Иж 250п: ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Содержание
ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 — станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м — станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 — станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П — станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 — станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
Фото токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Органы управления токарно-винторезным станком ИЖ-250П.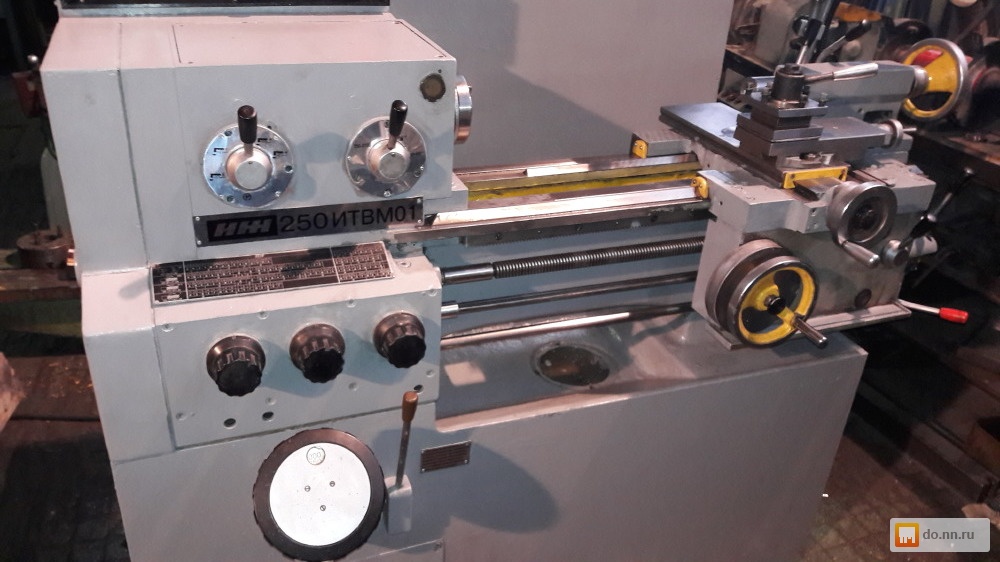 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Схема смазки токарно-винторезным станком ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250П
Схема кинематическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
Передняя бабка токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Коробка подач токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250П Схема электрическая принципиальная станка
Электрическая схема токарно-винторезного станка ИЖ-250П
Схема электрическая токарно-винторезного станка ИЖ-250П. Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Токарно-винторезный повышенной точности станок ИЖ-250П. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П.
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
контрабанда: паспорт токарно-винторезного станока иж-250п
Станки токарные универсальные ИЖ 250ИТВМ. 01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Токарный станок ИЖ 250 — 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Универсальный токарно-винторезный станок ИЖ 250 ИТВМ.01 — базовая модель гаммы ИЖ 250ИТВМ.03, ИЖ 250 ИТВМ.Ф1 250ИТВМ, ИТВМ250 Ф3. Современная модель после ИЖ 1И611П (или 1 И611 ).Станок токарно-винторезный ИЖ 250ИТВМ.01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.Станок ИЖ 250ИТВМ.Ф1 дополнительно оснащен системой цифровой индикации.Станок ИЖ 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием до 750 мм.Станок ИЖ 250 ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ как и станки ИЖ 1И611П или просто 611 ИЖ. Особенности конструкции станков ИЖ 250 ИТВМШирокий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Токарный станок ИЖ 250 — 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Универсальный токарно-винторезный станок ИЖ 250 ИТВМ.01 — базовая модель гаммы ИЖ 250ИТВМ.03, ИЖ 250 ИТВМ.Ф1 250ИТВМ, ИТВМ250 Ф3. Современная модель после ИЖ 1И611П (или 1 И611 ).Станок токарно-винторезный ИЖ 250ИТВМ.01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.Станок ИЖ 250ИТВМ.Ф1 дополнительно оснащен системой цифровой индикации.Станок ИЖ 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием до 750 мм.Станок ИЖ 250 ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ как и станки ИЖ 1И611П или просто 611 ИЖ. Особенности конструкции станков ИЖ 250 ИТВМШирокий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков ИЖ 250ИТВМ.01, ИЖ 250ИТВМ.Ф1, ИЖ 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении. Это отличные правопреемники станков ИЖ 1И611П.Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков ИЖ 250ИТВМ.01, ИЖ 250ИТВМ.Ф1, ИЖ 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении. Это отличные правопреемники станков ИЖ 1И611П.Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок ИЖ 250ИТВМ Ф1 оснащен системой цифровой индикации (СЦИ).Оснащение станка ИЖ 250 УЦИ осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм; проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих; вводить компенсацию износа инструмента. Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта.
