Станок 1а62г технические характеристики: 1А62Г Станок токарно-винторезный с выемкой в станине. Паспорт, схемы, описание, характеристики
Содержание
Станок 1А62г (Астраханский) шильдики,таблички, шильды, таблица резьб и подач
Цена 780.00 грн.
Набор таблиц, шильд для токарно-винторезного универсального станка 1А62Г, производства «Астраханский станкостроительный завод».
Количество Станок 1А62г (Астраханский) шильдики,таблички, шильды, таблица резьб и подач
Артикул: 1354
Категория: Токарные станки
Метка: Астраханский станкостроительный завод, бирки алюминиевые, бирки металлические, завод им Ефремова, запчасти для станков, Красный пролетарий, станок 1А62, таблица, таблица подач, таблица резьб, таблица резьб и подач, таблиці для верстатів, таблички алюминиевые, таблички для станка, таблички для станка 1А62Г, таблички для станков, таблички из алюминия, таблички металлические, шильд, шильдик, шильды для станков
Бренд: ShildService
Описание
Отзывы (0)
Станок токарно-винторезный 1А62г таблички, шильдики, производства Астраханский станкостроительный завод.
Набор алюминиевых таблиц, шильдиков, станок токарно-винторезный 1А62Г.
Набор состоит из 23-х шильд, включая таблицу резьб и подач станок 1А62.
Изготовителем токарно-винторезного станка 1А62Г с выемкой в станине является Астраханский станкостроительный завод, основанный в 1944 году.
Завод выпускает токарно-винторезные станки модели 1В62Г, 16В20, 1В625 с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3.
Оказываем услуги по набивке серийного номера и года выпуска станка.
Технические характеристики изделия (станок 1А62г, шильдики, таблички, станок 1а62 ) :
Материал — алюминий 0,5мм (1мм — по согласованию).
Состояние — новое.
Печать — термотрансферная.
Производитель: собственное производство, компании «ШильдСервис»
Изделие долговечно и устойчиво к истиранию, предназначено для длительной эксплуатации.
Форма оплаты:
- безналичная оплата на расчетный счет, без НДС
- наложенный платеж, оплата при получении в офисе транспортной компании.
Основные характеристики токарно-винторезного станка 1А62Г
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр заготовки типа Диск, обрабатываемой над выемкой — Ø 600 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 210 мм;
- Расстояние между центрами — 750, 1000, 1500 мм;
- Наибольшая длина обтачивания — 650, 900, 1400 мм;
- Мощность электродвигателя — 7,5 кВт.
Ознакомится с подробными техническими характеристиками станка 1А62 можно по ссылке ПАСПОРТНЫЕ ДАННЫЕ СТАНКА
Посмотреть шильды для токарных станков других моделей можно в разделе ТАБЛИЧКИ ДЛЯ ТОКАРНЫХ СТАНКОВ
Заказать набор табличек с доставкой в Европу и другие страны мира можно на нашем специализированном сайте Shildservice. net
net
технические характеристики, назначение и устройство, руководство по эксплуатации
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
- «1» – обозначение группы, в которую входит токарный станок.
- «А» – обозначение поколения станка.
- «6» – обозначение принадлежности к винторезной группе.
- «2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.
Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
- Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.
- Установка более мощного двигателя на семь киловатт.
- Главный привод станка использует надежное клиновое оборудование.
- Фрикционная муфта агрегата имеет усиленную конструкцию.
- Установка надежного роликового подшипника в шпиндельном узле.
- Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
- Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
- Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
- Имеет усиленную заднюю бабку.
- Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
- Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.

- Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.
Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200.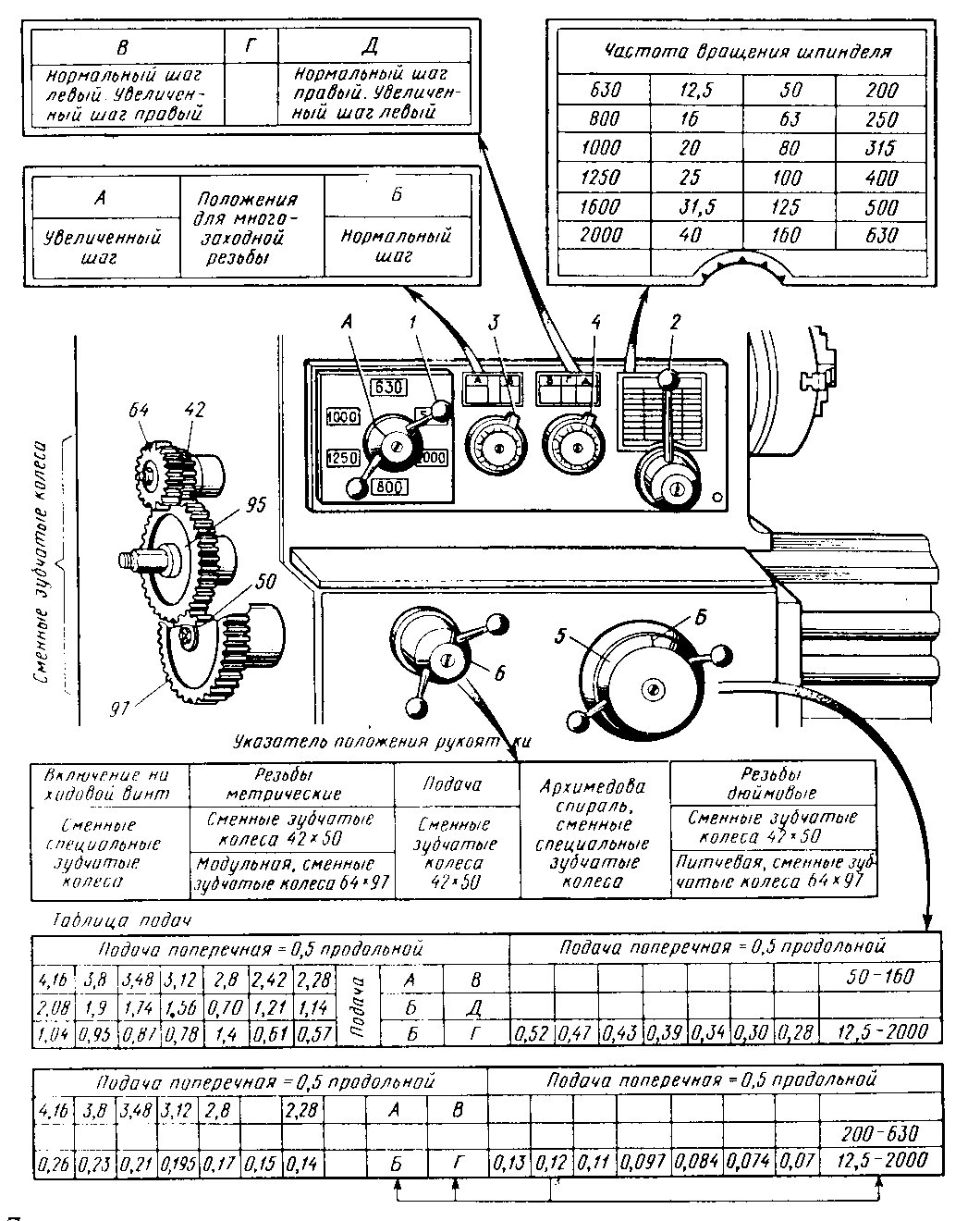 На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года.