Изготовление профлиста: Производство профлиста – процесс изготовления, описание оборудования + Видео
Содержание
Производство профнастила — изготовление профлиста на заводе, размеры листа
Профнастил – современный строительный материал. Высокие эксплуатационные свойства и низкая цена делают его очень востребованным на строительном рынке. По этой причине изготовление профнастила сегодня один из самых выгодных бизнес проектов. Реализацией данного производства занимаются как крупные заводы, так и мелкие фабрики.
В данной статье мы подробно разберемся, из каких этапов состоит производство профлиста, какое оборудование для этого необходимо и какие размеры листов бывают.
Содержание.
Что представляет собой профнастил?
Марки профнастила – размеры стандартных листов.
Заводы по производству профлиста.
Технология производства.
Что представляет собой профнастил?
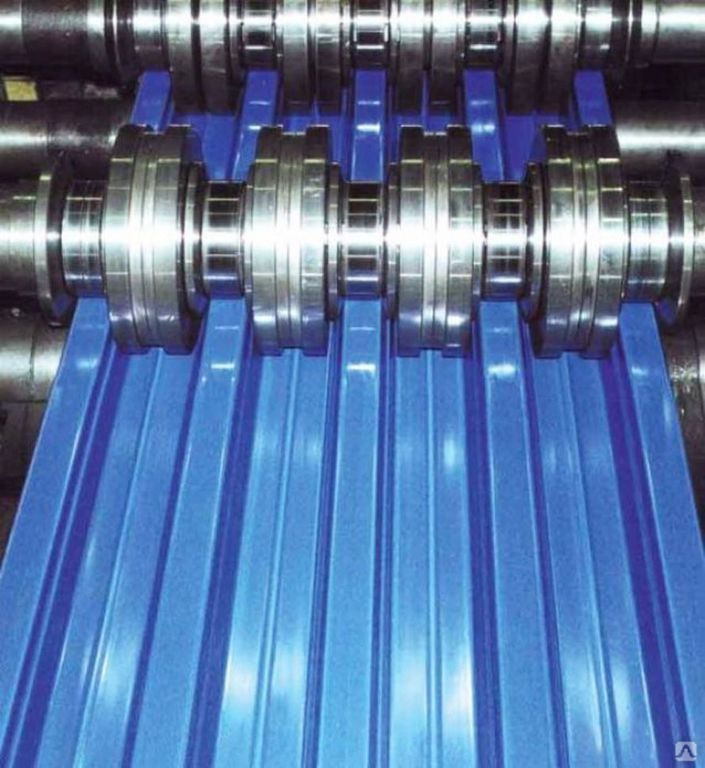
Профнастил – металлический профилированный лист, который используется в качестве ограждений, заборов, для покрытия кровель, облицовки зданий, устройства перекрытий. Стальная «начинка» делает покрытие прочным и долговечным, профилирование — придает жесткости, а внешнее покрытие – эстетическую красоту. Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Стальная «начинка» делает покрытие прочным и долговечным, профилирование — придает жесткости, а внешнее покрытие – эстетическую красоту. Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Металлочерепица является разновидностью профнастила. Существенное отличие производства двух материалов – расположение валов на производственном станке. Именно благодаря таким различиям стали придается форма натуральной черепицы.
Важно: монтаж профнастила и металлочерепицы несмотря на практически идентичное производство осуществляется по различным технологиям!
Марки профнастила – размеры стандартных листов
Сегодня заводы по производству профнастила отвечающие за качество продукции своей репутацией выпускают сырье, опираясь на нормы ГОСТа 24045-2010. Профлист разных марок стандартного типа отличается высотой гофры, формой и размерами. Рассмотрим самые популярные виды материала:
С8 – декоративный стеновой лист.
 Толщина материала от 0,4 до 0,7 мм, полезная ширина – 1150 мм, фактическая ширина – 1250 мм. Длина заказная, максимальная величина 12 м.
Толщина материала от 0,4 до 0,7 мм, полезная ширина – 1150 мм, фактическая ширина – 1250 мм. Длина заказная, максимальная величина 12 м.
С21 – стеновой, используемый для облицовки стен и сооружения заборов. Специальная структура трапеции листов обеспечивает более высокую жесткость проката и высокую универсальность. Полезная ширина 1000 мм, толщина от 0,4 до 0,9 мм, длина – до 12 м.
НС-35 – одна из разновидностей кровельного покрытия. Особенность изготовления профнастила данного класса – это формирование большого количества ребер жесткости, ширина каждого 7 мм. Производство осуществляется из оцинкованной стали высокого качества, плотность оцинковки — 250 гр/м.кв. Полезная ширина листов 1000 мм, длина до 14 м, высота профиля – 35 мм.
Заводы по производству профлиста
Производителями с мировым именем являются финский бренд Ruukki, завод по производству профнастила в Польше Pruszynski. Производство под польским брендом организовано по всему миру дочерними предприятиями – качество продукции самое высокое.
В России работает несколько предприятий, хорошо зарекомендовавших себя в данной области:
ООО «ПрофСтальПрокат» и ООО «Сталькомпрофиль» — промышленное производство в Московском регионе;
«КСП» — Самарский регион.
ООО «Уральский завод кровельных материалов» — производство профнастила в Екатеренбурге.
Технология производства
Сама технология изготовления профнастила – несложная. Процесс осуществляется по методу холодной прокатки металла. Рулоны тонколистовой оцинкованной или полимерной стали с помощью специального оборудования формируются в металлические листы с нужным профилем и формой.
Заводы по производству профнастила работают по следующей схеме:
Рулон стали устанавливаются на специальный разматыватель – оборудование правильно и ровно раскроет и подаст сырье для дальнейшей обработки.
Далее конец листа устанавливается в формовочный станок, который является частью прокатного станка.

Автоматическая система задает нужные параметры для листа: скорость производства, длину листа и количество листов.
Запуск производственной линии.
Для изготовления профнастила необходимо следующее оборудование:
Гидравлический разматыватель. Управляется автоматизированной системой. Кроме этого оборудование имеет собственный блок автоматики, благодаря которому можно настроить скорость подачи стальной ленты в зависимости от скорости обработки листов в прокатном станке.
Режущее устройство. Устанавливается сразу после разматывателя, необходимо для обрезки рулона при необходимости его замены. Для примера, при производстве профнастила потребовалось заменить оцинкованный рулон на сталь с полимерным покрытием.
- Прокатный или формовочный станок. Является главным элементом линии производства. Оборудование превращает обычный лист стали в профилированное полотно. Формирует профиль путем прокатки металла через вальцы определенной формы (форма может отличаться в зависимости от типа профлиста).

Прокатные станки могут быть пневматическими или гидравлическими. Первый тип оборудования может производить профлист длиной до 2,5 м и толщиной не более 1,5 мм. Гидравлические станки более мощные, поэтому именно такие установлены на крупных заводах по производству профнастила. Оборудование позволяет выпускать материал любой длины.
Важно: обрезка плоскими ножницами строго запрещена -это серьезная нарушения норм ГОСТа по изготовлению профнастила.
Добавить комментарий
Изготовление профнастила: заводское производство против кустарного
Производство профнастила представляет собой перспективный и высокорентабельный бизнес, поэтому неудивительно, что профлисты изготавливаются как в промышленных масштабах на заводах металлопроката, так и более мелкими партиями в небольших помещениях индивидуальных предпринимателей.
В зависимости от производителя профнастила, будет различаться не только цена готовой продукции, но и широта её ассортимента, качество покрытия, сроки изготовления и другие, немаловажные для конечного потребителя особенности.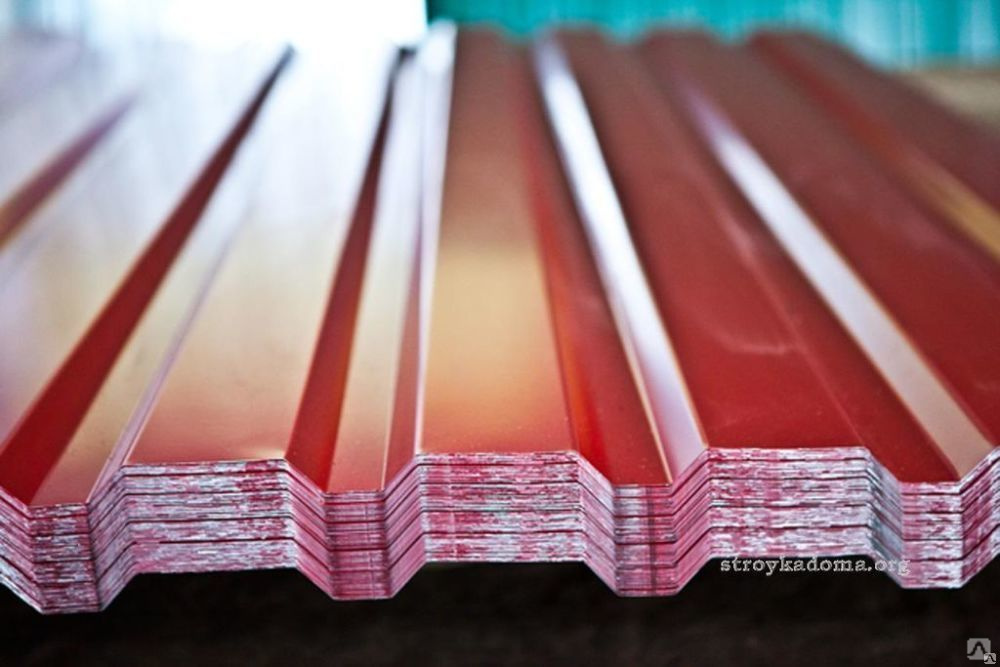
В этой статье мы приведём основные различия между заводским и так называемым «кустарным» производством профнастила, особо отметив те из них, которые могут повлиять на качество и долговечность конструкций, изготовленных из такого материала.
Что даёт изготовление профнастила на заводе?
Как известно, сырьё, которое используется для производства профнастила, имеет большое значение для качества готовой продукции. Логично предположить, что завод по производству профнастила, который уже не первый год прочно занимает место в отрасли, имеет налаженные связи с ведущими поставщиками стали, которые, в свою очередь, в большей степени заинтересованы в сотрудничестве с крупными производителями, а не с мелкими разовыми закупщиками.
Примечательно, что большинство уже зарекомендовавших себя крупных изготовителей профлиста использует только российский металл, традиционно отличающийся поистине эксклюзивным качеством, что гарантирует длительный срок эксплуатации конструкции из профнастила без потери её прочности и надлежащего внешнего вида.
Второй важный фактор, во многом обуславливающий качество готового профлиста, — это линия для профнастила. Высокая степень автоматизации на заводе по изготовлению профнастила позволяет снизить до минимума влияние человеческого фактора и неуклонно придерживаться тех стандартов качества, которые приняты для той или иной марки профнастила.
Третья особенность заводского профнастила, которая тесно связана с оборудованием для его производства, — это широкий ассортимент готовой продукции. Крупное предприятие в состоянии изготовить абсолютно любую из известных марок профнастила – от С8 до Н114, причём современные линии изготовления профлиста позволяют делать это на одном и том же станке, просто перенастроив его под ту или иную марку.
Каждую марку профнастила можно заказать практически любой длины листа в широкой гамме расцветок и с различными финишными покрытиями. Более того, в линейке профнастила завода-изготовителя найдутся и эксклюзивные предложения: например, производство несъёмной опалубки или продольно-гнутого профиля для обустройства арочных конструкций.
Предлагаем посмотреть, как происходит производство профнастила на профессиональном оборудовании от крупного завода профилегибочного оборудования Липецка:
Как изготавливают профнастил «частники»?
Исследователи рынка металлоконструкций справедливо полагают, что рынок профнастила имеет чёткое разделение на два больших сегмента. Если один из них формируется корпоративными клиентами – компаниями, использующими весь диапазон металлопрофиля (от 8 до 114 мм), то другой сегмент представлен частными лицами, эксплуатирующими в основном «низкие» профили (8-21 мм).
Кроме того, на рынке фигурируют и небольшие компании, специализирующиеся на какой-то определённой марке профлиста или, в ещё более редких случаях, на узком диапазоне таких марок (скажем, могут изготавливать только профлист для заборов).
Первое, чем привлекают конечного потребителя «частники» — это экономичность, ведь при профилировании невысокой гофры происходит меньшее сжатие листа, и ширина конечного продукта (при условии идентичной ширины заготовки) остаётся больше, отсюда и более низкая цена за квадратный метр.
В производстве профнастила индивидуальные предприниматели чаще всего используют простые ручные листогибы, обслуживаемые двумя-тремя работниками, что не даёт возможности полностью свести влияние человеческого фактора к минимуму. В качестве исходного сырья зачастую выступает некачественная и дешёвая китайская сталь, что может негативно сказаться на сроке службы конструкций из профлиста.
Кстати, изготовить кустарный ручной листогиб можно и самому. Один из таких листогибов hand made представлен в следующем видеоролике:
И всё же, нельзя сказать, что у «частников» профнастил покупать категорически невыгодно. Если вы хорошо разбираетесь в профлисте и умеете отличать качественную продукцию от некачественной, то, выбирая профлист от индивидуального предпринимателя, можете существенно сэкономить, ведь «частник», в попытке удержаться на плаву, заинтересован в каждом клиенте, в то время как на заводе цена стройматериала фиксирована.
Кроме того, многие заводы, изготавливающие профнастил, ставят ограничение по размеру партии, поэтому если у вас есть необходимость покупки небольшой партии листов, вам всё равно придётся обращаться к «частникам». Что касается срока изготовления заказа, то в ряде случаев индивидуальный предприниматель, несмотря на не самое совершенное оборудование, может справиться быстрей завода, если последний, скажем, перегружен заказами.
Завод и «частник»: плюсы и минусы
Основные преимущества и недостатки покупки профнастила на крупном заводе и у индивидуального предпринимателя сведены в следующую таблицу:
| Плюсы | Минусы |
Завод по изготовлению профнастила |
|
|
Индивидуальный предприниматель |
|
|
Изготовление профлиста — Profilesteel.
 ru
ru
Профилированный лист — это готовое изделие, поверхность которого покрыта полимерным составом, благодаря чему увеличивается плотность и несущая способность готового изделия. Используется в качестве облицовочного материала, благодаря свои эстетическим свойствам. Также имеет широкое применение в устройстве ограждающих конструкций.
Основные виды станков
Для изготовления профилированного листа применяют специальное оборудование – горизонтальные станки. Как правило, они направленны на холоднокатаный метод, так как горячекатаное производство слишком дорогостоящее и, в большинстве случаев, нецелесообразно.
Всего существует три вида станков:
-
ручные; -
полуавтоматические; -
автоматические.
Ручные агрегаты часто собирают самостоятельно, а не приобретают в готовом виде. Их использование требует применение физической силы человека, что делает процесс долгим и тяжелым. Более того, готовые изделия имеют дефекты, брак, отклонения от требований ГОСТа.
Их использование требует применение физической силы человека, что делает процесс долгим и тяжелым. Более того, готовые изделия имеют дефекты, брак, отклонения от требований ГОСТа.
Полуавтоматические станки оснащены электрогидравлическим двигателем. Большинство процессов выполняется автоматически без участия человека. Готовая продукция отвечает нормативам ГОСТа, обладает высоким качеством, практически полным отсутствием брака. Такие машины часто используют на крупных производствах с большим выпуском продукции.
Автоматическое оборудование по качеству выпускает ничем не лучше профилированные листы, чем полуавтоматическое. Однако отличается улучшенной комплектацией и практически полным отсутствием контроля оператора. Такие станки самые дорогостоящие. Несмотря на это, они максимально полезны на крупных заводах, так как помогают не только ускорить рабочий процесс, но и сэкономить на найме сотрудников.
Этапы производства профлиста
Все этапы производства находятся под контролем системы управления, что гарантирует установку скорости выполнения работ, необходимые размеры и нужное количество металлоизделий на выпуске. Готовый продукт может производится и продаваться, как с защитным покрытием, так и без него и быть разных размеров.
Готовый продукт может производится и продаваться, как с защитным покрытием, так и без него и быть разных размеров.
Для обеспечения максимально комфортных и безопасных условий труда, в помещении должен быть предусмотрен козловой кран, соблюден режим температуры не ниже +4 градусов по Цельсию и подготовлены складские помещения для хранения профилированных листов.
Изготовление осуществляется следующим образом. В первую очередь выполняется разработка проекта с учетом вида, параметров, цвета и количества изделий. Далее, сам процесс производства профлистов на специализированной автотехнике по определенным технологиям. Готовая продукция проходит контроль качества, после чего осуществляется перевозка и доставка товара покупателям (или самовывоз).
Однако процесс производства имеет свои нюансы. Разберемся более детально:
-
рулонный материал помещается на специальный приемник; -
механизм, отвечающий за разматывание, раскручивает рулон, подавая листовую сталь в прокатный стан; -
тонколистовая сталь проходит через заранее настроенные вальцы, приобретая заданную форму; -
готовое изделие разрезается гильотинными ножницами, после чего автоматически помещается в пункт выдачи.
Несмотря на автоматизированный процесс производства, за работой оборудования наблюдает оператор. В случаях, когда выпуск профлиста определенных размеров или видов ограничен, сотрудник останавливает технику и меняет настройки.
Можно сказать, что производство профлиста не сложный процесс. Он заключается в методике холодной прокатки тонкого металлического листа между специальными вальцами, первый из которых выполняет роль пуансона, а другой — матрицы. От типа вальцов обуславливается дальнейший тип выделки. Она бывает прямоугольной, трапециевидной, волнистой.
Изготовление изделий происходит на специализированном оборудовании. Применяется сталь с полимерным покрытием или оцинкованная. Производят изделие по определенным геометрическим параметрам. Есть 2 метода производства: комбинированный и одновременный. Последний вариант означает прокат всех листов в одно время, с первой клетки станка проката. В ходе операции можно экономить на производственных помещениях, так как данный станок малых размеров.
Значительно больше оборудование для комбинированного варианта. Одновременная обработка профилирует металл ровно, без допуска брака. В составе такой линии приемник, механический разматыватель, холодная прокатка и гильотинные ножницы. Четкое и непрерывное функционирование линии обеспечено автоматической системой управления, контролирующей всю схему создания заготовки. После прохождения разматывателя, рулон фиксируется и удерживается в одном положении, затем движется на формовочную машину, на которой профилируется. Готовый лист движется к гидравлическим ножницам, обрезающим его по заданным размерам. После этого отправляется на приемный стол, где укладывается и движется на склад.
