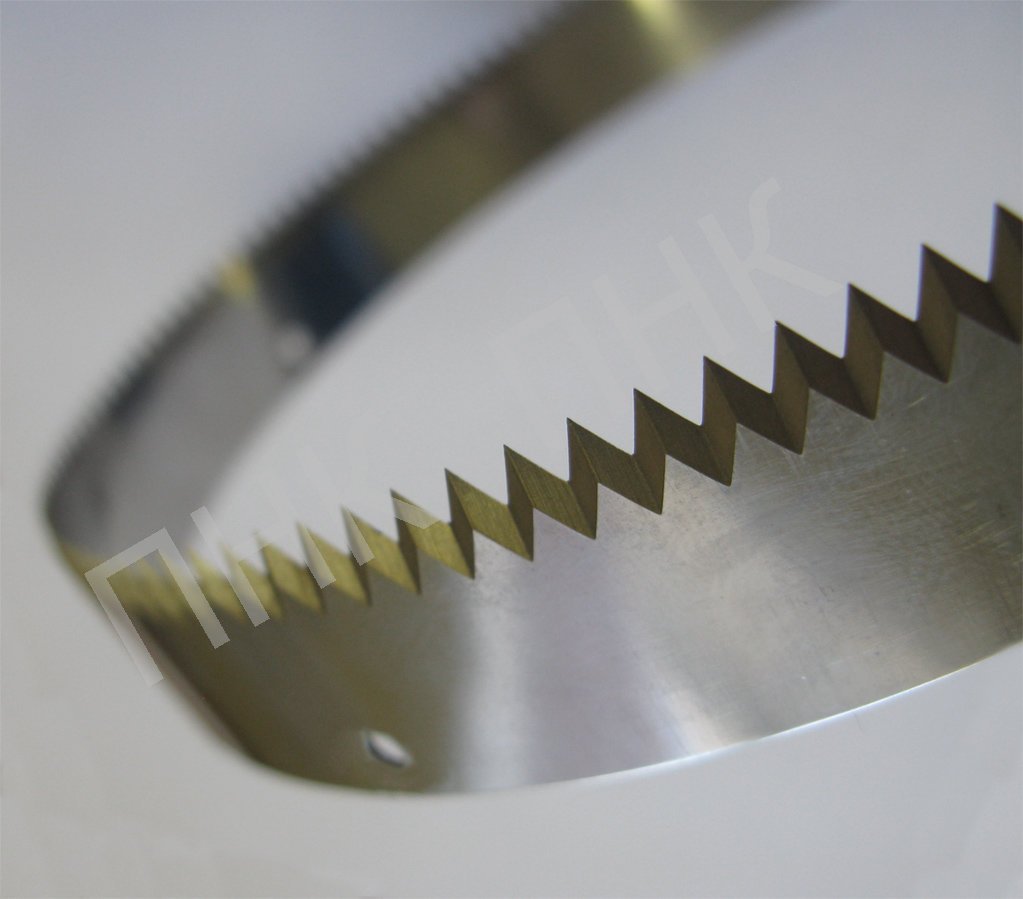 Шаг зуба переменный- это обеспечивает снижение вибраций и шума при резании.
Шаг зуба переменный- это обеспечивает снижение вибраций и шума при резании.
Существует правило – при пилении необходимо не менее 3 зубьев в теле заготовки, лучший вариант 10-12 зубьев, максимально до 22 зубьев в теле заготовки.
Например, для разрезания заготовки диаметром 90мм можно выбрать шаг зубьев 3/4TPI, 4/6TPI.
