Как на токарном станке нарезать резьбу резцом: Нарезание резьбы на токарном станке резцом
Содержание
Токарная резьба — РИНКОМ
Токарная резьба — РИНКОМ
Главная
Статьи
Токарная резьба
Токарная резьба
1 августа 2022
Гирин Кирилл
Нарезание резьбы на токарном станке – автоматизированный процесс. С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ.
В материале:
- Способы формирования резьбы
- Работа с резцом
- Нормативные документы
- Специфика использования резцов
- Технологические особенности
- Приобретение резцов
- Подготовка резьбы посредством метчиков и плашек
- Скоростные режимы при работе с метчиками
- Допуски при работе с плашками
- Скоростные режимы при использовании плашек
- Приобретение метчиков и плашек для токарных работ
- Работа с резьбонарезными головками
- Рекомендации по повышению качества резьбы
Рис. 1 Нарезание резьбы на станке
1 Нарезание резьбы на станке
Способы формирования резьбы
Токарное нарезание резьбы возможно 3 способами: резцами, метчиками (плашками) и головками. Каждый метод обладает собственными особенностями.
Работа с резцом
Нарезание резьбы на токарном станке резцом происходит в следующем порядке.
- Деталь зажимается в патроне.
- Мастер устанавливает резец, соответствующий параметрам подготавливаемой резьбы.
- Металлорежущий инструмент перемещается вдоль заготовки, формируя прорези винтового типа.
На характеристики резьбы влияют: скорость подачи инструмента, частота вращения заготовки и угол подъема резца. Изменяя перечисленные параметры, удастся получить треугольную, прямоугольную, трапецеидальную, упорную и угловую резьбу.
Рис. 2 Треугольная резьба
Рис.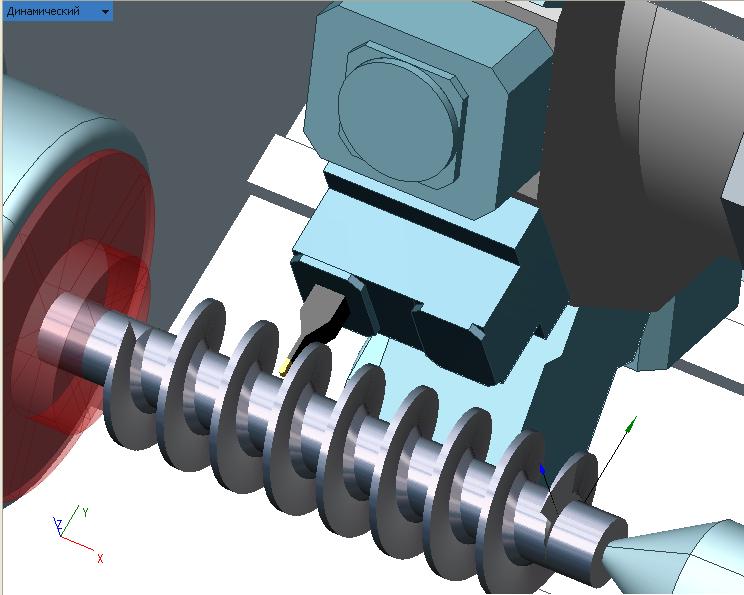 3 Прямоугольная резьба
3 Прямоугольная резьба
Рис. 4 Трапецеидальная резьба
Рис. 5 Упорная резьба
Рис. 6 Круглая резьба
Нарезать резьбу на токарном станке можно в один или несколько проходов. В первом случае резьба называется однозаходной, во втором – многозаходной. Многозаходная нарезка отличается не только шагом, но и ходом. Параметр выражен в расстоянии между двумя однотипными точками соседних витков. Размерность хода измеряется параллельно оси детали.
ВАЖНО. Ход однозаходной резьбы, сформированный одной ниткой, равняется ее шагу. Для расчета хода многозаходной резьбы необходимо перемножить шаг и число заходов.
Нормативные документы
Для каждого типа наружной резьбы, нарезаемой резцом, предусмотрен соответствующий ГОСТ. Стандарт определяет профиль и размерность резьбы, а также предъявляет требования к ее качеству.
Рис. 7 ГОСТы на различные типы резьбы
Специфика использования резцов
Для нарезания резьбы резцом на токарном станке применяется различный инструмент. Продукция соответствует ГОСТ 18876-73, производится из быстрорежущей стали. Основные типы и параметры использования резцов представлены в сводной таблице.
| Тип резца | Специфика применения |
| Стержневой |
|
| Призматический многопрофильный |
|
| Призматический однопрофильный |
|
| Дисковый многопрофильный |
|
| Дисковый однопрофильный |
|
| Дисковый для внутренней резьбы |
|
На схемах присутствуют обозначения углов:
- α — задний угол;
- γ — передний угол;
- φ — угол заборного конуса.

Буквой h обозначается высота, на которой устанавливается резец.
ВАЖНО. Для формирования винтовых резьбовых канавок рекомендуется использовать отогнутые или прямые резцы. Подготовить внутреннюю резьбу помогут изогнутые инструменты, размещаемые в профильных оправках.
Технологические особенности
При нарезании резьбы резцом на токарном станке соблюдается ряд правил.
- Передний угол резца варьируется в пределах от 0 до 25 градусов. При его подборе учитывается материал, из которого выполнена деталь. Для работы с заготовками из конструкционных сталей используется инструмент с нулевым углом заточки. Обработка легированных сплавов, устойчивых к воздействию высоких температур, производится резцами с углом заточки 5 – 10 градусов. В случае взаимодействия с материалами повышенной вязкости задействуются резцы, заточенные под углом 25 градусов.
- Профиль вершины резца соответствует профилю резьбы.

- Задние боковые углы инструмента не должны взаимодействовать с только что сформированной резьбой.
- Внутренняя резьба формируется в заранее подготовленных отверстиях. Их получают при помощи сверления и расточки.
Для работы со стальными заготовками используется инструмент из сплавов Т15К6, Т14К8 и Т30К4. Подготовку резьбы на поверхности чугунных деталей обеспечат резцы с пластинами из сплавов ВК4, ВК6М и ВК3М.
Рис. 9 Схемы использования резьбонарезных резцов
Компания «РИНКОМ» предлагает широкий спектр резцов для токарных станков. В ассортименте решения для бытового и производственного использования. Продукция различается материалом изготовления, геометрией и направлением подачи, выполнена согласно отраслевым нормативам.
Рис. 10 Ассортимент резцов для нарезки резьбы
Подготовка резьбы посредством метчиков и плашек
Метчики и плашки используются для нарезки внутренней и внешней резьбы на токарном станке. Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
ВАЖНО. Использование классического инструмента увеличивает количество операций и нагрузку на мастера. Специалист задействует черновые, получистовые и чистовые метчики.
Рис. 11 Конструктивные особенности машинного метчика
Скоростные режимы при работе с метчиками
Подготовка резьбы метчиком на токарном станке предполагает соблюдение скоростного режима. Он зависит от материала изготовления детали.
- Заготовки на базе алюминия, чугуна и бронзы – от 6 до 22 м в минуту.
- Заготовки из конструкционных сталей и прочих материалов – от 5 до 12 м в минуту.
Превышение обозначенной скорости приведет к снижению качества резьбы, увеличит вероятность дефектов.
Рис. 12 Дефекты на поверхности резьбы
Допуски при работе с плашками
Токарные работы по нарезке резьбы плашками требуют использования обточенных заготовок. Диаметр изделий рассчитывается с учетом установленных допусков.
Для работы с инструментом используется патрон с плашкодержателем. Он устанавливается в пиноль задней бабки, располагается на одной оси с деталью.
Рис. 13 Плашкодержатель с плашкой для токарного станка
Скоростные режимы при использовании плашек
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
- Заготовки из латуни – от 10 до 15 м в минуту.
- Заготовки из чугуна – от 2 до 3 м в минуту.

- Заготовки из легированных и конструкционных сталей – от 3 до 4 м в минуту.
- для внутренней резьбы – призматические;
- для наружной резьбы – радиальные, круглые и тангенциальные.

- Корректный подбор оснастки и методики нарезания.
- Предварительная подготовка заготовки согласно технологической документации. Обеспечение допусков, указанных в нормативных таблицах, удаление механических дефектов на поверхности детали.
- Правильный подбор режима обработки.
- Применение подходящих смазывающе-охлаждающих жидкостей.
- Корректная настройка станка. Проведение дополнительных мероприятий по расчету и сборке гитары при необходимости.
- Использование резцов с соответствующим качеством заточки. Параметр проверяется посредством шаблона. При наличии отклонений резец не допускается в работу.
- Детальный осмотр и обмер первых изготовленных деталей. При необходимости подстройка оборудования.
 Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов. - Периодическая проверка исправности токарного станка и смежных компонентов.
- Своевременная заточка металлорежущих инструментов. При невозможности восстановления резец (пластина) списывается в утиль.
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
Приобретение метчиков и плашек для токарных работ
Компания «РИНКОМ» также реализует метчики и плашки. Продукция соответствует ГОСТ и DIN, поставляется наборами и поштучно. В наличии инструмент для производственных нужд и решения для бытового использования.
Рис. 14 Набор плашек
Работа с резьбонарезными головками
Резьбонарезные головки применяются реже, чем плашки и резцы. Инструмент работает с заготовками любого типа, подготавливает резьбу посредством гребенок. Последние представлены в нескольких исполнениях:
Продукция изготавливается из стали HSS или иных высокопрочных сплавов. Специфика крепления соответствует конфигурации патрона, для которого предназначен инструмент.
Рис. 15 Гребенки для нарезания резьбы
Ключевая особенность головок – удаление режущего инструмента из рабочей зоны при обратном ходе. Это исключает контакт с вновь нарезанной резьбой, снижает вероятность ее порчи.
Головки позволяют работать с червяками и винтами. При взаимодействии с крупными деталями они фиксируются на суппорте станка. Такой подход повышает производительность и устойчивость инструмента.
Рис. 16 Резьбонарезные головки
При подборе головок учитывается конфигурация станка и параметры обрабатываемых материалов. В случае необходимости используются дополнительные модули, подготавливающие заготовку к обработке.
Рекомендации по повышению качества резьбы
Получить качественную резьбу, соответствующую требуемым характеристикам, позволит соблюдение следующих рекомендаций.
Качество готовой резьбы оценивается посредством калибров, шагомеров и микрометров. Калибры контролируют диаметр резьбы при серийном производстве, обеспечивают быстрое проведение оценочных операций.
Рис. 17 Резьбонарезные головки
Шагомеры оснащаются сменными вставками, позволяют работать с заготовками различных типов. Ввиду низкой точности измерений приборы используются в мелкосерийном производстве.
Рис. 18 Шагомер для работы с резьбой
Наиболее ответственные детали проверяют при помощи микрометров. Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Рис. 19 Проверка резьбы микрометром
К работе допускаются только поверенные приборы. Использование изделий без сопроводительных документов неприемлемо. Это увеличивает риск дефектов и отклонений в размерах, снижает производительность и качество труда.
При хранении готовых изделий используются специальные ящики. Поверхность деталей может обрабатываться маслом для предотвращения коррозии.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
11 октября 2022
Токарные патроны
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как нарезать резьбу на 1к62 резцом
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.

Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Правила нарезки
резьбовой шаблон используется для контроля правильности нарезания резьбы
- Чистота резьбы определяется постановкой и направлением движения инструмента.
 Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка. - Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.

- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
- Показатель боковых углов инструмента сзади должен быть таковым, чтобы во время нарезки боковые грани не соприкасались с поверхностью резьбы. Обычно справа и слева они равны: при угле резьбового подъема выше 4 градусов — от 6 до 8 градусов и от 3 до 5 градусов, если угол до 4 градусов.
- Внутренние резьбы режут непосредственно по окончанию расточки или сверления. В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких.
- Иногда резьбу следует оканчивать канавкой. Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
- Чтобы на торце выполнить качественную резьбу, необходимо сделать уступ до 3 мм не меняя диаметр. С помощью этого выступа обозначают итоговый проход резака.
 По окончанию нарезки уступ удаляют.
По окончанию нарезки уступ удаляют. - Черновой проход выполняется со скоростью до 30 метров в минуту, чистовой до 55 метров в минуту. При обработке чугуна скорость не более 25 метров в минуту. Твердосплавными инструментами сталь режется со скоростью до 150 м\минуту. Когда шаг резьбы меньше 2 мм используют повышенные скорости, когда шаг от 6 мм — пониженные (точные показатели можно найти в специальных таблицах).
- Режется резьба в несколько проходов, по окончанию каждого прохода инструмент устанавливается в начальную позицию.
- Когда необходимо на длинную заготовку нанести наружную резьбу, суппорт вручную устанавливают в начальную позицию, отключив гайку разъема. Чтобы сделать следующий проход нарезания следует попасть точно в канавку.
Параметры и соответствующие ГОСТы
Инструкция по нарезанию резьбы в видеоролике:
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин. , чугунные – 3 м/мин., стальные болванки — 4 м/мин.
, чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
Процесс нарезания резьбы на токарном станке – metmaStanki.ru
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.

Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.

Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой.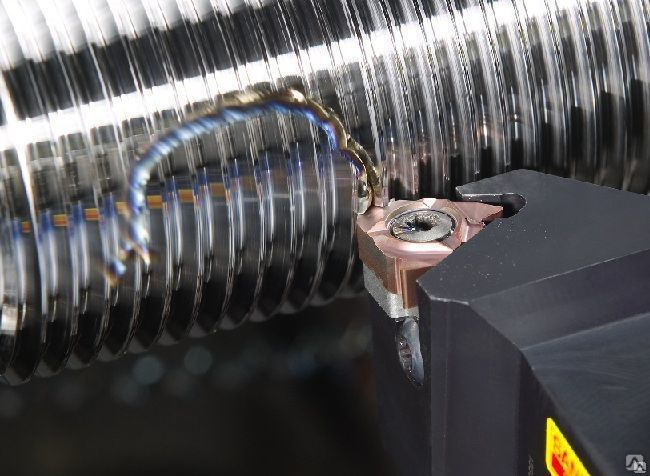 Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.

Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.

Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Видео: Как нарезать резьбу на токарном станке
В своем введении в нарезание резьбы я изложил основные принципы нарезания резьбы на токарном станке, как они мне представляются. Далее я опишу простой пошаговый обзор операций нарезания резьбы на мини-токарном станке. Обратите внимание, что это то, что я делаю, когда нарезаю резьбу на своем мини-токарном станке. Это не значит, что это правильно… это просто работает для меня.
Важно всегда защелкивать полугайку, когда циферблатный индикатор находится на одном из номеров, указанных для желаемой резьбы в таблице индикаторов резьбы. В равной степени важно помнить, что инструмент следует выводить из работы, прежде чем возвращать каретку в исходное положение. Не забывайте использовать много смазочно-охлаждающей жидкости. Завершая нарезку резьбы, я использую инструмент для измерения шага резьбы, чтобы выполнить своего рода «притирку» на работе, это помогает очистить заусенцы. Нарезание резьбы — это своего рода искусство. Вам нужно сбалансировать скорость токарного станка и глубину каждого реза. Двигатель должен быть достаточно быстрым, чтобы предотвратить остановку, но достаточно медленным, чтобы вы могли видеть, что делаете. Вырежьте глубоко, и это согнет работу или ценность. Чтобы научиться нарезать резьбу, требуется некоторая практика. [произошла ошибка при обработке этой директивы] | Введение Главная
|

 Там написано, что на 1мм нам нужно 60,45,30,60. Поэтому отрегулируйте переключающие шестерни (будьте осторожны, чтобы не уронить деревянную шпонку в ящик для стружки) так, чтобы шестерня с 60 зубьями находилась на верхней шестерне сама по себе. Поместите другую шестерню с 60 зубьями отдельно на шестерню ходового винта. Затем установите шестерни с 45 и 30 зубьями на центральный шпиндель так, чтобы шестерня с 45 зубьями находилась внутри.
Там написано, что на 1мм нам нужно 60,45,30,60. Поэтому отрегулируйте переключающие шестерни (будьте осторожны, чтобы не уронить деревянную шпонку в ящик для стружки) так, чтобы шестерня с 60 зубьями находилась на верхней шестерне сама по себе. Поместите другую шестерню с 60 зубьями отдельно на шестерню ходового винта. Затем установите шестерни с 45 и 30 зубьями на центральный шпиндель так, чтобы шестерня с 45 зубьями находилась внутри. Есть две позиции.
Есть две позиции. Удерживайте его немного, чтобы убедиться, что он правильно зацепил полугайку вокруг ходового винта.
Удерживайте его немного, чтобы убедиться, что он правильно зацепил полугайку вокруг ходового винта.

Метрическая резьба
Метрическая резьба
Нарезание метрической резьбы на токарном станке с дюймовым ходовым винтом несложно, но есть инструкции, охватывающие более тонкие моменты.
их немного и они далеко друг от друга. Это метрический мир, и теперь я нарезаю больше метрических нитей, чем что-либо еще. Скорее всего, если
Вы не нарезаете метрическую резьбу сейчас, вы будете рано или поздно. Мое мнение, что раньше. Всего несколько дополнительных передач
Вы можете вырезать любой стандартный метрический шаг на маленьком токарном станке Logan, Southbend или другом качественном станке. Следующее объяснение
может показаться немного утомительным и повторяющимся, но твердое понимание основ поможет вам решить любые проблемы, которые
может возникнуть для любого токарного станка, зубчатой передачи или шага.
