Изготовления винтов: Изготовление винтов в ООО «КЕРН»
Содержание
Способ изготовления винтов
Авторы патента:
Давиденко Андрей Константинович (UA)
B23C3/16 — обработка рабочих поверхностей двойной кривизны
Изобретение относится к области машиностроения, изготовлению винтовых насосов. Способ включает использование фрезы с параметрами по ранее выполненным расчетам, установку ее на станок под углом к оси вращения заготовки с межосевым расстоянием между ними и обработку заготовки. Для повышения точности перед обработкой проверяют форму контура зубьев фрезы по точкам поперечного сечения, затем проводят компьютерную обработку контурных данных и с учетом полученных данных корректируют угол установки фрезы и/или межосевое расстояние между фрезой и заготовкой. 2 ил.
Изобретение относится к машиностроению и может быть реализовано в насосостроении, а именно в винтовых насосах, обеспечивающих высокий КПД при непрерывном и равномерном перекачивании жидкости.
Существуют различные способы изготовления винтов для одно, двух-, трех- и т. д. винтовых насосов. Но все они сводятся к получению канавки на заготовке. Для проведения указанной операции необходимо рассчитать и изготовить режущий инструмент.
д. винтовых насосов. Но все они сводятся к получению канавки на заготовке. Для проведения указанной операции необходимо рассчитать и изготовить режущий инструмент.
Известен [1] способ, по которому на каждый вид винтов отдельно рассчитывается инструмент. При обработке винтов для их точного изготовления используются табличные данные. Такие методы нарезания малопроизводительны, и точность нарезания во многом зависит от квалификации и опыта рабочего. Для нарезания винтов с герметичным зацеплением наиболее широко используется фрезерование дисковыми профильными фрезами. При этом фрезы ведомого и ведущего винтов по своей форме разные, а значит и расчет профиля разный.
Известно [2], что требования к изготовлению чистовых фрез высокие и выполняются с допуском +0,04 мм при осевом и радиальном биении их не более 0,02 мм. Так как чистовые фрезы затылованы, то получают требуемые размеры только после изготовления, и при переточке эти фрезы будут давать некоторое искажение обрабатываемого профиля. Только опытным путем, т.е. изготовлением винтов такой переточенной фрезой и соответствующим испытанием на стенде, можно оценить допустимые пределы переточки. Опыт изготовления насосов показывает, что чистовая фреза может без переточки обработать 15-20 винтов. При переточке допускается уменьшение номинального диаметра фрезы до 0,4 мм. Для дальнейшей обработки винта фреза непригодна. Кроме того, для изготовления винтов существуют таблицы с рядами диаметров фрез, которые строго соответствуют диаметрам обрабатываемых заготовок. Это ограничивает применение режущих инструментов для изготовления винтов других диаметров.
Только опытным путем, т.е. изготовлением винтов такой переточенной фрезой и соответствующим испытанием на стенде, можно оценить допустимые пределы переточки. Опыт изготовления насосов показывает, что чистовая фреза может без переточки обработать 15-20 винтов. При переточке допускается уменьшение номинального диаметра фрезы до 0,4 мм. Для дальнейшей обработки винта фреза непригодна. Кроме того, для изготовления винтов существуют таблицы с рядами диаметров фрез, которые строго соответствуют диаметрам обрабатываемых заготовок. Это ограничивает применение режущих инструментов для изготовления винтов других диаметров.
Для устранения указанных недостатков в основу предлагаемого способа изготовления винтов поставлена задача использовать рабочую фрезу для обработки винта путем коррекции угла установки фрезы и/или межцентрового расстояния.
Для решения указанной задачи заявляемый способ изготовления винтов, так же как и известный, включает использование фрезы с параметрами по ранее выполненным расчетам, установку ее на станок под углом к оси вращения заготовки с межосевым расстоянием между ними и обработку заготовки.
Согласно изобретению перед обработкой проверяют форму контура зубьев фрезы по точкам поперечного сечения, затем проводят компьютерную обработку контурных данных и с учетом полученных данных корректируют угол установки фрезы и/или межосевое расстояние между фрезой и заготовкой.
Отличительные признаки имеют ряд положительных качеств, которые влияют на технический результат:
— перед обработкой проверяют форму контура зубьев фрезы по точкам поперечного сечения. Это позволяет определить координаты необходимых точек. Причем съем точек проводится в поперечном сечении. Выполнение такого условия позволяет представить реальную картину формы контура зуба. При этом чем больше будет сечений, тем больше точек, тем точнее результат,
— по полученным точкам проводят компьютерную обработку контурных данных, используя полученные данные безошибочно определяют отклонения формы зуба рабочей фрезы от не работавшей расчетной;
— с учетом полученных параметров корректируют угол установки фрезы и межцентровое расстояние. Это позволяет проводить четкую корректировку фрезы по отношению к оси вращения заготовки, как по углу установки фрезы так и по расстоянию между ними. Если корректируют один из указанных параметров, то есть: или угол установки или межцентровое расстояние, то это позволяет сэкономить время на переналадку или переустановку инструмента в одной позиции.
Это позволяет проводить четкую корректировку фрезы по отношению к оси вращения заготовки, как по углу установки фрезы так и по расстоянию между ними. Если корректируют один из указанных параметров, то есть: или угол установки или межцентровое расстояние, то это позволяет сэкономить время на переналадку или переустановку инструмента в одной позиции.
Перечисленные отличительные признаки состоят в причинно-следственной связи с получаемым результатом и позволяют на высоком техническом уровне изготовлять винты улучшенного качества. Достижение высокой точности при изготовлении винтов с герметичным зацеплением без использования ЭВМ невозможно.
Данное изобретение позволяет использовать фрезу с отклоненными параметрами по радиусу и профилю зуба без доработки фрезы.
Сущность изобретения поясняется чертежами. На фиг.1 схематически показана установка детали и фрезы. Нa фиг.2 схематически показана установка детали и фрезы по направлению А
Предлагаемый способ изготовления винтов заключается в использовании фрезы 1 с параметрами по ранее выполненным расчетам, установке ее на станок 2 под углом к оси вращения заготовки 3 с межцентровым расстоянием Т между ними, обработке заготовки 3 и в проверке формы контура зубьев фрезы 1 по точкам поперечного сечения.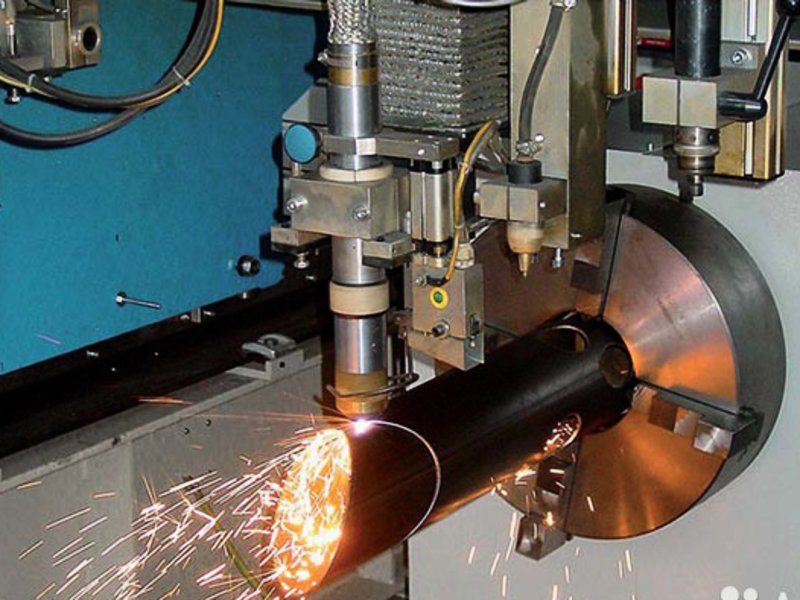 Затем проводят компьютерную обработку контурных данных и с учетом полученных параметров проводят коррекцию угла и расстояния Т между осью заготовки и осью фрезы или одного из указанных параметров или Т. Заготовка 3 крепится на станке 2.
Затем проводят компьютерную обработку контурных данных и с учетом полученных параметров проводят коррекцию угла и расстояния Т между осью заготовки и осью фрезы или одного из указанных параметров или Т. Заготовка 3 крепится на станке 2.
Способ выполняется следующим образом.
Изготовляли фрезу 2 с параметрами по ранее выполненным расчетам, диаметром 115 мм для нарезания ведущего и ведомого винтов. Как для черновой, так и для чистовой обработки винтов был выбран универсальный фрезерный станок, отличающийся большой точностью и имеющий хорошо пригнанный без люфтов стол и заднюю бабку. Для получения требуемой точности винтовых поверхностей проводили подготовку станка. На него устанавливали заготовку длиной 700 мм и диаметром 55 мм из стали 45 с последующим креплением ее. Заготовке придавали вращательное и поступательное движение одновременно. Так же на станок устанавливали фрезу диаметром 95 мм для изготовления ведущего винта. Установку фрезы проводили с учетом расчетных данных под углом =48,035 к оси вращения заготовки с межосевым расстоянием Т между ними. Далее обрабатывали заготовку. После десяти нарезанных ведущих винтов проводили проверку формы контура зубьев фрезы по точкам поперечного сечения. Затем проводили компьютерную обработку контурных данных и с учетом полученных параметров сравнивали с первоначальными. Изменения параметров не наблюдалось, а значит контур фрезы не нарушен. Далее обработали шесть заготовок и провели проверку формы контура зубьев фрезы. Параметры совпали с расчетными. После последующих четырех обработанных заготовок полученные результаты несколько отличались от расчетных. Это значит, что контур зубьев фрезы нарушен. Откорректировали фрезу. Диаметр фрезы уменьшился и составлял 92,5 мм. Для дальнейшего использования фрезу устанавливали, изменяя угол до 47,954, а межосевое расстояние до 59,75 мм. Изготовив один винт, выполнили его замеры. Они совпадали с ранее изготовленными винтами.
Установку фрезы проводили с учетом расчетных данных под углом =48,035 к оси вращения заготовки с межосевым расстоянием Т между ними. Далее обрабатывали заготовку. После десяти нарезанных ведущих винтов проводили проверку формы контура зубьев фрезы по точкам поперечного сечения. Затем проводили компьютерную обработку контурных данных и с учетом полученных параметров сравнивали с первоначальными. Изменения параметров не наблюдалось, а значит контур фрезы не нарушен. Далее обработали шесть заготовок и провели проверку формы контура зубьев фрезы. Параметры совпали с расчетными. После последующих четырех обработанных заготовок полученные результаты несколько отличались от расчетных. Это значит, что контур зубьев фрезы нарушен. Откорректировали фрезу. Диаметр фрезы уменьшился и составлял 92,5 мм. Для дальнейшего использования фрезу устанавливали, изменяя угол до 47,954, а межосевое расстояние до 59,75 мм. Изготовив один винт, выполнили его замеры. Они совпадали с ранее изготовленными винтами.
Также изготовили винт с изменением угла , после чего провели замеры. Полученные размеры винтов также находились в поле жестких допусков.
Правильность компьютерной обработки контурных данных фрезы испытали и на заготовке меньшего диаметра Для этого понадобилась заготовка диаметром 33 мм, на которой нарезали витки с изменением угла и межосевого расстояния Т между заготовкой и фрезой.
Техническое решение подтвердило изготовление указанным способом ведомых валов диаметром 33 мм с последующей их сборкой с ведущими валами диаметром 55 мм в разном сочетании по настоящему способу изготовления. Сборку ведущих и ведомых винтов выполняли без подгонок. В работе винты показали плавность хода, без заеданий и остановок. Следов заедания во впадинах и сколов на выступах ведущих и ведомых винтов не выявили. Такую же картину наблюдали при сборке ведущих винтов диаметром 45 мм и ведомых валов диаметром 27 мм.
Данный способ изготовления винтов позволяет уйти от стандарта выбора диаметров фрез. Это очень важно — фрезой одного диаметра нарезать винты с более широким диапазоном диаметров.
Указанный заявляемый способ дает возможность расширить использование нарезного инструмента в изготовлении высокопроизводительных с большим КПД винтовых насосов. Заявляемый способ является новым, технически выполним и полезен.
Источники информации
1 Балденко Д.Ф. Винтовые насосы, М., Машиностроение, 1982 г., стр.142.
2. Жмудь А.Е. Винтовые насосы, М-Л., Машгиз, 1963 г., стр. 150 — прототип.
Формула изобретения
Способ изготовления винтов, включающий использование фрезы с параметрами по ранее выполненным расчетам, установку ее на станок под углом к оси вращения заготовки с межосевым расстоянием между ними и обработку заготовки, отличающийся тем, что перед обработкой проверяют форму контура зубьев фрезы по точкам поперечного сечения, затем проводят компьютерную обработку контурных данных и с учетом полученных данных корректируют угол установки фрезы и/или межосевое расстояние между фрезой и заготовкой.
РИСУНКИ
Рисунок 1, Рисунок 2
Похожие патенты:
Способ обработки фасонных вогнутых поверхностей с изменяющимся профилем // 2208502
Изобретение относится к области машиностроения, изготовлению штампов и пресс-форм
Способ обработки сферической поверхности детали // 2170649
Изобретение относится к области обработки металлов резанием
Способ обработки поверхности второго порядка и устройство для его осуществления // 2170161
Способ обработки деталей с криволинейными поверхностями // 2169643
Изобретение относится к механической обработке материалов, изготовлению деталей на станках с ЧПУ
Устройство для обработки криволинейных канавок // 2077971
Изобретение относится к машиностроению и может быть использовано при обработке канавок на сферических поверхностях, широко используемых при передаче сложных движений с использованием шарниров, а также в шаровых соединениях для смазки сопряженных сферических поверхностей
Устройство для обработки циклоидальных поверхностей // 2066255
Изобретение относится к машиностроению и может быть применено при производстве роторно-поршневых двигателей, гидромоторов, компрессоров и кулачков
Способ обработки резанием // 2061586
Изобретение относится к способам механической обработки и может быть использовано при обработке заготовок с плоскими или криволинейными поверхностями
Способ обработки сложных поверхностей деталей // 2050228
Способ обработки сложных поверхностей деталей // 2023547
Изобретение относится к механической обработке материалов и может быть использовано при изготовлении деталей с линейчатыми поверхностями на станках с ЧПУ
Устройство для нарезания замкнутых криволинейных канавок на сферической поверхности деталей // 1808514
Способ обработки сложных поверхностей // 2243864
Изобретение относится к области механической обработки, обработке сотовых наполнителей на пятикоординатных станках с ЧПУ
Способ изготовления винтов с контролем формы режущих кромок инструмента // 2293625
Изобретение относится к области машиностроения, к изготовлению рабочих винтов винтовых компрессоров и насосов
Способ винтового чернового фрезерования фасонных поверхностей // 2344023
Изобретение относится к машиностроению и может быть использовано для черновой обработки сложнопрофильных фасонных поверхностей
Способ обработки детали // 2351441
Изобретение относится к технологии машиностроения, а именно к обработке деталей, имеющих криволинейные участки поверхности, расположенные в труднодоступных, полузакрытых местах (детали с каналами, пазами и т. д.) и требующие для их обработки применения многокоординатных фрезерных станков или обрабатывающих центров (четыре, пять или шесть и более одновременно управляемых осей), например пера лопаток моноколес газотурбинных двигателей и установок, пресс-форм и т.д
д.) и требующие для их обработки применения многокоординатных фрезерных станков или обрабатывающих центров (четыре, пять или шесть и более одновременно управляемых осей), например пера лопаток моноколес газотурбинных двигателей и установок, пресс-форм и т.д
Угловой патрубок, выполненный обработкой резанием, и способ изготовления такого углового патрубка // 2533569
Группа изобретений относится к машиностроению и может быть использована при изготовлении металлических патрубков для трубопроводов. Способ изготовления патрубка включает выполнение предварительного отверстия в заготовке путем черновой резки заготовки с двух направлений вращающимся режущим инструментом, причем указанное отверстие имеет неполный съем припуска на поверхности отверстия со стороны, соответствующей внутренней стороне гиба углового патрубка как готового изделия. Осуществляют чистовую обработку по диаметру внутренней поверхности предварительного отверстия с одной торцевой стороны посредством дисковой фрезы с дугообразной режущей кромкой и наружным диаметром меньше диаметра обработанного начисто отверстия, и чистовую обработку по диаметру внутренней поверхности указанного отверстия с другой торцевой стороны путем введения в него дисковой фрезы с другой торцевой стороны и ее кругового перемещения вдоль поверхности отверстия, подлежащей чистовой обработке, в процессе вращения дисковой фрезы. Приведены варианты конструктивного выполнения угловых патрубков, полученных указанным способом. Обеспечивается изготовление патрубка, плавно изогнутого вдоль оси и не имеющего ненужной толщины. 3 н. и 10 з.п. ф-лы, 13 ил.
Приведены варианты конструктивного выполнения угловых патрубков, полученных указанным способом. Обеспечивается изготовление патрубка, плавно изогнутого вдоль оси и не имеющего ненужной толщины. 3 н. и 10 з.п. ф-лы, 13 ил.
Изготовление винтов на заказ — крепеж по низким ценам в Москве
Уточнить наличие у менеджера
Описание: вид крепежного изделия, применяемый для соединения различных элементов
Виды:
- крепежные
- установочные
Материалы:
- легированная сталь
- холодостойкая
- теплоустойчивая
- нержавеющая
- жаропрочная
- алюминий
- медь
- латунь
Виды
Ходовые винты
Винты большого диаметра
Нестандартные винты
Винт подъема
Червячные винты
По назначению
Винт для профилегиба
Винт для трубогиба
Винт для колки дров
Винт для ЧПУ
Винт для пресса
Винты для токарного станка
| Конструкционные нелегированные стали | ст. 08 08 | ст.3 | ст.А12 | ст.20 | ст.35 | ст.45 | |
| Конструкционные легированные стали | ст. 40Х | ст. 09Г2С | ст. 30ХГСА | ст.30ХМА | ст.20ХН3А | ||
| Коррозионно-стойкие | ст.20Х13 | ст.14Х17Н2 | ст.08Х18Н10Т | ст.12Х18Н10Т | ст.10Х17Н13М2Т | ||
| Жаропрочные и жаростойкие стали | ст.25Х1МФ | ст. 25Х2М1Ф | ст.20Х1М1Ф1ТР | ст.45Х14Н14В2М | ст.10Х11Н23Т3МР | ст.13Х11Н2В2МФ | |
| Цветные сплавы | алюминиевые | АМг5 | Д16Т | ||||
| латунные | ЛС59-1 | Л63 | |||||
Этапы производства
Получение или разработка ТЗ
Мы получаем от Вас техническое задание или помогаем с его разработкой
Компьютерное моделирование
Применение современных технологий для получения 3D модели требуемого изделия
Изготовление
Непосредственно производство, обработка деталей на станках и вручную
Поставка
Упаковка и доставка готовой партии или штучного изделия на Ваш объект
Способы производства
Гибка металла
Вальцовка металла
Отрезка заготовок
Сварочные работы
Лазерная резка металла
Шлифовка металла
Слесарные работы
Токарно-фрезерные работы
Собственное производство
Мы изготавливаем детали на своем промышленном предприятии, не обращаясь к третьим лицам
Оптимальные цены
Наша ценовая политика удивит даже самого придирчивого клиента
Сервис
Мы отвечаем за качество наших изделий
Всегда на связи
Наши менеджеры ответят Вам в самые короткие сроки
Для заказа и консультации
Отдел продаж (Москва)
+7(499)390-03-33
По России (бесплатно)
8(800)444-11-31
или оставьте заявку
Опишите изделие
Контакты для связи
*Обязательные поля
Фото работ
Материалы, применяемые для изготовления болтов, винтов, шпилек, гаек и шайб
Материалы, применяемые для изготовления болтов, винтов, шпилек, гаек и шайб
УГЛЕРОДИСТАЯ СТАЛЬ
Согласно требований ДСТУ ISO 898-1:2003, для изготовления болтов, винтов, шпилек применяются следующие марки сталей:
|
Класс прочности
|
Материал и обработка
|
Граничный химический состав
(контрольный анализ), %
|
Температура отпуска, 0С, min
| ||||
|
углерод (С)
|
фосфор (P)
|
сера (S)
|
бор (B)
| ||||
|
min
|
max
|
max
|
max
|
max
| |||
|
3.
|
Углеродистая сталь1
|
—
|
0,20
|
0,05
|
0,06
|
0,003
|
—
|
|
4.6
|
—
|
0,55
|
0,05
|
0,06
|
0,003
|
—
| |
|
4.
| |||||||
|
5.6
|
0,13
|
0,55
|
0,05
|
0,06
|
0,003
|
—
| |
|
5.8
|
—
|
0,55
|
0,05
|
0,06
|
0,003
|
—
| |
|
6.
| |||||||
|
8.8
|
Углеродистая сталь с присадками (например, B, Mn или Cr), закаленная и отпущенная
|
0,15
|
0,40
|
0,035
|
0,035
|
0,003
|
425
|
|
Углеродистая сталь закаленная и отпущенная
|
0,25
|
0,55
|
0,035
|
0,035
|
425
| ||
|
9.
|
Углеродистая сталь с присадками (например, B, Mn или Cr), закаленная и отпущенная
|
0,15
|
0,35
|
0,035
|
0,035
|
0,003
|
425
|
|
Углеродистая сталь закаленная и отпущенная
|
0,25
|
0,55
|
0,035
|
0,035
| |||
|
10.9
|
Углеродистая сталь с присадками (например, B, Mn или Cr), закаленная и отпущенная
|
0,15
|
0,35
|
0,035
|
0,035
|
0,003
|
340
|
|
10.
|
Углеродистая сталь закаленная и отпущенная
|
0,25
|
0,55
|
0,035
|
0,035
|
0,003
|
425
|
|
Углеродистая сталь с присадками (например, B, Mn или Cr), закаленная и отпущенная
|
0,20
|
0,55
|
0,035
|
0,035
| |||
|
Легированная сталь2 закаленная и отпущенная
|
0,20
|
0,55
|
0,035
|
|
|
| |
|
12.
|
Легированная сталь закаленная и отпущенная
|
0,28
|
0,55
|
0,035
|
0,035
|
0,003
|
380
|
 6
6 8
8 8
8 8
8 9
9 9
91 Сталь углеродистая — сплав железа (Fe) с углеродом (С). Различают низкоуглеродистую (С≤0,25%), среднеуглеродистую (0,25%<С≤0,55%) и высокоуглеродистую сталь (С>0,55%).
2 Сталь легированная — углеродистая в сталь, в химический состав которой введены дополнительные элементы (легирующие добавки). Различают стали низколегированные (содержание легирующих элементов до 2÷4%), среднелегированные (4÷11%) и высоколегированные (свыше 11%). К легирующим элементам не относят углерод и неизбежные примеси.
Согласно требований ДСТУ ISO 898-2:2004, для изготовления гаек применяются следующие марки сталей:
|
Класс прочности
|
Ограничение по химическому составу (контрольный анализ), %
| ||||
|
углерод
|
марганец
|
фосфор
|
сера
| ||
|
max
|
min
|
max
|
max
| ||
|
4; 5; 6
|
—
|
0,50
|
—
|
0,060
|
0,150
|
|
8; 9
|
04
|
0,58
|
0,25
|
0,060
|
0,150
|
|
10
|
05
|
0,58
|
0,30
|
0,048
|
0,058
|
|
12
|
—
|
0,58
|
0,45
|
0,048
|
0,058
|
Согласно требований ГОСТ 18123-82, для изготовления шайб применяются следующие марки сталей:
|
Вид
|
Марка
|
Обозначение стандарта
|
Условное обозначение марки (группы)
|
|
Углеродистые стали
|
08, 08кп
10, 10кп
|
ГОСТ 1050-88
|
01
|
|
Ст3
Ст3 кп
|
ГОСТ 380-94
|
02
| |
|
15
|
ГОСТ 1050-88
|
03
| |
|
20
|
04
| ||
|
35
|
05
| ||
|
45
|
06
| ||
|
Легированные стали
|
40Х
|
ГОСТ 4543-71
|
11
|
КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ1
Согласно требований ДСТУ ISO 3506-1:2006 болты, винты, шпильки и гайки изготавливаются из следующих марок нержавеющей стали:
|
Класс
|
Марка
|
Ограничение по химическому составу, %
| ||||||||
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
Cu
| ||
|
Аустенитный2
|
А1
|
0,12
|
1,00
|
6,50
|
0,20
|
0,15÷0,35
|
16,00÷19,00
|
0,70
|
5,00÷10,00
|
1,75÷2,25
|
|
А23
|
0,10
|
1,00
|
2,00
|
0,05
|
0,03
|
15,00÷20,00
|
—
|
8,00÷19,00
|
4,00
| |
|
А3
|
0,08
|
1,00
|
2,00
|
0,045
|
0,03
|
17,00÷19,00
|
—
|
9,00÷12,00
|
1,00
| |
|
А44
|
0,08
|
1,00
|
2,00
|
0,045
|
0,03
|
16,00÷18,50
|
2,00÷3,00
|
10,00÷15,00
|
1,00
| |
|
А5
|
0,08
|
1,00
|
2,00
|
0,045
|
0,03
|
16,00÷18,50
|
2,00÷3,00
|
10,50÷14,00
|
1,00
| |
|
Мартенситный
|
С1
|
0,09÷0,15
|
1,00
|
1,00
|
0,05
|
0,03
|
11,50÷14,00
|
—
|
1,00
|
—
|
|
С3
|
0,17÷0,25
|
1,00
|
1,00
|
0,04
|
0,03
|
16,00÷18,00
|
—
|
1,50÷2,50
|
—
| |
|
С4
|
0,08÷0,15
|
1,00
|
1,50
|
0,06
|
0,15÷0,35
|
12,00÷14,00
|
0,60
|
1,00
|
—
| |
|
Ферритный
|
F1
|
0,12
|
1,00
|
1,00
|
0,04
|
0,03
|
15,00÷18,00
|
—
|
1,00
|
—
|
1 Коррозионно-стойкая сталь — высоколегированная сталь. Основные легирующие элементы – хром (Cr) и никель (Ni). Для того, чтобы сталь была «нержавеющей» содержание хрома должно быть более 13%.
Основные легирующие элементы – хром (Cr) и никель (Ni). Для того, чтобы сталь была «нержавеющей» содержание хрома должно быть более 13%.
2 Аустенитная сталь — сталь с основными составляющими 15-20% хрома и 5-19% никеля, который увеличивает сопротивление коррозии. Не может быть закалена и, как правило, не магнитная. Она хорошо подвергается тепловой обработке и сварке. Обозначается начальной буквой A. Именно аустенитная группа сталей наиболее широко используется в промышленности и в производстве крепёжных изделий.
3 A2 — нетоксичная, незакаливаемая, устойчивая к коррозии сталь. Легко поддается сварке и не становится при этом хрупкой. Крепеж и изделия из стали A2 не подходят для использования в бескислородных кислотах и средах с содержанием хлоридов, в частности в плавательных бассейнах и морской воде. Пригодна для температур вплоть до -200 0C.
4 A4 — похожа на стали A2, но с добавлением 2-3% молибдена, что значительно увеличивает её антикоррозионные свойства. Сталь этой марки предназначена для использования в кипящей серной кислоте, а также в определенной степени она годится для использования в среде с содержанием хлоридов. Крепеж и такелажные изделия из A4 рекомендуются для использования в судостроении. Пригодна для температур вплоть до -60 0C.
Сталь этой марки предназначена для использования в кипящей серной кислоте, а также в определенной степени она годится для использования в среде с содержанием хлоридов. Крепеж и такелажные изделия из A4 рекомендуются для использования в судостроении. Пригодна для температур вплоть до -60 0C.
Согласно требований ГОСТ 18123-82, для изготовления шайб применяются следующие марки сталей:
|
Вид
