Каретка станка токарного: Каретка в сборе токарного станка. Запчасти и ремонт.
Содержание
Каретка в сборе токарного станка. Запчасти и ремонт.
Предлагаем
каретки токарного станка как в сборе, так и комплектующие к ним — винт поперечной подачи в сборе, клин каретки, нижняя часть суппорта (поперечная подача) и др.
Универсальные токарно-винторезные станки – неотъемлемая составляющая станочного парка любого предприятия. Созданные десятилетия назад, многие из них и сегодня остаются в строю, продолжая подтверждать основательность советского ☭ станкостроения. Конечно же, время и интенсивные условия эксплуатации отражаются на точности металлообрабатывающего оборудования. Постепенно изнашиваются различные ответственные узлы, одним из которых является каретка суппорта токарного станка.
Мы производим широкий ассортимент запасных частей к металлорежущим станкам, включая оборудование давно снятое с производства. Изготовленные по оригинальной технической документации разработчиков, они полностью заменяют «родные» комплектующие и позволяют продлить ресурс станка. Одновременно мы производим ремонт всех узлов станков вплоть до капитального в условиях ремонтной базы нашего предприятия. При нецелесообразности ремонта каретки для станка, купить новый узел в сборе будет рациональным альтернативным решением, тем более что наши цены доступнее аналогичных предложений.
Каретка в сборе 16К20
Каретка в сборе для токарно-винторезного станка 16К20.050.001. В комплекте клтн,…
Каретка в сборе 1К62, ТС-30
Каретка в сборе для токарно-винторезного станка 1К62, также уместно ее применять. ..
Всего страниц: 3
1
2
3
»
»»
Назначение и ремонт
Важный узел токарно-винторезного станка каретка или как ее еще называют продольная подача токарного станка (продольные либо нижние салазки) фактически является частью суппорта. Призванная обеспечить продольную подачу, каретка на практике гарантирует взаимодействие таких узлов и частей станка, как:
✅ станина, каретка перемещается салазками по ее направляющим в осевом направлении;
✅ фартук, неподвижно закрепленный на ее фронтальной части и управляющий подачами;
✅ суппорт, перемещающийся по поперечным направляющим в верхней части каретки.
Являясь обобщающим узлом столь важных элементов токарного станка, каретка претендует на роль одного из важных узлов. Продольной подачей или перемещением каретки токарного станка вдоль оси вращения заготовки, в автоматическом и ручном режимах управляет механизм фартука:
✅ в первом случае поступательное движение обеспечивает преобразование вращения ходового винта маточной гайкой;
✅ при ручном управлении продольной подачей каретка перемещается посредством вращения штурвала фартука.
В случае необходимости выполнения торцевых работ на станке каретка неподвижно фиксируется на направляющих станины.
Нетрудно предположить, что в зоне ответственности столь важного узла как каретка станка лежит главный ❕ параметр – точность металлообработки. Работа в достаточно напряженном режиме накладывает отпечаток на столь важную характеристику и по мере износа ❌ точность станка падает. Причинами тому может служить износ винтовой пары поперечной подачи каретки либо износ клина. В первом случае меняется винт с гайкой и одновременно изношенные подшипники, то же справедливо и в отношении клина. Однако встречаются неисправности более сложного характера, например, изменение геометрии нижних салазок, но чаще всего ремонтникам приходится сталкиваться с люфтами, вызванными износом верхних направляющих («ласточкин хвост»).
В практике ремонтных групп эта «приобретенная болезнь» встречается достаточно часто. Ремонт каретки станка в таком случае требует проведения шлифовальных работ, которые необходимо выполнять на специальном оборудовании усилиями опытных специалистов. Оптимальные условия для такого ремонта можно встретить на специализированном предприятии. Ремонтная база нашего завода имеет именно такую специфическую направленность, восстановление у нас – гарантия возврата былой точности станка.
Каретки для станков в России
Главная
Продажа
Запчасти, оснастка к металлообрабатывающим станкам
Каретки для станков
Вы можете очень быстро сравнить цены кареток для станков и подобрать оптимальные варианты из более чем 76368 предложений
ходовые винты, винты продольной подачи, винтовые пары суппорта, винты каретки к станкам
Состояние: Новый
В наличии
ООО ГК «Атмосфера» специализируется на поставке ходовых винтов, винтов продольной подачи, винтовые пары суппорта, винты каретки к станкам:В наличии и под заказ. Доставка в любой регион.Также…
26.10.2022
Челябинск (Россия)
Каретки к станкам типа 1К62,1К62Д,16К20,1М63,1М65 и др
Состояние: Новый
В наличии
Каретки в отличном состоянии .ООО ПКФ «Пром Снаб» является торгово-производственной компанией и может осуществлять комплексные поставки запасных частей и оснастки собственного производства к…
Состояние: Б/У Год выпуска: 1986 Производитель: РСЗ (Россия)
Каретка суппорта, ласточкин хвост перешлифовован, всё остальное тоже в порядке. Только каретка голая, без ползушки и фартука. Могу также отремонтировать вашу каретку. Возможна продажа по безналу с. ..
12.05.2022
Куровское (Россия)
104 000
СФР фальцеосадочный ручной станок, купить фальцеосадочный станок по металлу
Состояние: Новый Год выпуска: 2012
В наличии
Фальцеосадочный ручной станок серии СФР является отечественным станком, выпускаемым заводом по производству кузнечно-прессового оборудования. Привод фальцеосадочный станка СФР является ручным….
17.10.2019
Москва (Россия)
45 600
Вертикальный фрезерный станок MXB5117H
Состояние: Новый
В наличии
Эти станки позволяют выполнять широкое разнообразие фрезерных работ по изготовлению столярных изделий.
Четыре станка этой серии, хотя и представлены одним разделом, так как они близки и…
31. 10.2022
Москва (Россия)
Вертикальный фрезерный станок MXB5118H
Состояние: Новый
В наличии
Эти станки позволяют выполнять широкое разнообразие фрезерных работ по изготовлению столярных изделий.
Четыре станка этой серии, хотя и представлены одним разделом, так как они близки и…
31.10.2022
Москва (Россия)
Круглопильный форматно-раскроечный станок PK 250 A
Состояние: Новый Производитель: Rojek (Чехия)
Назначение Круглопильный станок (циркулярная пила) должен быть на каждом деревообрабатывающем производстве. Продольный и поперечный раскрой балок, брусьев, досок, полноформатных листов МДФ, ДСП,…
31.10.2022
Казань (Россия)
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО ТД (Россия)
В наличии
Продаю люнет подвижный для станка ДИП-300Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при…
03.08.2016
Рязань (Россия)
18 000
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
В наличии
Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков.Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков….
10.01.2017
Москва (Россия)
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
В наличии
ООО «Металлообработка» предлагает к реализации люнет подвижный для станка ДИП-300 от производителяЛюнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных. ..
