Как делают проволоку: Производство проволоки. Краткое описание технологического процесса
Содержание
Технология производства стальной проволоки
Главная \ Полезные статьи \ Технология производства стальной проволоки
1.Влияние химических элементов на качество сырья.
Материалом для стальной проволоки является катанка. Для изготовления используют стали,выплавленные в мартеновских и электропечах и конверторах.
— катанка должна иметь постоянный хим. состав и однородную структуру по всей длине.
— поперечное сечение должно быть точным по форме и размерам.
1.Влияние отдельных элементов на качество.
Углерод — придает стали повышенную прочность и определенный уровень пластичности, повышает упругость, износостойкость и выносливость при переменных нагрузках.
Марганец и кремний — раскисляют сталь при выплавке. Они повышают плотность и однородность металла, упрочняют его, делают более упругим, повышают сопротивление истиранию. Марганец нейтрализует вредное действие серы в стали, образуя с ней соединения. Если кремний находится в виде скоплений окислов, то уменьшает пластичность стали.
Если кремний находится в виде скоплений окислов, то уменьшает пластичность стали.
Сера и фосфор — вредные примеси. Они склонны к ликвации — способны скапливаться в отдельных частях. Повышенное содержание серы вызывает в стали красноломкость (хрупкость при высоких температурах). Содержание серы и фосфора ограничивается в стали до 0,03 % каждого и в сумме до 0,05 %.
Хром — попадает в углеродистую сталь, как правило, из шихты при выплавке в печах. При патентировании хром оказывает вредное действие, поэтому его содержание ограничивается до 0,1-0,15%.
Никель — при небольших содержаниях его в углеродистой стали не оказывает вредного действия, не задерживает процесс патентирования.
Неметаллические включения — относятся к деффектам. Они ухудшают механические свойства.
Азот — вызывает деформационное старение, т.е. повышает твердость, хрупкость с течением времени.
2.Деффекты и другие недостатки сырья(катанки).
Деффекты катанки существенно влияют на качество готовой проволоки.
Заусенцы и закаты — заусенец (ус) имеет вид выпуклости, тянущейся по длине катанки. Если заусенец появился в подготовительном калибре,то в последующих переходах он закатывается в закат.
Катанка с заусенцем и закатом не пригодна для производства проволоки.
Волосовины — вытянувшиеся по направлению прокатки не заварившиеся пузыри, также снижают механические свойства металла.
Усадочные раковины и рыхлость — эти деффекты ослабляют сечение проволоки, приводят их к обрывам, понижают механические свойства.
Обезуглероживание — происходит при нагреве слитков под прокатку, поверхность обедняется углеродом. Обезуглероживание очень вредно в катанке для канатной проволоки.
Неправильная форма катанки и неточные размеры сечения (овал)- овальное сечение и отклонение сечения от формы круга приводит к неравномерной деформации заготовки в процессе волочения. Из-за этого ухудшаются механические свойства проволоки и на ее поверхности возникают трещины.
Из-за этого ухудшаются механические свойства проволоки и на ее поверхности возникают трещины.
Неудовлетворительная структура. В тех. условиях на катанку оговариваются требования к микроструктуре — она не должна иметь следов усадочной раковины, рыхлости, ликвации углерода, не допускаются мартенситные участки.
Удовлетворительной структурой в катанке является сорбит, образующийся в результате интенсивного охлаждения после прокатки катанки. Такая структура облегчает условия волочения катанки и удешевляет производство проволоки.
Перепутывание плавок (марок)- приводит к резкому ухудшению качества проволоки,расстройству технологического процесса производства проволоки, дополнительных затрат на ликвидацию создавшегося положения при переработке катанки.
Для производства стальной среднеуглеродистой и высокоуглеродистой проволоки используются стали с содержанием углерода 0,5 до в 0,85%, т.е. марки 50 — 85.
Двухзначные числа в марках стали обозначают среднее содержание углерода в сотых долях процента, например марка 50 содержит углерода 0,47-0,55% С.
3.Требования ГОСТа к составу катанки.
Катанка используется по ГОСТ 1050-74; ГОСТ 14959-79 для патентирования группы В11.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК — катанка канатная высококачественная;
класс ВД — катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД — катанка конструкционная.
Отличие ТУ 14-15-254-91 от ГОСТ 1050-14 и ГОСТ 14954-79:
1.Допуск по ТУ +/- 0,2 мм.; допуск по ГОСТ +/- 0,3 : 0,5 мм
2.Овальность по ГОСТ не более 0,5мм, по ТУ не более 0,3 мм.
3.По ТУ оговорено количество окалины — 5 кг/т, по ГОСТ окалина не оговаривается.
4.По техническим условиям оговаривается наличие пластинчатого перлита первого бала не менее 30%, по ГОСТ эта величина не оговаривается.
5.По техническим условиям оговаривается глубина обезуглероженного слоя — 2,5% для катанки ВК, ВД и ПД и 3% для катанки КК.
Нормируются также следующие
По тех. условиям | По ГОСТ не нормируются |
азот — 0,008 % | |
мышьяк — 0,08 % | |
медь — 0,10-0,15% | |
алюминий — 0,005 % | |
титан — 0,005 % |
Подусадочная неоднородность (ликвация) для классов регламентирована:
По тех.условиям | По ГОСТ |
азот — 0,008% | |
мышьяк — 0,08 % | |
медь-0,10-0,15 % | |
алюминий — 0,005% | |
титан — 0,005 % |
4.Поставка и складирование катанки.