|
Марка
|
Обозначение стандарта
|
Условное обозначение марки (группы)
|
|
Коррозионно-стойкие стали
|
12Х18Н10Т
|
ГОСТ 5632-72
|
21
|
|
20Х13
|
22
|
СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ
Сплавы цветных металлов применяют для изготовления деталей, работающих в условиях агрессивной среды, подвергающихся трению, требующих большой теплопроводности, электропроводности и уменьшенной массы.
Согласно требований ГОСТ 1759.0-87 болты, винты, шпильки и гайки изготавливаются из следующих марок сплавов цветных металлов:
|
Условное обозначение
|
Марка материала или сплава
|
Обозначение стандарта
|
|
31
|
АМг5П
АМг5
|
ГОСТ 4784-74
|
|
32
|
Латунь1 Л63
Латунь ЛС59-1
|
ГОСТ 15527-70
ГОСТ 12920-67
|
| 33 |
Латунь Л63 антимагнитная
Латунь ЛС59-1 антимагнитная
| |
|
34
|
Бронза2 Бр.
|
ГОСТ 18175-78
|
|
35
|
Д1,
Д1П,
Д16,
Д16П
|
ГОСТ 4784-74
|
 АМц 9-2
АМц 9-21Латунь — сплав меди (Cu) c цинком (Zn).
2Бронза — сплав меди (Cu) c оловом (Sn) или другими легирующими элементами за исключением цинка (Zn) и никеля (Ni), в этом случае получают латунь и мельхиор соответственно.
Согласно требований ГОСТ 18123-82, для изготовления шайб применяются следующие цветные металлы и сплавы:
|
Вид
|
Марка
|
Обозначение стандарта
|
Условное обозначение марки (группы)
|
|
Латуни
|
Л63
|
ГОСТ 15527-70
|
32
|
|
ЛС59-1
| |||
|
Л63 антимагнитная
|
33
| ||
|
Бронза
|
Бр.
|
ГОСТ 18175-78
|
34
|
|
Медь
|
М3
|
ГОСТ 859-78
|
38
|
|
Алюминиевые сплавы
|
Амг5
|
ГОСТ 4784-97
|
31
|
|
Д1
|
35
| ||
|
АД1
|
37
|
 АМц 9-2
АМц 9-2
\r\n
Согласно требований ДСТУ ISO 898-1:2003, для изготовления болтов, винтов, шпилек применяются следующие марки сталей. ..
..
«,
«IsSeoText»: false,
«Ordinal»: 7,
«Articles_attachments»: [],
«ArticlesBindings»: [
{
«Article»: 134,
«Ordinal»: 6,
«Bind_url»: «/ru/articles»,
«VerticalAlignment»: 2,
«HorizontalAlignment»: 2
}
]
},
«IsOK»: true,
«StatusCode»: 200
};
Материалы для изготовления винтов.
Винты изготавливаются из сталей марок ст.4; ст.5; сталь 35. 40. 45. Эти материалы могут применяться нормализованными или улучшенными. При необходимости можно применять стали У10; 65Г; 40Х; 40ХН с объемной или поверхностной закалкой.
Определение формы и размеров винта.
Сконструировать деталь значит установить её форму и размеры.
Определение формы винта.
По структурной схеме (а в данных заданиях и по эскизу типовой конструкции) можно представить, какой формы должен быть винт и выполнить его эскиз.
Пример:определение формы винта домкрата. Очевидно, что основной
элемент конструкции винта 1 (рис 3.7 и 4.1.а) – стержень с резьбой. В верхней части этого стержня должна быть головка с поперечным отверстием, в которое свободно вставляется рукоятка 5.
На головку винта 1 опирается чашка 4. Во время работы домкрата винт вращается, а чашка нет. Чтобы чашка не соскочила с винта, из головки должна выступать ось для неё. Эскиз винта – рис. 5.1.
Обратите внимание: для того чтобы выполнить такой эскиз, нужны лишь соотношения размеров деталей: один больше, а другой должен быть меньше диаметра d резьбовой части стержня винта.
5.2.2. Некоторые особенности конструкций винтов, задаваемых для разработки механизмов
Задания № 1 и № 4.
Винт должен вращаться в неподвижной чашке и при этом давить на деталь через неё (рис. 3.1 и 3.4). А при хранении чашка не должна соскакивать с винта. Поэтому конструкцию решают подобно рис. 5.2 или 5.3.
5.2 или 5.3.
Диаметр dоп должен свободно проходить через гайку, т.е. он должен быть меньше внутреннего диаметра резьбы на 0,5-1мм.
Чтобы не создавать напряжений изгиба в стержне винта, торец А выполнен сферическим. Между торцом винта 1 и чашкой 4 нужно установить сферическую шайбу 3 (рис 5.2.б).
В конструкции на рис. 5.2.а чашке 4 не дают соскочить с винта 1 два сухарика 7 (кольцо разрезанное на две части), которые крепятся к ней винтами 8. Диаметр внутреннего отверстия в этих сухариках больше на 1-2мм диаметра проточки, но меньше dоп.
Чашка должна свободно «болтаться» на винте т.е. dр = dоп+ (1…2)мм и
зазор δ1 =(1…3)мм.
После того как винт 1 упрется в дно чашки 4, а чашка в деталь, должен остаться зазор δ2 между торцевой поверхностью винта Б и сухариками.
В конструкции на рис. 5.3 вместо сухариков использованы два штифта 9, которые вставлены в боковые сверления чашки так, чтобы чашка не спадала с винта. Все остальное аналогично предыдущей конструкции.
Все остальное аналогично предыдущей конструкции.
Задания № 2 и № 3
В этих заданиях (рис. 3.2 и 3.3) винты заканчиваются внизу заострением.
Если этого не сделать, то плоский торец винта может соскользнуть с торца вала во время стягивания шкива или подшипника (т.к. винт вращается). При изготовлении валов обычно на их торцах выполняются конические центровые отверстия. В них и упирается заостренный конец винта. Размеры центровых отверстий см. в таблице 8.1.
Задание № 5
В этом задании (рис. 4.2) захват 4 должен шарнирно закрепляться на нижнем конце винта 1. Это сделано для того, чтобы захват мог устанавливаться
по торцу выталкиваемой втулки, не создавая дополнительных изгибающих нагрузок на винт. Конструктивное решение такого узла представлено на рис.5.5.б.
На нижнем торце винта 1 выфрезерован зуб (рис. 5.5.а). Ширина зуба Н1 может быть больше диаметра винта.
Осью 9 захват 4 связан с винтом 1. Чтобы ось 9 не выскочила, поставлен шплинт 10.
Чтобы ось 9 не выскочила, поставлен шплинт 10.
Для обеспечения возможности покачивания захвата 4 вокруг оси 9 нужно чтобы С1>0,5R1 и С3>0,5R2.
Задание № 6
Винт этого механизма устанавливается горизонтально на двух подшипниках скольжения (рис.5.4)
Рисунок 5.4
1 — проточка для выхода инструмента.
Диаметры d2 = d + (2…4)мм; d3 = d1 — (2…4)мм.
Буртиком d4 винт упирается в корпус механизма
d4 = d2 + (8…10)мм;
На посадочном месте d5 будет находиться штурвал, а резьбовая часть d6 нужна для установки шайбы и гайки, чтобы закрепить штурвал.
d5 – определяется при выборе штурвала (см. п. 8.2)
d6 – принимается: d6 = d5 — (2…4)мм.
Между резьбовой частью винта и посадочным местом d2 и между
поверхностями d5 и d6 имеется проточка для выхода инструмента (см. задание № 7 в этом разделе).
задание № 7 в этом разделе).
Задание № 7
Для того, чтобы чашка 4 не потерялась при хранении домкрата на торце Б винта также закрепляется шайба. Но при этом чашка 4 не должна быть жестко зафиксирована на винте 1. Поэтому высота оси чашки должна быть больше толщины её дна на 1,5-2мм; dо=10…16мм.
При нарезке резьбы на винте 1 нужно обеспечить выход инструменту (рис. 5.6). Иначе или инструмент будет поломан, или во время работы гайка заклинится и резьба её будет повреждена.
Диаметр канавки dк берется равным внутреннему диаметру резьбы.
Ширина канавки bк =(2..5)мм. А размер
bп = (2…3)мм.
Диаметр переходного участка dп =d или на несколько миллиметров больше.
Dг= (1,5…1,8)d – диаметр головки винта.
Как делают гребные винты | 11.10.2019
11.10.2019
Самые большие гребные винты достигают высоты трехэтажного здания. Во времена, когда был строился винтовой пароход «SS Great Britain», на изготовление форм гребного винта уходило до 10 дней. Сегодня благодаря компьютерным технологиям автоматизированный манипулятор делает это за пару часов.
Сегодня благодаря компьютерным технологиям автоматизированный манипулятор делает это за пару часов.
Форма винта вводится в компьютер, и алмазное сверло на конце манипулятора вырезает из огромных пенопластовых блоков идеальную копию лопасти с точностью до 1 мм. Затем готовую модель помещают в смесь песка и цемента, чтобы получить точный оттиск. После того как бетон остынет, форму, состоящую из двух половинок, соединяют вместе и заливают в нее расплавленный до 3000 градусов металл. Винт должен быть достаточно прочен, чтобы выдержать тысячи тонн давления и не подвергаться коррозии в соленой морской воде. Наиболее распространенные материалы для изготовления гребных винтов – сталь, латунь и бронза. В последние годы для этой цели стали применять также пластмассы.
Сплав из цветных металлов для гребных винтов получил название «куниал». Он имеет прочность стали, но гораздо лучше противостоит коррозии. Куниал может находиться в воде десятилетиями, не ржавея. Для придания сплаву предельной точности к 80% меди необходимо добавить 5% никеля и 5% алюминия, плюс же 10% других металлов. Переплавка осуществляется при температуре 3200 градусов.
Переплавка осуществляется при температуре 3200 градусов.
Пройдя контроль качества, «коктейль» из расплавленных металлов заливается в форму. Чтобы избежать попадания воздуха в структуру, металл заливается ровной струей. Два дня форма остывает, после этого лопасти высвобождают из формы.
Эффективность гребного винта зависит от гладкой и обтекаемой формы лопастей. Поверхность отлитой из формы детали неидеальна и покрыта литейной коркой. Для определения толщины слоя применяется лазерный измеритель. После чего лишний слой удаляется с помощью резака из карбид-вольфрама. Затем гребной винт полируется до идеально гладкой поверхности, пока толщина литейной корки не будет составлять 1,6 микромиллиметра. В итоге поверхность приобретает гладкость стекла. Но, как ни печально, невероятной красоты гребные винты обречены на тяжелый труд, скрытый от человеческих глаз под морскими волнами.
Гребной винт – изделие сугубо индивидуальное и для каждого современного судна или корабля должно иметь оптимальную форму, чтобы скользить и захватывать необходимое количество энергии, учитывая условия эксплуатации. Главная проблема всех гребных винтов – кавитация. Дело в том, что под водой при их вращении на лопастях возникает область пониженного давления, в которой вода в буквальном смысле начинает закипать, даже при низких температурах. Поэтому движители испытывают на специальных стендах, где подбирают оптимальные параметры работы гребного винта и проверяют правильный угол лопастей.
Главная проблема всех гребных винтов – кавитация. Дело в том, что под водой при их вращении на лопастях возникает область пониженного давления, в которой вода в буквальном смысле начинает закипать, даже при низких температурах. Поэтому движители испытывают на специальных стендах, где подбирают оптимальные параметры работы гребного винта и проверяют правильный угол лопастей.
На сегодня из всех типов существующих движителей главенствующую роль занимает гребной винт, и пока нет оснований полагать, что в ближайшие годы для него найдется более эффективная замена.
7 крупнейших в мире гребных винтов
Большим судам нужны огромные турбины и винты, чтобы перемещать тяжелые грузы в борьбе с океанскими волнами. Чем больше будет винт корабля, тем больше будет его скорость и мощность. В этой подборке мы рассмотрим самые большие корабельные винты разных судов.
1.«Emma Maersk»
По данным Marine Insight, самый большой винт построен немецкой компанией Mecklenburger Metallguss GmbH: винт весом в 131 тонну предназначен для некогда крупнейшего в мире контейнеровоза «Emma Maersk» длиной 397 м, шириной 56 м и с высотой борта 68 м. С таким винтом судно может развивать скорость до 27 узлов.
С таким винтом судно может развивать скорость до 27 узлов.
2.Контейнеровоз, принадлежащий Hapag-Lloyd
Этот контейнеровоз имеет, пожалуй, один из самых больших когда-либо построенных судовых винтов – 6-лопастной винт диаметром 9,1 м весит 101,5 тонн. Его высота сопоставима с высотой трехэтажного здания.
3.«Oasis of the Seas»
Крупнейшее пассажирское судно также имеет одни из крупнейших в мире винтов, построенные ABB. Шестиметровые винты с поворотными лопастями обеспечивают большую маневренность судна.
4.«Titanic»
«Titanic» был одним из крупнейших судов своего времени. Соответственное, его винты были также самыми крупными на тот момент. Для него были построены три винта из бронзы с отдельными двигателями. Два внешних винта имели вес 38 тонн, а центральный весил 17 тонн.
5.«Queen Elizabeth 2»
«Queen Elizabeth 2» – еще одно судно, имевшее огромные винты. На нем были установлены два винта диаметром 6,7 м и весом около 43 тонн, а на передней палубе судна постоянно хранились запасные лопасти. Судно было спущено на воду в 1969 году и выведено из эксплуатации в 2008.
Судно было спущено на воду в 1969 году и выведено из эксплуатации в 2008.
6.«Palmer»
Антарктический ледокол «Palmer» может похвастаться немаленькими винтами – у него их два, каждый длиной около 4 м с четырьмя лопастями. Винты изготовлены из крепкого сплава, придающего им дополнительную прочность. Даже во льдах судно может двигаться со скоростью три узла.
7.«Elation»
Построенные в Финляндии винты судна «Elation» также являются одними из самых больших в морской индустрии.
Новости по теме
25.04.2019
Дополненная реальность на борту VLCC
MOL планируется установить на 21 своем танкере VLCC навигационную систему, использующую дополненную реальность. По […]
По […]
27.02.2019
ZIM инвестирует в e-коммерцию
ZIM сделал прямые инвестиции в e-commerce компанию Ladingo, которая предлагает комплексные решения «от двери […]
12.12.2019
Бронка покупает электромобили
ООО «Феникс», собственник и оператор порта «Бронка» и французская инжиниринговая компания Gaussin подписали соглашение […]
Помните: для этого контента требуется JavaScript.
Войти
Запомнить меня
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
назначение, изготовление, ремонт и обслуживание
Ходовой винт: назначение, области применения и достоинства
Ходовой винт – это составной компонент винтовой передачи, работающий в паре с гайкой.
Передача «винт-гайка скольжения» применяется с целью превращения вращательного движения в поступательное или наоборот.
Использование ходовых винтов актуально в станках, прессах, узлах сдвижных дверей, установках для поднятия грузов, устройствах для быстрого прототипирования, оперении самолетов, роботах, трубопроводной арматуре и медицинском оборудовании.
Ходовые винты различаются по профилю резьбы. Наиболее распространены детали с прямоугольной и трапецеидальной резьбой, причем в подавляющем большинстве механизмов применяются последние.
Трапецеидальные винты превосходят другие виды деталей по прочности, кроме того, они легче в изготовлении.
Достоинства передачи «винт-гайка скольжения»:
-
Способность к самоторможению -
Бесшумная работа -
Простая конструкция -
Высокая несущая способность -
Высокоточная работа
В паре с ходовыми винтами используются гайки из чугуна, бронзы или полимерного материала с интегрированными в его состав смазочными компонентами.
Последний тип гаек позволяет отказаться от использования в узле пластичных и жидких смазок, что в свою очередь существенно расширяет области применения винтовых передач: позволяет использовать их в запыленной среде, в оборудовании с повышенными требованиями к чистоте, механизмах, сложно поддающихся обслуживанию.
Однако полный отказ от традиционных смазок снижает несущую способность и срок службы передачи, поэтому на этапе изготовления ходовых винтов применяются инновационные покрытия, которые работают на протяжении всего срока службы ходовых винтов.
Изготовление ходового винта: какие требования предъявляются к деталям?
Качество работы приводов машин сильно зависит от качества изготовления деталей передачи винт-гайка. Поэтому на этапе производства предъявляются высокие требования к точности и надежности ходовых винтов.
Изготовление ходового винта начинается с подбора подходящего металла.Он должен характеризоваться высокой износостойкостью, легко обрабатываться и не деформироваться при механической обработке и эксплуатации.
Материал выбирается исходя из списка рекомендованных для производства ходовых винтов металлов, после чего может дополнительно подвергаться упрочнению методом термического воздействия для снятия внутренних напряжений.
Из подобранного металла делают заготовку – пруток, диаметр которого должен быть приближен к диаметру готового ходового винта.
Резьбу создают путем фрезерования, вихревого нарезания либо с применением резца.
Точность изготовления ходового винта контролируют с использованием специализированного под эти цели оборудования: профильных шаблонов, микроскопов с функцией измерения, устройств для определения погрешности шага резьбы, скоб.
Проверяют диаметры, угол профиля, шаг резьбы и другие возможные отклонения.
На этапе изготовления ходовых винтов, для обслуживания которых не подходят пластичные и жидкие смазки, применяют антифрикционные покрытия, такие как MODENGY 1014.
Эти материалы наносятся на поверхность ходового винта методами окрашивания и создают тонкий сухой гладкий слой.
Благодаря этому предотвращается образование задиров, повышается плавность работы винтовой передачи, обеспечивается защита от коррозии, снижается коэффициент трения.
Ходовые винты с покрытием не нуждаются в обновлении на протяжении всего периода эксплуатации, а также могут применяться в запыленной среде, при контакте с агрессивными веществами, в условиях температурных перепадов и при воздействии других неблагоприятных факторов.
Ремонт ходового винта
Одним из недостатков передачи «винт-гайка скольжения» является высокое трение, которое приводит к истиранию опорных частей витков.
Ходовые винты с прямоугольным профилем восстановлению не подлежат, трапецеидальные винты ремонтируются при износе, не превышающем десяти процентов.
Ремонт ходового винта с трапецеидальным профилем заключается в устранении выработок на витках. Для этого резьбу протачивают с сохранением шага на большую глубину.
После устранения дефектов для ходового винта производятся новые гайки, соответствующие размерам восстановленной резьбы.
Для увеличения срока службы отремонтированного винта также можно использовать твердую смазку.
Бизнес-план производства винтов – потребность, инвестиции, прибыль в 2022 г.
Шейн
1 комментарий
Производственное предприятие, Производство винтов, Производство винтов, Производство винтов
Винты представляют собой крепежные изделия, используемые для соединения двух или более частей металла или другого твердого материала. Они используются для соединения различных частей матрицы/креплений и т. д. Они имеют цилиндрический корпус с равномерной резьбой по всей длине. Из-за растущего населения и связанных с ним потребностей винт всегда пользуется спросом на рынке. Итак, сегодня в этой статье мы обсудим требования, необходимое оборудование, инвестиции, прибыль и то, как организовать этот бизнес по производству винтов.
Они используются для соединения различных частей матрицы/креплений и т. д. Они имеют цилиндрический корпус с равномерной резьбой по всей длине. Из-за растущего населения и связанных с ним потребностей винт всегда пользуется спросом на рынке. Итак, сегодня в этой статье мы обсудим требования, необходимое оборудование, инвестиции, прибыль и то, как организовать этот бизнес по производству винтов.
Изо дня в день спрос на винты увеличивается в связи с развитием инфраструктуры. Он используется во многих местах, таких как мебель, алюминиевые окна, для соединения алюминия, для потолочных работ, механических и электрических приборов и используется во многих местах в повседневной жизни. Итак, зная это, можно сказать, что если вы начнете бизнес по производству винтов, он будет прибыльным за очень короткое время.
Наиболее важным аспектом производства этого продукта является то, что марка не имеет значения, поскольку речь идет о винтах , поэтому предприниматели могут заняться производством на уровне района или техсила. Помните о стандартах качества, и они могут быть на пути к успеху. В целях маркетинга можно обратиться в хозяйственный магазин и в магазины, в которых хранятся товары, связанные со строительством.
Помните о стандартах качества, и они могут быть на пути к успеху. В целях маркетинга можно обратиться в хозяйственный магазин и в магазины, в которых хранятся товары, связанные со строительством.
Читайте также: Как начать бизнес по переработке шин в Индии?
Читайте также: Как настроить бизнес-план по производству проволочных гвоздей в Индии?
Как начать бизнес по производству винтов?
Если вы хотите начать бизнес по производству винтов, вы должны выполнить несколько шагов, которые приведены ниже:
Опрос: Прежде чем начать этот бизнес, самое главное, вы должны изучить потребление винтов в вашем регионе и месте поставки. . Также посетите некоторых продавцов винтов, чтобы узнать об этом бизнес-потенциале.
Проконсультируйтесь с поставщиком: После осмотра свяжитесь с поставщиком оборудования для производства винтов, чтобы настроить завод.
Выберите подходящее место: После этого выберите подходящее место, где вы хотите разместить этот бизнес. Но расположение должно быть за городом, чтобы можно было легко достать сырье и все необходимое.
Инфраструктура: Выбрав подходящее место, вы должны построить инфраструктуру своего завода.
Подать заявку на кредит: Если вам нужна финансовая помощь для этого бизнеса, вы можете подать заявку на кредит.
Настройка бизнеса: После этого все настроит вашу машину и все необходимое в вашем регионе. А также нанять рабочую силу для ведения этого бизнеса.
Обучение: Пройдите обучение по изготовлению винтов и их типов. И поставщик предоставит вам обучение и научит вас всем тонкостям этого бизнеса и машины.
Производство: Начните производство
Упаковка: Упакуйте изготовленный винт в пакет 500 г, 1 кг, 2 кг и в соответствии с требованиями рынка.
Маркетинг: Вы можете заниматься маркетингом с помощью посещения поставщиков и подрядчиков. Предложите еще какую-нибудь схему и прибыль и заставьте их продавать ваш продукт.
Продажи: Начните продавать, чтобы у вас был маркетолог.
Государственные схемы:
Повышение Винт Производственный бизнес и другие малые предприятия. MSME Министерство увеличивает помощь Винт Производственному бизнесу и другим малым и средним предприятиям в Индии.
Правительство Индии также продвинулось дальше в этом отношении, чтобы поощрить различные малые и частные секторы, запустив несколько схем, таких как:
Схема MUDRA — В рамках этой схемы агентство было создано для рефинансирования и развития микроподразделений по всей стране. Он расширяет финансирование некорпоративного сектора малого бизнеса.
Он расширяет финансирование некорпоративного сектора малого бизнеса.
Схема Aatmnirbhar Bharat – Бесплатные залоговые кредиты для ММСП и других секторов, испытывающих трудности.
Coir Vikas Yojna – Он поощряет различные виды деятельности, такие как дальнейшее развитие, модернизация и модернизация промышленности, продвижение внутреннего, а также экспортного рынка.
Национальная программа повышения конкурентоспособности производства – Он облегчает модернизацию технологий, предоставляя авансовую субсидию в размере 15%.
Программа развития предпринимательства и навыков – Организована для повышения квалификации молодежи путем ознакомления ее с многочисленными аспектами производственной деятельности, необходимой для создания малых предприятий.
Схемы маркетингового продвижения – для развития внутренних рынков и продвижения новых инициатив по доступу к рынку.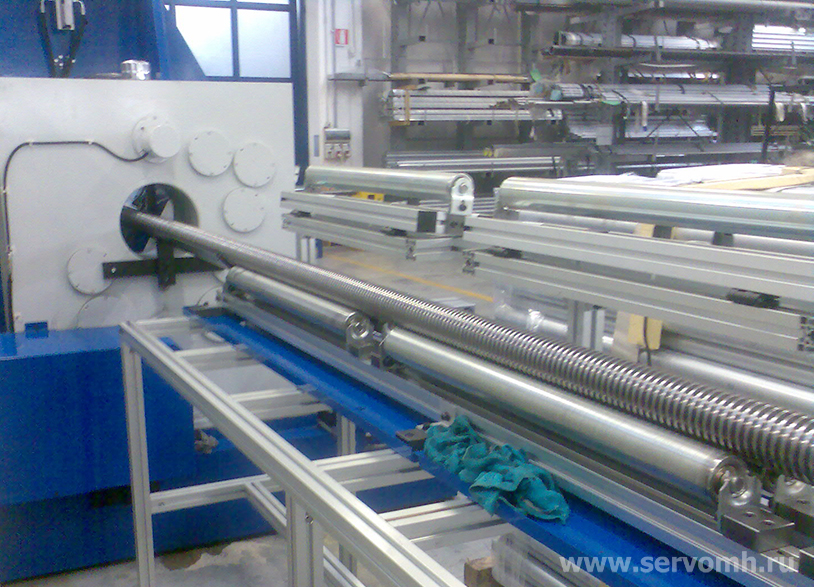
Type of Screw Head:
- Flat Head Screw
- Button Head Screw
- Pan Head
- Round Head
- Truss Head
- Socket Head
Also Read: How to начать бизнес продовольственных грузовиков в Индии по низким ценам?
Читайте также: Как настроить производство воздушного риса в Индии?
Требование к производству винтов:
- Площадь – 1800 кв. футов – 2000 кв. футов (производственная площадь, склад сырья, отделка, административная зона)
- Рабочая сила – 5 рабочих (квалифицированных и полуквалифицированных) и 1 руководитель отдела маркетинга и 1 руководитель
- Электричество — 15 кВт — 18 кВт
Винт. Сырье:
Нержавеющая сталь (согласно требованию)
Другие требования:
- SS Проволочный рулон
- Смазочное масло
- SS CHIENDER CHEMICAL
- ДЕРЕВНАЯ ДРУГА
- Проволока – размотана, выпрямлена и нарезана по длине
- Холодная ковка – придание стали нужной формы при комнатной температуре.
- Головка болта – прогрессивно формируется путем запрессовки стали в различные штампы под высоким давлением.
- Нарезание резьбы – Резьба образуется накаткой или нарезанием.
- Термическая обработка – болт подвергается воздействию высоких температур для закалки стали.
- Обработка поверхности – зависит от области применения.
 Цинкование часто используется для повышения коррозионной стойкости.
Цинкование часто используется для повышения коррозионной стойкости. - Упаковка/хранение – после контроля качества для обеспечения однородности и последовательности, и упакованы.
- Карта Adhar, карта Pan и адрес Доказательство
- MSME Лицензия
- Регистрация GST
- Лицензия на магазин и учреждение
- Торговая марка (если необходимо)
- NOC (Государственная плата за загрязнение загрязняет)
- Сырье (гвоздь MS Wire) = 32-35 рупий за кг.
- Общая стоимость производства 1 кг = 32 + 3 (труд + электричество) = 35 рупий Цена продажи на рынке = 45 кг – 50 кг.