Для облегчения выбора шага зубьев можно воспользоваться таблицей
Выбор шага ленточных пил для цельных заготовок
Ширина материала | Количество зубьев в дюйме TPI. |
< 25mm | 10/14 |
20 — 40 mm | 8/12 |
25 — 70 mm | 6/10 |
35 — 90 mm | 5/8 |
50 — 100mm | 4/6 |
80 — 150mm | 3/4 |
120 — 350mm | 2/3 |
250 — 600mm | 1,33/ 2 |
500 — 3000mm | 0,75 — 1,25 |
Выбор шага ленточных пил для профилей и труб
Диаметр, мм | |||||||
Толщина стенки, мм | <40 | 80 | 100 | 150 | 200 | 300 | 500 |
3 | 8/12 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 |
8 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | 3/4 |
12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 |
15 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 |
20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | |
30 | ¾ | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |
50 | 3/4 | 2/3 | 2/3 | 1,33/2 | |||
100 | 2/3 | 1,33/2 | 0,75/1,25 | ||||
120 | 1,33/2 | 0,75/1,25 | 0,75/1,25 | ||||
Для определения вида и размера пилы под решение ваших задач свяжитесь с нашими сотрудниками по тел. +79221452111
+79221452111
Читать дальше
Дисковые пилы WST (Wood Steel Tools)
Дисковые пилы WST
Дисковые пилы марки WST предназначены для распиловки различных видов древесины, в том числе твердых пород древесины и мороженной древесины. Корпус дисковых пил изготавливается из инструментальной стали 75СR1 (Германия), твердость корпуса пилы составляет 44-46 HRC. Корпус пилы проходит операции отпуска (термообработка, в результате которой достигается стабильность материала и высокая твердость), листоправки, вальцовки.
На дисковых пилах WST используются твердосплавные напайки марки CERATIZIT (Люксембург). Твердость напайки составляет 80HRC. Для установки напайки используется серебреный припой. Температура плавления серебряного припоя ниже, чем у латунного и поэтому напайка не перегревается и не возникает микротрещин, которые могут привести к поломке зуба. При напайке твердосплавных зубьев и подрезных ножей используется флюс марки Brazatec (Германия)
При напайке твердосплавных зубьев и подрезных ножей используется флюс марки Brazatec (Германия)
На производстве дисковых пил WST используется автоматический робот Kirshner (Германия) для напайки твердосплавных зубьев. Для заточки дисковых пил используются станки Vollmer (Германия).
На каждом этапе изготовления дисковых пил WST производится диагностический инструментальный и визуальный контроль качества. Также проводятся выборочные лабораторные испытания, и исследования в каждой партии выпускаемых пил.
КАТАЛОГ ДИСКОВЫХ ПИЛ WST
Телефон для заказа дисковых пил: +79221452111
Читать дальше
Конструктивные особенности дисковых пил по дереву
Конструктивные особенности дисковых пил по дереву:
Дисковые пилы по дереву изготавливаются из углеродистой инструментальной стали. Для увеличения твердости зубьев пилы используются напайки из твердого сплава.
Для увеличения твердости зубьев пилы используются напайки из твердого сплава.
Дисковые пилы могут быть без подрезных ножей (тело дисковой пилы сплошное) и подрезными ножами. Подрезные ножи изготавливаются из твердого сплава. Подрезные ножи не позволяют лафету зажимать дисковую пилу — выполняют функцию расклинивания. В результате за счет подрезных (расклинивающих ножей-зубьев) уменьшается трение поверхности корпуса пилы о стенки пропила. В процессе пиления боковые грани подрезных ножей увеличивают количество отдачи тепла, которое поступает из зоны резания воздушному (вихревому) потоку и окружающей среде — все это способствует значительному уменьшению нагрева таких пильных дисков и, как следствие, качественной и продолжительной их работе. Дисковые пилы с подрезными ножами целесообразно использовать на многопильных станках и пилорамах при распиловке круглого леса.
Дисковая пила с твердосплавными напайками без подрезных ножей
Дисковая пила с твердосплавными напайками и подрезными ножами
Читать дальше
adobepdf_icon
Выбор ленточных пил по металлу
507. 4 кб, 10 ноября в 08:50
4 кб, 10 ноября в 08:50
Как это сделано? Производство ленточных пил
Мы были первыми, кто внедрил гидроабразивную резку для получения геометрии зубьев на ленточных пилах. Геометрия зуба врезается в полотно ленточной пилы с помощью либо лазера с ЧПУ, либо мощного водоструйного резака с ЧПУ. Геометрия, толщина и другие факторы для конкретного применения учитываются при принятии решения о том, какой метод производства лучше всего использовать. Водоструйный станок с ЧПУ оснащен динамической режущей головкой для компенсации отклонения и резки при давлении 50 000 фунтов на квадратный дюйм, что позволяет каждый раз точно резать зубья пилы без нагрева или разрушения стали.
