Изготовление сварных балок: Изготовление двутавровых балок методом сварки
Содержание
Производство сварных балок в Санкт-Петербурге
Заказать услугу
Производственный комплекс «Антей» предлагает услугу изготовления сварных балок в Санкт-Петербурге. От качества их изготовления, прочности и способности выдерживать заметные нагрузки зависит безопасность и срок службы сооружения.
Сферы применения
- Строительство перекрытий, лестничных блоков многоэтажных зданий.
- Формирование стальных каркасов для быстровозводимых сооружений — ангаров, складов.
- Изготовление автомобильных рам и прицепов.
- Возведение тоннелей, мостов.
- Производство деталей подъемных кранов, поворотных механизмов, направляющих для перемещения грузов.
Балки данного типа — неотъемлемые элементы металлических каркасов и различных сооружений из металлоконструкций, выполняющие несущую функцию.
|
Наименование конструкции |
Ед.  измерения измерения
|
Цена |
|---|---|---|
|
Сварные балки |
Тонна |
По запросу |
Как заказать изготовление сварных балок в ПК «Антей»
Звонок или заявка
Связаться с менеджером одним из указанных на сайте способом
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления сварной балки
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовление
Изготовление и доставка изделия на указанный вами адрес
Виды
Предлагаем изделия различных типов:
- С П-образным, двутавровым, коробчатым, HQ-сечением.
- Двутавровые, тавровые с перфорацией.

- Криволинейные, трапецеидальные.
- Симметричные, асимметричные.
Габариты балок произвольные: длина — до 15 000 мм, высота — 200-2000 мм, толщина стенок — 10-60 мм.
Технология изготовления сварных балок
Чтобы изготовить балку, необходимо выполнить «раскройку» стального листа на части. Затем проводятся следующие работы:
- Листовой металл режут на полосы, в нужный размер по длине и ширине, при помощи плазменного станка с ЧПУ.
- Фрезеруют кромки — для обеспечения надежности и требуемой плотности швов готового изделия.
- Реализуется сборка элементов с соблюдением симметрии, перпендикулярности деталей.
- Сваривается целая балка.
- Выполняется правка геометрии готового изделия.
Сварная балка выдерживает большее напряжение, чем горячекатаная того же веса. При этом в целом сварные изделия весят меньше горячекатаных аналогичного назначения на 10 % (за счет тщательного подбора сечения).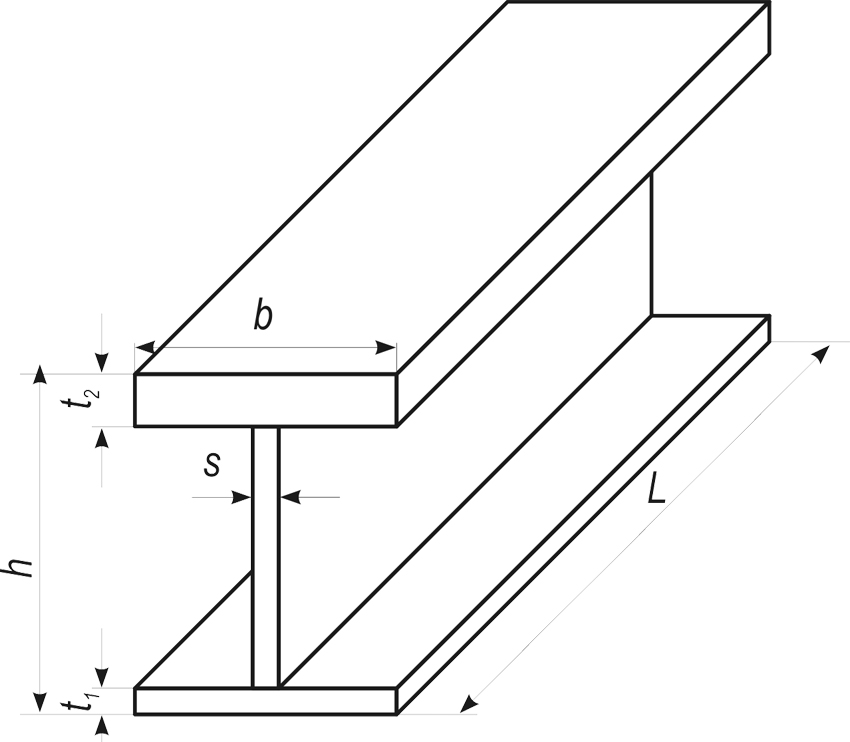
Что мы предлагаем
- Изготавливаем металлические сварные балки требуемых конфигураций, сечения, габаритов.