- Прибыль на кг = 10 – 15 рупий Производство машины в день = 600 кг.
- Общий объем производства в месяц (26) = 15600 кг (Рассмотрите 15000 кг).
- Валовая прибыль в месяц (при продаже 15000 кг в месяц) = 15000 X 10 рупий.
- Продажа онлайн-платформы B2B (Tradeindia, Indiamart и т.
 д.)
д.)
. необходимые в производстве винтов, приведены ниже с ценой:
необходимые в производстве винтов, приведены ниже с ценой:
| Sl No. | Наименование оборудования | Рыночная цена | |||||
| 1. | СДЕЛАННЫЙ ДУХАЛОВОЙ ТВЕР. От 19 мм до 50 мм) | ||||||
| Проводной датчик | 6-12 | ||||||
| Производство | 90-110 ПК/мин | ||||||
| .0245 | 4,75,000 | ||||||
| 2. | Машина с тяжелым рулоном Спецификация:
| 3,75,000 | |||||
| 3. | Screw Polishing Drum Specification:
| 90,000 | |||||
4. | Cutter Grinder with Four grinding wheels Технические характеристики:
| 35,000 | |||||
| 5. | Other Equipments & Hand Tools | 2,000 | |||||
| Total | 9,77,000 | ||||||
| GST @18% | 1,75,860 | ||||||
| Общая сумма | 11,52,860 |
Стоимость упаковки+19014 Стоимость транспортировки+19014 Стоимость машины0002 Дополнительный станок: токарный станок и инструментальная насадка
Общая стоимость станка Примите во внимание 12 лаков (включая транспортировку и упаковку)
Бизнес-процесс производства винтов:
В первую очередь очищаются катушки требуемого размера и подается на автоматический рубальник, который дает требуемую длину и напор. Затем на автомате производится обрезка головы до нужного размера. После этого нити нарезаются на автоматической резьбонарезной машине. Затем производится сортировка путем стопроцентной обычной проверки. Затем выполняется термическая обработка винтов с внутренним шестигранником в соответствии с требованиями. Наконец, выполняется замер и несколько процентных испытаний на твердость. Упаковка осуществляется в соответствии с размерами и заказом.
Затем на автомате производится обрезка головы до нужного размера. После этого нити нарезаются на автоматической резьбонарезной машине. Затем производится сортировка путем стопроцентной обычной проверки. Затем выполняется термическая обработка винтов с внутренним шестигранником в соответствии с требованиями. Наконец, выполняется замер и несколько процентных испытаний на твердость. Упаковка осуществляется в соответствии с размерами и заказом.
Краткое описание производственного процесса:
P Упаковка:
Использование джутовых/пластиковых мешков или толстых бумажных коробок очень хорошо подходит для упаковки. Винты острые, поэтому есть риск лопнуть пластиковые или плотные бумажные пакеты. Во время упаковки имейте в виду количество, предлагаемое различными хозяйственными магазинами на рынке. Подготовьте пакеты по 1 кг, 2 кг, 5 кг, 10 кг одинакового количества.
Предприятие по производству винтов Требуется лицензия:
Для этого очень необходимо получить необходимую лицензию, потому что в этой отрасли требуется полная установка оборудования. Для получения лицензии можно подать заявление в местный орган власти. Отсюда вы получите лицензию очень скоро. Ниже приведены некоторые документы, необходимые для бизнеса по производству проволочных гвоздей:
Отсюда вы получите лицензию очень скоро. Ниже приведены некоторые документы, необходимые для бизнеса по производству проволочных гвоздей:
. хотите начать бизнес по производству винтов, тогда вам нужно около 20 лакхов, которые подробно указаны ниже:
| Sl no. | Наименование сведений | Сумма в рупиях | |||||||||
| 1. | Земля, здание и электрификация и установка воды | 2,50 000/- | |||||||||
| 2,50 000/- | |||||||||||
| 2,50 000/- | |||||||||||
| 2,50 000/- | |||||||||||
| 3. | Получить лицензию | 50 000/- | |||||||||
4. | Сырой материал (провод) (RS 42 на KG) | (WIRE) (RS 42 на KG) | (WIRE) (RS 42 на KG) | (WIRE) (RS 42 на KG) | (WIRE) (RS 42 на KG) | (WIRE) (RS 42 на KG) | (WIRE) (RS 42 на KG) | . | Packaging Box | 25,000/- | |
| 6. | Advertising & Promotion | 10,000/- | |||||||||
| 7. | E-Loader (Mahindra) | 1,50,000/- | |||||||||
| 8 . | Working Capital | 2,00,000/- | |||||||||
| Total | 20,00,000 Lac (Approx) |
Screw Manufacturing Business Profit:
Прибыль от этого бизнеса указана ниже:
Валовая прибыль в месяц = 1 50 000 рупий/-
Ежемесячные расходы по производству винтов:
| SlNo. | Сведения о расходах | Сумма (руб.) |
| 1. | Заработная плата рабочего a. Квалифицированный рабочий b. Неквалифицированный труд c. Менеджер по маркетингу | 45 000/- |
| 2. | Electricity Bill | 10,000 |
| 3. | Advertising + promotion | 5000 |
| 4. | Miscellaneous (petrol & GST Return etc) | 10,000/- |
| Total | 70 , 0 0 0 / – |
Net Profit per month= Общая валовая прибыль — общая ежемесячная расходы = 1,50 000 — 70 000 = 80 000
Винтов flipkart)
Риск в бизнесе по производству винтов:
Если вы новичок в этом бизнесе, то ниже приведен список некоторых рисков:
- Вы начали этот бизнес, но теперь у вас нет интереса.
- Вы теряете надежду найти новых клиентов.
- Качество продукции не поддерживается.
- Убытки из-за снижения спроса в вашем регионе.
- Производство остановлено из-за неполадок в машине.
- Всегда держите больше сотрудников для обслуживания производства в случае их отсутствия.
Читайте также: Как начать производство ноутбуков?
Читайте также: Как настроить Бетоносмесительную установку/Установку RMC (готовый бетон)?
Как начать бизнес-план по производству винтов в Индии?
Если вы хотите начать бизнес по производству винтов , то в видео ниже представлено пошаговое руководство:
Вывод:
Если вы хотите начать бизнес по производству винтов, начать получать идеи из этого блога. И самое главное, если вы начинаете бизнес по производству винтов в больших или малых масштабах, соответственно вам понадобятся помощники. Наряду с этим вы также можете воспользоваться схемами, выпущенными центральным правительством и правительством штата для финансовой помощи в открытии этого бизнеса.
И самое главное, если вы начинаете бизнес по производству винтов в больших или малых масштабах, соответственно вам понадобятся помощники. Наряду с этим вы также можете воспользоваться схемами, выпущенными центральным правительством и правительством штата для финансовой помощи в открытии этого бизнеса.
Часто задаваемые вопросы (часто задаваемые вопросы):
В. Прибылен ли бизнес по производству винтов в Индии?
Ответ: Да, потому что наша страна является развивающейся страной, и с каждым днем объем строительных работ в нашей стране увеличивается. Таким образом, существует большой рынок винта. Таким образом, чтобы выполнить требования винта, производство винта будет увеличиваться. Таким образом, этот бизнес имеет высокий потенциал и высокодоходную идею в Индии.
В. Машина, необходимая для бизнеса по производству винтов.
Ответ: Ниже приведен список станков, необходимых для Бизнес по изготовлению винтов :
- Станок для изготовления винтов
- Полировальный барабан/барабан
- Шлифовальный станок и резак с двигателем 15 л.
 с. 9090 Подставка/катушка для проволоки
с. 9090 Подставка/катушка для проволоки - Другое оборудование и ручной инструмент
Подробная информация приведена в этой статье. Внимательно прочитайте эту статью.
В. Сколько площади требуется для производства винтов?
Ответ: Промышленная установка требует места для инвентаря, мастерской или производственной зоны, места для энергоснабжения и вспомогательных устройств, таких как установка генератора. Также часть площади здания требуется для офисных помещений, документации, офисной мебели и т. д. Таким образом, приблизительная общая площадь, необходимая для полной промышленной установки, составляет от 1800 до 2000 кв. футов. Стоимость строительных работ составит около 5 лакрских рупий. .(приблизительно).
В. Каковы требования бизнеса по производству винтов?
ANS: Требования :
- Область = 1800 кв. Футов — 2000 кв. , Что такое инвестиции , чтобы начать бизнес по производству винтов ?
Ответ: Если вы новичок и хотите начать бизнес по производству винтов, вам потребуется около 20 лакхов, которые подробно описаны ниже:
Сл №. 
Name of Particulars Amount in Rs 1. Land, Building & electrification & Water Installation 2,50,000/- 2. Plants & machinery ( Включение. Включение. 12,00000/- 3. Получить лицензию 50 000/- 4. (Провод) (провод) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-wire) (r-weer) (r-weer) (r-weer) (r-weer) (r-wire) (r-wire) (r-wear) (rabrea0245 1,00000/- 5. Упаковочная коробка 25 000/- 6. Реклама 6. и реклама 6. . Mahindra) 1,50,000/- 8. Working Capital 2,00,000/- Total 20,00,000 Lac (Approx) Мы надеемся, что вам понравилось читать этот пост в блоге о стоимости бизнеса по производству винтов в Индии и о том, как его эффективно настроить.
 Чтобы узнать больше таких информативных статей, продолжайте посещать YMW Solution.
Чтобы узнать больше таких информативных статей, продолжайте посещать YMW Solution. Изготовление шурупов 14k
Будьте в курсе последних новостей о кузнечном деле и выпуске новых руководств по изготовлению ювелирных изделий
Да, подпишитесь на меня
Это бесплатный урок о том, как я делаю винты из 14-каратного золота и небольшой корпус подшипника для вращающегося кольца. Я заказываю подшипники в компании SMB Bearings в Великобритании по адресу http://www.smbbearings.com. Для этого проекта я использую подшипник с фланцем 6 мм, диаметром 5 мм и отверстием 2 мм. Если вы зайдете на веб-сайт SMB, там есть все доступные схемы различных типов подшипников.
Эти 14k винты и корпус были изготовлены для Spinning Ring.Сначала я начну с изготовления винтов. Я использую только слесарные инструменты, никаких токарных или фрезерных станков.
Я купил метчик и набор матриц на сайте www.riogrande.com. Вполне приличный, для работы подходит.