Использование гидроабразивной резки для получения более точных результатов
Компания Oleson Saw Technology была первым производителем ленточных пил в США, разработавшим ленточнопильные станки с переменным шагом и глубиной, и сегодня является признанным экспертом в этой технологии. Использование водоструйной струи в производственном процессе позволяет осуществлять точную резку на пилах с переменным шагом и глубиной по желанию заказчика.
Использование водоструйной струи в производственном процессе позволяет осуществлять точную резку на пилах с переменным шагом и глубиной по желанию заказчика.
Установка отраслевых стандартов для производства ленточных пил с использованием лучших инструментов и доступных брендов — Iseli, Швейцария
Помимо того, что мы являемся единственным дистрибьютором в США самой современной линейки оборудования для заточки пил, Iseli из Швейцарии, мы используем оборудование Iseli при производстве наших ленточных пил. Автоматический верстак Iseli RZ-1 используется для верстака, натяжения и установки спинки ленточных пил как часть производственного процесса. Iseli RZ-1 — это полностью автоматический центр правки и натяжения с ЧПУ. Две пары роликов с ЧПУ, вогнутые и выпуклые, выравнивают деформации с пропорциональным давлением в зависимости от неровностей ленты. Два рабочих цикла выполняются с использованием двух отдельных пар валков. Пильное полотно натягивается, и спинка вставляется автоматически. Станок позволяет выравнивать, натягивать и выпрямлять полотна ленточных пил за одну операцию зажима. Пилы устанавливаются на RZ-1, а затем проверяются вручную. Несмотря на то, что RZ-1 обладает высокой точностью, каждая пила Oleson также проверяется вручную, чтобы гарантировать, что нашим клиентам будет предоставлено самое высокое качество.
Станок позволяет выравнивать, натягивать и выпрямлять полотна ленточных пил за одну операцию зажима. Пилы устанавливаются на RZ-1, а затем проверяются вручную. Несмотря на то, что RZ-1 обладает высокой точностью, каждая пила Oleson также проверяется вручную, чтобы гарантировать, что нашим клиентам будет предоставлено самое высокое качество.
После стендовой и ручной проверки пилы можно обжать и придать форму на Iseli STA. Iseli STA с гидравлическим управлением оснащен счетчиком зубьев и функцией автоматической остановки, что делает его полностью автоматическим. Простая в использовании панель управления и ЖК-экран упрощают работу и обеспечивают цифровой дисплей для быстрой настройки и получения высокоточных результатов. Станок обжимает и формирует около 10 зубьев в минуту, что обеспечивает экономическую эффективность и повторяемость продукта высокого стандарта от пилы к пиле. Полная автоматизация STA помогла нам стать эффективным производителем. Один человек может управлять несколькими машинами STA одновременно, вместо того, чтобы выполнять только одну операцию за раз.
Заточка пил производится на шлифовальных станках с ЧПУ Iseli. Эти полностью автоматические станки для мокрого шлифования позволяют выполнять заточку наиболее эффективным и действенным методом. Поверхность и профиль зуба шлифуются с использованием той же программы ЧПУ, что и водоструйная и лазерная, что обеспечивает минимальный съем стали и точный профиль в соответствии с требованиями заказчика. Машины полностью закрыты, а система отвода тумана обеспечивает максимальную защиту и безопасность при значительном снижении шума в помещении для хранения документов. Возможность сохранять формы зубьев в памяти станка в сочетании с операционной системой САПР также способствует бесперебойному процессу производства ленточных пил. Кулачковые станки OST были заменены этими высоко оцененными автоматическими шлифовальными станками с ЧПУ с полным потоком, чтобы обеспечить наилучшую отделку пильных дисков Oleson для наших клиентов.
Чтобы получить продукцию самого высокого качества для ленточных пил, обратитесь в компанию York Saw & Knife Co, Inc.

С помощью Iseli и их современного оборудования качество отделки и острота наших пил не имеют себе равных ни среди пил с готовыми наконечниками, ни с обжатыми зубьями, ни с напайками из стеллита. Мы можем производить пилы высочайшего качества благодаря использованию лучшего сырья и оборудования, доступного в их производственном процессе.
