Как отремонтировать сварочный инвертор своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт сварочного инвертора своими руками в домашних условиях
Содержание
- Как устроен сварочный инвертор
- Основные поломки оборудования
- Домашняя диагностика
- Особенности домашнего ремонта
- Ремонт неисправностей сварочного инвертора
- Инвертор не включается
- Сварочная дуга нестабильна
- Не регулируется подача тока
- Повышение энергопотребления
- Прикипание электрода
Инверторное сварочное оборудование часто применяется в бытовых условиях. От классических агрегатов оно отличается небольшим весом, меньшими размерами, доступной стоимостью. При длительном использовании могут возникать поломки, связанные с износом деталей, неправильным выбором режимов, заводским браком. Ремонт сварочного инвертора в некоторых случаях можно выполнить своими руками.
Как устроен сварочный инвертор
В зависимости от модификации, устройства работают как от стандартной, так и от 3-фазной электрической сети.
Конструкция аппарата включает в себя следующие элементы:
- Первичный выпрямитель. Узел представляет собой диодный мост, расположенный в начальном отделе электрической цепи. На этот блок подается переменный ток.
- Конденсаторы. Они подключаются к диодному мосту для сглаживания колебаний переменного напряжения. Емкость каждого конденсатора составляет не менее 470 мкФ.
- Устройство фильтрации помех. При преобразовании электричества возникают электромагнитные волны, нарушающие работу других подключаемых к сети технических средств. Фильтр помогает устранять такие помехи.
- Инвертор. Он необходим для превращения переменного тока в постоянный. Блоки снабжаются 2 видами преобразователей — мостовыми и полумостовыми.
- Трансформатор. В электрической цепи он следует за инвертором и снижает напряжение до 70 В. Конструкция такого блока у современных аппаратов вместо железного включает ферритовый магнитопровод, что уменьшает вес аппарата.
- Выходной выпрямитель.
 Он представляет собой диодный мост, компоненты которого мгновенно реагируют на повышение частоты тока. Деталь снабжена радиаторами, препятствующими перегреву. От перепадов напряжения выпрямитель защищен RC-фильтром. На выходе установлены клеммы для подключения питающего кабеля и заземления.
Он представляет собой диодный мост, компоненты которого мгновенно реагируют на повышение частоты тока. Деталь снабжена радиаторами, препятствующими перегреву. От перепадов напряжения выпрямитель защищен RC-фильтром. На выходе установлены клеммы для подключения питающего кабеля и заземления. - Управляющий модуль. За работу всех компонентов аппарата отвечает микропроцессор, получающий и обрабатывающий информацию с датчиков. Это помогает сварщику легко выбирать нужный режим.
- Пусковое реле. Оно обеспечивает плавное включение агрегата, препятствуя перегоранию диодных мостов.
Основные поломки оборудования
Чаще всего аппарат не работает из-за поломки таких узлов, как:
- Выпрямители. Неисправности связаны с перегоранием диодов входного или выходного моста, вызванным резким повышением напряжения и силы тока.
- Инверторный компонент. Если аппарат перестает варить, в первую очередь нужно проверить этот узел. Для устранения неполадки в условиях мастерской транзистор заменяют аналогичной деталью на 32 А и 400 В.

- Высокочастотный трансформатор. Компонент включает в себя несколько обмоток, необходимых для повышения силы тока и снижения напряжения. Они имеют вид медной проволоки или полосы. Такая конструкция способствует частому возникновению замыкания.
В вышеуказанных случаях устранить проблему самостоятельно не получится.
Ремонт инверторных сварочных аппаратов своими руками возможен при возникновении следующих проблем:
- Нестабильности электрической дуги, образовании большого количества брызг. Неисправность появляется из-за неправильного выбора силы тока.
- Залипании электрода. Возникает при низком напряжении, сопровождается поломкой контактов, к которым подключаются элементы сварочного оборудования.
- Отсутствии электрической дуги. Наблюдается при перегреве инвертора или нарушении целостности питающих проводов.
- Самопроизвольном отключении агрегата. Если во время работы устройство внезапно останавливается, речь идет о коротком замыкании.
- Большом расходе электроэнергии при холостой работе. Неисправность связана с замыканием обмотки проводящих катушек.
- Периодическом отключении аппарата. Связано с перегревом сварочного прибора. Аппарат охлаждают, после чего продолжают работу.