Проблема в том, что вы получаете только один метчик на отверстие, а сменный метчик стоит дорого.
Продеваю провод в отверстие 1,2мм. Диаметр проволоки может быть тоньше или толще, но я использую 1,2 мм, потому что тогда мое направляющее отверстие для метчика составляет 1 мм (в 18-каратном золоте), а это стандартное сверло.
Обратите внимание, как перекрутился провод. Это потому, что я использую максимальную толщину для этого отверстия. Таким образом, нити полностью сформированы.
Если вы используете тонкую проволоку, она легко продевается, но нить не полностью сформирована. Это не позволит вам затянуть винт должным образом, и резьба будет легче стремиться сорваться.После того, как нити будет достаточно, я обрезаю проволоку, как показано на рисунке. Это будут короткие винты.
Затем я беру свою горелку и расплавляю часть без резьбы в маленький шарик.
Это крупный план пластины из мягкой стали, в которой я просверлил отверстие, а затем использовал 2-миллиметровый шариковый фрезер (в данном случае), чтобы сделать куполообразную выемку.
 Центральное отверстие немного больше диаметра резьбы.
Центральное отверстие немного больше диаметра резьбы.Проволока с резьбой и клубком вставляется в стальную пластину
Шарик забивается в полость. Это придаст головке винта желаемую форму. В данном случае эта форма округлая, но не обязательно единственная возможная форма.
Фреза для бочкообразных или конических боров образует плоскую или конусообразную головку винта соответственно.
Работа молотком также упрочняет головку, что необходимо для плотного завинчивания без повреждения резьбового паза.
Затем я напиливаю и шлифую верхнюю часть вровень со стальной пластиной.
И высовываю с другой стороны.
Затем я вырезал паз для винта, в данном случае с помощью пильного диска 3/0, но, конечно, его можно варьировать в зависимости от необходимой ширины с помощью более толстого или более тонкого диска.
Затем я повторно нарезаю винт так, чтобы резьба находилась как можно ближе к головке.
Вот винт длиной 2,5 мм, полуфабрикат.