Когда вы будете использовать наши ленточнопильные станки для своей следующей работы, вам гарантирована исключительная точность, долговечность и эффективные, долговечные результаты. В York Saw & Knife Co, Inc. мы верим в то, что предлагаем услуги и продукты с наилучшим соотношением цены и качества. Позвоните нам сегодня по телефону 800-233-1969, чтобы узнать больше о производственном процессе ленточной пилы и сопутствующих продуктах.
Ленточная пила – Производственные процессы 4-5
После завершения этого модуля вы сможете:
- Опознать ленточнопильный станок.
- Ознакомьтесь с правилами безопасности.

- Опишите работу горизонтальной ленточной пилы.
- Описать работу вертикальной ленточной пилы.
- Опишите разделочную пилу.
- Объясните выбор пильных полотен.
- Опишите комплект зубьев.
- Объясните загрузку тисков.
- Описать смазку.
На рынке доступны ленточнопильные станки двух типов: горизонтальный ленточнопильный станок и вертикальный ленточнопильный станок. Ленточные пилы стали довольно распространенными в любом механическом цехе и не требуют специальных навыков для использования. Однако, учитывая характер выполняемой работы, важно, чтобы вы ознакомились с оборудованием и выполнили несколько простых шагов при использовании ленточной пилы. Вот несколько простых инструкций по безопасному использованию вертикальных ленточных пил.
Шаг 1: Безопасность
Перед работой с каким-либо электроинструментом важно надеть защитные очки, перчатки и любое другое соответствующее защитное снаряжение. Постарайтесь свести к минимуму свободную одежду, так как она потенциально может застрять в дисках пилы.
Постарайтесь свести к минимуму свободную одежду, так как она потенциально может застрять в дисках пилы.
Шаг 2. Изучите свою машину
Большинство ленточнопильных станков поставляются с переменной скоростью, но если у вас только одна скорость, это не повод для беспокойства. Ваш выключатель питания и индикаторы скорости обычно расположены с левой стороны машины, если вы стоите перед машиной. Рычаг переключения передач и регулятор скорости будут расположены в задней части машины. Наклонный стол спереди позволяет легко перемещать объект, который вы режете. Воздуходувка в верхней части лезвия гарантирует, что любые частицы сдуваются от вас, а не к вам.
Шаг 3: Измерения
Отметьте свои размеры на объекте, который нужно вырезать. Убедитесь, что размеры, которые вы пытаетесь вырезать, могут пройти через машину. Это более важно для любой контурной резки, чем для прямой резки. При резке прямых линий следите за тем, чтобы ширина объекта не увеличивала расстояние между лезвием и стойкой станка. Если вы вырезаете контур, убедитесь, что объект может пройти через зазор между колонной и лезвием во всех направлениях. Если это не так, просто отрежьте любой лишний предмет перед использованием машины.
Если вы вырезаете контур, убедитесь, что объект может пройти через зазор между колонной и лезвием во всех направлениях. Если это не так, просто отрежьте любой лишний предмет перед использованием машины.
Шаг 4: Установите скорость
В зависимости от типа материала, который вы режете, скорость пилы будет меняться соответственно. Общее эмпирическое правило состоит в том, чтобы использовать высокую скорость для более мягких материалов и относительно низкую скорость для более твердых материалов. После включения машины подождите несколько секунд, пока она включится и установится на своей рабочей скорости.
Шаг 5: Подача
После того, как вы отметили объект и установили скорость, вы готовы подать объект через машину. В зависимости от того, какой тип машины вы используете, объект можно подавать вручную или с помощью механизированного устройства подачи. Перед подачей предмета и даже перед включением станка проверьте, в какую сторону обращены зубья лезвия. Это та сторона, с которой вы будете подавать объект.
Это та сторона, с которой вы будете подавать объект.
Если вы подаете объект вручную, убедитесь, что вы не держите руки на пути лезвия, а если вы используете устройство подачи с электроприводом, убедитесь, что вы не застряли ни в одной из движущихся частей машины. Крепко возьмите предмет, совместите линию реза с лезвием, уберите руки с пути лезвия и втолкните предмет в линию полотен ленточной пилы. После того, как вы прорежете объект, удалите предметы из машины и выключите машину.
