Как фрезеровать на токарном станке: Как фрезеровать на токарном станке
Содержание
Как токарное фрезерование может повысить эффективность резания
Андрей Петрилин – главный инженер в области фрезерного инструмента со сменными пластинами компании Iscar
Токарное фрезерование – это процесс резания с помощью фрезерного инструмента при вращении заготовки вокруг своей оси. Данный метод сочетает в себе элементы фрезерной и токарной обработки и имеет множество преимуществ. Но лишь относительно недавно, с появлением современных многоцелевых станков, стало возможным в полной мере раскрыть его потенциал.
В течение многих лет, даже после массового внедрения технологии ЧПУ, производство обрабатывающих центров оставалось традиционным, в то время как специализированные токарные, фрезерные и сверлильные станки непрерывно развивались в своем индивидуальном направлении. Когда на многоцелевых станках уже была успешно внедрена система вращения инструмента – фрезерного и сверлильного, токарные станки все еще продолжали свой путь развития. Стремление повысить производительность за счет сокращения операций установки и перемещения заготовки с одного станка на другой позволило создать головку с приводом вращения инструмента для токарных станков с ЧПУ. Это, в свою очередь, обеспечило возможность токарного фрезерования. При этом современные многоцелевые станки на сегодняшний день имеют дополнительные оси движения головки, передовые системы управления и обновленное программное обеспечение, что позволяет выполнять большинство операций за одну установку.
Это, в свою очередь, обеспечило возможность токарного фрезерования. При этом современные многоцелевые станки на сегодняшний день имеют дополнительные оси движения головки, передовые системы управления и обновленное программное обеспечение, что позволяет выполнять большинство операций за одну установку.
Токарное фрезерование может быть двух видов: периферийное, когда оси заготовки и резца расположены параллельно, и торцевое, при котором эти оси пересекаются. Периферийное фрезерование аналогично фрезерованию методом винтовой интерполяции и может осуществляться на наружной и внутренней поверхности тел вращения, в то время как при торцевом фрезеровании обрабатывается только наружная часть. Хотя токарное фрезерование очень схоже с обычным точением (поскольку оно представляет собой точение вращающейся фрезой), эти процессы имеют ряд существенных отличий. Скорость резания при токарном фрезеровании определяется окружной скоростью фрезы, а не скоростью вращения заготовки, как при точении. Вращение заготовки зависит от подачи.
Вращение заготовки зависит от подачи.
Так в чем же основное преимущество метода токарного фрезерования и где он применяется? Прежде всего, при обработке сложных корпусных заготовок, содержащих различные канавки, углубления и т. д. Традиционно такие детали обрабатываются прерывистым точением, которое сопровождается нежелательной ударной нагрузкой и не обеспечивает высокого качества поверхности, вызывая при этом преждевременный износ инструмента. Все эти недостатки отсутствуют при токарном фрезеровании благодаря использованию фрезы, предназначенной специально для прерывистого резания с циклической нагрузкой.
При обработке материалов может образовываться длинная стружка. При обычном точении удаление стружки затруднено, и подобрать подходящую геометрию стружколома – непростая задача. Фреза, используемая при токарном фрезеровании, производит короткую стружку, легко поддающуюся удалению.
Возьмем, например, процесс обработки несимметричных компонентов, таких как коленчатые и распределительные валы. В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.
В результате неравномерного распределения массы некоторых участков (например, коренной шейки коленчатого вала или эксцентрикового кулачка) при точении возникают несбалансированные нагрузки, что отрицательно влияет на производительность. Данный негативный эффект легко устраняется при токарном фрезеровании благодаря малой окружной скорости заготовки.
Также этот способ подходит для обработки тяжелых деталей. Частота их вращения, определяющая скорость резания при точении, связана с ограничениями главного привода станка. Если привод не позволяет вращать тяжелые детали с нужной скоростью, скорость резания тоже значительно снижается, что сказывается на производительности станка. Токарное фрезерование позволяет эффективно справляться с данными трудностями.