- Применяем различные марки стали — Ст3сп, Ст3пс5, 09Г2С и пр.
- Снижаем себестоимость изделий за счет уникализации заказов (если сварить балку по индивидуальным размерам, образуется минимум отходов).
- Гарантируем соответствие продукции действующим нормам ГОСТ, СНиП, СП благодаря отлаженному процессу контроля качества.
- Организуем доставку товаров по Санкт-Петербургу, области и в другие регионы России.
Заказать изготовление сварной балки по чертежам по оптимальной для вас цене можно по телефону +7 (812) 493 - 47 - 67, через онлайн-чат или форму обратной связи.
Нужна консультация или расчет стоимости?
Задать вопрос
Изготовление сварных балок. Тавровые балки и двутавровые балки.
 ХромитМонтаж
ХромитМонтаж
Ленинградская область, г. Никольское Отрадненское шоссе д.1Г / +7 (812) 313-62-24 / [email protected]
Продукция
Услуги
Главная » Услуги » Изготовление сварных балок
Сварные балки постоянного и переменного сечения широко используются в строительной сфере. Они применяются при строительстве эстакад, опор, перекрытий, металлических каркасов зданий жилого и промышленного назначения, при возведении мостов и других ответственных стандартных и нестандартных металлоконструкций.
Также сварные балки двутаврового типа часто используют при реконструкции разных объектов, таких как крупные торговые центры, промышленные сооружения, складские помещения, офисные комплексы, спортивные здания, а также ангары и сельскохозяйственные хранилища.
Преимущество использования сварных балок перед прокатными заключается в следующем:
- Широкая номенклатура сварных двутавров;
- Возможность изготовления сварной балки несимметричного сечения, а также с использованием разных типов стали для полок и стенки;
- Снижение веса деталей и элементов;
- Увеличение прочности и несущей способности металлоконструкций;
- Снижение стоимости и сроков монтажа;
- Минимизация отходов при строительстве за счет изготовления сварной балки нужной ширины и длины.

Что касается последнего пункта, благодаря изготовлению балок большей длины (в сравнении с г/к) существует возможность увеличения ширины пролетов зданий.
Производство сварных двутавров представляет собой сложный процесс. При изготовлении балки двутаврового сечения чаще всего используется листовой прокат, который при помощи плазменной резки предварительно раскраивается и распускается на полосы необходимой длины и ширины. При сварке двутавровой балки должно быть соблюдено центрирование стенки относительно полок и выдержаны все указанные в чертежах допуски отклонений.
Полный провар корня шва осуществляется при помощи двусторонней разделки кромок. Высокое качество сварного соединения и глубина проплавления обеспечивается сваркой под флюсом в положении «в лодочку». После сварки все стыковочные и Т-образные швы проверяются на плотность при помощи керосина или методом УЗК.
Изготовление сварных балок в СПб и регионе компанией «ХРОМИТМОНТАЖ»
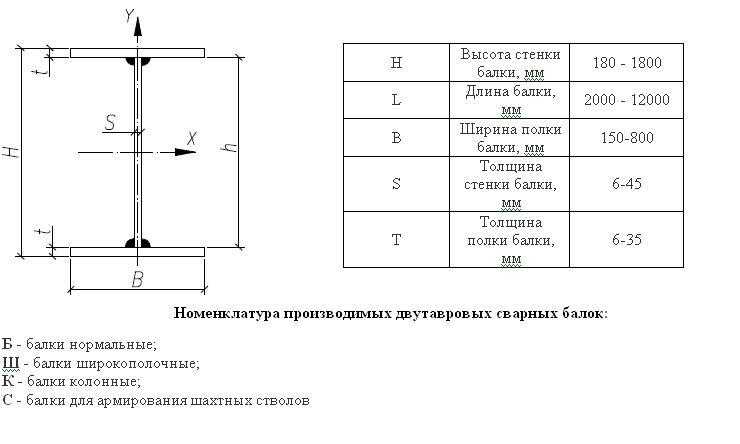
Компания ООО «ХРОМИТМОНТАЖ» предлагает свои услуги по производству сварных балок таврового сечения. Наши производственные мощности позволяют нам выпускать сварные двутавры разных типоразмеров: длиной от 1000 мм до 15000 мм, высотой вертикальной стенки от 200 мм до 20000мм, с шириной полки от 200мм до 800 мм.