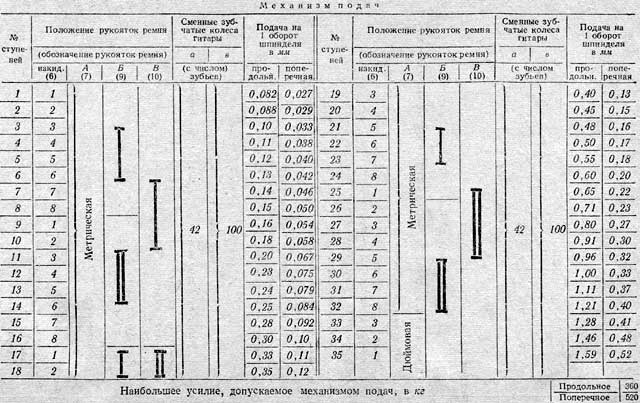 Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.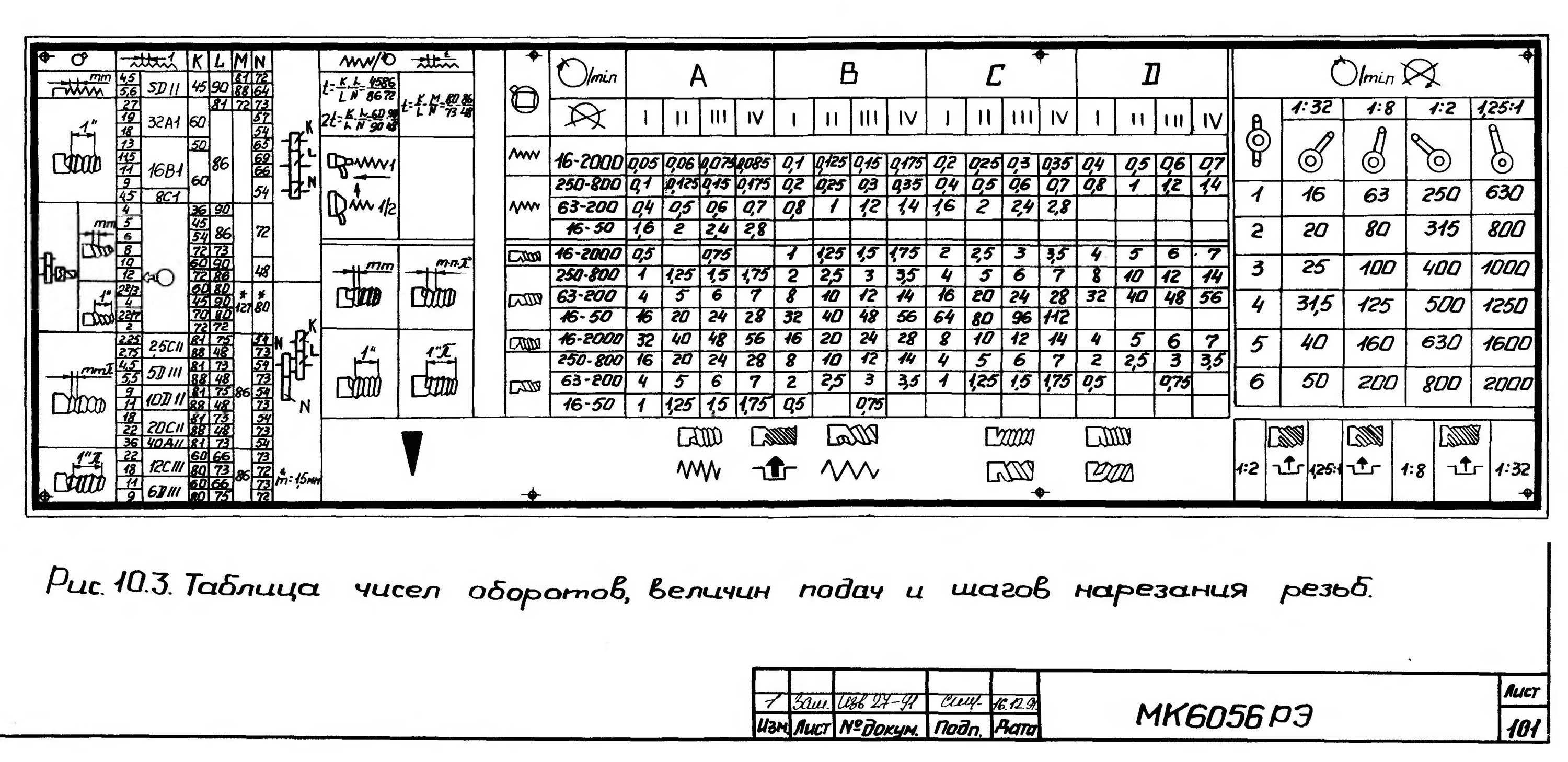
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.