ООО «СтанкоПромСервис» специализируется на поставке ходовых винтов, винтов продольной подачи, винтовые пары суппорта, винты каретки к станкам: В наличии и под заказ. Доставка в любой регион. Также…
Производим дооснащение оцилиндровочных станков, имеющихся в распоряжении заказчика, модулем окорки ОКМ.Производим дооснащение оцилиндровочных станков, имеющихся в распоряжении заказчика, модулем. ..
30.10.2022
Барнаул (Россия)
100
Люнет подвижный для станка 163
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный для станка 163 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных не жестких деталей. В зависимости от…
23.01.2017
Саратов (Россия)
18 900
Люнет подвижный для станка ДИП 300
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В…
23.01.2017
Саратов (Россия)
18 900
Люнет подвижный станка ТС-30
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный станка ТС-30 — является технологической оснасткой для токарных станков. Люнет используется как дополнительная опора при обработке заготовки на токарном станке для избежания ее…
23.01.2017
Саратов (Россия)
15 300
Форматно-раскроечный станок мод. MJ6132D
Состояние: Новый
В наличии
Форматно-раскроечный станок мод. MJ6132D.Станок предназначен для штучного и пакетного раскроя плитных материалов, в т. ч. облицованных ламинатом.Технические характеристики: Мощность двигателя…
12.07.2022
Москва (Россия)
5 420
Суппортов к токарным станкам 1к62д, 16к20, 16б16, 1м63, 1к62, 1к625 и другим станкам
Состояние: Новый
В наличии
Производственное предприятие предлагает прямые поставки суппортов к токарным станкам 1к62д, 16к20, 16б16, 1м63, 1к62, 1к625 и другим станкам, так же Вы можете преобрести различные детали для…
04.02.2020
Энгельс (Россия)
38 000
Круглопильный форматно-раскроечный станок PK 320 A
Состояние: Новый Производитель: Rojek (Чехия)
В наличии
Модель станка PK320A — 2000 мм (Rojek) PK320A — 2600 мм (Rojek) PK320A — 3200 мм (Rojek) Назначение Форматно-раскроечный или форматно-обрезной станок – основной на любом производстве. ..
31.10.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по кареткам для станков почти как на Авито и TIU
Видео кареток для станков
00:43 HD
www.russtanko-rzn.ru- Ремкомплект корпус гайки, втулки, червяк для станков 1Н983, 1М983,1А983, РТ983, СА983, и т.д.
25.03.2017
382
00:52
1 1 HD
www.russtanko-rzn.ru-Запасные части для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 (Муфта тормозн
26. 05.2015
5951
00:35 HD
www.russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте
Как следует из названия, «задняя шестерня» часто представляет собой шестерню, установленную в задней части передней бабки (хотя на практике она часто располагается в других местах, например, планетарной передачи внутри шкива передней бабки, что также показано внизу этой страницы) что позволяет патрону медленно вращаться со значительно увеличенной силой вращения. Для новичка возможность медленно обкатывать заготовку может показаться ненужной, но отливка большого диаметра, закрепленная на планшайбе и работающая на скорости 200 об/мин. (около нижней скорости, обычно встречающейся на токарном станке без заднего редуктора) будет иметь линейную скорость на внешнем крае, превышающую мощность вращения небольшого токарного станка. Задействовав заднюю передачу и тем самым снизив число оборотов. но увеличивая крутящий момент, даже самые большие работы, установленные на лицевой панели, могут успешно выполняться. Нарезание резьбы также требует малых скоростей, обычно от 25 до 50 об/мин. — особенно если оператор новичок, или работа сложная. Нижняя скорость, превышающая эти цифры (как на большинстве дальневосточных и некоторых европейских «континентальных» станков), означает, что нарезание резьбы, особенно внутри, в глухие отверстия, фактически невозможно. Эти токарные станки рекламируются как «винторезные», но на самом деле это означает просто силовое скольжение — силовая подача вдоль станины. С этими станками, даже если вы потрудитесь создать сложную систему шкивов для снижения скорости вращения шпинделя (например, ранний Atlas 9-дюйм), вы обнаружите, что крутящий момент, необходимый при вращении больших диаметров на малых скоростях, приводит к проскальзыванию ремней. Единственным решением является низкая скорость с зубчатым приводом, и поэтому правильно спроектированный небольшой токарный станок с установленным задним зубчатым колесом не только становится способным нарезать резьбу, но также может выполнять тяжелое сверление, растачивание больших отверстий и токарную обработку больших диаметров. и облицовка; иными словами, становится возможным использовать его на пределе своих возможностей и сил. Чтобы показать, насколько важной всегда считалась задняя шестерня, изучите технические характеристики многих небольших токарных станков по металлу английского производства, выпускавшихся с середины 19 века.го века и далее: почти все были так оснащены. Для получения дополнительной информации о деталях и функциях токарного станка щелкните здесь , а для получения дополнительных сведений о необходимых функциях небольшого токарного станка щелкните здесь .
Масляное отверстие — в шкиве в сборе будет другое
Малая шестерня ( SG ) и четырехступенчатый V-образный шкив ( V ) жестко соединены вместе
Задний редуктор ( BG ), установленный на эксцентриковом валу.
Рукоятка для вращения эксцентрикового монтажного вала и зацепления задней шестерни
Штифт
( P ) для соединения и разъединения Bull Wheel и V-образного шкива. Вместо штифта в некоторых токарных станках используется шпилька и гайка или даже быстросъемный фитинг.