Катанка поставляется партиями, в вагоне должно быть не более двух партий (плавок). Каждый моток катанки маркируется, где указано:диаметр, марка стали, номер плавки и завод-изготовитель.
Каждый моток катанки маркируется, где указано:диаметр, марка стали, номер плавки и завод-изготовитель.
Катанка на складе обязательно складируется повагонно, «колбаской»,по маркам и плавкам, это условие в дальнейшем при переработке существенно сказывается на качестве работы.
Перед выдачей катанки в работу она проверяется ОТК внешней приемки на соответствие ее сертификатным данным, после чего ОТК дает разрешение на запуск катанки в производство.
При переработке катанки должна вырабатываться каждая плавка полностью, недоработка отдельных плавок (хвосты) в дальнейшем резко ухудшают работу и приводят в отдельных случаях к браку изготовленной проволоки. При выдаче катанки в работу данные регистрируются в журнале и обязательно с разрешения ОТК внешней приемки.
5.Травление катанки.
Поверхность катанки перед волочением подвергают тщательной подготовке. Травление применяют для удаления окалины с поверхности катанки. Удаление окалины перед волочением необходимо для уменьшения трения в канале волок и снижения силы волочения, температуры в очаге деформации и величины остаточных напряжений в проволоке после волочения.
Удаление окалины перед волочением необходимо для уменьшения трения в канале волок и снижения силы волочения, температуры в очаге деформации и величины остаточных напряжений в проволоке после волочения.
Окалину удаляют химическим способом в водных растворах серной кислоты. Для травления применяется серная кислота по ГОСТ 2184-77. Марки контактная 92,5 — 94 %; башенная- 75 %.
Скорость травления в серной кислоте максимальная при ее концентрации 2,5 %. На практике кислоту высокой концентрации не применяют, чтобы избежать сильного разъедания металла и насыщения его водородом, приводящего к возникновению травильной хрупкости. Чтобы избежать травильной хрупкости при травлении, в травильную ванну вводят следующие ингибиторы травления:
а) ингибитор С-5 | ТУ 14-6-156-78 |
б) И1В и И2В | ТУ 38-103339-76 |
в) лигнофосфат | ГОСТ 13-183-83 |
г) соль поваренная | ГОСТ 13830-84 |
д) тринатрийфосфат | ГОСТ 201-76. |
В ванну травления также добавляется пенообразователь для предотвращения испарения кислоты в воздух травильного отделения.
Травление производится в «садочных» ваннах. Перед опусканием катанки в ванну бунты освобождают от вязов с тем, чтобы был свободный доступ кислоты к виткам катанки. Время выдержки зависит от концентрации кислоты и наличия толщины (кг/т) окалины на катанке.
После травильной ванны катанку промывают водой.
Промывка катанки водой производится в садочных ваннах путем окунания бунтов в ванну. Промывка катанки производится с целью удалить с поверхности металла остатки кислоты, окалины, а так же сернокислой соли и грязи. Промывку производят в двух ваннах: — первая в горячей воде; — вторая в холодной воде. После промывки металл должен иметь матовый цвет.
Нанесение подсмазочного слоя. После травления и промывки на поверхность катанки наносится подсмазочный слой. В качестве подсмазочного слоя используется бура по ГОСТ 3429-70 Концентрация буры в пределах 50-70 г/л; t=80 C. Время погружения от 5 до 10 мин. Обработка металла в буре заметно улучшает условия волочения, предохраняет проволоку от ржавления в течение длительного времени, улучшаются условия сварки, так как бура является флюсом.
В качестве подсмазочного слоя используется бура по ГОСТ 3429-70 Концентрация буры в пределах 50-70 г/л; t=80 C. Время погружения от 5 до 10 мин. Обработка металла в буре заметно улучшает условия волочения, предохраняет проволоку от ржавления в течение длительного времени, улучшаются условия сварки, так как бура является флюсом.
Сушка металла — это заключительная операция при травлении металла. В процессе сушки с поверхности металла удаляется влага, устраняется травильная хрупкость. Сушка производится в ванне (баке) нагретым циркулирующим воздухом. Качество поверхности катанки подготовленной к волочению определяет успех при волочении на станах. Подготовленная к волочению катанка передается в волочильное отделение на волочильные станы.
6.Волочение проволоки из катанки.
Однократное волочение — это когда заготовка протягивается только через одну волоку, полностью наматывается на волочильный барабан и передается на катушку или снимается в виде мотка.
Многократное волочение — проволока протягивается одновременно через несколько волок, барабанов и волок может быть 15 и более. В основном это сводится к механизации передачи проволоки на последующую протяжку и возможности повышения скорости волочения. Кроме того повышается производительность и .облегчается труд. При многократном волочении улучшаются условия волочения, например не нарушаются условия смазки, наблюдаемые при однократном волочении в процессе передачи проволоки с одного стана на другой.
В цехе катанка проходит волочение на волочильных станах. Катанка
O 6,5 мм. может протягиваться доO 2,8 мм. в зависимости от требуемой заготовки по технологии до конечного размера на готовой проволоке с требованиями по механическим свойствам.