Метрические транспонирующие шестерни и принцип их работы
Самый распространенный ходовой винт — 8 TPI, шаг 0,125″. Это 3,175 мм, не очень удобное число, из которого
для получения стандартных метрических шагов. Цель метрического транспонирования шестерен состоит в том, чтобы просто масштабировать этот шаг в более
полезное значение, которое можно разделить или умножить, используя обычные передаточные числа, для получения стандартных метрических шагов.
Традиционная пара транспонирующих шестерен имеет 127 и 100 зубьев. Шаг ходового винта 3,175 мм, разделенный на отношение
эти две шестерни, 1,27, дают нам 2,5 мм, гораздо более простое число для дальнейшего деления или умножения на стандартные метрические шаги.
Важно помнить, что использование метрических транспонирующих шестерен позволяет вам рассматривать дюймовый ходовой винт как метрический.
ходовой винт. Остальная часть зубчатой передачи просто умножает или делит это новое значение шага, чтобы получить желаемый шаг. Если
вы думаете о транспонирующих шестернях и ходовом винте вместе, это позволяет избежать необходимости включать специфику преобразования в
каждый расчет передач.
Простой пример подкрепит концепцию. Вы установили метрические транспонирующие шестерни и теперь думаете о
с ходовым винтом с шагом 2,5 мм. Вы хотите нарезать резьбу с шагом 1,0 мм, поэтому вам нужны шестерни на пути
между транспонирующими шестернями и ходовым винтом (или шпинделем, в зависимости от того, где установлены транспонирующие шестерни) с
соотношение 1:2,5. С этой задачей справится пара 16 и 40 зубов (как и другие, имеющие такое же соотношение). Если у тебя есть
С этой задачей справится пара 16 и 40 зубов (как и другие, имеющие такое же соотношение). Если у тебя есть
токарный станок с быстросменным редуктором, действуют те же правила. Вам все еще нужно общее соотношение 1:2,5, используя некоторую комбинацию
внешние шестерни и передаточные числа, доступные в коробке передач. Я расскажу о редукторах QC более подробно позже, но для
Сейчас мы предположим простую машину с переключением передач без коробки передач.
Большие транспонирующие шестерни
Традиционные транспонирующие шестерни на 127 и 100 зубьев большие и дорогие. Хуже того, они обычно не разрешают
крышка должна быть закрыта, что увеличивает вероятность повреждения металлической стружкой и подвергает людей опасности открытого механизма
тренироваться. Не заблуждайтесь, открытые зубчатые передачи чрезвычайно опасны. Они будут втягивать вещи, уничтожая как объект, так и
шестерни. Подумайте о травмах и ампутациях. Открытые неохраняемые зубчатые передачи никогда не допускаются в промышленности, и компания будет
Открытые неохраняемые зубчатые передачи никогда не допускаются в промышленности, и компания будет
OSHA сильно оштрафовала за допущение такого. Если вы используете зубчатую передачу, которая не позволяет использовать крышку, изготовьте
подходящий охранник, чтобы защитить себя и других. Это может показаться чрезмерно осторожным, но вы также должны отключать токарный станок всякий раз, когда
вы работаете над зубчатой передачей.
Следующей проблемой является банджо, рама, которая удерживает шестерни и позволяет регулировать их соотношение. С большим
транспонируя шестерни, вам может понадобиться альтернативное или даже специальное банджо. Все зависит от станка. Некоторые станки подходят
эти зубчатые передачи с небольшими проблемами. Другие, как правило, небольшие машины, используемые любителями, требуют некоторой изобретательности.
конвертировать. Можно, конечно, приобрести метрический ходовой винт, но гораздо проще поменять местами шестерни, чем ходовые винты.
127- и 100-зубчатые шестерни — это самые маленькие шестерни, обеспечивающие точное метрическое преобразование. Если бы вы делали свинец
винты или винты микрометра, это будут шестерни, которые вы бы выбрали. Очевидно, вам также понадобится идеальный ходовой винт без
носить. Реальность такова, что небольшая ошибка допустима; на самом деле это неизбежно. Существуют и другие комбинации передач, которые
предлагают более удобное преобразование метрики, хотя и с крошечной погрешностью.
Малые транспонирующие шестерни
Обычная метрическая транспонирующая пара – это 47 и 37 зубов. По сравнению с идеальным передаточным числом 1,27 эти шестерни дадут вам
1,27027027… Это ошибка 0,021%, что составляет всего 0,0026 дюйма на фут. Для любой резьбы нормальной длины вам будет трудно
нажмите, чтобы измерить ошибку, а тем более заметить какие-либо функциональные различия. В обмен на этот небольшой компромисс вы получаете пару
шестерен всего несколько дюймов в диаметре. Они поместятся в заводской крышке редуктора, и стоимость, как правило, будет ниже.
Они поместятся в заводской крышке редуктора, и стоимость, как правило, будет ниже.
Меньшую пару шестерен также можно изготовить своими руками, если у вас есть мельница и делительная головка. Если вы не
нарезание очень грубой резьбы, усилия на зубчатой передаче невелики. Из-за этого я делаю свои транспонирующие шестерни,
и любые другие механизмы переключения передач, которые мне могут понадобиться, из Delrin или общего эквивалента. Легко режется, ножи служат вечно
и я никогда не видел значительного износа готовых шестерен. Я предполагаю, что они выдержат даже умеренное производство.
использовать с небольшими проблемами.
Другая возможная пара 80 и 63 зуба. Передаточное число 1,26984, отличное совпадение, но шестерни все равно довольно большие.
и может не поместиться внутри корпуса редуктора. Они могут быть хорошим выбором в некоторых ситуациях, но по мере того, как шестерни становятся больше, точные
совпадение пары 127 и 100 зубьев имеет больше смысла.
Практичная передача с простыми передаточными числами
Если вы ограничитесь транспонирующими шестернями и стандартными сменными шестернями, которые поставляются с большинством токарных станков,
несколько метрических шагов, которые можно сократить с помощью простых соотношений. Это 0,75, 1,00, 1,25, 1,50, 2,00, 2,25, 2,50 и 2,75 мм.
Простые соотношения также позволяют использовать различные более грубые нитки, но они вам редко понадобятся. Для более тонких нитей и промежуточных
шагах вам понадобится составная передача — еще одна пара шестерен, чтобы увеличить передаточное отношение. Вот фото простого
соотношение настроено для нарезания резьбы с шагом 2,00 мм. Обратите внимание, что прокладки использовались как под промежуточной шестерней, которая может быть любой
количество зубьев и винтовая передача. Это одна толщина шестерни, поэтому также можно использовать небольшую запасную шестерню. Шестерни
таким образом, в том, что я называю внешний позиция.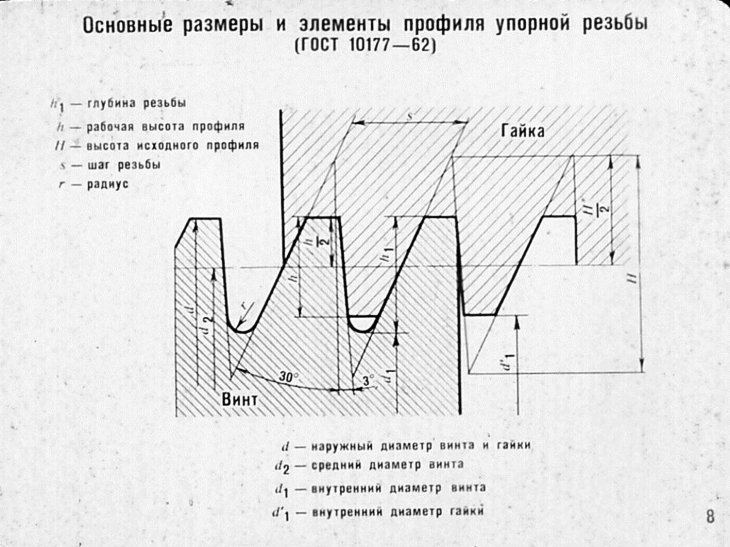 Наведите указатель мыши на отдельные шестерни для получения более подробной информации.
Наведите указатель мыши на отдельные шестерни для получения более подробной информации.
Вот резьба с шагом 2 мм, нарезанная на коротком стержне, чтобы проверить вышеприведенную передачу.
