Как маркируются болты: Маркировка и условное обозначение крепежа: болтов, винтов, гаек и шпилек
Содержание
расшифровка обозначений, что означают цифры на головках изделий, крепость и прочность
Использование крепежных элементов — стандартная практика при сборке большинства современных изделий, применяемых в бытовой или производственной сфере. Важным фактором является грамотный выбор с учетом технических характеристик. Крепления должны выдерживать не только механическую нагрузку, возникающую после окончательной установки, но и справляться с влиянием внешних факторов, обеспечивая прочность, безопасность и надежность эксплуатации. Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.
Общее представление
Металлические крепежи, изготавливаемые в соответствии с нормами ГОСТ, отличаются по многим параметрам — начиная с диаметра и размера резьбы, и заканчивая классом материала. Информация, необходимая для понимания специфики конкретного изделия, наносится на головку или шляпку. Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
Как маркируются болты
Условные обозначения регламентированы государственным стандартом, впервые принятым еще в 1977 году. Последнее обновление нормативных положений датируется 2006 г., однако, как показывает практика, в обращении по-прежнему находится достаточно много креплений старого образца — а это значит, что для полноценной работы требуется навык чтения не только новой, но и предшествовавшей маркировки.
Базовая кодификация метизов предусматривает использование цифровых и буквенных обозначений. Для продукции, выпускаемой отечественными производителями, характерным признаком считается следующий алгоритм: буквы располагаются в верхней части, тогда как цифры на болтах наносятся непосредственно под ними.
Первый ГОСТ, № 22353-77, предусматривает особый порядок расшифровки.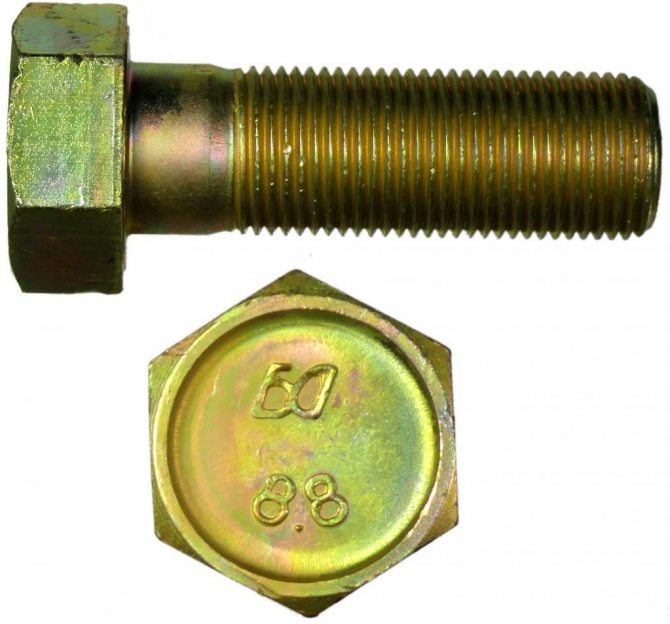 Сначала, как правило, идет клеймо изготовителя — у каждого завода имеется собственный опознавательный символ, в качестве которого используются элементы латинского или кириллического алфавита. Числовой ряд, в свою очередь, начинается с показателя сопротивления. После цифровой комбинации также может быть указана маркировка ХЛ, обозначающая, что метиз относится к категории изделий, выдерживающих низкотемпературный режим без потери прочностных характеристик. На моделях с нестандартной резьбой наносится небольшая стрелка, направленная против часового хода.
Сначала, как правило, идет клеймо изготовителя — у каждого завода имеется собственный опознавательный символ, в качестве которого используются элементы латинского или кириллического алфавита. Числовой ряд, в свою очередь, начинается с показателя сопротивления. После цифровой комбинации также может быть указана маркировка ХЛ, обозначающая, что метиз относится к категории изделий, выдерживающих низкотемпературный режим без потери прочностных характеристик. На моделях с нестандартной резьбой наносится небольшая стрелка, направленная против часового хода.
Изменения, содержащиеся в рамках ГОСТ Р 52644, утвержденного в 2006 году, предусматривают указание цифрами параметров крепости болтов — в соответствии с обновленной таблицей норм, — а также климатической сферы эксплуатации, номера партии, прочности и габаритов. Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.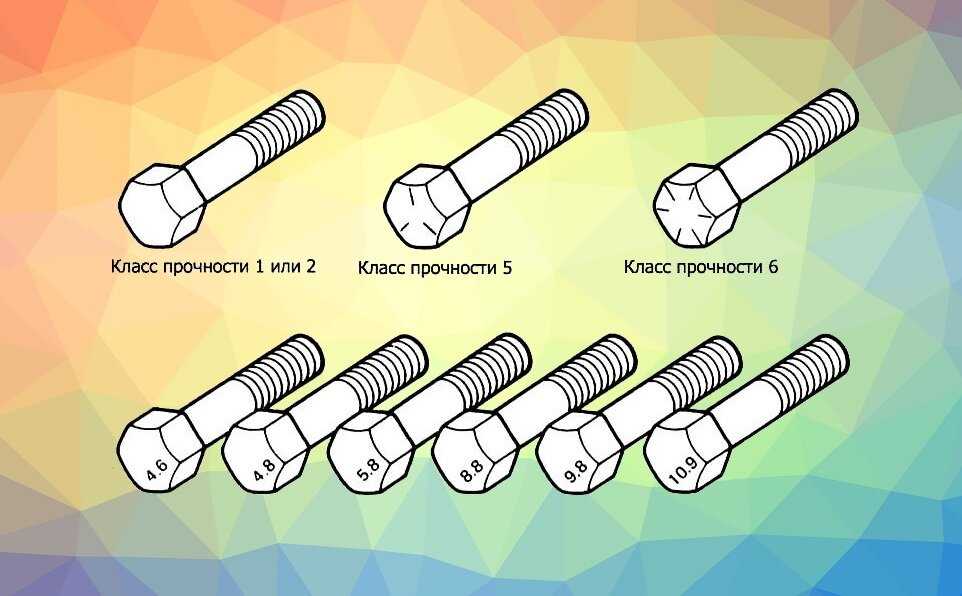
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Чтение маркировки
Порядок расположения числовых и буквенных значений определяется нормами стандарта. Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Для наглядности стоит разобрать обозначения крепежа, технические характеристики которого выражены с помощью маркировки следующего вида: A2M12x1,50 LH-4gx60.66. C.097. Важно подчеркнуть, что, в соответствии с заданной последовательностью, первым в обязательном порядке указывается фактическое наименование. Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
В остальном принцип чтения будет выглядеть следующим образом:
- Первой по порядку идет буква А, определяющая класс точности метиза. Существующая градация предусматривает деление на три группы (А, В, С), так что в данном примере речь идет о лучшем варианте из возможных.

- Цифра 2 характеризует формат исполнения. Стандарты включают в себя 4 возможных разновидности, при этом первая из них не используется при маркировке.
- Литера М обозначает тип резьбы, нанесенной на стержневую часть крепежа. Есть три разновидности — коническая, трапециевидная и метрическая, о которой и идет речь в этом примере.
- Число 12 — миллиметровый диаметр стержня. Любопытно, что сочетание маркеров М12 свойственно только изделиям А-класса.
- 1,50 — значение, характеризующее резьбовой шаг. При этом в тех случаях, когда комбинация габаритов является типовой, внесение в описание не считается обязательным условием.
- Аналогично предыдущему пункту, отметка LH, свидетельствующая о том, что нанесена левая нарезка, относится к категории особых. Если обработка произведена стандартным образом, обозначение исключается из общего перечня.
- Маркировка 4g на головке болта обозначает, что точность резьбы находится на базовом уровне. Максимально возможный показатель по применяемой шкале — 8.

- Цифра 60 — длина метиза в миллиметровом выражении.
- Число 66 — прочностная характеристика, для разделения которой с предыдущим значением используется точка.
- С — марка стального сплава, выбранного при изготовлении. Конкретно этот маркер применяется при производстве крепежей из «спокойной» стали, тогда как буквой А обозначаются «автоматные» изделия.
- 097 — покрытие элемента. Существует тринадцать возможных вариантов, среди которых девятка — это оцинковка. 7 в данном случае — толщина внешнего слоя в микронах, равная семи мкм.
Обозначение на головке болта, соответствующее единому стандарту — практичный и удобный способ, позволяющий быстро и точно выбрать необходимые изделия. Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.
Особенности маркирования высокопрочных метизов
Крепежи, относящиеся к классу 8. 8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
- W — клеймо завода-изготовителя.
- 11.14 — номер партии плавки.
- 8.8 — параметр, в котором произведение первой цифры и 100 дает величину предельной нагрузки для резьбы, тогда как второе число обозначает десятикратно увеличенное соотношение пределов текучести и прочности.
- S — соответствие категории высокопрочных креплений с большой шестигранной головкой.
- ХЛ — допустимость эксплуатации при низких температурах.
Таким образом, расшифровка значений, используемых при маркировке, также не представляет особой сложности — даже с учетом различий между старым и новым стандартами.
Какие обозначения наносятся на нержавеющие болты
А вот в случае с метизами, для изготовления которых применяются аустенитные стали, буквенно-числовой код будет отличаться от предыдущего варианта. Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.
Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.
Маркировка класса болтов
В содержании ГОСТ 1759.4-87 (а также ИСО 898/1-78) присутствует понятие прочностного маркирования. В данном случае количество факторов, влияющих на технические параметры, достаточно разнообразно — тип стали, термическая обработка, наличие добавок, а также вид покрытия, применяемого для повышения эксплуатационных свойств. Классификация предусматривает числовые обозначения, при необходимости разделяемые точкой для простоты чтения документации.
Современные требования
Обновленные стандарты, определяющие, что означают цифры и буквы в маркировке на шляпке болтов, мало чем отличаются от предыдущей редакции как в плане смысла, так и с точки зрения расположения элементов. Добавление прочностных характеристик, а также иных нюансов, связанных с эксплуатационными свойствами, не рассматривается специалистами в качестве радикального изменения — однако тем, чья профессиональная деятельность плотно связана проектированием и сборкой, важно уметь читать не только старый, но и новый формат.
Маркировочные обозначения
Показатель класса — две цифры, написанные через точку, или последовательно — является одной из наиболее значимых характеристик. Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы.
Что значат цифры на болтах из нержавеющей стали
Аустенитные изделия маркируются с указанием конкретного типа сплава (А2, А4), а также одной десятой доли от предельного показателя (50, 60, 70), характерного для углеродистых составов.
Маркировка гаек
В случае с элементами данной категории применяется аналогичный принцип обозначения, однако, ввиду ограниченности свободного места, информация располагается на боковой стороне, и подается в сокращенном формате. Для полного прочтения понадобится заводская упаковка и сопроводительная спецификация.
Порядок маркирования остается неизменным — наименование, уровень точности, тип резьбы, диаметр, шаг и направление (при нестандартной нарезке), прочностная характеристика и толщина покрытия в микронах. При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Классы прочности резьбовых крепежных изделий
Согласно типовой классификации, для гаек выделяют семь категорий (4, 5, 6, 8, 9, 10, 12), которые, как и в случае с метизами, обозначают 1/100 от общего предельного значения, определяемого при расчете давления на конструкцию. При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
Значимость правильного выбора крепежа
Продукция, предлагаемая современными производителями, отличается между собой с точки зрения технических и функциональных характеристик. Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.
Нюансы, связанные с маркировкой
Общепринятые нормы, на которых основываются государственные стандарты, соответствуют системе, разработанной Международной организацией по стандартизации. Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
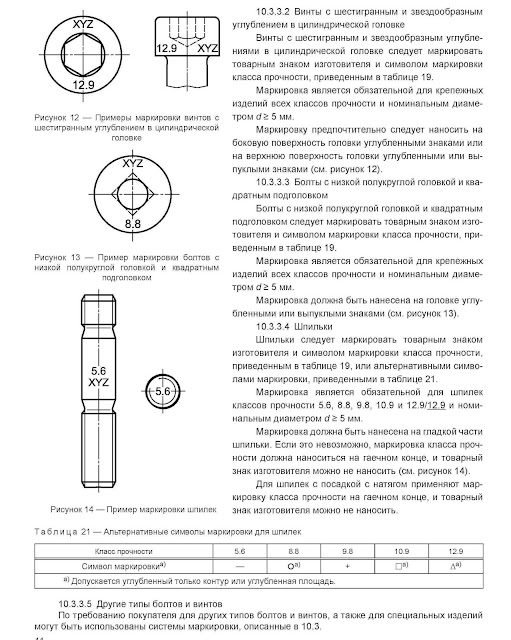
- Болты и винты, имеющие в диаметре более 6 мм, маркируются в обязательном порядке, тогда как для изделий с меньшим сечением процедура носит добровольный характер.
- Буквенно-числовое обозначение не наносится на метизы с крестообразным или прямым шлицем, а также на крепежи, изготовленные без применения штамповки, тогда как шестигранники с любой формой головки должны обозначаться во всех случаях.
- Для маркирования используется торец или боковая часть шляпки, при этом во втором варианте применяется метод нанесения углубленных знаков. В отношении выпуклых элементов применяются ограничения, напрямую связанные с диаметром резьбы — максимально допустимое значение составляет 0,3 мм.
Геометрия различных типов резьбового крепежа регламентируется отдельными стандартами, требующими строгого соблюдения.
Плюсы и минусы соединения по резьбе
К числу преимуществ, обуславливающих востребованность в быту и промышленности изделий с нанесенной резьбой, относят:
- Универсальность и надежность.
- Прочностные характеристики.
- Устойчивость к осевым и поперечным нагрузкам.
- Простоту монтажа и разбора.
- Доступную стоимость организации работ.
Из недостатков можно отметить разве что повышенное напряжение на участке профиля впадины, обуславливающее необходимость грамотного выбора методики нанесения маркировки. Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.
Виды резьбового крепления
Рассматриваемый принцип соединения элементов основан на использовании как минимум двух деталей, на первую из которых нанесена внешняя, а на вторую — внутренняя резьба. При этом выделяют следующие типы конфигураций:
Болтовая — формирование сквозных отверстий с последующей вставкой стержня, затягиваемого с обратной стороны.