- Появлении посторонних звуков. Наблюдается при расслаблении винтов, удерживающих компоненты магнитопровода. Реже шум возникает при замыкании кабелей.
Домашняя диагностика
Перед тем как отремонтировать сварочный аппарат своими руками, выявляют неисправность и причину ее возникновения.
Для этого в домашних условиях выполняют следующие действия:
- осматривают все компоненты устройства;
- определяют наличие оксидной пленки на контактах, зачищают поверхности щеткой, обрабатывают их растворителем;
- прозванивают компоненты электрической схемы мультиметром.
Особенности домашнего ремонта
Устройства для инверторной сварки содержат электронный управляющий блок, восстановить который своими руками практически невозможно. Из строя могут выходить и другие важные компоненты, диагностика и ремонт которых требуют наличия соответствующих навыков и оборудования. Не имея знаний, приступать к работе не стоит. Неправильно отремонтированный аппарат подлежит списанию.
Из строя могут выходить и другие важные компоненты, диагностика и ремонт которых требуют наличия соответствующих навыков и оборудования. Не имея знаний, приступать к работе не стоит. Неправильно отремонтированный аппарат подлежит списанию.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Прикипание электрода
Залипание стержня наблюдается при резком снижении напряжения. Справиться с этой проблемой можно, правильно настроив оборудование. Выбрать режим сварки помогают приложенные к руководству пользователя таблицы. Напряжение, поступающее к аппарату, падает из-за подключения через удлинители с тонкими кабелями. Проблему решают подсоединением инвертора к генератору.
диагностика, типы неисправностей и методы их устранения своими руками
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно.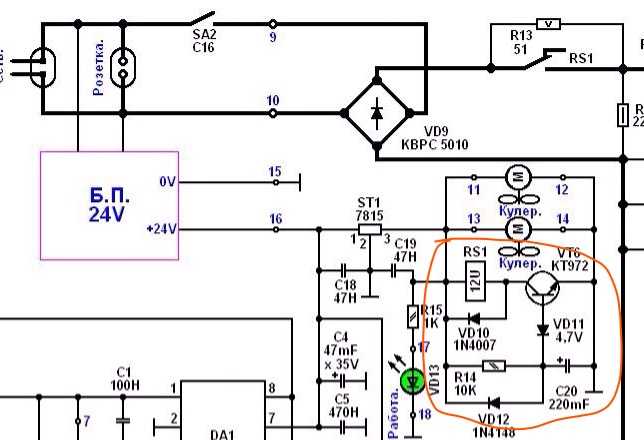 Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора.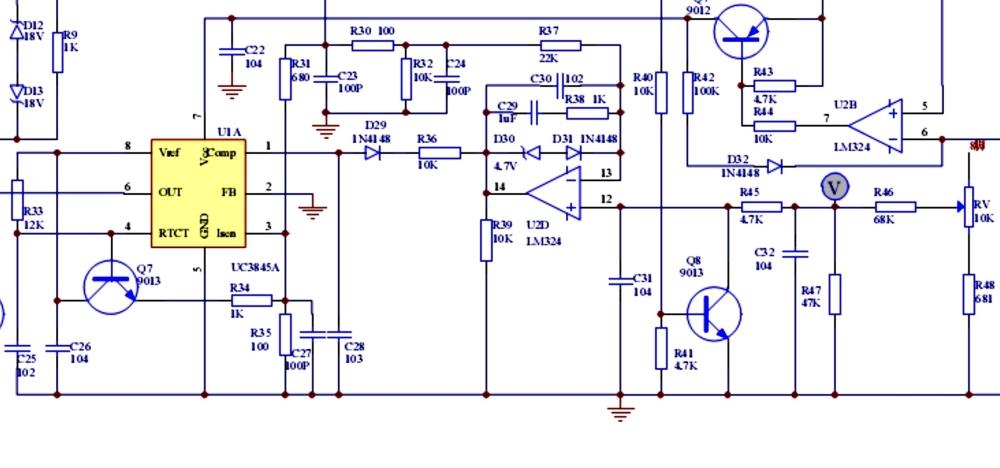 Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.
 275 В и 20.30 А.