Практичная передача с составными передаточными числами
Вы часто будете сталкиваться с очень тонкими метрическими шагами и несколько странными нестандартными метрическими шагами. Большинство из них можно разрезать
добавив еще одну пару шестерен, чтобы создать сложное передаточное число. Например, для шага 0,5 мм требуется ходовой винт диаметром 2,5 мм.
разделить на 5. Даже с самой маленькой шпилькой с 16 зубьями для этого потребуется ходовой винт с 80 зубьями. То есть,
на самом деле, это рекомендация Логана для моего токарного станка, но шестерня с 80 зубьями не входит в стандартную группу сменных шестерен.
Вместо этого я делаю это с составным соотношением. 24/60 и 32/64 дают 768/3840 или 1/5, а те шестерни являются частью
стандартное переключение передач. Вот фото компаунда для нарезания резьбы с шагом 0,5 мм. Здесь используется только одна прокладка и
Вот фото компаунда для нарезания резьбы с шагом 0,5 мм. Здесь используется только одна прокладка и
он находится сверху винтовой шестерни, помещая шестерню в то, что я называю внутренним положением . Наведите указатель мыши на
отдельные шестерни для более подробной информации.
Если у вас есть проблемы с зазором или зацеплением между шестернями, вы можете иногда менять местами, чтобы улучшить
ситуации и сохранить то же соотношение. Рассмотрим приведенную выше передачу, где (24/60) * (32/64) * 2,5 = 0,5 также даст правильное значение.
ответьте, если поменять местами числители (или знаменатели) — (32/60) * (24/64) * 2,5 = 0,5 Таким образом, вы можете поменять местами физические шестерни как
необходимо, если это обеспечивает лучшее зацепление или зазор.
Что делать, если у меня есть быстросменный редуктор для нарезания резьбы?
Несмотря на большую экономию времени при нарезании дюймовой резьбы на дюймовом токарном станке, редуктор QC является дополнительным усложнением процесса нарезания.
метрическая резьба. Только некоторые из передаточных чисел окажутся полезными, и вам все равно придется менять передачу перед коробкой передач.
для получения стандартных метрических шагов. Поскольку у моего токарного станка нет редуктора, этот раздел будет скорее кратким обзором.
чем конкретные инструкции.
Редукторы реализованы по-разному, с разными внешними передаточными числами, что приводит к разным внутренним
передаточные числа коробки передач. Некоторые переключают все диапазоны в коробке передач, а другие переключают как внутренние, так и внешние передачи для переключения диапазонов.
Я хотел бы дать более конкретный совет, но это может сводиться к простому подсчету внешних зубов, а затем к вычислению того, что
внутренние отношения должны быть для достижения заданного TPI. С этой информацией вычислить метрическую высоту звука достаточно просто.
таблица, описанная ниже, должна оказаться полезной, особенно если ваша коробка передач QC такая же или похожа на схему Logan.
Вероятно, самое время упомянуть, что не все токарные станки имеют тумблер/реверс в соотношении 1:1. Если есть доп.
редукция там, это нужно учитывать. Транспонирующие шестерни могут быть 127 и 50 зубьев, а не 127 и 100. К счастью
наиболее распространенные токарные станки Logan и Southbend имеют соотношение 1: 1. Есть также токарные станки, которые не поддерживают один и тот же диаметральный шаг шестерни.
система по всей зубчатой передаче. Это может сэкономить место, поскольку позволяет увеличить количество зубьев на шестернях меньшего диаметра.
Шерлайн использует это с пользой. В любом случае, любой токарный станок можно разобрать, посчитав зубья шестерни и входное и выходное напряжение.
выходные обороты коробки передач QC, если она имеется.
Выбор зубчатых колес для достижения определенного метрического шага
В идеале производитель токарного станка предоставил рекомендуемые конфигурации зубчатых колес для различных метрических шагов. Если это
Если это
информация недоступна, и ваш токарный станок имеет очень распространенный ходовой винт 8 TPI, у меня есть
таблица, которая должна вам помочь. Он содержит предварительно обработанные таблицы для 8 TPI, а также рабочие листы для данных резьбы и пользовательских
передаточных чисел, поэтому вы должны иметь возможность создавать полные таблицы зубчатых передач для любого токарного станка и любого ходового винта, с коробкой передач QC или без нее.
Также включены расчеты делительной головки и некоторые утилиты для быстрого проектирования цилиндрических зубчатых колес, если вы захотите внести свои собственные изменения.
шестерни.
«Для нарезания метрической резьбы необходимо держать полугайки в зацеплении» — нет!
Это повторяется везде, и я верил этому слишком много лет. Это очень упрощенный совет для неопытного новичка.
и это только полуправда. Что правда, так это то, что вы не можете потерять синхронизацию между ходовым винтом, шестерней
поезд и шпиндель. Верно также и то, что вам лучше научиться выпускать полугайки, иначе вы никогда не сможете
Верно также и то, что вам лучше научиться выпускать полугайки, иначе вы никогда не сможете
нить аккуратно до плеча. Существует также риск повреждения инструмента для нарезания резьбы, поскольку он ударяется о металлический нарост там, где
шпиндель остановился на предыдущем проходе.
При нарезании дюймовой резьбы дюймовым ходовым винтом вы отслеживаете синхронизацию с ходовым винтом с помощью шкалы резьбы.
Циферблат может вращаться любое количество раз и до тех пор, пока вы задействуете одно и то же число или даже дроби для многих
резьбы, синхронизация будет сохранена, и режущий инструмент будет правильно отслеживать резьбу.
При перестановке шестерен в зубчатой передаче это простое соотношение теряется. Если вы потеряете положение полугаек на
ходовой винт, все потеряно. Шкала резьбы должна была бы повернуться на много оборотов, чтобы достичь правильной начальной точки, и у вас нет
способ узнать, где это. Таким образом, древний и непререкаемый совет никогда не расцеплять полугайки.
Таким образом, древний и непререкаемый совет никогда не расцеплять полугайки.
Впервые я увидел описание этой техники в сообщении на форуме «Практический машинист». Это так невероятно ценно, я не могу поверить
это не более широко описано.
Если вы наблюдаете за шкалой нити с нормальной скоростью, она будет вращаться с меньшей скоростью. Подумайте о том, как это раздражает
ждать, пока он «придет в норму» для каждого прохода при нарезании обычной дюймовой резьбы. Дело в том, что у вас совсем немного времени
до того, как циферблат прокрутится до конца, и вы рискуете потерять стартовую точку. Время выбега токарного станка равно
почти всегда меньше оборота резьбовой шкалы. На моем Логане меньше 1/4 оборота.
Допустим, вы заправляете нить к передней бабке до плеча. Вы подходите к плечу и открываете полугайки на
подходящий момент. Вагон останавливается. Затем вы немедленно выключите токарный станок и выверните инструмент на 1 оборот. в то время как токарный станок
в то время как токарный станок
движется по инерции, шкала резьбы продолжает вращаться, обычно менее чем на 1/4 оборота. Теперь переключите переключатель на задний ход. Все работает
назад, включая шкалу резьбы. Когда он достигнет номера, на который вы нарезали резьбу, снова затяните полугайки.
каретка теперь будет двигаться от плеча к началу резьбы. Когда инструмент очистит резьбу, выключите
токарный станок. Верните инструмент на правильную глубину резания плюс приращение резания и сделайте еще один проход в прямом направлении.
Это не так уж сложно, если вы не будете забывать о себе; вот в виде списка:
- Выберите номер, который вы будете использовать на шкале нитей. Отметь карандашом или чем-то еще, если у тебя такая же плохая память, как у меня.
- Затяните полугайки, чтобы начать первый проход резьбы, как обычно.
- Когда вы достигнете точки остановки, отпустите полугайки, как всегда, но сразу же выключите токарный станок.

Шкала резьбы немного выйдет за пределы выбранного числа, когда токарный станок остановится выбегом. - Вытащите инструмент из резьбы, как всегда, желательно, пока шпиндель еще вращается.
- Поверните мотор токарного станка, наблюдая за шкалой резьбы. Задействуйте полугайки, как только вернется исходное число.
до отметки. - Когда инструмент вернется к началу резьбы, выключите токарный станок.
- Установите глубину следующего прохода, как обычно, и повторяйте процесс, пока не будет нарезана резьба.
Легко ошибиться даже при стандартной дюймовой резьбе, и теперь вам нужно помнить еще пару вещей. Вам следует
попрактикуйтесь в вышеописанной технике, используя воображаемое плечо — просто протяните нить до определенной точки и остановитесь. Делайте это, пока не
уверен в процессе. Вы можете купить кусок белой трубы из ПВХ сортамента 40 в местном магазине товаров для дома в качестве тренировочного материала.