Хоть винт и стоит гордо, его довольно легко сделать заподлицо.
Корпус подшипника, описанный ниже, является самостоятельным, то есть не является составной частью ювелирного изделия. После того, как кольцо спроектировано и изготовлено, оно будет припаяно на место.
Корпус подшипника
Это фланцевые подшипники. Мне нравится их использовать, но, конечно, можно использовать и любой другой подшипник. Это просто зависит от вашего дизайна, на самом деле.
Я использую минимальное отверстие 2 мм для вращающегося кольца. Вот все три образца, установленные и законченные.Я делаю трубку того же диаметра, что и фланец. Толщина стенки 1мм. Затем высверливаю углубление 5 мм, чтобы корпус подшипника вошел внутрь, а фланец упирался сверху.
У меня не было фрейзера со стволом 5 мм, поэтому я модифицировал фрейзер с шариком 5 мм, и он работал очень хорошо. Фермер, как говорится, строит планы…Высота трубы позволяет мне просверлить и нарезать резьбу, не касаясь корпуса подшипника внутри.
 Чем ближе допуски, тем ниже подшипник.
Чем ближе допуски, тем ниже подшипник.Затем изготавливаю внешний корпус, в который войдет фланцевая трубка. Это просто трубка нужного диаметра и припаянная сверху пластина.
Вот так.
Зажимает фланец подшипника между внешним корпусом и корпусом фланца. Затем я просверливаю отверстие с обеих сторон корпуса и постукиваю по внутреннему корпусу фланца метчиком диаметром 1,2 мм. Внешнее отверстие в корпусе увеличено, чтобы резьба винта могла легко проходить через него.
Опять же, обратите внимание на относительно большое отверстие (центральное отверстие) подшипника по отношению к его общему диаметру. Это обеспечивает прочный центральный вал.Два корпуса свинчены вместе. Хотя винт на картинке выглядит большим, его диаметр всего 2 мм. Я оставляю его таким гордым, потому что этот корпус будет вставлен в кластер турмалина и алмаза, поэтому винт будет вставляться и выкручиваться много раз. Это будет изнашивать голову, поэтому я оставляю достаточно материала для этого.