Комбинированный способ предусматривает создание профлиста таким способом: после подачи металла на станок, за один проход изготавливается одно или несколько ребер листа.
Требования к оснащению
На любом производстве допущение брака продукции означает материальные потери. Чтобы предотвратить такую ситуацию, необходимо заранее приобретать надежное оснащение. Линии для выделывания профлиста должны обязательно быть оборудованы механизмами фиксации стальных рулонов. Это объясняется тем, что любые действия с тяжелыми рулонами без специального фиксатора невозможны по технике безопасности. Стоит обратить внимание и на наличие устройства регулировки степени провисания заготовленного сырья между размоткой и приемом, которое поможет выполнять работу на высокой скорости.
Чтобы предотвратить такую ситуацию, необходимо заранее приобретать надежное оснащение. Линии для выделывания профлиста должны обязательно быть оборудованы механизмами фиксации стальных рулонов. Это объясняется тем, что любые действия с тяжелыми рулонами без специального фиксатора невозможны по технике безопасности. Стоит обратить внимание и на наличие устройства регулировки степени провисания заготовленного сырья между размоткой и приемом, которое поможет выполнять работу на высокой скорости.
Для обеспечения производительности в оборудовании должны быть валы для выполнения разных опций в составе автоматической системы. Они отгружают металл для обрабатывания и выгрузки на приемник. Это сокращает трудозатраты человека и делает рабочий процесс быстрее.
Универсальный привод нужен для высокой эффективности и должен обладать большой мощностью для этих целей. От ножниц требуется качественная обрезка по заданным параметрам, без дефектов. На линии обязательно должно быть наличие отсека для уже выполненных изделий.
ТОП-3 станков для производства профлиста
Огромный выбор оборудования для производства профлиста часто приводит покупателей в заблуждение. Важно понимать, какая именно установка подойдет для того или иного бизнеса. Многие крупные предприятия приобретают сразу несколько агрегатов, чтобы производить более обширный ассортимент марок материала. Однако если предприниматель только собирается заниматься этим бизнесом, для покупки нескольких станков придется немало потратиться, что не всегда по карману.
В случаях, когда бюджет ограничен, но есть желание купить действительно качественное и многофункциональное оборудование, специалисты рекомендуют останавливать свой выбор на двухъярусных агрегатах. Они позволят выпускать профлист дух марок, что увеличит количество покупателей.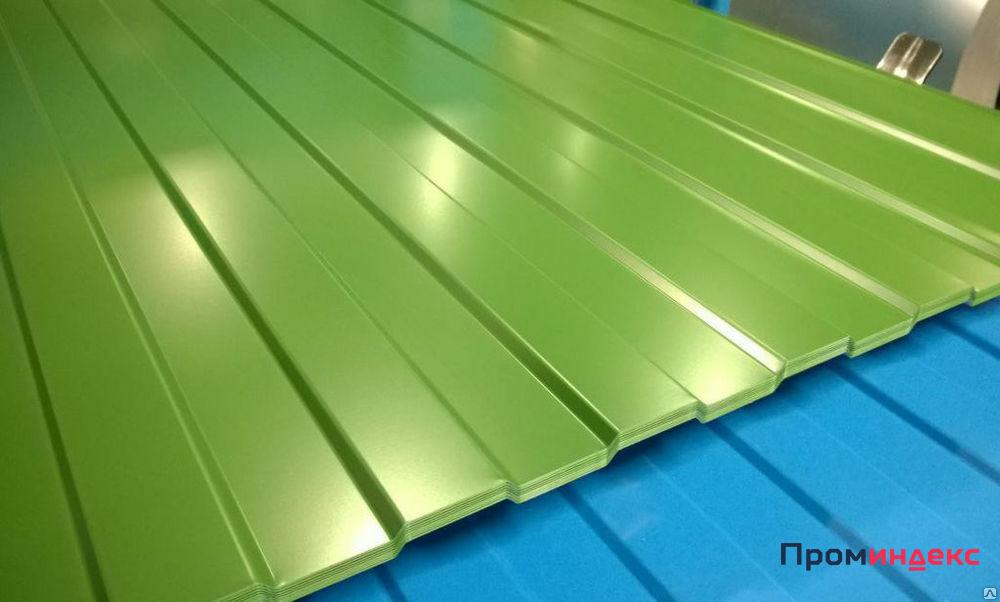 Давайте разберем самые востребованные модели производственного оборудования, которые пользуются популярностью у заводов-изготовителей.
Давайте разберем самые востребованные модели производственного оборудования, которые пользуются популярностью у заводов-изготовителей.
Станок С8
Станок С8 представляет собой горизонтальное производственное оборудование непрерывного действия. Работает с тонколистовой оцинкованной сталью, выпуская готовый продукт в максимально короткое время. Оснащен системой логического управления, что позволяет уменьшить трудозатраты человека.
К основным характеристикам относят следующие:
-
автомат/полуавтомат; -
мощность не более 9,25 кВт; -
сеть — 380 Вт; -
производительность — не более 12 м в минуту; -
обслуживание 2 человека; -
размеры агрегата – 8000 х 1500 х 1300 мм.
Гильотина для резки оборудована цельными ножами. Верхняя часть сделана так, чтоб срез металла проходил не по ширине, а в конкретной точке. Механизм настройки ножниц расположен по внешней стороне, благодаря чему настройка осуществляется быстро, после каждой шлифовки. Их мощность 2,2 кВт, резка происходит за 2 секунды, весят 450 кг, режут металл 0,3-0.6 мм. Приемно-транспортный стол, на который материал попадает после профилирования и обрезания, оснащен секцией в 3 метра и двумя штабелерами.
Верхняя часть сделана так, чтоб срез металла проходил не по ширине, а в конкретной точке. Механизм настройки ножниц расположен по внешней стороне, благодаря чему настройка осуществляется быстро, после каждой шлифовки. Их мощность 2,2 кВт, резка происходит за 2 секунды, весят 450 кг, режут металл 0,3-0.6 мм. Приемно-транспортный стол, на который материал попадает после профилирования и обрезания, оснащен секцией в 3 метра и двумя штабелерами.
Руководит всеми этими приборами АСУ с доступным пользовательским интерфейсом и меню на русском языке. Есть возможность задавать главные размеры. Предупреждает об ошибках и поломках путем сообщения в меню. Управляет скоростью прокатки, численностью продукции, контролирует паузы между отгрузкой и загрузкой элемент
Станок С10/С21
Это двухъярусный электроагрегат горизонтального типа, с непрерывным циклом работы. Изготавливает настил из оцинкованной и полимерной стали. Технология производства на станке: подача листа стали – формовка – вырезание – готовая продукция.
Технические параметры:
-
автоматическое управление; -
размеры 7000х1600х1400; -
мощность 4 кВт; -
18 клетей по 80 мм; -
толщина обрабатываемого металла 0,3-1.2 мм; -
ширина 1250 мм; -
скорость 12 м/с; -
вес 7,5 т.
В составе данной линии: разматыватель, плита для приема металла, формовочный стан, ножницы, пресс гидравлический, автоматическое управление, счетчик.
В разматывателе, который ведет непрерывную подачу материала в прокатный стан, вмещаются рулоны по 508 мм, с нагрузкой 3 штуки по 7 тонн. Плита приема предназначена для обрабатывания и обеспечения профлисту ровного и одинакового размера. Прокатный стан сгибает и формирует обработку до нужного вида. На его раме расположены клети, профильные ножницы, направляющий механизм и электрический привод. Автоматические ножницы находятся на раме формовочной машины. Их лезвия качественно обрезают профиль до нужного размера.
Прокатный стан сгибает и формирует обработку до нужного вида. На его раме расположены клети, профильные ножницы, направляющий механизм и электрический привод. Автоматические ножницы находятся на раме формовочной машины. Их лезвия качественно обрезают профиль до нужного размера.
Гидравлический пресс станка работает таким образом: топливный насос зубчатки управляется введением в цилиндр системы отрезного прибора гидросмеси. Он сконструирован из одного бака для топлива, одного насоса и трубы, двух электромагнитных вентилей. Мощность двигателя 4 кВт.
Автоматическое руководство на оборудовании соответствует новейшим технологиям. САУ нужна для полного автоматизирования операции проката, с управлением скорости (с опцией модерации производительность-качество), численности, пауз. В пульте жидкокристаллическая панель, сенсорная, которая отвечает за функциональность и аварийное отключение. Эта система осторожно включает и выключает линию, не допускает буксовку, не натягивает цепи, увеличивает продуктивность и срок эксплуатации.
Счетчик просчитывает длину профиля, а приемник принимает нарезанные листы и штабелирует упаковки готового товара.
Станок С8/С21
Устройство представляет собой стационарную линию больших размеров, на которой изготавливаются листы профиля 1160х1000 мм. Его строение – это механический разматыватель, прокатный стан, приемный стол, который работает по параллельной схеме. В качестве материала применяется закаленная высокопрочная сталь.
Технические характеристики С8/С21:
-
автоматизированный агрегат; -
мощность 7 кВт; -
габариты 7000х1600х1400; -
обрабатываемый металл 0,2 – 0,8 мм; -
ширина ленты 1250 мм; -
скорость 6-8 м/мин; -
количество валов- 14.
Ножницы гильотинные работают на гидравлическом насосе. Управляется станок автоматизированной системой с жидкокристаллическим дисплеем, вольтметром и светодиодами. Весь интерфейс прост и понятен в применении. Обслуживание машины составляет не менее 2 человек.
Станок С8/С21 — это двухуровневое оснащение, с электромеханическим прокатным станом. Предназначено для средних и крупных промышленных заводов по металлообработке. Для производства профиля подходит как оцинкованная листовая сталь, так и металл разных цветовых гамм, с полимерным покрытием.
Как появился профлист. Производство профнастила от «Металл Профиль».
4894 просмотра
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.

- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия).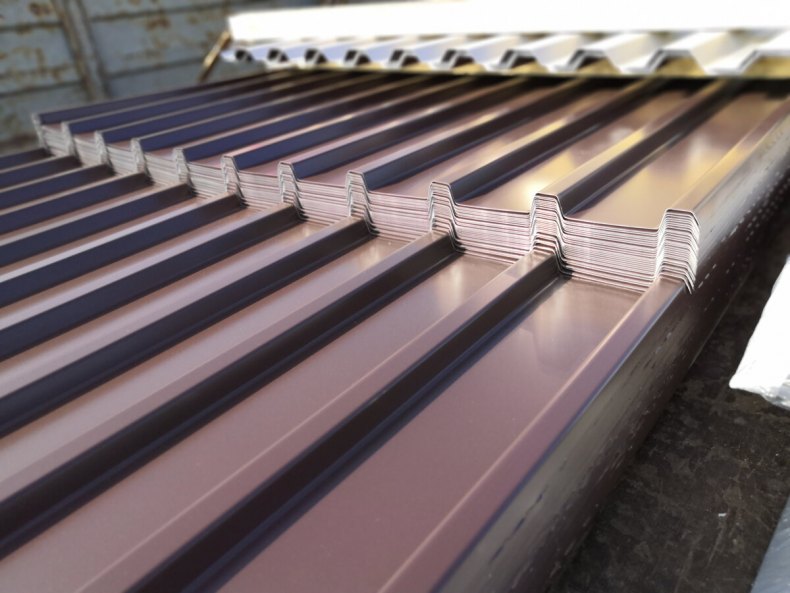 Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения.Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.
Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами.Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 — 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка. Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.
Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи.Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки. Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.
Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений.Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».

Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
В статье упоминаются категории:
Профилированный лист
Назад к списку
Станок для производства профнастила: виды, изготовление своими руками
- Свойства профнастила
- Типы оборудования для производства профнастила
- Структура производственных линий
- Как изготовить станок для производства профлистов
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.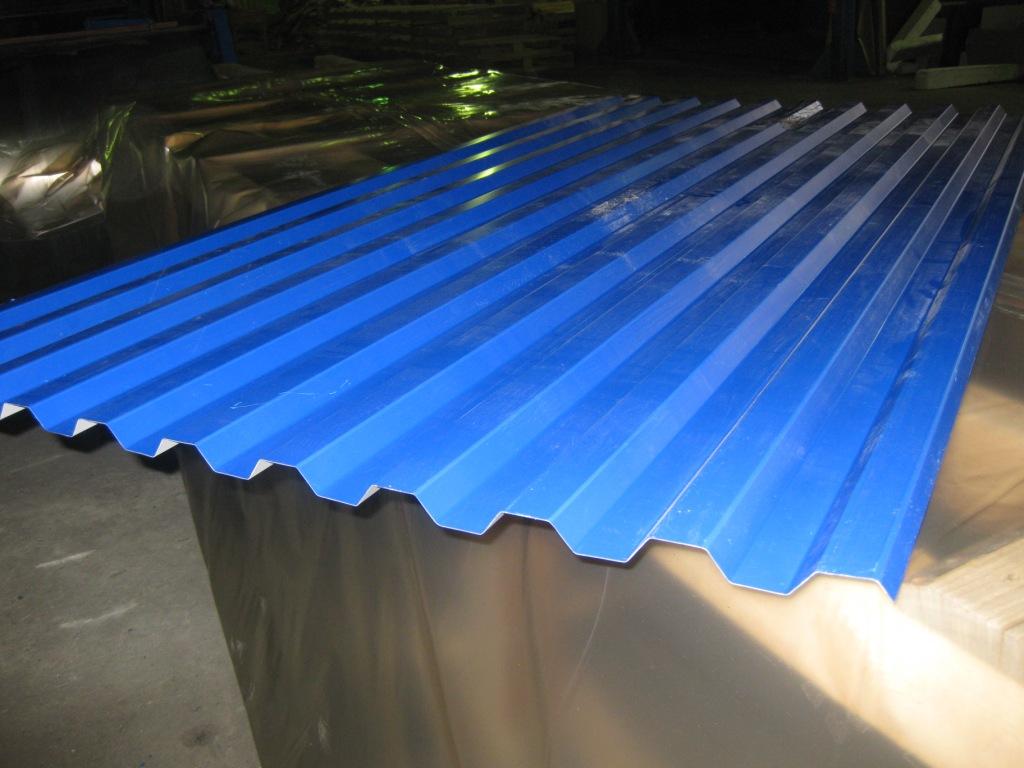
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях.
 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции. - Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Производство профнастила, металлочерепицы — завод по производству кровельных и фасадных материалов
Металлочерепица
Подробнее
Подробнее
Порошковое покрытие металлических изделий
запуск современной автоматической линии порошковой покраски
— Окраска изделий в автоматическом режиме
— Контроль всех компонентов окрасочной системы
— Системы фильтрации и рекупирации краски
— Европейские стандарты качества
Подробнее
Качественные материалы
для кровли и забора
ПО ВЫГОДНЫМ ЦЕНАМ
Подробнее
Комплексные решения
ДЛЯ ВЕНТИЛИРУЕМЫХ ФАСАДОВ
Подробнее
Проектирование фасадов
ЗДАНИЙ И СТРОЕНИЙ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Подробнее
Доставка продукции
собственным автотранспортом в любую точку России и Зарубежья
Подробнее
Гибка и пробивка деталей
из листового проката на
высокотехнологичных станках
с ЧПУ марки DURMA
Подробнее
Обрабатываем тонколистовой металл для различных сфер деятельности, по типовым и индивидуальным требованиям.
Изготавливаем и поставляем широкий перечень продукции, в том числе:
- Профнастил
- Гофролист
- Гладкий лист
- Штрипс
- Евроштакетник
- Сэндвич-панели
- Фасадные кассеты, подсистема
- Доборные элементы
- Другие металлоизделия
Оказываем широкий спектр услуг:
ГОТОВНОСТЬ К ЗАКАЗАМ ЛЮБОГО ОБЪЕМА
Ежегодно перерабатываем свыше 85 000 тонн продукции;
Располагаем обширным производственным парком: 21 прокатный стан, 16 высокоточных станков с ЧПУ и автоматическая линия порошковой окраски;
25 000 м2 площадей;
300+ высокопрофессиональных специалистов.
ОПТИМАЛЬНОЕ СООТНОШЕНИЕ ЦЕНЫ И КАЧЕСТВА
Ассортимент под любые потребности;
Контроль качества на каждом этапе производства;
Прямые долгосрочные поставки от ведущих металлургических комбинатов;
Гибкая ценовая политика.
ПОСТАВКИ БЕЗ ОГРАНИЧЕНИЙ
Собственный грузовой автопарк;
Партнерство с транспортными компаниями по всей России и странам зарубежья;
Оперативные поставки в любое время и место.
Работаем оптом и в розницу с юридическими и физическими лицами.
К каждому клиенту — индивидуальные условия и ориентир на долгосрочный результат!
Презентация компании
Кровля
профнастил металлочерепица гофролист штрипс водосточная система доборные элементы крепеж гидро-пароизоляция
- Перейти
Ограждения
евроштакетник профнастил забор жалюзи комплектующие элементы профильная труба
- Перейти
Фасад
фасадные кассеты стеновой профнастил сэндвич-панели доборные элементы крепеж гидро-пароизоляция
- Перейти
Услуги
Гибка листового металла на станке с ЧПУ
Подробнее >
Координатная пробивка отверстий в металле
Подробнее >
Лазерная резка металла
Подробнее >
Порошковая покраска металлических изделий
Подробнее >
Проектирование фасадов зданий и строений
Подробнее >
Отдел технического контроля
Подробнее >
Вальцовка листового металла
Подробнее >
Правка листового металла
Подробнее >
Услуги
Гибка листового металла на станке с ЧПУ
Подробнее >
Координатная пробивка отверстий в металле
Подробнее >
Лазерная резка металла
Подробнее >
Порошковая покраска металлических изделий
Подробнее >
Проектирование фасадов зданий и строений
Подробнее >
Отдел технического контроля
Подробнее >
Вальцовка листового металла
Подробнее >
Правка листового металла
Подробнее >
Профметалл — надежный и добросовестный производитель
В работе мы используем новейшее оборудование, от ведущих изготовителей прокатных станков, что несомненно сказывается на качестве нашей продукции.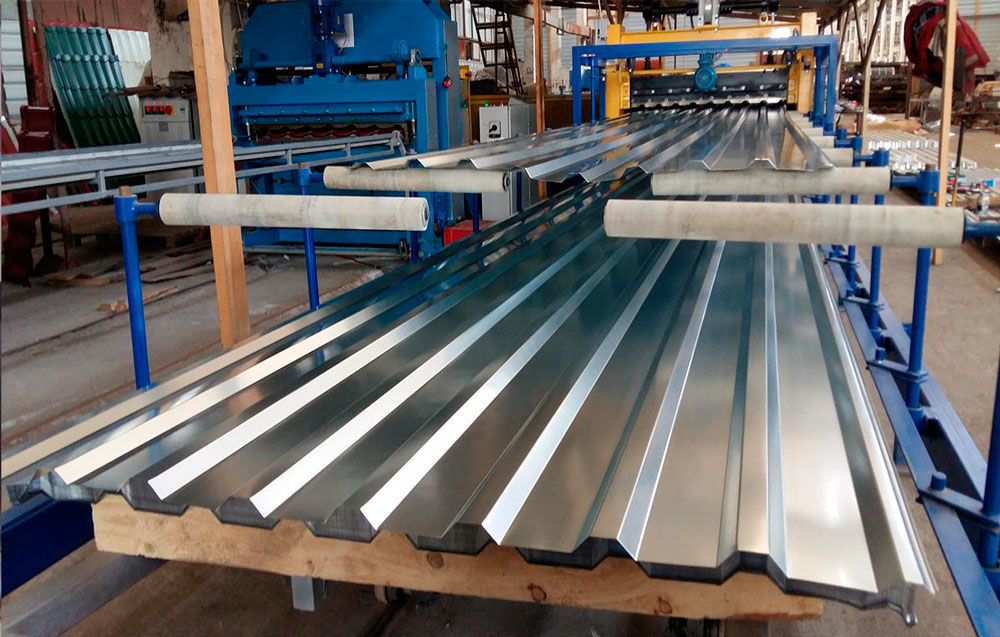 Все виды профилей, что мы производим, полностью отвечают требованиям ГОСТа и позволяют поставлять нашу продукцию по государственным контрактам.
