Как нарезать резьбу на токарном станке: Нарезание резьбы на токарном станке – как выполняется операция + Видео
Содержание
Как нарезать резьбу
Резьба — винтовая, спиральная нарезка, которая наносится на различные металлические заготовки. Сегодня используется 2 типа подобной нарезки: метрическая и дюймовая. Такие способы позволят сделать различную резьбу. Их профили не одинаковые из-за различного угла (55 — дюймовая и 60 — метрическая).
Если вы не знаете, как нарезать внутреннюю резьбу на трубе метчиком, осуществить работу можно соблюдая наши рекомендации.
Что такое резьба
Такое скрепление конструкций подразумевает использование 2х изделий. У первого есть резьба внутри, у второго — снаружи. Традиционно применяют правую резьбу.
Для закручивания элемента осуществляют вращение в правую сторону. Однако в некоторых вариантах применима левосторонняя резьба (закручиваются элементы благодаря вращению в обратную сторону).
Есть такой термин, как «размер резьбы» — это «шаг», расстояние между витками. Такая величина обычно стандартизирована и её размер можно увидеть в таблицах. Внутренние и внешние «шаги» напрямую связаны с размером элемента.
Внутренние и внешние «шаги» напрямую связаны с размером элемента.
Кроме того встречается нестандартная резьба. Например, она применяются при изготовлении небольших деталей, для которых стандартизированные модели будут слишком большими.
Чем нарезают резьбу
Если вы хотите нанести резьбу, нужно использовать специализированное оборудование. Нанести резьбу можно не только на промышленном производстве, но и самостоятельно дома. Сделать нарезку можно используя специальные резьбонарезные инструменты. Например, плашки — изделия из металла, которые внешне напоминают гайки с засечками.
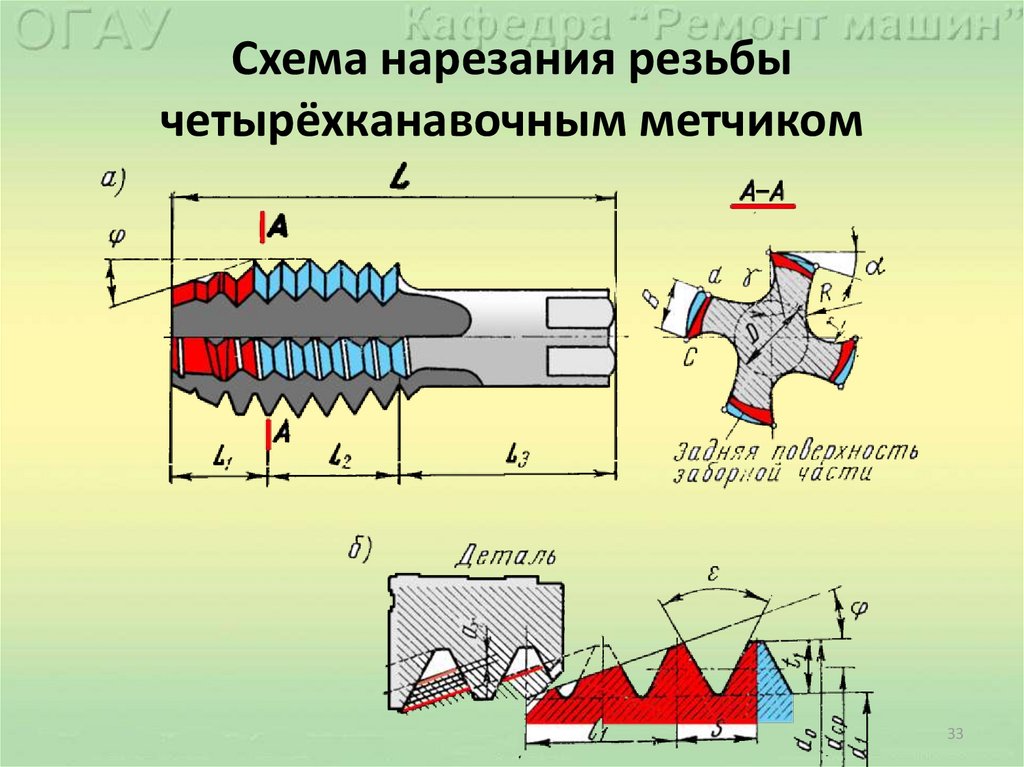
Каким метчиком нарезать резьбу? Для работы нужны изделия из прочного металла. Внешне элемент похож на винт с бороздами. При резке применяется более 2х метчиков. Одни понадобятся для чернового прорезания канавок, другие — для чистовой отделки.