Это центральный винт. Несмотря на то, что корпус сделан из 18-каратного желтого золота, я сделал центральный винт из 14-каратного золота. Это потому, что 14-каратное золото намного тверже и прочнее, чем 18-каратное золото.
Этот винт сделан не так, как маленькие винты корпуса.
Верх припаивается к валу после навинчивания. Я оставил припой видимым под головкой для картинки.Здесь центральный вал вставляется в отверстие подшипника. Центральная шайба немного выступает за наружный корпус подшипника, потому что при завинчивании узла втулки она не должна касаться внешнего корпуса. Если бы это было так, он бы не вращался легко. Его диаметр составляет 7,7 мм.
И высотой 4,5 мм.
Все отдельные компоненты. Время изготовления около 5 часов. Вес золота 2,5 грамма.
Конечно, это не единственный способ изготовления стандартного корпуса подшипника.
Я хотел бы услышать о различных методах, если кто-то о них знает.Винты и корпус подшипника используются при изготовлении вращающегося кольца.

Другие интересные и сложные проекты
Современное кольцо с жемчугом
Кольцо-отражатель
Кольцо с ангелом Соответствующее кольцо
или выберите другие проекты из списка руководств по изготовлению ювелирных изделий
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о любых новых опубликованных учебниках, напишите мне по электронной почте.
Этот контент является интеллектуальной собственностью Ханса Мевиса. Более подробная информация о нашей Политике авторских прав и конфиденциальности
▷ Подержанные машины для производства винтов на продажу (143 машины) » Machineseeker
143 результатов для
Отменить
Оборудование для обработки проволоки
Машины для производства винтовКАРЛО САЛВИ 780/СВ
КАРЛО САЛВИ
780/СВ
Арлуно
651 км
1988
хороший (б/у)
CARLO SALVI 780/SV
Полностью рабочий, в хорошем состоянии
ГОД 1988
Двойные заголовки
Qwlpz
6,35х80 мм,
360 частей на миллион1
2 головки — 2 ударно-перегрузочных коллектора
ОМЕГА
122кл
338 км
1989
б/у
втулка отсечка
диапазон диаметров 8,5 мм
количество штампов 2
количество станций (включая отсечку) 3
длина резки 100 мм
длина вала под головкой 80 мм
производительность — шт/мин 300
Fb8qclx
мощность пресса 30 тМашина для холодной штамповки 1 МАТРИЦА 2 УДАР
КАРЛО САЛВИ
635/СВ
Арлуно
651 км
1988
требуется ремонт (б/у)
CARLO SALVI 635 SV подлежит доработке
6,35х70 мм..jpg)
360 частей на миллион
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
— Новый двигатель с диском, шкивом и тормозом
Cbpo07dk8w
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl
HBR предоставит при полной проверке.2 матрицы — 3-ударная передаточная головка
АСАХИ ОКУМА
ОРх220
338 км
1988
б/у
втулка отсечка
Бексна9jlqm
диапазон диаметров 14 мм
количество штампов 2
количество станций (включая отсечку) 4
длина резки 100 мм
длина вала под головкой 90 мм
производительность — шт/мин 100
мощность пресса от 120 доМашина для холодной штамповки 1 МАТРИЦА 2 УДАР
КАРЛО САЛВИ
476/СВ
Арлуно
651 км
1985
требуется ремонт (б/у)
CARLO SALVI 476 SV подлежит доработке
4,76х45 мм.
450 частей на миллион
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
Qm32x
— Новый двигатель с диском, шкивом и тормозом
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl.
HBR предоставит полную версию.Узнайте больше о подержанных машинах
2 матрицы — 3-ударная передаточная головка
АСАХИ ОКУМА
РХ60
338 км
1989
б/у
втулка отсечка
диапазон диаметров 3-8,5 мм
количество штампов 2
количество станций 4
длина резки 55 мм
длина вала под головкой 55 мм
производительность — шт/мин 200
Bvxei8yfws
нажмите мощность от 30 до2 матрицы — 3-ударная передаточная головка
АСАХИ ОКУМА
РХ60
338 км
1988
б/у
втулка отсечка
диапазон диаметров 8,5 мм
количество штампов 2
Pfocv
количество станций 4
длина резки 55 мм
длина вала под головкой 55 мм
производительность — шт/мин 200
нажмите мощность от 30 до2 матрицы — 3-ударная передаточная головка
НАЦИОНАЛЬНЫЙ
№89
338 км
1977
б/у
втулка отсечка
диапазон диаметров 6-14 мм
Bvxemrgjg8
количество штампов 2
количество станций (включая отсечку) 4
длина резки 150 мм
длина вала под головкой 125 мм
производительность — шт/мин 1002 матрицы — 3-ударная передаточная головка
ХИЛЬГЕЛАНД
CF5AZ
338 км
1979
б/у
втулка отсечка
диапазон диаметров 8-16 мм
Бекснби0рен
количество штампов 2
количество станций (включая отсечку) 4
длина резки 160 мм
длина вала под головкой 130 мм
производительность — шт/мин 1002 матрицы — 3-ударная передаточная головка
ХУЙ ХУН
ХБФ-823
338 км
2015
б/у
диапазон диаметров 10 мм
Gxoek
количество штампов 2
количество станций (включая отсечку) 4
производительность — шт/мин 60-100
ход 100 мм2 матрицы — 3-ударная передаточная головка
НАЦИОНАЛЬНЫЙ
№56 CH
338 км
1976
б/у
втулка отсечка
Икивидб
диапазон диаметров 4-10 мм
количество штампов 2
количество станций 4
длина резки 75 мм
длина вала под головкой 65 мм
производительность — шт/мин 150
мощность пресса 55 т2 матрицы — 3-ударная передаточная головка
ОМЕГА
123G
338 км
1995
б/у
диапазон диаметров 3-8,5мм
количество штампов 2
количество станций (включая отсечку) 4
производительность — шт/мин 250
длина вала под головкой 55 мм
длина резки 60 мм
Bvxepha22h4 головки — 4-ударная передаточная головка
МАЛЬМЕДИ
КЛ34
338 км
1980
б/у
втулка отсечка
диапазон диаметров 6-14 мм
количество штампов 4
количество станций (включая отсечку) 5
длина резки 300 мм
Qdqi9длина вала под головкой 260 мм
производительность — шт/мин 40-604 головки — 4-ударная передаточная головка
МАЛЬМЕДИ
QPB161
338 км
1972
б/у
втулка отсечка
количество станций 10-26 мм
количество штампов 4
количество станций (включая отсечку) 5
длина резки 220 мм
длина вала под головкой 165 мм
производительность — шт/мин 35-70
Кепка9сртн
мощность пресса от 380 до1
4 головки — 4-ударная передаточная головка
ДЖЕРН ЯО
JBF-24B4S
338 км
1997
б/у
втулка отсечка
Idwocoqrg
диапазон диаметров 18 мм
количество штампов 4
количество станций (включая отсечку) 4
длина резки 43-185 мм
производительность — шт/мин 120
нажмите силу 200 до1
4 головки — 4-ударная передаточная головка
ПЕЛЬЦЕР-ЭЛЕРС
ГБ1
338 км
1970
б/у
диапазон диаметров 12 мм
количество штампов 4
количество станций 5
длина резки 100 мм
длина вала под головкой 80 мм
производительность — шт/мин 125
всп7ак
нажмите мощность 65 до1
4 головки — 4-ударная передаточная головка
ДЖЕРН ЯО
JBF-30B4S
338 км
1997
б/у
втулка отсечка
диапазон диаметров 23 мм
количество штампов 4
количество станций (включая отсечку) 4
длина резки 270 мм
производительность — шт/мин 100
Xhm33no
нажмите мощность 265 до4 головки — 4-ударная передаточная головка
АСАХИ ОКУМА
АФ1513-4
338 км
1988
б/у
втулка отсечка
Bvxer32opq
диапазон диаметров 7-15 мм
количество штампов 4
количество станций (включая отсечку) 5
длина резки 10-160 мм
длина вала под головкой 15-130 мм
производительность — шт/мин 130
нажмите силу 150 до4 головки — 4-ударная передаточная головка
МАЛЬМЕДИ
К64
338 км
1981
б/у
втулка отсечка
диапазон диаметров 16-30 мм
количество штампов 4
Нксаджб
количество станций (включая отсечку) 5
длина резки 235 мм
длина вала под головкой 180 мм
производительность — шт/мин 90
мощность пресса от 380 до1
4 головки — 4-ударная передаточная головка
ХАТЕБУР
БКА3
338 км
1975
б/у
диапазон диаметров 8-16 мм
количество штампов 4
количество станций (включая отсечку) 5
длина резки 150 мм
длина вала под головкой 130 мм
производительность — шт/мин 90
Gvxst8
мощность пресса от 180 до5 головка — 5-ударная передаточная головка
ХАТЕБУР
АКП 4-5
338 км
1978
б/у
втулка отсечка
ligfms3t
диапазон диаметров 10-20 мм
количество штампов 5
количество станций (включая отсечку) 6
длина резки 125 мм
длина вала под головкой 125 мм
производительность — шт/мин 160
сила пресса 170 на8 головка — 8-ударная передаточная головка
ЛАХОСЗЕ
712
338 км
1984
б/у
втулка отсечка
диапазон диаметров 6,5 мм
количество штампов 8
Биввмвк8рт
количество станций (включая отсечку) 9длина резки 6-10 мм
производительность — шт/мин 1501
обрезка машины
ХИЛЬГЕЛАНД
МЭ2СП
338 км
1965
б/у
диапазон диаметров 2,6-8 мм
Bhhcqrou9b
длина вала под головкой 6-50 мм
производительность шт/мин 260обрезка машины
ПЕЛЬЦЕР-ЭЛЕРС
ААГ10
338 км
1962
б/у
диапазон диаметров 6-10 мм
Bexnd8vdyw
длина вала под головкой 10-110 мм
производительность — шт/мин 75обрезка машины
ХИЛЬГЕЛАНД
МЭ2ВСП
338 км
1977
б/у
диапазон диаметров M8
C07tlipla
длина вала под головкой 6-80 мм
производительность шт/мин 200обрезка машины
ХИЛЬГЕЛАНД
МЕ4
338 км
1965
б/у
диапазон диаметров 6-12 мм
длина вала под головкой 10-130 мм
Bexnerxpay
производительность шт/мин 150обрезка машины
ХИЛЬГЕЛАНД
ME2VM
338 км
1983
б/у
диапазон диаметров 2,2-8 мм
длина вала под головкой 6-40 мм
Dtucy7w9производительность штук/мин 250обрезка машины
ХИЛЬГЕЛАНД
ME2V
338 км
1979
б/у
вибрационный питатель
диапазон диаметров 2,2-8 мм
длина вала под головкой 6-80 мм
Пфодт
производительность шт/мин 200обрезка машины
ХИЛЬГЕЛАНД
ME4SP
338 км
1978
б/у
диапазон диаметров 5-12 мм
длина вала под головкой 10-130 мм
Касвнехв
производительность — шт/мин 120обрезка машины
ХИЛЬГЕЛАНД
ME2V
338 км
1978
б/у
диапазон диаметров 2,2-8 мм
длина вала под головкой 6-80 мм
Bvxeuswbdz
производительность шт/мин 200указательно-зажимная машина
ИНГРАМАТИЧЕСКИЙ
ПА3
338 км
1977
б/у
диапазон диаметров 4-8 мм
длина вала под головкой 40-110 мм
Лижойки8
производительность шт/мин 600указательно-зажимная машина
ИНГРАМАТИЧЕСКИЙ
ПА2
338 км
1976
б/у
диапазон диаметров 1,7-6,4 мм
Лиджейле7
длина вала под головкой 4,5-75 мм
производительность шт/мин 1000болтовщик 4 штамп 4 удар
САКМА
СП37
338 км
1987
б/у
втулка отсечка
Bvxevpjr93
диапазон диаметров 15 мм
количество штампов 4
количество станций 6
длина резки 127 мм
длина вала под головкой 20-90 мм
производительность — шт/мин 200
Максимум. длина резьбы 63,5 мм
длина резьбы 63,5 мм
мощность пресса от 130 доболтовщик 4 штамп 4 удар
НЕДШРОФ
HPT6
338 км
1968
б/у
втулка отсечка
диапазон диаметров 10-22 мм
количество штампов 4
количество станций (включая отсечку) 7
длина резки 200 мм
длина вала под головкой 160 мм
E7wb8ixpy
производительность — шт/мин 60
Максимум. длина резьбы 95 мм
длина резьбы 95 мм
Максимум. ширина под ключ 32 ммболтовщик 4 штамп 4 удар
НЕДШРОФ
БЛ4
338 км
1984
б/у
диапазон диаметров 8-16 мм
количество штампов 4
количество станций 7
длина резки 340 мм
длина вала под головкой 300 мм
производительность — шт/мин 60-90
Максимум. длина резьбы 150 мм
длина резьбы 150 мм
нажмите мощность 150 до
Pqd9vlaзаголовок с двойным ударом
ХИЛЬГЕЛАНД ЛИЗ
Ч3
338 км
1983
б/у
диапазон диаметров 4-8 мм
длина вала под головкой 8-80 мм
Cq9ejpzg
Максимум. длина отрезка 110 мм
длина отрезка 110 мм
производительность шт/мин 140заголовок с двойным ударом
ХИЛЬГЕЛАНД
Ч0К
338 км
1964
б/у
диапазон диаметров 2-5 мм
длина вала под головкой 25 мм
Максимум. длина резки 37 мм
длина резки 37 мм
производительность — шт/мин 330
Exvacpy3заголовок с двойным ударом
ЗАКРЫТЬ
ДПЛ9
338 км
1978
б/у
диапазон диаметров 4-9 мм
длина вала под головкой 100 мм
Bexnj7mujk
длина резки 120 мм
производительность шт/мин 1001
заголовок с двойным ударом
ВМВ
ПАЗМ4
338 км
1960
б/у
диапазон диаметров 2-4 мм
Bexnkqo9rm
длина вала под головкой 40 мм
Максимум. длина резки 50 мм
длина резки 50 мм
производительность шт/мин 1201
заголовок с двойным ударом
ВМВ
ПКХЕМ6
338 км
1957
б/у
диапазон диаметров 3-6 мм
длина вала под головкой 40 мм
Максимум. длина резки 50 мм
длина резки 50 мм
производительность шт/мин 120
Нмнвнзаголовок с двойным ударом
ХИЛЬГЕЛАНД
Ч6В
338 км
1972
б/у
хорошее состояние
диапазон диаметров 10-20 мм
длина вала под головкой 180 мм
длина резки 230 мм
производительность — шт/мин 45/50/56/63
мощность пресса 160 т
плоскость хода 240 мм
Gruf0npзаголовок с двойным ударом
ХОЙЕР
DM5LS
338 км
1972
б/у
диапазон диаметров 2-5,2 мм
Bxf9idiiij
длина вала под головкой 120 мм
длина резки 146 мм
производительность шт/мин 105заголовок с двойным ударом
ХОЙЕР
ДЛ6
338 км
1974
б/у
диапазон диаметров 3-6 мм
Цибосвш0
длина вала под головкой 75 мм
длина резки 100 мм
производительность шт/мин 140заголовок с двойным ударом
ХОЙЕР
DSL6
338 км
1978
б/у
диапазон диаметров 3-6 мм
длина вала под головкой 35-120 мм
бгугмл8дд7
Максимум. длина резки 146 мм
длина резки 146 мм
производительность шт/мин 90заголовок с двойным ударом
ХОЙЕР
DSL4
338 км
1985
б/у
диапазон диаметров 2-4 мм
бгугмкм7п3
длина вала под головкой 100 мм
Максимум. длина резки 117 мм
длина резки 117 мм
производительность шт/мин 110заголовок с двойным ударом
ХИЛЬГЕЛАНД
Ч4
338 км
1984
б/у
диапазон диаметров 5-10 мм
длина вала под головкой 140 мм
Максимум. длина отрезка 160 мм
длина отрезка 160 мм
Бексннгджсфв
производительность шт/мин 115заголовок с двойным ударом
КЛОЗЕ — НАЦИОНАЛЬНЫЙ
МТХЛ 8
338 км
1984
б/у
диапазон диаметров 4-8 мм
Bexnnp0xzw
длина вала под головкой 165 мм
длина резки 200 мм
производительность шт/мин 1001
заголовок с двойным ударом
ХИЛЬГЕЛАНД
Ч2Л
338 км
1959
б/у
диапазон диаметров 3-6 мм
Дуйлри
длина вала под головкой 6-60 мм
Максимум. длина резки 75 мм
длина резки 75 мм
производительность шт/мин 180заголовок с двойным ударом
ПЕЛЬЦЕР-ЭЛЕРС
ДКП16
338 км
1972
б/у
диапазон диаметров 8-18 мм
длина вала под головкой 180 мм
Гутрсвз
Максимум. длина отрезка 220 мм
длина отрезка 220 мм
производительность — шт/мин 701
заголовок с двойным ударом
САЛВИ
476СВ
338 км
1980
б/у
диапазон диаметров 2-4,76 мм
длина вала под головкой 46 мм
bexnp3eez8
Максимум. длина отрезка 60 мм
длина отрезка 60 мм
производительность шт/мин 470Вы будете получать новые предложения немедленно и бесплатно по электронной почте
Вы можете легко прекратить поисковый запрос в любое времяНайдите Machineseeker с более чем 200 000 подержанных машин:
Расширенный поиск
Это может вас заинтересовать
Machineseeker по-прежнему является крупнейшим спонсором 2-й немецкой футбольной лиги
Олимпийские игры: Machineseeker спонсирует сборную Германии
Образец договора купли-продажи подержанных машин на девяти языках
Фотогалерея: 10 самых больших экскаваторов в мире
Как получать 100% наших электронных писем
Продать сейчас на Machineseeker! Более 250 000 запросов в месяц
Автоматическая машина для изготовления винтов с шестигранной головкой — Машина для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатный станок
Описание
Размеры и чертеж винтов с шестигранной головкой
Основные характеристики автоматической машины для изготовления винтов с шестигранной головкой
Модель Блок 10Б-4С(64С) Станции шт. 
Четыре Сила ковки Тон 40 Макс. Диаметр резки материала мм 8 Макс. Длина резки материала мм 70 K.O Длина мм 60 P.K.O Длина мм 13 Режущая матрица Размер мм 28*46 Размер основного штампа мм 50*65 Шаг штампа мм 60 Размер пуансона мм 40*80 Подходящий размер продукта М3-М6 Макс. Длина продукта мм 50 Мин. Длина продукта мм 10 Макс. Скорость производства шт/мин. 300 Мощность главного двигателя кВт 11 Прим.  Вес машины
Вес машиныТон 7,5 1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Готовые установочные винты с внутренним шестигранником из нержавеющей стали
Готовые установочные винты с внутренним шестигранником из нержавеющей стали
Область применения Автоматическая машина для изготовления винтов с внутренним шестигранником эффективность и автоматизация кузнечного оборудования. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности.
 Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут быть изготовлены на автоматическом станке для изготовления винтов с шестигранной головкой
Фланцевые болты, болты с головкой под ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, болты с пружинным центром, винты с шестигранной головкой, болты с квадратным подголовком, цельные заклепки, установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, болты ступицы, болты крепления, колесные болты, болты с Т-образной головкой, фланцевые болты, проушина болты, стяжные болты, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
д.Отличительные особенности автоматической машины для изготовления винтов с шестигранной головкой
1. Тормозная система с пневматической муфтой была разработана для срабатывания с низким током и как «толчковый», «одиночный ход» и «непрерывный ход». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два типа системы перемещения на выбор заказчика: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при регулировке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и легкой нагрузке для защиты токарного станка и штампов и продления их срока службы. .
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы. умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки обеспечивает кривизну срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматическая ограничитель размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки переносного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым приводом. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями сигнализации о неисправности и отображения неисправности.
14. Сенсорный экран и система числового управления диалога «человек-машина» являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. сдача. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.Основная конструкция и детали Введение автоматической машины для изготовления винтов с шестигранной головкой
Корпус болтодержателя без кожуха Высокоточный главный ползун Система пружинных зажимов Система переносных пальцев Система ПКО Система резки проволоки Система сцепления с тормозным устройством Шестерни системы трансмиссии Гидравлическая и пневматическая система управления Механизм выгрузки материала с функцией быстрой замены выпуклой пластины Система подачи проволоки Система привода со спирально-конической передачей Стандартные принадлежности автоматической машины для изготовления винтов с шестигранной головкой
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. К.О. и П.К.О. Детектор поломки предохранительной булавки
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая моторы смазки, охлаждающей жидкости и вентилятора)
6. Детектор короткой подачи
7. Детектор недостаточного давления воздуха
8. Смазочный. Детектор нехватки масла
9. Двуручный блок управления для толчкового режима
13. Два комплекта электрооборудования, руководства по эксплуатации и обслуживанию на английском языке.
Два комплекта электрооборудования, руководства по эксплуатации и обслуживанию на английском языке.
14. Продавец предоставит следующие запасные части к чертежу машины.
а) Стопорный винт матрицы
b) Стопорный винт пуансона
c) P.K.O. Рычаг
d) Ударный валик для всех станций
e) Чертеж обрезного кулачка
f) K.O. Чертеж стержня
g) Чертеж всех предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных роликов
k) Полный комплект электрических чертежей
l) Чертежи штампов и штамповочных блоковТипы, детали, Производство, выбор материалов, применение
Содержание
Винты представляют собой крепежные изделия со спиральными канавками на стержне. Эти канавки могут быть как по всему хвостовику, так и только в начале. Эти канавки обеспечивают необходимое трение и сцепление, чтобы избежать вытягивания. Как правило, они сделаны из металла.
Винт иногда также называют винтом с головкой или метчиком.