Винтовая — в этом случае в качестве фиксатора выступает само основание, каналы в котором подготавливаются заранее, или — при использовании саморезов — формируются в процессе интеграции.
С помощью шпилек — один из концов вворачивается в узловую деталь, а на второй специальным образом накручивается соответствующая гайка.
Как правильно затягивать и откручивать болт
Стандартный набор домашних инструментов, используемых при работе с соединительными элементами, представляет собой комплект гаечных ключей — торцевого, рожкового или накидного типа. Однако в тех случаях, когда речь идет о профессиональном производстве или ремонте, рекомендуется использовать пневматическое или динамометрическое оборудование, позволяющее выставить нужный уровень затяжки.
Заключение
Расшифровка обозначений маркировки болтов и гаек упрощает выбор подходящих крепежей и исключает вероятность технических ошибок, способных привести к серьезным проблемам в процессе эксплуатации оборудования. Учитывая постепенный переход различных отраслей на единую систему учета «Честный знак», следует заранее позаботиться об обеспечении условий, позволяющих работать с маркированными товарами. Готовые решения, предлагаемые компанией «Клеверенс», помогают оптимизировать бизнес-процессы и снизить издержки, связанные с рутинными операциями.
Готовые решения, предлагаемые компанией «Клеверенс», помогают оптимизировать бизнес-процессы и снизить издержки, связанные с рутинными операциями.
Количество показов: 3674
Что показывает маркировка на болте?
Маркування кріплення призначена для показу його властивостей і характеристик. В даний час існує декілька варіантів маркування.
Так як весь кріплення виготовляється з різних матеріалів, класів міцності і різними виробниками, то прийнято позначати певні найважливіші характеристики на головках болтів (гвинтів) і гайках.
Розглянемо два види варіанти маркування.
У першому випадку розглянемо маркування стандартного болта:
1. Знак підприємства, яке виготовило даний метиз.
2. Клас міцності виробу – показує фізичні властивості деталі. Число перед точкою показує міцність на розрив поділену на 100. Твір обох чисел дасть вам величину межі плинності розділеного на 10.
Число перед точкою показує міцність на розрив поділену на 100. Твір обох чисел дасть вам величину межі плинності розділеного на 10.
3. Якщо кріплення виготовляється з лівобічною різьбленням, то на голівці деталі додатково наноситься стрілка, яка повернена проти ходу годинника. Правобічна різьблення ніяк не позначається.
Нижче наведена таблиця, в якій вказані можливі класи міцності і сталі, з яких виготовляли кріплення:
Клас міцності | Марка стали | Межа міцності, МПа | Межа текучості, МПа | Твердість за Брінеллем, НВ |
3.6 | Ст.3кп, Ст.3сп, Ст.5кп, Ст.5сп | 300…330 | 180. | 90…238 |
4.6 | Ст.5кп, Ст.10 | 400 | 240 | 114…238 |
4.8 | Ст.10, Ст.10кп | 400…420 | 320 340… | 124…238 |
5.6 | Ст.35 | 500 | 300 | 147…238 |
5.8 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 500 520… | 400…420 | 152…238 |
6.6 | Ст. | 600 | 360 | 181…238 |
6.8 | Ст.20, Ст.20кп, Ст.35 | 600 | 480 | 181…238 |
8.8 | Ст.35, Ст.45, Ст.35Х, Ст.40Х, Ст.38ХА, Ст.20Г2Р | 830 800… | 640 660… | 238…318 |
9.8 | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.30ХГСА, Ст.35ХГСА, Ст.20Г2Р | 900 | 720 | 276 342… |
10.9 | Ст.35Х, Ст.45Г, Ст.38ХА, Ст.45, Ст.40М2, Ст.40Х, Ст. 40Х Селект, Ст. | 1000…1040 | 900 940… | 304…361 |
12.9 | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА | 1200 1220… | 1080…1100 | 366…414 |
 ..190
..190
В даній таблиці наведені найбільш поширені класи міцності кріплення і сталі, з яких їх виготовляють. Але існують так само деталі так званого вузького профілю. Наприклад, високоміцні болти з головкою збільшеного розміру під ключ. Такі метизи мають власну маркування і градацію міцності.
Розглянемо їх на прикладі болта виготовленого згідно ГОСТ Р 52644-2006:
1. Знак виробника.
2. Міцність даного металовироби.
3. Номер плавки.
4. Позначення болта високої міцності з збільшеною під ключ шестигранною головкою головки.
5. Кліматичне виконання (у даному випадку – холодний клімат).
Так само не забуваємо, що якщо немає стрілки, спрямованої проти ходу годинника, то значить різьблення кріплення правостороння.
У таблиці нижче наведені характеристики даного кріплення:
Різьблення болтів | Клас міцності | Марка стали | Межа міцності, МПа (кг/см2) | Відносить. подовження, % | Ударна в’язкість, МДж/м2 (кгс·м/см2) | Твердість за Брінеллем, НВ |
М16…М27 | 110 | 40Х Селект | 1100 (110). | мінімум 8 | мінімум 0.5 (5) | 388 |
М30 | 95 | 950 (95)…1150 (115) | 363 | |||
М36 | 75 | 750 (75)…950 (95) | ||||
М42 | 65 | 650 (65)…850 (85) | ||||
М48 | 60 | 600 (60)…800 (80) |
При виборі метизних виробів необхідно уважно дивитися, щоб на голівці болта була вся маркування, так як якщо там не буде клейма виробника, то, швидше за все, даний кріплення є підробкою, і його характеристики не будуть відповідати дійсності!
Інші статті
Как определить класс прочности болтов
Класс прочности – ключевая характеристика резьбового крепежа. Он определяет механические свойства метиза, зависит от марки стали и видов обработки. Чем выше класс прочности, тем выше предел прочности и текучести крепежного изделия. Для неответственных соединений и хозяйственных конструкций в большинстве случаев класс прочности крепежа не имеет особого значения. Другое дело – транспортная и грузоподъемная техника, мостовые, кровельные и тоннельные конструкции, станки и оборудование. При их сборке часто используется высокопрочный крепеж, и его замена может привести к крайне неприятным последствиям. Упавший башенный кран, отпавшая подвеска на автомобиле, заваленная металлоконструкция – часто именно таким бывает результат замены крепежа с несоблюдением классов прочности.
Как определить класс прочности болтов
Для метрического и дюймового крепежа класс прочности маркируется по-разному. Система маркировки класса прочности отечественного метрического крепежа (болтов, винтов, шпилек) указана в ГОСТ ISO 898-1-2014. Американский дюймовый крепеж маркируется классом прочности согласно стандарта SAE J429.
Маркировка класса прочности болтов по ГОСТ ISO 898-1-2014
Для изготовления болтов стандартом предусмотрены следующие классы прочности: 4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 9.8, 10.9, 12.9. Рассмотрим маркировку болтов с шестигранной головкой как наиболее распространенного вида крепежных изделий.
Символы маркировки обязательно наносятся цифровым обозначением на крепеж диаметром от 5 мм включительно. Точку допускается упускать из обозначения. Предпочтительное место для маркировки – это верхняя поверхность головки. Знаки на верхней поверхности головки болта могут выполняться в виде углублений или выпуклостей. Другой вариант маркировки – нанесение символов на боковую поверхность шестигранника в форме углублений.
Для болтов, на которые невозможно нанести цифровое обозначение ввиду малого размера головки или по другим причинам, может применяться циферблатная система маркировки. Соответствие цифровой и циферблатной систем в таблице ниже:
Маркировка класса прочности болтов по SAE J429
SAE J429 – американский стандарт, охватывающий механические свойства дюймового крепежа для автомобильной и смежных отраслей размерами до 1½ дюйма включительно. Всего в градацию дюймовых болтов SAE J429 входит 10 классов прочности, из которых наиболее распространенные GRADE 1, 2, 5, 8. Маркировка выполняется в виде нанесения радиальных линий от центра к краю окружности на головке шестигранного болта. GRADE 1, 2 – без маркировки, GRADE 5 – три радиальных линии, GRADE 8 – шесть радиальных линий.
Полностью посмотреть маркировку классов прочности дюймовых болтов согласно стандарта SAE J429 можно в таблице ниже:
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
| |
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Соответствие классов прочности дюймовых и метрических болтов
При ремонте автомототехники, сельскохозяйственных машин и другого оборудования американского производства за отсутствием дюймового крепежа его часто приходится заменять метрическим. При этом возникает необходимость подобрать аналог по классу прочности. Механические свойства нового болта не должны уступать оригиналу. Ниже в таблице указано соответствие классов прочности метрических и дюймовых болтов дюймовым, а также приведены их маркировка и значение предела прочности на растяжение.
|
| ||
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В интернет-магазине «Крепком» большой выбор метрических и дюймовых болтов с разными классами прочности. Менеджеры компании всегда помогут выбрать крепеж соответственно требованиям клиента или подобрать подходящую замену.
Полезные советы
Обновлено: 09.01.2019 13:54:28
ГОСТ 7798-70. Болты с шестигранной головкой класса точности В. Конструкция и размеры — аналоги
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.
На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
- ГОСТ;
- ISO;
- DIN.
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Классификация метизов
Метизы, применяемые для крепления, можно поделить на две основные категории:
- метрические – имеют резьбу, которая обеспечивает эффективное вкручивание элемента в поверхность;
- крепежные – не имеют резьбы, поэтому для фиксации используется молоток или другой подобный инструмент.

Разновидности метрического крепежа:
- болты – активно используются в строительной отрасли, в автомобильной сфере и производстве станков. Для создания надежного крепления фиксируются гайками;
- гайки – необходимы при работе с винтами, болтами, шпильками. Основные виды: гайки соединительные, гайки шестигранные, гайки специальные с фланцем;
- винты – элементы с резьбой, востребованные в сфере сборки мебели, строительстве и ремонте;
- шпильки резьбовые – необходимы для фиксации различных деталей;
- шайбы – пластины, которые способствуют более надежному креплению изделий и распределению давления на опорную поверхность. Основные виды: шайба плоская, шайба плоская усиленная.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.
Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Что такое саморез и чем отличается от винта
Саморез — это разновидность винта, но с заостренным концом и более острой резьбой. Его основная задача — проделать резьбу внутри скрепляемой детали. Самым распространенным изделием такого плана у строителей является черный саморез.
Изготавливают саморезы для скрепления изделий из различных материалов, но в основном их делят на два вида:
- для работы по дереву;
- для работы по металлу.
Главное отличие — частота резьбы.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
16.2. Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки
:
Гайка М 24 -6Н. 6 ГОСТ 5915-70 – шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
Рисунок 16.2
Рисунок 16.3 Рисунок 16.4
Рисунок 16.5
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты, гайки, шпильки и другой крепеж, как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Материалы крепёжных изделий
Согласно стандарту на крепёж ГОСТ
1759.4-87 «Болты, винты и шпильки. Механические свойства и методы испытания» («Bolts, screws and studs. Mechanical properties and test methods»), механические характеристики углеродистых и легированных сталей, применяемых для изготовления болтов, винтов и гаек, а также марки стали должны соответствовать указанным в таблице 1.
- с крупным шагом резьбы (исполнение 1): Болт M10×60.6g.38×A.88.09. ГОСТ 7795-70;
- с мелким шагом резьбы (исполнение 2): Болт 2M10×60×1.25.6g.38ХА.88.09.ГOCT 7795-70.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Как выглядит головка у винта
У винтов головки бывают разнообразных форм:
- цилиндрические;
- полусферические;
- в виде усеченного конуса.
И даже не всегда можно понять, чем отличается болт от винта, потому, что головка у последнего может быть и многогранной, что преимущественно бывает у винтов больших размеров, применяемых в машиностроении.
Сечения на головках (шлицы) бывают полными, для плоских отверток, и неполными, для крестовых. Но сейчас часто изготавливают универсальные головки с полным сечением, дополненные крестовиной.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.
- 12 — диаметр болта в миллиметрах.
- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13. В данном случае вид покрытия 04, а его толщина — 07 мкм.
Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М. Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Стандартные размеры саморезов — шурупов
Размер шурупа-самореза определяется всего двумя величинами: длиной и диаметром.
Универсальные шурупы
Изготавливаются как правило с неполной резьбой. Используются для дерева, ДСП и др. мягких материалов. Самонарезающие свойства невысокие. По стандартам ГОСТ 1144-80, 1145-80, 1146-80 выпускаются диаметрами 1. 6, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0 мм и длиной 13, 16, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100, 110, 120 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 2.5 | 10 | 3.0 | 10 | 3.5 | 10 | 4.0 | 13 | 5.0 | 16 |
| 13 | 13 | 13 | 16 | 20 | |||||
| 16 | 16 | 16 | 18 | 25 | |||||
| 18 | 18 | 18 | 20 | 30 | |||||
| 20 | 20 | 20 | 22 | 35 | |||||
| 22 | 22 | 22 | 25 | 40 | |||||
| 25 | 25 | 25 | 30 | 45 | |||||
| 30 | 30 | 40 | 50 | ||||||
| 40 | 45 | 60 | |||||||
| 50 | 70 |
Саморезы для дерева, ДСП, ДВП, пластмасс
Один из самых распространенных саморезов. Используется при монтаже в дюбели. Бывает с оцинкованным покрытием (белого цвета) или с оцинковкой и хроматным пассивированием (желтого цвета), иногда обрабатывается фосфатом.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.0 | 10 | 3.5 | 10 | 4.0 | 12 | 4.5 | 16 | 5.0 | 16 | 6.0 | 30 |
| 12 | 12 | 16 | 20 | 20 | 40 | ||||||
| 16 | 16 | 20 | 25 | 25 | 45 | ||||||
| 20 | 20 | 25 | 30 | 30 | 50 | ||||||
| 25 | 25 | 30 | 35 | 35 | 60 | ||||||
| 30 | 30 | 35 | 40 | 40 | 70 | ||||||
| 40 | 35 | 40 | 45 | 45 | 80 | ||||||
| 40 | 45 | 50 | 50 | 90 | |||||||
| 45 | 50 | 60 | 60 | 100 | |||||||
| 50 | 60 | 70 | 70 | 120 | |||||||
| 70 | 80 | 80 | 140 | ||||||||
| 90 | 160 | ||||||||||
| 100 | 180 | ||||||||||
| 120 | 200 |
Шуруп-глухарь с шестигранной головкой
DIN 571 и ГОСТ 11473-75. Предназначен для крепления лаг, реек и прочих задач в которых необходима усиленная фиксация. Как правило выпускается оцинкованный.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 6.0 | 30 | 8.0 | 40 | 10 | 40 | 12 | 100 |
| 40 | 50 | 50 | 120 | ||||
| 50 | 60 | 60 | 140 | ||||
| 60 | 70 | 70 | 160 | ||||
| 70 | 80 | 80 | 180 | ||||
| 80 | 90 | 90 | 200 | ||||
| 100 | 100 | 100 | 230 | ||||
| 120 | 120 | 120 | 250 | ||||
| 160 | 140 | 140 | 280 | ||||
| 180 | 160 | 160 | 300 | ||||
| 180 | 180 | ||||||
| 200 | 200 | ||||||
| 220 |
Шурупы для крепления к металлам
Шурупы по DIN 7981, DIN 7982, DIN 7982
Визуально похожи на универсальные, но отличаются материалами изготовления, углом захода и углом профиля резьбы (до 60 градусов).