Инструментом при волочении является волока, представляющая собой инструмент с воронкообразными отверстиями определенной формы, через которое протягивается обрабатываемая .проволока. Для изготовления волок применяют твердые сплавы марки ВК-6; ВК-5.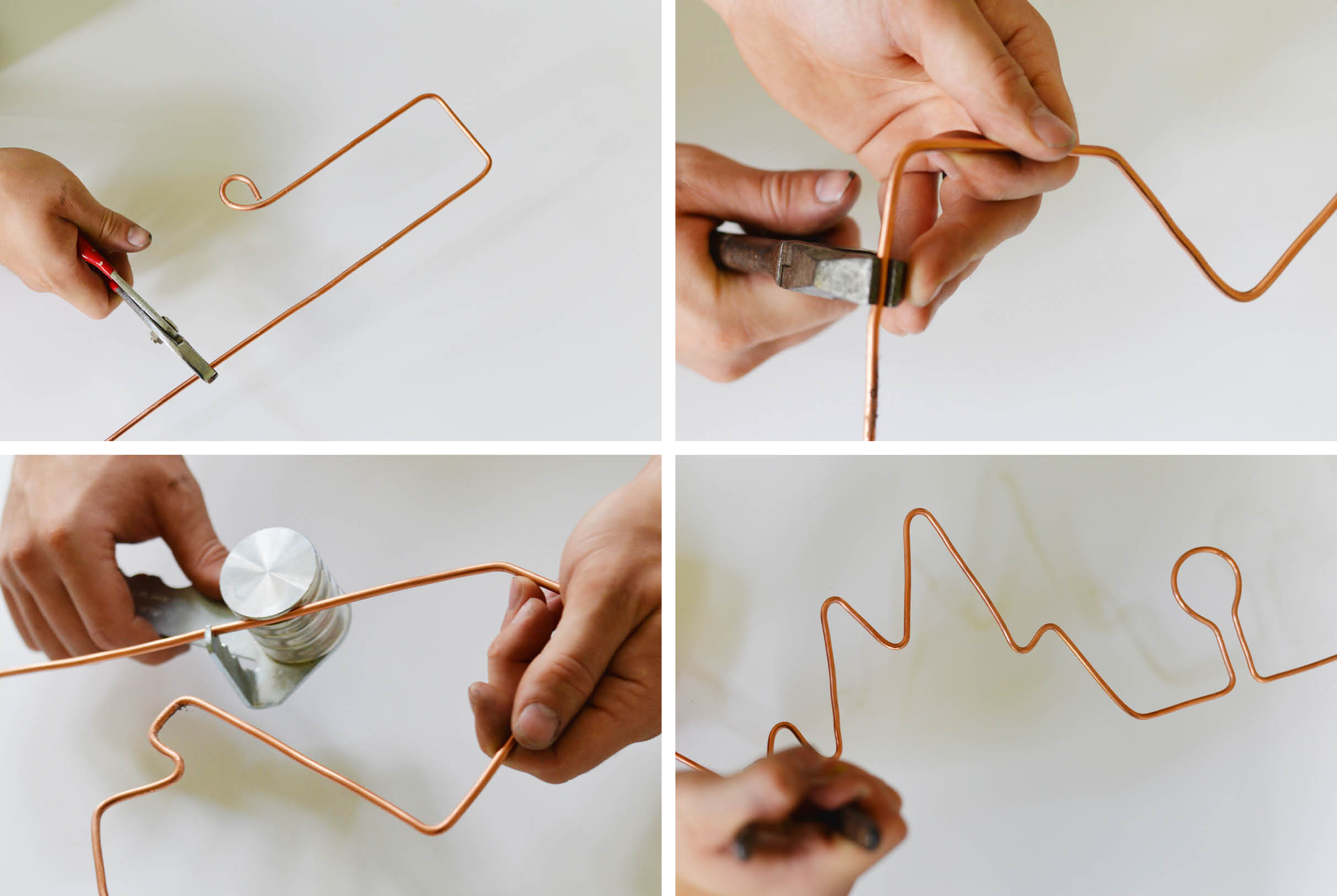
На заводах в основном применяется сдвоенные волоки. Сдвоенные волоки представляют собой две волоки вмонтированные в металлическую обойму, одна является напорной, другая — чистовой. Сдвоенные волоки работают в режиме гидродинамического трения, что значительно снижает усилия трения в очаге деформации.
В процессе волочения волочильный инструмент от сил трения нагревается до весьма высоких температур, поэтому на волочильных станах имеется система охлаждения волок водой.
Смазкой при волочении является мыльный порошок, который засыпается в мыльницу, где устанавливается волока. Мыльный порошок втягивается в зону деформации с помощью движения проволоки.
7.Патентирование заготовки.
После волочения катанки или заготовки (проволоки) на заданный размер, когда этот металл исчерпал свои пластические свойства и дальнейшее волочение уже невозможно, его подвергают термообработке (патентированию).
Патентирование в цехе производится на протяжных агрегатах, которые в своем составе имеют:
а) печь для нагрева;
б) селитровую ванну;
в) промывочную ванну — 2шт;
г) травильную ванну;
д) ванну для бурения;
е) сушильное устройство;
г) намоточное устройство (24 катушки или 16 ).
Патентирование заключается в нагреве заготовки до температуры 950-980 и охлаждение ее в селитровой ванне при температуре 450-550 (Эти температуры зависят от химического состава металла). Селитра используется по ГОСТ 821-77. При выходе из селитровой ванны заготовки подвергается промывке в горячей воде, где удаляются остатки соли.