Технические возможности
Токарный станок отвечает стандартам категории «H», можно выделить основные технические характеристики устройства:
- Идет с максимальным диаметром для заготовок – на суппорте -21 см, над станиной 40 см.
- С максимальной длиной заготовок, которая может обрабатываться на токарно-винторезном станке в 75, 100 и 150 см.
- С максимально доступной массой для обработки заготовок, при обработке в патроне – 500 кг, при обработке с использованием центра – 1500 кг.

Суппорт и резцовые салазки 1А62
Суппорт 1А62, как и аналогичные узлы токарных станков других моделей, отвечает за перемещения режущего инструмента относительно обрабатываемой заготовки. Характеристики данного элемента станка напрямую влияют на точность выполнения технологических операций, а также на функциональность оборудования.
Суппорт токарного станка 1А62 обладает следующими техническими возможностями:
- продольная каретка перемещается на 650, 900 и 1400 мм, поперечная – на расстояние до 280 мм;
- количество ступеней продольных и поперечных подач – 35;
- подачи могут совершаться в следующих пределах: продольные – 0,082–1,59 мм/об, поперечные – 0,027–0,522 мм/об;
- количество параметров нарезаемой резьбы: метрические – 19 (шаг от 1 до 12 мм), дюймовые – 20 (шаг – 2–24 ниток/дюйм), модульные – 10 (шаг – 0,5–3 модуля), питчевые – 24 (шаг – 7–95).
Резцовые салазки токарного станка 1А62, служащие для более точного перемещения резцовой головки, управляются несколькими маховиками и управляющими рычагами. Это позволяет добиться следующих характеристик работы данного узла:
Это позволяет добиться следующих характеристик работы данного узла:
- значение максимального перемещения – 113 мм;
- в соответствии с одним делением лимба салазки перемещаются на 0,05 мм;
- максимальный угол, на который может поворачиваться данный узел, составляет 900, при этом цена деления шкалы поворота составляет 10;
- максимальное сечение державки режущего инструмента – 25х25 мм;
- количество токарных резцов, которые одновременно можно установить в резцедержателе, – 4.
Следует отметить, что резцовые салазки токарного станка 1А62 имеют механический привод.
Смазочная система станка
Габарит рабочего пространства
Габаритные размеры станка предполагают:
- Высоту – 121 см.
- С площадью устройства при РМЦ 750 – 251 на 158 см.
- С площадью устройства при РМЦ 1000 – 265 на 158 см.
- С площадью устройства при РМЦ 1500 – 317 на 158 см.
- Весит станок, не считая электрооборудование при РМЦ 750 – 2, 045 тонн.

- Масса при РМЦ 1000, не считая электрооборудование – 2,105 тонн.
- Весит станок, не считая электрооборудование при РМЦ 1500 – 2, 370 тонн.