Что-то около дюйма подходит. Это недорого и требует хорошей резьбы, если ваши инструменты острые. Вы также можете утомить его
чтобы получить чистый идентификатор раунда и использовать его для практики внутри потоков. Не вывешивайте его из патрона более чем на несколько дюймов, чтобы
он захватывает и заклинивает работы.
Советы, применимые ко всем операциям нарезания резьбы
Как быстро?
Все зависит от необходимой степени контроля. Если вам необходимо заправить грубую резьбу с точностью до 0,002 дюйма от буртика,
вам лучше резать со скоростью улитки. Просто для справки, когда я нарезаю резьбу с шагом 0,5 мм до буртика, я запускаю
шпиндель на моей самой низкой нормальной скорости без задней передачи. Это около 200 об/мин. Любой грубее 0,75 мм, и я перейду на
заднюю передачу и ехать медленнее. Бегите со скоростью, при которой вы не впадаете в панику, даже если это означает потерю времени на возвращение к старту.
Правильная настройка и использование соединения
Ведутся бесконечные споры о наилучшем способе нарезания одноточечной резьбы. Следующее считается стандартом, и вы
надо хотя бы уметь это делать правильно, даже если вообще пользоваться каким-то другим методом.
Ослабьте крепежные винты компаунда и поверните его так, чтобы ручка подачи была направлена прямо на вас. Комплекс будет
параллельно поперечной подаче. Посмотрите на отметки степени и обратите внимание, как они решили ее пронумеровать. В идеале эта позиция будет нулевой,
но некоторые токарные станки называют это 90 градусов.
Поверните соединение против часовой стрелки ровно на 29° и зафиксируйте его. Некоторые люди используют 29,5°, и это тоже нормально.
Вам нужно немного меньше , чем половина угла резьбы, и никогда больше. Если ваше соединение начиналось с 90°, теперь оно должно
читать 61°. Если он начинался с 0°, теперь он будет читать 29°. Если только они не придумали какой-то другой способ отметить это, но
Если только они не придумали какой-то другой способ отметить это, но
ключ указывает ручку на пупок, затем идет 29° против часовой стрелки.
Установите комбикорм на середину хода и обнулите его.
Теперь поперечная подача используется для подвода режущей кромки инструмента к наружному диаметру детали, на которую нарезается резьба. Этот параметр становится
ссылка на каждый проход.
Для каждого прохода резьбы подавайте компаунд с требуемым шагом. В конце отведите поперечную подачу на 1 оборот, чтобы
инструмент очищает работу, и каретка может вернуться в начало. Перед следующим проходом поверните поперечную подачу на 1 оборот,
точно к исходной настройке. Увеличьте состав на желаемое приращение и выполните следующий проход. Таким образом вы
нужно только запомнить настройку нуля поперечной подачи и увеличивать соединение до тех пор, пока резьба не достигнет правильного шага
диаметр. Измерьте это с помощью проводов или микрофона.
Если вы знаете геометрию своего резьбонарезного инструмента, вы можете рассчитать глубину врезания при 30°, но точная ширина
плоскость на кончике редко известна с достаточной точностью, по крайней мере, любителям. Лучше просто проверить ветку
подходят, как вы идете. Ширина гребня нити также будет хорошим индикатором того, как далеко вам осталось пройти.
Люфт и смазка
Шестерни
рассчитаны на работу с определенным люфтом. Когда вы регулируете передачу, должен быть небольшой
вращательный люфт, в идеале около 0,005 дюйма на зубьях. Прокрутите шестерни вручную, чтобы убедиться, что нет заеданий.
пятна. Следите за налетом на зубах и используйте маленькую жесткую щетку, чтобы удалить стружку или затвердевшую смазку. По поводу смазки,
Последнее, что я хочу, это покрытие собирающей грязь смазки на шестернях переключения передач. Все, что нужно, это небольшой шаг
масло время от времени. Если у вас есть шестерни, которые постоянно включены, может подойти очень легкая смазка, особенно если
интервал обслуживания нерегулярный. Если вы не забываете периодически смазывать их маслом, я считаю, что масло будет содержать вещи в чистоте.
Если вы не забываете периодически смазывать их маслом, я считаю, что масло будет содержать вещи в чистоте.
и имеют меньшую склонность притягивать металлическую стружку.
Очистите и смажьте направляющие и ходовой винт маслом для направляющих непосредственно перед нарезанием резьбы, затем проведите каретку по участку, в котором она будет двигаться.
при заправке пару раз. Качество резьбы будет лучше, если все скользит хорошо, без зависаний. С момента нарезки
включает в себя много повторяющихся движений вперед и назад, поддержание чистоты и смазки уменьшит износ токарного станка.
Углы инструмента
У большинства инструментов для нарезания резьбы входящие в комплект уголки отшлифованы на заготовке с плоской вершиной и нулевым передним углом. Это не единственный способ сделать это, но
это хорошее место для начала, если вы новичок в многопоточности. Другими важными углами, которые следует учитывать, являются углы зазора на
стороны инструмента. Мы хотим, чтобы инструмент режущий, а не трущий. Если вы посмотрите на фото ниже, то увидите, что угол
Мы хотим, чтобы инструмент режущий, а не трущий. Если вы посмотрите на фото ниже, то увидите, что угол
с левой стороны инструмента (если смотреть на тыльную сторону инструмента) должен быть больше, чем угол резьбы.
Как ни странно, поскольку правая сторона резьбы наклонена в сторону от инструмента, требуется небольшой задний угол. Это, по сути,
ситуация с отрицательным передним углом, поэтому инструмент должен быть как можно более острым, позволяя ему слегка сбривать ту сторону, что и компаунд.
является продвинутым. Существует разумный аргумент в пользу наклона верхней поверхности инструмента в соответствии с углом резьбы, что уравновешивает
углы резания с обеих сторон. Он немного изменяет прилежащий угол, но это легко исправить, когда инструмент заточен. На
обратная сторона, вам понадобится заточка инструмента для угла спирали каждой резьбы, который изменяется как с шагом, так и с диаметром, а не
действительно практичный для любителя.
Хотя вы можете рассчитать угол наклона резьбы и определить необходимые углы инструмента, оценка на глаз
обычно достаточно. Если вы видите какие-либо признаки плохой обработки и подозреваете, что инструмент трется, увеличьте задний угол. Если
Если вы видите какие-либо признаки плохой обработки и подозреваете, что инструмент трется, увеличьте задний угол. Если
кромка не держится, уменьшите угол зазора. Это не ракетостроение. Честный.
Давайте перейдем к делу
Все спецификации резьбы требуют плоской поверхности или какого-либо радиуса в основании резьбы. Они должны, потому что острые
остроконечные инструменты для нарезания резьбы служат около наносекунды, прежде чем наконечник сломается, затупится или отколется. Чем больше ваши углы зазора,
тем более хрупкий наконечник. В то же время вам не нужно иметь специальный инструмент для заточки для каждого шага резьбы. Круглый или
сгладьте кончик инструмента тонким масляным бруском или чем-то подобным. Не закругляйте режущую кромку! Обратитесь к Руководству по машинному оборудованию
для конкретных размеров. Я нахожу инструмент с относительно острым концом, скажем, подходящий для метрики #2-56 или M2-.5.
для более грубых нитей. Если мне нужно работать тоньше, я прилагаю гораздо больше усилий, чтобы сделать инструмент настолько совершенным, насколько это возможно.
Если мне нужно работать тоньше, я прилагаю гораздо больше усилий, чтобы сделать инструмент настолько совершенным, насколько это возможно.
Почти все потоки я делаю с помощью инструментов HSS, ничего особенного. Для жестких материалов я мог бы использовать свой заветный
Инструмент Blackalloy 525. Только для очень тонкой резьбы в сталях я прибегаю к карбиду.
из-за проблем с износом инструмента. Для резьбы с шагом менее 0,25 мм я буду вручную притирать твердосплавным инструментом с алмазной притирочной пленкой.
и маленькое приспособление для выравнивания. Никогда не используйте притирочные пленки на основе PSA, потому что дополнительная податливость клея вызовет
режущая кромка для закругления. Вы хотите идеальную грань. Вопреки всему, что я сказал выше, мой инструмент будет почти
идеально острый на кончике. Для очень тонких нитей острый кончик кажется таким же прочным, как и слегка закругленный, и
достаточно маленький радиус на инструменте, предназначенном для 100+ TPI, очень сложно. Углы просвета будут такими же крутыми, как
Углы просвета будут такими же крутыми, как
возможно для рассматриваемой темы. Это увеличивает опору под наконечником, поэтому он имеет меньшую склонность к разрушению. Карбид
очень прочный на сжатие, но менее на растяжение. Никогда дождаться остановки шпинделя перед извлечением
инструмент из карбида. Он сломает наконечник, и вы сразу вернетесь к шлифовальному станку и притирочной пленке.