Все виды профилей, что мы производим, полностью отвечают требованиям ГОСТа и позволяют поставлять нашу продукцию по государственным контрактам.
НАША ОРГАНИЗАЦИЯ ПРОИЗВОДИТ И РЕАЛИЗУЕТ:
- Профнастил
- Металлочерепицу
- Гладкий лист
- Штрипс
- Фасадные кассеты
- Евроштакетник
- Доборные элементы для фасада и кровли любой сложности
- О компании
- Сертификаты
Мы всегда открыты для сотрудничества
Наше предприятие металлообработки всегда готово предложить своим потенциальным партнёрам самое взаимовыгодное сотрудничество. Благодаря активному развитию, наш завод давно утвердил и укрепил свои позиции на отечественном рынке производителей строительных материалов. Постоянное расширение производства и совершенствование оборудования позволяют нам предложить своим будущим партнерам сотрудничество на самых взаимовыгодных условиях.
Стать партнёром
Жилой дом на Бауманской
Узнать больше
ЖК «Преображение»
Узнать больше
ЖК Тетрис
Узнать больше
ЖК «Сердце Одинцово»
Узнать больше
ЖК Балаклавский проспект
Узнать больше
M.
 3.2 Планы и профили
3.2 Планы и профили
M.3.2 Планы и профили
Описание
Этот модуль инструктирует пользователей, как создавать планы и профили из трассы. Пользователи узнают:
- Как создавать именованные границы, которые будут использоваться для создания листов планов и профилей.
- Различие между моделями чертежей и моделями листов, которые используются в процессе создания листов.
- Как создавать листы планов и профилей – готовые к печати.
Цели
- Создание планов
- Создание профилей
- Просмотр именованных границ
- Настройка макета листа
- Аннотировать
Быстрые шаги
Создание листа плана
Создание листа профиля
Просмотр листов плана и профиля
Просмотр именованных границ
Настройка макета листа
Удаление листов0011
Создать раздутую деталь
Разместить метки (аннотации)
Метка — горизонтальное выравнивание
Метка — профиль (вертикальное выравнивание)
Инструменты аннотации CTDOT
Метка начала проекта, конца проекта и ограничения1
Этикетка – Размещение выноски
Примечания
Создать лист плана
Все файлы контрактных планов, профилей и сечений будут находиться в папке Contract_Plans в папке дисциплин; пример: папка проекта/Highways/Contract_Plans.
1. Создайте проектную модель, которая будет использоваться для создания плана и листов профиля для проекта. Перейдите в папку Contract_Plans, чтобы создать новый файл 2D-проекта, используя соглашение об именовании файлов, как описано в Приложении/разделе CTDOT-CONNECT-DDE Volume-016 «Именование файлов» (пример: HW_CP_5678_5678_PlanPro_SR_14.dgn), и используя правильный исходный файл:
…\CT_Configuration\Workspaces-Civil\CT Civil English WorkSpace\Standards\Seed\Seed2D — CT RoadDesign.dgn
2. Ссылка в файле мастер-модели, он находится в папке Highways/Base_Models в папке проекта, например: HW_CB_5678_5678_Master_Model.dgn. См. CTDOT CONNECT DDE Volume 3 — ORD Roadway Modeling — Module 1 — Создание файлов базовой модели
обследования, а также местности.
4. Настройте виды дисплея, чтобы отображались вид по умолчанию и вид профиля. Установите ландшафт в активное состояние и сохраните настройки.
5. Выберите Чертежная продукция > Именованные границы > Именованная граница > Поместите названную границу . Именованная граница — это замкнутый элемент, с которым связано имя. Ранее вы могли создавать именованные ограждения из ограждений, объемов обрезки и масок обрезки.
Именованная граница — это замкнутый элемент, с которым связано имя. Ранее вы могли создавать именованные ограждения из ограждений, объемов обрезки и масок обрезки.
6. Выберите режим Civil Plan . Установите Исходное значение чертежа на 40 Лист плана контракта масштаба . Установите масштаб детализации на 1 дюйм = 40 футов. Имя набора будет установлено на План 1.
СОВЕТ: Добавление цифры 1 в конце имени обеспечивает более единообразие названий именованных границ и листов, поскольку номер включен в первое имя. В противном случае увеличивающаяся нумерация начинается со второго имени, например: План, План 1, План 2.
7. Установите для группы значение (Новый) . Установите имя группы в соответствии с именем трассы, обычно номером маршрута или названием улицы (это нижнее поле имени, которое определяет имя названной группы границ). Пример: SR 14 (для государственной трассы 14). Длина (длина выравнивания на одном листе), Смещение влево и Смещение вправо (смещение от выравнивания), Перекрытие должно быть установлено на 0 (лист перекрывает другой), а Граничные хорды имеют предустановленные значения.
Длина (длина выравнивания на одном листе), Смещение влево и Смещение вправо (смещение от выравнивания), Перекрытие должно быть установлено на 0 (лист перекрывает другой), а Граничные хорды имеют предустановленные значения.
8. Включите параметр Создать чертеж , чтобы листы создавались сразу после создания именованных границ. Включите параметр Показать диалоговое окно . Это диалоговое окно используется для переопределения настроек, определенных исходным кодом чертежа, если это необходимо.
9. В 2D виде (вид в плане по умолчанию) выберите трассу, вдоль которой будут созданы именованные границы в плане. Командная строка (нижний левый угол) будет выглядеть так: Разместить именованную границу Гражданский план > Определить элемент пути . С помощью курсора выберите выравнивание.
10. Выберите желаемое начальное местоположение. Следуйте инструкциям. Командная строка: Разместить строительный план именованной границы > Принять/Отклонить. Определите начальную точку пути для размещения границы . Следуйте инструкциям.
Определите начальную точку пути для размещения границы . Следуйте инструкциям.
СОВЕТ : Добавьте дополнительный элемент слева от начала пикетажа, например: Начальный пикет — 100+00, в поле «Начальное местоположение» введите 99+00, это переместит именованную границу влево от начала разбивки. . Верните курсор в диалоговое окно, войдите в начальную станцию, нажмите кнопку Tab, вернувшись в представление, щелкните левой кнопкой мыши, чтобы принять.
11. Затем выберите Место остановки . Командная строка: Разместить именованную границу Гражданский план > Определить конечную точку пути для размещения границы . Именованные границы отображаются интерактивно при перемещении курсора. Примите расположение конечной точки для именованной границы. Командная строка: Разместить строительный план именованной границы > Принять/Отклонить. Точка данных на виде в плане для размещения границы. Определите конечную точку пути для размещения границы.
Определите конечную точку пути для размещения границы.
12. Появится диалоговое окно Создать чертеж . Убедитесь, что для параметра Mode: установлено значение Plan, Name: должно быть заполнено с помощью инструмента Plan 1 from Place Named Boundary Civil Plan. В части диалогового окна «Модель чертежа» установите масштаб аннотации на 1 дюйм = 40 футов . В части диалогового окна «Модель листа» установите для параметра «Масштаб деталей» значение 1 дюйм = 40 футов .
13. Включите Добавить в индекс листа опция. Этот вариант будет обсуждаться позже в этом модуле. Включите опцию Open Model .
14. Нажмите OK , чтобы создать листы. Следуйте инструкциям в левом нижнем углу, щелкните левой кнопкой мыши, чтобы определить именованные границы. Может потребоваться несколько щелчков левой кнопкой мыши.
В диалоговом окне группы видов теперь можно увидеть только что созданные модели чертежей и модели листов.
Создать лист профиля
1. Откройте проектную модель плана и профиля и отобразите вид профиля. Если еще не открыт.
СОВЕТ : Если вы сохранили настройки после настройки видов (шаг 2 из раздела создания листа плана), измените активную группу видов на Мультимодальные виды.
2. Выберите Чертежная продукция > Именованные границы > Именованная граница > Поместите названную границу .
3. Выберите Civil Profile 9режим 0008. Настройте поля диалога следующим образом:
- Исходное значение чертежа > 40 Масштаб листа профиля контракта
- Масштаб деталей > 1 дюйм = 40 футов
- Имя > Профиль 1 (это верхнее поле имени, которое определяет имя именованной границы)
- > Из группы планов
Метод
Метод From Plan Group сопоставляет именованные границы профиля с именованными границами плана. Метод ограничения станций используется для определения именованных границ профиля, которые не соответствуют границам плана, например, для листов только профиля, например: лист профиля для местной дороги.
Метод ограничения станций используется для определения именованных границ профиля, которые не соответствуют границам плана, например, для листов только профиля, например: лист профиля для местной дороги.
- Группа планов > Выберите нужную группу планов, если в этом файле их несколько. Это имя группы планов, которая содержит именованные границы плана, которые также будут определять местоположения именованных границ профиля, например: как именованные листы плана: SR 14 или State Route 14.
- Группа > (новый)
- Имя > Номер маршрута или название улицы, например: SR 14 или State Route 14
Это нижнее поле имени, которое определяет имя именованной группы границ для профилей. Это то же имя группы, которое мы использовали для части плана, но это две разные группы, одна из которых связана с планом, а другая — с профилем. Подробнее об этом позже в этом модуле.
Подробнее об этом позже в этом модуле.
- Вертикальное преувеличение > 10
- Доступная высота профиля, Верхний зазор (включен), Нижний зазор (включен) , Интервал отсчета высоты, Интервал отсчета пикета и Сдвиги профиля задаются начальным значением чертежа.
4. Убедитесь, что все включено.
- Использование местности
- Использовать активную вертикаль
- Создать чертеж
- Показать диалоговое окно
5. Следуйте подсказкам в левом нижнем углу, Командная строка: Разместить именованную границу Civil Profile > Идентифицировать вид профиля Щелкните в окне Profile View, чтобы определить именованные границы. Требуется более одного клика.
6. Появится диалоговое окно Создать чертеж . Измените режим на Profile и имя на Profile 1 (или сокращенно Pro 1). Все остальное предустановлено за вас.
7. Включите: Добавить в указатель листа и Открыть модель .
8. Нажмите OK , чтобы создать листы. Следуйте инструкциям в левом нижнем углу, щелкните левой кнопкой мыши, чтобы определить именованные границы. Может потребоваться несколько щелчков левой кнопкой мыши.
Просмотр планов и профилей
Существует несколько способов просмотра отдельных листов. Нажмите на вкладку «Вид » > В наборе инструментов «Группы просмотра» вы можете выбрать любой из листов. Этот же инструмент также доступен в Панель инструментов «Управление группами просмотра» , если она закреплена внизу (обычно так и есть).
1. Выберите инструмент View Group для просмотра листов. Каждый лист имеет модель чертежа и модель листа.
Модель чертежа всегда является 2D, является подмножеством 2D или 3D проектной модели и является прямой ссылкой на названную граничную область, она геопространственно верна. Модель чертежа используется для применения аннотаций, размеров и выносок к проекту, например: выноски для таких элементов, как пределы уклона и водосборные бассейны, или размеры для смещения направляющих. Затем модель чертежа ссылается на модель листа. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
Модель чертежа используется для применения аннотаций, размеров и выносок к проекту, например: выноски для таких элементов, как пределы уклона и водосборные бассейны, или размеры для смещения направляющих. Затем модель чертежа ссылается на модель листа. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
Модель листа всегда 2D, служит электронным чертежным листом (печатным листом), обычно имеет ссылки на чертежи и проектные модели, которые масштабируются и позиционируются для создания чертежа, пригодного для печати. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
2. Откройте и просмотрите модель листа для плана 1, выбрав Plan 1 [Sheet] Views, а затем выберите Apply .
СОВЕТ : Вы также можете дважды щелкнуть любую модель в списке, чтобы открыть ее.
Откроется модель листа для плана 1. Обратите внимание, что ячейка границы размещена на оси 0,0, на названную форму границы и все модели проекта ссылаются. Номер проекта, описание и название города будут автоматически заполнены из ПОДКЛЮЧЕННОГО проекта, название чертежа будет заполнено текстом, введенным в поле описания модели. Для получения более подробной информации см. Раздел 1 – Введение – ГРАНИЦА ДОГОВОРА ИНТЕРГРАЦИЯ ТИТУЛЬНОГО БЛОКА
Номер проекта, описание и название города будут автоматически заполнены из ПОДКЛЮЧЕННОГО проекта, название чертежа будет заполнено текстом, введенным в поле описания модели. Для получения более подробной информации см. Раздел 1 – Введение – ГРАНИЦА ДОГОВОРА ИНТЕРГРАЦИЯ ТИТУЛЬНОГО БЛОКА
3. Откройте и просмотрите модель чертежа для Плана 1, выбрав Виды Плана 1 из списка, а затем выбрав Применить .
Откроется чертежная модель плана 1. Обратите внимание, что фигура «Именованная граница» имеет ссылку, линия метки совпадения и выноска также добавлены в модель чертежа, и модель является геопространственно корректной. Аннотации вида в плане должны быть сделаны в модели чертежа.
4. Просмотрите остальные модели листа, выполнив те же действия, что и выше. Узнайте, как перемещаться между различными моделями чертежей и листов.
Просмотр именованных границ
1. Снова выберите представление Мультимодель.
Снова выберите представление Мультимодель.
2. Откройте диалоговое окно Чертежная продукция > Именованные границы > Именованные границы .
3. В поле Именованные границы разверните Группы планов . Существует группа планов для листов плана, названная при создании, например: SR 14. Имя группы и отдельные именованные границы взяты из значений, определенных в диалоговом окне «Именованная граница места». Расширение Связанные группы профилей показывает связь с группой профилей: пример SR 14, которая также называется группой плана.
4. Щелчком по отдельному плану названная граница выделяется на виде 1.
5. Развернуть Группы профилей . Существует группа профилей для просмотра отдельных профилей с именами границ для листов профиля, названных во время создания, например: SR 14.
Настройка макета листа
Окончательные корректировки макетов листов можно внести в справочных приложениях.
1. Используйте инструмент View Group для выбора модели Plan [Sheet] Views, например: Plan 2 [Sheet] Views.
2. Выберите Главная > Основной > Инструменты прикрепления > Ссылки . В диалоговом окне «Ссылки» выберите первое вложение, это модель чертежа в плане, например: (Логический) План 2-1, HW_CP_5678_5678_PlanPro_SR_14
3. Нажмите на команду « Переместить ссылку » для активации, затем нажмите на Именованную границу, это активирует названную границу со всеми ссылками (должны быть выделены) и «прикрепленными» к курсору, переместите все для лучшего соответствия контуру листа.
4. Щелкните левой кнопкой мыши , чтобы принять новое опорное местоположение.
Помните, что листы являются ссылками на соответствующий план, профиль или пространство поперечного сечения. Любые элементы, видимые на исходном чертеже, автоматически появятся на листах.
Настройка именованных границ профиля
При необходимости можно настроить вертикальное положение именованной границы профиля. Откройте представления мультимоделей.
1. Выберите Чертежная продукция > Именованные границы > Именованная граница > Настроить именованную границу профиля.
2. Щелкните левой кнопкой мыши в окне просмотра профиля (пример: Вид 2).
3. Щелкните левой кнопкой мыши на одной из именованных границ профиля . Граница имени перемещается вертикально вместе с курсором, что позволяет настроить точное положение границы. Обратите внимание, что граница перемещается с шагом, определяемым высотой; Базовое расстояние, в этом примере 10’. Интервал отсчета высоты был одним из параметров, которые можно было установить при создании именованных границ.
Удаление листов
Иногда необходимо удалить листы. Лист состоит из нескольких частей.
Лист состоит из нескольких частей.
- Именованная граница, которая определяет границы того, что показано на плане или профиле.
- Модели чертежей для аннотаций и размеров.
- Листовые модели с электронными чертежными листами.
Чтобы полностью удалить лист, необходимо удалить их все.
СОВЕТ : Когда возникает необходимость удалить листы в зависимости от количества листов в вашем проекте, может быть проще создать новую проектную модель и начать все сначала и удалить только из указателя листов. Это связано с тем, что обычно план с именем «граница» связан с профилем с именем «граница», и профили также необходимо удалить.
3. Выберите Главная > Основные > Модели . Выберите все модели чертежей и листов для видов в плане и профиле; пример План 1 и 2 [Лист] и План 1 и 2, Профиль 1 и 2 [Лист] и Профиль 1 и 2. Нажмите Удалить модели . УВЕДОМЛЕНИЕ. При необходимости листовые модели также удаляются из списка листов. Закройте диалоговое окно «Модели».
Закройте диалоговое окно «Модели».
4. Удалить Именованные границы для листов планов и листов профилей. Откройте диалоговое окно Чертежная продукция > Именованные границы Именованные границы .
5. Разверните разделы План и Группы профилей . Выберите группу планов, например SR 14.