- Знайте, где расположены пусковые и стоповые выключатели.
2. Перед использованием машины убедитесь, что нож отрегулирован правильно, а дверцы закрыты.
3. Используйте диск, соответствующий толщине разрезаемого материала. Зубьев должно быть не менее трех на толщину материала.
4. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
5. Убедитесь, что пильный диск достаточно острый, чтобы разрезать материал.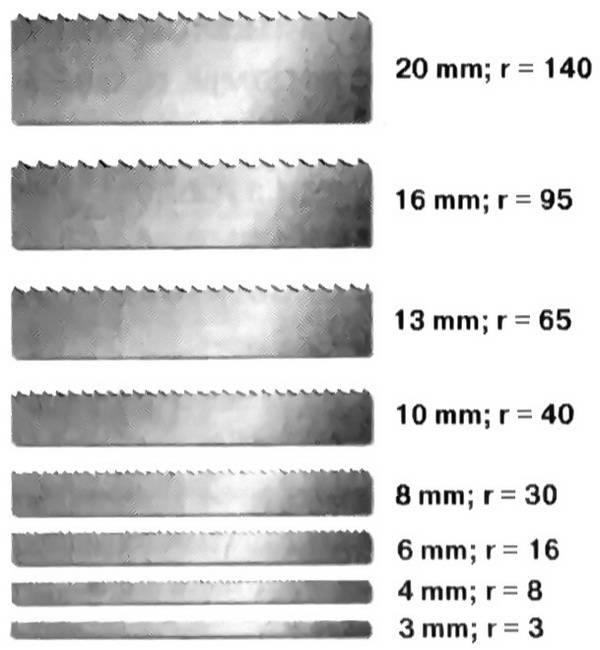
6. Установите все ограждения перед началом работы. Узел верхней направляющей/защиты должен располагаться в пределах ¼ дюйма от заготовки.
7. Перед началом резки убедитесь, что заготовка ровно лежит на столе.
8. Не начинайте резку, пока диск не наберет полную скорость.
9. Соблюдайте безопасное расстояние между руками и лезвием.
10. При разрезании куска прикладывайте соответствующее усилие.
11. При перемещении нестандартных или мелких материалов используйте доску или толкатель.
12. Следите за тем, чтобы тонкие детали не заклинивали прорезь или не ударялись о край прорези во вставке.
13. В случае заедания лезвия выключите станок, отсоединив шнур питания, и подождите, пока оно полностью не остановится, прежде чем пытаться снять лезвие с заготовки. Заедание полотна – это застревание полотна пилы в заготовке.
14. Никогда не выполняйте регулировки, пока машина полностью не остановится.
15. В случае обрыва ремня отключите его от сети и держитесь подальше от машины до ее полной остановки. Немедленно свяжитесь с инструктором.
Немедленно свяжитесь с инструктором.
16. Удаляйте лишнюю стружку с помощью щеток или тряпок после остановки станка, чтобы предотвратить накопление большого количества стружки.
17. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена.
Регулировка тисков
Загрузочные тиски
- Поворот ручки влево ослабит тиски. Поворот вправо затянет его.
2. Тиски можно перемещать вручную, если они не зажаты. Для перемещения тисков может потребоваться некоторое усилие, и если они заедают, небольшое ослабление рукоятки должно решить проблему.
3. Заготовка должна быть закреплена таким образом, чтобы она не выскочила во время резки.
4. Убедитесь, что заготовка разрезается несколькими зубьями диска, а не одним.
Вращающиеся тиски
- Если желаемый угол резки не равен 90 градусам, угол тисков можно отрегулировать до 45 градусов.
2. Чтобы изменить угол, поднимите режущую головку и отрегулируйте болты, как показано на рисунке ниже.
Чтобы изменить угол, поднимите режущую головку и отрегулируйте болты, как показано на рисунке ниже.
3. Перед резкой затяните болты и верните губки в исходное положение.
4. Когда тиски повернуты на полные 45 градусов, максимальный размер заготовки становится круглой 8 дюймов и квадратной 8 дюймов.
Процедура
- Поднимите ручку и зафиксируйте машину на месте.
2. Установите приклад в тиски и затяните его.