Как правильно нарезать резьбу на трубе плашкой и метчиком
Для работы необходимо использовать специализированные устройства — воротки (подбираются по диаметру к применяемой плашке/метчику). К инструменту, который вы используете, выдвигается много требований.
К инструменту, который вы используете, выдвигается много требований.
Главное — его острота. Если работа будет выполняться не заточенным предметом, нарезка будет плохой, инструмент может ещё и сломаться в процессе.
Как нарезать резьбу в домашних условиях плашкой
-
Подготовьте все инструменты для осуществления нарезки.
-
Металлическая заготовка плотно зажимается в металлических тисках.
-
Фаска на конце изделия убирается, а деталь покрывается машинным маслом, чтобы облегчить процесс нарезки.
-
Выбирается плашка по размеру, устанавливается в воротке, медленно надевается на край.
-
Сделать такую нарезку следует через 1-1.5 оборота в правую сторону, резьбонарезной инструмент поворачивается в другую сторону на пол-оборота. Так необходимо обработать всю заготовку.
Как нарезать резьбу в отверстии метчиком своими руками
-
Этот вариант подойдёт для проделывания внутренней нарезки.
 Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным.
Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным. -
Если вы хотите правильно нарезать резьбу на станке метчиком, лучше использовать 3 инструмента. Первым инструментом осуществляется черновая нарезка.
-
Работать вторым метчиком следует, чтобы сформировать резьбу.
-
Используя третий метчик сделайте финальную обработку.
Если вы решили нарезать резьбу метчиком вручную, не забывайте время от времени доставать режущий элемент, чтобы устранить с него ненужную стружку. Это делается при помощи специальной щёточки или тряпочки. Чтобы дальше делать резьбу, необходимо снова смазать метчик.
Как нарезать резьбу на токарном станке — рекомендации
-
Если произошло смятие резьбы, ситуацию можно исправить таким образом — элемент зажимается, а метчик или плашка заново прогоняются по поверхности изделия.
-
Изделие лучше покрыть техническим вазелином, который предотвратит появление коррозии.
-
Если резьба перекосилась, нужно отпилить этот кусок и снова приступить к работе.
-
Если инструмент сломался и остался в изделии, можете его достать плоскогубцами (если часть видна) или воспользоваться пинцетом.
Такие простые советы позволят вам быстро сделать нарезку при помощи плашки или метчика.
Нарезание резьбы на токарном станке | Как это сделать с помощью Zinken Gamma Kit
Набор Zinken Gamma Kit — это устройство, позволяющее простым и безопасным способом выполнять нарезку резьбы на токарном станке, изготавливая закрывающиеся крышки винтов
Нарезать резьбу по дереву на токарном станке (например, на дополнительных контактных поверхностях между крышкой и чашей сахарницы или банки) проще, чем вы можете себе представить. Главное — иметь правильный инструмент. То, что делает теоретически сложное мероприятие осуществимым, является простым дополнительным комплектом для применения на токарном станке.
То, что делает теоретически сложное мероприятие осуществимым, является простым дополнительным комплектом для применения на токарном станке.
Тот же инструмент, который используется для изготовления сахарницы, следовательно, правильно поддерживает и работает устройство, которое производит резьбу на двух поверхностях, одна внешняя (наружная), другая внутренняя (внутренняя).
Обычно устройство для нарезания резьбы на токарном станке вступает в игру, когда чашка практически готова, то есть обработана снаружи и опустошена внутри; принципиально важно, чтобы подрезка для крепления на шпинделе была оставлена у ее основания. Для крышки дело обстоит почти так же; разница заключается в том, что требуется крепкий захват шпинделя, а это подразумевает, что крышка полностью готова после нарезания резьбы на токарном станке.