Травление заготовки осуществляется в протяжной ванне в серной кислоте ГОСТ 2184-79. Травление необходимо для удаления окалины образовавшейся в процессе нагрева заготовки в печи.
Промывка заготовки после травления производится в протяжной ванне в проточной воде, в процессе промывки удаляются кислотные загрязнения.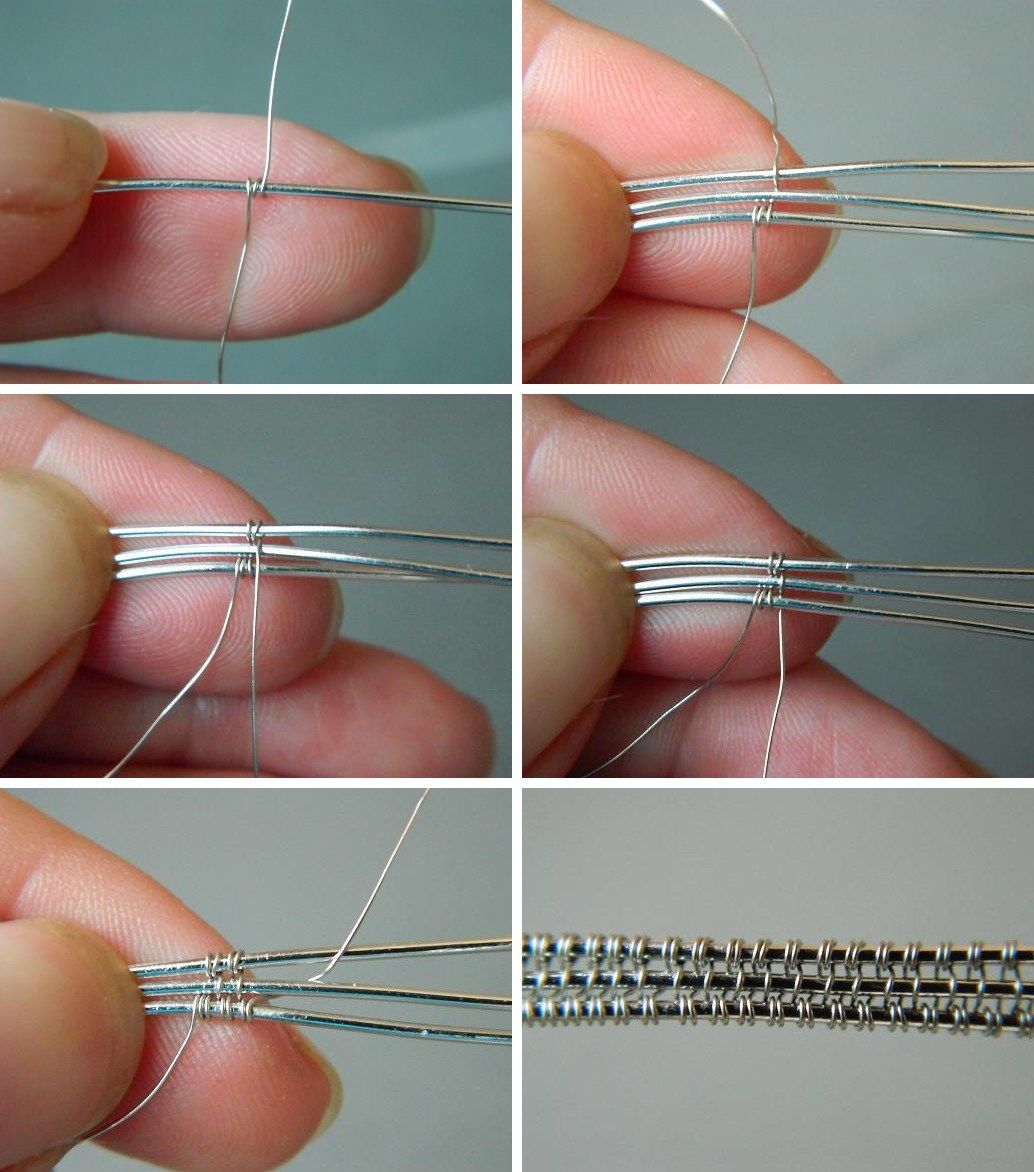
Обработка в растворе буры. Бура (ГОСТ 8429-77) наносится на поверхность как подсмазочный слой, для улучшения условий волочения, повышения стойкости волок. Концентрация буры в ванне должна быть в пределах 50-70 г./л, температура ванны 80
Сушка заготовки. После бурирования сушка необходима для удаления влаги, так как наличие влаги на заготовке затрудняет волочение, приводит к преждевременному выходу из строя волочильного инструмента (раскол волок).
Намотка заготовки на катушки. Намотка заготовки на катушки является заключительной операцией. Заготовка на катушках транспортируется на волочильные станы для дальнейшего волочения на меньшие размеры проволоки.
8.Оцинкование проволоки.
Оцинкование производится по следующей схеме:
а) обезжиривание проволоки в растворе едкого натрия технического по ГОСТ 2263-79;
б) промывка в горячей воде;
в) травление в соляной кислоте по ТУ 6-01-193-80;
г) промывка в воде;
д) флюсование для улучшения сцепления цинка с металлом;
е) цинкование в растворе цинка при температура раствора 420-460 ? Цинк используется по ГОСТ 3640-79 марки Ц-0, Ц-1;
ж) охлаждение проволоки водой;
з) намотка готовой проволоки на катушку.