Наши производственные мощности позволяют нам выпускать сварные двутавры разных типоразмеров: длиной от 1000 мм до 15000 мм, высотой вертикальной стенки от 200 мм до 20000мм, с шириной полки от 200мм до 800 мм.
В зависимости от особенностей проекта и назначения конструкций мы изготавливаем такие индивидуализированные металлоконструкции, как разнополочные сварные двутавры, балки переменного сечения, двутавры с двумя стенками и пр.
Сварные балки, производимые на нашем предприятии, соответствуют государственным стандартам и отвечают всем требованиям, регламентируемым строительными нормами и правилами СНиП. На весь листовой прокат имеется сертификат соответствия и качества.
Задать вопрос
187026, Ленинградская обл. Тосненский р-н, г. Никольское Отрадненское шоссе д.1Г., +7 (812) 313-62-24 e-mail: [email protected]. Производство метеллоконструкций в СПб
Производственный процесс и процедура сварки стали H
Перейти к основному содержанию
Сине Син
Сине Син
YiLi Steel Structure & Engineering Co.
 , Ltd — SEO
, Ltd — SEO
Опубликовано 2 марта 2021 г.
+ Подписаться
Сталь с двутавровым сечением — это экономичный и высокоэффективный материал с более оптимизированным распределением площади поперечного сечения и более разумным соотношением прочности к весу, поскольку все уголки стали с двутавровым сечением расположены под прямым углом. Он широко используется в зданиях со стальными конструкциями. Методы производства двутавровой балки в основном включают сварку и горячую сварку. Процесс производства двутавровой балки можно разделить на следующие процедуры: предварительная обработка листа → резка и заготовка-сборка двутавровой балки → сварка → дефектоскопия → исправление → обработка торцевой поверхности → сверление →очистка и покрытие.
Требования к предварительной обработке толстого листа
Сталь и сварочные материалы, используемые для изготовления стали H, должны иметь сертификаты качества. Отбор проб, проверка и приемка должны проводиться в соответствии с требованиями и соответствующими действующими стандартами. Должны быть сделаны записи осмотра, и должны быть проведены эксперименты по механическим характеристикам, если это необходимо.
Должны быть сделаны записи осмотра, и должны быть проведены эксперименты по механическим характеристикам, если это необходимо.
Резка и вырубка стальных листов
Этот процесс относится к ведущей части перед обработкой деталей, и его качество оказывает непосредственное влияние на последующий процесс и даже приводит к отбраковке всех деталей. Таким образом, все материалы, используемые для двутавровых балок, представляют собой квалифицированные листы, а резка стальных листов осуществляется на станке с ЧПУ. Листы толщиной менее 12 мм также можно резать гидравлическими маятниковыми ножницами. Перед резкой необходимо очистить стальную пластину от ржавчины, масла и другого мусора. Кромка должна быть срезана примерно на 10-15 мм заусенцев, и в то же время следует предотвратить изгиб стальной пластины. Резка должна производиться в соответствии с требуемыми спецификациями размеров и конструктивными характеристиками компонентов, а также должным образом учитывать припуски на механическую обработку и усадку при сварке.