Bull Wheel ( BW ) — в данном случае с кольцом полезных индексных отверстий, установочный плунжер проходит через переднюю поверхность литья передней бабки
Задний редуктор представляет собой хитроумный, но по существу простой механизм, вероятно, придуманный примерно в 1817 году Ричардом Робертсом, английским инженером и плодовитым изобретателем. Если вам придется прочитать следующее несколько раз, чтобы понять, как это работает, не волнуйтесь, все так делают. На изображении выше (токарный станок Atlas 1934 г.) 4-ступенчатый V-образный шкив ( V ) имеет небольшую шестерню ( SG ), постоянно прикрепленную к меньшему концу. По всей длине V-образный шкив и шестерня снабжены втулками и могут свободно вращаться на шпинделе передней бабки. Большое «бычье колесо» ( BW ) крепится к шпинделю с помощью какого-либо сквозного болта или резьбового штифта и всегда вращается вместе с ним. Он может быть соединен с V-образным шкивом и отсоединен от него с помощью штифта ( P ), который часто подпружинен, или с помощью гайки и шпильки, или какого-либо быстроразъемного фитинга. При нормальном использовании V-образный шкив вращается приводным ремнем, а шпиндель вращается под действием штифта, приводящего в движение колесо быка и, следовательно, шпиндель, с которым он соединен. Для включения задней шестерни токарный станок останавливают, штифт ( P ) вынимают (оставляя шкив и малую шестерню свободными для вращения), а заднюю шестерню ( BG ) вращают на ее эксцентриковом валу, чтобы привести ее в зацепление с другими шестернями. . При запуске токарного станка действие теперь следующее: шкив вращается приводным ремнем с малой шестерней ( SG ) на V-образном шкиве ( V ), приводящем в движение большую из двух задних шестерен, что, в свою очередь, приводит во вращение меньшую шестерню на другом конце вала. Эта меньшая шестерня приводит в движение колесо Bull ( B ) и, следовательно, шпиндель с гораздо более низкой скоростью (обычно порядка 6:1), но со значительно увеличенным крутящим моментом. * Если вместо штифта обнаружена головка болта, ослабьте ее ровно настолько, чтобы ее можно было надавить вниз, чтобы высвободить болт, скрепляющий шкив и шкив. Если снять гайку, штифт может упасть внутрь, что иногда требует демонтажа всей передней бабки, чтобы восстановить его. Осмотр шкива передней бабки и вала заднего редуктора вполне может выявить наличие масляных отверстий; это важно, потому что при работе с задней передачей передаются значительные усилия, и весь узел требует частой смазки для надежной работы. Если шкиву позволить зацепиться за шпиндель передней бабки, потребуется значительное время и, возможно, деньги, чтобы освободить его. Не все задние шестерни включаются, как показано выше: некоторые, например, на 1906 Drummond, показанный ниже, просто вставьте в нужное положение, в то время как другие удерживаются в раздвоенном кронштейне с помощью рычага управления, а также сдвигаются в сторону. Некоторые из них даже встроены в больший конец шкива передней бабки и работают по «эпициклическому» принципу, мало чем отличающемуся от механизма ступицы Sturmey-Archer на велосипеде (эпициклический механизм показан ниже на странице). небольшая отметка на шкиве, показывающая, где будет зацепляться штифт, проходящий через ведущее колесо (если его нет, его можно с пользой сделать). Поверхность шкива часто представляет собой не простую плоскую поверхность, а выемку с небольшой просверленной бобышкой, предназначенной для установки штифта; если просто вставить наугад и токарный станок запустится, штифт зацепится за бобышку и согнется. Если ваша задняя шестерня постоянно выскакивает из зацепления, возможно, спрятан регулируемый фрикционный винт с контргайкой в задней части литья, который упирается в вал.
На этом раннем и (удивительно оригинальном) токарном станке Drummond колесо Bull и ведущий шкив соединены вместе не штифтом, а прочной гайкой и шпилькой. «Головка» шпильки входит в прорезь на периферии шкива (обратите внимание на вырез на шкиве, чтобы показать оператору, где находится прорезь). Для зацепления привода гайка ослабляется (не снимается, иначе болт вполне может упасть внутрь и потребуется демонтировать переднюю бабку), а затем нажимается вниз, чтобы высвободить штифт, соединяющий шестерню со шкивом. Затем задний редуктор сдвигается в сторону в рабочее положение и удерживается в этом положении штифтом, который проходит через литье и зацепляется с прорезью, выполненной на валу заднего редуктора.
На Myford ML7 задняя шестерня была сгруппирована в передней части шпинделя, нижняя пара шестерен была установлена на эксцентриковой втулке, которая вращалась с помощью рычага непосредственно под носовой частью шпинделя. Бычье колесо было соединено со шкивом и его маленькой шестерней с помощью захвата, который скользил в паз, выточенный в задней части шестерни. Кулачок удерживался на месте болтом с шестигранной головкой, который виден на изображении и располагался на одной линии с зажимным болтом переднего подшипника. Маленькая бронзовая шестерня на шпинделе входила в шкив в виде длинной втулки, обеспечивая таким образом опорную поверхность, по которой она могла двигаться при включении задней передачи.
Задняя шестерня на более дешевом токарном станке Myford ML10 также была сгруппирована спереди, но шестерни удерживались простым раздвоенным кронштейном в задней части передней бабки и просто устанавливались на место.
На токарном станке Randa задняя шестерня была сгруппирована на конце шпинделя передней бабки — конструкция, используемая на нескольких менее дорогих небольших британских токарных станках
Корпус эпициклического редуктора передней бабки на 109 Не так часто встречается на других производителях, как можно было бы ожидать, особенно с учетом трансформации, которую он может внести в возможности токарного станка — компактный планетарный (или планетарный ) задний редуктор в сборе, установленный на некоторых производствах AA, Станки под маркой Craftman давали диапазон низких скоростей, которые позволяли выполнять нарезку винтов и торцовку больших диаметров с большей вероятностью успеха. Состоящий из трех основных элементов, механизм включал в себя: шестерню, прикрепленную к трехступенчатому шкиву, водило с тремя планетарными шестернями и кольцевую шестерню. Трехступенчатый шкив вместе с прикрепленной к нему «солнечной» шестерней мог свободно вращаться на шпинделе передней бабки. Напротив была большая шестерня, вырезанная на внутренней поверхности короткого цилиндра так, что ее зубья были обращены внутрь (кольцевая шестерня): этот узел также мог свободно вращаться на шпинделе. «Солнечная» шестерня на трехступенчатом шкиве зацепляется одновременно с 3 «планетарными» шестернями (называемыми шестернями, потому что они входят в зацепление с шестерней большего размера), установленными на шпильках, прикрепленных к несущей пластине, которая была соединена шпонкой (постоянно) со шпинделем и заблокирована. (временно ползуном) на кольцевую шестерню. Поскольку водило было соединено шпонкой с валом и заблокировано с кольцевой шестерней, ни одна из шестерен не могла вращаться, а поворот шкива заставлял вращаться шпиндель, что давало прямой привод. Для работы любой планетарной передачи один из трех комплектов шестерен должен оставаться неподвижным, чтобы один из других комплектов мог действовать независимо как вход, а третий набор независимо как выход. В случае со 109на токарном станке это была кольцевая шестерня, которая не могла вращаться (двухпозиционный штифт с зазубринами, проходящий через переднюю поверхность передней бабки в ее поверхность), и узел водила, который необходимо было освободить, чтобы он мог вращаться независимо. Водило имело шесть прорезей, прорезанных по его периферии, в которые блок, скользя в прорези, прорезанной на лицевой стороне кольцевой шестерни, мог зацепиться и, таким образом, зафиксировать их вместе. Блок был зажат на месте болтом, и его ослабление позволило блоку выскользнуть из зацепления и позволило водилу и его планетарным шестерням вращаться. При таком новом расположении вращение шкива заставляло «солнечную» ведущую шестерню вращать планетарные шестерни, зацепляться с кольцевой шестерней и, таким образом, уменьшать передаточное отношение. Когда вы видите механизм в действии, его функция становится очевидной, хотя и мучительной для объяснения. Еще один планетарный задний редуктор AA в сборе с кольцевым зубчатым колесом, неподвижно удерживаемым зажимом, можно увидеть на фотографиях последнего токарного станка компании, 109.21280.