6. Появится предупреждение , подтверждающее, что именованные границы и связанные с ними сохраненные виды будут удалены. Нажмите Да. Каждая граница удаляется.
Создать увеличенную деталь
В этом видеоролике показано, как разместить деталь в масштабе 20 на существующем листе в масштабе 40.
Метки размещения (аннотации)
В состав OpenRoads Designer входит инструмент MicroStation Place Label, который может считывать данные объектов гражданского строительства, такие как информация о кривых для дуг, названия трасс, пеленги, пикеты, северное и восточное расположение и смещения . Метки связаны с элементами и могут обновляться и перемещаться по мере изменения ссылочного элемента. Элементы ссылки могут быть расположены в активном файле или в ссылке. Инструмент Place Label также используется для обозначения элементов проезжей части.
Метки связаны с элементами и могут обновляться и перемещаться по мере изменения ссылочного элемента. Элементы ссылки могут быть расположены в активном файле или в ссылке. Инструмент Place Label также используется для обозначения элементов проезжей части.
Есть четыре термина, с которыми вам следует ознакомиться при размещении и редактировании меток.
- Стиль текста = формат текста, такой как шрифт, размер шрифта, интервал, выравнивание и т. д.
- Размерный стиль = формат размеров, таких как стрелка-ограничитель, линии выноски, ориентация текста, символы (цвет, стиль линии и вес размерных и выносных линий и разделителей)
- Text Favorite = Интеллектуальная многоразовая этикетка, состоящая из текста и полей.
- Поле = Ссылка или указатель на информацию об объекте. Это может быть информация об объекте гражданского строительства, такая как дельта кривой, координаты кривой PI, имя трассы, значения станции или общая информация MicroStation, такая как имя уровня, цвет, вес.

Метки могут быть размещены для объектов плана, профиля и поперечного сечения.
- Метки видов в плане можно размещать в моделях Design или Drawing, но не в моделях Sheet.
- Этикетки , которые необходимо повернуть к листу, должны быть созданы в Чертежной модели.
- Общие метки , которые не относятся к конкретному листу и вращение которых не имеет значения, могут быть размещены в расчетной модели и привязаны ко всем листам, например: горизонтальное выравнивание, пикетирование и данные кривой.
- Метки профилей и поперечных сечений должны быть размещены в чертежных моделях.
В нижней части панели инструментов «Разместить примечание» или «Разместить метку» есть три значка, которые определяют, как ведет себя метка при изменении масштаба чертежа или при изменении элемента, на который указывает ссылка.
- Блокировка аннотаций — этикетки, созданные с включенной этой опцией, будут масштабироваться при настройке масштаба аннотаций.

- Привязка к элементу — метки, созданные с включенной этой опцией, но отключенной опцией Относительная привязка к элементу, останутся на своем месте размещения при изменении опорного элемента, перемещается только линия выноски.
- Относительная связь с элементом — метки, созданные с включенной этой опцией, останутся в своем относительном расположении по отношению к элементу ссылки при изменении этого элемента ссылки.
Надписи, созданные в OpenRoads, состоят из трех частей (выноска, текст и опорная точка). Метки, созданные в MicroStation, состоят только из первых двух частей.
- Выноска — необязательная линия и стрелка, соединяющая текст и опорную точку.
- Текст — Содержимое этикетки, состоящее из текста, текстовых полей и графики.
- Точка привязки — Точка, которая используется для вычисления значений в полях.
Этот модуль охватывает некоторые инструменты для маркировки, но не все. Для получения более подробных описаний и инструкций перейдите в меню помощи Bentley ORD. Это было автоматизировано, маркировка/аннотация будет находиться в файле проекта (файл выравнивания dgn) и обычно выполняется после создания выравнивания. См. CTDOT CONNECT DDE, том 3 — Моделирование проезжей части ORD — Модуль 2 — Создание трасс.
Для получения более подробных описаний и инструкций перейдите в меню помощи Bentley ORD. Это было автоматизировано, маркировка/аннотация будет находиться в файле проекта (файл выравнивания dgn) и обычно выполняется после создания выравнивания. См. CTDOT CONNECT DDE, том 3 — Моделирование проезжей части ORD — Модуль 2 — Создание трасс.
Метка – Профиль (вертикальное выравнивание)
Аннотация Профиль (вертикальное выравнивание) была автоматизирована для отображения:
- Пикетирование и отметки на метках сетки
- Станции и эстакады для PVC, PVI и PVT
- Длина вертикальных кривых с коэффициентом К и расстоянием до остановки
- Наклон касательных секций
Аннотация будет находиться в моделях чертежей профилей (пример: виды профиля 1 и виды профиля 2 для плана и файла проекта профиля HW_CP_5678_5678_PlanPro_SR_14.dgn).
CTDOT Инструменты аннотации
Рабочее пространство CT_CONNECT_DDE было настроено для упрощения аннотирования листов плана, корректировки и дополнения добавляются периодически.
Выберите рабочий процесс CTDOT и щелкните вкладку CTDOT. Здесь настройки инструментов для каждой дисциплины и для разных тематик, здесь мы обсудим инструменты аннотации.
Эти инструменты аннотации были настроены с соответствующими атрибутами (уровень, цвет, стиль линии, стиль текста, размерный стиль), они не должны изменяться пользователем.
Обозначьте начало проекта, конец проекта и предел строительства
1. Выберите Виды в плане (пример Виды в плане 1) – Модель чертежа. Выберите рабочий процесс CTDOT и вкладку CTDOT .
2. Нажмите на инструмент Начать ограничения проекта . Откроется панель инструментов «Разместить заметку», и должно открыться окно «Текстовый редактор». В редакторе введите номер проекта F.A.P. номер, центральная станция, северные и восточные координаты.
Пример: НАЧАТЬ ПРОЕКТ №. 5678-5678
5678-5678
Ф.А.П. НЕТ. NH78(123)
КЛ СТАН. 100+40.00
N 671 403.048
E 993 511.112
3. Следуйте инструкциям. Разместить примечание > Определить начальную точку > привязать к началу, связать точку > привязать к следующей точке, > Определить следующую точку или <Сброс> для завершения . Разместите выноску и текст так, чтобы они поместились на листе.
4. Выберите Просмотры профиля (пример: Просмотры профиля 1) и повторите предыдущие шаги, чтобы отметить начало и конец проекта.
Пример: НАЧАТЬ ПРОЕКТ №. 5678-5678
Ф.А.П. НЕТ. NH78(123)
КЛ СТАН. 100+40,00
N 671 403.048
E 993 511.112
Метка — Place Call Outs
1. Выберите виды. . Выберите рабочий процесс CTDOT и вкладку CTDOT . Нажмите на инструмент Call Out .
2. Нажмите на инструмент Label (Вес 2) или любой другой инструмент Label: Вес 0) . Откроется панель инструментов «Разместить заметку», и должно открыться окно «Текстовый редактор». В редакторе введите метку для элемента.
Пример: “ ПРИБЛ. ПРЕДЕЛЫ УКЛОНА ” . Разница веса 2 или 0 является весом линии выноски. Вес выбирается в соответствии со сложностью вызовов.
3. Следуйте инструкциям. Разместить заметку > Определить начальную точку > привязать к началу, связать точку > привязать к следующей точке, > Определить следующую точку или <Сброс> для завершения . Разместите выноску и текст так, чтобы они поместились на листе.
Примечания
Примечания обычно размещаются на листе модели . Примечания используются для передачи такой информации, как полоса отвода, общие примечания по строительству, примечания по дренажу и последовательность строительства. Доступно несколько инструментов Note.
Доступно несколько инструментов Note.
Заголовок используется для заголовка детализированной детали или в качестве метки для последовательностей построения на одном листе.
Общие примечания , Общие примечания Малый и Общие примечания Жирный используются для примечаний, относящихся к проекту, например: Все дорожные указатели должны быть защищены во время строительства.
Существующий текст предназначен для маркировки существующего элемента, например, почтового ящика.
Линия метки совмещения и Метка совмещения используются для маркировки и комментирования метки совмещения между двумя листами. Это выполняется автоматически при использовании инструмента создания планов и профилей.
Детальное увеличение устанавливает атрибуты увеличенного круга или прямоугольника.
Инструмент «Разместить таблицу» – используется для размещения таблицы для общих заметок. Он отформатирован и может быть заполнен; более подробное описание с использованием таблиц см. в справке Bentley — Разместить стол
1. Выберите команду Разместить стол . На панели инструментов «Разместить таблицу» выберите первый значок .
2. Нажмите Seed: найдите таблицу для Общие примечания , выберите необходимое количество строк и столбцов (при необходимости это можно изменить позже), теперь таблица будет видна при наведении курсора. Поместите таблицу на лист по мере необходимости.
3. Для добавления/заполнения таблицы выберите вкладку Annotate и выберите инструмент Edit Text . ПРИМЕЧАНИЕ . Избегайте использования инструмента «Выбор элемента» для редактирования таблицы, так как это заблокирует файл.
СОВЕТ . Для лучшего просмотра текстового редактора пользовательские настройки были изменены в параметрах просмотра: черный фон -> белый.
серьезное оборудование и ручные станки Производство профилированного листа на ручном оборудовании
- Описание продукта
- Производственный план
- Финансовый план
- Пошаговый план действий
- Какие документы необходимо открыть
- Налоговая система
- Разрешения на открытие
- Технология производства
Образец бизнес-плана мини-производства профнастила марки С-8, с ежемесячной производительностью до 11 000 кв.м. готовой продукции.
Перспективы открытия мини производства профнастила
Почему профнастил? Перспективы открытия такого бизнеса мы видим в следующем:
- Быстрая окупаемость инвестиций. При наличии каналов сбыта оборудование окупается за 1-2 месяца.

- Высокий спрос на профнастил, особенно в весенне-летний период.
- Относительная простота открытия бизнеса, наличие оборудования.
- Несложная технология, легкая обучаемость операторов.
- Прочный материал, который не портится при длительном хранении.
Сколько нужно денег для открытия бизнеса
По предварительным расчетам для открытия бизнеса потребуется вложить 2 220 000 руб.:
- Благоустройство помещения — 150 000 руб.
- Закупка, доставка и монтаж линии — 1 500 000 руб.
- Закупка сырья (сталь листовая) — 300 000 руб. (5-6 тонн).
- Вспомогательный инструмент, спецодежда — 100 000 руб.
- Рекламный бюджет, разработка сайта — 120 000 руб.
- Регистрация бизнеса и прочие расходы — 50 000 руб.
Описание товара
Наша компания будет заниматься производством профнастила С8 0,7 мм по ГОСТ 24045-94. Цена продажи с завода составит 260 руб./м2.
С учетом количества заказов и сезонности производства наше предприятие будет производить ежедневно до 500 м2 профлиста. Ежемесячный объем составит около 11 000 м2 (22 рабочих дня). В денежном выражении оборот компании составит 2 860 000 руб.
Ежемесячный объем составит около 11 000 м2 (22 рабочих дня). В денежном выражении оборот компании составит 2 860 000 руб.
План производства
Производство планируется разместить в промышленной зоне города. Оборудование достаточно громоздкое, поэтому требуются большие площади даже при небольших объемах производства. Необходимо не только разместить станки, но и оставить место для переворачивания и хранения листов. Арендуемая площадь составит 160 кв.м. Арендная ставка 400 руб. за кв.м. Преимущество такого бизнеса в том, что производство не требует всех коммуникаций. Водоснабжение и канализация не требуются. Если производство не круглогодичное, то и отопление не требуется. Главное – наличие достаточного электроснабжения и хорошей вентиляции.
Приобретение комплекта оборудования для производства профнастила обойдется нам в 1 400 000 руб. В состав так называемой линии будут входить следующие машины: разматыватель рулонного металла, блок формирования рулона, гильотина, транспортно-приемный стол, система автоматического управления (АСУ). Технологический процесс производства профнастила на таком оборудовании предполагает придание листу стали трапециевидной формы.
Технологический процесс производства профнастила на таком оборудовании предполагает придание листу стали трапециевидной формы.
Рулоны листовой стали будут закуплены в качестве сырья для производства. Требования к закупаемому сырью: толщина стального листа — 0,4-1,2 мм, марка стали — ГОСТ Р 52246-2004, полимерное защитно-декоративное покрытие — ГОСТ Р 52146-2003. Сырье будет закупаться на промышленных предприятиях России. Штат нашего малого предприятия будет трудоустроен:
- Оператор (1 человек) — в его обязанности входит работа на автоматической линии. Сдельная заработная плата, в среднем 25 000 руб.
- Разнорабочие (2 человека) — в их обязанности входит погрузка-разгрузка сырья/готовой продукции. Заработная плата — 15 000 руб.
- Менеджер по продажам (1 чел) — в список обязанностей входит продажа профнастила и поиск новых клиентов. Оклад + процент от продаж, в среднем 25 000 руб.
- Директор — руководит деятельностью предприятия, заключает договоры, устанавливает торговые отношения.
 Заработная плата 35 000 руб.
Заработная плата 35 000 руб.
Фонд оплаты труда составит 115 000 рублей в месяц. За сотрудников организация будет ежемесячно производить отчисления во внебюджетные фонды (ПФР и ФСС) в размере 34 500 руб.
Какой код ОКВЭД указать для производства
Планируется зарегистрировать обычное индивидуальное предпринимательство как организационную форму. Код ОКВЭД – 28.52 «Обработка металлических изделий с использованием основных технологических процессов машиностроения». Система налогообложения – УСН, 15% от прибыли компании.
Маркетинг и продвижение бизнеса
Еще на этапе бизнес-планирования нам необходимо найти потенциальные каналы сбыта нашей продукции. Профнастил – достаточно популярный строительный материал. Сфера его применения достаточно широка: возведение стен и заборов, кровля домов и мастерских, строительство ангаров, садовых и дачных домов, возведение беседок. Поэтому, несмотря на наличие конкуренции, серьезных проблем со сбытом мы не видим. Мы будем рекламировать нашу продукцию по следующим каналам:
- Интернет — создание собственного сайта с хорошим каталогом и продающими статьями.
- Наружная реклама на строительных рынках и вблизи крупных частных секторов.
- Реклама в газетах и специализированных журналах.
- Сотрудничество со строительными гипермаркетами города и небольшими торговыми точками по продаже строительных материалов.
Финансовый план
Ежемесячные расходы исходя из производства 11 000 м2 профлиста:
- Арендная ставка 64 000 руб.
- Заработная плата — 115 000 руб.
- Отчисления в Пенсионный фонд и ФСС — 34 500 руб.
- Электроэнергия — 40 000 руб.
- *Сырье — 2 233 000 руб. (1 м2 — 203 руб.)
- Транспортные расходы — 15 000 руб.
- Прочие расходы — 30 000 руб.
Итого — 2 531 500 руб.
Сколько можно заработать на производстве профнастила
* Из одной тонны листовой стали можно получить 270 м2 профилированного листа С-8. Стоимость сырья 55 000 руб/тонна. Таким образом, стоимость материала для изготовления 1м2 профнастила составляет: 55 000 / 270 = 203 руб. Ежемесячный доход: Выручка от реализации 11 000 м2 готовой продукции по цене 260 м2/м2 составит 2 860 000 руб. Прибыль предприятия до налогообложения составит: 2 860 000 (выручка) — 2 531 500 (себестоимость) = 328 500 руб. Чистая прибыль за вычетом налогов (УСН, 15% от прибыли) по плану составит 279225 руб. в месяц. При таких показателях проект окупается за 8 месяцев работы предприятия.
Это законченный, готовый проект, который вы не найдете в открытом доступе.
Содержание бизнес-плана: 1. Конфиденциальность 2. Резюме 3. Этапы проекта 4. Описание объекта 5. Маркетинговый план 6. Технико-экономические данные оборудования 7. Финансовый план 8. Оценка рисков 9. Финансово-экономическое обоснование инвестиций 10. Выводы
Террасная доска – современный строительный материал. Высокие эксплуатационные свойства и невысокая цена делают его очень популярным на строительном рынке. По этой причине изготовление профнастила на сегодняшний день является одним из самых прибыльных бизнес-проектов. Реализацией этой продукции занимаются как крупные фабрики, так и мелкие фабрики.
В этой статье мы подробно разберемся, из каких этапов состоит производство профлиста, какое оборудование для этого нужно и какие бывают размеры листов.
Что такое гофрокартон?
Профнастил — металлический профнастил, который применяется в качестве заборов, ограждений, для кровли, облицовки зданий, устройства перекрытий. Стальная «начинка» делает покрытие прочным и долговечным, профилирование придает жесткость, а внешнее покрытие – эстетическую красоту. Производство профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, методом металлопроката.
Металлическая кровля представляет собой разновидность гофрированного картона. Существенная разница между производством двух материалов заключается в расположении валов на производственной машине. Именно благодаря этим отличиям стали придают форму натуральной черепицы.
Важно: монтаж профнастила и металлочерепицы, несмотря на практически идентичное производство, осуществляется по разным технологиям!
Марки профнастила — размеры стандартных листов
Сегодня заводы по производству профнастила, отвечающие за качество продукции своей репутацией, производят сырье на основе стандартов ГОСТ 24045-2010. Профлист разных марок стандартного типа отличается высотой гофра, формой и размерами. Рассмотрим самые популярные виды материала:
C8 — декоративный стеновой лист. Толщина материала от 0,4 до 0,7 мм, полезная ширина — 1150 мм, фактическая ширина — 1250 мм. Длина нестандартная, максимальный размер 12 м.
С21 — стеновой, применяется для обшивки стен и возведения заборов. Особая структура трапеций листов обеспечивает более высокую жесткость прокатки и высокую универсальность. Полезная ширина 1000 мм, толщина от 0,4 до 0,9 мм, длина до 12 м.
НС-35 — один из видов кровли. Особенностью изготовления профнастила этого класса является формирование большого количества ребер жесткости, ширина каждого 7 мм. Производство осуществляется из высококачественной оцинкованной стали, плотность оцинковки — 250 г/м2. Полезная ширина листа 1000 мм, длина до 14 м, высота профиля – 35 мм.
Н-100. Несущий тип профнастила с высотой гофра 100 мм. Используется для устройства полов. Из-за значительной высоты волны этот вид проката является наиболее жестким, но имеет меньшую полезную площадь – 845 мм. Расстояние между ребрами 60 мм.
Заводы по производству профнастила
Всемирно известными производителями являются финский бренд Ruukki, завод по производству профнастила в Польше Pruszynski. Производство под польским брендом организовано дочерними предприятиями по всему миру – качество продукции самое высокое.