Проволока свинцовая цена в Самаре
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Проволока свинцовая 5 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 4 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 6 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 8 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 3 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 2 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 1,25 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 1,5 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 9 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 10 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 7 мм С1 | кг | 234 ₽ 234234 ₽ / кг | В наличии | ||
Проволока свинцовая 10 мм С3 | кг | 234 ₽ 234234 ₽ / кг | В наличии |
Свинцовая проволока
Свинцовая проволока выпускается разных размеров и диаметра. Она имеет разную толщину полотна. Проволоку делают из металла по особой технологии. Она имеет отличную пластичность, сделана из мягкого металла, хорошо поддаётся обработке. Металл не боится воздействия агрессивных кислот, имеет антикоррозийные свойства.
Она имеет разную толщину полотна. Проволоку делают из металла по особой технологии. Она имеет отличную пластичность, сделана из мягкого металла, хорошо поддаётся обработке. Металл не боится воздействия агрессивных кислот, имеет антикоррозийные свойства.
Свойства проволоки
Изготавливают несколько марок проволоки:С1,С2,С3. Металлическая проволока марки С1 содержит большое количество свинца. В ней находится не более 0,015 % примеси других металлов, а диаметр свинцовой проволоки соответствует её марке. Проволока остальных 2-х марок содержит меньший процент свинца и большее количество элементов других металлов.
Она хорошо проводит электричество, имеет низкую температуру плавления, пластична, плохо проводит тепло. Такие качества проволоки позволяют использовать её для проведения электрического тока по проводам. Изделия марок С1 и С2 используют при строительстве шахт и подземных тоннелей, в метро. Сегодня купить свинцовую проволоку можно в бобинах, катушках, на втулках. С её помощью герметизируют и уплотняют стыки.
Область применения
Свинцовую проволоку используют в разных отраслях производства:
- в электронной промышленности;
- в медицинской промышленности;
- при производстве стекла;
- для бытовых нужд;
- в строительных работах.
Из металлической проволоки делают крючки, грузила и блёсны для ловли рыбы. Её добавляют при изготовлении некоторых сортов стекла, проволокой герметизируют стыки между трубами. Обычная проволока свинцовая изготавливается по стандарту ГОСТ 3778-98. Её диаметр бывает разным: от 0,6 до 10 мм. В строительстве проволокой уплотняют швы и стыки между трубами, используют её в качестве крепёжного материала, для обеспечения контактов в приборах пожаротушения. Проволоку используют в конструкциях сложных механизмов, в автоматических приборах.
Производство
Изготовление металлической проволоки представляет собой определённый технологический процесс, который соответствует государственным стандартам. Сначала сырьё перерабатывается, из него делают заготовки. Затем металл подвергают резке, шлифованию, фрезерным работам. Проволоку получают методом протягивания заготовок через фильеру свинца. Процесс её изготовления производят строго по стандарту, где учитывают удельное сопротивление свинцовой проволоки, марку свинца. Изготавливают её в цехах металлопроката горячим способом.
Сначала сырьё перерабатывается, из него делают заготовки. Затем металл подвергают резке, шлифованию, фрезерным работам. Проволоку получают методом протягивания заготовок через фильеру свинца. Процесс её изготовления производят строго по стандарту, где учитывают удельное сопротивление свинцовой проволоки, марку свинца. Изготавливают её в цехах металлопроката горячим способом.
Купить качественную свинцовую проволоку можно по не дорогой цене на сайте производителя и в специализированных магазинах.
Сделай свой собственный провод
Будьте в курсе последних новостей о кузнечном деле и выпуске новых руководств по изготовлению ювелирных изделий
Да, подпишитесь на меня
В наше время многие мастерские покупают готовую проволоку в рулонах для использования в мастерской.
Однако, если возникнет необходимость в отрезке проволоки необычного диаметра или формы, или если в мастерской просто закончится существующий размер, что обычно происходит в субботу днем, важно иметь возможность сделать некоторые замена провода быстро.
Первым делом переплавить литой отрезок и металлолом в пруток.
Производится в изложнице.
У меня есть еще одно бесплатное руководство в разделе «Инструменты и советы» по теме «Как сделать литейную форму»
Затем металл прокатывается до соответствующей толщины
в квадратном сечении ролика.
Я осторожно скрутил эту проволоку до квадрата 2,5 мм из ролика.
Хочу сделать себе на склад несколько отрезков проволоки
разного диаметра.
Здесь я отжигаю золотую проволоку после прокатки
, также показанную в этом видео ролике.
Я использую горелку круговыми движениями, чтобы равномерно нагреть катушку с проволокой.
Что я делаю, так это скручиваю первые 30 мм провода
до точки, особенно когда он еще немного толще.
Конечно, также можно напилить
, если ролика нет, а запас
был приобретен у поставщика.
Здесь я использую щипцы для рисования после
смазывание проволоки светлым машинным маслом или пчелиным воском.
Я начинаю с того, что проталкиваю конический наконечник
через отверстие в тянущей плите.
Затем провод протягивается через
последовательно меньших отверстия.
Диаметр этих отверстий будет изменяться с шагом
примерно по 1/10 мм.
По мере протягивания проволоки и
из-за того, что металл деформируется в
в холодном состоянии, он будет становиться все тверже и тверже, и время от времени его придется отжигать.
В среднем от четырех до шести отверстий и
затем отжигать.
Если проволока не отожжена, она
сломается или треснет.