Весь планетарный редуктор в сборе. Слева кольцевая шестерня, свободно вращающаяся на шпинделе: посередине несущая пластина, соединенная со шпинделем своими 3-мя «планетарными» шестернями: справа, также свободно вращающаяся на шпинделе передней бабки, 3-ступенчатая шкив с прикрепленной к нему «солнечной» шестерней.
Несущая пластина с 6 пазами по периферии для установки скользящего блока, который фиксирует ее на кольцевой шестерне
Кольцевая шестерня с внутренними зубьями шестерни и вверху скользящим блоком для фиксации в несущей пластине
Двухпозиционный штифт на передней бабке, используемый для блокировки кольцевой шестерни
Вид механизма на месте, но без кольцевой шестерни
Планетарные передачи MAZAK и их монтажная плита
«Солнечная» шестерня на шкиве и «Планетарная» шестерня на шпинделе
Parts Home Page
Screwcutting Countershafts Backgear The Watchmaker’s Lathe
Tumble Reverse Quick-change Toolholders Fitting a Chuck
Spindle Nose Fittings More Names of Parts Epicyclic Backgears
Be sure чтобы щелкнуть гиперссылку выше, чтобы получить полное представление о том, как работает токарный станок и связанное с ним оборудование
Токарные станки и другие станки на протяжении многих десятилетий приводились в движение всевозможными изобретательными, сложными и дорогими средствами, но самые простые и дешевые являются едва ли не самыми эффективными — системой «промежуточный вал» или «промежуточный вал». Большинство небольших однофазных двигателей в Великобритании и Европе (питание 50 Гц) вращаются со скоростью 1425 об/мин, в то время как в США (Канада и некоторые районы Японии с питанием 60 Гц) обычно отмечаются немного быстрее в пределах от 1600 до 1700 об/мин. Если шпиндель токарного станка по металлу (токарные станки по дереву — другое дело) приводится в движение напрямую от одного из этих двигателей, даже используя маленький шкив на валу двигателя и больший на токарном станке, он будет вращаться слишком быстро. для большинства рабочих мест. Следовательно, необходимо ввести какой-то способ как уменьшения, так и изменения скорости — и это задача промежуточный вал . В типичном устройстве, показанном ниже, двигатель (с небольшим шкивом на шпинделе) крепится к вертикальной чугунной пластине, шарнирно закрепленной у его основания. Потому что 1500 об/мин. двигатель приводит в движение шкив гораздо большего размера над ним — в соотношении примерно 5 : 1 — скорость верхнего шкива снижается до 300 об/мин. (1500 разделить на 5). На том же валу, что и большой шкив промежуточного вала, находится конус шкивов — обычно три или четыре из них, хотя иногда два или пять — и идентичных шкивам на шпинделе токарного станка, но расположены в «обратном» порядке. Если средний шкив на промежуточном валу приводит в движение шкив того же размера на шпинделе токарного станка, который, конечно, тоже будет вращаться со скоростью 300 об/мин. создание набора скоростей, покрывающего, например, полезные 150 об/мин, 300 об/мин. и 600 об/мин. Однако, если требуется больше скоростей, можно просто установить малый и больший шкивы рядом на вал двигателя вместе с двумя соответственно большими шкивами рядом на промежуточном валу, и таким образом удвоить количество доступных скоростей. Или же трехступенчатый шкив можно заменить четырехступенчатым, создав таким образом (вместе с системой заднего редуктора) шестнадцатискоростной привод, который, как правило, дает полезный диапазон, начинающийся с 25 и расширяющийся до небольшого свыше 2000 об/мин. Некоторые промежуточные валы, предназначенные для нижнего сегмента рынка, не имели средств крепления к ним двигателя, вместо этого двигатель прикручивался к станине либо за промежуточным валом, либо между токарным станком и промежуточным валом. Из тех узлов, где двигатель был прикреплен к промежуточному валу, некоторые имели платформу двигателя, которая позволяла регулировать натяжение ремня между двигателем и промежуточным валом — это было необходимо, когда был установлен двухступенчатый шкив, — в то время как другие вообще не имели формы регулировки. , за исключением, возможно, ножек двигателя (или монтажной платформы), которые имеют прорези для правильного первоначального натяжения и небольшой регулировки позже, когда ремень немного растягивается в процессе эксплуатации. Один из часто возникающих вопросов: «У меня нет шкива на моем двигателе. Насколько большим он должен быть?» Реальный ответ зависит от многих факторов, но в качестве отправной точки для токарных станков с высотой центра до 5 дюймов и подшипниками скольжения стремитесь к максимальной скорости около 800 об/мин. — и с подшипниками качения 1200 об/мин. Вполне может быть, что более высокие скорости можно безопасно получить, но было бы неразумно выходить за пределы этих уровней в качестве отправной точки. Чтобы получить представление о расчетах, необходимо сначала измерить диаметр большого шкива на промежуточном валу — скажем, 10 дюймов. Шкив диаметром 2 дюйма на двигателе даст уменьшение 10, деленное на 2 = соотношение 5:1. Разделите скорость двигателя (скажем, 1425 об/мин) на 5, и промежуточный вал будет вращаться со скоростью 285 об/мин. имеет шкив передней бабки с 3 скоростями, следующая более высокая скорость будет в два раза выше (570 об/мин), а ниже — в два раза быстрее (142 об/мин). Этот набор, очевидно, немного медленный, поэтому увеличение шкива двигателя до 3 дюймов в диаметре даст скорости 214, 428 и 856 об/мин; это было бы лучшим решением, так как в сочетании со средним редуктором заднего редуктора 6: 1 он обеспечивал бы нижнюю скорость 36 об / мин, удобную для токарной обработки больших диаметров, а также скорость обработки для неопытного использования для нарезания резьбы. Если ваш шкив промежуточного вала имеет другой диаметр, просто подставьте соответствующие размеры в «уравнение» и поэкспериментируйте с различными размерами шкива двигателя, пока не получите максимально близкое к идеалу соответствие. Сегодня, благодаря наличию «преобразователей» с 1-фазным на 3-фазный (также известных как VFD для частотно-регулируемого привода), можно использовать 3-фазный двигатель для прямого привода шпинделя — инвертор используется для изменения скорости . Хотя это может быть не идеальное решение, у него есть то преимущество, что его очень легко настроить и, конечно же, просто и быстро изменить скорость. Лучшим решением из всех является правильный промежуточный вал в сочетании с инверторным приводом, что обеспечивает простоту использования и невероятно широкий диапазон скоростей, который иногда можно настроить так, чтобы он начинался с 5 об/мин. — удобный для навивки винтовых пружин — до 3000 об/мин для полировки небольших диаметров. Советы и советы по изготовлению и установке приводной системы Валы шкивов лучше всего поддерживаются сантехническими блоками, оснащенными самоустанавливающимися шариковыми кольцами, которые компенсируют любые незначительные различия в рычаге между точками крепления. Плоскоременные шкивы должны быть параллельны друг другу и выровнены по горизонтали. Большинство станков с ременным приводом имеют какой-либо механизм натяжения ремня. В противном