В России работает несколько предприятий, зарекомендовавших себя в этой сфере:
ООО «ПрофСтальПрокат» и ООО «Сталькомпрофиль» — промышленное производство в Московской области;
«КСП» — Самарская область.
ООО «Уральский завод кровельных материалов» — производство профнастила в Екатеринбурге.
Технология производства
Сама технология производства профнастила проста. Процесс осуществляется методом холодной прокатки металла. Рулоны тонколистовой оцинкованной или полимерной стали формируются на специальном оборудовании в металлические листы нужного профиля и формы.
Установки по производству профнастила работают по следующей схеме:
Рулон стали устанавливается на специальный разматыватель — оборудование будет правильно и равномерно раскрываться и подавать сырье для дальнейшей обработки.
Автоматическая система устанавливает необходимые параметры листа: скорость производства, длину листа и количество листов.
Запуск производственной линии.
Для изготовления профнастила необходимо следующее оборудование:
Гидравлический разматыватель. Управляется автоматизированной системой. Кроме того, оборудование имеет собственный блок автоматики, благодаря которому можно регулировать скорость подачи стальной полосы в зависимости от скорости обработки листа в прокатном станке.
Режущее устройство. Устанавливается сразу после разматывателя, необходимо разрезать рулон при необходимости его замены. Например, при производстве профнастила необходимо было заменить оцинкованный рулон сталью с полимерным покрытием.
- Прокатная или формовочная машина. Это основной элемент производственной линии. Оборудование превращает обычный стальной лист в профилированный лист. Формирует профиль путем прокатки металла через ролики определенной формы (форма может отличаться в зависимости от типа профлиста).
Прокатные машины могут быть пневматическими или гидравлическими. Первый тип оборудования может производить профилированные листы длиной до 2,5 м и толщиной не более 1,5 мм. Гидравлические машины более мощные, поэтому именно их устанавливают на крупных заводах по производству профнастила. Оборудование позволяет производить материал любой длины.
Гидравлические ножницы с формой лезвия, точно соответствующей профилю листа. Готовый лист обрезается по размеру.
Важно: обрезка плоскими ножницами категорически запрещена — это серьезное нарушение норм ГОСТ на изготовление профнастила.
Автоматическая система управления. Сводит к минимуму ручной труд. Участие человека сводится лишь к контролю за прокаткой сырья.
Листовую сталь без преувеличения можно назвать самым распространенным строительным материалом. Помимо непосредственного использования для изготовления различных строительных конструкций, такая сталь используется и для производства профнастила.
Сырье для производства гофрокартона
Для максимального срока службы профнастил производится из листовой стали с защитным антикоррозийным покрытием.
Это может быть:
- Цинковое защитное покрытие. В соответствии с требованиями ГОСТ 3640-79 для цинкования листового проката применяют цинк марок ДО или Ц1. При этом в состав покрытия в небольших количествах добавляют алюминий, свинец и некоторые другие металлы. Качество оцинкованной стали регламентируется требованиями ГОСТ 14918-80.
- Защитное покрытие алюцинк, его еще называют алюцинк. Покрытие должно соответствовать требованиям ТУ 14-11-247-88. Его получают нанесением на поверхность металла композиции из 43 % цинка, 55 % алюминия и 1,6 % кремния.
- Покрытие полимерное цветное защитно-декоративное по ГОСТ 30246-94).
Сталь для производства профнастила должна иметь определенные технические характеристики. Это связано как с требованиями к готовому изделию – профнастилу, так и с техническими характеристиками оборудования, используемого для изготовления профлиста. Сырье для профнастила должно соответствовать следующим требованиям:
- Толщина стального листа 0,4–1,2 мм.
- Общая ширина листовой или рулонной стали 1000–1250 мм.
- Марка стали должна соответствовать ГОСТ Р 52246-2004.
- Расход цинка на создание антикоррозионного защитного покрытия 220-295 г/м².
- Полимерное защитно-декоративное покрытие должно соответствовать ГОСТ Р 52146-2003.
- Рулон металла для профнастила (при использовании производственных линий со специальным разматывателем) должен весить от 5 до 8 тонн.
Для изготовления оцинкованного листа применяют холоднокатаный низкоуглеродистый рулонный прокат, при этом качество поверхности оцинкованного листа должно соответствовать ГОСТ 16523-89. В зависимости от способа производства листовая оцинкованная сталь может быть нескольких категорий:
Сталь листовая оцинкованная
- с индексом ХШ предназначена для холодной штамповки;
- , предназначенная для холодного профилирования, имеет индекс HP;
- имеет индекс ПК;
- общего назначения маркируется индексом ОН.
Листовая сталь
Лист оцинкованный под покраску
Листовая оцинкованная сталь
Оцинкованная сталь различных марок может отличаться толщиной антикоррозионного цинкового покрытия, причем эта толщина может быть неодинаковой по поверхности листа, что называется «разнотолщинностью» покрытия. Оцинкованный лист с нормальным перепадом толщины маркируется HP, с уменьшенным – индексом UR.
Толщина цинкового покрытия может быть 3 категории:
- категория 2 — толщина слоя цинка 10-18 мкм
- категория 1 — толщина цинкового покрытия 18-40 мкм
- категория Р — толщина слоя цинка 40-60 мкм
Различают оцинкованный лист и глубину колпака: ВГ — очень глубокая, Г — глубокая и Н — нормальная. Именно этот показатель определяет механические характеристики металлического листа.
Оцинкованный металл для производства профнастила должен быть нормальной разнотолщинности, иметь первую категорию защитного цинкового покрытия и соответствовать группам ХП или ПК. Срок службы профлиста из такой оцинкованной стали может достигать 40 и более лет. Именно такой срок службы гарантирует получение качественного сырья для производства профнастила, цена которого составляет примерно 50 тысяч рублей. за 1 тонну.
Если цена металла для профнастила существенно ниже, то, скорее всего, речь идет о листовой стали с более тонким цинковым покрытием, что значительно снижает срок службы профнастила. Некоторые производители вместо необходимых для первой категории толщины покрытия 280 г/м² снижают его расход до 150 и даже 100 г/м², что более чем в 2 раза меньше нормы.
Поэтому, если вас интересует качество вашей продукции, лучше купить металл для производства профнастила, производства одной из крупных металлургических компаний, продукция которой давно известна на рынке своим качеством и пользуется заслуженным спросом. Металл для изготовления профнастила производят такие крупные предприятия, как ММК (Магнитогорский металлургический комбинат), НЛМК (Новолипецкий металлургический комбинат) и Северсталь.
На крупных предприятиях установлен строгий контроль качества готовой продукции, поэтому каждый произведенный ими рулон листовой стали имеет сертификат и свой «индивидуальный» паспорт.
Тонколистовая сталь европейских производителей, например, металлургических предприятий Словакии, также пользуется достаточно высоким спросом на рынке. Сырье, выпускаемое этими компаниями для профнастила, цена которого позволяет ему успешно конкурировать с продукцией российских производителей, отличается высоким качеством. Европейский стандарт нанесения слоя цинка на металл – 275 г/м², что соответствует толщине слоя примерно 25 мкм и соответствует 1-й категории защитного покрытия.
Помимо металла производства Словакии, на рынке можно купить металл для профнастила производства Германии, Англии, а также на предприятиях Украины и Южной Кореи.
Оцинкованная сталь с цветным покрытием
Росту популярности профнастила значительно способствовало появление в последние 10-15 лет на рынке строительных материалов профнастила с цветным защитно-декоративным полимерным покрытием.
Изготавливается из той же оцинкованной стали, на которую поверх цинкового покрытия наносится цветная полимерная пленка из синтетических смол или пластмасс. Такие защитно-декоративные покрытия отличаются толщиной и устойчивостью к внешним воздействиям. Помимо повышенной устойчивости к коррозии, профнастил с цветным полимерным покрытием обладает высокими декоративными качествами.
Чем выше стойкость полимерного покрытия к агрессивным средам, высоким температурам и солнечному излучению, тем оно дороже. Поэтому выбирать окрашенный профлист необходимо с учетом условий его дальнейшего использования.
В таблице ниже приведены основные характеристики наиболее часто используемых полимерных покрытий.
| Посмотреть полимер покрытия | Толщина покрытия, мкм | Макс. температура внешняя ударная, °С | Стойкость к механическим повреждениям |
| Полиэстер (ПЭ) | 25 | 80 | удовлетворит. |
| Викинг (МП) совместная разработка Российские и шведские специалисты | 35 | 100 | хороший |
| Colorcoat Prisma, повышенной прочности коррозионностойкий, разработка британских инженеров | 50 | 120 | хороший |
| Гранит CLOUDY, на основе модифицированный полиэстер, имеет текстуру обожженная керамика | 35 | 80 | хороший |
| Агнета, современное покрытие, имитирующее внешнее тип меди | 30 | 140 | отлично |
| ПВДФ матовый, хорошо переносит воздействие любых погодных условий , разработка финских инженеров | 27 | 110 | хороший |
| Puretan, высококачественное покрытие на основе полиуретана | 35 | 100 | отлично |
| Экосталь, полимерное покрытие, премиум класс, воспроизводящий цвет, фактура и рисунок, натуральное дерево. | 30 | 80 | хороший |
В следующей таблице представлены цены на лист оцинкованный с полимерным покрытием для производства профнастила, выпускаемый различными производителями.
| Тип покрытия, производитель сталь, толщина лист и ширина рулон | Блок вер. | Металл для профнастила, цена в руб. в зависимости от от объема заказа. | |
| Металл под производство профнастил, цена при заказе от 5 тонн | Сталь для производства профнастила , цена при заказе от 20 тонн | ||
| Рулон, окрашенное покрытие LuxSteel Sky, 0,47 × 1250 (Корея) | Т | 82300 | 81600 |
| Рулон, покрытие Printech Bronze 0,45 × 1250 (Корея) | Т | 82300 | 81600 |
| Рулон, Полиэтиленовое покрытие 0,4 x 1250 (НЛМК) | Т | 54805 | 54805 |
| Рулон, Полиэтиленовое покрытие 0,45 × 1250 (ММК) | Т | 51110 | 51110 |
| Рулон Полиэтиленовое покрытие 0,45 × 1250 (НЛМК) | Т | 51110 | 51110 |
| Рулон Полиэтиленовое покрытие 0,47 × 1250 (Корея) | Т | 52153 | 52153 |
| Рулон Полиэтиленовое покрытие 0,5 × 1100 (НЛМК) | Т | 49874 | 49874 |
| Рулон Полиэтиленовое покрытие 0,5 × 1250 (Arcelor) | Т | 49874 | 49874 |
| Рулон Полиэтиленовое покрытие 0,5 × 1250 (ММК) | Т | 49874 | 49874 |
| Рулон Полиэтиленовое покрытие 0,5 × 1250 (НЛМК) | Т | 49874 | 49874 |
| Рулон Полиэтиленовое покрытие 0,55 × 1250 (НЛМК) | Т | 51038 | 51038 |
| Рулон Полиэтиленовое покрытие 0,65 × 1100 (НЛМК) | Т | 51027 | 51027 |
| Рулон Полиэтиленовое покрытие 0,75 × 1100 (ММК) | Т | 48551 | 48551 |
| Рулон Полиэтиленовое покрытие 0,75 × 1100 (НЛМК) | Т | 48551 | 48551 |
| Рулон Полиэтиленовое покрытие 0,75 × 1250 (НЛМК) | Т | 48551 | 48551 |
| Рулон Полиэтиленовое покрытие 0,9 x 1250 (НЛМК) | Т | 46790 | 46790 |
| Рулон Полиэтиленовое покрытие 0,95 x 1250 (ММК) | Т | 47406 | 47406 |
| Рулон Полиэтиленовое покрытие 1,0 x 1250 (НЛМК) | Т | 46532 | 46532 |
| Рулон Полиэтиленовое покрытие Глубокий мат 0,4 x 1250 (Arcelor) | Т | 53995 | 53995 |
| Рулон Полиэтиленовое покрытие Глубокий мат 0,45 × 1250 (Arcelor) | Т | 52153 | 52153 |
| Рулон Полиэтиленовое покрытие двустороннее 0,45 × 1250 (НЛМК) | Т | 62272 | 62272 |
В таблице указаны цены за 1 тонну листовой стали. Так как вы приобретаете рулон металла для профнастила, его цена будет выше, так как вес рулона значительно больше. Обычно производственные линии по производству профнастила комплектуются разматывателями, рассчитанными на вес от 5 до 8 тонн.
Профнастил – экономически выгодный, простой в эксплуатации и надежный материал, востребованный во многих областях строительства. Используется для внешней и внутренней отделки, ограждений, ангаров, мастерских, внутренней кровли. Легкий вес, хорошая жесткость, длительные эксплуатационные периоды, низкие затраты на монтаж и обслуживание обусловили популярность этого кровельного материала в массовом и частном строительстве.
Ниже представлена информация о производстве профнастила, оборудовании для производства с видео как это сделать, а так же дополнительная полезная информация для организации вашего бизнеса.
Ситуация на внутреннем рынке профнастила
Учитывая большие объемы потребления, производство профнастила является перспективным и высокорентабельным видом деятельности. Однако новичку на рынке придется столкнуться с серьезной конкуренцией.
Этот материал производится целым рядом крупных заводов, специализирующихся на выпуске металлопроката, а также большим количеством индивидуальных предпринимателей. Соответственно, прежде чем принять решение об открытии производства, необходимо тщательно проанализировать перспективы работы в том или ином регионе. Следующие параметры помогут вам определиться:
- Наличие в непосредственной близости еще одного крупного завода по производству профнастила. Без значительного количества средств для старта конкурировать с таким конкурентом достаточно сложно. Наоборот, если в радиусе 200 км таких предприятий нет, а потребитель вынужден приобретать профнастил в отдаленных регионах, появляется возможность привлечь клиента за счет снижения цены, в первую очередь, за счет минимальных транспортных расходов.
- Наличие производителей металлопроката в регионе. Очевидно, что покупать сырье напрямую у производителя, мощности которого расположены поблизости, выгоднее, чем заключать договор поставки через посредника.
- Стоимость, перечень позиций, объем продаж, конкурентные преимущества «соседних» производителей профнастила.
- Особенности, характерные для определенного региона. Здесь речь идет об объемах строительства, сезонных колебаниях спроса, наиболее популярных видах продукции и других факторах.
При разработке стратегии развития будет полезно подумать о векторе работы будущего предприятия по производству профнастила. Так, в соответствии с характером спроса можно ориентироваться на строительные компании или частных заказчиков. Клиенты первой группы нуждаются в профлистах различного профиля (8-114 мм) и потребляют около 60% от общего объема производства. В индивидуальном строительстве часто используют «низкие» профилированные листы (8-21 мм), а главные критерии выбора — невысокая стоимость и приемлемое качество изделий.
Моменты регистрации
Для данного бизнеса лучше выбрать для начала, т.к. ИП отвечает по обязательствам компании своим имуществом.
При регистрации компании можно указать следующий ОКВЭД :
- 27.33 «Производство гнутых стальных профилей»,
- 51.53.24 «Оптовая торговля прочими строительными материалами»,
- 52.46.73 «Розничная торговля металлическими и неметаллическими конструкциями и др.»
Профнастил не подлежит обязательной сертификации, но рекомендуется придерживаться норм ГОСТ 24045-2016.
Сырье для производства профнастила
Для производства профнастила используется металлопрокат первой или высшей категорий. Это может быть как обычная оцинкованная сталь (ГОСТ 14918-80), так и металл с полимерным покрытием разных цветов (ГОСТ 30246-2016). В некоторых случаях профнастил изготавливается из алюминиево-цинковой стали с покрытием.
Предприятия, оснащенные автоматизированными линиями, поставляются сырьем в рулонах. Ручное профилирование выполняется с использованием готовых листов проката. Отечественные производители занимают большую долю рынка поставок металлосырья. Также пользуется спросом металлопрокат из Китая, Южной Кореи, Англии, Германии, Словакии.
Оборудование для производства профнастила + Видео как сделать
На территории РФ профнастил не подлежит обязательной сертификации. Тем не менее, многие покупатели предпочитают иметь дело с продуктом, изготовленным по ГОСТ 24045-9.4.
В зависимости от уровня механизации оборудования производство профнастила может осуществляться автоматизированным, полуавтоматическим и ручным способом. Технологии отличаются производительностью и стоимостью линий.
Производство на автоматизированных линиях
Основными преимуществами автоматизированного производства профнастила являются высокая производительность (около 1000 м2 в смену), широкий ассортимент и идеальная геометрия изделий. Оборудование просто настраивается под любые параметры и практически не требует минимального вмешательства человеческого фактора, для контроля процесса достаточно одного сотрудника.
Среди недостатков линий высокая стоимость самих агрегатов и их обслуживания.
Стадии производственного процесса
Сырье для профнастила поставляется на предприятие в виде рулонной стали. Далее заготовка проходит несколько этапов обработки.
- Рулон помещается на разматывающее устройство. Свободный край металла фиксируется на заливочной клети прокатного стана, а затем с заданной скоростью подается на обработку.
- Параметры высоты и ширины профиля устанавливаются в зависимости от требований к конечному изделию. Ширина профлиста ограничена размерами рулона. Длина профнастила может быть любой, однако, как правило, не более 12-13 метров, что обусловлено габаритами грузового транспорта.
- Листовой металл под воздействием обкатывающих роликов рабочих валов приобретает в процессе производства необходимую геометрию. При этом прокатка всех гофр осуществляется одновременно, что позволяет получать продукцию высочайшего качества и уровня точности.
- После завершения формовки листовой прокат режется гильотинными ножницами.
- Готовый профнастил поступает на рабочий стол, где формируется в пачки и отправляется на склад готовой продукции.
Как сделать видео:
Состав автоматизированных линий
Основными производителями агрегатов являются РФ, Китай и Германия. Типовой комплект оборудования для производства профнастила включает пять основных станков:
- программный блок управления, с помощью которого задаются параметры продукции и осуществляется управление агрегатами;
- разматыватель в виде вала, на котором размещаются рулоны, с замком;
- формовочная машина, на которой осуществляется формование гофрированного листа из профнастила;
- Ножницы гильотинные для резки готового профиля на листы заданного размера;
- Приемный стол для укладки и упаковки продукции.
Для приобретения такой линии вам потребуется от 1 000 000 руб. Со временем производство может быть дооснащено, например, пяточным столом или узлом удаления отходов. Это позволит ускорить производственный процесс и тем самым повысить производительность организации.