Содержание комплекта
Набор Zinken для нарезания резьбы на токарном станке состоит из механизма подачи с гайкой с шагом 2,5 мм, фреза , инструмент для центрирования заготовки , пазовая пластина с нониусом для регулировки глубины гравировки.
Механизм имеет хвостовик Ø 16 мм для крепления к резцедержателю токарного станка, для токарных станков, имеющих приспособления других размеров, хвостовики с различным сечением являются опцией.
Как работает нитевдеватель
Переходя к специфике работы резьбонарезного станка , токарный станок » эксплуатируется » следующим образом: с одной стороны, двигатель используется для вращения специального резьбонарезного резца , который должен вращаться с высокой скоростью. Поскольку она закреплена в одном положении, для выполнения резьбы необходимо вращать заготовку, удерживая ее в нужном положении и постоянно продвигая на определенный шаг.
Об этом позаботится оставшаяся часть комплекта, которая должна быть закреплена на опоре инструментальной стойки; основным компонентом этой части является опорный винт, на котором закреплена заготовка (с помощью шпинделя), чтобы заставить ее медленно вращаться, вручную, пока фреза нарезает резьбу.
При нарезании резьбы на токарном станке есть два момента, в которых могут быть допущены ошибки: первый — позиционирование детали , которое, как вы можете себе представить, требует точности; по этой причине в комплект входит приспособление, позволяющее произвести правильное центрирование между резцом и гайкой.
Другой момент — это момент, когда вы доходите до конца нити , например, когда резец неизбежно приближается к упору крышки, который, если он зазубрит, придется подхватывать беданом, когда крышка будет готова.
Давайте теперь посмотрим как нарезать резьбу на токарном станке.
Как сделать резьбу на токарном станке
Два шпинделя вступают в игру
Положение и регулировки
На фотографии также показано расстояние между осью фрезы и осью гайки (радиус внешнего края крышки): маневры, проведенные в предыдущих пунктах, позволили свободно перемещать устройство в стороны, чтобы добиться измерения этого радиуса, но при этом следить за тем, чтобы оси всегда были параллельны.
Для небольших регулировок глубины резьбы существует нониус. При включении двигателя токарного станка ручка поворачивается для вращения крышки, выдвигая ее вперед с номинальным шагом 2,5 мм/об.
Нарезание резьбы на мини-станке, что я упускаю?
Скит_Мэн
Зарегистрировано
#1
Сегодня второй раз нарезал резьбу на мини-станке.
Проблема, с которой я сталкиваюсь оба раза, заключается в том, что глубина резания слишком мала.
Резьба 1/2-28. Стрельба по 3 классу подходит с большим диаметром .498 (подтвержденное пятно на циферблатном микрометре) и целевой внутренний диаметр 0,457
. Это должно дать мне глубину резания 0,0205 дюйма. 002 при повороте наружного диаметра).
Нарезание резьбы с компаундом, установленным на 29,5 *, это означает, что я должен прочитать 0,0235 на циферблате, чтобы исправить косинус.
поперечная подача для очистки (что теоретически означало, что я должен был иметь малый диаметр 0,456).0020
Проблема, с которой я столкнулся, заключается в том, что я все еще недостаточно глубоко, чтобы ни сформировать V, ни навинтить тестовую гайку. Я даже пошел еще на 0,003 или 0,004, и все еще стесняюсь, так что я даже не близко. Я прикоснулся, сделал скрэтч и т. д., чтобы первоначальная настройка глубины была правильной.
Я прикоснулся, сделал скрэтч и т. д., чтобы первоначальная настройка глубины была правильной.
Я поставил циферблатный индикатор на соединение, и он выключен 0,001, что я принял во внимание, поэтому на бумаге мой разрез был правильным, если касание закончилось.