275 В и 20.30 А. - Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.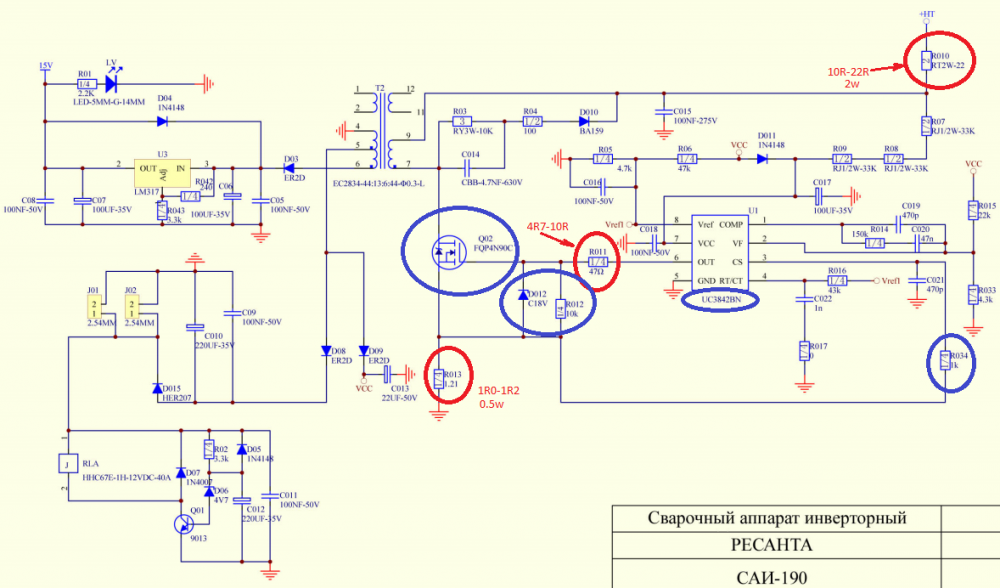
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.

- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества.
Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210. 225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.

- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
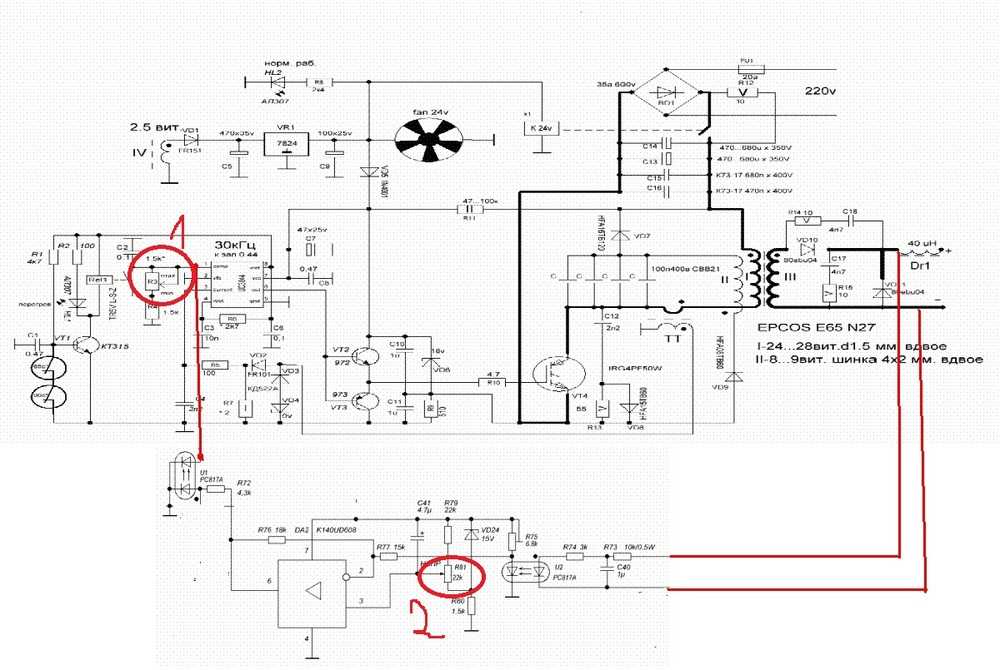
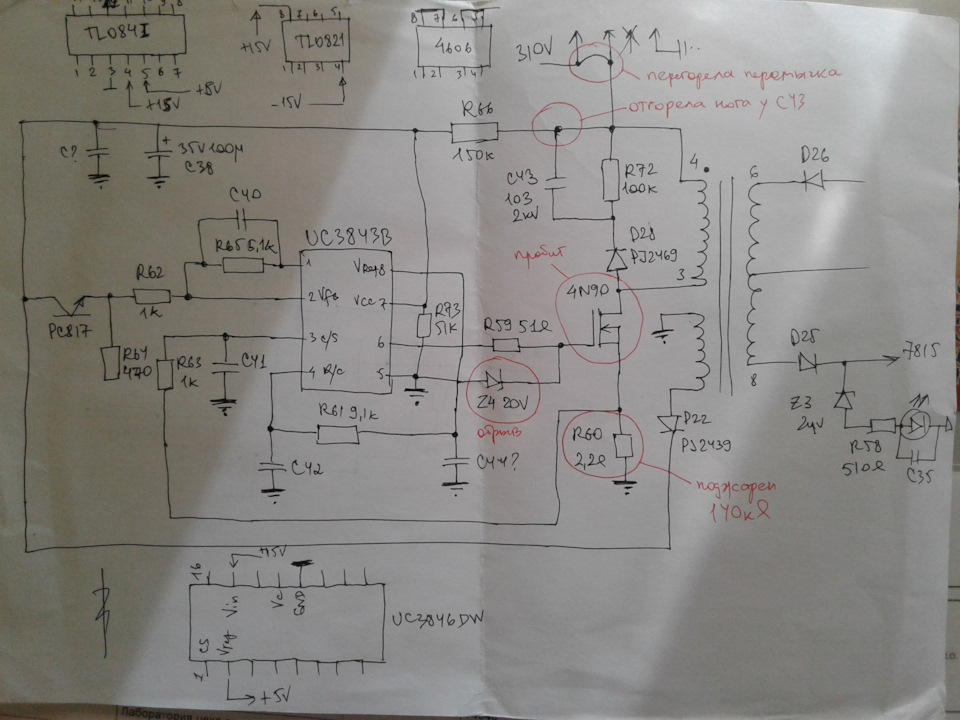
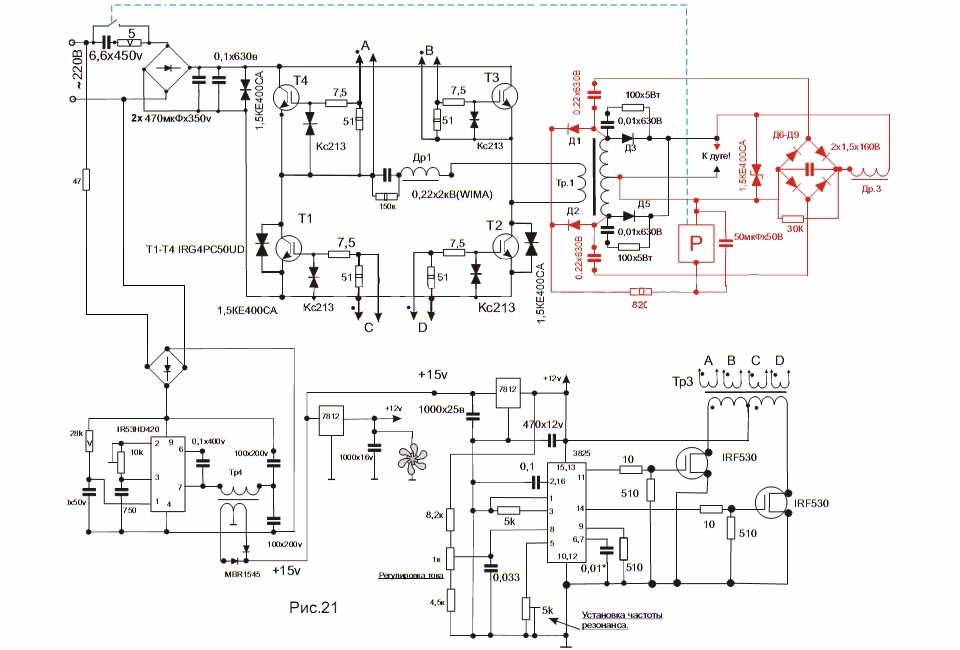
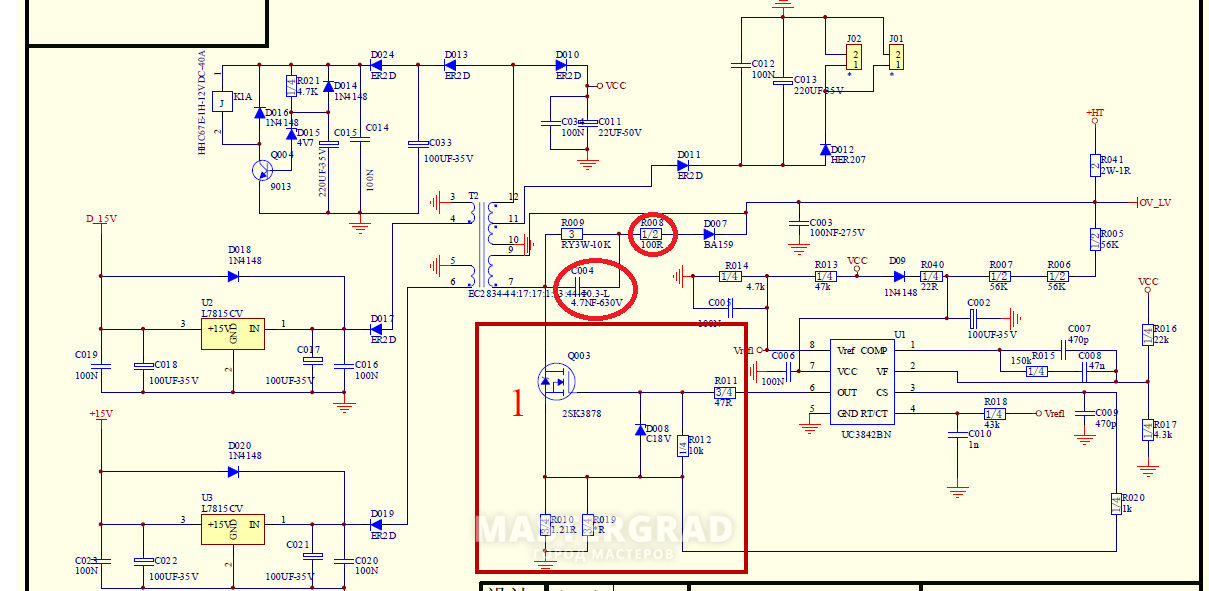
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.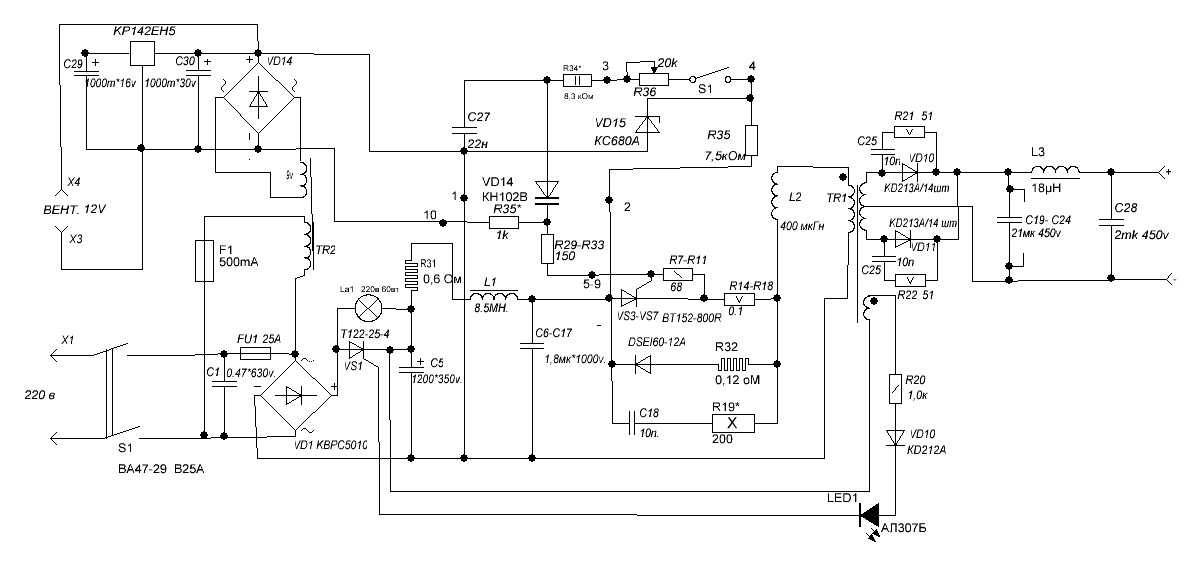
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | |||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).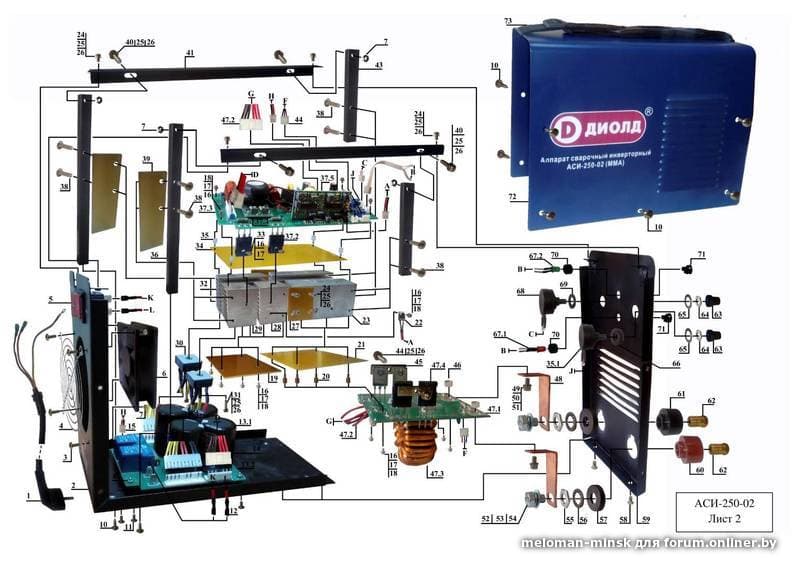
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
NASD — Безопасность дуговой сварки
Уметь выполнять сварку безопасными способами и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Существует много опасностей, связанных