Производство профнастила на ручном оборудовании
Машины этого типа можно встретить на малых предприятиях производительностью до 400 листов профнастила в смену. При этом все операции выполняются вручную, что требует серьезных физических усилий со стороны персонала.
Поточная линия представляет собой единый блок в виде станины с симметричными парами валов, формирующих гофр методом механического прессования. В качестве сырья для производства профнастила здесь можно использовать только оцинкованные листы. Оборудование также позволяет производить кровельные элементы.
Среди преимуществ решения следует отметить невысокую стоимость, неприхотливость в обслуживании, быструю окупаемость, возможность придания профнастилу различной формы на постоянной высоте.
К недостаткам можно отнести низкую производительность, высокий процент брака и большие трудозатраты — для обслуживания одной мельницы требуется не менее двух операторов. Также не рекомендуется работать с окрашенным металлом. Кроме того, существуют жесткие ограничения на виды выпускаемой продукции. Так, длина листа не может превышать 2 м, толщина металла 1 м, высота гофры 15 мм.
Большая часть представленного на рынке ручного оборудования для производства профнастила российского производства, а его стоимость начинается от 70 000 рублей. В большинстве случаев строительные компании закупают такие машины для собственных нужд.
Производство профнастила на полуавтоматическом оборудовании
Во многих ситуациях именно этот вариант оказывается наиболее рентабельным для начинающего производителя профнастила, так как при сравнительно небольших первоначальных затратах и высоком качестве продукции (по сравнению с ручным способом) позволяет значительно увеличить объем выпускаемой продукции.
Для обеспечения работы цеха потребуется 2-3 квалифицированных оператора на мельницу. Также владелец производства должен учитывать наличие умеренного количества брака из-за влияния человеческого фактора на этапе разделки продукции.
В состав полуавтоматической линии входят:
- разматыватель;
- ножницы гильотинные;
- прокатная машина;
- стол для резки листов.
Принцип работы линии по производству профнастила аналогичен автоматизированной, с тем отличием, что резка металла выполняется вручную. Габариты оборудования позволяют производить профнастил длиной до 10 м. Максимальная производительность оборудования составляет около 700 м² металлопродукции в смену. Стоимость агрегатов начинается от 700 000 рублей.
Оборудование цеха
Для производства профнастила имеет смысл арендовать помещение площадью не менее 300 м². Здесь необходимо предусмотреть производственную площадь (150 м²), помещение для хранения сырья (50 м²) и склад готовой продукции (100 м²). Оптимально иметь ровный пол и не менее двух ворот: для приема металлопроката и отгрузочного профлиста. Кроме того, потребуется подключение коммуникаций, в том числе отопления и электроснабжения 380 В. Для обслуживания производственных процессов потребуется специализированное оборудование грузоподъемностью от 5 тонн – кран-балка или монорельс.
Связки формируются из готовых листов гофрированного картона, укладываются на деревянные поддоны и закрепляются пенопластовыми или металлическими ремнями. В местах соприкосновения листов с перетяжкой и по углам ставятся распорки из дерева для предотвращения деформации при транспортировке.
Хранение и транспортирование профнастила
Требования к хранению и транспортированию профнастила регламентируются ГОСТ 15150.
Связки формируются из готовых профнастилов, укладываются на деревянные поддоны и фиксируются полипропиленовыми или металлическими ремнями. В местах соприкосновения листов с перетяжкой и в углах ставят распорки из дерева для предотвращения деформации и механических повреждений покрытия при транспортировке. Погрузочно-разгрузочные работы выполняются с помощью мягких стропов.
На складе и в кузове транспортного средства пачки размещают в один ярус, за исключением случаев, когда 1 м² продукции имеет массу менее 3000 кг/м². Хранить продукты можно на открытых площадках.
Персонал
Для обеспечения работы малой линии по производству профнастила потребуется не менее четырех работников: мастер-оператор оборудования, два подсобных рабочих, а также директор, который на данном этапе берет на себя ответственность за обеспечение поставок сырья, поиск клиентов и другие аспекты деятельности предприятия.
Рынок сбыта
Реализация профнастила может осуществляться по трем направлениям. Оптовая и розничная продажа предполагает сотрудничество с базами, супермаркетами, а также привлечение дилеров. Возможна организация оптовых поставок крупным предприятиям путем участия в тендерных процедурах и аукционах. В ряде случаев выгодно производство/работа «под заказ» с клиентами, которым нужен профлист нестандартных размеров.
Специализированный ПКФ Метинвест-Сервис реализует ассортимент металлопроката. Компания организовала производство профнастила на заказ. Производство профнастила в Московской области организовано нами на автоматизированной линии (ЧПУ), с контролем на каждом этапе производственного процесса, в частности скорости прокатки. Это позволяет добиться оптимизации всех параметров технологического процесса.
Цены указаны в ознакомительных целях и ни при каких обстоятельствах не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации.
Информация на сайте носит ознакомительный характер. Актуальные цены и условия доставки уточняйте у наших менеджеров.
Нажимая на кнопку, вы подтверждаете, что достигли совершеннолетия, соглашаетесь на обработку персональных данных в соответствии с Условиями, а также Условиями продажи
Производство профнастила (профлиста) расположено в Москве и Московской области
Наши технические возможности позволяют организовать производство профнастила с характеристиками, требуемыми заказчиком. В состав производственной линии входят:
Специальное устройство, позволяющее фиксировать и разматывать рулоны рулона;
… Профилегибочный стан;
… Отсечной механизм гильотинного типа;
. .. Принимающий узел.
При необходимости возможно подключение дополнительного оборудования (штамп, устройство для упаковки готовой продукции, узел перфорации).
Предлагаем купить профнастил (профлист) от производителя
У наших клиентов есть возможность купить профнастил от производителя с необходимой геометрией:
По высоте готового профиля (гофра):
- низкий или средний (8,0 мм — 21,0 мм), который прекрасно подходит для облицовки и стеновых работ, а также является оптимальным вариантом для заборов и ограждений;
- средний или высокий (44,0 мм — 75,0 мм) востребован для кровельных работ;
- высотой (75,0 мм — 114,0 мм) выполняет роль несущего элемента.
Профлист от производителя в Московской области в Метинвест-Сервис можно выбрать по типу защитного покрытия:
- полимер (в широкой цветовой гамме). Этот материал востребован клиентами, приоритетным критерием для которых является внешний вид объекта;
- цинк. Продукция относится к категории бюджетных строительных материалов.
Используя профлист от производителя покупатель имеет возможность качественно покрыть крышу любой конфигурации в короткие сроки.
Возможности завода по производству профилированного листа
Возможность оперативной переналадки производственной линии позволяет в согласованные сроки выполнить любой заказ по производству профлиста … Для удобства выбора продукция маркируется в соответствии со стандартом 27772-88 ( в редакции от 01.06.89):
- «Н» — изделие предназначено для напольных покрытий. Обладает значительной несущей способностью при малом весе.
- «НС» — для любых ограждающих конструкций (стеновых и напольных). Имеет специальные пазы на полках, придающие изделию дополнительную жесткость
- «С» — только для выполнения ограждений стен. При ширине полки 50 мм изделие обладает прекрасными декоративными свойствами.
В случае необходимости купить профлист от производителя, качество которого гарантированно соответствует положениям действующих стандартов, обращайтесь в Метинвест-Сервис. Вся продукция производится в соответствии с положениями действующих правил:
- Сталь листовая оцинкованная — по ГОСТ 14918-80* (ГОСТ действует в редакции от 01.06.86). Эти продукты не имеют специальной маркировки;
- Листы с алюмоцинковым покрытием и изготавливаемые по ТУ из листового проката — по стандарту 14-11-247-88 имеют маркировку «АС»;
- У нас налажено производство профлиста в Москве и Московской области (по ТУ) из проката с алюмосиликатным покрытием, или тонколистового алюминированного (14-11-236-88) маркируется знаком буквы «КА» и «А» соответственно;
- Если профнастил изготовлен по ТУ из проката с нанесенным цинковым электролитическим покрытием (ТУ 14-1-4695-89). Он помечен «EOCP».
В случаях, когда лакокрасочные материалы не наносятся на готовое изделие, дополнительная маркировка не наносится. А при их нанесении в соответствии со стандартом 30246-2016 (ГОСТ) проставляется обозначение применяемых ЛКМ.
▷ Машина для производства кровельных листов
Профилегибочная машина для кровельных листов
У нас есть Машина для производства кровельных листов . Металлические кровельные листы — доступный вариант, способный выдерживать высокие температуры. Для этой цели компания LOTOS предлагает вам машину для производства кровельных листов и машину для производства кровельных панелей. Кроме того, кровля из рулонного металла легче, чем крыша из бетона или глиняной черепицы, более долговечна, чем крыша из битумной черепицы, и с ней проще обращаться, чем с долговечной металлической черепицей. кроме того, это лучшая надежная и доступная кровельная система на рынке в широком диапазоне дизайнов и стилей. более того, черепица теперь может имитировать другие кровельные материалы, такие как битумная черепица и шифер, однако металлический вид часто ставит под угрозу подлинность этих исполнений и общий дизайн.
Между тем, наша ▷ Машина для производства кровельных листов | Rolled Metal Roofing 2022 ◁ предлагает широкий спектр решений для архитекторов и проектировщиков зданий, которые ищут дифференцированное применение для фасадов и металлических кровель. Наконец, свяжитесь с нами, чтобы получить дополнительную информацию о нашей профилегибочной машине. по правде говоря, мы предлагаем вам выдающийся ассортимент машин для изготовления металлической кровли.
Поэтому группа LOTOSFORMING представляет вам все виды кровельных листов и стеновых панелей. Вы можете посмотреть следующие видеоролики и узнать обо всех панелях черепицы и стеновых панелях, включая:
- Профиль панели панели
- Профиль панели U
- Профиль панели панели Tuff-Rib
- Профиль грудной панели
- Профиль металлической панели Ag
- Профиль панели панели
- Профиль на крыше металлических швов
- Plante
- Профиль Metal Metal Sews Profile
- Стиль. ГЛАЗИРОВАННАЯ ПЛИТКА профиль
- Стеновые панели Belvedere Plenum
- Панели Grand V / Grand C
- ПРОФИЛЬ СТЕНОВОЙ ПАНЕЛЬ
Знаете ли вы о типах кровельных листов?
Щелкните здесь
Машина для изготовления черепицы
Типы металлических кровельных панелей
Машина для изготовления металлической кровли
В заключение, LOTOS предлагает широкий ассортимент машин для производства оцинкованной черепицы. Точно так же эти листы идеально подходят для облицовки боков и вплоть до крупных промышленных и сельскохозяйственных зданий. они также используются для конфиденциальности и дополнительной безопасности. поэтому лист для обшивки стен из гофрированной стали является наиболее прочным профилем с нестандартным внешним видом, подходящим для природоохранных зон. Облицовочный лист Гофрированный идеально подходит для боковой облицовки стен, таких как амбары, фермы, складские помещения и т. д. Конечно, вот наиболее распространенные типы металлических кровельных листов, которые могут быть изготовлены на наших машинах, наиболее распространенные типы кровельных листов, включая :
- 9003
- Солнечная черепица
- Битумная черепица
- Металлическая кровля
- Стальная сталь
- Резиновый сланец
- глиняные и бетонные плитки
- Зеленые крыши
- Сказывающая кровя
- Резюме Профилегибочная машина
- Материал: оцинкованная рулонная и цветная сталь в рулонах
- Толщина материала: 0,3-0,8 мм мин.
- Ширина подачи: 1000 мм/1250 мм
- Основные части Формовочная машина для черепицы
- Ручной разматыватель
- Устройство ручной подачи
- 4
- 4
- 4
- 4
- 4
- 40014
- Roll Forming System
- Hydraulic Cutting unit
- Control system
- Output table
- Во-первых, железо является относительно доступным для кровельной черепицы, одним из основных типов железных металлических крыш является гофрированное оцинкованное железо. иногда железные панели покрывают сталью для повышения прочности.
- во-вторых, нержавеющая сталь, пожалуй, самый распространенный металлический кровельный материал. По сравнению с другими кровельными материалами нержавеющая сталь доступна по цене. Сталь очень прочная и устойчивая, но подвержена коррозии, поэтому обычно покрывается специальной металлической кровельной краской и покрытиями. Существует большое разнообразие цветов нержавеющей стали, которые подходят для дома.
- после этого, Оцинкованная сталь, изготовленная из стали, покрытой цинком, Аналогично, оцинкованная сталь, покрытая алюминием. стены этих крыш более устойчивы к коррозии, долговечны и прочны.
- Как установить ролик и вал в машину для производства кровельных листов?
- Как сделать кровельные листы?
- можно поставить автоматический укладчик в кровельный лист машины?
- Какая трансмиссия применяется на вашем профилегибочном станке для кровельных листов?
- Какой кровельный лист лучше?
- Что такое волнистый кровельный лист?
- Сколько существует видов кровельных листов?
- Профилегибочная машина для однослойных и двухслойных профилей?
- Машина для производства черепицы с коробкой передач
- Машина для производства черепицы с цепной передачей
- Корпорация Асбест
- Асбестовая черепица Slate & Sheathing Co.
- Компания Атлас Асбест
- Болдуин-Эрет-Хилл
- Корпорация CertainTeed
- Производственная компания Дурабла
- Орел-Пичер
- Этернит
- Флинткот Компания
- Гарлок, Инк.
- Джеймс Харди Индастриз
- Производственная корпорация Филипа Кэри
- Гипс США
- Мезотелиома
- Рак легкого
- Рак яичников
- Рак гортани
- Асбестоз
- Доброкачественные состояния плевры, включая плевральные бляшки и плеврит
- Строители
- Подрывные бригады
- Электрики
- Заводские рабочие, изготовившие продукцию
- Военнослужащие
- Ремонтники своими руками
- Бывший электрик Эрл Гиффорд подал в суд на компанию National Gypsum в 1983 году после того, как у него развилась мезотелиома. С 1948 по 1952 год Гиффорд работал вместе с плотниками, используя плоский цементный лист Gold Bond, переделывая армейские казармы в жилые и общежития. Магистрат Техаса присудил ему 80 000 долларов.
- К 2001 году эти вознаграждения выросли с тысяч до миллионов долларов, о чем свидетельствует судебный процесс Гваделупе Лагуны против его бывшего работодателя Джонса Мэнвилла. с 19С 68 по 1981 год Лагуна работал оператором станка и инспектором труб на заводе в Стоктоне, Калифорния, производившем изделия из асбоцемента. В качестве компенсации за изнурительный асбестоз, который у него в конце концов развился, жюри Сан-Франциско присудило ему 2,3 миллиона долларов.
- Гальванизированный
- стр.
- Холоднокатаный
- Нержавеющая сталь
- Алюминий
- Алюминиевые листы
- Холоднокатаный
- Листы из нержавеющей стали
- Алюминий до 6 мм
- Сталь до 5 мм
- Нержавеющая сталь до 4 мм
Машина для производства трапециевидных листов
Аналогично, трапециевидные листы с цветным покрытием используются в строительной отрасли во всем мире из-за коррозионной стойкости, красивого внешнего вида и долговечности. Таким образом, черепица из трапециевидного листа широко используется для строительства стальных конструкций, проектов стальных конструкций. и системы сдерживания. Установка трапециевидных профилей дает вам простой и эффективный способ облицовки крыши и стен. Фактически, LOTOS может производить различные высококачественные машины для производства трапециевидных кровельных листов в соответствии с вашими требованиями с различной толщиной листа, площадями поперечного сечения и моментами инерция – Нагрузки.
Профилегибочная машина для панелей из нержавеющей стали
Кроме того, панели из нержавеющей стали широко используются в стеновых панелях и черепице, поэтому они могут быть модернизированы в соответствии со спецификацией, предоставленной заказчиком. следовательно, машина для изготовления кровельных листов из нержавеющей стали изготавливается с хромированным роликом для формирования стального листа на любой крыше и стеновой панели путем формирования между станциями верхнего ролика и нижнего ролика. Профилегибочная машина LOTOS может формовать все виды нержавеющей стали.
Профилегибочная машина для листового проката IBR
Кровельный лист IBR предназначен для использования в качестве боковой облицовки или кровельного материала в коммерческих, промышленных и жилых зданиях. Название IBR происходит от «Inverted Box Rib» и стало нарицательным в строительной отрасли Южной Африки. конечно, кровельные листы IBR доступны в широком диапазоне цветов и материалов, демонстрирующих различные структурные свойства. Крыша IBR — это альтернатива цинковой черепице, которую можно быстро и просто установить. однако он доступен из различных металлов, включая сталь и алюминий, что упрощает его установку.
Существует 2 различных листовых профиля IBR, профиль IBR 686 и профиль IBR 890, которые широко используются в качестве стальных кровельных листов или боковой облицовки в Южной Африке. тем не менее, стандартный листовой профиль 686 IBR является более популярным оборудованием по сравнению с другими машинами для профилирования металлических кровельных листов в Южной Африке.
Профилегибочная машина для двухмодульных панелей Umbrella® Panels
Таким образом, особенностью продукции Umbrella Double-modular и Classic Umbrella Metal tile является повышенная жесткость и устойчивость. Глубина волны 24 мм и высота сгиба 20 мм позволяют значительно увеличить поперечную и продольную жесткость.
Classic Umbrella® Станок для производства панелей из металлической черепицы
Другими словами, эти функции необходимы при транспортировке, сборке и перемещении черепицы на крыше, что помогает избежать случайного изгиба или деформации. в этом виде кровельных листов защита от коррозии длится 30 лет, а сохранение цвета гарантируется в течение 15 лет.
Машина для производства изоляционных панелей крыши
Эта машина для производства изоляционных панелей крыши очень популярна на корейском рынке. Эта машина для производства кровельных листов производит металлический лист, ламинированный пеной EPE, пеной XPE или пеной EVA. эта пена заставляет эту панель изолировать. Теплоизоляционные кровельные панели обеспечивают уникальную энергоэффективность. Утепленные кровельные панели состоят из металлических панелей со стальной обшивкой и слоем изолирующей пены.
Различные типы кровельных материалов:
Солнечная крыша будет предлагаться в четырех вариантах: тосканская стеклянная плитка и сланцевая стеклянная плитка, текстурированная стеклянная плитка и гладкая стеклянная плитка.
Асфальтовая черепица является наиболее распространенным материалом для черепицы, используемым в домах. Кроме того, они предназначены для защиты дома в течение десятилетий от атмосферных воздействий с минимальным обслуживанием и доступны в сотнях цветов и стилей.