Предупреждение о грубой резьбе
Одно предостережение, которое в равной степени относится к дюймовой и метрической резьбе: если вам нужно нарезать очень грубую резьбу, ходовой винт
скорость может приблизиться или даже превысить скорость вращения шпинделя. Силы на зубчатой передаче резко возрастают, и сломанные шестерни
не редкость. По этой причине большинство токарных станков имеют ограничение на то, насколько крупной должна быть нарезана резьба.
часто предполагает, что вы должны быть еще более консервативны, чем фабричные таблицы. Если необходимо нарезать очень грубые нити, где
Если необходимо нарезать очень грубые нити, где
ходовой винт приводится в движение шпинделем, один из предлагаемых методов — изготовить кривошип для ходового винта и привода.
ходовой винт вручную. Таким образом, более быстро движущийся ходовой винт приводит в движение более медленно движущийся шпиндель, и нагрузка на
зубчатая передача меньше. Мощность также ограничена безопасным значением — вы более склонны уменьшать глубину резания, если не можете
крути рукоятку!
Центральный калибр
Возьмите то, что иногда называют «рыбий хвост», более известное как центральный калибр , который представляет собой небольшой лист.
металлический калибр с насечками под углом 60°. Они удобны для проверки включенного угла вашего резьбонарезного инструмента, а также для изготовления
убедитесь, что инструмент установлен перпендикулярно работе, которую вы собираетесь нарезать. У них также есть большой V для проверки центров. Хороший
Хороший
будет иметь небольшую выемку в нижней части каждого V, чтобы острие инструмента не достигло дна до соприкосновения сторон.
дешевый импорт не имеет выемки, которую можно исправить с помощью ювелирной пилы или тонкого полотна ножовки. На задней стороне манометра
Обычно это диаграмма глубины резьбы для дюймовой резьбы, не очень полезная для этого обсуждения. Датчик, как правило,
используется так, хотя возможны и другие ориентации:
Почти все производители прецизионного инструмента изготавливали центровые калибры. Здесь показана компания Millers Falls Co. № 438, очень старая (до 1915 г.)
калибр Sawyer Tool Mfg. Co. и недорогой импорт. Лучшие калибры были закалены и имели прецизионно притертые края.
импорт — это штамповка достаточно низкой точности. На фото даже видно, что прямолинейность стен V не
вполне достаточно для качественной работы.
Если вы ищете бывшие в употреблении центрометры, вы можете найти Starrett C391 или аналогичный, Brown & Sharpe 650 или, возможно,
Луфкин. В большинстве каталогов также были метрические версии 60 °, версии Whitworth 55 ° и версии Acme 30 °.
В большинстве каталогов также были метрические версии 60 °, версии Whitworth 55 ° и версии Acme 30 °.
Роскошная закаленная версия B&S 650 стоила 0,50 доллара в 1929 году.
около 20 долларов сегодня. Я полагаю, что центрометры с выгравированными названиями компаний иногда были бесплатными рекламными подарками от инструмента.
продавцов и представителей несколько лет назад, увы, в давно минувшие дни.
Сегодня доступно несколько приборов хорошего качества, от Starrett за 20 долларов до нескольких других в диапазоне 7-10 долларов. Ниже
что, я бы подозревал качество. Стоимость импорта на моей фотографии составляла 3 доллара, и вы получаете то, за что платите. Найдите такие слова, как
закалено и притерто.
Если вы экономите или просто не нарезаете много резьбы, вы можете сделать идеально пригодный центромер всего за
кусок алюминиевого кровельного покрытия и ножницы. Разметьте, вырежьте, спилите заусенцы, и у вас будет
быстрый, хотя и не очень прочный, калибр. Тот же метод полезен для угловых шаблонов для шлифовки инструментов там, где вы хотите
Тот же метод полезен для угловых шаблонов для шлифовки инструментов там, где вы хотите
повторите проверенный хороший угол.
Встань в центр!
Важно, чтобы инструмент для нарезания резьбы был установлен на высоте центральной линии изделия. Для малых диаметров это становится
очень критично, а иногда и довольно сложно. Для обычной работы удобный трюк, если вы используете инструментальную стойку QC, заключается в том, чтобы поместить инструмент в
заднее положение направлено назад. Отрегулируйте высоту инструмента, чтобы он совпадал с точкой острого центра в
заднюю бабку, затем верните ее в положение резания. Это предполагает, что ваша задняя бабка находится примерно на нужной высоте.
Инструменты для нарезания резьбы в перевернутом положении и пружины
По механике болтовни написано
кандидатских диссертаций. Тем не менее, основной механизм прост. Если режущее действие стремится
чтобы втянуть инструмент глубже в рез, могут быть созданы колебания, которые вы обнаружите как дребезжание. Обычный инструментальный пост (и
Обычный инструментальный пост (и
вся остальная часть токарного станка) способствует этому, так как он отклоняется в сторону заготовки при увеличении давления резания — до тех пор, пока
откидывается назад; это приводит к мелкой волнистой поверхности, типичной для вибраций. Различные решения были применены на протяжении многих лет,
хотя повышенная жесткость обычно побеждала решения, направленные на устранение реальных коренных причин.
Одним из простых способов является перемещение инструмента к задней части заготовки. Инструмент должен быть перевернут, но теперь он тянет вверх
и дальше на держателе инструмента, уменьшая или устраняя вибрацию, поскольку он больше не втягивается в работу давлением резания.
Другим методом является использование пружинного инструмента. Если вы можете поддерживать инструмент пружинной петлей в точке над инструментом,
он будет отклоняться от работы под давлением. Армстронг и другие продали их, или вы можете найти планы в Интернете, чтобы
Сделай свой собственный. Пружинные инструменты также популярны для использования с отрезными инструментами, поскольку они также имеют тенденцию вибрировать чаще, чем
Пружинные инструменты также популярны для использования с отрезными инструментами, поскольку они также имеют тенденцию вибрировать чаще, чем
большинству хотелось бы.
Прекрати
В конце каждого нарезания резьбы необходимо извлечь инструмент, а затем вернуть его в исходное положение плюс нарезание
увеличение для следующего прохода. Инкремент обычно делается через соединение. Здесь часто случаются ошибки. Руководство
создание потоков может быть утомительным, а мысли могут блуждать. Вы можете предотвратить неприятности, сделав остановку для поперечного скольжения. Это
похож на упор каретки, но устанавливается на направляющие поперечного салазка, так что вы можете просто подняться в фиксированное положение. Это
должен иметь регулируемый стопорный винт. Есть два способа его использования. При установке на дальней стороне (редко, поскольку область
обычно недоступен) поперечные салазки можно просто привести в положение резки, доведя до упора. Если установлен
Если установлен
на ближней стороне упор гарантирует, что вы очистите резьбу, когда инструмент будет отведен назад, тогда вы всегда будете двигаться
вперед на известную величину, скажем, 0,2 дюйма или что-то другое, соответствующее глубине резьбы.
рычаг на Hardinge HLV, но он выполняет свою работу.
Пыль
Это всего лишь несколько идей, которые я обдумывал. У меня нет очень конкретных идей, как это сделать, но, возможно, они будут
пища для размышлений.
Если вы посмотрите на шлифованную резьбу на шпинделе, вы увидите, что шлифовальный круг автоматически поднялся из реза в
конец, устраняя необходимость в канавке. Было бы неплохо иметь какой-нибудь скользящий держатель инструмента, который мог бы останавливаться в
конец резьбы и потяните инструмент назад с контролируемой скоростью. Я думаю о чем-то с пружинным грузом и
демпфирующий горшок, который может срабатывать по аналогии со спусковым крючком огнестрельного оружия. Возможно, стержень мог коснуться передней бабки, чтобы
Возможно, стержень мог коснуться передней бабки, чтобы
активировать его.
Кажется, можно было бы прикрепить поворотный соленоид к рычагу, который приводит в действие полугайки. Тогда может быть микропереключатель.
крепится к направляющим (так же, как это делается для циферблатного индикатора), чтобы каретка могла соприкасаться с ним на конце резьбы.
Клак! Полугайки раскрываются, и вы получаете полуавтоматическую нарезку резьбы на простой ручной машине. Это позволит
резьба на довольно высоких скоростях. Очевидно, что надежность должна быть 100%, чтобы избежать сбоев. Соединение с рычагом
может быть простым хомутом, чтобы устройство можно было легко прикрепить и снять, когда оно не используется. Замените болты возле рычага
с несколькими шпильками для крепления.
Удачи!