к сварке. Во время тренировки имейте под рукой средства индивидуальной защиты, чтобы показать и
для примерки сотрудниками.
Дуговая сварка включает дуговую сварку в среде защитного газа, сварку в среде защитных газов и контактную сварку. Поскольку оборудование для дуговой сварки
различаются по размеру и типу, важно прочитать и следовать рекомендациям производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие этикетки и руководства по эксплуатации.
- Удалите все потенциальные источники возгорания из зоны сварки.
- Всегда имейте огнетушитель наготове для немедленного использования.
- Оборудуйте сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом необходимо отключить питание машины.
- Надлежащее заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или
плохая изоляция. - Дуга не должна зажигаться, если поблизости находится человек без надлежащей защиты глаз.
- Инфракрасное излучение является причиной ожога сетчатки и катаракты. Защитите глаза и лицо с помощью
правильно подобранный сварочный шлем и фильтрующая пластина надлежащего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды. Например:
- Одежда шерстяная
- Огнестойкий фартук
- Перчатки
- Правильно подобранная одежда, не протертая и не изношенная.
- Рубашки должны иметь длинные рукава.
- Брюки должны быть прямого кроя и прикрывать обувь при дуговой сварке.
- Огнестойкая накидка или наплечники необходимы для работы над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Очищайте одежду от жира и масла.
Обеспечьте достаточную вентиляцию при сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха. Естественные сквозняки, вентиляторы и положение головы помогают предотвратить попадание дыма на лицо сварщика.
- В помещении или зоне сварки должно быть не менее 10 000 кубических футов на каждого сварщика.
- Высота потолков не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими структурными барьерами.
- Сварка не производится в замкнутом пространстве.
**Если эти требования к помещению не соблюдены, то помещение должно быть оборудовано механическим вентиляционным оборудованием, которое отводит не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением случаев, когда используются местные вытяжные шкафы или кабины или респираторы с воздухопроводом.
Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте держатели электродов и кабели с хорошей изоляцией.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.

- Держите сварочные кабели вдали от кабелей электропитания.
- Носите сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварочный аппарат от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Заземляющие рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или в мокрых перчатках.
- Большое значение имеет правильное использование средств индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, то место сварки должно быть оборудовано механической вентиляцией
оборудование. - Всегда имейте огнетушитель наготове для немедленного использования.