Металлическая кровля может снизить потребление энергии, обеспечивая экономию средств и немедленную окупаемость ваших инвестиций.
Metal Roofing Machin Производители машин для производства кровли и облицовки стен в Китае, специализирующиеся на проектировании, производят профилегибочные машины и машины для производства гофрированных кровельных листов.
| Machine to Make Metal Roofing |
| Decoiler |
| Decoiler Type | Ручной |
| Грузоподъемность | 5 тонн Невосприимчивость к расширению |
| Roll Forming system with the feed panel unit |
| Axis Diameter | 75mm | ||
| Forming Roller station | 18 Groups | ||
| Main Axis material | First grade 45# steel heated и закаленный | ||
| Материал ролика | Сталь 45# первого сорта, с твердым хромовым покрытием, нагретый и закаленный | ||
| Скорость формовки | 10-15 м/мин | ||
| Привод типа | 1 ”Цепь передачи | ||
| Размер цепи | СТАРИНГ 9125. | 255. СТАРСИЯ 9125. | . |
| Гидравлическая штамповка и режущая устройство |
| Тип |
| 1270 | |
| Hydraulic pump power | 4 KW |
| Hydraulic pressure | 12Mpa |
| Hydraulic Blade &cutter material | Cr12, quenching process 58-62 |
| Cutting length tolerance | 10m±2mm |
| Электрическая система |
| Система ПЛК | 5 5asonic |
| Length Controller | Encoder Japan KOYO |
| Operation | MGCS Touch Screen |
| Inverter | Japan YASKAWA |
| Voltage | 380V/50Hz/3P |
How to make Roof Листы?
В заключение, кровельная листовая черепица производится на машине для изготовления кровельных листов и используется для металлической черепицы для домов, листов IBR, кровельных листов с цветным покрытием для рынков и т. Д. Таким образом, вы можете связаться с LOTOSFORMING, который имеет более 15 — многолетний опыт работы на машине для производства черепицы и производства более 300 различных сечений. следовательно, в соответствии с областью клиента и использованием, LOTOSFORMING производит машины для формовки металлической кровли с нормальной и высокой скоростью. кроме того, машинам для изготовления металлической кровли требуется более 600 предпочтительных роликов и около 30-60 валов, чтобы выбрать завод по производству металлических кровельных листов. мы должны проверить мощность мастерской и возможности оборудования, а Roll Forming получить опыт, во-первых, для производства листопрофилегибочной машины IBR на весь срок службы.
Лучшие типы материалов для металлической черепицы:
Высокоскоростная машина для производства черепицы
Кроме того, Lotosforming может разработать и произвести несколько типов машин для формовки черепицы. Это может формировать и производить листы PPGI и GI с разной скоростью. Кроме того, мы являемся профессионалами в производстве машин для производства черепицы с коробкой передач и высококачественным конечным листом точной длины. Наша высокоскоростная машина для производства черепицы работает с серводвигателем, чтобы уменьшить допуск и увеличить скорость. Мы можем спроектировать машину для формования черепицы в соответствии с вашим чертежом и формой резки.
, однако, наши штамповочные формы будут разработаны профессиональным инженером, пройдут несколько этапов изготовления, таких как резка проволоки, закалка, обработка поверхности и окончательная термообработка, для достижения окончательной приемлемой формы. наконец, машина для формовки глазурованной черепицы Lotosforming имеет от 15 до 20 инструментальных стендов, чтобы убедиться, что формируемая форма будет стабильной и гладкой.
Подводя итог, часто задаваемые вопросы о машине для изготовления кровельных листов. Мы знаем ваш вопрос и отвечаем на все из них о машинах для производства кровельных листов. Поэтому вы можете получить ответы на эти вопросы в полной мере на нашем канале YouTube. например:
Машина для производства черепицы с коробкой передач и машина для производства черепицы с цепной передачей
в конце концов, у нас есть машина для производства черепицы, и у нас есть два типа, в том числе:
, так что иногда я должен объяснять вам, клиенты, что наша цена может слишком сильно отличаться от других, или мы просто не можем понять в чем причина, и даже у нас есть какая-то машина немного дешевле, но давайте просто выясним, что именно влияет на цену.
в первом типе, скорость штамповки машины и скорость резки могут достигать от 6 до 8 метров в минуту, и особенно вы можете видеть, что машина приводится в движение коробкой передач, столб — это литой столб. полная линия имеет шкаф управления, гидравлическую насосную станцию и формовочную машину.
Итак, эта машина приводится в движение коробкой передач и литой стойкой.
Машина для производства черепицы с цепной передачей
В остальном, вторая линия является нашей традиционной линией, кстати, в этой линии мы использовали гидравлическое обесцвечивание.
таким же образом, это машина для черепицы со стеновой панелью и цепным приводом. это наша традиционная машина по низкой цене. скорость линии этого кровельного листа составляет всего около одного или двух метров, максимум около трех метров в минуту. это большая разница, что означает, что скорость работы слишком сильно отличается. новое поколение (машина для производства кровельных листов с коробкой передач) почти вдвое больше, чем это традиционное (машина для производства черепицы с цепной передачей), а вторичная большая проблема связана с штамповкой и расстоянием резки, это очень большая разница.
и о вождении машины и подставке на складе, это подставка для стеновых панелей. конструкция катка чем-то похожа на конструкцию машины, путь движения и скорость ходьбы будут другими.
если вы покупаете один набор нового поколения, это означает, что у вас есть два набора старого поколения, но на самом деле цена не будет вдвое выше, чем у традиционных. если у вас уже есть старое поколение и в настоящее время вы пытаетесь расширить свой бизнес для большего количества различных шаблонов, и вы хотели бы иметь более высокую производительность и сократить время доставки своим клиентам. так что самое время подумать о нашем новом поколении машины, это действительно хороший момент.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Ваша компания *
Имя *
Электронная почта *
Телефон *
Комментарий или сообщение *
Загрузка файла
Нажмите или перетащите файл в эту область для загрузки.
Если у вас есть какие-либо чертежи, загрузите их сюда:
Рейтинг
Название продукта: Машина для производства кровельных листов
Описание продукта: Машина для производства кровли и стен
Brand: lotos
Offer price: 24
Currency: $
Availability: InStock
Sending
User Review
4.94 (450 votes)
PPGI Sheet | Предварительно окрашенный оцинкованный стальной лист
Лист PPGI обеспечивает превосходную коррозионную стойкость и привлекательный внешний вид. В Wanzhi Steel у нас есть как предварительно окрашенные оцинкованные профили, так и простые листы для продажи, которые доступны в широком диапазоне размеров, цветов и дизайнов. Наиболее популярные цвета PPGI: красный (RAL 3020), небесно-голубой (RAL 5015), сигнальный белый (RAL 9). 003), мохово-зеленый (RAL 6005), транспортно-черный (RAL 9017) и т. д. Вы также можете настроить цвет и рисунок. Как оптовый производитель в Китае, мы также предлагаем цену прямой продажи с завода. Добро пожаловать, свяжитесь с нами для получения более подробной информации!
RAL9003 Профильный лист PPGI
RAL5015 Плоский лист PPGI
Спецификация листа PPGI
| Артикул | Оцинкованный стальной лист с полимерным покрытием |
| Подложка | GI (лист из оцинкованного железа) |
| Толщина | 0,14–1,2 мм |
| Ширина | 600–1250 мм |
| Длина | По вашим требованиям |
| Покрытия | ПЭ, СМП, ХДП, ПВДФ |
| Толщина покрытия | 5–35 мкм (окраска сверху/сзади) |
| Цвета | Цвет по шкале RAL (возможны индивидуальные рисунки) |
| Ежемесячное производство | 15 000-20 000 тонн |
| Сертификаты | ИСО 9001, СГС, КЭ, БВ |
| Дата поставки | В течение 7-30 дней после подтверждения депозита, в основном зависит от количества заказа |
| Пакет | Стандартная экспортная упаковка или согласно вашим требованиям |
Зеленый предварительно окрашенный оцинкованный стальной лист
Волнистый дизайн
Оптовый производитель листов PPGI – Wanzhi Steel
Professional Factory
Wanzhi Steel является оптовым поставщиком стали PPGI в Китае, у которого есть собственный завод. На нашем заводе есть две линии по нанесению цветных покрытий с годовой производственной мощностью 200 000 тонн. Также имеются две линии цинкования с годовой производственной мощностью 400 000 тонн. Кроме того, имеются наборы прокатного оборудования различной конструкции, линии резки и т. д. для удовлетворения различных потребностей в гладких или профилированных предварительно окрашенных оцинкованных стальных листах. Добро пожаловать, чтобы связаться с нами, чтобы посетить наш завод онлайн или на месте.
Линия нанесения цветного покрытия Wanzhi
Линия нанесения покрытия
Прокатное оборудование
Профилировочное оборудование
Глобальный экспортер
Компания Wanzhi Steel имеет многолетний опыт экспорта. За эти годы мы создали многоязычную команду по продажам для обслуживания клиентов по всему миру. Как оптовый поставщик, мы предоставим конкурентоспособную цену для оптовых заказов. Кроме того, бесплатные образцы доступны. Добро пожаловать, свяжитесь с нами для получения более подробной информации!
Хорошие отзывы клиентов
Wanzhi Steel обещает предлагать нашим клиентам качественную продукцию в соответствии с контрактом, включая основной металл, толщину, ширину, покрытия и т. д. Мы принимаем сторонний контроль качества. Благодаря гарантии качества, мы получили много хороших отзывов от наших клиентов. Ниже представлен отзыв наших клиентов из Непала.
Отзыв клиента о листе PPGI из Непала
Как рассчитать вес листа PPGI?
Вес листов PPGI можно рассчитать по следующей формуле:
Толщина (мм) * Ширина (м) * Длина (м) * 7,85 = (кг/шт.)
Примечание: 7,85 — плотность железа. Значит, кубический метр железа весит 7,85 тонны.
На самом деле, вес на квадратный метр в основном зависит от толщины. Например, если ваши листы с цветным покрытием GI имеют толщину 28 (0,38 мм), вес листа PPGI на квадратный метр составляет около 2,98 кг. При толщине 24 калибра (около 0,61 мм) вес квадратного метра составляет около 4,79 кг.
Вес профильного листа PPGI
Ниже давайте рассчитаем вес предварительно окрашенного оцинкованного профиля толщиной 0,5 мм. При общей ширине 1,15 м, длине 1,8 м вес каждого куска составляет около 8,12 кг (0,5*1,15*1,8*7,85). Так что около 123 штук на тонну. При заказе 5000 штук общий вес около 40 тонн. Затем для доставки требуется два контейнера 40GP. Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами!
Лист с цветным покрытием RAL3020 GI
Плитка PPGI
Цвет листа PPGI
Цвета в основном делятся на однотонные и печатные. И оба настраиваемые.
1. Твердый цвет PPGI
Популярный предварительно окрашенный оцинкованный стальной лист. черный (RAL 9017) и т. д. Мы можем отправить вам образцы продукции для ознакомления. Если у вас есть особые требования, вы можете выбрать цвет по шкале RAL или отправить нам образец. Затем мы смешаем цвета и предложим вам образец продукта. После вашего подтверждения мы начнем массовое производство вашего заказа.
Популярные цвета
2. Печатный узор
Наши популярные узоры включают цветочные узоры, траву, кирпич, мрамор, текстуру дерева, голубое небо и т. д. Конечно, мы также можем настроить узор в соответствии с вашими потребностями.
Травяной узор
Дорожный знак
Оцинкованный стальной лист с полимерным покрытием Цена
Оптовая цена предварительно окрашенного оцинкованного листа составляет от 800 до 1200 долларов США за тонну. Это зависит от многих факторов, таких как окраска, толщина краски и т. Д. Например, окрашенная стальная доска (доска для письма) будет дороже, чем обычные белые листы PPGI из-за разных красок. Кроме того, некоторые листы PPGI используют разные краски для верхней и обратной сторон. Кроме того, цена листа PPGI будет меняться вместе с рынком. Кроме того, количество также во многом повлияет на цену. Как производитель оцинкованного стального профиля с предварительно нанесенным покрытием и простых листов, мы имеем завод PPGI в провинции Шаньдун. Таким образом, мы предложим заводскую цену прямой продажи. Также мы предложим скидки на оптовые заказы. Добро пожаловать, чтобы связаться с нами для получения более подробной информации!
Обычный предварительно окрашенный лист GI
Цветной гофрированный лист
Лист PPGI Применение
Предварительно окрашенные листы GI бывают различных конструкций, включая профилированные листы и простые листы. Они широко используются в строительстве, бытовой технике, транспорте, мебели и т. д. Данные показывают, что 31% используется в бытовой технике и 63% в строительстве. Ниже приведены некоторые из основных отраслей, в которых используется PPGI.
1. Строительство
Профилированные листы из оцинкованного железа с предварительным покрытием применяются для фабрик, складов, крыш и стен, спиральных дверей и т. д. В то время как простые панели PPGI широко используются в качестве оконных рам, дверей, потолков, лифтов, лестниц, вентиляционных каналов.
Использование в строительстве
Панель забора
2. Мебель и офисное оборудование
Предварительно окрашенный лист GI используется для изготовления радиаторов, абажуров, шкафов, столов, кроватей, книжных полок, шкафчиков и т. д.
3. Электрооборудование
Предварительно окрашенный оцинкованный стальной лист также используется для изготовления корпусов холодильников, стиральных машин, кондиционеров, микроволновых печей и т. д. Он более сложен, чем лист PPGI для строительных работ. У нас есть заказ на 20 тонн стальных листов с цветным покрытием для бытовой техники в Иран.
Стальная офисная мебель
Использование в бытовой технике
4. Транспорт
Профилированные листы из оцинкованного железа с предварительно нанесенным покрытием также используются для внутренней отделки автомобилей и поездов, контейнеров, различных панелей для кораблей, маслоочистителей и т. д.
5. Прочее
Предварительно окрашенные листы оцинкованного железа также используются для изготовления белых досок, рекламных щитов, дорожных знаков и т. д. Лист, который мы производим, отличается длительным сроком службы, простотой монтажа, высокой прочностью и красивым внешним видом. Именно поэтому он становится популярным среди инвесторов.
1. Малый вес
Вес цветных листов GI колеблется от 1 до 10 кг/м 2 , что составляет примерно 1/30 кирпичной стены. Согласно формуле расчета веса: Толщина (мм) * 1 м * 1 м * 7,85 = (кг/м 2 ), вес листа PPGI на квадратный метр в основном зависит от толщины. Таким образом, вес нашего листа с полимерным покрытием GI составляет от 1,099 кг/м 2 (0,14*1*1*7,85) до 9,42 кг/м 2 (0,14*1*1*7,85). Таким образом, его противоударные характеристики лучше, что делает здание более безопасным. Кроме того, его легко транспортировать, чтобы сэкономить ваши расходы.
2. Высокая прочность
Лист GI с полимерным покрытием сохраняет механические свойства стали, включая прочность на изгиб, удлинение, прочность на растяжение и т. д. Он остается прочным и долговечным в использовании. Нанесение покрытия заключается в защите его поверхности от ржавчины и придании ей привлекательного вида.
Архитектурное использование
3. Красивый внешний вид
Стальной лист с цветным покрытием красив, что означает, что нет необходимости в дополнительном украшении. При этом цвет может сохраняться долгие годы.
4. Гибкая и быстрая установка
Быстрая и простая установка при использовании цветных оцинкованных листов в качестве строительных материалов. С одной стороны, это может сократить сроки строительства более чем на 40%. С другой стороны, нет необходимости в глубоком фундаменте, что хорошо для окружающей среды.
Простота установки
Что такое лист PPGI?
Лист PPGI — это сокращение от предварительно окрашенного оцинкованного стального листа. Это своего рода предварительно окрашенный стальной лист, в котором в качестве основного металла используется оцинкованный стальной лист. Затем его окрашивают одним или несколькими слоями органических покрытий после предварительной обработки поверхности (обезжиривания и очистки), а затем непрерывно обжигают и затвердевают. Затем рулоны будут разрезаны на листы нужного размера. С помощью прокатного оборудования простые листы могут быть профилированы в гофрированные листы PPGI.
Процесс производства листов PPGI
В Wanzhi Steel мы обычно используем метод двойного покрытия и двойного обжига. Если у вас есть особые требования, сообщите нам об этом. Давайте рассмотрим процесс шаг за шагом.
Процесс производства рулонов PPGI
1. Размотать и сварить рулоны оцинкованной стали, чтобы их можно было обрабатывать непрерывно.
2. Затем рулоны проходят через входной контур для предварительной обработки для удаления ржавчины и загрязнений путем обезжиривания, очистки и химической обработки.
3. Процесс нанесения грунтовки. Обе стороны будут покрыты и запечены в первый раз.
4. Финишный процесс нанесения покрытия. После остывания рулоны снова окрашиваются и высушиваются.
5. Охлаждение змеевиков ниже 40 °C. После системы контроля качества рулоны будут свернуты через выходной петлитель. Затем вы можете разрезать или профилировать рулон на листы в соответствии с вашими потребностями.
Вот видео, показывающее, как разрезать рулон PPGI на простые листы.
Ниже представлено видео, показывающее процесс профилирования гофрированных листов.
Структура PPGI
Как уже упоминалось, предварительно окрашенный оцинкованный стальной лист использует сталь с цинковым покрытием в качестве основы. То есть он сделан из основного металла и цинкового покрытия. Перед нанесением покрытия его очищают от ржавчины и загрязнений на поверхности. Затем он будет покрыт химическим конверсионным покрытием. Затем наносится несколько слоев органических покрытий. Взяв, к примеру, двусторонние и дважды обожженные предварительно окрашенные листы GI, они содержат основной металл, цинковое покрытие, предварительную обработку (химическое конверсионное покрытие), грунтовочное покрытие и верхнее/обратное покрытие. Ниже приведена структурная схема листа с цветным покрытием PPGI.
Конструкция из предварительно окрашенного оцинкованного стального листа
Лист PPGI (с горячим цинкованием)
В качестве основного металла в изделии используется стальной лист с горячим цинкованием. Органическое покрытие не только защищает цинковый слой, но и защищает металл от ржавчины. Поэтому срок его службы больше, чем у горячеоцинкованного листа. Толщина цинка горячеоцинкованной подложки для наружного применения может достигать 275 г/м2. Мы предлагаем индивидуальные решения для удовлетворения особых требований.