После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок ИЖ 250ИТВМ Ф1 оснащен системой цифровой индикации (СЦИ).Оснащение станка ИЖ 250 УЦИ осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм; проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих; вводить компенсацию износа инструмента. Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.Технические характеристики станков ИЖ ИЖ 250ИТВМ .01 ИЖ 250ИТВМ .03 ИЖ 250ИТВМ Ф1 ИЖ 250ИТПМ Максимальная длина обрабатываемого изделия, мм 500 750 500 500 Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом 240 168 240 168 240 168 240 168 Максимальный диаметр прутка, обрабатываемого в патроне, мм 24 24 24 24 Максимальное сечение резца, мм 16х16 16х16 16х16 16х16 Конец шпинделя по ГОСТ 12593-93 4 4 4 4 Размер внутреннего конуса шпинделя Морзе 4 Морзе 4 Морзе 4 Морзе 4 Размер внутреннего конуса пиноли задней бабки Морзе 3 Морзе 3 Морзе 3 Морзе 3 Перемещение пиноли, мм 85 85 85 85 Частота вращения шпинделя, мин-1 25-2500 25-2500 25-2500 25-2500 Продольная подача, мм/об 0,001-1,8 0,001-1,8 0,001-1,8 0,001-1,8 Поперечная подача, мм/об 0,005-0,9 0,005-0,9 0,005-0,9 0,005-0,9 Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1» 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 Мощность привода главного движения, кВт 3 3 3 3 Класс точности по ГОСТ 8-82 Ввысокий Ввысокий Ввысокий Пповышенный Шероховатость образца изделия, мкм 0,63 0,63 0,63 Габаритные размеры, мм, не более длина ширина высота 1790 810 1400 2005 810 1400 1790 955 1580 1790 810 1400 Масса, кг, не более 1180 1040 1290 1180
Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.Технические характеристики станков ИЖ ИЖ 250ИТВМ .01 ИЖ 250ИТВМ .03 ИЖ 250ИТВМ Ф1 ИЖ 250ИТПМ Максимальная длина обрабатываемого изделия, мм 500 750 500 500 Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом 240 168 240 168 240 168 240 168 Максимальный диаметр прутка, обрабатываемого в патроне, мм 24 24 24 24 Максимальное сечение резца, мм 16х16 16х16 16х16 16х16 Конец шпинделя по ГОСТ 12593-93 4 4 4 4 Размер внутреннего конуса шпинделя Морзе 4 Морзе 4 Морзе 4 Морзе 4 Размер внутреннего конуса пиноли задней бабки Морзе 3 Морзе 3 Морзе 3 Морзе 3 Перемещение пиноли, мм 85 85 85 85 Частота вращения шпинделя, мин-1 25-2500 25-2500 25-2500 25-2500 Продольная подача, мм/об 0,001-1,8 0,001-1,8 0,001-1,8 0,001-1,8 Поперечная подача, мм/об 0,005-0,9 0,005-0,9 0,005-0,9 0,005-0,9 Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1» 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 Мощность привода главного движения, кВт 3 3 3 3 Класс точности по ГОСТ 8-82 Ввысокий Ввысокий Ввысокий Пповышенный Шероховатость образца изделия, мкм 0,63 0,63 0,63 Габаритные размеры, мм, не более длина ширина высота 1790 810 1400 2005 810 1400 1790 955 1580 1790 810 1400 Масса, кг, не более 1180 1040 1290 1180
Нижний Новгород(831) 244-99-00(831) 245-18-65(831) 4-144-132
ПКФ АЛЛЕСМеталлорежущие станки
Токарный станок ИЖ 250ИТВМ 01, ИЖ 250ИТВМ 03, ИЖ 250ИТВМ Ф1, ИЖ 250ИТВМ Ф3 — ООО «ПКФ «Аллес»
Промежуточные валы и блоки шестерен.
 Технологический процесс устранения основных дефектов промежуточного вала и блока шестерен промежуточного вала ГАЗ-21 (детали 120-1701048, 200-1701048, 51-1701050 и 1701050-В), страница 4
Технологический процесс устранения основных дефектов промежуточного вала и блока шестерен промежуточного вала ГАЗ-21 (детали 120-1701048, 200-1701048, 51-1701050 и 1701050-В), страница 4
|
1
2
3
4
|
Установить паковку ремонтного венца шестерни 2-й передачи
Установить деталь в патрон станка и подрезать торец с
Ø мм напроход
Подрезать торец венца до размера 26,8-26,6 мм.
Подрезать второй торец венца окончательно под размер
мм. Обточить венец поверху
|
Токарный станок типа ИЖ-250П, передний грибковый ведущий
Токарный станок типа ИЖ-250П, патрон трёхкулачковый
То же трёхкулачковый патрон с сырыми кулачками
Токарный станок типа ИЖ-250П, оправка цанговая с затяжкой
|
Резцы с пластинками твёрдого сплава Т5К10: подрезной
16×25, проходной отогнутый с углом .
200 мм, точность 0,1 мм
Резцы: подрезной 16-25, расточной для сквозных отверстий с
Резцы: подрезной 16-25, расточной чистовой 16-16 с
Проходной отогнутый резец 16×25 с пластинкой твёрдого
200 мм, точность 0,1 мм
|
 Расточить чисто отверстие до Ø мм напроход. Снять фаску 4× в отверстии венца под приварку к
Расточить чисто отверстие до Ø мм напроход. Снять фаску 4× в отверстии венца под приварку к

|
№
опе-рации
|
Содержание операции
|
Оборудование
и приспособление
|
Инструменты
|
|
5
6
7
8
|
Нарезать 22 зуба питч 6-8 на венце шестерни 2-й передачи,
Установить деталь на станок и заправить заходную часть
Зачистить заусенцы венца после фрезерования и притупить
Шлифовать напроход посадочное отверстие в венце шестерни
|
Зубофрезерный станок типа 5К-301
Зубозакругляющий станок типа 5А580
Слесарный верстак с тисками
Внутришлифовальный станок 3А227, приспособление
|
Червячная однозаходная фреза питч 6-8, оправка для фрезы.
Зубозакругляющая фреза питч 6-8. Шаблон для проверки закругления
Личной полукруглый напильник 300 мм
Шлифовальный круг
ПП 50×20×13 Э № 40-25 СМ2 К.
|
 Предохранить отверстие, цементировать, калить, отпустить и
Предохранить отверстие, цементировать, калить, отпустить и
 Гладкая пробка Ø мм
Гладкая пробка Ø ммПосле окончательной обработки и шлифовки отверстия биение
торцов венца на Ø 100,7 мм по отношению к отверстию Ø 68,5 мм должно быть не более 0,05 мм
|
Дефект. 9. Срыв или износ резьбы в отверстиях под болты
промежуточного вала коробки
|
Jet BD-7 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе настольного токарного станока Jet BD-7
Поставщиком настольного токарного станока Jet BD-7 является JPW Tools AG Швейцария. Адрес сайта: www.jettools.com
За маркой JET стоит предприятие с большим опытом в области производства дерево-и металлообрабатывающих станков. Уже начиная с 1950 года, JET разрабатывает, производит и продает станки в США, где является лидером рынка.