Технические характеристики
| Модель | 16Р20Н-1 / 16Р20Н-1,5 |
| Основные параметры | |
| Наибольший диаметр обработки изделия над станиной | 400 мм |
| Наибольший диаметр обработки изделия над суппортом | 220 мм |
| Расстояние между центрами (РМЦ) | 1000 / 1500 мм |
| Класс точности по ГОСТ 8-82 | Н (П — Опция) |
| Максимальная масса изделия | 1300 кг |
| Силовые показатели | |
| Ширина станины по направляющим | 300 мм |
| Количество V-образных направляющих на станине | 2 |
| Диаметр ходового винта продольной подачи | 57 мм |
| Шаг ходового винта продольной подачи | 6 мм |
| Сечение резца | 25 х 25 мм |
| Шпиндельная бабка | |
| Пределы частот вращения шпинделя по часовой стрелке | 12,5 — 1600 об/мин |
| Количество ступеней частот вращения по часовой стрелке | 12 |
| Отверстие в шпинделе | 55 мм |
| Фланцевый конец шпинделя | D6 |
| Внутренний конус шпинделя | M6 |
| Мощность главного двигателя | 11 (7,5) кВт |
| Суппорта | |
| Наибольшее продольное перемещение каретки | 950 / 1250 мм |
| Наибольшее поперечное перемещение каретки | 219 мм |
| Наибольшее перемещение резцовых салазок | 115 мм |
| Пределы рабочих подач (продольных) | 0,05 — 2,8 мм/мин |
| Пределы рабочих подач (поперечных) | 0,025. .1,4 мм/мин .1,4 мм/мин |
| Пределы рабочих подач резцовых салазок | ручная мм/об |
| Пределы шагов обрабатываемых резьб (метрических) | 0,5 — 112 мм |