случае важно найти способ управления им. Методы включают: — прорезь монтажной пластины двигателя или ножки двигателя, чтобы узел можно было двигать вперед и назад — сделать шарнирный узел для переноски двигателя, который позволяет поднимать и опускать его. Однако для натяжения ремня необходим какой-то положительный толкатель; если вес двигателя увеличивает натяжение, это обычно приводит к «отскоку», поскольку небольшие различия в балансировке шкива, балансе вала двигателя и толщине ремня и т. д. приходят в гармонию. — лучше всего — установите натяжной шкив так, чтобы он прижимался к задней части ремня как можно ближе к шкиву двигателя Перед заказом ремня не просто измерьте старый и закажите такие же размеры, чтобы получить правильную длину, вам необходимо убедиться, что: — все натяжные шкивы ослаблены сразу — или ведущие и ведомые шкивы максимально сближены, а затем раздвинуты примерно на 10% доступного диапазона. — регулятор натяжения винта (или другое устройство) настроен так, чтобы свести два набора шкивов как можно ближе друг к другу, а затем установить в положение натяжения компенсировать растяжение по мере того, как ремень оседает в процессе эксплуатации. Для плоских ремней пропустите портновскую рулетку вокруг шкивов или отрезок ленты, который затем можно положить на скамью для измерения. Часто бывает так, что система привода с плоским ремнем оснащается ремнем, имеющим два узких; чтобы определить правильный размер, измерьте ширину шкива и вычтите 1/8 дюйма (3 мм). Чем шире ремень, тем эффективнее привод. должны быть натянуты с помощью какой-либо формы жесткого замка или «толкания» 9.0249 Если полагаться только на вес двигателя при выполнении работы, это неизбежно приведет к «подпрыгиванию», поскольку ведущий и ведомый шкивы либо никогда не бывают идеально круглыми, чем должны быть, либо их монтажные приспособления каким-то образом гибки. Как только начинается отскок, он может накапливаться и трясти весь станок или станок самым тревожным образом. ..
Типичный промежуточный вал South Bend, использовавшийся на 9-дюймовом токарном станке «Мастерская» с начала 1930-х до начала 1950-х годов. В этом устройстве использовался необычный, но эффективный прием: шкив двигателя был V-образным, а большой шкив промежуточного вала был плоским. Для привода использовался клиновидный ремень — он хорошо цеплялся за небольшой моторный шкив, а поскольку он был так хорошо обернут вокруг него, то и за плоский шкив.
Другой вид промежуточного вала 9-дюймового токарного станка South Bend. Ремень натягивается центральным рычагом, соединительный стержень которого входит во втулку с правой резьбой на одном конце и левой на другом. Поворачивая втулку, окончательное натяжение ремня можно отрегулировать с идеальной точностью
Более ранняя форма промежуточного вала Atlas, обеспечивающая «глубокий» диапазон скоростей — от очень медленного до очень быстрого — без использования заднего редуктора.
Еще одна форма очень компактного привода с промежуточным валом — содержится в подставке шкафа Logan с клиноременным приводом, идущим вертикально вверх к токарному станку наверху.
Когда встроенные приводные системы стоили почти столько же (а то и больше), чем станки: сборка Cataract примерно 1910 года с прецизионным настольным токарным станком, сверлильным станком и горизонтальным фрезерным станком, все они приводились в действие одним двигателем и были оснащены ножным управлением для включение и выключение приводов
Ранние приводные системы — линейные валы До 1930-х годов, а в некоторых случаях и намного дольше, в большинстве механических мастерских было то, что сегодня можно было бы громко назвать «интегрированной силовой системой». Сердцем механизма был тщательно ухоженный двигатель, паровой или электрический, который приводил в движение с помощью сложной системы ремней и тросов лабиринт шкивов, свисающих с подшипников, прикрепленных к балкам внутри крыши завода; часть привода, удерживаемая в потолке, называлась «линейным валом». Каждая машина была прикреплена к валу широким плоским ремнем, обычно шириной от 1 до 6 дюймов, с какой-то вспомогательной системой управления, которая включала использование «быстрых и свободных» шкивов. Последняя была простой, но оригинальной системой, в которой ведомый ремень сначала проходил по «свободному» или свободному шкиву, а из этого положения его можно было перебросить на «быстрый» шкив, прикрепленный к валу. Наконец, еще один комплект ремня и шкива привел привод к машине этажом ниже. Способы перемещения ремня были многочисленны и изобретательны: от длины ручки метлы до сложных и дорогих средств управления, включающих ножные педали, провода, звенья, коленчатые рычаги и переключатели. Как только в специально подготовленном здании была (дорого) установлена подвесная система привода, мог начаться кошмар обслуживания и постоянного ремонта множества подшипников и подвесок, неудобно и опасно расположенных в десяти-двадцати футах в воздухе. Неудивительно, что инженеры Works усердно работали, мечтая о лучшем решении; их спасение в конечном итоге пришло в виде небольшого высокоскоростного электродвигателя, который мог обеспечить каждую машину собственным независимым источником энергии. Хитрую установку системы привода теперь можно было делегировать изготовителю машин, и, помимо всех прочих преимуществ, если вы поссорились с вашим домовладельцем, можно было вырваться из своего викторианского подземелья и перейти через дорогу или город к где-то и веселее, и дешевле. Это также означало, что при соответствующем электроснабжении вы могли расположить свои машины так, чтобы оптимизировать производственные требования для любой конкретной работы, и быстро переставить их снова, когда возникнет необходимость. Тем временем Джорджу, живущему дальше по дороге, застрявшему в своем старомодном помещении, по-прежнему приходилось нанимать рабочих с тачками для перемещения 200-фунтовых кусков чугуна с одного конца фабрики на другой, так как работа беспорядочно зигзагом перемещалась между различными станками. . Другим фактором, давно забытой проблемой, был вопрос света; поскольку не было электричества для освещения их интерьеров, викторианские фабрики имели огромное количество высоких окон, стеклянных вставок в крыше и, что предпочтительно, всегда были расположены и выровнены, чтобы максимально использовать доступный дневной свет. Первоначальные тяжелые и громоздкие валы и ремни подвесной линии из кованого железа отлично блокировали свет, и даже появление более прочных, легких и тонких стальных компонентов в середине 1800-х годов не значительно улучшило ситуацию — таким образом, появление машин с индивидуальным приводом означало, что (так же, как лампочка вошла в обиход и начались ночные смены) фабрики стали намного легче, безопаснее и эффективнее работать. 0247
 Одновременно мы производим ремонт всех узлов станков вплоть до капитального в условиях ремонтной базы нашего предприятия. При нецелесообразности ремонта каретки для станка, купить новый узел в сборе будет рациональным альтернативным решением, тем более что наши цены доступнее аналогичных предложений.