Важным событием в жизни компании стало слияние с крупным промышленным концерном Walter Meier AG (Швейцария), произошедшим в 1988-м году. Для Jet’а это был шаг в направлении Европы, для «Вальтер Майер» — первый опыт работы в станочной сфере за пределами родной Швейцарии, где компания занималась данным направлением с 1937-ого года. Со временем были так же приобретены марки: Powermatic (США) – производитель высококлассных деревообрабатывающих станков и Wilton (США), под которой представлены тиски и ручные инструменты.
Несколько лет назад JET был куплен швейцарской фирмой WMH Tool Group AG, которая в свою очередь является дочерним предприятием акционерного общества Walter Meier Holding AG, находящегося в Цюрихе. Эта промышленная группа, которая насчитывает более 1800 сотрудников, делает оборот в 560 миллионов долларов США (2003 год). Помимо JET, WMH Group производит и продает такие инструментальные бренды как WILTON, POWERMATIC, Columbian, Performax, известные в основном на рынке США. Оборот только этих брендов в США составил в 2003 году 230 миллионов долларов.
Оборот только этих брендов в США составил в 2003 году 230 миллионов долларов.
Станки, выпускаемые компанией JPW Tools AG, Швейцария, Китай
- JBTS-10
— пила циркулярная настольная - JKM-300
— станок комбинированный деревообрабатывающий - JPS-10ts
— пила циркулярная стационарная - JPT-10B
— станок фуговально-рейсмусовый настольный - JPT-310
— станок фуговально-рейсмусовый стационарный - JRT-2
— стол фрезерный - JTS-315sp
— пила циркулярная строительная - JWP-12
— станок рейсмусовый настольный - PKM-300
— станок комбинированный деревообрабатывающий - BD-3
— станок токарный настольный Ø 100 - BD-7
— станок токарно-винторезный настольный Ø 180 - BD-8
— станок токарно-винторезный настольный Ø 210 - BD-920w
— станок токарный настольный Ø 220
Важные нюансы
- Поскольку аппарат относительно невысок, то для оптимальной работы его надо установить на достаточно высоком столе.

- Для надежного крепления станины необходимо снять специальные резиновые заглушки и установить вместо них сантиметровые шурупы.
- Поскольку станок не оснащен собственным освещением, то для нормальной работы его следует разместить в светлом помещении.
- Для защиты глаз во время работы оператор должен надевать защитные очки.
- Перед заменой обрабатываемой детали следует полностью отключить электромотор и дождаться полной остановки всех механизмов.
- Перед началом первой эксплуатация станка его запускают в тестовом режиме, без применения заготовок. Особое внимание следует обратить на надежность фиксации обеих бабок.
- Для нарезания резьбы использую автоматические подачи.
- Режущий инструмент размещают вровень с осью вращения заготовки.
- Перед началом работ устанавливают минимальные параметры вращения шпинделя.
- Конструкция станка предусматривает наличие устройства, которое блокирует работу станка в случае предельных нагрузок. В этом случае оператор получит оповещение в виде активации желтой лампочки.
 Продолжать обработку детали можно только после ее угасания.
Продолжать обработку детали можно только после ее угасания. - Для обработки длинных заготовок применяют люнет.
- Закреплять детали при помощи задней бабки следует в том случае, если длина заготовки в три раза превышает ее диаметр.
Для повышения функциональных возможностей устройства, производитель рекомендует владельца приобрести дополнительное оборудование собственного производства. Наиболее полезными приспособлениями будут подвижные и неподвижные люнеты, дополнительные резцы, патроны для сверления.
Republished by Blog Post Promoter
Jet BD-7 станок токарно-винторезный настольный. Назначение, область применения
Настольный токарно-винторезный станок Jet BD-7 является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Jet BD-7 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Jet BD-7 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- нарезание дюймовой резьбы
- подрезка торцов
- Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Jet BD-7 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Jet BD-7 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Jet BD-7:
- На станок установлен коллекторный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Реверс подачи каретки
- Плавная регулировка вращения шпинделя в двух диапазонах
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025 мм
025 мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смешение, которое выставляется по шкале
- Станок комплектуется поддоном для сбора стружки
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Стандартный комплект поставки токарного станка BD 7
- Резиновые ножки — 4
- Пластиковая масленка — 1
- Шестигранных ключа — 4
- Ключ для зажимного патрона — 1
- Запасной предохранитель — 1
- Пластиковые ручки/гайки и болты — 2
- Инструкция —
- Невращающийся центр конус Морзе № 2 (для задней бабки) —
- Кулачки зажимного патрона — 3
- Гаечные ключа 8х10 мм и 14х17 мм — 2
- Набор шестерен (дюймовые и метрические —
Преимущества оборудования
К преимуществам оборудования относят:
- возможность выполнения обточки конусных деталей за счет наличия бабки, которая смещается с учетом заданных пользователем параметров;
- станина изготовляется из качественного чугуна, что исключает любые вибрации в процессе работы;
- реверсивный механизм обеспечивает двухстороннюю подачу деталей;
- для улучшения работы шпинделя его оборудовали подшипниками, которые относят к роликовому типу;
- режим работы станка отображается на специальном цифровом механизме;
- для эффективной регулировки размера зазоров используются специальные планки по типу клиньев;
- частота вращения шпиндельного узла изменяется в двух направлениях с соблюдением плавности.