Примечание: Для тех, кто не знает «Что такое застежка?». Застежка — это аппаратное устройство, которое механически скрепляет или соединяет две или более частей вместе.
Примечание: Для тех, кто не знает слова «голень». Это обсуждается далее в этой статье.
Винты являются охватываемой частью, а соединительные тела — охватываемой частью (в отличие от болта). Мы обсудим различия между винтом и болтом позже в этой статье.
В зависимости от резьбового механизма различают в основном два типа винтов.
- Саморезы
- Винты без саморезов
Когда мы двигаем самонарезающие винты по часовой стрелке (с некоторым усилием) к соединительному материалу, они проникают в материал (главным образом из-за своего острого кончика). Как правило, они подходят, когда соединительные детали изготовлены из дерева или пластика.
Во многих случаях самонарезающие винты также можно вставлять в соединяемые детали с помощью молотка, например, в случае дерева и пластика.

В случае несамонарезных винтов, мы должны сначала сделать соответствующие спиральные канавки в соединительном материале, а затем аккуратно вставить винт. Как правило, они используются, когда соединительные детали выполнены из металла.
Винты также можно разделить на другие категории, мы обсудим их позже в этой статье.
Разница между болтом и винтом
Болт и винт
Однако четкого различия (по определению) между винтами и болтами нет, но есть некоторые основные различия (по наблюдению).
- Для крепления болта к соединяемым деталям требуется гайка. Однако это не относится к винту, для сцепления нужны винтовые канавки соединяемых частей. Простым языком можно сказать, что винт не требует гайки.
- Винты могут иметь конический хвостовик, а болты — нет, потому что они должны иметь гайку.
- Многие говорят, что отличаются не устройства, а то, как они используются.
- Винты меньше по размеру по сравнению с болтами.

- Винты имеют самые разные головки, тогда как болты имеют шестигранную или квадратную головку.
Части винта
Корпус винта в основном можно разделить на четыре части.
- Головка (a): Это верхняя часть винта. Винт можно затянуть или ослабить от головки винта. Он имеет приспособления для размещения отвертки или гаечного ключа.
- Стержень без резьбы (b): Это часть стержня без резьбы. Эта часть могла отсутствовать в некоторых винтах.
- Резьбовой стержень (c): Это часть винта с резьбой. Это место, откуда винт захватывает соединяемые тела. В нем есть спиральные канавки.
- Наконечник (d): Это самая нижняя часть винта. Это помогает винту проникать сквозь соединительные тела. Он может отсутствовать в некоторых винтах, где резьба уже присутствует в соединительных элементах. Как упоминалось ранее, это неотъемлемая часть саморезов.

Материал для винтов
При изготовлении винтов можно использовать следующие материалы.
- Титан: Винты из титана твердые, прочные, легкие и устойчивые к коррозии. В сплаве с другими материалами он может увеличить прочность и долговечность.
- Нержавеющая сталь: Винты из нержавеющей стали устойчивы к химическим веществам и коррозии. Имеют привлекательный внешний вид. Их нельзя закаливать, как углеродистую сталь.
- Закаленная сталь: Винты из закаленной стали твердые, но хрупкие.
- Сталь: Винты из стали прочны, но подвержены коррозии.
- Пластик: Винты из пластика недороги и устойчивы к коррозии. Они используются для легких грузов. Их обычно используют возле воды, например, в бассейнах с водой.
- Молибден: Винты из молибдена имеют очень высокую температуру плавления и исключительно прочны.