Одновременно мы производим ремонт всех узлов станков вплоть до капитального в условиях ремонтной базы нашего предприятия. При нецелесообразности ремонта каретки для станка, купить новый узел в сборе будет рациональным альтернативным решением, тем более что наши цены доступнее аналогичных предложений. ..
..
 Однако встречаются неисправности более сложного характера, например, изменение геометрии нижних салазок, но чаще всего ремонтникам приходится сталкиваться с люфтами, вызванными износом верхних направляющих («ласточкин хвост»).
Однако встречаются неисправности более сложного характера, например, изменение геометрии нижних салазок, но чаще всего ремонтникам приходится сталкиваться с люфтами, вызванными износом верхних направляющих («ласточкин хвост»). Доставка в любой регион.Также…
Доставка в любой регион.Также… ..
.. 10.2022
10.2022 Применяется в качестве дополнительной опоры при…
Применяется в качестве дополнительной опоры при… ..
.. ..
.. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В…
Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В… ч. облицованных ламинатом.Технические характеристики: Мощность двигателя…
ч. облицованных ламинатом.Технические характеристики: Мощность двигателя… ..
.. 05.2015
05.2015 Для новичка возможность медленно обкатывать заготовку может показаться ненужной, но отливка большого диаметра, закрепленная на планшайбе и работающая на скорости 200 об/мин. (около нижней скорости, обычно встречающейся на токарном станке без заднего редуктора) будет иметь линейную скорость на внешнем крае, превышающую мощность вращения небольшого токарного станка. Задействовав заднюю передачу и тем самым снизив число оборотов. но увеличивая крутящий момент, даже самые большие работы, установленные на лицевой панели, могут успешно выполняться.
Для новичка возможность медленно обкатывать заготовку может показаться ненужной, но отливка большого диаметра, закрепленная на планшайбе и работающая на скорости 200 об/мин. (около нижней скорости, обычно встречающейся на токарном станке без заднего редуктора) будет иметь линейную скорость на внешнем крае, превышающую мощность вращения небольшого токарного станка. Задействовав заднюю передачу и тем самым снизив число оборотов. но увеличивая крутящий момент, даже самые большие работы, установленные на лицевой панели, могут успешно выполняться.  С этими станками, даже если вы потрудитесь создать сложную систему шкивов для снижения скорости вращения шпинделя (например, ранний Atlas 9-дюйм), вы обнаружите, что крутящий момент, необходимый при вращении больших диаметров на малых скоростях, приводит к проскальзыванию ремней. Единственным решением является низкая скорость с зубчатым приводом, и поэтому правильно спроектированный небольшой токарный станок с установленным задним зубчатым колесом не только становится способным нарезать резьбу, но также может выполнять тяжелое сверление, растачивание больших отверстий и токарную обработку больших диаметров. и облицовка; иными словами, становится возможным использовать его на пределе своих возможностей и сил. Чтобы показать, насколько важной всегда считалась задняя шестерня, изучите технические характеристики многих небольших токарных станков по металлу английского производства, выпускавшихся с середины 19 века.го века и далее: почти все были так оснащены. Для получения дополнительной информации о деталях и функциях токарного станка щелкните здесь , а для получения дополнительных сведений о необходимых функциях небольшого токарного станка щелкните здесь .
С этими станками, даже если вы потрудитесь создать сложную систему шкивов для снижения скорости вращения шпинделя (например, ранний Atlas 9-дюйм), вы обнаружите, что крутящий момент, необходимый при вращении больших диаметров на малых скоростях, приводит к проскальзыванию ремней. Единственным решением является низкая скорость с зубчатым приводом, и поэтому правильно спроектированный небольшой токарный станок с установленным задним зубчатым колесом не только становится способным нарезать резьбу, но также может выполнять тяжелое сверление, растачивание больших отверстий и токарную обработку больших диаметров. и облицовка; иными словами, становится возможным использовать его на пределе своих возможностей и сил. Чтобы показать, насколько важной всегда считалась задняя шестерня, изучите технические характеристики многих небольших токарных станков по металлу английского производства, выпускавшихся с середины 19 века.го века и далее: почти все были так оснащены. Для получения дополнительной информации о деталях и функциях токарного станка щелкните здесь , а для получения дополнительных сведений о необходимых функциях небольшого токарного станка щелкните здесь .

 Если вам придется прочитать следующее несколько раз, чтобы понять, как это работает, не волнуйтесь, все так делают.
Если вам придется прочитать следующее несколько раз, чтобы понять, как это работает, не волнуйтесь, все так делают.  . При запуске токарного станка действие теперь следующее: шкив вращается приводным ремнем с малой шестерней ( SG ) на V-образном шкиве ( V ), приводящем в движение большую из двух задних шестерен, что, в свою очередь, приводит во вращение меньшую шестерню на другом конце вала. Эта меньшая шестерня приводит в движение колесо Bull ( B ) и, следовательно, шпиндель с гораздо более низкой скоростью (обычно порядка 6:1), но со значительно увеличенным крутящим моментом.
. При запуске токарного станка действие теперь следующее: шкив вращается приводным ремнем с малой шестерней ( SG ) на V-образном шкиве ( V ), приводящем в движение большую из двух задних шестерен, что, в свою очередь, приводит во вращение меньшую шестерню на другом конце вала. Эта меньшая шестерня приводит в движение колесо Bull ( B ) и, следовательно, шпиндель с гораздо более низкой скоростью (обычно порядка 6:1), но со значительно увеличенным крутящим моментом.  Если шкиву позволить зацепиться за шпиндель передней бабки, потребуется значительное время и, возможно, деньги, чтобы освободить его.
Если шкиву позволить зацепиться за шпиндель передней бабки, потребуется значительное время и, возможно, деньги, чтобы освободить его. 
 «Головка» шпильки входит в прорезь на периферии шкива (обратите внимание на вырез на шкиве, чтобы показать оператору, где находится прорезь).
«Головка» шпильки входит в прорезь на периферии шкива (обратите внимание на вырез на шкиве, чтобы показать оператору, где находится прорезь). 

 Состоящий из трех основных элементов, механизм включал в себя: шестерню, прикрепленную к трехступенчатому шкиву, водило с тремя планетарными шестернями и кольцевую шестерню. Трехступенчатый шкив вместе с прикрепленной к нему «солнечной» шестерней мог свободно вращаться на шпинделе передней бабки. Напротив была большая шестерня, вырезанная на внутренней поверхности короткого цилиндра так, что ее зубья были обращены внутрь (кольцевая шестерня): этот узел также мог свободно вращаться на шпинделе. «Солнечная» шестерня на трехступенчатом шкиве зацепляется одновременно с 3 «планетарными» шестернями (называемыми шестернями, потому что они входят в зацепление с шестерней большего размера), установленными на шпильках, прикрепленных к несущей пластине, которая была соединена шпонкой (постоянно) со шпинделем и заблокирована. (временно ползуном) на кольцевую шестерню. Поскольку водило было соединено шпонкой с валом и заблокировано с кольцевой шестерней, ни одна из шестерен не могла вращаться, а поворот шкива заставлял вращаться шпиндель, что давало прямой привод.