Я купил кубик, чтобы подстраховаться, и в итоге использовал его, чтобы закончить нить, но хотел бы избавиться от этой необходимости в будущем. Я осознаю огромные ограничения моего оборудования, и, возможно, я просто столкнулся с проблемой, присущей машине, но решил спросить, может ли кто-нибудь поймать что-то, что мне не хватает. Проверка с помощью проводов, вероятно, была бы моим лучшим выбором, но я бы не использовал их настолько, чтобы оправдать вложения.
Пасифика
RGL
#2
Вы можете надеть на резьбу матрицу 1/2-28, возможно, это будет наименее дорогой и точный способ сделать это.
В противном случае существует ряд переменных, которые трудно учесть: жесткость станка, жесткость инструмента, пружинение, глубина резания, острота инструмента, возможность точного измерения, скорость резания. количество проходов, опыт.
живой
Активный пользователь
#3
Если вы используете компаунд для продвижения в рез, помните, что резак продвигается только на 1/2 от того, что читается на циферблате, из-за 29,5*
Addertooth
H-M Supporter — Diamond Member
#4
Если у вас есть изгиб в вашем инструменте, резцедержателе, поперечной подаче и т. д., это может привести к тому, что вам не хватит нескольких тысячных долей при нарезании резьбы.
Ваши математические расчеты выглядят хорошо. 1/(Кос 29.5) * (желаемая глубина нарезки резьбы) = циферблат для измерения нарезки при поперечной подаче. Вы показываете 0,0235 … тогда как я вычисляю 0,02355 и округляю до 0,0236, и могу углубиться на несколько тысяч, если я хочу, чтобы это было легко. Кроме того, имеет значение финиш. Если отделка шероховатая, появляются маленькие заусенцы, из-за которых впадина и стороны резьбы будут «больше», чем показывает ваш циферблат.
Майки
Глобальный модератор
#5
Я получаю оценочное значение DOC 0,0268 дюйма с компаундом. Эти оценки глубины резьбы именно такие; оценки. Эти оценки даны только для того, чтобы вы могли приступить к проверке своего делительного диаметра, чтобы получить нужную посадку.
Многое также зависит от инструмента, материала, жесткости стойки инструмента/гибов/структуры токарного станка и т. д. Вам не нужен огромный, жесткий токарный станок, чтобы нарезать прецизионную резьбу Я могу целый день нарезать резьбу класса 3 на маленьком токарном станке Sherline. Однако ваши клинья и все, что связано с жесткостью инструмента, должны быть хорошо отрегулированы.Если бы мне пришлось угадывать проблему, я бы предположил, что опора под инструментом движется.0020
Вы не упомянули, какой инструмент используете. Если вы используете карбид, то это требует большей жесткости токарного станка. Если вы используете HSS, то для этого требуется небольшая плоская поверхность на кончике и острые края. Я предполагаю, что вы уверены, что инструмент был установлен перпендикулярно работе. Это может помочь показать нам фотографию вашей установки.
Я предполагаю, что вы уверены, что инструмент был установлен перпендикулярно работе. Это может помочь показать нам фотографию вашей установки.
Ваша цель — резьба класса 3A 1/2-28, и вы пытаетесь получить ее без резьбовых проводов или резьбового микрофона, но для соответствия классу 3A требуется , чтобы вы достигли диаметра шага от 0,4768 до 0,474″. Без какого-либо способа чтения PD, проводов или микрофона, вы не сможете разрезать резьбу класса 3А.0020
Нарезание прецизионной резьбы — это весело, упражнение в точной токарной обработке и достижении диаметров шага в узком диапазоне, но для этого вам потребуются правильные инструменты. Мое предложение — купить резьбовой микрофон.
Asm109
Зарегистрировано
#6
Как выглядит кончик вашего резака? Совершенно острый или плоский, требуемый стандартом резьбы?
Higgite
Крастинатор Professional
#7
Ваше соединение точно настроено на 29?0,5* от перпендикуляра к заготовке или 29,5* от параллели к оси шпинделя? Должно быть прежнее.