Верно или неверно
1. Все потенциальные источники пожара должны быть удалены из зоны сварки. Все потенциальные источники пожара должны быть удалены из зоны сварки. | Т | Ф |
| 2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | Т | Ф |
| 3. Защита глаз не всегда требуется. | Т | Ф |
| 4. Допускается использование электрододержателей с ослабленными кабельными соединениями. | Т | Ф |
| 5. Электроды нельзя менять голыми руками или в мокрых перчатках. | Т | Ф |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Отказ от ответственности и информация о воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя.
Более
Сваривать можно, но нужно ли? – Dodge Garage
С тех пор, как я начал крутить свой первый гаечный ключ на автомобиле, у меня всегда было желание иметь возможность делать все и все, что возможно, самому. Ремонт механических частей, восстановление двигателей, исправление вмятины, покраска, восстановление отделки, сварка сломанного металлического компонента или изготовление собственных крутых вещей, обслуживание системы HVAC или любая регулировка. Некоторые из этих целей могут быть просто принятием желаемого за действительное с финансовой точки зрения. Попытка оборудовать свой магазин или домашний гараж покрасочной камерой, металлообработкой и сварочным оборудованием, а тем более обычными ручными инструментами механика, обойдется в шесть и более цифр.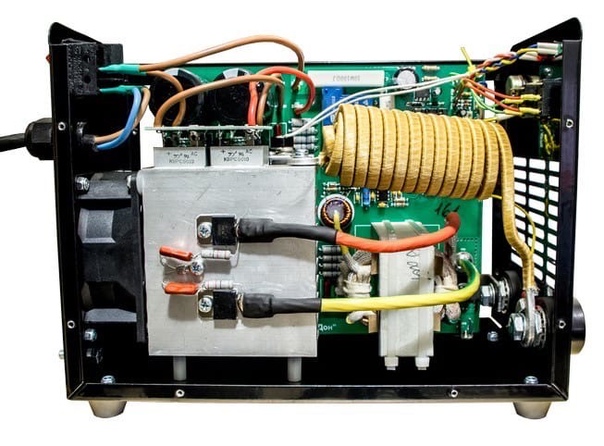
Сварка была одним из навыков, к которым я стремился годами. Я никогда не пытался ничего с этим делать, потому что стоимость оборудования была высокой и (до интернета/YouTube), как, черт возьми, я вообще научился это делать. Ничего не зная об этом, я был ошеломлен и сбит с толку каждый раз, когда пытался понять, с чего начать. Кроме того, давайте посмотрим правде в глаза, вам, как правило, не нужно сваривать для большинства типичных автомобильных механических ремонтов. Возврат инвестиций, казалось, никогда не имел особого смысла. Перенесемся через колледж в молодую взрослую жизнь и домовладение, и я обнаруживаю, что набираю 19 лет.Автомобиль проекта 50 Plymouth. Я нашел его в поле в 2 часах езды от любой цивилизации, ночью, позвонил на следующий день и купил этого малыша за 1500 долларов. Я вызвал эвакуатор, чтобы забрать его и отвезти к моему дому. Это выглядело великолепно! Я надеялся на небольшую механическую работу и, возможно, новый топливный бак и капитальный ремонт тормозов, и я буду путешествовать по дорогам. Заметив несколько подозрительных проблем, я начал разбирать машину и обнаружил больше дыр и ржавчины, чем хорошего металла. Я предполагаю, что сейчас настало время, когда я мог бы использовать этот набор сварочных навыков. Мой хороший друг, который оказался отличным сварщиком, сказал, что даст мне несколько советов. История любви началась там.
Заметив несколько подозрительных проблем, я начал разбирать машину и обнаружил больше дыр и ржавчины, чем хорошего металла. Я предполагаю, что сейчас настало время, когда я мог бы использовать этот набор сварочных навыков. Мой хороший друг, который оказался отличным сварщиком, сказал, что даст мне несколько советов. История любви началась там.
О, как я люблю тебя, моя тающая
капля горячего расплавленного сплава. Ваши искры желания наэлектризованы. Позволь мне связать тебя за
вечность неразрывной связью. Как Том Хэнкс в «Изгое» в культовом
сцена у костра: «Смотрите, что я сотворил, ОГОНЬ!».
