Изготовления винтов: Производство винтов в Екатеринбурге | Изготовление винтов на заказ от производителя «Шоли Механикс»
Содержание
изготовление на заказ Санкт-Петербург: производство винтов
Производство винтов по ГОСТ, ОСТ и чертежам
Винт — металлическое крепёжное изделие, которое соединяет и фиксирует детали в одной точке. Вкручивается и выкручивается отвёрткой или торцевым ключом в одну из деталей, которая практически всегда имеет резьбу. Не все виды имеют головку, а некоторые типы углубляются внутрь деталей в разных механизмах и конструкциях. Этот крепёж может использоваться как компонент, который выполняет функцию оси для вращающихся деталей или в качестве направляющих для прямолинейного движения.Продукция такого вида востребована в строительстве, машиностроении, промышленных и производственных отраслях, в приборостроении и мебельном производстве.
ООО «Волат» предлагает своим клиентам изготовление винтов на заказ любой сложности, размеров и марок стали и сплавов. Они производятся на станках с ЧПУ, подвергаются всестороннему контролю и реализуются по доступным ценам.Самые распространённые виды винтов можно купить в СПб в нужном количестве с нашего склада.
Основные разновидности:
Установочные винты
Фиксируют взаимное расположение деталей относительно друг друга.Могут иметь:
- Прямой шлиц и конический, плоский или засверлённый конец.
- Квадратную головку и цилиндрический, засверлённый, ступенчатый конец либо буртик.
- Шестигранную головку и ступенчатый конец.
Крепёжные винты
Предназначены для разъёмного соединения деталей.Могут быть:С головками формы:
- цилиндрической
- полукруглой
- полупотайной
- потайной
- шестигранной, иногда имеющую контровочные отверстия.
Накатанной низкой головкой и иметь конец:
- конический
- ступенчатый
- засверлённый
- сферический
- цилиндрический
Невыпадающие с видами головок:
- цилиндрической
- шестигранной
- полупотайной
- накатанной
Классы точности
Учитывая нагрузку на соединение можно заказать винты нужной классификации:Класс А – повышенная точность. Соединения с ними малодеформативны, потому что при приложении усилий все винты одновременно вступают в работу. Отклонения отверстия всего на 0,25–0,30 мм больше диаметра стержня.Класс Б – нормальная точность. Применяется чаще всего. Ставятся в местах, с разницей в диаметрах деталей 1–1,5 мм. Степень деформации сведена к минимуму.Класс С – грубая точность. Для нерасчётных монтажных соединений, на которые не предусмотрена нагрузка. Они легко стают в отверстия, которые диаметром на 2– 3 мм больше стержня винта. Если приложить усилия, то могут смещаться.
Соединения с ними малодеформативны, потому что при приложении усилий все винты одновременно вступают в работу. Отклонения отверстия всего на 0,25–0,30 мм больше диаметра стержня.Класс Б – нормальная точность. Применяется чаще всего. Ставятся в местах, с разницей в диаметрах деталей 1–1,5 мм. Степень деформации сведена к минимуму.Класс С – грубая точность. Для нерасчётных монтажных соединений, на которые не предусмотрена нагрузка. Они легко стают в отверстия, которые диаметром на 2– 3 мм больше стержня винта. Если приложить усилия, то могут смещаться.
Материалы для производства и классы прочности
Чаще всего в своей работе используем сталь А12, алюминий АМг5, латунь ЛС 59. Можем изготовить крупные или мелкие партии винтов по ГОСТам, ОСТам и чертежам заказчика из сталей:
- антикоррозионных
- теплоустойчивых
- углеродистых
- жаропрочных
- легированных
- сплавов цветных металлов
По прочности винты делятся на 11 классов. Маркировка начинается с 3,6 и заканчиваются 12,9. Считается, что 8,8 самый популярный и оптимальный вариант.