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 16 | 6.3 | 16 |
| 16 | 16 | 16 | 19 | 19 | 19 | ||||||
| 19 | 19 | 19 | 22 | 22 | 22 | ||||||
| 22 | 22 | 22 | 25 | 25 | 25 | ||||||
| 25 | 25 | 25 | 32 | 32 | 32 | ||||||
| 32 | 32 | 32 | 38 | 38 | 38 | ||||||
| 38 | 38 | 38 | 45 | 45 | 45 | ||||||
| 45 | 45 | 50 | 50 | 50 | |||||||
| 50 | 50 | 60 | 60 | 60 | |||||||
| 70 | 70 | 70 | |||||||||
| 80 | 80 |
Шурупы по DIN 7504
Конструктивно практически полностью идентичны остроконечным шурупам по металлу DIN 7981, 7982, 7983 (см. табл. выше). Ключевое отличие — наконечник выполняющий функцию сверла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 13 | 3.9 | 13 | 4.2 | 13 | 4.8 | 16 | 5.5 | 22 | 6.3 | 22 |
| 16 | 16 | 16 | 19 | 25 | 25 | ||||||
| 19 | 19 | 19 | 22 | 32 | 32 | ||||||
| 22 | 22 | 22 | 25 | 38 | 38 | ||||||
| 25 | 25 | 25 | 32 | 45 | 45 | ||||||
| 32 | 32 | 38 | 50 | 50 | |||||||
| 38 | 38 | 45 | |||||||||
| 50 |
Саморезы для листового металла и изделий на металлической основе
Саморезы с прессшайбой
Встречаются в продаже как со сверлом (для металла толщиной до 2мм) так и острым наконечником ( предназначен для металла до 0. 9мм). Стандартные диаметры 4.2 (4.0) мм и длина – 13, 14 , 16, 18, 19, 22, 25, 32, 41, 51 мм.
Саморез с полуцилиндрической головкой («клоп»)
Аналогично предшественнику бывает как острый так и со сверлом. Размерная линейка у данного самореза отсутствует и встречается он в единственном размерном варианте:
С острым наконечником – 3.5 х 11
С наконечником-сверло – 3.8 х 11
Саморезы с шестигранной головкой
Предназначены для работы с листовым металлом без предварительной подготовки отверстия. Обеспечивают усиленное крепление. От одного производителя к другому возможны вариации размеров продукции данного сегмента крепежных элементов. В таблицах ниже приведены самые популярные.
С острым наконечником.
Для листов металла до 0.9 мм.
| Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 13 | 4.8 | 14 |
| 19 | 5.0 | 19 | |
| 25 | 25 | ||
| 38 | 38 | ||
| 51 |
Cо сверлом (DIN 7504-K)
Для металла большой толщины (5мм и более). Длина наконечника — сверла определяет мах. толщину листового металла.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4.2 | 19 | 4,8;5,0 | 14 | 5.5 | 19 | 6.3 | 19 |
| 21 | 19 | 25 | 25 | ||||
| 25 | 25 | 32 | 32 | ||||
| 32 | 38 | 38 | 38 | ||||
| 45 | 51 | 45 | |||||
| 51 | 64 | 51 | |||||
| 64 | 76 | 64 | |||||
| 76 | 76 | ||||||
| 90 | |||||||
| 102 | |||||||
| 127 | |||||||
| 152 |
Саморезы для гипсокартона
Когда монтируют листы гипсокартона на металлический профиль, применяют саморезы с частой резьбой. Для крепежа на деревянное основание используется саморез с крупной однозаходной резьбой (см. рис). Ранее мы упоминали про универсальные крепежные элементы. Они держат хорошо, но если есть возможность использовать специальные, лучше сделать именно так. Для монтажа гипсокартонных плит на деревянную обрешетку или металлический профиль до 0.9 мм без предварительного сверления предназначены саморезы следующих размеров:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 19 | 3.8 | 64 | 4.2 | 70 | 4.8 | 90 |
| 25 | 76 | 95 | |||||
| 32 | 102 | ||||||
| 35 | 110 | ||||||
| 41 | 127 | ||||||
| 45 | 152 | ||||||
| 51 | |||||||
| 55 |
Для крепления гипсокартона к основательному металлическому профилю (от 0.9мм до 2мм) целесообразно использовать саморез — бур с наконечником — сверло.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 3.5 | 25 | 4.2 | 60 | 4.8 | 89 |
| 32 | 66 | 102 | |||
| 41 | 76 | ||||
| 48 |
Саморезы для крепления гипсоволоконных плит
Подробнее про листы ГВЛ читайте здесь >>>
Изготавливаются с потайной конической уменьшенной головкой, крестообразный шлиц, двухзаходную резьбу переменного профиля и острый наконечник.Размеры крепежных изделий для монтажа на деревянный каркас или профиль из металла с толщиной менее 0.9 выглядят так: Ø 3.9 мм с длинами 19, 25, 30, 45 мм.
Саморезы для крепления плит и листов ДСП, ДВП, фанеры
Размеры самой фанеры в этом материале >>>
Как правило это оцинкованные шурупы (FLUGEL) размером 5.0 х 36
Встречаются с потайной конической головкой и насечками для раззенковки потайного отверстия (DIN 7504P) с размерами:
| Ø | длина,мм |
| 4. 2 | от 25 до 110 |
| 4.8 | |
| 5.5 | |
| 6.3 |
Кровельные саморезы
При монтаже кровли целесообразно применять стандартные оцинкованные саморезы. Они не поддаются коррозии. Таблица с размерной линейкой выглядит так:
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 4,80 | 20 | 5,50 | 19 (20) | 6,30 | 19 (20) | 7,00 | 122 |
| 29 | 25 | 25 | 142 | ||||
| 35 | 32 | 32 | 162 | ||||
| 38 | 38 (40) | 38 (40) | 177 | ||||
| 50 | 51 (50) | 50 | |||||
| 60 | 64 (62) | 60 | |||||
| 70 | 76 (78) | 70 | |||||
| 80 | 100 | 80 | |||||
| 115 | 90 | ||||||
| 130 | 100 | ||||||
| 150 | 130 | ||||||
| 180 | 150 | ||||||
| 235 | 175 | ||||||
| 200 | |||||||
| 235 |
Выпускаются кровельные саморезы с окрашенными головками. Краска создает дополнительную защиту от воздействия внешних факторов. И они не портят экстерьер крыши, так как «выбираются» по цвету.
Шурупы и саморезы специального назначения
Конфирматы
Кон – это отдельная категория крепежа. Он разработан для сборки мебельных панелей. Изготавливается с различными защитно — декоративными покрытиями (чаще оцинковка). Шаг резьбы – редкий. Задача – стянуть детали друг к другу. Головка имеет характерное отличие. Для ввинчивания необходим специальный шестигранник.
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 5.0 | 40 | 6.5 | 50 | 7.0 | 40 |
| 50 | 50 | ||||
| 60 | |||||
| 70 |
Шурупы по бетону
Вкручиваются в заранее высверленное отверстие. Перфоратором пользоваться не рекомендуется. Отсюда трудоемкость процесса. Перед ввинчиванием нужно капнуть машинного масла — это немного облегчит процедуру. Вид крепежа, что называется «навечно». Выдерживают высокие нагрузки (до 100кгс). Бывают: Ø 7.5 мм. Длина: 50, 70 (72), 80, 90, 100, 120, 130, 140, 150, 160,180, 200,… мм.
Оконные саморезы
Подготовка отверстия не требуется. Работают как «усилители» окон и имеют следующие размеры: Ø 3.9 мм, длины: 13, 16, 19, 22, 25, 32, 35, 40 (38), 45 мм.
Рамные шурупы
Большие шурупы обладающие высокой прочностью. Вкручиваются в дюбель и иногда идут в комплекте с ним.
Юстировочные шурупы
Характерная особенность — вторая резьба. Первая резьба (как правило более мелкая) необходима для крепления к основе, вторая служит для монтажа подконструкции.
Популярны шурупы шурупы ∅6 мм и длиной: 60, 70, 80, 90, 100, 110, 120, 130, 145 мм.
Шурупы для строительных лесов
| Ø,мм | длина,мм | Ø,мм | длина,мм | Ø,мм | длина,мм |
| 8.0 | 80 | 10.0 | 160 | 12. 0 | 90 |
| 100 | 120 | ||||
| 120 | 160 | ||||
| 190 | |||||
| 230 | |||||
| 300 | |||||
| 350 |
Шурупы-гвозди
Шурупы для подвесов
Очень удобны в быту, например на таком крепеже у нас уже несколько лет в коридоре городской квартиры висит детская качелька. Время на установку и снятие — буквально 1 секунда! Единого стандарта на размеры этого элемента не существует и каждое производство формирует размерную линейку на собственное усмотрение.
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4290 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 2-1700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7500 | 8900 | 14100 | 10660 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11300 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 30100 | 34800 | 40700 | 51900 | 63700 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 42900 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 58700 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 52500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 00700 |
| 22 | 2,5 | 303 | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 176000 | 208000 | 243000 | 310000 | 380000 | 91500 | 100000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 410000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 250000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 860000 | 1053000 | 253500 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1306 | 666000 | 770000 | 901000 | 1150000 | 1410000 | 339600 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1020000 | 1300000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения Аs, мм2 | Минимальная разрушающая нагрузка, Н, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 20 | 1,5 | 272 | 136000 | 160000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 10000 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 24 | 2 | 384 | 196000 | 227000 | 265000 | 338000 | 415000 | 998000 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 449000 | 525000 | 670000 | 822000 | 198000 | 236000 | 373000 | 282000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 525000 | 608000 | 711000 | 906000 | 1112000 | 268000 | 319000 | 505000 | 381000 |
| 42 | 3 | 1205 | 615000 | 711000 | 830000 | 1060000 | 1300000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1400 | 714000 | 826000 | 966000 | 1232000 | 1512000 | 364000 | 434000 | 686000 | 518000 |
| 48 | 3 | 1603 | 818000 | 946000 | 1110000 | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
ПРИЛОЖЕНИЕ 3
Обязательное
Таблица 9
назад к оглавлению
классы прочности болтов.
Расшифровка маркировки болтов.
Содержание
Что такое высокопрочный болт
Данный вид крепления имеет несколько классификаций, но наиболее значимой характеристикой является повышенная стойкость перед большими нагрузками. Благодаря этому соединяемые болтовым крепежом конструкции становятся высокопрочными и долговечными. Высокопрочные болты, гайки и шайбы широко используются для металлических конструкций, при выполнении строительных работ и в тяжелой промышленности, машиностроении.
Болт представляет собой стержень из металлического сплава, с нанесенной на него наружной резьбой и головкой, обычно в виде шестигранника, под гаечный ключ. Закрепление производят путем накручивания гайки нужного размера Для равномерного распределения нагрузки используют шайбы.
Область применения
Болтовые соединения высокой прочности предназначены для монтажа сложных строительных конструкций, которые будут подвергаться:
- высоким температурным перепадам;
- осадкам;
- сильным и частым ветрам;
- контакту с химическими веществами.
Так как размеры крепежа, предусмотренные ГОСТом, различаются, области применения метизов обширны:
- станки, оборудование;
- сельхозтехника, машиностроение;
- строительство мостов, зданий;
- судостроение;
- промышленность, производство.
Фрикционное соединение на высокопрочных болтах прекрасно справляется с задачей крепкого и надежного монтажа конструкций, подвергающихся динамическим нагрузкам и вибрациям.
Широкое применение данный крепеж имеет в быту. Он идеален при ремонте квартир, балконов, надежно закрепит любые конструкции на бетонных стенах. Автолюбители не обходятся без таких болтов, ремонтируя свою машину, особенно крепления колес.
Размеры болтов и гаек
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа. Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты , гайки , шпильки и другой крепеж , как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
Точность болтов
Резьбу на высокопрочные метизы наносят с помощью высокоточных специализированных станков-автоматов. Все технические характеристики полностью соответствуют ГОСТу.
Метизами максимально высокого качества считаются высокопрочные крепежи из стали 40х селект. Изделия, выпускаемые под этой маркировкой, имеют превосходные технические характеристики. 40х селект используется для монтажа конструкций больших габаритов и там, где предъявляются высокие требования к надежности.
Фланцевое соединение на болтах – наиболее часто применяемый вид разъёмных соединений в промышленности. Оно обеспечивает высокую точность соединений, герметичность и прочность всей конструкции. Процесс изготовления, разборки и сборки не допускает форс-мажорных обстоятельств.
Классы прочности
В ГОСТ 1759.4-87 (ИСО 898/1-78) можно найти обозначение класса прочности болтов. Характеристика зависит от множества факторов, например, от стали, из которой выполнен болт, и от того, была ли термообработка материала. Приведем список классов прочности и их основные параметры.