Состоящий из трех основных элементов, механизм включал в себя: шестерню, прикрепленную к трехступенчатому шкиву, водило с тремя планетарными шестернями и кольцевую шестерню. Трехступенчатый шкив вместе с прикрепленной к нему «солнечной» шестерней мог свободно вращаться на шпинделе передней бабки. Напротив была большая шестерня, вырезанная на внутренней поверхности короткого цилиндра так, что ее зубья были обращены внутрь (кольцевая шестерня): этот узел также мог свободно вращаться на шпинделе. «Солнечная» шестерня на трехступенчатом шкиве зацепляется одновременно с 3 «планетарными» шестернями (называемыми шестернями, потому что они входят в зацепление с шестерней большего размера), установленными на шпильках, прикрепленных к несущей пластине, которая была соединена шпонкой (постоянно) со шпинделем и заблокирована. (временно ползуном) на кольцевую шестерню. Поскольку водило было соединено шпонкой с валом и заблокировано с кольцевой шестерней, ни одна из шестерен не могла вращаться, а поворот шкива заставлял вращаться шпиндель, что давало прямой привод. Для работы любой планетарной передачи один из трех комплектов шестерен должен оставаться неподвижным, чтобы один из других комплектов мог действовать независимо как вход, а третий набор независимо как выход. В случае со 109на токарном станке это была кольцевая шестерня, которая не могла вращаться (двухпозиционный штифт с зазубринами, проходящий через переднюю поверхность передней бабки в ее поверхность), и узел водила, который необходимо было освободить, чтобы он мог вращаться независимо. Водило имело шесть прорезей, прорезанных по его периферии, в которые блок, скользя в прорези, прорезанной на лицевой стороне кольцевой шестерни, мог зацепиться и, таким образом, зафиксировать их вместе. Блок был зажат на месте болтом, и его ослабление позволило блоку выскользнуть из зацепления и позволило водилу и его планетарным шестерням вращаться. При таком новом расположении вращение шкива заставляло «солнечную» ведущую шестерню вращать планетарные шестерни, зацепляться с кольцевой шестерней и, таким образом, уменьшать передаточное отношение.
Для работы любой планетарной передачи один из трех комплектов шестерен должен оставаться неподвижным, чтобы один из других комплектов мог действовать независимо как вход, а третий набор независимо как выход. В случае со 109на токарном станке это была кольцевая шестерня, которая не могла вращаться (двухпозиционный штифт с зазубринами, проходящий через переднюю поверхность передней бабки в ее поверхность), и узел водила, который необходимо было освободить, чтобы он мог вращаться независимо. Водило имело шесть прорезей, прорезанных по его периферии, в которые блок, скользя в прорези, прорезанной на лицевой стороне кольцевой шестерни, мог зацепиться и, таким образом, зафиксировать их вместе. Блок был зажат на месте болтом, и его ослабление позволило блоку выскользнуть из зацепления и позволило водилу и его планетарным шестерням вращаться. При таком новом расположении вращение шкива заставляло «солнечную» ведущую шестерню вращать планетарные шестерни, зацепляться с кольцевой шестерней и, таким образом, уменьшать передаточное отношение. Когда вы видите механизм в действии, его функция становится очевидной, хотя и мучительной для объяснения.
Когда вы видите механизм в действии, его функция становится очевидной, хотя и мучительной для объяснения. 
 д.
д.  co.uk
co.uk 
 Большинство небольших однофазных двигателей в Великобритании и Европе (питание 50 Гц) вращаются со скоростью 1425 об/мин, в то время как в США (Канада и некоторые районы Японии с питанием 60 Гц) обычно отмечаются немного быстрее в пределах от 1600 до 1700 об/мин. Если шпиндель токарного станка по металлу (токарные станки по дереву — другое дело) приводится в движение напрямую от одного из этих двигателей, даже используя маленький шкив на валу двигателя и больший на токарном станке, он будет вращаться слишком быстро. для большинства рабочих мест. Следовательно, необходимо ввести какой-то способ как уменьшения, так и изменения скорости — и это задача промежуточный вал . В типичном устройстве, показанном ниже, двигатель (с небольшим шкивом на шпинделе) крепится к вертикальной чугунной пластине, шарнирно закрепленной у его основания. Потому что 1500 об/мин. двигатель приводит в движение шкив гораздо большего размера над ним — в соотношении примерно 5 : 1 — скорость верхнего шкива снижается до 300 об/мин.
Большинство небольших однофазных двигателей в Великобритании и Европе (питание 50 Гц) вращаются со скоростью 1425 об/мин, в то время как в США (Канада и некоторые районы Японии с питанием 60 Гц) обычно отмечаются немного быстрее в пределах от 1600 до 1700 об/мин. Если шпиндель токарного станка по металлу (токарные станки по дереву — другое дело) приводится в движение напрямую от одного из этих двигателей, даже используя маленький шкив на валу двигателя и больший на токарном станке, он будет вращаться слишком быстро. для большинства рабочих мест. Следовательно, необходимо ввести какой-то способ как уменьшения, так и изменения скорости — и это задача промежуточный вал . В типичном устройстве, показанном ниже, двигатель (с небольшим шкивом на шпинделе) крепится к вертикальной чугунной пластине, шарнирно закрепленной у его основания. Потому что 1500 об/мин. двигатель приводит в движение шкив гораздо большего размера над ним — в соотношении примерно 5 : 1 — скорость верхнего шкива снижается до 300 об/мин.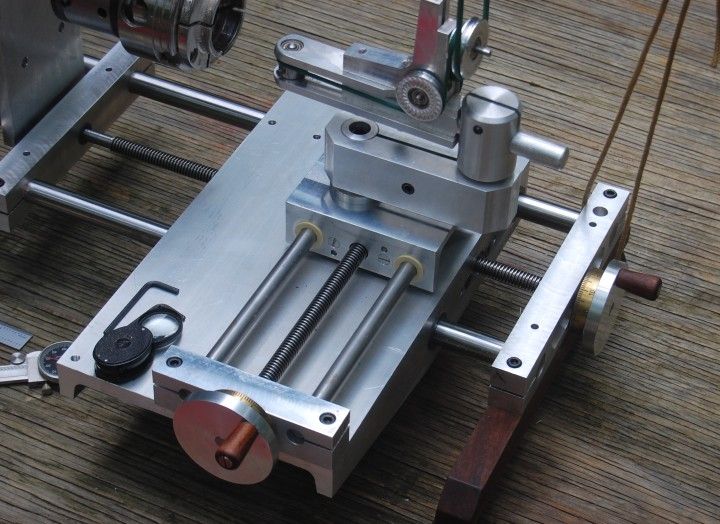 (1500 разделить на 5).