Маркировка начинается с 3,6 и заканчиваются 12,9. Считается, что 8,8 самый популярный и оптимальный вариант.
Дополнительная обработка
Для увеличения срока эксплуатации в несколько раз на винты наносятся различные защитные покрытия. В их основе цинк, кадмий, хром, никель. Часто используется масляная пропитка.Работа компании «Волат» механизирована, что позволяет изготовить любые заказы качественно и быстро. Материалы для изготовления сертифицированы, проверены нами на практике. У нас собственное производство. Вы можете представить свои чертежи, или купить винты ГОСТ на заказ с доставкой в любой город РФ и Ближнего зарубежья.
Изготовление ходовых винтов, трапецеидальных винтов и гаек, обработка ШВП
Производство трапецеидальных винтов и гаек осуществляется силами собственного производства, методом точения на универсальных станках с использованием специальной вспомогательной оснастки. Максимальная длина обработки 7000 мм. Следует понимать, что обработка тонкой длинной детали, такой как ходовой винт, на токарном станке неизбежно приводит к отгибанию и дрожжанию заготовки при вращении, поэтому мы не беремся за изготовление винтов малых диаметров с большой длиной. Учитывая указанные сложности, нашими специалистами выработан ряд методик и наработан большой опыт, благодаря чему гарантируется качество изделий — точное соответствие размеров и прямизна винтов.
Учитывая указанные сложности, нашими специалистами выработан ряд методик и наработан большой опыт, благодаря чему гарантируется качество изделий — точное соответствие размеров и прямизна винтов.
Помимо изготовления винтов и гаек, нередко требуется механическая обработка шеек винта для установки его в изделие. В частности, подъёмный винт необходимо обработать для закрепления в редукторе.
Скачать файл «Производство ходовых винтов» в формате pdf(297 KB)
Мы выполняем:
- обработку концов ходовых винтов и винтов ШВП (с твердостью до 65 ед. HRC) средней сложности
- при необходимости можем выполнить термообработку заготовки (нормализация или закалка)
- изготовление трапецеидальных винтов из различных марок стали, в т.ч. из нержавеющих
- изготовление трапецеидальных гаек из сталей, бронзы, чугуна и капролона (полиамида)
- изготовление гаек различной формы: цилиндрической, фланцевой, шестигранной, прямоугольной и др.
- изготовление винтов и гаек с левой резьбой и нестандартным шагом (ходом) резьбы
- производство однозаходных и многозаходных винтов и гаек
- максимальная длина цельного изделия до 7000мм
- для упрощения транспортировки и сборки, а также для увеличения максимальной длины применяется стыковка ходовых винтов
Требования к чертежам: Мы принимаем в работу чертежи, эскизы и наброски «от руки» — главное, чтобы были понятны такие вещи как выбор материала или заготовки и ключевые нюансы конечного изделия. Некоторые особенности можно проговорить при встрече, по телефону или указать письменно в технических требованиях. При необходимости, в работу будет бесплатно подготовлен чертеж в соответствии с ЕСКД силами нашего технического отдела.
Некоторые особенности можно проговорить при встрече, по телефону или указать письменно в технических требованиях. При необходимости, в работу будет бесплатно подготовлен чертеж в соответствии с ЕСКД силами нашего технического отдела.
Скачать файл «Производство ходовых винтов» в формате pdf(297 KB)
Для примера, ниже представлены фото некоторых выполненных работ (для увеличения кликните на фото):
Как изготавливаются винты?: Винты на заказ и традиционные
Мы много говорили о различных типах нестандартных винтов, которые у нас есть, от наших микровинтов до нестандартных болтов с буртиком. Но одна тема, которая никогда не обсуждалась, — это то, как мы создаем эти инструменты, или как вообще создаются винты.
Но одна тема, которая никогда не обсуждалась, — это то, как мы создаем эти инструменты, или как вообще создаются винты.