Классы от 3.6 до 6.8
Материал: углеродистая сталь
Возможные добавки: нет
Термическая обработка: нет
Класс 8.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 9.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 10.9
Материал: углеродистая или легированная сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 340 или 425 °С
Класс 12. 9
Материал: легированная сталь
Возможные добавки: нет
Термическая обработка: закалка и отпуск при температуре 380 °С
Чем легированная сталь отличается от углеродистой? Тем, что в ней содержится молибден, титан, вольфрам или другие добавки. Они улучшают эксплуатационные характеристики, увеличивают твердость, плотность и термостойкость материала.
Часто болты покрывают другим материалом для улучшения их свойств:
- цинком – для болтов, которые используются в промышленности, толщина покрытия доходит до 25 мкм;
- никелем – декоративное покрытие болтов для мебели, не влияет на прочность;
- фосфатами или оксидами – так можно создать защитный слой, который сделает крепеж более долговечным;
- цинк-ламельным покрытием – увеличивает срок службы болта вдвое.
Что такое термическая обработка стали и зачем она нужна? Это технологический процесс изменения структуры материала, в результате которого повышается предел выносливости стали, увеличивается прочность и износостойкость самого крепежа.
Обратите внимание! Классы прочности могут маркироваться как с точкой, например 3.6, так и без нее, например 36.
Механические свойства
Чтобы правильно подобрать крепеж, нужно не только ориентироваться на класс прочности, но и знать, какие характеристики за ним скрываются. От этого зависит назначение метиза. Например, болты низкой прочности класса до 6.6 подойдут для монтажа козырька надо крыльцом. Класс прочности высокопрочных болтов – от 6.6 до 12.9. Их используют при строительстве кранов, мостов, зданий, транспорта, железнодорожных путей. Это же значение определяет, может ли на крепеж прилагаться несущая силовая нагрузка.
В таблице ниже мы приведем класс прочности болтов. Расшифровка терминов до таблицы поможет вам сориентироваться в свойствах крепежа по ГОСТ 1759.4-87 (ИСО 898/1-78).
- Временное сопротивление – это предел прочности болта, максимальная сила, которая может быть к нему приложена. При достижении критического параметра крепеж разрушится. Это действует для любого вида механической силы: сжатия, изгиба, скручивания, растяжения.
- Твердость по Виккерсу – это отношение нагрузки вдавливания четырехгранной алмазной пирамиды противоположным углом к площади поверхности того предмета, на который воздействует сила. Простыми словами, это значение определяет, насколько устойчив болт к деформации от удара/соприкосновения с другим предметом.
- Предел текучести – это максимальная рабочая нагрузка на болт. Если будет достигнута, начнется необратимая деформация без увеличения нагрузки (можно сказать, саморазрушение). При расчетах нагрузки следует выбирать болты, которые превышают необходимые требования вдвое.
Механические свойства болтов в зависимости от класса прочности
| Класс прочности | Временное сопротивление, МПа | Твердость по Виккерсу, HV | Предел текучести, МПа |
| 3.6 | 300 – 330 | 95 – 250 | 180 – 190 |
| 4. 6 | 400 – 400 | 120 – 250 | 240 |
| 4.8 | 400 – 420 | 130 – 250 | 320 – 340 |
| 5.6 | 500 | 155 – 250 | 300 |
| 5.8 | 500 – 520 | 160 – 250 | 400 – 420 |
| 6.6 | 600 | 190 – 250 | 360 – 480 |
| 6.8 | 600 | 190 – 250 | 640 |
| 8.8 | 800 – 830 | 250 – 335 | 640 – 660 |
| 9.8 | 900 | 290 – 360 | 720 |
| 10.9 | 1000 – 1040 | 320 – 380 | 900 – 940 |
| 12.9 | 1200 – 1220 | 385 – 435 | 1080 – 1100 |
Зная класс прочности, можно рассчитать среднее временное сопротивление самостоятельно. Для этого умножьте первую цифру класса прочности на 100. Например, для болта 6.6 это значение будет 600. Также можно рассчитать предел текучести, умножив временное сопротивление на вторую цифру класса прочности и поделив полученный результат на 10. Для того же болта 6.6 это будет выглядеть так: 600×6÷10 = 360.
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.
- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Промежуток времени от смазки резьбы до установки должен быть не более 10 суток.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
- На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.
Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.
- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм. Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие. Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Можно выполнять натяжение ВПБ М20 и других размеров, корректируя усилие на момент закручивания. Методика достаточно сложная. Для ее реализации нужно высчитать момент закручивания и постоянно измерять его при затяжке болта динамометрическим ключом. Последний способ натяжения предполагает применение ударного электрического гайковерта. Этот инструмент применяется для болтов М24 и М20. Методика проста. Все смонтированные крепежные изделия затягиваются указанным ключом посредством нанесения на гайки трех ударов (единичных). После этого производится затяжка болтов тем же способом. Но теперь уже наносится столько ударов, сколько требуется для получения в стержнях высокопрочного крепежа заданного осевого натяжения. Их число обычно находится в пределах 14–18.
Маркировка на головке болтов и гаек
Как метрические, так и дюймовые болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у дюймового — в дюймах (тоже самое применимо и для определения гаек). Соответственно, стандартный дюймовый ключ не подойдет для использования с метрическим крепежом, и наоборот также. Кроме того, на головках большей части дюймовых болтов обычно имеются радиальные зарубки (на метрических тоже применяется такая маркировка, но реже), которые определяют максимальное допустимое усилие затягивания болта (класс прочности). Чем больше количество зарубок, тем выше класс прочности (на автомобилях обычно применяются болты со степенью прочности от 0 до 5 зарубок). Класс прочности метрических болтов определяется цифровым кодом (подробнее об этом мы писали в этой статье ). Цифры кода обычно отливаются, как и для дюймовых, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 10.9, и 12.9).
Как расшифровывается маркировка?
Первая цифра (перед точкой). Характеризует предельную прочность крепежа на растяжение. Показывает 0,01 от ее значения, выраженного в МПа.
Пример. Для болта 4.6 предел прочности составляет 4 : 0,01 = 400 МПа.
Вторая цифра (после точки). Показывает десятую долю отношения величин характеристик – предел текучести к пределу прочности стали.
В данном случае (4.6) – 400 х 0,6 = 240 МПа. Эта характеристика показывает предельную нагрузку. Превышение ее значения приводит к невосстанавливаемой деформации болта, по сути, его изгибу (излому).
Рекомендация – при выборе крепежной детали необходимо учитывать ее запас прочности. В зависимости от места установки превышение значения должно быть не менее чем в 2, а то и 3 раза.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними. Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали. Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия. В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Как правильно откручивать болт
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность. Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Источники
- https://KrepezhInfo.ru/vysokoprochnye-bolty/
- https://Avto-bolt.ru/articles/kak-markiruyutsya-bolty-i-gayki-rasshifr/
- https://www.vseinstrumenti.ru/krepezh/metricheskij/bolty/articles/klassy-prochnosti/
- https://tutmet.ru/vysokoprochnye-bolty.html
- https://ismith.ru/material/klass-prochnosti-boltov-po-gostu-7798-70/
- https://FB.ru/article/342393/oboznachenie-boltov-osobennosti-trebovaniya-gost-i-rasshifrovka
- http://met-all.org/metalloprokat/metizy/boltovoe-soedinenie-klassy-prochnosti-boltov-markirovka-gost.html
Классы прочности болтов, классификация, маркировка, ГОСТ 7798-70 / Статьи / О компании / «ТАТМЕТИЗ» Набережные Челны
На болтах гайках и других видах резьбового крепежа без преувеличения держаться абсолютно все конструкций от подъёмного крана до колеса вашего автомобиля. Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки.
У этих метизов есть несколько классификаций по разным параметрам. Например, в зависимости от формы головки они бывают универсальные (с шестигранной головкой), анкерные, рым-болты и др. По форме стержня крепеж тоже различается: резьба наносится на весь стержень или занимает только часть. Сама резьба в соответствии с ГОСТ 27017-86 может быть метрической, шурупной, самонарезающей или конической.
Принято выделять различные крепежные элементы:
- болты;
- гайки;
- винты;
- шпильки.
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать. У всех вышеперечисленных изделий собственное функциональное предназначение. С целью их производства применяются стали различных классов прочности. Это оказывает воздействие на дальнейшую маркировку болтов, а также крепежных элементов других типов.
Классы прочности и обозначения
Принято выделять всего одиннадцать классов прочности для гаек, винтов, болтов и шпилек. Все зависит от механических свойств крепежного элемента. В соответствии с ГОСТ 1759.4-87 крепежные элементы делятся на такие классы: 3.6 4.6 4.8 5.6 5.8 6.6 6.8 8.8 9.8 10.9 12.9.
| Класс прочности | Временное сопротивление, МПа | Твердость по Виккерсу, HV | Предел текучести, МПа |
| 3. 6 | 300 – 330 | 95 – 250 | 180 – 190 |
| 4.6 | 400 – 400 | 120 – 250 | 240 |
| 4.8 | 400 – 420 | 130 – 250 | 320 – 340 |
| 5.6 | 500 | 155 – 250 | 300 |
| 5.8 | 500 – 520 | 160 – 250 | 400 – 420 |
| 6.6 | 600 | 190 – 250 | 360 – 480 |
| 6.8 | 600 | 190 – 250 | 640 |
| 8.8 | 800 – 830 | 250 – 335 | 640 – 660 |
| 9.8 | 900 | 290 – 360 | 720 |
| 10.9 | 1000 – 1040 | 320 – 380 | 900 – 940 |
| 12. 9 | 1200 – 1220 | 385 – 435 | 1080 – 1100 |
Класс прочности 3.5 — 6.8
- Используемый материал – углеродистая сталь.
- Добавки и термическая обработка отсутствует.
Класс прочности 8.8, 9.8
- Используемый материал – углеродистая сталь.
- В качестве добавок используется хром, марганец и бор.
- Термическая обработка здесь закалка и отпуск при температуре 425 °С.
Класс прочности 10.9
- Материал для производства – легированная и углеродистая сталь.
- В качестве добавок используется хром, марганец и бор.
- Термическая обработка здесь закалка и отпуск при температуре 340 или 425 °С.
Класс прочности 12.9
- Материал для производства – легированная сталь.
- Добавки отсутствуют.
- Термическая обработка здесь закалка и отпуск при температуре 380 °С.
Термическая обработка представляет собой технологический процесс по изменению структуры материала. После этого происходит повышение предела выносливости стали, прочность и стойкость к износу крепежа.
Крепежные элементы изготавливают с использованием разных углеродистых сталей. В зависимости от того, какая используется марка стали, получается конкретный класс прочности. Существует возможность из одной марки стали изготовить крепежные элементы разные по прочности. Для этого обычно в процессе изготовления используются разные способы обработки заготовки либо дополнительная термическая обработку. В народе она называется – закалка.
Нет сложностей, связанных с расшифровкой такого обозначения. Если взять и перемножить первую цифру на 100, то так можно определить номинальное временное сопротивление, то есть более простыми словами – предел прочности элемента на растяжение.
Перемножив второе число на 10, существует возможность определить соотношения передела текучести к временному сопротивлению. Предел текучести является значением нагрузки. Если произойдет превышение этого значения, то становится причиной развития в материале деформаций, которые не восстанавливаются.
Все эти прочностные характеристики имеют отношение к болтам, винтам, шпилькам. Что касается гаек, то у них принято выделять всего семь классов прочности. В этом случае он обозначается одним числом: 4 5 6 8 9 10 12. Данное число обозначает 1/100 часть предела прочности болта, для которого в пару подбирается гайка в резьбовом соединении. Такое сочетание этих крепежных элементов дает возможность равномерным способом распределить нагрузку в резьбовом соединении.
Стоит отметить, что существует негласное правило подбора гаек к болтам. Его суть заключается в том, чтобы сохранить целостность резьбы гайки, которая навинчена на болт, в случае пробного испытания нагрузки.
Вообще существует возможность произвести замену гаек, которые принадлежат к более высокому классу, на гайки низшего класса прочности. Такую замену рекомендовано производить для соединений типа «болт+гайка», где отмечается напряжение выше предела текучести.
Нанесение обозначений классов прочности на крепежные изделия
Обычно маркировку наносят на такие крепежные элементы:
- болты, которые имеют шестигранную головку;
- винты, имеющие цилиндрическую головку и внутренние шестигранники;
- гайки;
- шпильки.
Маркировка болтов и винтов
В соответствии с системой маркировки болтов, которая разработана Международной организацией по стандартизации ISO, указываются типы крепежей, для которых можно использовать болты. Стоит отметить, что стандарты разработаны еще в советское время. Но существующие на сегодня российские нормативные документы за основу брали как раз принципы этой системы.
В обязательном порядке должны маркироваться болты и винты, у которых диаметр больше 6 мм. Если крепежные элементы имеют меньший диаметр, то допускается нанесение маркировки по желанию изготовителя.
Не подлежат маркировке те винты, которые имеют прямой либо крестообразный шлиц. Но те крепежные элементы, которые имеют шестигранный шлиц с любой формой головки, подлежат обязательной маркировке.
Разрешено не маркировать не штампованные винты и болты, произведенные течением или резанием. Допускается нанесение маркировки только тогда, когда заказчик продукции выставляет такие требования.
Стоит отметить, что болты имеют маркировку, которая наносится на торцевую поверхность головки, под клеймом завода-производителя. Обычно маркировка наносится выпуклыми либо углубленными цифрами. Встречается еще такая маркировка, где отсутствует точка между проставленными цифрами. Например: 10.9 либо 109. Это свидетельствует о том, что в процессе производства болта использовалась низкоуглеродная мартенситная сталь. Есть такие заводы-производители, которые маркируют болты, используя специальные символы, такие как точка и штрих. В случае отсутствия маркировки на болте, его принято относить к классу прочности 3.8 или ниже.
Если производитель применяет выпуклую маркировку, то цифры не должны превышать:
- 0,1 мм — для винтов и болтов с диаметром резьбы не более 8 мм;
- 0,2 мм – для крепежных изделий с диаметром резьбы от 8 до 12 мм;
- 0,3 мм – для винтов и болтов, где диаметр резьбы более 12 мм.