Между тем, для продуктивной обработки методом токарного фрезерования необходимо правильно расположить резец по отношению к заготовке, выбрать правильную геометрию пластины и траекторию инструмента. Расположение режущего инструмента, в свою очередь, определяет точность формы детали, выбор геометрии пластины и качество обработки поверхности.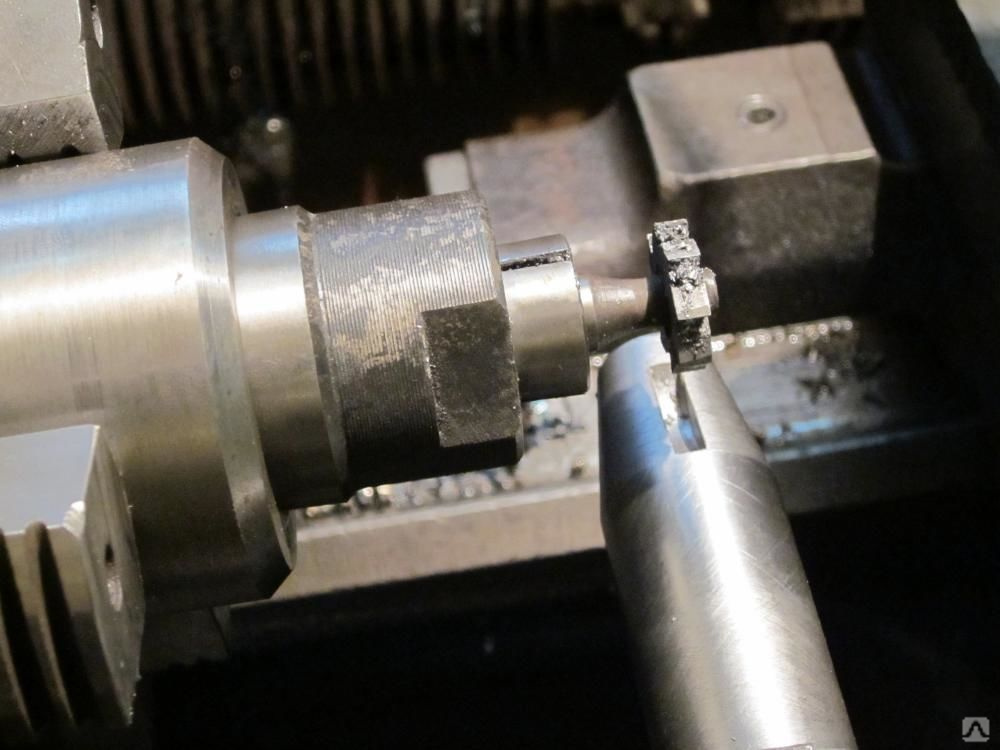 Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае.
Как правило, окончательный профиль детали формируется устанавливаемой на фрезе зачистной пластиной (например, с геометрией Wiper). Вопросы применения токарного фрезерования, подбора инструмента и определения параметров резания требуют глубокого анализа в каждом конкретном случае.
Метод токарного фрезерования позволяет решать сложные производственные задачи, существенно повышая при этом эффективность работы. Применение данной относительно новой и перспективной технологии в сочетании с современным оборудованием и правильно подобранными инструментами – залог неизменно высокой производительности.
Источник материала: перевод статьи
Turn-milling benefits,
SMT
Автор статьи-оригинала:
Андрей Петрилин
(Andrei Petrilin)
Об авторе:
Андрей Петрилин – главный инженер в области фрезерного инструмента со сменными пластинами компании Iscar, расположенной в г. Тефен, Израиль.
Комплексная модернизация фрезерования — Модернизация металлорежущих станков
Комплексная модернизация фрезерования
Категория:
Модернизация металлорежущих станков
Комплексная модернизация фрезерования
В ряде случаев после проведения комплексной модернизации-па токарных станках можно успешно выполнять различные фрезерные операции.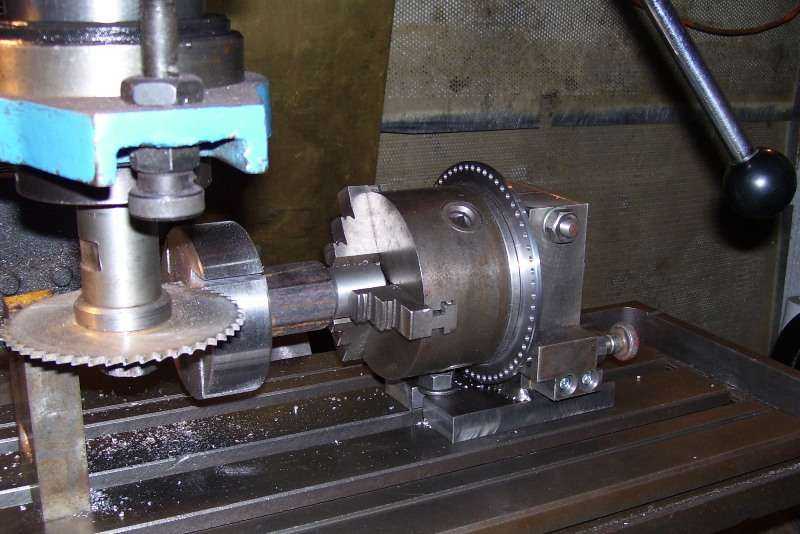 При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
Рис. 1. Фрезерозание шпоночного паза на комплексно модернизированном токарном станке.