Воспользуйтесь нашим конструктором винтов EZ, чтобы создать собственный винт!
Создание нестандартного винта размером с микровинт или прочного и долговечного винта Delta PT (с улучшенной на 50 % прочностью на кручение и растяжение) может показаться очень сложным. Однако правда может вас удивить. Создание винтов не так уж сложно с помощью правильных инструментов. Но прежде чем мы начнем говорить о нестандартных винтах или дельта-винтах, нам нужно рассказать об основах.
Как изготавливают винты?: Начало
Винты обычно изготавливают из проволоки из низко- и среднеуглеродистой стали, хотя этот материал можно заменить другими недорогими металлами, такими как латунь, никелевые сплавы и алюминиевый сплав. Однако качество металла должно быть высоким, чтобы избежать растрескивания и поломки винта.
Если на винт нанесено покрытие, оно должно быть совместимого состава. Сталь может быть покрыта цинком, кадмием, никелем или хромом для дополнительной прочности и защиты.
Сталь может быть покрыта цинком, кадмием, никелем или хромом для дополнительной прочности и защиты.
Производственный процесс: основы
Как производятся винты? Используя различные методы, меньшие винты или винты с уникальным дизайном могут быть изготовлены только в процессе «обработки». Процесс обработки является точным, трудоемким и более дорогим, чем процесс изготовления других типов винтов. Большая часть всех винтов изготавливается методом «накатывания резьбы», который используется в массовом производстве.
Начнем с накатки резьбы.
Накатка резьбы
Процесс начинается с «холодной высадки», при которой проволока проходит через машину предварительной правки. Затем выпрямленная проволока нарезается на заданные отрезки, а затем нарезается головка по заранее запрограммированной форме. Таким образом в головках шурупов появляется множество вариаций, и станок может производить от 100 до 550 заготовок для шурупов в минуту.
После того, как это будет сделано, пустые винты подаются на резьбонарезные станки в правильном порядке, чтобы убедиться, что они находятся в правильном положении для подачи. Затем они нарезаются различными способами, чтобы получить резьбу, которую вы см на винте. Это может занять от двух до трех раундов или проходов через машину, прежде чем будет создан желаемый поток.
Обработка: нестандартные винты
Процесс изготовления нестандартного винта очень похож на те же самые принципы, но требует более дорогого оборудования для завинчивания различных винтов. Они должны быть очень точными, например, для завинчивания микровинта, или должны быть откалиброваны по-разному, чтобы создать нестандартный болт с буртиком. Процесс нарезания резьбы и создания головки очень похож на традиционный винт, но требует более точного станка.
Именно из-за этой точности процесс может занять так много времени.
Хотя теперь вы знаете основы производства винтов, это еще не все. Надеюсь, у вас есть общее представление о процессе и о том, как мы создаем наши нестандартные винты. Они специально разработаны для вашего проекта и требуют много времени, чтобы быть такими.
Надеюсь, у вас есть общее представление о процессе и о том, как мы создаем наши нестандартные винты. Они специально разработаны для вашего проекта и требуют много времени, чтобы быть такими.