Шпиндельный узел
Общий вид токарно-винторезного станка Jet BD-7
Расположение составных частей токарно-винторезного станка Jet BD-7
Спецификация составных частей токарно-винторезного станка Jet BD-7
- Передняя бабка
- Жёлтая лампочка
- Защита патрона
- Трёхкулачковый патрон
- Резцедержатель
- Поперечный суппорт
- Продольный суппорт
- Зелёная лампочка
- Задняя бабка
- Стопорная гайка задней бабки
- Станина
- Подшипник винта автоподачи
- Ручка перемещения верхнего суппорта
- Резьбоуказатель (принадлежность)
- Рукоятка автоматической подачи
- Рукоятка поперечного перемещения суппорта
- Фартук суппорта
- Рукоятка продольного перемещения суппорта
- Винт автоподачи
- Индикатор частоты вращения шпинделя
- Таблица настройки резьбы (принадлежность)
- Кожух коробки передач
- Рукоятка изменения частоты вращения
- Выключатель
- Аварийный выключатель
- Рукоятка диапазона скоростей: высокая/низкая
- Винт подачи /рычаг реверса
Отзывы
Данила: “За токарный станок JET BD-6 производителю спасибо. Постарался Джет на славу. Мне нужен был станок чисто для домашнего использования (хобби у меня предполагает наличие данной техники). Так вот я уверен, что BD-6 — самый оптимальный вариант. Недорогой, небольшой и при этом продуманный. Очень понравился в плане управления, то ест эргономичности.
Постарался Джет на славу. Мне нужен был станок чисто для домашнего использования (хобби у меня предполагает наличие данной техники). Так вот я уверен, что BD-6 — самый оптимальный вариант. Недорогой, небольшой и при этом продуманный. Очень понравился в плане управления, то ест эргономичности.
Все кнопки, регуляторы и прочее — там, где надо, с подвывертом никуда лезть не придется. Тот же кожух на станке не для красоты — реально защищает и при этом не мешает, дурного желания его снять не появляется. Понравилось, как токарный станок JET BD-6 собран — ничего не люфтит, все надежно и крепко. Все нужные функции на месте, мощность достаточная, компактный. Минусов пока не нахожу”.
Сергей: “Имеет почти все возможности большого станка. Каленая станина, все хорошо притерто. Мощности двигателя вполне хватает для деталей на патрон 80мм. Сталь (ст45) режет с легкостью. Из коробки нуждается в доработках — лимб поперечной подачи суппорта клинит, шестерни поперечной подачи станины без кожуха, попадает стружка”.
Описание конструкции токарного станка Jet BD-7
Передняя бабка станка
Мотор передает вращение на шпиндель при помощи зубчатого ремня. Частота вращения шпинделя может плавно изменяться и регулируется при помощи рукоятки (23), расположенной на основной контрольной панели.
Шпиндель имеет отверстие с конусом Морзе №3, чтобы можно было использовать центр с планшайбой или вращающимся зажимом.
Самоцентрирующий патрон (4) с тремя кулачками установлен на шпинделе (2). Чтобы снять патрон, просто снимите три крепежные гайки сзади выступа шпинделя, чтобы его можно было свободно вытащить вместе с тремя установочными штифтами.
Для более эффективного использования патрона для него поставляются три внешних кулачка. Инструкции по эксплуатации и монтажу внешних кулачков смотрите в разделе «Аксессуары».
На фланце шпинделя 6 отверстий для более удобного фиксирования планшайбы. 4-х кулачковый патрон (см. Аксессуары).
Коробка передач
Коробка передач защищена кожухом (22), который можно снять, открутив два крепёжных шестигранных винта.
Зубчатый механизм, показанный на Рис. 2, передаёт вращение винту подачи. Винт подачи работает, как червяк, и во время эксплуатации рукоятки автоподачи (15), которая крепится гайкой к винту подачи, передаёт вращение суппорту, а затем режущему инструменту. Таким образом, подача передаётся для нарезания резьбы и обточки. Частота вращения винта подачи и скорость режущего инструмента определяется конфигурацией коробки передач. Подробно Вы можете почитать об этом в разделе «Резьбонарезание».
Остановить вращение винта подачи можно рукояткой (27). Эта рукоятка используется для вращения винта подачи вперёд или назад (это также описано в разделе «Резьбонарезание).
Задняя бабка станка
Литая часть задней бабки (9) может передвигаться вдоль станины и устанавливаться в любое нужное положение, ее положение фиксируется гайкой (10). Пиноль задней бабки имеет внутренний конус Морзе 2 для крепления поставляемого центра. Вы можете также приобрести вращающийся центр и сверлильный патрон. (см. Принадлежности).
(см. Принадлежности).
Направляющие
На направляющих расположен поперечный суппорт (6), на который установлен верхний суппорт (7) с резцедержателем, позволяющий производить сложные и тонкие операции. Его можно перемещать при помощи ходового винта, через приводную гайку, чтобы обеспечить автоматическую подачу, когда работает рычаг автоматической подачи (15), установленный на корпусе (17).
Отрегулировать положение инструмента можно вращением рукоятки подачи поперечного суппорта (16), которая двигает его поперёк станка и салазок, или вращением рукоятки ручной подачи (18), которая двигает инструмент вдоль станка. Для перемещения инструмента на небольшие расстояния под прямым углом к поперечному суппорту используйте рукоятку подачи продольного суппорта (13). Эта операция описана в разделе «Резка под углом».
Поперечный и продольный суппорты оснащены шкалой. Шкала используется для того, чтобы перемещать инструмент на точные расстояния, одно деление равно 0,025 мм. Шкала вращается вместе с рукояткой подачи. Шкалу на подаче поперечного суппорта можно провернуть относительно рукоятки для удобства считывания показаний и зафиксировать. Шкалу можно обнулить. Это описано подробнее в разделе «Работа».
Шкалу на подаче поперечного суппорта можно провернуть относительно рукоятки для удобства считывания показаний и зафиксировать. Шкалу можно обнулить. Это описано подробнее в разделе «Работа».
Для фиксации положения инструмента в резцедержателе используется 8 шестигранных болтов. Для быстрой и лёгкой замены можно установить 4 резца. Два уже установлены.
Резцедержатель поворачивается, когда ослаблена рукоятка (А), которая расположена наверху; резцедержатель можно легко приподнять и установить в необходимое положение.
Перед началом работы ВСЕГДА проверяйте, чтобы резцедержатель и инструмент были надёжно закреплены с помощью рукоятки.