Том
ub27Rocks
Зарегистрировано
#8
Мое дополнительное предложение — установить соединение на 90 и вообще игнорировать материал 29.5. Для 28 tpi это не имеет значения. Раздел C4 Справочника по обучению Sandvik содержит прекрасное описание трех методов, включая определение глубины за проход. Только в Северной Америке люди, похоже, продолжают использовать метод 29,5, кажется, что ЕС и другие страны отказались от этого с ручными машинами.
tq60
Поддержка H-M — золотой член
#9
Pro предназначен также с поперечной подачей, а не с компаундом.
Наш 1944 ish 16 в L&S имеет стопорный компаунд, который при правильном запирании выходит на 2 оборота.
Намерение состоит в том, что вы подкрадываетесь к окончательной обработке для работы, нарезая основную функцию, а затем активируете блокировку или ограничение.
Теперь вы можете отступить на 2 хода и приступить к следующей работе.
Однако для небольших или нежестких токарных станков процесс 29.5 позволяет резать только с одной стороны инструмента.
Меньшая нагрузка на систему.
Отправлено с моего SAMSUNG-SM-G930A с помощью Tapatalk
erikmannie
H-M Supporter — золотой член
#10
Я нарезал резьбу на маленьком токарном станке, и без резьбовой проволоки или резьбового микрометра делать это не хотелось бы.
Я использую эти:
и
Я ненавижу продукцию Shars больше, чем кто-либо другой, но должен признать, что микрометр резьбы у них замечательный.
Одноточечное нарезание резьбы — станок Summit
Главная > Блог > Без рубрики > Single Point Threading
Что такое одноточечная резьба?
Нарезание резьбы , в общем, относится просто к нарезанию резьбы на заготовке. На сегодняшний день наиболее распространенным применением резьбы является изготовление винтов и болтов. Рисунок гребней и впадин на винте наружная резьба ; тот, что на внутренней стороне болта, имеет внутреннюю резьбу .
Single Point Threading указывает конкретный метод, используемый для создания этих потоков. При нарезании резьбы в одной точке одна режущая головка, часто прикрепленная к токарному станку, перемещается линейно или горизонтально к вращающейся заготовке.
Когда единственная режущая точка перемещается вниз по длине винта, она удаляет материал для создания резьбы. Скорость движения фрезы и скорость вращения винта также работают вместе, чтобы определить глубину резьбы и то, насколько плотно или близко они расположены друг к другу.
Теоретически одноточечная резьба может использоваться для создания любой резьбы на любой детали, внутренней или внешней, большой или малой. Одна только эта технология может быть использована для создания всех винтов в мире, что важно: резьба является единственным наиболее производимым элементом машин каждый год.
В действительности одноточечное нарезание резьбы является одним из возможных способов нарезания резьбы. Нарезание резьбы в одной точке удаляет материал, как и фрезерование; оба известны как вычитающие методы.
Резьба также может быть создана с помощью трансформационных методов, таких как литье, формование или прокатка, или аддитивных методов, таких как 3D-печать. Но одноточечное нарезание резьбы остается распространенным методом, используемым для нарезания резьбы.
Нарезание резьбы с одной точкой, как и многие другие промышленные технологии, было значительно улучшено и стало более эффективным благодаря внедрению технологии ЧПУ. Начиная с середины 19В 70-х годах токарные станки с ЧПУ позволяли операторам вводить «стандартные программы», бесконечно повторяющиеся инструкции для станков с ЧПУ для производства почти постоянного потока винтов.
Раньше процесс зависел от обученных ручных операторов, которым нужно было отслеживать как скорость вращения шпинделя и режущей головки, так и скорость заготовки. Благодаря программированию ЧПУ современные станки автоматически отслеживают обе скорости, поддерживая идеальную синхронизацию токарного станка.
Некоторые другие методы нарезания резьбы, такие как метчик и плашка, являются более рентабельными для крупносерийных изделий. Для производителей, выпускающих сотни тысяч винтов для конкретного станка, нарезание резьбы в одной точке может оказаться нерентабельным.
Тем не менее, этот метод остается очень полезным в обстоятельствах, когда требуется только несколько резьбовых деталей, например, недоступные запасные части или специализированное, единственное в своем роде оборудование.