- Медный сплав: Винты из медного сплава обладают хорошей несущей способностью и износостойкостью. Они подходят для использования вблизи магнитов.
- Латунь: Винты из латуни прочны, токопроводны и устойчивы к коррозии. Имеют низкую магнитную проницаемость.
- Алюминий: Винты из алюминия легкие и простые в изготовлении. Они тепло- и электропроводны. Они устойчивы к коррозии.
- Суперсплавы: Винты из суперсплавов обладают хорошей механической прочностью, стабильностью поверхности, коррозионной стойкостью и сопротивлением ползучести при более высоких температурах. Некоторые распространенные суперсплавы включают Hastelloy®, Inconel®, Incoloy® и Monel®.
Помимо вышеуказанного материала, иногда в шурупах используется отделочный материал. Это может обеспечить долговечность и коррозионную стойкость винта. Вот некоторые отделочные материалы, используемые в шурупах.
- Цинк: Его покрытие действует как расходуемый анод, защищая основной металл.
 Применяется в виде мелкой белой пыли.
Применяется в виде мелкой белой пыли. - Хром: Покрытие придает яркую отражающую поверхность. Он декоративный и очень прочный. Наносится гальванопокрытием.
- Черный оксид: Его покрытие в основном используется в эстетических целях. Это не увеличивает размеры винта. Это обработанная черная ржавчина.
Различные формы головок винтов
(a) Плоская головка: Круглая форма, но плоская сверху. Он имеет относительно высокий внешний край.
(b) Куполообразная или пуговичная головка: Она имеет круглую форму и полусферу наверху. У него относительно высокий внешний край по сравнению с круглой головкой.
(c) Круглая головка: Она имеет круглую форму и полусферу наверху.
(d) Головка фермы или гриба: Она имеет круглую форму и полусферу наверху. У него относительно низкий внешний край по сравнению с круглой головкой.

(e) Плоская или потайная головка: Имеет коническую форму, но с плоской головкой.
(f) Овальная головка: Имеет коническую форму, но имеет сферическую головку.
Типы винтов
Ниже приведены некоторые основные типы винтов, которые обычно используются в нашей повседневной жизни.
- Шурупы для дерева
- Барашковые винты
- Винты с накатанной головкой
- Винты с буртиком
- Шурупы для листового металла
- Установочные винты
- Саморезы
- Шуруп для ДСП
- Винты для зеркал
- Крепежные винты
- Шуруп для каменной кладки
- Шуруп для каменной кладки
- Домкратный винт
- Домкратный винт
- Шуруп для гипсокартона
- Приводной винт
- Винт-дюбель
- Винт для палубы
- Винт с головкой
Производство шурупов
Производство шурупов состоит из трех основных этапов.

- Рубрика
- Накатка резьбы
- Покрытие
Винты обычно изготавливаются из проволоки. Затем проволока обрезается до нужной длины для типа изготавливаемого винта. Насадку производит головка винта. Форма штампа в машине диктует особенности, которые должны быть вдавлены в головку винта, например, винт с круглой головкой использует круглую штамп.
Резьба обычно изготавливается путем накатки. Однако некоторые из них подвергаются механической обработке.
Наконец, для предотвращения коррозии наносится покрытие, такое как гальваническое покрытие цинком или черным оксидом.
Применение винта
Винт можно использовать при следующих условиях
- Когда скрепляемые детали имеют достаточную толщину для размещения резьбового отверстия.
- Нет места для установки гайки.
- Когда детали, которые скрепляются, имеют достаточную прочность для размещения прочных нитей.
- Они используются, когда детали редко разбираются.

Относительные преимущества и недостатки винтов и болтов
- Винты дешевле болтов.
- подходят для частой разборки и сборки, в отличие от винтов.
- Болты несут нагрузку на большую площадь стержня по сравнению с винтом.
Болты
Источники изображения:
Болт и винт: Автор: © 2010 Tomasz Sienicki [пользователь: tsca, почта: tomasz.sienicki at gmail.com] – Фотография Томаша Сеницкого, CC (собственная работа) ПО 3.0, https://commons.wikimedia.org/w/index.php?curid=8944465
Детали винта: По Rfc1394, Waterced – https://commons.wikimedia.org/wiki/File:Wood_screw_big.svg, CC BY-SA 3.0, https://commons.wikimedia.org/ w/index.php?curid=65221519
Болт и гайка: Автор Пирсон Скотт Форесман – Архив Пирсона Скотта Форесмана, переданный в дар Фонду Викимедиа. Этот файл был извлечен из другого файла: Bolt (PSF).
 jpg, Public Domain, https://commons.wikimedia.org/w/index.php?curid=2555706
jpg, Public Domain, https://commons.wikimedia.org/w/index.php?curid=2555706 Типы головок винтов: CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=2452317
Как производятся винты Производитель винтов и крепежных деталей
Винты а болты — аналогичные крепежные детали, обычно изготовленные из металла, со спиральным гребнем, называемым внешней резьбой (наружная резьба). Винты и болты используются для крепления материалов, целью которых является зацепление резьбы с соответствующей частью аналогичной внутренней резьбы (внутренняя резьба).
Как правило, при самонарезании (также известном как проволока-саморез), при вращении винта резьба врезается в материал, образуя внутреннюю резьбу, которая помогает вытягивать плотный материал и предотвращает вытягивание. Существует много видов материалов, для крепления которых обычно используются шурупы, включая дерево, листовой металл и пластик.
4 обычных материала для винтов.

Винты могут быть изготовлены из разных материалов, но некоторые из них лучше других. Четыре наиболее часто используемых материала для винтов:
Сталь: Это самый распространенный материал, используемый для изготовления винтов по одной простой причине: сталь дешевле, чем некоторые другие материалы для изготовления винтов.
Медь : Медные винты хорошо защищают от коррозии. Если вы хотите контактировать с различными компонентами, медь может обеспечить долгий срок службы винта.
Алюминий : Алюминий не так прочен, как другие материалы, но у него есть одно преимущество – вес. Алюминий — самый легкий крепеж, который вы можете найти.
Титан : Если вам нужна прочность и легкость, выбирайте титан. Титановые шурупы стоят дорого, но если вам нужен прочный, но не тяжелый крепеж, дополнительные затраты могут с лихвой окупиться.
Процесс производства крепежных деталей Prince
Основные понятия производства винтов Prince Fastener
1, Изготовление винтов Prince Fastener можно разделить на холодную высадку, горячую обработку (точение, фрезерование и т.
 д.)
д.)2, Холодная заголовки — это использование пластичного металла, с помощью холодного механического давления или волочения достигается деформация твердого металла.
Холодная ковка начинается с большой стальной проволоки, которая разматывается и нарезается на определенную длину. Стандарт ISO 8981 указывает, что марка стали стандартизирована в отрасли. С помощью специальных инструментов проволока холодной ковки придается нужной форме. В основном сталь формуют при комнатной температуре и пропускают через серию штампов под высоким давлением. Сам инструмент может быть сложным и включать до 200 различных деталей с допуском 1% мм. Благодаря усовершенствованиям холодная ковка позволяет производить болты быстро, в больших объемах и с высокой однородностью.
Для более сложных конструкций болтов, которые невозможно изготовить методом холодной ковки и придать им форму, может потребоваться дополнительная токарная обработка или сверление. Токарная обработка включает вращение болта на высокой скорости при резке стали для получения желаемой формы и дизайна.
 Для сверления болтов можно использовать сверлильные станки. Некоторые болты также могут быть снабжены шайбами в процессе, если это необходимо.
Для сверления болтов можно использовать сверлильные станки. Некоторые болты также могут быть снабжены шайбами в процессе, если это необходимо.3, Горячие осадки представляют собой материал после нагрева и обработки давлением, чтобы форма материала соответствовала требованиям дизайна.
Стандартным процессом для всех болтов является термическая обработка, в ходе которой болт подвергается воздействию экстремальных температур для упрочнения стали. Болты обычно прокатывают или режут, когда сталь размягчается перед термической обработкой. Прокатка работает очень похоже на холодную ковку и включает в себя ввинчивание болта в матрицу, которая формирует и формует сталь в резьбу. Резка осуществляется путем разрезания и удаления стали для формирования резьбы.
Поскольку термическая обработка изменяет характер стали и делает ее более твердой, предварительное нарезание резьбы проще и дешевле. Тем не менее, термообработанные нити обеспечивают лучшую усталостную прочность. «Princefastener поясняет, что термическая обработка может привести к термическому растрескиванию и незначительному повреждению болта.
 «В результате некоторым клиентам требуется термообработанная резьба, особенно для таких применений, как болты двигателя и головки цилиндров. Этот процесс более дорогой, поскольку требует производства закаленной стали, но он лучше ее защищает».
«В результате некоторым клиентам требуется термообработанная резьба, особенно для таких применений, как болты двигателя и головки цилиндров. Этот процесс более дорогой, поскольку требует производства закаленной стали, но он лучше ее защищает».4, Prince Fastener Machining — это небольшая партия специальных или специальных болтов с шестью углами головки, которые превращаются в после фрезерования.
5, Резьба болта: механическая и ручная резьба, аналогичная плашке.
6, Фрезерование хвоста: обычно завершается к концу станка для резки Prince Fastener.
7, разница между холодной и горячей осадкой: поверхности болтов холодной высадки более красивы, кожа оксида поверхности дюжины красных болтов выглядит не очень хорошо; высокая производительность холодной высадки – это эффективность; общие болты Prince Fastener M24 должны играть красным цветом;
Процесс производства застежки Prince
Анализ причин явления и причин процесса формования
1, Эксцентрик: два красных и неправильные машины для установки и регулировки.

2, Minow: плохая установка и неправильная машина регулировки крепежа принца на.
3, Головка не круглая: выбор штампа или пуансона недостаточен.
4, Играйте в режиме трещины: угол трещины или смерти R, так что модель поражена двумя столкновениями.
5, Двойной плохой удар головой.
6, Вспышка: плохая штамповка, в основном, между пуансоном и матрицей, зазор отверстия слишком велик или слишком мал из-за красных полос.
7, 、 Угол трещины: разрыв иглы пуансона или два пуансона и пуансон не тяжелый.
8, растрескивание головки: материал или матрица с использованием ошибки (например, головка шайбы с шестигранной головкой круглой головки матрицы) и смазочное масло.
Испытание крепежа Prince
Анализ неблагоприятных явлений и причин общего качения
1, Обработка трещин: зубчатая пластина и регулировка старой машины Prince Fastener.
2. Тупой хвост: машина неправильно отрегулирована, зубчатая пластина слишком старая.

3, Кривой хвост: контрольный винт на сиденье сиденья слишком затянут.
4, Хвост: пластина износа зуба и неправильная машина регулировки.
Рекомендации и модели
В соответствии со стандартами резьбы крепежа, описанными в ISO 68-1. ISO 261.
Существует множество винтов и болтов, которые можно разделить на несколько категорий в зависимости от их использования и формы. Один заключается в следующем.
Шурупы для дерева подходят для стандартных головок DIN97 и различных нижних головок (плоская головка, овальная головка, крестообразная головка, крестообразная головка, шестигранная головка, торкс, головка).
Винт с квадратной головкой: используются для крепления тяжелых предметов. По стандарту DIN571. Саморезы или литые винты с резьбой имеют резьбу, специально предназначенную для нарезания резьбы в отверстиях. Эти материалы не должны использоваться жестко. дин7970.
 исо1478.бс4174.
исо1478.бс4174.Крепежные винты : Механические винты имеют более тонкую резьбу, чем винты для дерева. Они предназначены для установки в гайки или резьбовые отверстия. DIN7985, ИСО7045, ДИН965, ДИН966, ДИН84, ДИН85, ДИН933, ДИН931, ДИН912.
Шурупы для листового металла обычно короткие и имеют крупную резьбу и используются для крепления относительно тонкого листового металла. дин7981, изо7049, дин7976, дин7983, дин7971, дин7504.
Спрос на шурупы не собирается снижаться, но откуда они берутся?
Это тревожный мир. Благодаря быстрому развитию технологий на каждом Боинге 747 используется 2,5 миллиона крепежных деталей, поэтому глобальный спрос на резьбовые крепежные детали продолжает расти. Процесс производства винтов эволюционировал, чтобы оставаться быстрым, эффективным и опережающим; однако его основной компонент, процесс производства винтов, практически не изменился за последние 300 лет.
Винты могут быть разработаны для бесчисленных вариантов монтажа, включая специальные типы концов и приводов.
 Тонкий шаг. Правая или левая, плоские или винтовые наконечники, и это лишь некоторые из них. Конкретные этапы производственного процесса могут быть такими же вариабельными, как и сами винты, но в современном мире производство крепежных изделий в целом можно разделить на два типа, которые различаются методами обработки резьбы: накатанные винты и винты для нарезки резьбы.
Тонкий шаг. Правая или левая, плоские или винтовые наконечники, и это лишь некоторые из них. Конкретные этапы производственного процесса могут быть такими же вариабельными, как и сами винты, но в современном мире производство крепежных изделий в целом можно разделить на два типа, которые различаются методами обработки резьбы: накатанные винты и винты для нарезки резьбы.Самые ранние металлические винты в древности стали прорывом в современной технике. Это новое изобретение добавило спиральные зубья к гвоздю, создав беспрецедентную промышленную застежку. Винт особенно хорошо подходил для оружейного дела, потому что он выдерживал вибрации при стрельбе. Напротив, такие детали, как гвозди, могли (и будут) выпадать сами по себе после определенного периода использования, в результате чего оружие выходит из строя или даже разрушается в бою. Самые ранние винты были вырезаны из гвоздей и рук.
Это означало, что любые два винта были идентичны и производились с очень низкой скоростью и качеством.