Принцип работы прибора
Вращение шпиндельной бабки в токарном станке BD 7 осуществляется благодаря наличию электрического двигателя через зубчатый ремень. Для изменения рабочей частоты используется специальный рычаг управления. Его можно найти на главной панели станка, что очень удобно для пользователя.
Для осуществления требуемых операций допускается применение как рабочих центров с вращающимся зажимом, так и с планшайбой. Для этого непосредственно на шпинделе имеются специальные отверстия для фиксации указанных элементов.
Для этого непосредственно на шпинделе имеются специальные отверстия для фиксации указанных элементов.
К особенностям данной модели можно отнести наличие самоцентрирующегося патрона. Он монтируется на тот же шпиндельный узел. Существуют патроны трехкулачковые и четырехкулачковые. Последние не входят в стандартную комплектацию оборудования и покупаются отдельно.
Для осуществления необходимых технологических операций происходит перемещение задней бабки по определенной траектории. Чтобы установить ее в выбранном положении, используется специальная гайка.
Для выполнения более сложных операций или сверления пользователь должен докупить дополнительное оснащение – патроны, вращающиеся центры и другие.
Технические характеристики станка Jet BD-7
| Наименование параметра | Jet BD-7 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 110 | |||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 100. .1200, 300..3000 .1200, 300..3000 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 100..1200, 300..3000 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 50 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,09 | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 10 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | 12..52 | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,59 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 870 х 300 х 290 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 44 | 38 | 105 | 120 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Будьте внимательны при покупке!
- Трёхкулачковый патрон Ø80 мм
- Набор сменных шестерён для нарезания резьбы
- 4-х позиционный резцедержатель
- Невращающийся центр МК-2
- Регулятор частоты вращения с цифровой индикацией
- Защитный экран патрона
- Защитная задняя стенка
- Поддон для сбора стружки
- Масляный шприц
- Ключ для 3х кулачкового патрона
- Набор инструмента для обслуживания станка
- Руководство по эксплуатации
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. ..
..
 ..
.. 0.1, станок токарно-винторезный,
0.1, станок токарно-винторезный,
 ..
.. ..
..Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Электрооборудование станка
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.

Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение “1 скорость”, замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение “II скорость”.
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ “Назад” включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении “Вперед”.
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ “Стоп” или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
Дискретность УЦИ по координатам X/Z. мм мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ. 01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.
Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
Станок токарно-винторезный высокой точности 250ИТВМ.03.Ф1 с УЦИ (РМЦ 750 мм)
Описание
Станок токарно-винторезный высокой точности 250ИТВМ.03Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок 250 ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием и оснащен системой цифровой индикации.
ОСОБЕННОСТИ КОНСТРУКЦИИ:
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ). Оснащение станка СЦИ позволяет:
- — осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- — проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- — вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями
Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
Имеется ограничение на мощность электросети. Стандартные 220 В
сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Варисторы виды и маркировка
Опции, описания
ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями
Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
Имеется ограничение на мощность электросети. Стандартные 220 В
сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Moto Izh 126 Cc 250 Enduro Yamaha
Ordenar por
1198900 pesos$1. 198.900
- TipoNaked
- Cilindrada250 cc
Conocelo
499000 pesos$499.000
- TipoChopper
- Cilindrada125 cc
Conocelo
- 2018
- 124 км
Yamaha Yz 125 — 2018 — Mp
Pilar — Bs.As. Г.Б.А. Северный
- 2022
- 0 Km
Yamaha Xtz 125 De Contado Esta Mucho Mas Barata Llamanos
Capital Federal — Capital Federal
Vendido por Moto Roma
- 2022
- 0 Km
Yamaha Xtz 125 0km 12 Cuotas Грех Интересы! En Cycles
Capital Federal — Capital Federal
Vendido por Cycles Motoshop
- 2022
- 0 Км
Yamaha Xtz 125 Ahora12/18 ¡contado 751 800 долларов! — Palermo Bikes
Столица Федеральная — столичная федеральная
Vendido Por Palermobikes
- 2022
- 0 KM
250 Advature KTM 0KM -BONICACACION -YAMAHA HONDA KAWASAKI NO
.
Г.Б.А. NorteПродажа мотоциклов GS
- 2022
- 0 км
Yamaha Xtz 125 Xtz 125 Anticipo $ 25.000 Y 18 Cuot!
Авельянеда — Bs.As. Г.Б.А. Sur
Vendido por Cycles Motoshop
- 2022
- 0 Km
Ktm Exc 500 2022 0km No Yamaha Honda Suzuki Entrega Ya
Escalante — Chubut
- 2011
- 10.058 Km
Yamaha Wr 250r Japan Enduro Wr250r Wr 250 Yzf
Escobar — Bs.As. Г.Б.А. Северный
- 2016
- 6,800 км
Yamaha XTZ 250 2016 NAFTA Azul Y Blanca Carritoautos
Federal — Federal
- 208
- 9007 9000 9000 9000 9003 9003 9003 9003 9003 9003 9003 9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000 3
9000.
9000 3 - 9000 3
9000 3
9000. 9000 3
9000. 9000.com 9000 3
- .
Capital Federal — Capital Federal
- 2015
- 11.000 км
Yamaha Xtz 125 2015
Berazategui — Bs.As.gui — Bs.As.gui Г.Б.А. Сур
- 2022
- 0 км
Yamaha Xtz 250 A 0km Automoto Lanús Entrega Inmediata!!!
Ланус — Bs.As. Г.Б.А. SUR
Vendido Por Automoto Lanus
- 2023
- 0 км
Yamaha XTZ 150 0 км $ 600000 Y 12 Cuotas $ 62500 Color
DIS -BSE -BSPE $ 6250000. Г.Б.А. Norte
Vendido por BRM
- 2022
- 0 км
Yamaha Xtz 125 0 км Ожидание $ 550000 Y 12 Cuotas $ 45075 !!