Маркировка шпилек
Принято наносить маркировку на торец шпилек, используя специальный углубленный знак, соответствующий классу прочности:
Знак ● + ■ ▲
Класс прочности 8.8 9.8 10.9 12.9.
Маркировка гаек
Принято наносить маркировку на гайки на ее торец, как и на болты, и на винты.
Знакомство с маркировкой и классами гаек и болтов
Почему гайки и болты имеют маркировку?
При покупке гаек и болтов вы могли заметить, что на головке крепежа выгравированы маркировки. Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.
Производитель инструмента гравирует эти маркеры, чтобы клиенты знали, что они покупают и используют. Каждый производитель должен нанести уникальный маркер, характерный для его бренда. Фирменный маркер особенно полезен, так как позволяет отследить крепеж до производителя в случае обнаружения дефекта. Посмотрите видео ниже, чтобы узнать больше!
Общая маркировка на гайках и болтах
Когда дело доходит до гаек и болтов, вы можете встретить множество маркировок. Общие маркеры включают буквы, цифры, тире, косые черты, точки и многое другое. Многие гайки и болты соответствуют стандартам SAE или метрическим стандартам, что обеспечивает прочность и надежность.
SAE и метрическая маркировка
Маркировка SAE
Общество автомобильных инженеров создало систему оценок для определения ценной информации о крепеже. Классы крепежа могут указывать на то, из какого материала он сделан, диапазон его твердости и прочностные характеристики. В классах SAE используется имперская система измерения. Имперская система измерения использует дюймы.
Стандарт SAE J429 предъявляет особые требования к болтам, винтам, шпилькам, шпилькам и U-образным болтам диаметром до 1-1/2 дюйма. Болты, соответствующие стандартам SAE J429, имеют радиальные линии, выгравированные на головке болта.
класса 2, 5 и 8 являются наиболее распространенными классами крепежа в соответствии со стандартом Общества автомобильных инженеров. Чем выше класс, тем прочнее материал, из которого состоит застежка. Класс также представляет собой предел прочности при растяжении, предел текучести и расчетную нагрузку крепежа.
SAE класс 2
Не имеет маркировки радиальной линии
Самый низкий класс SAE с наименьшей прочностью
Изготовлен из низко- или среднеуглеродистой стали
SAE класс 5
Выгравированы три радиальные линии
Средний уровень прочности
Изготовлен из углеродистой стали средней закалки и отпуска
SAE класс 8
Имеет шесть выгравированных радиальных линий
Самый высокий класс SAE с максимальной прочностью
Изготовлен из легированной углеродистой стали средней закалки и отпуска
Метрическая маркировка
Метрические классы устанавливаются ISO (Международной организацией по стандартизации). Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.
Число перед десятичной запятой, умноженное на 100, даст примерный минимальный предел прочности болта на растяжение. Число после запятой, умноженное на 10, даст приблизительный процент предела текучести по отношению к минимальному пределу прочности.
Маркировка болтов из нержавеющей стали 304
Метрические болты из нержавеющей стали 304 имеют маркировку на головке болта A2-70. A2 представляет нержавеющую сталь 304, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа из нержавеющей стали общего назначения. Число после A2 будет варьироваться в зависимости от прочности болта на растяжение. Нержавеющая сталь 304 имеет достойную коррозионную стойкость.
Маркировка болтов из нержавеющей стали 316
Метрические болты из нержавеющей стали 316 имеют маркировку на головке болта A4-70. A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение. Нержавеющая сталь 316 обладает высокой устойчивостью к коррозии. Болт из нержавеющей стали 316 обычно используется вблизи соленой воды и во множестве других наружных работ.
Прочность на растяжение
Прежде чем использовать какой-либо крепеж, важно знать его прочность на растяжение, испытательную нагрузку и предел текучести, чтобы крепеж не сломался и не потерял свою эластичность во время использования.
Прочность на растяжение — это величина напряжения или нагрузки, которую крепежный элемент может выдержать со стороны материала до того, как он растянется и сломается. Прочность на растяжение проверяется приложением механических нагрузок к крепежному элементу. Это давление определяет его устойчивость. Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.
Пробная нагрузка
Пробная нагрузка — это предел диапазона упругости болта. Если болт натянут сверх установленной расчетной нагрузки, его нельзя использовать, так как он испытывает пластическую деформацию. Если он натянут в пределах установленной пробной нагрузки и сохранил свой первоначальный размер и форму, его можно использовать повторно. Как только пробная нагрузка превышена, он начинает поддаваться и терять пластичность.
Предел текучести
Наконец, предел текучести — это максимальное усилие, которое крепеж может выдержать до того, как его форма будет достаточно деформирована. Любая деформация, вызванная напряжением, превышающим предел текучести, приводит к тому, что оборудование не подлежит восстановлению.
Болты США | |||||
| Маркировка головки | и материал | Диапазон номинальных размеров (дюймы) | Механические свойства | ||
|---|---|---|---|---|---|
| Пробная нагрузка (psi) | Мин. Предел текучести (psi) | Мин. Прочность на растяжение (psi) | |||
307АНизкоуглеродистая сталь | от 1/4″ до 4″ | Н/Д | Н/Д | 60 000 | |
| Без маркировки | Класс 2Низко- или среднеуглеродистая сталь | от 1/4″ до 3/4″ | 55 000 | 57 000 | 74 000 |
| От 3/4″ до 1-1/2″ | 33 000 | 36 000 | 60 000 | ||
| 3 радиальные линии | 5 классСреднеуглеродистая сталь, закаленная и отпущенная | от 1/4″ до 1″ | 85 000 | 92 000 | 120 000 |
| От 1 дюйма до 1-1/2 дюйма | 74 000 | 81 000 | 105 000 | ||
| 6 радиальных линий | 8 классСреднеуглеродистая легированная сталь, закаленная и отпущенная | от 1/4″ до 1-1/2″ | 120 000 | 130 000 | 150 000 |
Марка A325Углеродистая или легированная сталь с бором или без него | от 1/2″ до 1-1/2″ | 85 000 | 92 000 | 120 000 | |
| Нержавеющая сталь Маркировка варьируется | Нержавеющая сталь 18-8 и 316Сплав стали с хромом и никелем | Все размеры до 1 дюйма | Н/Д | 20 000 мин. 65 000 Типичный | 65 000 мин. 100 000 – 150 000 Типовое значение |
651 Кремниевая бронзаСплав в основном меди и олова с небольшим количеством кремния | от 1/4″ до 3/4″ | Н/Д | 55 000 | 70 000 | |
| от 7/8″ до 1-1/2″ | Н/Д | 40 000 | 55 000 | ||
Алюминий 2024Алюминиевый сплав с медью, магнием и марганцем; термообработка на твердый раствор и старение | Все размеры | Н/Д | 36 000 | 55 000 | |
Метрические болты | |||||
| Маркировка головки | Класс и Материал | Диапазон номинальных размеров (мм) | Механические свойства | ||
| Пробная нагрузка (МПа) | Мин. Предел текучести (МПа) | Мин. Прочность на растяжение (МПа) | |||
Класс 8.8Среднеуглеродистая сталь, закаленная и отпущенная | Все размеры ниже 16 мм | 580 | 640 | 800 | |
| 16–72 мм | 600 | 660 | 830 | ||
Класс 10.9Легированная сталь, закаленная и отпущенная | 5 мм — 100 мм | 830 | 940 | 1040 | |
Класс 12.9Легированная сталь, закаленная и отпущенная | 1,6 мм — 100 мм | 970 | 1100 | 1220 | |
| Обычно штамп А-2 или А-4 | A-2 и A-4 нержавеющая стальСплав стали с хромом и никелем | Все размеры до 20 мм | Н/Д | 210 Мин. | 500 мин. |
Прочность на растяжение: Максимальная нагрузка при растяжении (растягивании), которую может выдержать материал до разрыва или разрушения. Предел текучести: Максимальная нагрузка, при которой материал проявляет определенную остаточную деформацию. Пробная нагрузка: Осевая растягивающая нагрузка, которую изделие должно выдерживать без признаков постоянной деформации. 1 МПа = 1 Н/мм 2 = 145 фунтов/дюйм 2 | |||||
Маркировка винтов
Многие винты имеют единую маркировку, позволяющую легко определить размер винта. Винты Conquest, например, имеют длину в десятичной форме для дюймов, проштампованную на головке винта. Кроме того, шурупы для бетона Conquest помечены символом щита, отштампованным на головке шурупа, который представляет бренд Conquest.
Маркировка клинового анкера
Маркировка клиновых анкеров для бетона отличается от маркировки винтов. Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки.
Найди это быстро. Получите это быстро.
Fasteners Plus содержит различные винты, соединители, анкеры, гвозди, электроинструменты и многое другое! Размещайте заказы на FastenersPlus.com, и наша преданная команда отправит вам качественную продукцию. Если у вас есть какие-либо вопросы о вариантах крепежа, обращайтесь к нашим экспертам по продуктам по телефону (888) 794-1590 или по электронной почте [email protected] .
О крепеже плюс
Компания Fasteners Plus, основанная в 2005 году, является признанным лидером в области крепления с помощью шурупов и прочего. Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите веб-сайт www.fastenersplus.com
Винт с шестигранной головкой Руководство покупателя: Знайте свой класс
Когда дело доходит до замены винта с шестигранной головкой, знаете ли вы, как определить класс винта с шестигранной головкой и что это за « класс» на самом деле означает? Это руководство предназначено для того, чтобы показать вам, как быстро и легко определить марку любого винта с шестигранной головкой, а также понять значение и применение каждой марки и материала.
Как определить марку болта с шестигранной головкой
Марка болта с шестигранной головкой относится к марке стали, используемой при изготовлении винта. Это определяет величину нагрузки, которая может быть приложена к застежке, известную как «предел прочности».
Класс болта с шестигранной головкой можно определить по маркировке на головке винта. Но во-первых, почему на головке есть стандартные маркировки для обозначения класса? В 1990 году Конгресс принял закон, устанавливающий стандарты для крепежных изделий, продаваемых в Соединенных Штатах. Это известно как Публичный закон 101-59.2, и его цель состояла в том, чтобы предоставить широкой публике стандарты, позволяющие легко определять прочность, твердость, класс и состав крепежных изделий.
В целом существует три классификации крепежных изделий: SAE, метрическая система и ASTM
SAE винты с шестигранной головкой, марки
На изображении выше показаны маркировки (радиальные линии) на верхней части шестигранной головки для классов 2, 5, 8 и L9. . Эти маркировки являются стандартными. Например, все болты класса 5 будут иметь на головке три радиальные линии. Все болты класса 8 имеют шесть радиальных линий на головке. Посмотрите видео ниже для более подробной информации.
Класс 2 или ниже
Если на головке винта с головкой нет маркировки, это означает, что он изготовлен из стали с низким или средним содержанием углерода. Это самые недорогие болты на рынке, предназначенные для стандартного бытового использования.
Класс 5
Шестигранные головки с тремя маркировками относятся к крепежным изделиям класса 5. Этот сорт изготавливается из углеродистой стали среднего качества. Они обычно используются в автомобильных приложениях. Болты класса 5 закалены. При изготовлении их нагревают, чтобы укрепить снаружи винт. Это делает внешнюю сторону застежки более прочной, чем внутреннюю часть застежки.
Класс 8
При пределе прочности на растяжение 150 000 фунтов на квадратный дюйм винты с шестигранной головкой класса 8 прочнее, чем винты класса 5. Этот класс нагревается так же, как и класс 5, но они полностью термообработаны, а не цементируются. Их прочность делает их хорошими кандидатами для изготовления тракторов, подвесок и других крепежных изделий с высокими требованиями.
Марка L9
Крепеж Марка L9 изготовлен из высококачественной легированной стали. С пределом прочности на растяжение 180 000 фунтов на квадратный дюйм, L9Винты с шестигранной головкой идеально подходят для работы в условиях высоких нагрузок.
Винты с шестигранной головкой, метрические Марки
На изображении выше показаны маркировки с шестигранной головкой для 8,8, 10,9, 12,9 и 18,8. Эти маркировки являются стандартными для крепежных изделий метрических размеров и относятся к прочности на растяжение.
Метрические винты с шестигранной головкой класса 8.8
Крепеж класса 8.8 изготавливаются из термообработанной углеродистой стали среднего качества. Они хорошо работают в большинстве приложений и чаще всего используются в двигателях, двигателях и промышленном оборудовании.
Метрические винты с шестигранной головкой класса 10.
9
Крепеж класса 10.9 аналогичен креплению класса 8. Они могут быть изготовлены из углеродистой стали среднего качества, сплава углеродистой стали или из низкокачественной борсодержащей стали. Эти винты с головкой под ключ с высокой прочностью на растяжение часто используются в автомобильной промышленности.
Метрические винты с шестигранной головкой класса 12,9
Используемые в условиях высоких нагрузок, крепежные детали класса 12,9 являются высшим классом винтов с метрической головкой. Там, где крепеж класса 8 имеет предел прочности при растяжении 150 000 фунтов на квадратный дюйм, 12,9крепежные детали имеют прочность на растяжение 180 000 фунтов на квадратный дюйм, что делает их более долговечными, чем болты класса 5.
Болты класса ASTM
ASTM относится к стандартам класса, установленным Американским обществом по испытаниям и материалам. Обычно прочность застежки обозначается буквой «А» плюс три цифры, например А307.
A2/Тип 304 (18-8) Шестигранная крышка из нержавеющей стали марки
Крепеж типа A304 является наиболее часто используемым крепежом из нержавеющей стали на рынке. Состоящий из стандартных 18% хрома и 8% никеля, он идеально подходит для применения при высоких температурах и устойчив к агрессивным кислотам. Их можно использовать в пресноводной морской среде, но они плохо подходят для морской среды.
A4/Type 316 Нержавеющая сталь с шестигранной головкой Марка
Крепеж A4/316 из нержавеющей стали также известен как крепеж морского класса из-за его способности выдерживать коррозионную природу соленой воды. Эти болты с головкой хорошо подходят для таких применений, как доки, пирсы, лодки и эллинги.