ДОМ
Регулируемое устройство подачи резьбы для токарного станка без возможности нарезания метрической резьбы
Ted Clarke
PDF-версия
Резьба с метрическим шагом
, за исключением резьбы Витворта Королевского микроскопического общества (RMS) 36 витков на дюйм, все еще распространенной для объективов микроскопов, уже давно является стандартом для компонентов микроскопа. Я использовал шаблоны метрической резьбы на моем 19Винтажный токарный станок Unimat 60-х годов, показанный на рис. 1, но шаблоны для многих распространенных метрических резьб ISO с мелким шагом для Unimat были недоступны. Знакомый инженер из Англии также проявляет большой интерес к возможностям механической обработки в домашних условиях. Он дал мне копию статьи Теда Макдаффи из English Magazine Model Engineers Workshop в осеннем номере 1990 года. Эта статья «Приставка для нарезания резьбы с переменным шагом» была для меня очень интересной, но в то время у меня не было настольного токарного станка обычной конструкции, на котором можно было бы использовать эту приставку. Выйдя на пенсию, я восстановил прецизионный настольный токарный станок Wade 8A, когда-то принадлежавший военно-морскому флоту США. Я снова обратился к статье McDuffie, чтобы посмотреть, как я могу сделать аналогичное приспособление для токарного станка Wade, чтобы я мог нарезать метрическую резьбу, используя ближайший шаг резьбы в дюймовой системе быстросменной коробки передач Wade.
Я использовал шаблоны метрической резьбы на моем 19Винтажный токарный станок Unimat 60-х годов, показанный на рис. 1, но шаблоны для многих распространенных метрических резьб ISO с мелким шагом для Unimat были недоступны. Знакомый инженер из Англии также проявляет большой интерес к возможностям механической обработки в домашних условиях. Он дал мне копию статьи Теда Макдаффи из English Magazine Model Engineers Workshop в осеннем номере 1990 года. Эта статья «Приставка для нарезания резьбы с переменным шагом» была для меня очень интересной, но в то время у меня не было настольного токарного станка обычной конструкции, на котором можно было бы использовать эту приставку. Выйдя на пенсию, я восстановил прецизионный настольный токарный станок Wade 8A, когда-то принадлежавший военно-морскому флоту США. Я снова обратился к статье McDuffie, чтобы посмотреть, как я могу сделать аналогичное приспособление для токарного станка Wade, чтобы я мог нарезать метрическую резьбу, используя ближайший шаг резьбы в дюймовой системе быстросменной коробки передач Wade. Я планирую сделать недостающие образцы метрической резьбы для моего Unimat, потому что время настройки будет меньше для нарезания метрической резьбы с помощью Unimat, а более высокая скорость вращения шпинделя является преимуществом для изготовления винтов малого диаметра для оптического оборудования.
Я планирую сделать недостающие образцы метрической резьбы для моего Unimat, потому что время настройки будет меньше для нарезания метрической резьбы с помощью Unimat, а более высокая скорость вращения шпинделя является преимуществом для изготовления винтов малого диаметра для оптического оборудования.
Рисунок 1
Генри Модслей был изобретателем первых прецизионных токарных станков в Англии в начале индустриальной эпохи. Работа Модслея описана в Robert S. Woodbury, Studies in the History of Machine Tools, The MIT Press, 1961. Вудбери отмечает, что Модслей использовал умную систему рычагов для регулировки шага резьбы при изготовлении нового ходового винта. Модслей разработал прецизионные ходовые винты с желаемым шагом резьбы и минимальным отклонением шага резьбы. В насадке McDuffie используется рычажная система, возможно, вдохновленная более ранним методом Модслея. Токарный станок Уэйда имеет коническую токарную насадку , которую, как я думал, можно использовать для приведения в действие рычажного механизма регулировки шага вместо того, что Макдаффи называет «переменной лопастью», прикрепленной к передней коробке его токарного станка Myford Super 7.
Компания McDuffie добавила направляющую типа «ласточкин хвост» между поперечной направляющей каретки и компаундом. Ось этого суппорта параллельна станине токарного станка. Этот дополнительный ползун приводится в действие системой рычагов, так что продольное перемещение инструмента представляет собой ход этого небольшого ползуна, добавляемый к ходу каретки или вычитаемый из него, обеспечиваемый ходовым винтом для нарезания резьбы. Этот дополнительный ход должен быть прямо пропорционален ходу каретки, если ход нарезаемой резьбы должен оставаться постоянным. Вопрос о линейности движения будет рассмотрен в конце этой статьи вместе с тестом на линейность. Привод рычажной системы, который я сделал для короткой направляющей, лучше всего понять, изучив фотографии приспособления, которое я сделал для токарного станка Уэйда. На рисунке 2 показана установка для обычного нарезания резьбы по наружному диаметру без насадки. Вид с обратной стороны, поэтому его можно сравнить с рисунками 3 и 4 с регулируемой направляющей насадкой, зацепленной четырехрычажным рычажным механизмом, прикрепленным к ползунку конической насадки для нарезания резьбы по внешнему и внутреннему диаметру. Рычажная система находится на каретке со стороны передней бабки, чтобы у задней бабки было достаточно места для поддержки нарезаемой детали. Взаимодействие длинного звена с патроном теперь является проблемой. Таким образом, длина коротких рычагов была сведена к минимуму, при этом обеспечивая ход короткого ползуна примерно на 1/8 дюйма, когда коническая насадка установлена под максимальным углом 10 градусов. Короткий слайд добавляет почти дюйм к высоте соединения. Чтобы приспособиться к этой дополнительной высоте, был изготовлен смещенный держатель инструмента, который более подробно описан ниже. Компаунд и верхняя часть короткого ползуна были удалены, чтобы показать четырехзвенное соединение на рисунках 5 и 6. Длинное звено было отсоединено от ползуна конического крепления и перемещено вперед и назад, чтобы показать, как L-образный рычаг с более длинным штифтом к нижней половине ползуна, вращается так, что короткий штифт на другом конце перемещается приблизительно в продольном направлении.
Рычажная система находится на каретке со стороны передней бабки, чтобы у задней бабки было достаточно места для поддержки нарезаемой детали. Взаимодействие длинного звена с патроном теперь является проблемой. Таким образом, длина коротких рычагов была сведена к минимуму, при этом обеспечивая ход короткого ползуна примерно на 1/8 дюйма, когда коническая насадка установлена под максимальным углом 10 градусов. Короткий слайд добавляет почти дюйм к высоте соединения. Чтобы приспособиться к этой дополнительной высоте, был изготовлен смещенный держатель инструмента, который более подробно описан ниже. Компаунд и верхняя часть короткого ползуна были удалены, чтобы показать четырехзвенное соединение на рисунках 5 и 6. Длинное звено было отсоединено от ползуна конического крепления и перемещено вперед и назад, чтобы показать, как L-образный рычаг с более длинным штифтом к нижней половине ползуна, вращается так, что короткий штифт на другом конце перемещается приблизительно в продольном направлении. Этот короткий штифт входит в зацепление с ползунком из серого чугуна, входящим в поперечный паз в нижней части верхней половины ползуна. Верхняя половина короткого ползуна была перевернута и наложена на нижнюю половину, чтобы показать ползунок в прорези, вырезанной концевой фрезой на рисунке 7. Стороны прорези и сопрягаемого ползуна были точно установлены с помощью небольшого скребка.
Этот короткий штифт входит в зацепление с ползунком из серого чугуна, входящим в поперечный паз в нижней части верхней половины ползуна. Верхняя половина короткого ползуна была перевернута и наложена на нижнюю половину, чтобы показать ползунок в прорези, вырезанной концевой фрезой на рисунке 7. Стороны прорези и сопрягаемого ползуна были точно установлены с помощью небольшого скребка.
Рисунок 2
Рисунок 3
Рисунок 4
Рисунок 5
Рисунок 6
Рисунок 7
Рисунок 8
В верхней части поперечного салазка Wade, показанного на рис. 8, есть цилиндрическая центральная стойка и канавка для Т-образных гаек, которые размещают и прикрепляют состав к поперечному салазку. Этот метод крепления отличается от токарного станка Майфорда McDuffie, который имеет поворотную стойку типа «ласточкин хвост», зажатую поперечными винтами. Я решил прикрепить нижнюю половину ползуна к поперечному ползунку с помощью болтов, а затем установить верхнюю половину ползуна с L-образным рычагом, при этом ползунок входит в паз. Поскольку ход короткого ползуна будет составлять максимум 1/8 дюйма в любом направлении, длинный установочный штифт проходит через отверстие диаметром 1/2 дюйма в верхней части ползуна и через L-образный рычаг в направляющую. нижняя половина слайда. Закаленный установочный штифт был рассчитан на плотную посадку в рассверленных отверстиях рычага и нижней половины ползуна путем забивания камнем при вращении штифта в сверлильном патроне. Верхняя часть этого закаленного установочного штифта имеет канавку с шероховатой поверхностью, поэтому ее можно легко захватить острогубцами для последующего извлечения. Конический штифт используется для быстрого совмещения отверстия в рычаге с отверстием в нижней половине ползуна. Штифт, проходящий через отверстие с зазором в полдюйма, показан в пределах хода ползуна на рисунках 9.и 10. Использование конического стержня из серого чугуна позволяет легко собрать короткий затвор. Более толстый конец клинка с сопрягаемой широкой головкой винта виден в правом верхнем углу затвора на рисунках 10 и 11.