Особенно целесообразно оснащать шпоночно-фрезерными головками крупные токарные станки. Как показал опыт ряда турбинных заводов, в этом случае отпадает необходимость в ручной разметке пазов и их последующей обработке на специальных фрезерных или расточных станках при длительной переустановке и выверке крупногабаритных и тяжелых валов.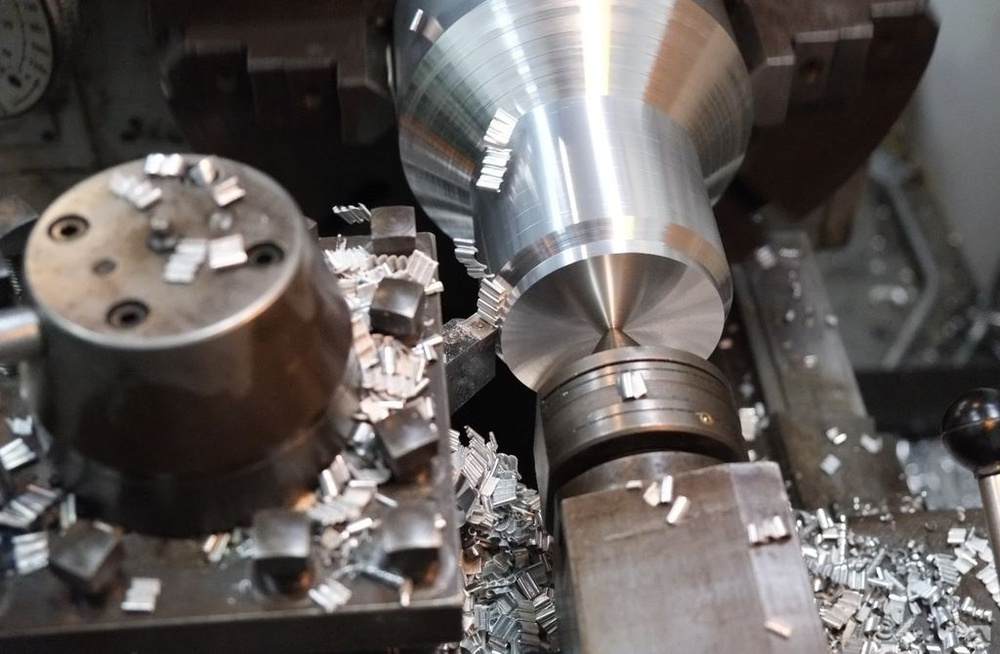
Рис. 2. Устройство для фрезерования торцовых шлицев на токарном станке.
На рис. 1 показано получение продольных шпоночных пазов на модернизированном токарном станке тяжелого типа. Справа на поперечных салазках станка смонтирована перемещающаяся фрезерная головка с индивидуальным электродвигателем. Схема фрезерования показана отдельно.
Токарный станок после модернизации обогатился новыми технологическими возможностями: после обточки шеек вала с одной установки можно производить фрезерование пазов или канавок.
Не снимая изделия с токарного станка, можно также профрезеровать и шлицы. Для этой цели служит изображенная на рис. 2 специальная фрезерная головка, устанавливаемая с помощью переходной втулки в пиноль задней бабки токарного станка или в гнездо револьверной головки револьверного станка типа 1336М. Она может быть применена также на одношпиндельных автоматах модели 1125 и 1А136.
Устройство и работа шлицефрезерной головки таковы: при вращении детали (изображена пунктиром) от зажимной цанги при помощи поводкового пальца, установленного в прорези цанги, вращение передается шпинделю фрезерной головки. На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
Рис. 3. Комплексная модернизация системы СИП для фрезерования профиля турбинных лопаток на токарном станке.
Дополнив токарные станки фрезерными устройствами с различными системами копирования (по жесткому шаблону, со следящими механизмами или с цифровым программным управлением), на них можно успешно осуществлять обработку деталей со сложными пространственными поверхностями.