Например, 18-каратное золото, как показано здесь
, не нуждается в таком сильном отжиге, как, скажем,
, 14-каратное или 10-каратное золото.
Эмпирическое правило заключается в том, что чем менее чистый металл (то есть более легированный), тем больше потребуется отжига.
Таким образом, стерлинговое серебро, например,
, пройдет довольно много времени, прежде чем потребуется отжиг
.
10-каратное золото, однако
закаляется намного быстрее.
Вот готовый результат набора
18-каратного золота для мастерской.
Снизу проволока 2мм, далее проволока 1,5мм
. Левая катушка — провод 1 мм, а правая катушка
— провод 0,7 мм.
Это самые распространенные толщины
, которые нужны в средней мастерской
.
Пластины для вытягивания —
Существует множество различных типов пластин для вытягивания
.
Две показанные здесь детали изготовлены из быстрорежущей стали (быстрорежущая сталь) или инструментальной стали.
Другой круглый тип фильеры
имеет вставки из карбида вольфрама в
нем.
Карбид вольфрама представляет собой соединение, состоящее из углерода и вольфрама.
Он формуется в штампах
правильного диаметра, а затем вставляется в стальную волоку
.
Эта пластина для волочения дороже, чем стальная пластина
, но может вытягивать материалы, намного более твердые, чем золото, такие как титан или сталь.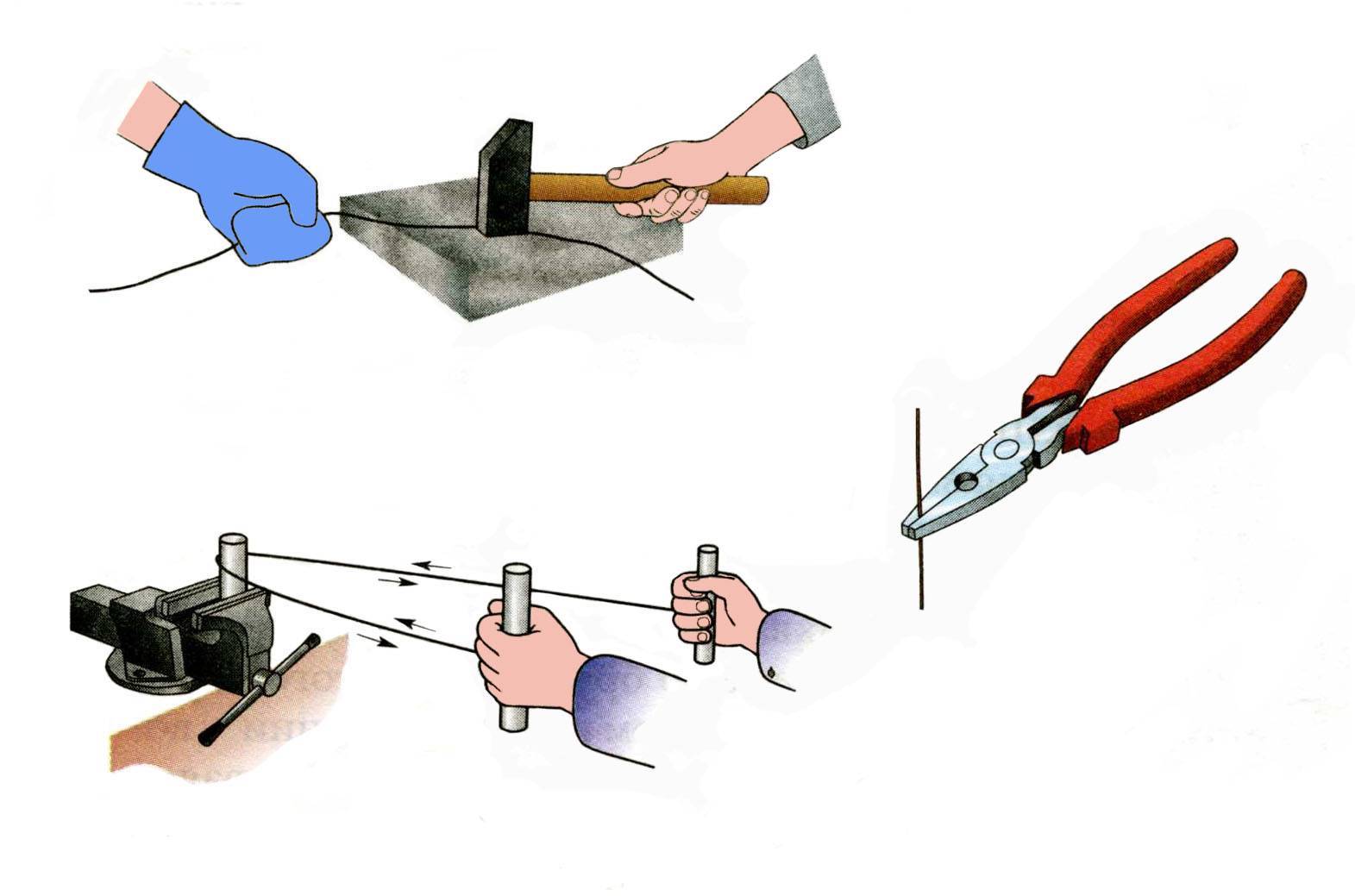
Дает превосходную отделку и служит
очень долго.
Проволока по определению не обязательно должна быть круглой.