Процесс сборки двутавровой балки
Используйте квалифицированные стальные листы. Перед сборкой используйте полировальную машину для удаления ржавчины и полировки области сварки, затем используйте сборочную машину для сборки. Перед запуском сборочной машины оператор должен всесторонне проверить, исправна ли каждая система оборудования, и запустить ее после подтверждения ее работоспособности. Поднимите нижний фланец на платформу сборочной машины, а затем поместите в него стеновую пластину. Автоматическое зажимное устройство используется для обеспечения синхронного продвижения пластины стенки с центральной линией пластины полки. Пластины будут точечно сварены автоматически. Наконец, переверните компонент и поднимите верхний фланец на место для автоматической сборки. (Как показано ниже)
Сборка двутавровой балки и сварка
После прохождения контроля качества сборка двутавровой балки переходит к процессу сварки. Сварка сборки двутавровой балки относится к сварному шву между стенкой и фланцевой пластиной двутавровой балки. Как правило, применяется полностью автоматическая дуговая сварка под флюсом. Основные рабочие процедуры следующие:
Как правило, применяется полностью автоматическая дуговая сварка под флюсом. Основные рабочие процедуры следующие:
- Подготовка перед сваркой
Перед сваркой удалить оксидную окалину, ржавчину, воду, краску и грязь в пределах 50-100 мм от зоны сварки, необходимо обнажить металлический блеск . На поверхности стали, подлежащей сварке для автоматической дуговой сварки под флюсом, в дополнение к очистке в соответствии с вышеуказанными требованиями, вода, ржавчина, масло и другие загрязнения, которые могут быть смешаны с флюсом в процессе сварки, очищаются. для предотвращения смешивания флюса. Удаление ржавчины в зоне сварки, как правило, должно выполняться перед сборкой. Компоненты должны быть защищены после их сборки. Если компоненты подверглись повторной коррозии или на них попала влага, масло и другие загрязнения, их необходимо снова очистить.
2. Процесс дуговой сварки под флюсом выглядит следующим образом:
Приварка снизу → автоматическая дуговая сварка под флюсом → проверка сварного шва – очистка сварного шва → ремонт некачественного сварного шва → отправка на проверку
3. Очистка готового сварного шва шов
Очистка готового сварного шва шов
Сварной шов должен быть зачищен после сварки балок сварщиком. После удаления сварочного шлака и сварочных брызг следует тщательно проверить качество внешнего вида шва. Квалифицированные балки должны быть представлены для проверки.
Корректировка двутавровой балки
Сварная двутавровая балка имеет угловую деформацию и локальную деформацию изгиба. Вот метод коррекции. Сначала используйте станок для правки полки двутавровой балки, чтобы исправить угловую деформацию полки (холодная коррекция), а затем выполните регулировку методом коррекции пламенным нагревом. Независимо от того, какой метод используется, принцип заключается в том, чтобы не повредить материал.
Обработка торца двутавровой балки
После завершения сварки двутавровой стальной балки необходимо выполнить обработку торца, основное содержание — фаска и замок. Как правило, используется специальный станок для резки со скосом и замковый станок.
Изготовление отверстий для двутавровых балок
Используйте трехмерный сверлильный станок с ЧПУ. В процессе изготовления отверстия, когда допустимое отклонение отверстия под болт превышает значение отклонения, стальной лист не должен использоваться для заполнения, а сварочный стержень, соответствующий материалу основного материала, должен использоваться для ремонта и повторного изготовления. дыра.
В процессе изготовления отверстия, когда допустимое отклонение отверстия под болт превышает значение отклонения, стальной лист не должен использоваться для заполнения, а сварочный стержень, соответствующий материалу основного материала, должен использоваться для ремонта и повторного изготовления. дыра.
Конструкция покрытия двутавровой балки
Перед покраской проверьте, подходит ли стальная конструкция. Перед покраской удалите ржавчину, сварочные брызги, масло, пыль и т. д. Для обеспечения качества покраски следует провести удаление ржавчины. После того, как базовый слой подготовлен, смешайте антикоррозийную краску, контролируйте вязкость, консистенцию и тонкость краски и тщательно перемешайте ее при смешивании. При нанесении первого слоя грунтовки направление нанесения должно быть постоянным, а растирание должно быть аккуратным. После высыхания первого слоя нанесите второй слой. Направление распыления второго слоя перпендикулярно направлению первого слоя, так что толщина пленки краски будет одинаковой.
Это все, чем мы хотим поделиться с вами сегодня. Чтобы задать дополнительные вопросы, вы можете оставить сообщение или связаться с нами по электронной почте: [email protected], спасибо.
с: http://en.qdyili.com/the-production-process-and-procedure-of-welding-h-steel/
Разница между различными соединениями стальных конструкций здания
17 мая 2021 г.