3. Не режьте тонкие вертикальные детали, так как они могут повредить лезвие.
4. Не режьте на горизонтальной ленточной пиле большие плоские детали. Отрежьте эти детали вертикальной ленточной пилой.
5. Отрегулируйте держатели лезвий так, чтобы они не касались ложи.
6. При необходимости включите охлаждающую жидкость или смазочно-охлаждающую жидкость.
7. Установите кнопку аварийной остановки в выдвинутое положение.
8. Выключите машину, нажав зеленую кнопку.
9. Отрегулируйте скорость лезвия в соответствии с вашими потребностями.
Отрегулируйте скорость лезвия в соответствии с вашими потребностями.
10. Медленно поверните рычаг вертикальной подачи и при необходимости измените скорость. Спросите своего инструктора о скорости головы. Если скорость слишком низкая, лезвие может затупиться. Однако, если скорость слишком высока, это может привести к повреждению лезвия. Лезвие должно делать всю работу.
11. Станок автоматически остановится после резки заготовки.
12. Верните скорость головки к значению по умолчанию и очистите машину.
Настройка
- Убедитесь, что питание выключено, и отрегулируйте высоту направляющей стойки на ¼ дюйма над верхней поверхностью приклада, ослабив фиксатор направляющей стойки. Когда закончите, не забудьте затянуть замок.
2. Убедитесь в наличии толкателя.
Процедура
- Включите машину и подождите, пока она разовьет максимальную скорость.
2. Отрежьте ложу, следя за тем, чтобы пальцы находились на расстоянии не менее 4 дюймов от лезвия.
3. При резке мелких предметов используйте толкатель.
4. Выполняйте подрезку при вырезании кривых или сложных вырезов. Это уменьшит количество пятен на лезвии. Это также избавит от необходимости отступать от разреза.
5. Используйте хвостовик при перепиливании или резке длинных заготовок.
6. При выполнении фасок держите направляющую на нижней стороне лезвия.
7. Если лезвие издает щелкающие звуки, немедленно выключите машину. Звук означает ломающееся лезвие. Немедленно сообщите об этом инструктору.
8. Выключите машину и остановите диск с помощью ножного тормоза, когда закончите резку. Не оставляйте ленточнопильный станок, не полностью остановив полотно.
Процедура после работы
- Уберите все опилки и куски с помощью веника и совка.
2. Очистите пилу и проверьте ее на наличие повреждений. При их обнаружении немедленно сообщите об этом инструктору.
Отрезная пила Процедура
1. Материал должен быть уложен на стол вплотную к упору.
Материал должен быть уложен на стол вплотную к упору.
2. Наклоните стол в нужную ориентацию и закрепите шарнир.
3. Не включайте пилу на этом этапе. Выровняйте лезвие до желаемой длины резки.
4. Полностью поднимите пилу. Не отпускайте резко пилу.
5. Надежно удерживайте приклад на столе и направляющей. Убедитесь, что ваша рука находится на расстоянии не менее 6 дюймов от лезвия во время резки.
6. Когда пила находится на максимальной высоте, крепко держите ручку, а затем нажмите и удерживайте переключатель.
7. Как только отвал достигнет полной скорости, медленно опустите отвал через ложу.
8. После завершения резки выключите пилу, отпустив переключатель.
9. Медленно поднимите пилу в исходное положение после полной остановки диска.
Существуют различные типы пил, каждый из которых немного отличается от другого.
Отрезные пилы для составных частей наклоняются и поворачиваются вокруг вертикальной оси. Им можно резать углы как сбоку, так и сверху заготовки.
Им можно резать углы как сбоку, так и сверху заготовки.
Отрезные пилы с подвижным составом также могут наклоняться и поворачиваться вокруг вертикальной оси, но также могут скользить по линейным направляющим. Это позволяет пиле делать более длинные пропилы.
Набор пильных полотен
Выбор правильного диска для разрезаемого материала играет важную роль в экономической эффективности
ленточнопильный станок. Вот несколько рекомендаций, которые помогут вам принять правильное решение.
Терминология лезвия
Четкое понимание терминологии блейдов поможет избежать путаницы при обсуждении
.
проблемы с резкой.