Как показывают пластины для рисования, металлу
можно придать практически любую форму
, в том числе полую, описанную в
моем руководстве по изготовлению трубок.
Обычные формы, кроме двух показанных
, включают овальную, шестиугольную, квадратную,
треугольную и звездообразную.
Наиболее часто используемые формы
— круглые и квадратные.
Волочение проволоки Поиск и устранение неисправностей —
Изготовление проволоки не обойтись без
проблемы.
Однако большинство из них легко решается.
Самый распространенный, без сомнения,
перекат.
На этом рисунке я преувеличил процесс
, но произошло то, что
прокатный стан был затянут
слишком сильно.
Это приводит к тому, что металл «растекается»
за пределы квадратной канавки
.
На этом рисунке я сильно преувеличил процесс накатывания.
Если продолжать сматывать проволоку, то
«прошивка» будет складываться и обратно
в основной корпус провода.
Если затем протянуть провод через
фильеру, то результат (несколько преувеличенно
) будет выглядеть, как на этом рисунке.
После этого провод становится непригодным для использования, и от него потребуется отбросить
.
Правильный путь — набраться терпения и прокатать
проволоку через прокатный стан с
лишь небольшими обжатиями.
Это быстрее, чем переплавлять все
и начинать заново.
Этот провод был подвергнут отжигу.
Еще одна проблема при волочении проволоки, хотя и не такая распространенная, как при прокатке, связана с отжигом.
Это приведет к обрыву или разрыву провода.
Если это действие происходит при отжиге проволоки, то проблема может заключаться в загрязнении металла. Однако к тому времени, когда будет выполнена вся прокатка, загрязнение металла станет очевидным.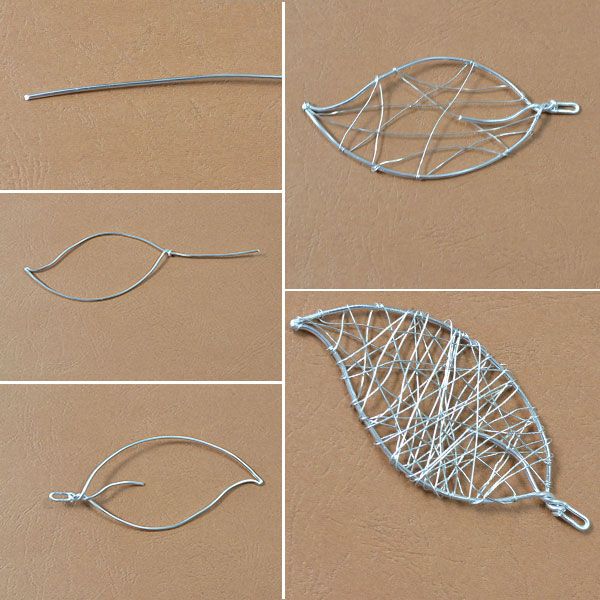
Еще одна трудность, хотя и не проблема, это волочение очень тонкой проволоки. Когда проволока выходит за пределы 0,5 мм, отжиг становится наиболее важным. Именно тогда на первый план выходит качество фильеры. Подача конуса также должна быть сделана осторожно.
Стандартные клещи для рисования использовать нельзя. Следует использовать плоскогубцы с параллельными губками.
Вы также можете скачать PDF-версию этого бесплатного руководства по изготовлению проволоки своими руками.
Другие интересные и сложные проекты
Серьги с бриллиантами на цанговом соединении
Кольцо из проволоки с куполообразным кручением
Серьги с жемчугом в форме корзины
или выберите другие проекты из Списка учебных пособий по изготовлению ювелирных изделий
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о любых новых опубликованных учебниках, напишите мне по электронной почте.
Этот контент является интеллектуальной собственностью Ханса Мевиса. Дополнительная информация о нашей Политике авторских прав и конфиденциальности
Дополнительная информация о нашей Политике авторских прав и конфиденциальности
Как сделать проволочные кольца [ПРОСТОЙ Сделай сам дизайн проволочных колец]
от Madelynn
В этом уроке я покажу вам , как сделать проволочные кольца для простых украшений своими руками!
Этот конкретный дизайн называется кольцо розочка и сделано строго из проволоки (без камней и бисера). Это простое руководство по идеально подходит для начинающих , которые изучают основные приемы намотки проволоки.
Эти кольца очень милые, их очень легко сделать и их весело носить . Они также станут отличным подарком для любого любителя украшений в вашей жизни!
Этот учебник по намотке проволоки является частью моей «Серии для начинающих» , посвященной простым методам наматывания проволоки.
БЕСПЛАТНОЕ РУКОВОДСТВО ПО НАМОТКЕ ПРОВОДОВ НА ВАШУ ЭЛЕКТРОННУЮ ПОЧТУ!
ПОДПИСАТЬСЯ НА РАССЫЛКУ
ОТПРАВИТЬ РУКОВОДСТВО ПО ЭЛЕКТРОННОЙ ПОЧТЕ
Мы уважаем вашу конфиденциальность. Отписаться в любое время.
Отписаться в любое время.