Винт с головкой под ключ класса A-307B
Эти винты с головкой под головку известны как «тяжелые винты с шестигранной головкой». Они имеют большую головку по сравнению со стандартными шестигранными головками и короче по длине. Винты с головкой под ключ A-307B можно использовать во многих приложениях, включая дерево и сталь. Они используются для крепления конструкций, таких как мосты и опоры, а также используются для фланцев труб.
Компания Imperial Supplies предлагает широкий выбор крепежных деталей для любого применения. Делайте покупки на Imperialsupplies.com сегодня.
Все еще не уверены, что вам нужно? Наши выделенные консультанты по работе с клиентами являются обученными экспертами по застежкам и находятся на расстоянии одного звонка. Спросите их о нашем ассортименте крепежа!
Поиск по блогу
Все категорииАвтомобилиФильтр по категории
Подписывайтесь на нас
Часто задаваемые вопросы по болтовым соединениям
Часто задаваемые вопросы
Часто задаваемые вопросы
Представлены некоторые часто задаваемые вопросы, которые нам задают.
ниже:
Что
метки указаны на головке болта?
Когда
затяжка болтов из нержавеющей стали — они имеют тенденцию заедать — что
происходит?
я
не может найти прочность на сдвиг крепежа в спецификации,
вы можете помочь?
Что
это лучший способ проверить значение крутящего момента на болте?
Что
В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой?
крепеж?
Что
методы доступны для расчета соответствующей затяжки
крутящий момент для болта.
Делает
имеет значение, затягиваете ли вы головку болта или гайку?
Как
Вы выбираете размер крепежа для конкретного применения?
Делает
с помощью удлинителя динамометрического ключа измените способность на
достичь желаемого значения крутящего момента?
Есть
Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Должен
Я всегда использую шайбу под головкой болта и торцом гайки?
Что
это крутящий момент для метода затяжки?
Как
соответствуют ли метрические марки прочности дюймовой прочности
оценки?
Что
разница между болтом и винтом?
Ар
использование тонкой гайки и толстой гайки эффективно предотвращает
ослабление?
Есть
есть какой-то стандарт, в котором указано, сколько ниток должен
выступать за гайку?
Некоторые
болты преднамеренно затягиваются выше предела текучести. Почему
не прогибаются ли они дальше, когда внешняя нагрузка впоследствии
приложили к суставу и отпустили?
Что
метки указаны на головке болта?
Обычно
стандарты крепежа определяют два типа маркировки, которые должны быть на
головка болта. Знак изготовителя является символом, идентифицирующим
производителя (или импортера). Это организация, которая
принимает на себя ответственность за то, что застежка соответствует указанным
требования. Оценочный знак — это стандартизированный знак, который идентифицирует
свойства материала, которым соответствует застежка. Например
307A на головке болта означает, что свойства крепежа
соответствуют стандарту ASTM A307 класса A. Показана головка болта
сбоку указывает, что он относится к классу прочности 8. 8 и
ML — клеймо производителя.
Обе метки обычно располагаются на верхней части головки болта,
большинство стандартов указывает, что оценки могут быть повышены или
депрессия. Производители обычно предпочитают выпуклые метки.
потому что они могут быть добавлены только в процессе ковки
тогда как вдавленные знаки могут быть добавлены впоследствии (возможно, с
незаконные знаки).
Наверх
Мы
есть проблема при затяжке болтов из нержавеющей стали — они
склонны к захвату — что происходит?
Нержавеющая сталь может непредсказуемо выдержать
задир (холодная сварка). Нержавеющая сталь сама генерирует
Оксидная поверхностная пленка для защиты от коррозии. Во время застежки
затягивание по мере нарастания давления между соприкасающейся и
нарушены скользящие, резьбовые поверхности, защитные оксиды, возможно
стираются, а верхние металлические поверхности интерфейса срезаются или сцепляются друг с другом.
Это кумулятивное действие засорения-сдвига-запирания приводит к увеличению
адгезия. В крайнем случае, раздражение приводит к захвату — фактическому
смерзание нитей. Если затягивание продолжается,
застежка может быть выкручена или ее резьба сорвана.
Если заедание происходит из-за высокого трения,
крутящий момент не будет преобразован в предварительную нагрузку болта. Это может быть
причина проблем, с которыми вы сталкиваетесь. Изменение
может быть из-за изменения шероховатости поверхности на резьбе
или другие подобные незначительные изменения. Чтобы преодолеть проблему — предложения
находятся:
1. Замедление скорости вращения установки может решить проблему.
или уменьшить частоту проблемы. Как установка
Увеличиваются обороты, увеличивается тепловыделение при затяжке.
С повышением температуры увеличивается и тенденция к возникновению
заедания резьбы.
2. Частое смазывание внутренней и/или внешней резьбы
может устранить заедание резьбы. Смазочные материалы обычно содержат
значительное количество дисульфида молибдена (moly). Какой-то экстрим
воск под давлением также может быть эффективным. Однако будьте осторожны,
если вы используете крепеж из нержавеющей стали в приложениях, связанных с пищевыми продуктами
некоторые смазочные материалы могут быть неприемлемыми. Смазки можно наносить
в месте сборки или предварительно применяется в качестве периодического процесса
похоже на обшивку. Несколько химических компаний, таких как Moly-Kote,
предлагаем противозадирные смазки.
3. Различные комбинации материалов гаек и болтов могут помочь
в уменьшении или даже устранении заедания. Некоторые организации
укажите другой материал, например гайки из алюминиевой бронзы.
Однако это может создать проблему коррозии, поскольку алюминий
бронза является анодной для нержавеющей стали.
Наверх
я
не может найти прочность на сдвиг крепежа в спецификации,
вы можете помочь?
Резьбовые болтовые соединения могут быть выполнены как
сцепление с трением или прямой сдвиг. С фрикционными соединениями вы
необходимо обеспечить, чтобы сила трения, развиваемая болтами
достаточно для предотвращения проскальзывания между пластинами, содержащими
сустав. Соединения с фрикционным захватом предпочтительнее, если нагрузка
является динамичным, поскольку предотвращает раздражение.
С соединениями прямого сдвига хвостовик
болты воспринимают усилие сдвига, непосредственно приводящее к сдвигу
напряжение в болте. Прочность на сдвиг стального крепежа
примерно в 0,6 раза выше предела прочности. Это соотношение во многом
не зависит от предела прочности. Плоскость сдвига должна
пройти через нерезьбовой стержень болта, если не через
При расчете необходимо использовать площадь корня резьбы.
Вернуться к началу
Что
это лучший способ проверить значение крутящего момента на болте?
Существует три основных метода проверки
крутящих моментов, прикладываемых к болтам после их установки; а именно,
снятие показаний на датчике крутящего момента, когда:
1. Розетка начинает отдаляться от
затянутое положение в направлении затяжки. Этот способ
часто называют методом «взлома».
2. Розетка начинает отдаляться от
затянутое положение в направлении откручивания. Этот
Метод часто называют «откатом».
метод.
3. Застежка повторно затягивается до
обозначенное положение. Методом «маркированного крепежа»
гнездо приближается к отмеченному положению в затяжке
направление. Сначала на гнезде наносятся четкие метки, а затем
на суставную поверхность, которая останется неподвижной, когда
гайка вращается. (Не царапайте шайбы, так как они могут
поворачивайте вместе с гайкой.) Гайка отвинчена примерно на 30 градусов,
с последующей повторной затяжкой так, чтобы размеченные линии совпали.
Для методов 1. и 2. момент отрыва
обычно немного выше, чем установочный крутящий момент, поскольку
статическое трение обычно больше, чем динамическое трение.
На мой взгляд, самый точный метод — это метод 3 — однако
то, что это не решит, это постоянная деформация, вызванная
за счет ползучести прокладки. Альтернативой является измерение удлинения болта.
(если крепеж не врезан в редуктор). Это может
достигается путем механической обработки головки болта и конца
болта, чтобы его можно было точно измерить с помощью
микрометр. Проверка изменения длины позволит определить,
вы теряете предварительную загрузку.
Крутящий момент во всех трех методах должен
применяться медленно и обдуманно, чтобы динамическое
влияние на показания манометра сведено к минимуму. Он всегда должен
убедиться, что невращающийся элемент, обычно болт,
удерживается надежно при проверке крутящих моментов. Показание крутящего момента должно
проверяться как можно скорее после операции затяжки
и перед любым последующим процессом, таким как покраска, нагрев
и т. д. Показания крутящего момента зависят от коэффициентов
трения под поверхностью гайки и в резьбе.
Если крепежные детали остаются слишком длинными или подвергаются различным
условия окружающей среды перед проверкой, трение и, следовательно,
значения крутящего момента могут варьироваться. Вариация также может быть вызвана
заделкой (пластической деформацией) резьбы и гайки
поверхность лица/суставов, которая имеет место. Это вложение приводит к
в уменьшении натяжения болтов и влияет на момент затяжки.
Значения крутящего момента могут варьироваться на целых 20 %, если болты
оставляют на двое суток.
Вернуться к началу
Что
В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой?
крепеж?
Потенциальные преимущества тонкой резьбы
являются:
1. Размер на размер: тонкая нить прочнее
чем грубая нить. Это как в напряжении (из-за
большая площадь напряжения) и сдвига (из-за их большей
малый диаметр).
2. Тонкая резьба также менее склонна
ослабить, так как наклон нити меньше и, следовательно, так
момент отключения.
3. Из-за меньшего шага они позволяют
более тонкие настройки в приложениях, которым нужна такая функция.
4. Нарезать тонкую резьбу легче.
в твердые материалы и тонкостенные трубы.
5. Мелкая резьба требует меньшего крутящего момента для
создать эквивалентные предварительные нагрузки болтов.
На отрицательной стороне:
1. Тонкая резьба более восприимчива к
раздражает, чем грубые нити.
2. Требуются более длинные резьбовые зацепления.
и более склонны к повреждению и загрязнению резьбы.
3. Они также менее подходят для высоких
скорость сборки, так как они с большей вероятностью заедают, когда
затянут.
Обычно указывается грубая резьба
если нет наиважнейшей причины для указания тонкой резьбы,
конечно для метрического крепежа мелкая резьба сложнее
чтобы получить.
Вернуться к началу
Что
методы доступны для расчета соответствующей затяжки
крутящий момент для болта?
Высокий предварительный натяг болтов гарантирует, что соединение
устойчив к вибрационному расшатыванию и усталости. В большинстве
приложений, чем выше предзагрузка — тем лучше (при условии
чтобы поверхностное давление под торцом гайки не превышалось
то есть).
Предварительная нагрузка связана с приложенным крутящим моментом
трением, которое присутствует под торцом гайки и в
потоки. Величина крутящего момента зависит, прежде всего, от значений
значений трения под головкой и резьбы и, таким образом, единого
цифра не может быть указана для данного размера резьбы.
Ударение, которое часто цитируется, часто
принято как прямое напряжение в болте в результате
предварительная загрузка. Обычно рассчитывается как предварительная нагрузка, деленная на
зона напряжения резьбы. Типичные значения варьируются от 50%
до 80% предела текучести материала болта, во многих
приложений используется цифра 75% урожайности. Наш TORKSense
программа использует этот подход, и дальнейшие подробности об этом см.
представлены в файле справки, который поставляется с демонстрационной программой
который доступен для загрузки с нашего веб-сайта. (Эта программа
также предоставляет большие базы данных по резьбе, болтовым материалам
и ореховые факторы.)
Важно отметить, что это не
учитывать напряжение кручения в результате
Момент затяжки. Высокие значения трения могут подтолкнуть фактическое
комбинированное напряжение над доходностью, если используются высокие проценты. (
растягивающее напряжение от предварительной нагрузки в сочетании с высокой силой кручения
напряжение сдвига от крутящего момента из-за сопротивления трения резьбы
приводит к высокому комбинированному стрессу.) Подход процентной доходности
хорошо работает в большинстве практических обстоятельств, но если вы
используя процент значений доходности более 75%, вы можете быть
превышает выход, если используются высокие значения трения.
Одним из способов обойти это ограничение является
использовать процент доходности на основе комбинированных эффектов
прямого напряжения (от предварительного натяга болта) и кручения
напряжение (от приложенного крутящего момента). Используя этот подход для указания
значения крутящего момента являются более логически последовательными и могут уменьшить
риск превышения предела текучести болта
— особенно в условиях высокого трения резьбы. Фигура
из 9Здесь обычно используется 0% выхода, когда комбинированное напряжение
(обычно рассчитывается как напряжение фон-Мизеса) от прямого
и рассчитываются напряжения кручения. Наш крутящий момент и BOLTCALC
программ использует этот подход и копию демонстрационной программы
можно скачать с нашего веб-сайта. Предоставляемый файл справки
с демонстрационной программой предоставляет дополнительную информацию
по теме.
Вернуться к началу
Делает
имеет значение, затягиваете ли вы головку болта или гайку?
Обычно не имеет значения,
головка болта или гайка затянута. Это предполагает, что болт
головка и поверхность гайки имеют одинаковый диаметр, а контакт
поверхности одинаковы (с одинаковым коэффициентом трения).
Если их нет, то это имеет значение.
Допустим, гайка была фланцевой, а головка болта
не было. Если момент затяжки определялся в предположении
что гайка должна быть затянута тогда, если головка болта была
впоследствии затянут вместо этого болт может быть перегружен.
Обычно 50% крутящего момента используется для преодоления трения при
стягивающая поверхность. Следовательно, меньший радиус трения будет
привести к большему крутящему моменту, поступающему в резьбу болта и
следовательно, чрезмерно затянут.
Если верно обратное — определяется крутящий момент
если предположить, что головка болта должна быть затянута, то если
гайка была впоследствии затянута — болт был бы недотянут.
Также имеется эффект расширения гайки
иногда это может быть важно. Расширение ореха — это эффект
выдавливания наружной резьбы из-за клина
действие нитей. Это уменьшает площадь зачистки резьбы.