Поскольку ход короткого ползуна будет составлять максимум 1/8 дюйма в любом направлении, длинный установочный штифт проходит через отверстие диаметром 1/2 дюйма в верхней части ползуна и через L-образный рычаг в направляющую. нижняя половина слайда. Закаленный установочный штифт был рассчитан на плотную посадку в рассверленных отверстиях рычага и нижней половины ползуна путем забивания камнем при вращении штифта в сверлильном патроне. Верхняя часть этого закаленного установочного штифта имеет канавку с шероховатой поверхностью, поэтому ее можно легко захватить острогубцами для последующего извлечения. Конический штифт используется для быстрого совмещения отверстия в рычаге с отверстием в нижней половине ползуна. Штифт, проходящий через отверстие с зазором в полдюйма, показан в пределах хода ползуна на рисунках 9.и 10. Использование конического стержня из серого чугуна позволяет легко собрать короткий затвор. Более толстый конец клинка с сопрягаемой широкой головкой винта виден в правом верхнем углу затвора на рисунках 10 и 11. В верхней части затвора виден ряд резьбовых отверстий, показанных на рисунке 12: они позволяют компаунд должен быть установлен под углом 29-30 градусов для нарезания резьбы. На рисунках 9 и 10 также показаны начерченные линии на нижней стороне ползуна для выравнивания с поперечным ползунком и для обозначения величины хода от центрального положения с более короткой ногой квадрата рычага «L» до продольной оси.
В верхней части затвора виден ряд резьбовых отверстий, показанных на рисунке 12: они позволяют компаунд должен быть установлен под углом 29-30 градусов для нарезания резьбы. На рисунках 9 и 10 также показаны начерченные линии на нижней стороне ползуна для выравнивания с поперечным ползунком и для обозначения величины хода от центрального положения с более короткой ногой квадрата рычага «L» до продольной оси.
Длинный рычаг был удален, чтобы показать детали ползуна со стороны передней бабки на Рисунке 11. Обратите внимание, что внешние части ласточкина хвоста являются несущими и имеют плотно прилегающую прорезь, содержащую L-образный рычаг. С левой стороны виден тонкий конец сужающегося крюка. Конец клинка был обрезан так, чтобы он находился на одном уровне с концом верхней половины затвора, и закреплен головкой винта. Несущие поверхности ползуна, вырезанные формообразователем, были вручную зачищены для точной посадки и чистовой отделки. Генри Модслей также использовал этот метод для изготовления прецизионных токарных станков. Ползунок движется с небольшим усилием и без ощущения шероховатости. Тед Макдаффи полагался на притирку, чтобы улучшить отделку своих фрезерованных поверхностей скольжения. Протирание сопрягаемых поверхностей абразивом, в отличие от правильно выполненного ручного шабрения, не исправит ошибок формы. Я решил сделать направляющую из горячекатаной стали, чтобы избежать ожидаемой деформации, если бы использовалась холоднокатаная сталь с ее заблокированными градиентами остаточного напряжения. Я бы не рассматривал возможность использования алюминия для затвора из-за плохой совместимости алюминия с трением об алюминий в качестве пары изнашивания.
Ползунок движется с небольшим усилием и без ощущения шероховатости. Тед Макдаффи полагался на притирку, чтобы улучшить отделку своих фрезерованных поверхностей скольжения. Протирание сопрягаемых поверхностей абразивом, в отличие от правильно выполненного ручного шабрения, не исправит ошибок формы. Я решил сделать направляющую из горячекатаной стали, чтобы избежать ожидаемой деформации, если бы использовалась холоднокатаная сталь с ее заблокированными градиентами остаточного напряжения. Я бы не рассматривал возможность использования алюминия для затвора из-за плохой совместимости алюминия с трением об алюминий в качестве пары изнашивания.
Рисунок 9
Рисунок 10
Рисунок 11
Регулируемый упор, который у меня был для поперечных салазок, нельзя использовать с насадкой для нарезания резьбы. Я считаю, что такая остановка очень желательна для нарезания резьбы, потому что не нужно следить за настройкой шкалы между проходами нарезания резьбы, когда инструмент отходит от реза и возвращается к той же настройке. Был добавлен новый упор, который крепится болтами к нижней половине короткого ползуна, как показано также на рисунке 11.
Был добавлен новый упор, который крепится болтами к нижней половине короткого ползуна, как показано также на рисунке 11.
Очень важно, чтобы противоположные звенья системы привода имели одинаковую длину, чтобы противоположные звенья оставались параллельными, когда конец длинного звена зажимается на ползуне конического токарного приспособления, которое приводит в действие это звено при движении каретки ( Рисунок 12). Короткое звено и соответствующий сегмент L-образного рычага имеют расстояние между отверстиями для штифтов 2,250 дюйма. Был изготовлен калибр, чтобы точно установить регулируемые концы длинных отрезков. Открытые концы шарниров установочного штифта подходят к рассверленным отверстиям во втулках, зажатых в калибрующем стержне, как показано на рисунках 13 и 14. Доступ к длинному штифту в нижней половине ползуна через отверстие с зазором в верхней половине ползуна это помощь в легком использовании датчика. Винты с накатанной головкой позволяют устанавливать втулки с учетом разной высоты шарниров, которые не находятся в одной плоскости.
Рисунок 12
Рисунок 13
Рисунок 14
Я использую систему крепления инструмента Phase II на токарном станке Wade. Дополнительная высота от короткого суппорта потребовала изготовления держателя смещения инструмента, показанного на рисунках 15 и 16. Он был изготовлен из горячекатаной стали толщиной 1,25 дюйма. Держатель инструмента очищает верхнюю часть патрубка типа «ласточкин хвост» от компаунда Wade. Таким образом, полный ход компаунда доступен для соответствия диаметру резьбы. Теду Макдаффи также пришлось изготовить специальный держатель инструмента со смещением для использования с насадкой для токарного станка Myford. На рис. 17 показан токарный станок с передней стороны, установленной для нарезания внутренней резьбы, с новой насадкой и резцедержателем. Два циферблатных индикатора предназначены для калибровки регулировки шага нити, обеспечиваемой коротким ползунком. Циферблатный индикатор сзади измеряет движение каретки; обычно это не требуется, но показано, потому что оно использовалось для проверки линейности регулировки шага заправки, обеспечиваемой насадкой для заправки нити. Для проверки правильности выравнивания этого циферблатного индикатора использовался калибровочный блок диаметром 1 дюйм. При обычном применении резьбонарезного приспособления этот циферблатный индикатор не будет присутствовать, поскольку для установки этого расстояния между кареткой и упором каретки будет использоваться калибровочный блок размером 1 дюйм. Циферблатный индикатор, прикрепленный к верхней половине короткого слайда, показан на рис. 19., будет использоваться для измерения величины регулировки хода инструмента, обеспечиваемой этим ползунком, когда каретка перемещается до ранее установленного упора. Настройка угла для конусного крепления будет регулироваться до тех пор, пока необходимая регулировка не будет достигнута при перемещении каретки на 1000 дюймов. Компоненты регулируемой насадки для резьбы показаны на рисунке 20.
Для проверки правильности выравнивания этого циферблатного индикатора использовался калибровочный блок диаметром 1 дюйм. При обычном применении резьбонарезного приспособления этот циферблатный индикатор не будет присутствовать, поскольку для установки этого расстояния между кареткой и упором каретки будет использоваться калибровочный блок размером 1 дюйм. Циферблатный индикатор, прикрепленный к верхней половине короткого слайда, показан на рис. 19., будет использоваться для измерения величины регулировки хода инструмента, обеспечиваемой этим ползунком, когда каретка перемещается до ранее установленного упора. Настройка угла для конусного крепления будет регулироваться до тех пор, пока необходимая регулировка не будет достигнута при перемещении каретки на 1000 дюймов. Компоненты регулируемой насадки для резьбы показаны на рисунке 20.
Рисунок 15
Рисунок 16
Рисунок 17
Рисунок 18
Рисунок 19
Рисунок 20
Я еще не использовал регулируемую насадку для заправки нити , но я проверил линейность регулировки с помощью метода, упомянутого в предыдущем абзаце.