Висенте Лопес — Bs.As. Г.Б.А. Norte
Vendido por BRM
- 2022
- 0 Km
Gilera Smx 200, No Honda Xr, No Yamaha, No Triax
Guaymallén — Mendoza
- 2018
- 111. 111 Km
Gestoria Del Automotor Autos Motos Utv Atv Todos Los Tramite
Federal — Capital Federal
- 2022
- 0 км
Yamaha XTZ 125 0 км $ 550000 y 12 Cuotas x 45075
Vicente lpez — B. Г.Б.А. NORTE
Vendido POR BRM
- 2022
- 0 км
Yamaha XTZ 250 ABS Nuevo Modelo Ciclofox Ultima Unidad ..
Federal — Federalo
Federal — Федеральный
9008
. Федеральный — капитал — федеральный
9008
9
9
- 2022
- 0 Km
- 2022
- 0 Km
Keller Miracle 150 Evo 0km 2021 Enduro Cross PROMO 12 CUOTAS
Capital Federal — Capital Federal
- 2011
- 11,500 км
Yamaha WR 250 R
Vicente López — Bs.
as. Г.Б.А. Норте
. Федеральный.0007
Yamaha Xtz 150 Iny Elect 18ctas $54127 Ciclofox
Capital Federal — Capital Federal
- 2019
- 12.650 км
Yamaha Xtz 125
Pilar — Bs.As. Г.Б.А. Norte
- 2008
- 18.000 км
Yamaha WR250R
Федеральный — столичный федеральный Muy Buen Estado
Морено — Bs.As. Г.Б.А. Оэсте
- 2000
- 1500 км
Yamaha Wr 426f № 450
Сан-Фернандо — Б.С. Г.Б.А. Norte
- 2020
- 6.000 км
Yamaha Xtz 250 Abs (без Tornado — Vogue — Versys -cf Moto)
Lanús -Bs. Г.Б.А. Sur
- 2017
- 100 км
Yamaha Yz 250 X
Годой Круз — Мендоса 9
- 2021
- 50 км
Yamaha Fz
La Matanza — Bs.As. Г.Б.А.
OESTE- 2010
- 8,400 км
Yamaha WR 250F
Luján de Cuyo — Mendoza
Yamaha Xtz 125e
Escobar — Bs.As. Г.Б.А. Norte
- 2017
- 7,600 км
Yamaha XTZ 250
Luján — Buenos Aires Interior
- 2008
- 4.000
- 2008
- 4.000 км
- 2017
- 111 км
119
. 9000.
Yamaha TTR230
Sarmiento — Chubut
- 2020
- 2,700 км
- 2020
- 2,700 км
- 2020
- 2,700 км
- 0002
Xtz 250
Trenque Lauquen — Buenos Aires Interior
- 2014
- 38.000 Km
Yamaha Xtz 250cc 2014 Xtz 250
General Güemes — Chaco
- 2017
- 178 Km
Yamaha WR250F
Concordia — Entre Ríos
- 1990
- 11. 111
Yamaha x 350 9.0034
Эскобар — Bs.As. Г.Б.А. Norte
- 2001
- 2.001 Km
Yamaha Yz 125 2001
San Jerónimo — Santa Fe
- 2017
- 111.111 Km
Yamaha Ttr230
Guaymallén — Mendoza
- 1997
- 100 км
Yamaha Yz 125 2t Pura Sangre
Ломас де Самора — Bs.As. Г.Б.А. Сур
- 2013
- 11.111 Km
Yamaha Wr 250 F
Yerba Buena — Tucumán
- 2020
- 1.660 Km
Yamaha Xtz 250
Castelar — Bs.As . Г.Б.А. Oeste
- 2022
- 0 км
Yamaha Xtz250 Abs 2022 Negra Entrega Inmediata Capital Palermo Bikes
— Federal
0003
Vendido por PALERMOBIKES
- 2021
- 0 Km
Yamaha Xtz 150 Nuevo Modelo 2021 0km Cuotas Fijas Patronelli
Las Flores — Buenos Aires Interior
- 2022
- 0 Km
Yamaha Xtz 250 Abs-en Stock Entrega Inmediata — Motoswift
La Matanza — Bs.
As. Г.Б.А. Оэсте
- 2013
- 1,111 км
Yamaha Yzf250- Yz250f 2013 En Motoswift Ramos Mejia
Ла Матанса — Bs.As. Г.Б.А. Oeste
- 2017
- 2.000 Km
Yamaha Yz 250 Fx 2017 — Impecable — Financiacion
Guaymallén — Mendoza
- 2018
- 6.000 Km
Yamaha Wr 450f Recibo Permutas
Капитал Ла-Риохи — Ла-Риоха
izh – nieppi.com
Опубликовано
Kun kerta Somerol käytii ni laitoin samal anopin pihaa vähä joulukoristeita näin kaamosta piristään
Метки: iPhone, pimp my IZH
Опубликовано
Tepu oli tänään ensimmäisen kerran oikein tositoimissa ja pääs kuljettamaan issikkaa.
Vaikka Tepu on тщетно puolentoista hevosen kärri niin olin yllättynyt kuinka hyvin sinne mahtui näinkin mahtava voimapesä kuin issikka. Siinä on kuitenkin nykyteknologiaa hyödyntäen saatu mahdutettua peräti kuusitoista hevosvoimaa noinkin pieneen tilaan.
Niin, siis puolentoista hevosen kärry? Olen aina kuvitellu et noit hevosia kuskataan kokonaisena, vähänpä taas tiesin.
Voi että Issikan nyt kelpaa kun pääsi maaseudun rauhaan, kyllä näkee et se viihtyy ja nauttii olostaan. Vaikka teknisesti tais käydä niin et issikka muuttikin maaseudulta keskelle kaupungin vilinää. Somerohan on niin iso city et siel oli kerran ihan oikeet likennevalotkin… lainassa tosin, mut oli kuitenki.