и более вероятно, что это произойдет, когда гайка затянута, так как
подтягивающее действие облегчает эффект. Следовательно, если нить
зачистка является потенциальной проблемой, и для нормального стандартного
гаек и болтов в нем нет, то подтянуть болт можно
выгодный.
Вернуться к началу
Как
Вы выбираете размер крепежа для конкретного применения?
При выборе подходящего крепежа для
конкретного приложения существует несколько факторов, которые должны
приниматься во внимание. В основном это:
1. Сколько и какого размера/прочности
крепления должны быть? Кроме как полагаться на прошлый опыт
аналогичного приложения необходимо провести анализ, чтобы
определить требования к размеру/количеству/прочности. Программа
Например, BOLTCALC может помочь вам решить эту проблему.
2. Материал болта, устойчивый к воздействию окружающей среды.
преобладающие условия. Это может означать использование стандартной стали.
застежка с защитой поверхности или может означать использование материала
более устойчивые к коррозии, такие как нержавеющая сталь.
Общий основополагающий принцип заключается в
свести к минимуму стоимость крепежа при соблюдении спецификации/срока службы
требования приложения. Каждая ситуация должна быть рассмотрена
по достоинству и, очевидно, необходима некоторая детальная работа
получить подробную рекомендацию.
Вернуться к началу
Делает
с помощью удлинителя динамометрического ключа измените способность на
достичь желаемого значения крутящего момента?
Если вы используете удлинитель на
конец динамометрического ключа, крутящий момент, прикладываемый к гайке, больше
больше, чем показано на циферблате динамометрического ключа.
Если динамометрический ключ имеет длину L и
удлинительный ключ на длину E (общая длина L+E), чем:
ИСТИННЫЙ МОМЕНТ = ПОКАЗАНИЯ НА ЦИФРОВОМ Х (L+E)/L
, т.е. крутящий момент будет увеличен.
Вернуться к началу
Есть
Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
Стандартный класс прочности (или Свойство
Класс, как он известен в стандартах) для многих отраслей промышленности
составляет 8,8. На головке болта маркировка 8.8 должна быть слитной
с отметкой производителя. Класс собственности
гайки, соответствующей болту 8,8, соответствует классу 8. Гайка должна
быть отмечен цифрой 8, идентификационным символом производителя
остается на усмотрение производителя.
Болты с более высоким пределом прочности, такие как класс прочности
10.9 и 12.9 имеют соответствующие гайки 10 и 12 соответственно. В
вообще, орехи более высокого класса прочности могут заменить орехи
более низкого класса собственности (поскольку, как объяснялось выше, «самый слабый
link’ должен быть разрывом болта при растяжении).
Вернуться к началу
Следует
Я всегда использую шайбу под головкой болта и торцом гайки?
Мы считаем, что лучше всего использовать простые шайбы.
избегать, если это возможно, и, конечно же, обычная шайба не должна
использоваться со стопорной шайбой. Это частично свело бы на нет эффект
блокирующего действия и, во-вторых, может привести к другим проблемам
(Смотри ниже). Было показано, что многие «стопорные» шайбы неэффективны.
в сопротивлении разрыхлению.
Основное назначение шайбы – распределять
нагрузка под головкой болта и торцом гайки. Вместо использования
шайбы, однако наблюдается тенденция к использованию фланцевых креплений.
Если вы вычисляете напряжение подшипника под поверхностью гайки, часто
превышает несущую способность материала соединения и может
привести к ползучести и потере предварительного натяга болта. Традиционно равнина
шайба (которая должна быть закалена) используется в этом приложении.
Однако они могут смещаться в процессе затяжки (см. ниже).
вызывая проблемы.
Исследования показывают, что причина
расшатывание крепежа обычно вызвано поперечными нагрузками
вызывая смещение сустава. Застежка сама ослабляется
Этот способ. При использовании ударных инструментов для затяжки
большая вариабельность предварительного натяга, достигаемого застежкой.
Коэффициент затяжки для этого метода составляет от 2,5 до 4.
(Коэффициент затяжки — это отношение максимальной предварительной нагрузки к минимальной.
предварительная загрузка.) Программное обеспечение, такое как наша программа BOLTCALC, позволяет
это основывается на самой низкой ожидаемой предварительной нагрузке
что будет достигнуто при сборке. Из-за изменений
в самом состоянии потока — разные операторы и т. д.
возможно, достигаются более низкие значения предварительной нагрузки
даже если сборки могут показаться идентичными.
Одна проблема, которая может возникнуть с шайбами
заключается в том, что они могут двигаться при затяжке, так что шайба
может вращаться вместе с головкой гайки или болта, а не оставаться
исправлено. Это может повлиять на соотношение крутящего момента и напряжения.
Вернуться к началу
Что
это крутящий момент для метода затяжки?
Крутящий момент для текучести — это метод затяжки
застежка, так что высокий предварительный натяг достигается за счет затягивания
до предела текучести крепежного материала. Делать это последовательно
требует специального оборудования, контролирующего процесс затяжки.
В основном, по мере завершения затяжки оборудование
отслеживает зависимость крутящего момента от угла поворота крепежной детали.
Когда он отклоняется от указанного градиента на определенную величину
инструмент останавливает процесс затяжки. Отклонение от
заданный градиент указывает на то, что материал застежки
как уступил.
Метод крутящего момента для текучести иногда
называется затягиванием с контролируемым выходом или затягиванием с контролируемым соединением.
Вернуться к началу
Как
соответствуют ли метрические марки прочности дюймовой прочности
оценки?
Некоторые сведения о руководстве по переходу между
метрические и дюймовые марки прочности приведены в разделе
3. 4 стандарта SAE J1199 (Механические и материальные требования
для стальных крепежных изделий с метрической наружной резьбой).
Метрическая прочность крепежа обозначается
класс прочности, эквивалентный классу прочности.
Кратко:
Класс 4.6 примерно эквивалентен
SAE J429 класс 1 и ASTM A307 класс A
Класс 5.8 примерно эквивалентен
САЕ J4292 класс
Класс 8.8 примерно эквивалентен
SAE J429 класс 5 и ASTM A449
Класс 9.8 примерно на 9% прочнее
чем эквивалент SAE J429 Grade 5 и ASTM A449
Класс 10.9 примерно эквивалентен
с SAE J429, класс 8 и ASTM A354, класс BD
Для информации нет прямого дюйма
эквивалентно метрике 12.9класс недвижимости.
Вернуться к началу
Что
разница между болтом и винтом?
Исторически разница между болтом
а винт заключался в том, что винт был навинчен на головку, тогда как
болт имел простой стержень. Однако я бы сказал, что сейчас это
может вызвать у вас проблемы, если вы сделали это предположение, когда
указание застежки. Определение, используемое Промышленным
Fastener Institute (IFI) заключается в том, что используются винты с резьбой.
отверстия и болты используются с гайками.
Очевидно, можно использовать стандартный «болт».
в резьбовом отверстии или с гайкой. МФУ утверждают, что, поскольку
этот тип крепежа обычно используется с гайкой, тогда
является болтом. Некоторые короткие болты вкручиваются в
головка — они все еще болты, если в основном используются с гайками.
Шурупы — это крепежные изделия, такие как шурупы, шурупы.
и различные типы саморезов. Терминология МФУ
и определение было принято ASME и ANSI.
Вернуться к началу
Ар
использование тонкой гайки и толстой гайки эффективно предотвращает
ослабление?
Я думал, что когда двое
гайки использовались для блокировки резьбы, более толстая из
две гайки должны идти рядом с соединением. У меня это было как одно из
«Советы дня» по некоторым программам и через пару лет
назад было взято на задание, что это было неправильно. Тонкий орех он
сказал должен идти рядом с суставом.
Я полагал, что высота орехов была
решается путем установления наименьшей высоты, обеспечивающей
что болт сломается до того, как резьба начнет срезаться.
Так что, если вы хотите получить максимальную предварительную нагрузку на застежку
то толстая гайка должна идти первой, чтобы срыв резьбы
было предотвращено. Если сначала поставить тонкую гайку, предварительная нагрузка
будет ограничен зачисткой резьбы (отказ которой может
не быть очевидным во время затяжки гаек). положить
я думал, что тонкая гайка поверх толстой гайки поможет
в предотвращении самоослабления толстой гайки. я тоже видел
что
использование двух гаек было популярным методом на старых машинах.
те, что я видел, имели тонкую гайку наверху.
толстый орех.
Правильная процедура, как мне сказали,
чтобы сначала надеть тонкую гайку, затяните ее примерно на 30%
полный крутящий момент, а затем затяните толстую гайку сверху, чтобы
полное значение крутящего момента. Вы должны позаботиться о том, чтобы тонкие
гайка не вращается, когда вы затягиваете толстую гайку.
Затяжка толстой гайки создаст предварительную нагрузку на
совместный эквивалент того, что было бы получено из
100 — 30 = 70 % момента затяжки (во всяком случае примерно).
Идея состоит в том, что резьба болта входит в зацепление с тонкой гайкой.
отсоедините так, чтобы толстая гайка приняла предварительный натяг, взяв
люфт на резьбе тонкой гайки. Тонкий орех
заклинивание (отсюда и альтернативное название — контргайка) против
толстый 9гайка 0086. Это помогает предотвратить самоослабление и улучшает
усталостные характеристики крепежа за счет изменения распределения нагрузки
внутри нитей. Делаем наоборот, тонкая гайка сверху
толстой гайки недостаточно сжимает детали.
Прошло два года, а я все еще не убежден.
Мне все еще задают вопрос о двух орехах, но я всегда склонен
порекомендуйте другие более современные способы блокировки потоков. я
думаю, что причины, по которым мне не легко с методом
заключается в том, что это слишком зависит от навыков человека, затягивающего
сустав. Существует также количество люфтов в потоках
(вы могли бы сорвать резьбу маленькой гайки, если бы это была
плотная посадка) и предварительная нагрузка будет меньше, чем могла бы быть
также.
Вернуться к началу
Есть
есть какой-то стандарт, в котором указано, сколько ниток должен
выступать за гайку?
Есть некоторые строительные нормы, которые предусматривают, что
хотя бы одна резьба должна выступать через гайку. Однако
обычно указывается, что по крайней мере один поток
шаг должен выступать через целый ряд отраслей промышленности. Обычно
первые несколько шагов резьбы могут быть только частично
образуется из-за фаски и т. д.
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
В случаях, когда резьбовое крепление
врезается в пластину или блок, как правило,
материал крепежа и блока будет разной прочности.
Если приняты критерии, согласно которым болт должен выдерживать растяжение
перелом перед полосками внутренней резьбы, длина резьбы
требуемое участие может быть чрезмерным и может стать нереалистичным
для низкопрочных пластинчатых/блочных материалов. Допуски и шаг
ошибки между потоками могут сделать помолвку долгой
нитки проблемные.
Таким образом, полная высота гайки
следует использовать, если вы хотите избежать зачистки нити. Взглянуть
информацию на сайте о программе BOLTCALC и
зачистка нити — доступно руководство/презентация
с сайта.
По максимальному выступу у меня нет
столкнуться с какими-либо рекомендациями по этому вопросу, а затем свести к минимуму
чтобы не тратить материал.
См. Shortbolting.htm
для получения дополнительной информации по этой теме.
Вернуться к началу
Некоторые
болты преднамеренно затягиваются выше предела текучести. Почему
не прогибаются ли они дальше, когда внешняя нагрузка впоследствии
приложили к суставу и отпустили?
Когда болт затягивается в пластиковый
области, урожайность является результатом комбинированного воздействия
как растягивающее/осевое напряжение, так и напряжение кручения, превышающее
предел текучести материала болта. Растягивающее/осевое напряжение
является результатом удлинения/растяжения болта и
напряжение кручения в результате трения резьбы и
момент растяжения, действующий на нить. Когда сустав выдерживает
внешней нагрузки, есть два эффекта, которые позволяют
болт для осевой нагрузки без дополнительной поддержки пластика
деформация:
1. Значительная доля кручения в болте, обычно
50% или около того, исчезает, как только операция затяжки
заключен. Изменяется реакция крутящего момента внутри
застежка. Например, если гайка затянута,
будет кручение, действующее вниз по хвостовику, приводящемуся в движение от
гнездо и отреагировал на головку болта. Когда розетка
удалены, кручение затем реагирует между поверхностью гайки
и головка болта, уменьшенная на 50% или около того.
Считается, что оставшееся кручение обычно исчезает в результате
потерь при встраивании/релаксации.
2. В точке образуется новый предел текучести
на кривой деформации, до которой был затянут болт. Этот
эффект называется эффектом Баушингера (подробнее см.
об этом эффекте можно прочитать на странице https://en.wikipedia.org/wiki/Bauschinger_effect).
Общий результат этих двух эффектов обсуждался
выше заключается в том, что даже при пластическом затягивании болта
будет работать упруго при приложении внешних нагрузок к
сустав. Очевидно, что существуют ограничения на величину
нагрузка, которую можно приложить до того, как произойдет деформация. Во многих
применения, разделение соединения происходит до того, как болт поддастся.
Важным исключением являются соединения, состоящие из разных
материалов, подверженных значительным изменениям температуры. Один
таким применением является стальной болт в алюминиевом соединении. В
в таких соединениях болт может еще больше деформироваться в результате дифференциала
тепловое расширение после затяжки. (Коэффициент
тепловое расширение алюминия примерно в два раза больше, чем у
стали, поэтому толщина шва увеличивается с повышением температуры.
с большей скоростью, чем расширяется сталь.) Такие эффекты, как
снижение предела текучести материала при повышенных
температура тоже может играть роль. В некоторых из этих случаев
например, болты головки блока цилиндров, деформация может произойти, когда
двигатель сначала запускается и нагревает блок, но выход
ограничивается и стабилизируется в последующих циклах нагрева-охлаждения.
.