На рис. 3 показана схема фрезерования профилей турбинных лопаток на модернизированном токарном станке. Копирное приспособление установлено вместо верхнего суппорта станка. Следящий ролик касается фасонной поверхности объемного копира, находящегося в одном приспособлении с фрезеруемой заготовкой. При вращении шпинделя станка начинают вращаться жестко связанные с ним объемный копир и обрабатываемая заготовка. Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Таким образом, копириые движения осуществляются вследствие качания фрезерного приспособления вокруг отнесенной назад оси. Заготовка 8 закреплена в специальном приспособлении и поджата удлиненным центром задней бабки. Процесс обработки происходит при вращении заготовки от шпинделя станка, качании фрезы от копирного устройства, вращении ее от индивидуального электродвигателя и продольной подаче на самоходе. Врезание фрезы в заготовку осуществляется от винта, воздействующего через рычаг на собачку качалки. Проведенная модернизация системы СИП позволяет фрезеровать все сечение профиля одновременно. Обработка ведется узкой строчкой размером 0,6—I мм на один оборот лопатки дисковой фрезой, заточенной по радиусу или одним так называемым летучим резцом.
Рис. 4. Фрезерование на токарном станке с программным управлением
Значительно точнее и производительнее можно производить обработку сложных пространственных поверхностей на токарном станке фрезерной головкой, оснащенной программным управлением. Фирма «Бендикс» в США разработала систему программного управления фрезерной головки для получения сложных профильных поверхностей на универсальных токарных станках. Заготовка обрабатываемой детали, закрепленная в патроне и поддерживаемая центром задней бабки, получает вращение от шпинделя станка. Фрезерная головка размещена на суппорте станка и в процессе обработки движется вместе с ним в сторону передней бабки. Фасонная поверхность на вращающейся детали образуется за счет непрерывного изменения поперечных подач при постоянной продольной подаче фрезерной головки. С этой целью в считывающий механизм программного управления закладывается перфорированная лента, на которой в закодированном виде нанесены изменения Д2, Д3 и т. д. величин радиусов-векторов сечения детали.
Возникающие при считывании ленты командные импульсы взаимодействуют с импульсами от сельсинов обратной связи и включают через электродвигатель винт поперечной подачи фрезерной головки. Вследствие этого фреза с различной скоростью то приближается, то удаляется от центра вращающейся заготовки, обеспечивая автоматическую обработку поверхности заданного профиля.
Реклама:
Читать далее:
Прорезка торцовых пазов
Статьи по теме:
- Точение многогранников
- Технико-экономическая эффективность автоматической линии
- Автоматизация контрольной операции
- Автоматизация бесцентрового шлифования
- Автоматизация чистовой обточки
Настройка станка для фрезерования
Фрезерование
можно и на токарном станке
сделать хорошую работу, как только было сделано несколько небольших модификаций.
А
относительно прочный токарный станок может довольно эффективно фрезеровать сталь.
Точность
в пределах тысячи дюймов нет
проблема.
Перед
появление относительно
дешевые азиатские фрезерные станки
довольно часто этот вид работ выполнялся на
токарный станок.
Учитывая
ограниченное количество фрезерования, которое я делаю, я не мог
оправдать пространство и стоимость большого и тяжелого
автономный фрезерный станок и близкий
изучение облегченных версий хобби оставило меня решительно
не впечатлен.
Итак
Я настроил свой китайский токарный станок CQ9325 10 x 18, чтобы он выполнял случайную работу, которую
пришел
вдоль — см. ниже.
Азии
токарные станки хорошо подходят для такого рода работ, поскольку они обычно имеют
плоская поперечная направляющая, позволяющая легко установить универсальный
мельница
горка.
Это видео
показывает, как легко токарный станок обрабатывает
10-миллиметровый паз в пластину из твердой стали.
Способность
выполнять такие задания, как
прорезка и нарезание шпоночных пазов на токарном станке — большой плюс.
я
намеренно купил токарный станок с передней бабкой Морзе № 4, чтобы сохранить расходы
вниз. Все, что больше, чем это, будет намного больше
дорого приобретать аксессуары для шпинделя.
Это
довольно просто и довольно дешево
Упражнение по настройке станка.
Что
вам нужно
Вы
требуется:
— а
вертикальные салазки мельницы, которые можно прикрепить к
поперечная направляющая,
— маленький
тиски для установки на вертикальной мельнице
слайд,
—
цанговый патрон и тяга, чтобы соответствовать
шпиндель токарного станка,
— некоторые
цанги,
— и некоторые
фрезы.