Метки: NIKKOR AF-S 50/1.4G, Nikon D700, Sigma 15mm 2.8 EXDG Fisheye
Опубликовано
Опубликовано
Valokuvatorstain haasteena tälläviikolla oli pakkanen. No minä kiskasin nahkapuvun päälle ja kävin toteamassa että on siellä pakkasta
Теги: NIKKOR AF-S 24/1.4G ED, Nikon D700
Опубликовано
Oli käytävä pikkasen päräyttelemässä kun oli niin mainio ilma
Метки: NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Kyllä se sointuu hienosti maisemaan tuollanen vanha ryssänpyörä, tänne ryssäin jättömaille
Метки: Sony Xperia Z3+
Опубликовано
Kyllä nyt kelpaa taas talvea viettää, kun pääsee issikalla huristelemaan
Метки: NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Опубликовано
http://coord.info/GC5WZ9W
Makailin soffal ku yht`äkkii hiffasin et mähä harrastan geokätköilyä enkä oo hakenu viel tänävuonna ensimmäistäkää kätköä.
No ei muutaku Issikka tulille ja kätköilemään. Ei tarttennu kovin kauas ajella kun vuoden ensmäinen kätkö tuli logatuksi.
Метки: геокаткё, NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Vuoden 2016 moottoripyöräkausi на avattu.
Kylmä oli kun en saanu issikan kahvalämppäreitä päälle, lisäks naama jääty kun piti mennä avokypärä päässä ajelee. No jospa tää hymyn tapanen virne viel tänää sulais täst naamalt.
Метки: Sony Xperia Z3+
Опубликовано
Valokuvatorstain haasteena on tälläviikolla Gandhin lausahdus R20;Ei ole tietä rauhaan, rauha on tie».
No mutta kaikkihan sen tietää että Gandhi oli mahoton höpöttäjä joka puhui paljon mutta sanoi vähän (vai mitenpäin se nyt meni?). Mutta asiaan siis kyllähän sen nyt jokainen tietää että tiellä rauhaan tarvitaan moottoripyörä!
Метки: NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Метки: NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Метки: Микали Хёпиня, Sony Xperia z
Опубликовано
Vaik mul on noita muitakin mopoja niin kyllä issikalla ajamises on sitä jotain ihan omanlaista тоннельмаа. Senku rallattelee menemään pitkin maalaismaisemaa ilman sen kummempia huolia.
Olen jo kasvanu yli siitä et pitäis olla aina kaikkein nopein tai hurjin tai kovin kanttailemaan.
Mulle riittää et oon kaikkein komein!
Метки: Микали Хёпиня, Sony Xperia z
Опубликовано
On se mukava ajella pitkin maalaismaisemaa, paitsi sikaloiden kohdalla mis haisee melko voimakkaasti paska
Метки: NIKKOR AF-S 50/1. 4G, Nikon D700
Опубликовано
Опубликовано
Tänää kävin ajamassa issikan Somerolle ja otin biimerin tilalle. Issikka kulki iloiisesti rallattaen sen 100 kilsaa joka oli matkana. Toisaalta issikka ties et jos se nyt olis ruvennu kettuilemaan ni siin oliski kayny sillee et minä olisin jättänt issikan tielle eikä päinvastoin.
Biimeri läks ilosesti käyntiin pitkällä startilla ja syksyllä taas pystymettän jälkeen vaihetaan toisinpäin mopot.
‘
Метки: Canon S100, Микали Хёпиня
Опубликовано
Koska tänään oli mukavan lämmin päivä eikä satanut ihan älyttömästi, niin päätin aamulla lähtä ajelemaan issikalla.
Kohta tuon kuvan ottamisen jälkeen laksin ajamaan issikalla kotiappäin, mutta päätin kuitenkin käydä viel toises rannas ja ajella hieman rantakallioilla.
Kalliol ajellessa kaasutin hieman et pääsin yhden mäen ylös, mutta kaasupas juuttuikin päälle. No siinä sit mentii hurjasti kiihtyväl vauhdil kohti kallion reunaa ja merta. Koitin jarrutella mut ei auttant kun tehoja on issikas niin perkeleesti et vauhti vaa kiihty. Kovan loiskahduksen jälkee seison muniamyöten meres issikan kanssa. Onneks issikan kone sammu heti eikä kerenny imasee vettä sisäänsä.
Vetelin issikan kuiville ja totesin ittekseni et ompas vesi pirun kylmää tähänaikaa vuodesta. Ei muuta ku polkemaan issikkaa, josko se lähtis viel käyntiin. Noin puolentunnin polkemisen jälkee ei mullakaa enää ollu melkei yhtää kylmä issikka yht`äkkii päsähti käyntii.
Ei muutaku vaihe päälle ja ajelee kotiakohti jolloin taas tulikin ihan pirun kylmä. Ajelin mopokerhon kautta et sain viel huuhdella issikan makealla vedella merivesikylvyn jäljiltä.
Koska issikka on nyt sekä kylvetetty että suihkutettu ni laitoinpas viel pressun sen päälle tos parkkiksel ettei se vaa vilustu.
Теги: Sony Xperia Z
Опубликовано
Теги: Sony Xperia Z
Опубликовано
http://coord.info/GC5AMVM
Pakko oli käydä vähän mopoilemassa kun oli niin kaunis aurinkoinen kelikin. Niinpä ajelin Kopparnäsiin kun sienne oli ilmestynyt käymätön kätkökin.
Метки: геокаткё, Sony Xperia z
Опубликовано
http://coord.info/GC50FDK
Айван махтава айелукели киркконуммен пиккутейлля. Nastat alkaa olla jo liikaa joten se olis pyörän vaihto melkolailla käsilla. Issikka joutaa kesä lepoon ja aika kaivaa Beemeri talvihorroxsesta esiin…
Теги: геокаткё, Sony Xperia z
Опубликовано
Nyt on vuoden ensmäinen kaato tosiasia. Auto liittymäst etee ja minä jarrutin itteni kumoon. Autoilija ei tainnu huomata koko tilannetta kun ei ees pysähtynt. Tosinvastaan tullu auto pysähty kyseleen onko kaikki hyvin. Hänkää ei ollu huomannu kattoo eteeni ajaneen auton rekkaria.