Вернуться к началу
Направляющие для крепежа — классы болтов и маркировка головок | Fastener SuperStore
Направляющие для крепежа — классы болтов и маркировка головок | Супермагазин крепежа | Объемные промышленные крепежные детали
(866) 688-2500
- Войти / Зарегистрироваться
- Корзина
- Электронная почта
- Винты
- Болты
- Орехи
- Шайбы
- Заклепки
- Распорки и стойки
- Гайки для монтажа в стойку
- Метрика
- Розетки
- Mil-Spec
- Другие категории продуктов
- Дом
- > Направляющие крепежа
- > Марки болтов и маркировка головок
Многие из наших типов болтов доступны в различных вариантах прочности и класса, каждый из которых имеет отличительную маркировку на головке. Следующие маркировки являются основными индикаторами, используемыми на наших деталях.
Загрузить руководство
Стандартные детали
Марка материала | Маркировка | Внешний вид | Диапазон номинальных размеров | Пробная нагрузка | Предел текучести | Прочность на растяжение | ||||||||
2 класс | Без маркировки |
|
|
|
| |||||||||
5 класс | 3 радиальные линии |
|
|
|
| |||||||||
8 класс | 6 радиальных линий | 1/4″ — 1 1/2″ | 120 000 | 130 000 | 150 000 | |||||||||
Нержавеющая сталь 18-8 и 316 | Без стандартной маркировки | До 1 дюйма | 45 000 | 85 000 | ||||||||||
Конструкционные болты A325 | А325 |
|
|
|
|
Метрические детали
Класс материала | Маркировка | Внешний вид | Диапазон номинальных размеров | Пробная нагрузка | Предел текучести | Прочность на растяжение | ||||||||
Класс 8. | 8,8 |
|
|
|
| |||||||||
Класс 10.9 | 10,9 | 5 мм — 100 мм | 830 / 120 350 | 940 / 136 300 | 1040 / 150 800 |
*MPA = Мегапаскаль. 1 МПа = 145 фунтов на квадратный дюйм (фунтов на квадратный дюйм)
Испытательная нагрузка — Величина напряжения растяжения (разрыва), которое болт должен выдерживать без остаточной деформации.
Предел текучести — Величина напряжения растяжения, при котором будет иметь место определенная остаточная деформация.
Прочность на растяжение — Максимальное напряжение на растяжение, которое может возникнуть до того, как болт сломается или сломается.
Fastener SuperStore предлагает эти варианты классов в следующих стандартных категориях:
Fastener SuperStore предлагает эти варианты классов в следующих метрических категориях:
Загрузить руководство
Марки болтов и маркировка головок – Руководство по крепежным деталям Newport www.NewportFasteners.com
Доступны типы болтов различных марок и классов. Каждый сорт имеет свою отличительную маркировку на головке, и это является основным показателем его использования. Болты изготавливаются из различных марок стали, и марки должны определять максимальное количество напряжений, выдерживаемых болтами. Процесс затягивания болтов зависит от класса болта.
Стандартные детали
Внешний вид | Марка материала | Маркировка | Диапазон номинальных размеров | Пробная нагрузка | Предел текучести | Прочность на растяжение | ||||||||
2 класс | Без маркировки |
|
|
|
| |||||||||
5 класс | 3 радиальные линии |
|
|
|
| |||||||||
8 класс | 6 радиальных линий | 1/4″ — 1 1/2″ | 120 000 | 130 000 | 150 000 | |||||||||
Нержавеющая сталь 18-8 и 316 | Без стандартной маркировки | 45 000 | 85 000 | |||||||||||
Конструкционные болты A235 | А325 |
|
|
|
Метрические детали
Внешний вид | Класс материала | Маркировка | Диапазон номинальных размеров | Пробная нагрузка | Предел текучести | Прочность на растяжение | ||||||||||||
Класс 8. | 8,8 |
|
|
|
| |||||||||||||
Класс 10.9 | 10,9 | 5 мм — 100 мм | 830 / 120 350 | 940 / 136 300 | 1040 / 150 800 |
Пробная нагрузка — относится к величине растягивающего напряжения, которое болт выдерживает без какой-либо остаточной деформации.
Предел текучести — величина растягивающего напряжения, необходимая для остаточной деформации болта.
Прочность на растяжение — максимальное растяжение, которое может произойти перед разрушением болта.
Наши варианты исполнения в стандартных категориях –
2 класс | 5 класс | 8 класс | А325 |
Винты с шестигранной головкой | Болты с квадратным подголовком | Болты с квадратным подголовком | Конструкционные болты |
Винты с шестигранной головкой | Винты с шестигранной головкой | ||
Болты с шестигранной головкой | Фланец с шестигранной головкой / Болты рамы | ||
Болты отвала | Болты с шестигранной головкой | ||
Болты отвала |
Варианты garde в следующих категориях –
Класс 8. | Класс 10.9 |
Винты с шестигранной головкой | Винты с шестигранной головкой |
Фланец с шестигранной головкой / Болты рамы | Фланец с шестигранной головкой / Болты рамы |
Smith Brothers Services — Маркировка головок болтов
Smith Brothers Services — Маркировка головок болтов
| Смит Бразерс Сервисиз, ООО | ||||||
| ЧАСТИ ПЛУГА | ЗАПЧАСТИ ДЛЯ ГРУЗОВИКА |
ПЛУГ | ||||
Добавлено 14. 01.12
Обновлено 02.06.17
Служба Smith Brothers:
      
Маркировка головок болтов
Я не говорю о линиях на головках болтов, которые
укажите, какой марки застежка. Я говорю о буквах, цифрах,
и символы. На этой странице есть ссылка, которая приведет вас к (документу)
Бюро патентов и товарных знаков США, где вы можете скачать файл и просмотреть все
различные маркировки и место изготовления болтов. Вроде самый обычный
Маркировка, которую мы видим в эти дни, равна ДЖХ . Мейер использует их во всех своих монтажных работах.
Комплекты оборудования Carton, PAF Carton, Hydraulic Carton и CLF Carton, западное использование
их тоже. Tractor Supply Co продает их по фунту.
Вы удивлены тем, что болты JH производятся на Тайване? я
добавлена треугольная маркировка, потому что, когда вы покупаете у нас комплект оборудования (собранный МЫ) или новый
King Bolt, вы НЕ получите болт JH . Около 99% болтов мы
используйте в магазине треугольник (кроме оборудования, входящего в комплекты OEM). Но эй, если мы продадим вам 9Болт 2105 JH , он же
однозначно ОЕМ….
Вот ссылка на файл .pdf:
http://www.uspto.gov/trademarks/law/FQA_Registry.pdf
2017 — Теперь нам есть что добавить. Кажется, теперь мы находим больше различных болтов из Китая или Тайваня в комплектах оборудования OEM. Думаю, они нашли еще более дешевый источник. Давайте будем честными, они не стали бы менять поставщиков, чтобы платить больше, и если бы они хотели обеспечить реальное качество, они бы в первую очередь не покупали оборудование в Китае и на Тайване, не так ли? В свою (несколько) защиту скажу, что сегодня производители очень часто находят более дешевые материалы, а не повышают цены. Некоторые делают и то, и другое, но более дешевые материалы остаются «за кулисами».
Недавно мы видели две новые маркировки, и одна из них как минимум один раз оказалась неудачной. Один выглядит как 911, но он перевернут. Это тот, который не удалось во время установки. Он никогда не был тугим, а потом лопнул. Должен добавить, что мы установили их не менее нескольких десятков без сбоев, но могу сказать, что за всю свою жизнь у меня ни разу болт с треугольником на головке не защелкивался при затяжке. Я не говорю, что если бы я наткнулся на читер и попытался сломать его, я бы не смог, я говорю, что во время установки ни один из них не сломался. Так что она «911», хммм, посмотри, где он сделан…
Мы написали об этом, когда это произошло, на нашей странице в Facebook. Мы также разместили следующее изображение, показывающее болты WE
, используемые в магазине, треугольник на головке, в упаковке с пометкой «Сделано в Канаде».
Другой, которого мы видели, имеет JDF на голове. Он тоже сделан в Китае.
И, наконец, поскольку я знаю, что люди приходят сюда, потому что они не знают, что означают линии на головках болтов, вот пример двух болтов, сделанных в Канаде.
Один 5 класс, другой 8 класс. Цвет (покрытие) не имеет значения. У 5 класса на голове 3 линии, а у 8 класса 6 линий на голове.
Поскольку мы продаем и устанавливаем снегоуборочные отвалы Meyer, мы храним в своих контейнерах то, что используем. Может быть, это то, что вы ищете? У нас есть интернет-магазин, доставка осуществляется ежедневно. Поскольку для плугов требуется более крупное оборудование, оно есть у нас на складе. Почти каждая торговая марка отвалов, представленных сегодня на рынке, использует крепежные детали 1/2″, 5/8″ и 3/4″ на самих плугах и для прикрепления опор плугов к транспортным средствам, так что это то, что мы храним и предлагаем. Поскольку что-то должно поддаваться, в плугах для крепления к транспортным средствам используется крепеж класса 5. Производители плугов ХОТЯТ, чтобы болты срезались для защиты автомобиля. болт, чем сдвинуть балку рамы.где-то должно быть слабое звено.Может лучше узнать на горьком опыте,потому что после сильного удара твоя дверь уже не откроется!Шутка не шутка,я видел.
Крупная резьба 1/2 дюйма
Болты
Артикул: M21943-AM | Болт 1/2-13 x 1-3/4” Класс 5 (КАНАДА) Болт 1/2-13 x 1-3/4” класс 5. Полностью нарезанный. Сделано в Канаде. 2,50 доллара США Производитель: Aftermarket |
9Артикул 0007: M20095-AM | Болт 1/2–13 x 1,5 дюйма, класс 5 (КАНАДА) Болт 1/2-13 x 1,5″, класс 5 (КАНАДА). Оцинкованный. 2,25 доллара США Производитель: Aftermarket |
Артикул: M20097-AM | Болт 1/2–13 x 2 дюйма, класс 5 (КАНАДА) Болт 1/2-13 x 2″, класс 5 (КАНАДА). Оцинкованный. 2,75 доллара США Производитель: |
Артикул: M20099-AM | Болт 1/2–13 x 2–1/2 дюйма, класс 5 (КАНАДА) Болт 1/2-13 x 2-1/2″, класс 5 (КАНАДА). 3,25 доллара США Производитель: Aftermarket |
Артикул: M20098-AM | Болт 1/2–13 x 2–1/4 дюйма, класс 5 (КАНАДА) Болт 1/2–13 x 2–1/4 дюйма, класс 5 (КАНАДА). Оцинкованный. $3.00 Производитель: Aftermarket |
Артикул: M20101-AM | Болт 1/2–13 x 3 дюйма, класс 5 (КАНАДА) Болт 1/2–13 x 3 дюйма, класс 5 (КАНАДА). Оцинкованный. 3,50 доллара США Производитель: Aftermarket |
Артикул: M20103-AM | Болт 1/2–13 x 3–1/2 дюйма, класс 5 (КАНАДА) Болт 1/2–13 x 3–1/2 дюйма, класс 5 (КАНАДА). Оцинкованный. $4.00 Производитель: Aftermarket |
Артикул: M20102-AM | Болт 1/2–13 x 3–1/4 дюйма, класс 5 (КАНАДА) Болт 1/2–13 x 3–1/4 дюйма, класс 5 (КАНАДА). 3,75 доллара США Производитель: Aftermarket |
Артикул: M20105-AM | Болт 1/2–13 x 4 дюйма, класс 5 (КАНАДА) Болт 1/2–13 x 4 дюйма, класс 5 (КАНАДА). Оцинкованный. 4,40 доллара США Производитель: Aftermarket |
Артикул: M20106-AM | Болт 1/2–13 x 4–1/2 дюйма, класс 5 (КАНАДА) Болт 1/2-13 x 4-1/2″, класс 5 (КАНАДА). Оцинкованный. 4,90 доллара США Производитель: Aftermarket |
Болты с крупной резьбой 5/8″
Артикул: M20139-AM | Болт 5/8″-11 x 1-1/2″ (КАНАДА) Болт — 5/8″-11 x 1-1/2″ Класс 5 (КАНАДА) 3,25 доллара США Производитель: Aftermarket |
Артикул: M20140-AM | Болт 5/8″-11 x 1-3/4″ (КАНАДА) Болт — 5/8″-11 x 1-3/4″ Класс 5 (КАНАДА) 3,50 доллара США Производитель: Aftermarket |
Артикул: M20141-AM | Болт 5/8″-11 x 2″ (КАНАДА) Болт — 5/8″-11 x 2″ Класс 5 (КАНАДА) 3,75 доллара США Производитель: Aftermarket |
Артикул: M20143-AM | Болт 5/8″-11 x 2-1/2″ (КАНАДА) Болт — 5/8″-11 x 2-1/2″ Класс 5 (КАНАДА) 4,15 доллара США Производитель: Aftermarket |
Артикул: M20142-AM | Болт 5/8″-11 x 2-1/4″ (КАНАДА) Болт — 5/8″-11 x 2-1/4″ Класс 5 (КАНАДА) $3,90 Производитель: Aftermarket |
Артикул: M20144-AM | Болт 5/8″-11 x 2-3/4″ (КАНАДА) Болт — 5/8″-11 x 2-3/4″ Класс 5 (КАНАДА) 4,15 доллара США Производитель: Aftermarket |
Артикул: M20145-AM | Болт 5/8″-11 x 3″ (КАНАДА) Болт — 5/8″-11 x 3″ Класс 5 (КАНАДА) 4,50 доллара США Производитель |
Болты с крупной резьбой 3/4 дюйма
Артикул: M20164-AM | Болт 3/4″-10 x 2″ (КАНАДА) Болт — 3/4 — 10 x 2 дюйма, класс 5 (КАНАДА) 4,25 доллара США Производитель: |
Артикул: M20165-AM | Болт 3/4″-10 x 2-1/4″ (КАНАДА) Болт — 3/4-10 x 2-1/4″, класс 5 (КАНАДА) 4,85 доллара США Производитель: |
Артикул: M20172-AM | Болт 3/4″-10 x 4″ (КАНАДА) Болт — 3/4 -10 x 4″ Класс 5 (КАНАДА) $5,80 Производитель: |
Компания Smith Brothers Services, LLC
3212 State Route 94
Suite 9
Франклин, Нью-Джерси 07416
(973) 209-7569
sales@smithbrothersservices.