Автоматическая машина для изготовления винтов с шестигранной головкой — Машина для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатная машина
Описание
Размеры винтов с шестигранной головкой и чертеж
Основные характеристики автоматической машины для изготовления винтов с шестигранной головкой
| Модель | Блок | 10Б-4С(64С) |
| Станции | шт. | Четыре |
| Сила ковки | Тон | 40 |
| Макс. Диаметр резки материала | мм | 8 |
Макс.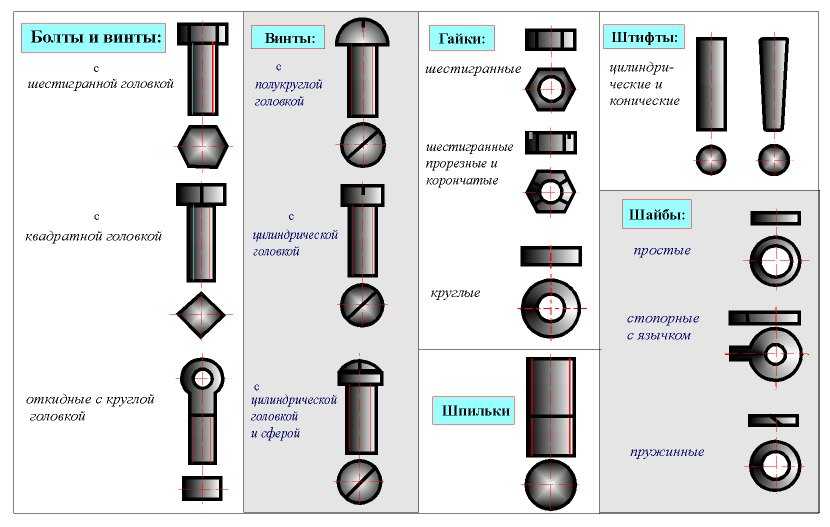 Длина резки материала Длина резки материала | мм | 70 |
| K.O Длина | мм | 60 |
| Длина P.K.O | мм | 13 |
| Размер штампа для резки | мм | 28*46 |
| Размер основного штампа | мм | 50*65 |
| Шаг штампа | мм | 60 |
| Размер пуансона | мм | 40*80 |
| Подходящий размер продукта | М3-М6 | |
| Макс. Длина изделия | мм | 50 |
| Мин. Длина изделия | мм | 10 |
| Макс. Скорость производства | шт/мин. | 300 |
| Мощность главного двигателя | кВт | 11 |
| Прим. Вес машины | Тон | 7,5 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр среза материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Готовые установочные винты из нержавеющей стали с внутренним шестигранником
Готовый установочный винт с шестигранной головкой из нержавеющей стали
Область применения Автоматическая машина для изготовления винтов с шестигранной головкой
10B-4S / 64S 4 станции Progressive Bolt Former — это один из видов специализированной машины с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут быть изготовлены на автоматическом станке для изготовления винтов с шестигранной головкой
Фланцевые болты, болты с шестигранной головкой, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, болты с пружинным центром, винты с шестигранной головкой, болты с квадратным подголовком, сплошные заклепки, установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, болты ступицы, болты крепления, колесные болты, болты с Т-образной головкой, фланцевые болты, проушина болты, стяжные болты, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
Отличительные особенности автоматической машины для изготовления винтов с шестигранной головкой
1. Тормозная система с пневматической муфтой была разработана для срабатывания с низким током и как «толчковый», «одиночный ход» и «непрерывный ход». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
Тормозная система с пневматической муфтой была разработана для срабатывания с низким током и как «толчковый», «одиночный ход» и «непрерывный ход». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два вида системы перемещения на выбор клиента: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при регулировке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки перегрузки и легкой нагрузки для защиты токарного станка и штампов и продления их срока службы. .
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы. умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки гарантирует, что размер срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматический ограничитель размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому он легко управляется с бесступенчатым регулируемым приводом. ПЛК также используется для автоматической проверки рабочего режима формирователя с функциями сигнализации о неисправности и отображения неисправности.
14. Сенсорный экран и система числового управления человеко-машинным диалогом не являются обязательными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. изменять. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основная конструкция и детали Введение автоматической машины для изготовления винтов с шестигранной головкой
| Корпус болтореза без кожуха | Главный прецизионный ползун |
| Система пружинных зажимов | Система переносных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерни системы трансмиссии |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
Стандартные принадлежности автоматической машины для изготовления винтов с шестигранной головкой
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. К.О. и П.К.О. Детектор поломки предохранительной булавки
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
7. Детектор недостаточного давления воздуха
8. Смазочный. Детектор нехватки масла
9. Двуручный блок управления толчковым режимом
13.