1. Задняя часть лезвия: Корпус лезвия без части зуба.
2. Толщина: Расстояние от края до края лезвия.
3. Ширина: Номинальный размер пильного диска, измеренный от кончика зуба до задней части ленты.
4. Набор: Изгиб зубьев вправо или влево, чтобы обеспечить зазор задней части лезвия через разрез.
Прорез: количество материала, удаленного при резке лезвия.
5. Шаг зубьев: расстояние от вершины одного зуба до вершины следующего зуба.
6. TPI: количество зубьев на дюйм, измеренное от впадины до впадины.
7. Пищевод: Изогнутая область у основания зуба. Расстояние от кончика зуба до дна пищевода является глубиной пищевода.
8. Поверхность зуба: поверхность зуба, на которой образуется стружка.
9. Передний угол зуба: угол поверхности зуба, измеренный относительно линии, перпендикулярной направлению резания пилы.
Форма зуба
Форма режущей кромки зуба влияет на то, насколько эффективно лезвие может прорезать кусок материала
с учетом таких факторов, как срок службы лезвия, уровень шума, плавность реза и пропускная способность стружки.
Variable Positive: Варьируемое расстояние между зубьями и вместимость впадины этой конструкции снижают шум и вибрацию, обеспечивая при этом более высокую скорость резания, длительный срок службы лезвия и ровный рез.
Variable: Конструкция с преимуществами, аналогичными переменной положительной форме, для использования при более низких скоростях резания.
Стандарт: Хорошая конструкция лезвия общего назначения для широкого спектра применений.
Пропуск: Конструкция с широкой канавкой делает это полотно пригодным для работы с неметаллическими материалами, такими как дерево, пробка, пластик и композиционные материалы.
Крюк: Похожий по конструкции на форму Skip, этот высокий грабель можно использовать для материалов, дающих прерывистую стружку (таких как чугун), а также для неметаллических материалов.
Набор зубьев
Количество зубьев и угол, на который они смещены, называется «множеством зубьев». Набор зубьев влияет на эффективность резания и способность отводить стружку.
Рейка: 3 последовательности зубьев с одинаковым углом установки (левый, правый, прямой). Модифицированный грабель: последовательность из 5 или 7 зубьев с одинаковым углом установки для большей эффективности резания и более гладкой поверхности (слева, справа, слева, справа, прямо). Порядок установки зубов может варьироваться в зависимости от продукта.
Модифицированный грабель: последовательность из 5 или 7 зубьев с одинаковым углом установки для большей эффективности резания и более гладкой поверхности (слева, справа, слева, справа, прямо). Порядок установки зубов может варьироваться в зависимости от продукта.
Vari-Raker: Последовательность зубьев зависит от шага зубьев и семейства продуктов. Обычно набор Vari-Raker обеспечивает тихую, эффективную резку и гладкую поверхность с меньшим количеством заусенцев.
Альтернатива: Каждый зуб устанавливается в чередующейся последовательности. Используется для быстрого удаления материала, когда отделка не критична.
Волнистый: Группы зубьев, расположенных с каждой стороны в пределах общего набора зубьев. Зубы имеют разную степень посадки в контролируемом порядке. Волнистый набор обычно используется с изделиями с мелким шагом для снижения шума, вибрации и заусенцев при резке тонких прерывистых деталей.
Vari-Set: Высота зубьев/схема разводки различаются в зависимости от семейства продуктов и шага. Зубья имеют различную установочную величину и установочный угол, что обеспечивает более тихую работу с уменьшенной вибрацией. Vari-Set эффективен для труднообрабатываемых материалов и больших поперечных сечений.
Зубья имеют различную установочную величину и установочный угол, что обеспечивает более тихую работу с уменьшенной вибрацией. Vari-Set эффективен для труднообрабатываемых материалов и больших поперечных сечений.
Одноуровневый набор: Геометрия лезвия имеет размер высоты одного зуба. Установка этой геометрии требует сгибания каждого зуба в одном и том же положении с одинаковым изгибом на каждом зубе.
Двухуровневый набор: Эта геометрия лезвия имеет переменную высоту зубьев. Настройка этого продукта требует изгиба каждого зуба на разную высоту и заданную величину, чтобы получить несколько плоскостей резания.