Лист PPGI (электрооцинкованный)
Электрооцинкованный лист используется в качестве основы, а затем окрашивается органическими покрытиями. Потому что слой цинка гальванически оцинкованного листа тонкий. Таким образом, этот продукт не подходит для использования на открытом воздухе, например, для стен, крыш и т. д. Но из-за его красивого внешнего вида и отличных характеристик обработки его можно в основном использовать в бытовой технике, аудиосистеме, стальной мебели, внутренней отделке и т. д. Вы можете выберите в соответствии с целью использования и окружающей средой.
Пакет листов PPGI
Во-первых, панели PPGI скрепляются между собой не менее чем двумя стальными ремнями как в поперечном, так и в продольном направлениях. Затем оберните пакет водонепроницаемой крафт-бумагой и полиэтиленовой пленкой, чтобы защитить его от влаги. По вашему желанию он будет закреплен деревянным или оцинкованным поддоном. Ниже приведены некоторые фотографии для справки.
Внешняя упаковка
Внутренняя упаковка
Советы по покупке листа PPGI с цветным покрытием
Лист PPGI представляет собой готовый продукт. Есть множество спецификаций, цветов и дизайнов на выбор. И цена стального листа с цветным покрытием является доступной. Это делает его отличным инвестиционным проектом. Перед покупкой вы можете задать себе приведенные ниже вопросы, которые помогут вам выбрать подходящий предварительно окрашенный оцинкованный стальной лист.
1. Для чего вы будете использовать предварительно окрашенный оцинкованный стальной лист? Он будет определять дизайн, толщину, ширину, способ покрытия и т. д. Например, если вы используете лист PPGI в качестве основного металла сэндвич-панели, однослойный лист с тыльной стороны будет лучше, потому что он имеет лучшую адгезию.
2. Где будет использоваться предварительно окрашенный лист GI? Среда использования будет влиять на цвет, толщину покрытия, толщину слоя цинка и т. д.
3. У вас есть конкретные размеры, включая толщину, ширину и длину?
4. Сколько цветных листов ГУ вам нужно? Количество напрямую влияет на цену. Wanzhi Steel является оптовым поставщиком рулонной и листовой оцинкованной стали с полимерным покрытием. Поэтому мы предложим вам очень конкурентоспособную цену. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами для получения профессиональных советов.
Предварительно окрашенный стальной лист сигнально-синего цвета
Лист с полимерным покрытием RAL9017
Wanzhi Words
Как производитель листов с полимерным покрытием GI, Wanzhi Steel всегда предлагает своим клиентам качественную продукцию по разумной цене, а также полный спектр услуг. Мы всегда считаем, что мы больше, чем компания, но также партнер и консультант для наших клиентов, чтобы предоставить индивидуальные решения. Хотя сейчас мы недостаточно известны, мы ориентируемся на ценность нашего бренда. За последние 12 лет экспорта мы завоевали множество постоянных клиентов по всему миру. Выбирайте нас, и вам понравится сотрудничество с нами. Просто поговорите с нами о туре по фабрике или бесплатном образце здесь!
Стальные листы с цветным покрытием для Ирана
Предварительно окрашенный оцинкованный стальной лист
Прочтите перед заполнением контактной формы
цвета RAL) или узоры, дизайны профилей . Вы также можете отправить нам фотографии.
2. Окраска и толщина окраски также важны. Максимальная толщина верхнего слоя краски составляет 35 мкм. Общая толщина 5+10 мкм (зад+верх). Если у вас есть особые требования, сообщите нам об этом.
3. Если у вас есть особые требования к основному металлу , такие как толщина цинкового слоя оцинкованных листов, сообщите нам, пожалуйста. Также доступен другой основной металл, такой как PPGL, холоднокатаный лист. Кроме того, если вам нужна специальная обработка поверхности, например, покрытие полиэтиленовой пленкой, сообщите нам об этом.
4. Сколько штук или тонн вам нужно? Количество заказа будет напрямую влиять на цену. Как оптовый поставщик, минимальный объем заказа составляет 25 тонн.
5. Также сообщите нам свои требования к упаковке , порту, отгрузке и другим требованиям.
6. Если вы не уверены, сообщите нам, для чего вы будете использовать панели PPGI. Мы предложим вам индивидуальное решение.
7. Ваши особые требования, например, требуемые сертификаты (SGS, CNAS и т. д.). Возможна сторонняя проверка качества.
8. Образец формата А4 мы предложим бесплатно . Добро пожаловать, чтобы связаться с нами, если вам это нужно. Мы будем здесь 24 * 7 для вас.
Асбестовые листы — Кровля и сайдинг Обзор продукта
Как использовались асбестовые и цементные листы?
Подавляющее большинство асбестоцементных листов использовалось для изготовления асбестовой кровли, но он также встречается в материалах для облицовки и напольных покрытий. Асбестоцементные изделия, в том числе асбестоцементные листы и трубы, в настоящее время составляют примерно 90% мирового производства асбеста.
Хотя производство асбестоцементных листов в США прекратилось в 1980-х годах, импорт продукции из других стран остается законным.
Волокнистый асбестоцемент более прочен, чем гипсокартон, и с ним легче работать, чем с бетоном, и он имеет множество применений в строительстве, включая использование в качестве кровли и сайдинга. Сегодня в США волокна в цементных листах обычно изготавливаются из целлюлозы, вещества, содержащегося в растениях, но почти 80 лет они в основном изготавливались из асбеста.
Эти листы устанавливались в жилых домах, на военных базах, в общественных зданиях, на промышленных предприятиях и на рабочих местах. Асбестоцементный лист когда-то был синонимом «фиброцементного листа», и его также обычно называли «лист AC» и «волокно».
Американские компании прекратили производство этих видов изделий из асбеста, но асбестоцементные листы по-прежнему являются популярными строительными материалами в развивающихся странах, таких как Индия и Китай. Эти продукты опасны, потому что с возрастом и повреждением они становятся рыхлыми или легко крошатся, что может привести к выделению волокон асбеста.
Типы асбоцементных листов
Гофрированные асбестовые листы
Волокнистый цемент стал простой и доступной альтернативой гофрированным металлическим панелям, которые обеспечивают слабую теплоизоляцию и неизбежно ржавеют с течением времени. Гофрированные асбестовые листы применялись для кровли и облицовки всех типов зданий, особенно на заводах и в фермерских хозяйствах.
Плоский лист асбеста
Поскольку фиброцемент гораздо более водостойкий, чем гипсокартон, плоские листы асбеста нашли применение в интерьерах домов и предприятий в качестве стен и подстилающего слоя полов.
Асбестовая плита
Асбоцементная плита, также известная как цементная стеновая плита и асбестоцементная плита, производилась в виде листов. Они использовались в качестве огнезащитного материала вокруг котлов, обогревателей и дровяных печей. Асбестовый картон также использовался для обшивки капота автомобиля, а также в качестве прокладок и шайб в электротехнике.
Асбестовые пиломатериалы
Также называемые асбестоцементной обшивкой, «асбестовые пиломатериалы» вообще не изготавливались из дерева. Вместо этого он позиционировался как превосходная альтернатива дереву. Он был огнеупорным и электрически непроводящим, но все же достаточно мягким, чтобы с ним можно было работать, как с натуральным деревом. Асбестовые пиломатериалы использовались в качестве основы для кровельных и облицовочных материалов, таких как черепица и облицовка из фальш-кирпича.
Изделия из асбеста, как известно, трудно определить визуально. Лучший подход — протестировать подозрительный продукт. Рабочие должны исходить из того, что старые гофрированные крыши и плоские листы могут содержать асбест.
Компании, связанные с асбестовыми кровельными и сайдинговыми листами
Американские марки асбестоцементных листов включают:
| Производитель | Марка |
|---|---|
| Целотекс | Изолирующая оболочка Careycel, Careystone Гофрированный асбестоцемент, Асбестоцемент Careystone Flat |
| Компания Кизби и Мэттисон | Гофрированная обшивка из асбеста Ambler, гофрированная кровля и сайдинг Ambler, Гофрированная кровля из асбеста Century |
| Корпорация GAF | Панельный асбестоцементный лист |
| Национальная гипсовая компания | Гофрированная кровля Gold Bond, Плоский лист Gold Bond Cement |
| Джонс Мэнвилл | Гофрированная кровля и сайдинг Transite |
Другие компании, производящие асбестоцементные листы, включают:
Заболевания, которые могут вызывать асбестоцементные листы
Производство и работа с асбестоцементными листами может привести к воздействию асбеста и вызвать такие заболевания, как мезотелиома, рак легких, асбестоз и другие проблемы со здоровьем.
Производство и работа с асбестоцементными листами может привести к воздействию асбеста. Исследование, проведенное в 2009 году в Таиланде, где использование асбестоцементных листов является обычным явлением, показало, что полировщики кровельной арматуры подвергались самым высоким уровням воздействия асбеста при работе с асбестоцементными листами. Рабочие, занимающиеся производством асбестоцементных листов, также подвергались воздействию мешков с необработанным асбестовым волокном.
Известно, что воздействие асбеста от цементных листов вызывает заболевания, связанные с асбестом, такие как:
Если вы раньше работали с асбестоцементными листами, вам следует следить за своим здоровьем на наличие признаков респираторных или желудочно-кишечных заболеваний, включая затрудненное дыхание и вздутие живота. Любой, у кого диагностировано заболевание, связанное с асбестом, должен обратиться за консультацией к специалисту, чтобы получить доступ к инновационным методам лечения.
К лицам, подвергающимся риску воздействия листов асбеста, относятся:
Бесплатный юридический справочник по мезотелиоме
Получите юридический справочник на ночь. Узнайте, как выбрать адвоката и претендовать на компенсацию.
Получите бесплатный справочник
Компенсация за воздействие асбестовых листов
Многие бывшие торговцы и фабричные рабочие, в том числе работники асбестоцементных листов, подали в суд на производственные компании за воздействие асбеста на рабочем месте и получили компенсацию за травмы.
Производители асбеста несут ответственность в судах США за заболевания, вызываемые их продукцией, поскольку они знали об опасностях и предпочитали не защищать и не предупреждать рабочих и потребителей. Десятилетия судебных процессов выявили внутренние документы компании, подтверждающие, что эти корпорации знали, что подвергают риску сотрудников и общественность.
В дополнение к искам о телесных повреждениях и искам о неправомерной смерти любой, кто пострадал от асбестовых продуктов, может подать иски, требуя компенсации от трастовых фондов асбеста, основанных обанкротившимися компаниями. В рамках своих планов реорганизации при банкротстве асбестовые компании должны были создать трастовые фонды для жертв воздействия асбеста.
Например, в результате ряда корпоративных слияний и продаж Armstrong World Industries стала ответственной за все воздействия асбеста, причиненные Keasby & Mattison, включая асбестоцементные листы. Сегодня заявители могут потребовать компенсацию от асбестового фонда Armstrong World Industries Asbestos Trust, который с 2006 года выплатил сотни миллионов долларов по искам. иметь право на. Вы также можете претендовать на другие формы компенсации, такие как иски VA, пособия на лечение и поездки, компенсацию работникам и социальное страхование по инвалидности.
Борьба с загрязнением и история асбестовых листов
Агентство по охране окружающей среды США считает, что асбестовые гофрированные листы относятся к категории II, неломкому материалу, что означает, что он опасен, и перед сносом или реконструкцией материал должен быть устранен. Несмотря на то, что листы считаются нехрупкими, они могут стать рыхлыми с возрастом и повреждением.
Если материал не поврежден, его можно удалить, вбив гвозди в лист или срезав шляпки гвоздей или шурупов. Однако на поврежденные асбестовые листы распространяются гораздо более строгие правила.
Каждый кусок гофрированного листа или обшивки следует снимать целиком и держать во влажном состоянии, чтобы предотвратить попадание асбестовой пыли в воздух, а все материалы следует утилизировать в соответствии с законодательством каждого штата. Как правило, агентство рекомендует проводить очистку всех асбестосодержащих материалов лицензированными специалистами.
К 1980-м годам рост числа судебных исков о травмах, связанных с такими заболеваниями, как асбестоз и мезотелиома, вынудил производителей окончательно отказаться от производства асбестоцементных изделий в Соединенных Штатах. Однако, несмотря на мрачную репутацию асбеста в развитых странах, быстрый поиск в Интернете покажет, что асбоцементные листы по-прежнему широко доступны для продажи в других частях мира и остаются законными для импорта в США
В 1950-х годах Национальная гипсовая компания добавила кровлю из гофрированного асбеста в свою линейку продуктов Gold Bond, закрепив популярность этого строительного материала среди строителей домов, фермеров и владельцев заводов.
В 1907 году Keasby & Mattison стала одной из первых компаний, производивших гофрированные листы из асбеста. Рабочие вдавили смесь цемента, воды и хризотил-асбеста между металлическими плитами под большим давлением, чтобы выдавить лишнюю воду и создать гофрированный узор, который выглядит как ряд параллельных гребней, которые придают цементным листам прочность. K&M назвала свою марку гофрированных листов в честь города Амблер, штат Пенсильвания, где располагалась ее фабрика.
Компания продвигала кровельные и сайдинговые материалы Ambler за «сравнительную легкость, простоту применения, погодо- и пожаробезопасность, приятный внешний вид и долговечность». Первыми клиентами были Draper Company в Массачусетсе, Shenango Furnace Company в Пенсильвании и Bell Asbestos Mines в Канаде. Когда на одном из заводов Bell вспыхнул пожар, асбестовый сайдинг и кровля, как сообщается, сдержали пламя, что подтверждает заявления K&M.
Профилирование листового металла — Steeltec
Профилирование листового металла
STEELTEC – это компания, которая является лидером в Сербии по производству и реализации холодногнутых профилей из оцинкованного стального листа.
Благодаря успешной бизнес-стратегии и инвестициям в качество продукции Steeltec поставляет дистрибьюторам и потребителям профилей как надежного партнера.
Ассортимент Steeltec включает в себя профили для гипсокартона, используемые для подвесных потолков и перегородок, а также арматуру для профилей из ПВХ, которые изготавливаются из оцинкованного стального листа.
ПРОИЗВОДСТВЕННЫЙ АССОРТИМЕНТ ПРОФИЛЕЙ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
БОЛЕЕ
ПРОИЗВОДСТВО УГЛОВЫХ ШТУКАТУРОК
БОЛЕЕ
ПРОИЗВОДСТВО АРМАТУРЫ ДЛЯ СТОЛЯРНЫХ ИЗДЕЛИЙ ИЗ ПВХ
ПОДРОБНЕЕ
ПРОДАЖА ЛИСТОВОГО МЕТАЛЛА:
Компания импортирует и распространяет листы всемирно известных производителей из Турции, Италии, Македонии, Германии:
Листы стальные оцинкованные (качество DX51-DX54, толщина 0,35 мм- 2 мм. После оцинковки 100-275 гр/м2)
Окрашенные (пластифицированные) листы (Ral 5010, 3009, 8019, 6005)
СЕРВИСНАЯ ДЕЯТЕЛЬНОСТЬ
Выпрямление и резка листов до 3 мм
Типы:
Максимальная ширина рулона 1500 мм
ПРОФИЛЬНЫЕ ПРОФИЛИ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
| Название профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
CD 60 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 12 ком/ручная упаковка 180 ком/авто упаковка |
ПРОФИЛЬ CD-60 : Профиль из оцинкованной стали, размеры 60x27x60 мм Для подвесных потолков, для устройства чердаков и тонких стеновых покрытий. Его можно расположить крест-накрест в двух плоскостях, либо в одной плоскости. Правила EN 14195
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
КВ 50 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
КВ 75 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
КВ 100 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 80 ком/авто упаковка |
ПРОФИЛЬ CW-50, 75 и 100 мм: Вертикальный настенный профиль для стен из гипсокартона. Он размещается в предварительно уложенных профилях UW.
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
УД 28 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 60 ком/ручная упаковка 288 ком/авто упаковка |
ПРОФИЛЬ UD-28 : Профиль из оцинкованной стали, Для подвесных потолков, устройства чердаков и тонких стеновых покрытий. Профиль UD следует крепить через каждые 80 см, в зависимости от материала стены, дюбелем с ударным клином (бетон, кирпич) или саморезом (например, теплоизолированные стальные панели).
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 50 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 75 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 100 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
ПРОФИЛЬ UW-50, 75 и 100 мм: Горизонтальные пристенные профили для соединения стен из гипсокартона с полом, потолком или горизонтальные пристенные профили для перекрытия дверных проемов. На стыки с полом, потолком или другой конструкцией устанавливается самоклеящаяся губчатая лента для снижения вибрации. Профиль UW крепится к основанию дюбелями с ударным клином через каждые 80 см
ПРОИЗВОДСТВО УГЛОВЫХ ШТУКАТУРОК
В нашем ассортименте также есть угловой багет для машинной штукатурки, который используется для оформления внутренних углов, а также для защиты и укрепления кромок и углов от различных видов повреждений и растрескивания, чтобы стены идеально ровные.
ПРОИЗВОДСТВО АРМАТУРЫ ДЛЯ СТОЛЯРНЫХ ИЗДЕЛИЙ ИЗ ПВХ
Арматура для столярных изделий из ПВХ изготавливается из оцинкованного листового металла толщиной до 2 мм.
Способ изготовления арматуры для столярных изделий из ПВХ – холодное формование, которое осуществляется на линиях профилирования. Благодаря этой процедуре достигается отличная прочность выходного профиля, а поверхность материала не имеет видимых следов формообразования.
Производственный процесс также обеспечивает высокую точность размеров, формы и геометрии по всей длине.
После прокатки арматура для столярных изделий из ПВХ нарезается на необходимую длину и упаковывается в пакеты.
СОПУТСТВУЮЩЕЕ ОБОРУДОВАНИЕ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
СОЕДИНИТЕЛЬНЫЙ ДЕТАЛЬ ДЛЯ CD
Применение: используется для продольного удлинения профилей CD
Установка: Профили CD следует натянуть на элементы до середины, затем закрепить винтами.
ПОПЕРЕЧНАЯ СЦЕПЛЕНИЕ ДЛЯ CD
Применение: используется для соединения профилей CD, пересекающихся друг над другом, с подвесными потолками, при нормальной нагрузке
БЫСТРЫЙ ВЫПУСК ДЛЯ CD
Применение: используется для крепления профилей CD подвесных потолков при расстоянии между антресольной конструкцией и потолком более 15 см.
Установка Устанавливается через каждые 900 x 1000 мм
Допустимая нагрузка: макс.