No ei mitää ihmeempää polvi on kipee mopos parit naarmut tuomassa lisää katu-uskottavuutta. Ensviikol pitää ottaa beemeri liikenteesee et pysyn paremmi pystys. Parempi ajella näil kakspyöräsil vaa talvel.
Теги: NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
http://coord.info/GC4Jh4M
Tämä kätkö olikin tutussa paikassa jossa olin vieraillut aikaisemminkin.
Tänään oli joutilasta aikaa ja suhtkos kuivailma joten oli aika kaydä noikkimassa tämä värikkään ympäristön omaava kätkö.
Метки: геокаткё, NIKKOR AF-S 50/1.4G, Nikon D700
Опубликовано
Опубликовано
Haltialas on aina keskiviikkosin motoristi-ilta. No viel sielä ei ollu paljoa väkeä, olisko kymmenkunta mopoa paikalla.
Оли мукава айелла кун Тимо тули каверикс, эй тарвинну йксиксеен айелла ниинку он саану коко тальвен техя.
Джа микяс оли Тимон айеллесса кун оли уус мопо айеттавана
Киитоксия Тимо айелусеураста
Теги: NIKKOR AF-S 50/1. 4G, Nikon D700
Posted on
http://coord.info/GC1G72Y
Toinen kaynti tällä kätköllä tuotti tulosta. Ja mikäs oli käydessä kun ilma oli aurinkoinen ja lämmin, normi kesäkeli
Ei ollu järin isontien varressa tämäkään kätkö
Теги: геокаткё, NIKKOR AF-S 50/1.034G, Nikon D700 900
Опубликовано
Oon ollu Pikku-A:n kanssa kotona kun Axel on flunssas. Jaana kun tuli duunist kotiin ni karkasin välittömästi…
Теги: Микали Хёпиня, NIKKOR AF-S 50/1.4G, Nikon D700, прокачать мой ИЖ
Опубликовано
http://coord. info/GC3KHN8
Kaikkihan joskus haluavat tehdä jotain todellaxtremä! Ниин минякин. Päätin lähteä käymään moottoripyörällä keravalla, Olisinhan toki voinut käydä korsossakin, mut en mä mikää Arman sentäs oo.
Keravalle pääsin mukavasti, mutta kouppaisella hiekkatiella issikan pakoputki yllättäen irtosi. Löysin onneksi pultin jolla sain pakoputken viriteltyä kuminauhaa avuksi käyttäen pakoputken takaisin paikoilleen ja pääsin jatkamaan matkaa. Pikainen pitstoppi Pekan luokse ja sain Pekalta pulttiin mutterin niin johan pysyisi pakoputki paikoillaan kotimatkan.
Теги: геокаткё, Sony Xperia z
Опубликовано
Опубликовано
Flextube 250P Складной датчик Добсона — Sky-Watcher
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
1 020,00 $
Артикул S11720
Где купить
Поделись этим:
- Большая апертура 250 мм обеспечивает потрясающие впечатления от просмотра
- Инновационная складная конструкция, сохраняющая коллимацию
- В 1235 раз больше светосилы, чем у человеческого глаза
- Запатентованная рукоятка регулировки натяжения обеспечивает точное вращение и максимальную устойчивость
- Параболическое главное зеркало с покрытием Radiant™ Aluminium Quartz (RAQ™) для коэффициента отражения света 94 %
- Усиленный качающийся блок с подшипниками Teflon™ обеспечивает устойчивое основание и плавное движение
- 2-дюймовый фокусер типа Crayford с 1,25-дюймовым адаптером позволяет использовать практически любой окуляр
- Описание
- Технические характеристики
На протяжении десятилетий добсоновский телескоп был основным продуктом любительской астрономии, сделанным своими руками, обычно состоящим из двух зеркал, трубки и основания. Часто называемые «световыми ведрами», добсоновские телескопы предоставляют пользователям максимально возможную апертуру за свои деньги по сравнению с телескопами аналогичного размера, такими как Шмидт-Кассегрен или рефракторы. Разработан в 1970-х годов телескоп в стиле Добсона представляет собой недорогое решение для ярких, детальных визуальных наблюдений с использованием простой конструкции. Название «Добсониан» происходит от изобретателя телескопа Джона Добсона, монаха Веданты, который популяризировал тротуарную астрономию и посвятил свою жизнь распространению астрономии. Добсон был хорошо известен тем, что построил телескопы-рефлекторы с большой апертурой, способные просматривать глубокое небо, с использованием недорогих материалов. Их часто изготавливали из найденных материалов, тяжелых картонных трубок, переработанного иллюминаторного стекла и фанерных креплений. Добсон, который буквально написал книгу о том, как и зачем делать любительские телескопы, призвал других астрономов собирать свои собственные телескопы и проводил семинары по изготовлению телескопов.
Flextube Dobsonian представляет собой инновацию оригинальной конструкции, предлагая пользователям возможность складывать оптическую трубу с помощью запатентованной системы ферменной трубы, сохраняя при этом ее коллимацию. В оптической трубе используется параболическое главное зеркало, изготовленное из боросиликата, затем отполированное и покрытое нашим запатентованным алюминиевым кварцем Radiant™ (RAQ™), обеспечивающим замечательную отражательную способность 94%. С 10-дюймовой апертурой Flextube 250P Dobsonian собирает в 1235 раз больше света, чем человеческий глаз! Эта простая, но эффективная конструкция идеально подходит для визуального наблюдения за слабыми объектами, такими как туманности, звездные скопления и галактики.
Поддержка Flextube Dobsonian — это больше, чем просто рокер. В основании используются подшипники Teflon™ для плавного и легкого поворота по азимуту, а запатентованная рукоятка контроля натяжения фиксирует телескоп на месте. После фиксации на объекте телескоп может поддерживать как 1,25-дюймовые окуляры, так и более тяжелые 2-дюймовые окуляры, что позволяет использовать практически любой окуляр, представленный на рынке.