Подробное объяснение обычных промышленных ворот
14 мая 2021 г.
Формы применения металлоконструкций и ключевые моменты контроля качества
10 мая 2021 г.

18 общих замечаний по проектированию стальных конструкций
6 мая 2021 г.
Как выбрать план стальной конструкции, чтобы уменьшить количество используемой стали?
26 апр. 2021 г.
Ключевые моменты проектирования металлоконструкций и контроля качества
23 апр. 2021 г.
Как читать строительные чертежи стальных конструкций?
19 апр.
 2021 г.
2021 г.Советы по обработке кровли из стальной конструкции
16 апр. 2021 г.
Возникновение сварочных трещин стали и меры профилактики
13 апр. 2021 г.
Проектирование и строительство ограждающей системы легкой стальной конструкции(2)
7 апр. 2021 г.
Другие также смотрели
Исследуйте темы
Сварные балки и сварные колонны в Австралии
Наша международная сеть дает нам возможность поставлять следующую продукцию:
Преимущества сварных балок
Высококачественные сварные балки обеспечивают прочную конструкцию и оптимизированную производительность. . Сварные балки изготавливаются из стенки и двух полок, которые соединяются угловым швом с глубоким проплавлением, образуя прочный продукт, способный выдерживать чрезвычайные нагрузки. Благодаря значительно улучшенному соотношению прочности к весу сварные балки на 20 % прочнее, чем их стандартные аналоги.
. Сварные балки изготавливаются из стенки и двух полок, которые соединяются угловым швом с глубоким проплавлением, образуя прочный продукт, способный выдерживать чрезвычайные нагрузки. Благодаря значительно улучшенному соотношению прочности к весу сварные балки на 20 % прочнее, чем их стандартные аналоги.
Одна из причин, по которой сварные балки настолько эффективны для строительства, заключается в том, что их можно использовать в самых разных проектах. От крупномасштабных инженерных и жилых работ до общих производственных операций сварные балки являются адаптируемым материалом для проектов, где первостепенное значение имеет высокая степень прочности. При планировании изготовления сварных балок конкретные размеры полок и стенки балки будут определяться требованиями нагрузки, распределенной по длине балки.
Подробнее
Сварные колонны обеспечивают максимальную прочность
Сварные колонны обладают практически теми же преимуществами, что и балки, но есть несколько существенных отличий. Как и балки, сварные колонны состоят из трех отдельных частей, которые были сплавлены вместе для создания упругого конечного продукта. Однако все три стороны сварной колонны имеют одинаковую длину по сравнению с более широкой перемычкой, обычно используемой в балках.
Со сварными балками и колоннами, часто называемыми двутавровыми или двутавровыми балками в зависимости от их ориентации, эти основные строительные материалы обеспечивают удивительные преимущества по несущей способности. Наряду с коммерческими и жилыми проектами сварные колонны часто используются в горнодобывающей и транспортной отраслях. Например, вы можете найти сварные колонны, образующие опорную основу для строительных кранов.
Сварные балки Часто задаваемые вопросы:
В: Что такое сварная балка?
A: Сварная балка состоит из трех отдельных стальных секций – стенки, верхней полки и нижней полки. Эти сегменты соединены глубокими угловыми сварными швами, чтобы создать невероятно прочный строительный материал.
В: Для чего используются двутавровые балки?
A: Двутавровые балки — это конструктивный элемент с высокой адаптивностью, который можно использовать в самых разных строительных и промышленных целях. От обширных коммерческих проектов до мостов и прицепов двутавровые балки отлично подходят для перевозки сверхтяжелых грузов благодаря их толстой центральной стенке и широким полкам.
В: В чем разница между S-образными и AW-образными лучами?
A: В то время как AW-балки имеют стандартные параллельные полки, S-образные балки имеют конические полки для обеспечения дополнительной прочности. S-образные балки можно использовать для различных проектов, но они особенно распространены в жилых проектах, коммерческом строительстве и других высокопроизводительных продуктах, таких как рамы кузовов грузовиков.
В: Можно ли соединять стальные балки?
A: Да, стальные балки могут быть соединены между собой сваркой или болтами. Однако этот выбор будет сильно зависеть от конкретных обстоятельств вашего рабочего места.