(1500 разделить на 5). 
 — и с подшипниками качения 1200 об/мин. Вполне может быть, что более высокие скорости можно безопасно получить, но было бы неразумно выходить за пределы этих уровней в качестве отправной точки. Чтобы получить представление о расчетах, необходимо сначала измерить диаметр большого шкива на промежуточном валу — скажем, 10 дюймов. Шкив диаметром 2 дюйма на двигателе даст уменьшение 10, деленное на 2 = соотношение 5:1. Разделите скорость двигателя (скажем, 1425 об/мин) на 5, и промежуточный вал будет вращаться со скоростью 285 об/мин. имеет шкив передней бабки с 3 скоростями, следующая более высокая скорость будет в два раза выше (570 об/мин), а ниже — в два раза быстрее (142 об/мин). Этот набор, очевидно, немного медленный, поэтому увеличение шкива двигателя до 3 дюймов в диаметре даст скорости 214, 428 и 856 об/мин; это было бы лучшим решением, так как в сочетании со средним редуктором заднего редуктора 6: 1 он обеспечивал бы нижнюю скорость 36 об / мин, удобную для токарной обработки больших диаметров, а также скорость обработки для неопытного использования для нарезания резьбы.
— и с подшипниками качения 1200 об/мин. Вполне может быть, что более высокие скорости можно безопасно получить, но было бы неразумно выходить за пределы этих уровней в качестве отправной точки. Чтобы получить представление о расчетах, необходимо сначала измерить диаметр большого шкива на промежуточном валу — скажем, 10 дюймов. Шкив диаметром 2 дюйма на двигателе даст уменьшение 10, деленное на 2 = соотношение 5:1. Разделите скорость двигателя (скажем, 1425 об/мин) на 5, и промежуточный вал будет вращаться со скоростью 285 об/мин. имеет шкив передней бабки с 3 скоростями, следующая более высокая скорость будет в два раза выше (570 об/мин), а ниже — в два раза быстрее (142 об/мин). Этот набор, очевидно, немного медленный, поэтому увеличение шкива двигателя до 3 дюймов в диаметре даст скорости 214, 428 и 856 об/мин; это было бы лучшим решением, так как в сочетании со средним редуктором заднего редуктора 6: 1 он обеспечивал бы нижнюю скорость 36 об / мин, удобную для токарной обработки больших диаметров, а также скорость обработки для неопытного использования для нарезания резьбы. Если ваш шкив промежуточного вала имеет другой диаметр, просто подставьте соответствующие размеры в «уравнение» и поэкспериментируйте с различными размерами шкива двигателя, пока не получите максимально близкое к идеалу соответствие.
Если ваш шкив промежуточного вала имеет другой диаметр, просто подставьте соответствующие размеры в «уравнение» и поэкспериментируйте с различными размерами шкива двигателя, пока не получите максимально близкое к идеалу соответствие. 

 ..
.. В этом устройстве использовался необычный, но эффективный прием: шкив двигателя был V-образным, а большой шкив промежуточного вала был плоским. Для привода использовался клиновидный ремень
В этом устройстве использовался необычный, но эффективный прием: шкив двигателя был V-образным, а большой шкив промежуточного вала был плоским. Для привода использовался клиновидный ремень  Поворачивая втулку, окончательное натяжение ремня можно отрегулировать с идеальной точностью
Поворачивая втулку, окончательное натяжение ремня можно отрегулировать с идеальной точностью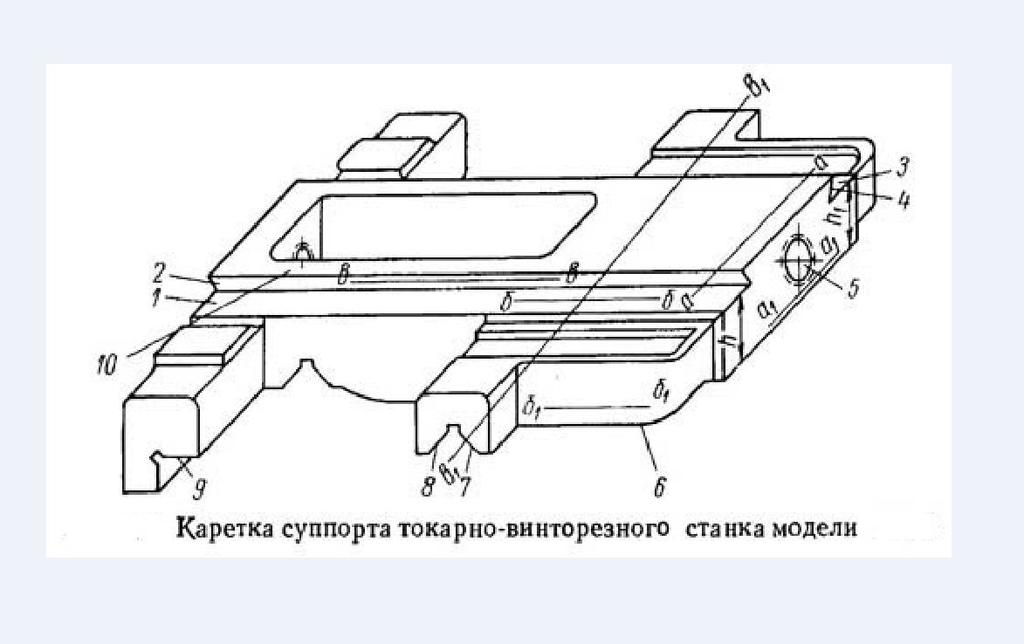

 Сердцем механизма был тщательно ухоженный двигатель, паровой или электрический, который приводил в движение с помощью сложной системы ремней и тросов лабиринт шкивов, свисающих с подшипников, прикрепленных к балкам внутри крыши завода; часть привода, удерживаемая в потолке, называлась «линейным валом».
Сердцем механизма был тщательно ухоженный двигатель, паровой или электрический, который приводил в движение с помощью сложной системы ремней и тросов лабиринт шкивов, свисающих с подшипников, прикрепленных к балкам внутри крыши завода; часть привода, удерживаемая в потолке, называлась «линейным валом». 
 Тем временем Джорджу, живущему дальше по дороге, застрявшему в своем старомодном помещении, по-прежнему приходилось нанимать рабочих с тачками для перемещения 200-фунтовых кусков чугуна с одного конца фабрики на другой, так как работа беспорядочно зигзагом перемещалась между различными станками. .
Тем временем Джорджу, живущему дальше по дороге, застрявшему в своем старомодном помещении, по-прежнему приходилось нанимать рабочих с тачками для перемещения 200-фунтовых кусков чугуна с одного конца фабрики на другой, так как работа беспорядочно зигзагом перемещалась между различными станками. .  0247
0247