УРОВЕНЬ: НАЧИНАЮЩИЙ
МАТЕРИАЛЫ + ИНСТРУМЕНТЫ
- 902 30 12″ – 14″ медной проволоки 20 калибра
- Кольцевая оправка
- Круглогубцы
- Резиновый молоток
- Кусачки
- Серная печень (по желанию)
КАК ИЗГОТОВИТЬ ПРОВОЛОЧНЫЕ КОЛЬЦА
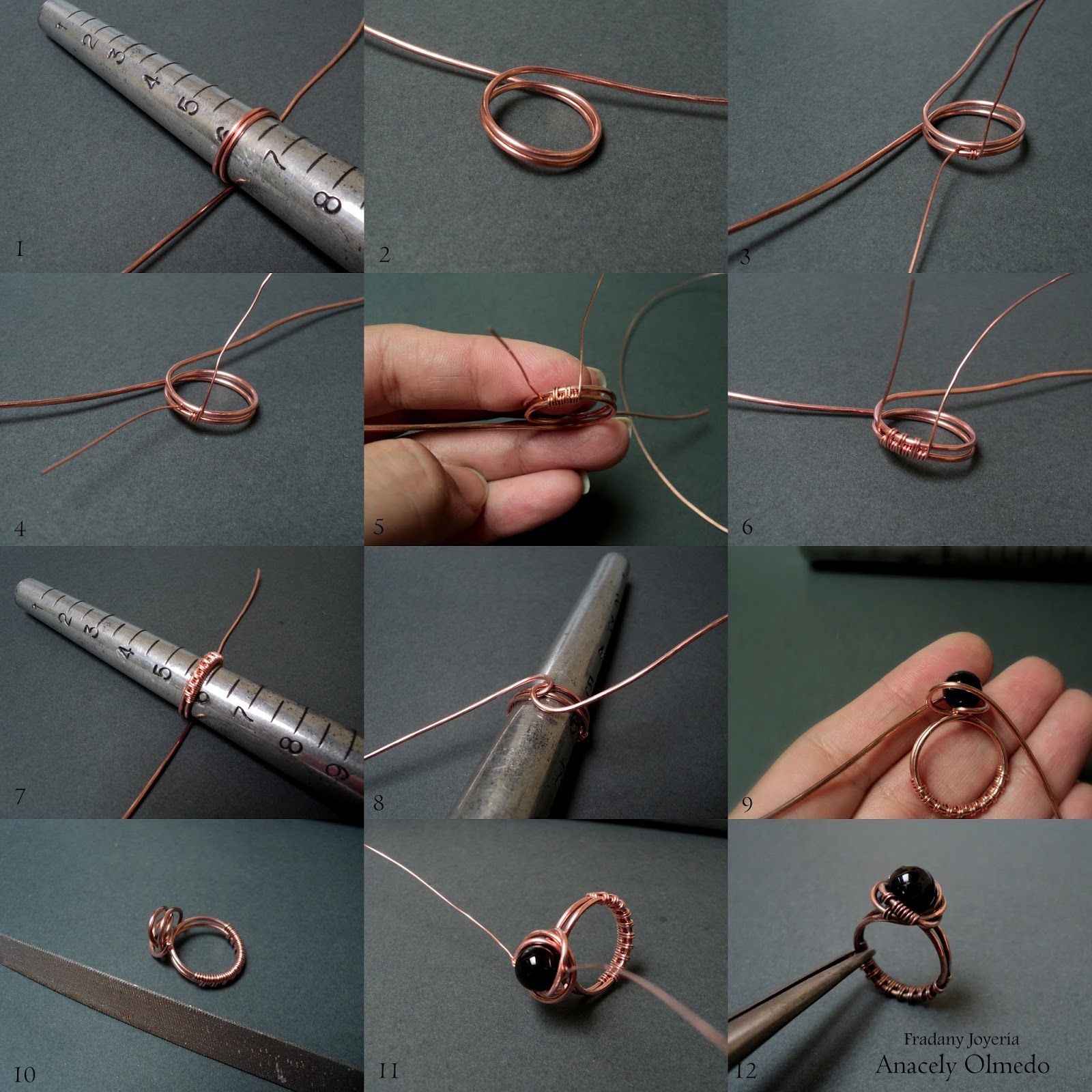
ШАГ 1
Начните с размещения проволоки на кольцевой оправке нужного вам размера.
В этом уроке я делаю кольцо размером 6 (рис. 1а) .
Плотно оберните проволоку вокруг оправки и выведите проволоку на передний план (рис. 1b, 1c).
инжир. 1а
инжир. 1б
инжир. 1c
ШАГ 2
Возьмите каждую проволоку и начните скручивать ее как можно туже, чтобы размер кольца не изменился (рис. 2a, 2b) .
Продолжайте скручивать провода по спирали, пока не будете довольны размером розетки (рис. 2c) .
2c) .
С помощью резинового молотка слегка ударьте розетку по кольцевой оправке (рис. 2d) .
инжир. 2а
инжир. 2б
инжир. 2с
инжир. 2d
ШАГ 3
Снимите кольцо с оправки.
Используя кусачки, отрежьте лишний провод, оставив около 1,5 дюйма с обеих сторон (рис. 3a, 3b) .
инжир. 3а
инжир. 3b
ЭТАП 4
Пальцами оберните конец одной проволоки через кольцо и вокруг стержня или кольца (рис. 4a, 4b) .
Повторить с другой стороны (рис. 4c, 4d, 4e, 4f) .
Плотно удерживает два провода кольцевой ленты.
инжир. 4а
инжир. 4б
инжир. 4с
инжир. 4д
инжир. 4е
инжир. 4f
ШАГ 5
Используя кусачки, отрежьте лишний провод, оставив 0,5-0,75 дюйма провода.