| Пределы шагов обрабатываемых резьб (модульных) | 0,5 — 112 модуль |
| Пределы шагов обрабатываемых резьб (дюймовых) | 56 — 0,5 ниток на дюйм |
| Пределы шагов обрабатываемых резьб (питчевых) | 56 — 0,5 питч диаметральный |
| Мощность двигателя насоса подачи СОЖ | 0,12 кВт |
| Задняя бабка | |
| Внутренний конус в шпинделе | Морзе 6 |
| Максимальный ход пиноли | 127 мм |
| Габаритные размеры и вес | |
| Длина | 2795 / 3195 мм |
| Ширина | 1190 мм |
| Высота | 1500 мм |
| Масса-нетто | 3005 / 3225 кг |
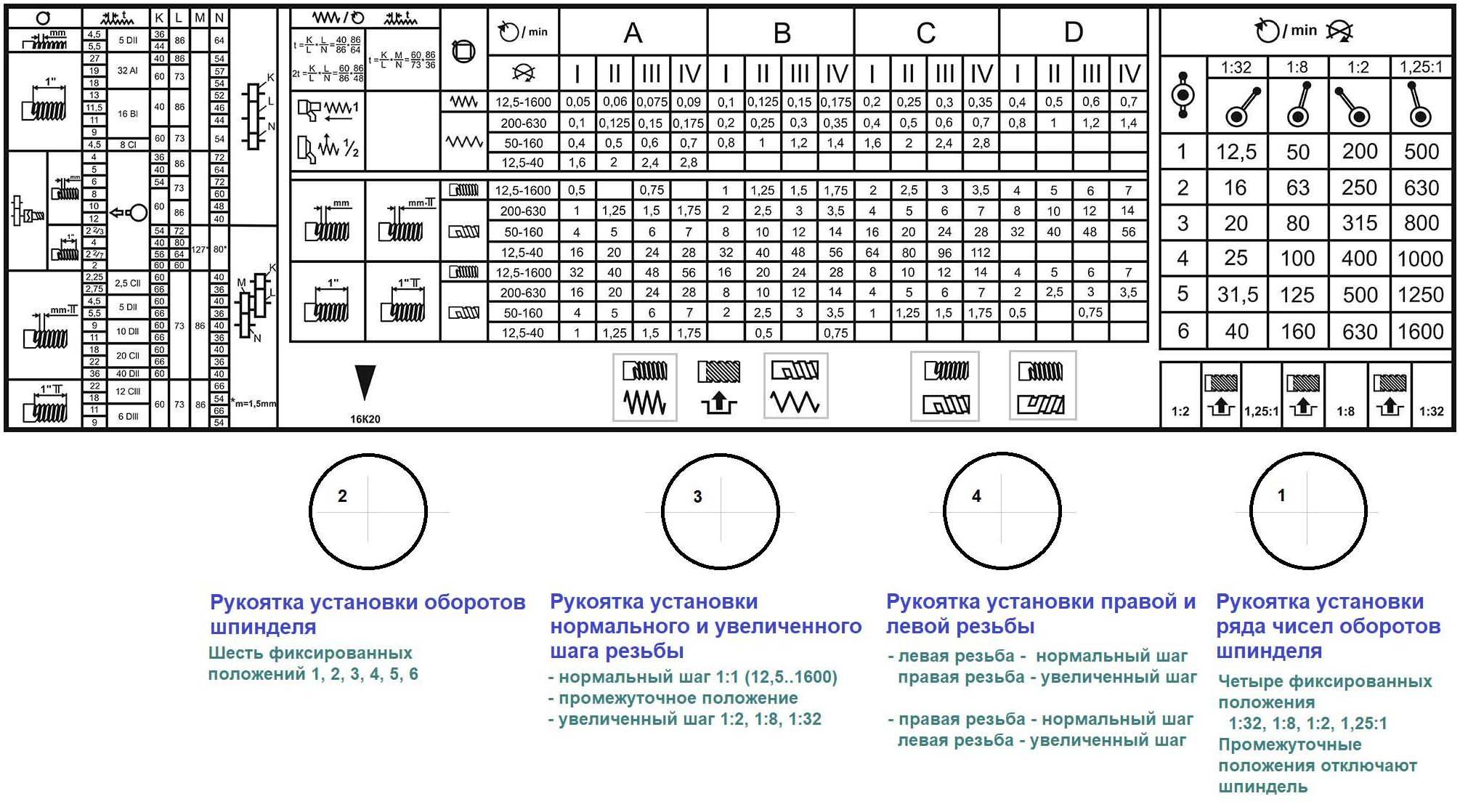
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.

- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.
- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.
Важно!
Также, наличие электрических выключателей, для освещения рабочего места.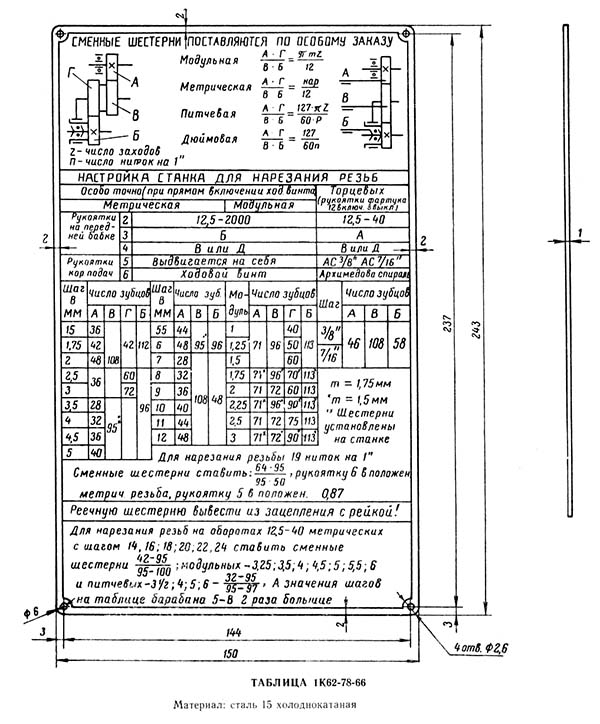 Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.
Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.
Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
При обратном вращении 18–1500 об/ мин.
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.
Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
- Имеет продольные и поперечные подачи в количестве – 35 шт.
- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно!
Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги.