Загрузка тисков
Положение, в котором материал помещается в тиски, может существенно повлиять на стоимость реза. Часто загрузка меньших связок может означать большую эффективность пиления.
Все машины имеют заявленную грузоподъемность, но практический уровень обычно ниже, от 1/2 до 1/3, в зависимости от разрезаемого материала (более твердые материалы лучше всего резать при 1/3 номинальной грузоподъемности).
При резке материалов сложной формы, таких как уголки, двутавровые балки, швеллеры и трубы, главное расположить материалы таким образом, чтобы лезвие прорезало как можно более равномерную ширину на всем протяжении реза.
На следующих рисунках показаны некоторые экономичные способы загрузки и крепления. Убедитесь, что независимо от выбранного расположения, работа может быть надежно закреплена, чтобы избежать повреждения машины или травмирования оператора.
Смазка
Смазка необходима для увеличения срока службы полотна и экономичной резки. При правильном нанесении на зону сдвига смазка существенно снижает тепловыделение и обеспечивает хороший сход стружки вверх по поверхности зуба. Без смазки чрезмерное трение может привести к нагреву, достаточному для приваривания стружки к зубу. Это замедляет процесс резания, требует больше энергии для срезания материала и может привести к выкрашиванию или зачистке зубьев, что может привести к разрушению лезвия.
Следуйте инструкциям производителя смазки относительно смешивания и дозирования смазки. Держите под рукой правильно смешанный запас восполняющей жидкости. Никогда не добавляйте воду только в поддон машины. Жидкая смесь со слишком высоким водо-жидкостным отношением не обеспечивает надлежащей смазки и может привести к быстрому износу зубьев и поломке лезвия. Используйте рефрактометр и визуально осмотрите жидкость, чтобы убедиться, что она чистая. Кроме того, убедитесь, что система подачи смазки правильно направлена, чтобы смазка поступала точно в нужную точку.
Как выбрать ленточные пилы:
При заказе ленточной пилы необходимо указать следующую информацию:
Например: Название продукта Длина x Ширина x Толщина Зубьев на дюйм 90 003
CONTESTOR GT 16’ x 1-1/4” x 0,042” ¾TPI
900 02 Эти шаги являются руководством по выбору соответствующего продукта для каждого применения:
Шаг 1. Анализ применения пиления Станок:
Анализ применения пиления Станок:
В большинстве случаев достаточно знать размеры диска (длина x ширина x толщина).
Материал : Узнайте следующие характеристики материала, который необходимо разрезать.
• Марка • Твердость (при термообработке или закалке)
• Форма • Размер
• Материал следует укладывать (связывать) или резать по одному?
Другие потребности клиентов: Следует учитывать специфику приложения.
• Распиловка в производственных или коммунальных целях?
• Что важнее: быстрая резка или стойкость инструмента?
• Важна ли отделка материала?
Шаг 2. Определите, какой продукт использовать. Используйте приведенные ниже таблицы.
• Найдите материал для резки.
• Прочтите таблицу, чтобы узнать, какой нож рекомендуется.
Шаг 3: Определите правильное количество зубьев на дюйм (TPI)
Используйте таблицу выбора зубьев (см. таблицу ниже).
таблицу ниже).
• Если возникают трудности с выбором между двумя шагами,
меньший из них обычно дает лучшую производительность.
• Если необходим компромисс, сначала выберите правильный TPI.
Шаг 4: Закажите жидкости и смазки для пиления, чтобы повысить производительность и увеличить срок службы любого полотна.
Шаг 5. Установите лезвие и жидкость
Шаг 6. Правильно обкатайте диск
Шаг 7. Запустите диск с правильной скоростью и подачей.
См. таблицу ниже.
СКОРОСТЬ ЛЕНТЫ И РЕКОМЕНДУЕМАЯ СКОРОСТЬ РЕЗКИ ДЛЯ РЕЗКИ БИМЕТАЛЛА
1. Назовите два типа ленточных пил.
2. Перечислены пять важных шагов при использовании ленточной пилы.
3. Объясните, пожалуйста, врубку.
4. Что такое шаг зубьев?
5. Укажите TPI.
6. Объясните переменную Положительный.
7.