Я купил ползунок вертикальной мельницы, это довольно прочный узел китайского производства,
В ролях
утюг, со столом 6 x 4 дюйма и фрезерованными Т-образными пазами — 200 австралийских долларов.
Стол поворачивается вокруг оси на 180 градусов. Ничего страшного
за деньги, но есть небольшое расхождение в ласточкин хвост.
Настройка
токарный станок
Если ваш
токарный станок имеет Т-образные пазы на поперечном суппорте, вы можете просто использовать их для
установить мельничный салазок.
Для моего
токарный станок я должен был точно сверлить
и нарежьте три отверстия диаметром 10 мм.
в верхнюю часть поперечного слайда, чтобы
прикрутите вертикальную направляющую вниз — см. ниже.
Двое
меньшие отверстия слева для крепления инструмента
почта,
остальные три предназначены для слайда мельницы.
Это
не особо сложная работа, просто
требует осторожности при выравнивании и сверлении отверстий.
Как ты есть
постукивая по чугуну (который относительно мягкий), убедитесь, что вы получаете
Максимальная глубина резьбы и проникновение.
Настроить
чтобы фреза могла проходить по всей ширине
губок тисков по отношению к доступному перемещению поперечных салазок.
пост инструмента удален для
вертикальная направляющая мельницы, которая будет использоваться — вы можете увидеть два болта с шестигранной головкой
где он использовался
быть.
Вот видео, дающее представление о настройке и эффективности.
На некоторых работах регулярное переключение между токарным и фрезерным станком может быть затруднено.
неудобство, но это цена, которую вы платите за использование
одна машина
на две функции.
Если вы собираетесь много фрезеровать, то стоит
покупка приличного полноразмерного фрезерного станка с колонной типа «ласточкин хвост».
Они стоят дороже
чем большинство маленьких
токарные станки.
Но для
небольшие работы и периодическое использование фрезерного суппорта на токарном станке работают хорошо.
Вы делаете
имеют меньший ход по сравнению с полноразмерным фрезерным станком, и
немного сложнее точно настроить рабочие места — так как работа ориентирована на
а
вертикальная плоскость.
Далее
стр.
Использование фрезерного станка в качестве токарного станка
Главная > Блог > Без рубрики > Использование фрезерного станка в качестве токарного станка
Фрезы и токарные станки являются одними из стандартных станков, которые есть у любого слесаря или любителя. Они немного отличаются по тому, как они работают. Проще говоря, токарный станок удерживает заготовку на быстро вращающемся патроне; режущая головка или инструменты затем перемещаются по длине заготовки, придавая ей правильную форму. На мельнице заготовка неподвижна, закреплена на станине мельницы в случае вертикальной мельницы. Затем вращающаяся головка вкручивается в заготовку.
Это слишком упрощенно для обоих этих инструментов. Но это основы. Вопрос, который мы рассмотрим сегодня, заключается в том, сможете ли вы когда-либо использовать мельницу в качестве токарного станка, изменив обычную конфигурацию. И если да, то как и почему?
Почему НЕ СЛЕДУЕТ использовать фрезерный станок в качестве токарного станка
Мы начнем здесь. Большинство опытных машинистов скажут вам, что пытаться использовать мельницу в качестве токарного станка просто нецелесообразно. Это требует изменения обычного порядка вещей, установки заготовки на шпиндель вместо инструмента и закрепления инструмента на патроне в станине фрезы. Большинство мельниц имеют высокую скорость вращения, и в этом случае инструменты изнашиваются намного быстрее, чем при обычном использовании. Вы также ограничены размером заготовки, как по длине, так и по диаметру.
Большинство опытных машинистов скажут вам, что пытаться использовать мельницу в качестве токарного станка просто нецелесообразно. Это требует изменения обычного порядка вещей, установки заготовки на шпиндель вместо инструмента и закрепления инструмента на патроне в станине фрезы. Большинство мельниц имеют высокую скорость вращения, и в этом случае инструменты изнашиваются намного быстрее, чем при обычном использовании. Вы также ограничены размером заготовки, как по длине, так и по диаметру.
Но больше всего не стоит использовать мельницу в качестве токарного станка, потому что есть более простой вариант. Большинство машинистов рассматривают возможность использования мельницы только в качестве токарного станка, потому что они не могут позволить себе приобрести оба инструмента. Но если это так, гораздо проще использовать токарный станок в качестве фрезы. Большинство токарных станков могут довольно легко выполнять, по крайней мере, некоторую фрезеровку — и вы также можете использовать токарный станок для создания большинства деталей, необходимых для создания собственной мельницы.