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
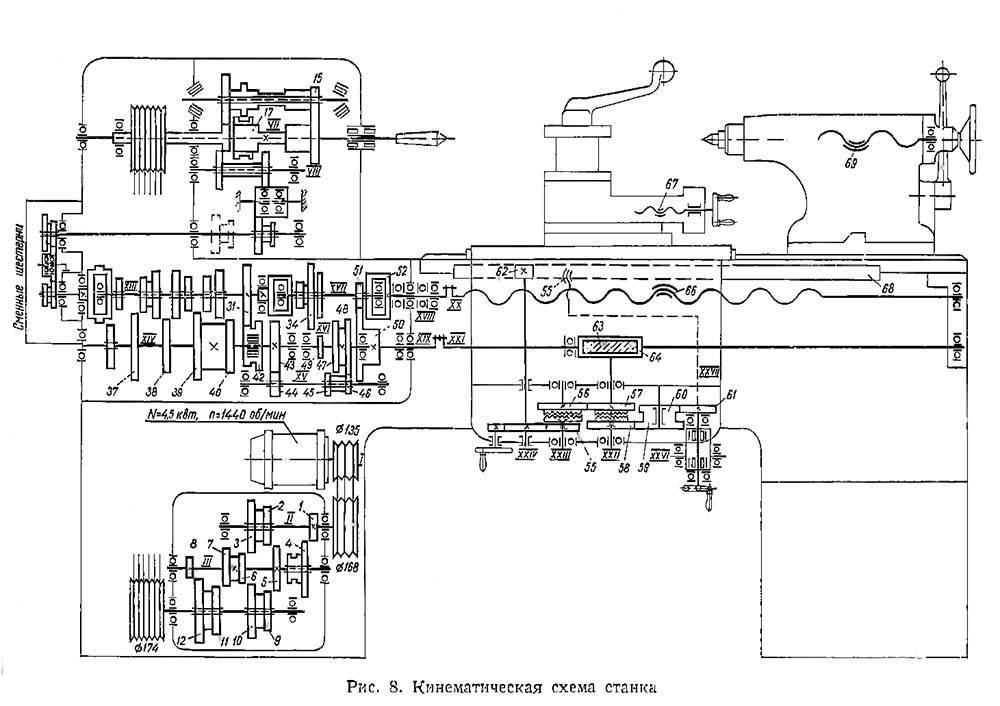
Устройство станка 1А62
Конструкция 1А62 заимствовала много решений от своего предшественника ДИП-200. При этом в кинематику были внесены многочисленные изменения, направленные на повышение долговечности и упрощение конструкции. Цельнолитая станина П-образного сечения имеет большую массу и высокую жесткость. Заодно со станиной выполнены каленые призматические направляющие продольной подачи. Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Шпиндель токарного станка установлен на одном переднем и двух задних подшипниках. Пуск и реверс шпинделя производится через фрикционную муфту. Рукоятки управления установлены на передней бабке и подвижном на фартуке станка. Ленточный тормоз гарантирует быстрый останов вращения при отключении муфты. Полый шпиндельный вал допускает установку обрабатываемого прутка диаметром до 36 мм. В базовом варианте устанавливаются токарные патроны диаметром 200 или 250 мм.
Кинематическая схема коробки скоростей токарного станка 1А62Г реализована с использованием зубчатых шестерен.
Передача вращения от электромотора на входной вал редуктора осуществляется с использованием клиноременной передачи. Органы управления коробкой скоростей представляют собой три рукоятки, смонтированные на боковой поверхности шпиндельной бабки.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1А62
Коробка переключения подач обеспечивает механические перемещения суппорта токарно-винторезного станка 1А62. В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
Подвижный фартук позволяет выполнять перемещения суппорта по продольной и поперечной осям в ручном и механизированном режиме. Изменение направления движения выполняется через реверсивный механизм. В состав оборудования фартука включены два предохранительных устройства. Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Схема электрооборудования станка обеспечивает единственную функцию запуска двигателя главного движения. Защиты и блокировки, за исключением тепловой защиты электродвигателей, не реализованы. В схеме, дополнительно предусмотрен понижающий трансформатор для питания цепей освещения.
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.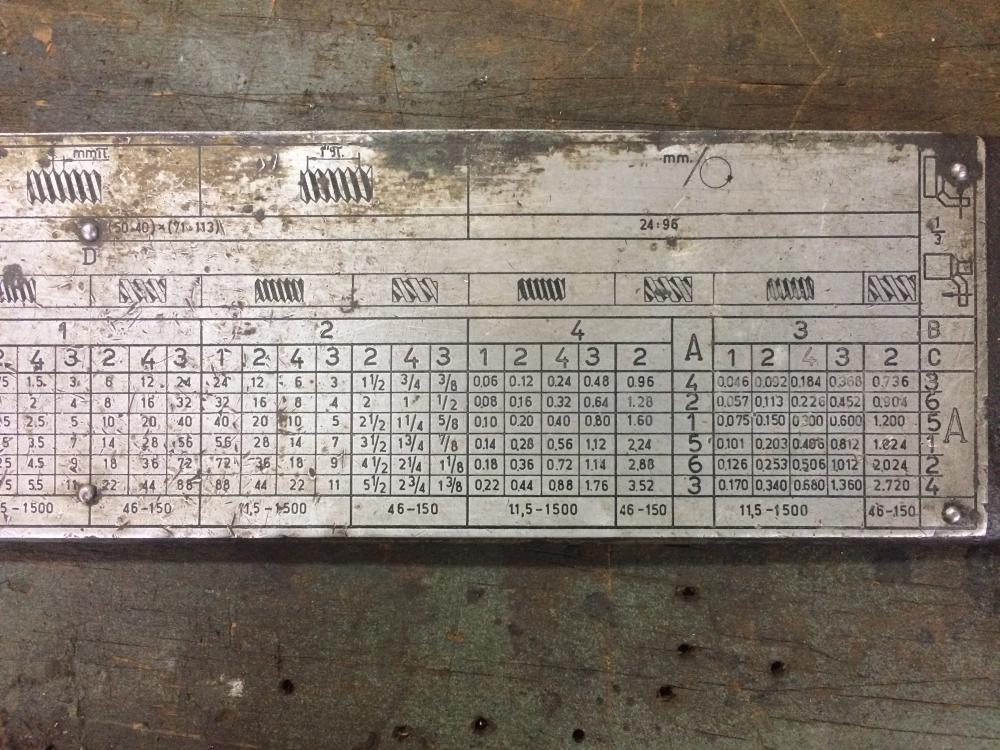
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.
Правила эксплуатации
Опоры для установки станка
Для нормальной работы станка его следует установить на предварительно подготовленную платформу. Она должна не только выдержать номинальную массу (2045), но частично гасить колебания, возникающие в результате работы.
После предварительной настройки и подключения к сети следует установить и включить шпиндель на максимальное число оборотов на холостом ходу. Во время выполнения этой процедуры проверяется уровень масла. Окончательную настройку режимов выполняют согласно технической документации.
В связи с тем, что выпуск станков 1А62 был прекращен еще в 1956 г., особое внимание следует уделить возможности их ремонта и комплексной реставрации.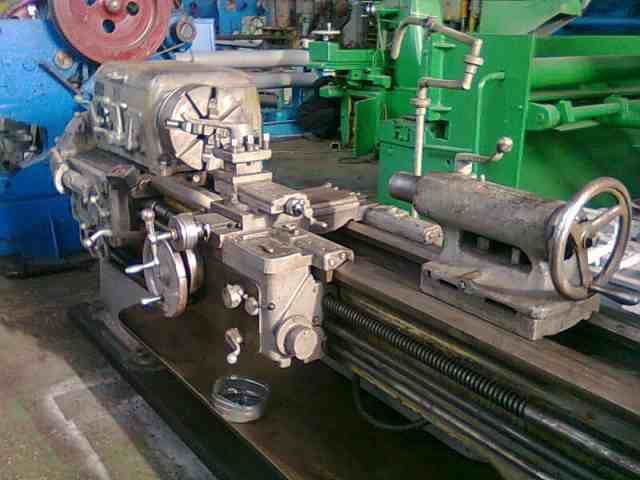 В видеоматериале показан пример восстановительных работ:
В видеоматериале показан пример восстановительных работ:
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки.
 Благодаря этому становится возможным изготовление деталей повышенной точности.
Благодаря этому становится возможным изготовление деталей повышенной точности. - Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях.