С одной стороны, сварка чрезвычайно сложна, дорога и безумна. С другой стороны, это очень просто и доступно. Чтобы все было легко и никого не перегружало, я буду очень обобщать и не вдаваться СЛИШКОМ глубоко. Дело в том, что сварка стала доступнее, чем когда-либо, и ее легче освоить, чем когда-либо, благодаря старому доброму Интернету. Я думаю, вы будете удивлены, насколько дешево начать и как легко научиться самостоятельно и вместе идти к плавке металла! Я попытаюсь разбить его на основы, чтобы вы могли самостоятельно научиться сваривать. Моя цель здесь не в том, чтобы научить вас, как сваривать, а в том, чтобы указать вам направление и попытаться избавиться от беспорядка и путаницы, чтобы вы не расстраивались и не перегружались.
Моя цель здесь не в том, чтобы научить вас, как сваривать, а в том, чтобы указать вам направление и попытаться избавиться от беспорядка и путаницы, чтобы вы не расстраивались и не перегружались.
Опять же, вообще говоря, по крайней мере в отношении автомобилей, существует два основных типа сварочных процессов. Они оба похожи, но разные, и делают одно и то же, и делают разные вещи. Аааааа, гадость, уже становится грязно. Оба этих процесса сварки имеют некоторые общие черты, и именно на них следует обратить внимание. Сварка – это процесс соединения двух кусков материала под действием тепла или давления. В большинстве случаев люди имеют в виду сварку с нагревом. В нашем случае мы склеиваем два куска металла с помощью тепла. В процессе металл плавится до расплавленного состояния, и по мере его охлаждения они соединяются, как арахисовое масло и желе. Я должен еще раз отметить, что я держу это в общих чертах, чтобы вы не были перегружены и омрачены слишком большим количеством деталей.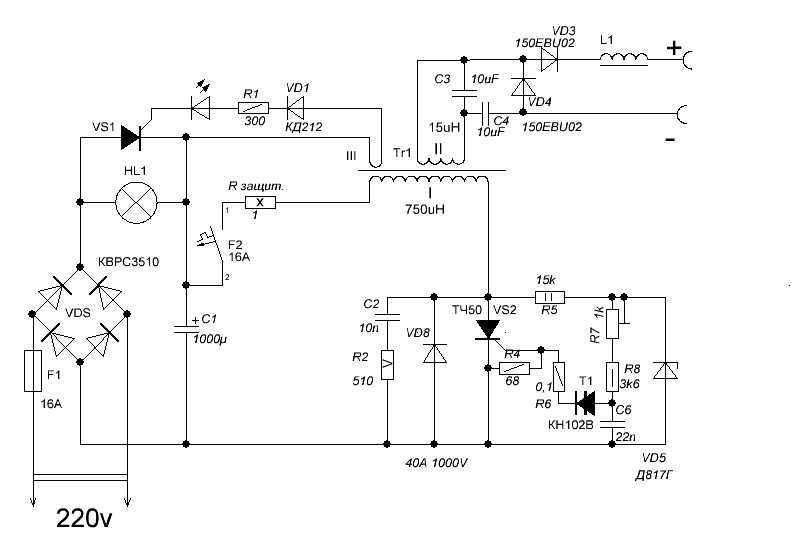 В большинстве случаев при сварке используется электрический ток для нагрева металлов до точки плавления. Если это вас смущает, представьте себе свечу зажигания и эту красивую синюю дугу, которая отскакивает от нее.
В большинстве случаев при сварке используется электрический ток для нагрева металлов до точки плавления. Если это вас смущает, представьте себе свечу зажигания и эту красивую синюю дугу, которая отскакивает от нее.
В этом процессе есть некоторые неотъемлемые научные препятствия, которые преодолеваются по-разному в зависимости от того, какой тип сварочного аппарата или процесса вы используете. Самыми важными факторами в этом являются типы металлов, которые вы свариваете, и защита сварного шва от атмосферы. Тот же воздух, которым мы дышим, разрушит сварной шов, если попадет в него до того, как он остынет. Непосредственная область плавления должна быть защищена от наружного воздуха. Способ его экранирования зависит от типа используемого процесса сварки.
Подводя итог, нам нужен
машина, которая может использовать электричество, чтобы сфокусировать и выделить эту энергию в кусок
из металла, защити этот красивый и крошечный бассейн расплавленной лавы, пока он не остынет,
и делать это постоянно и плавно.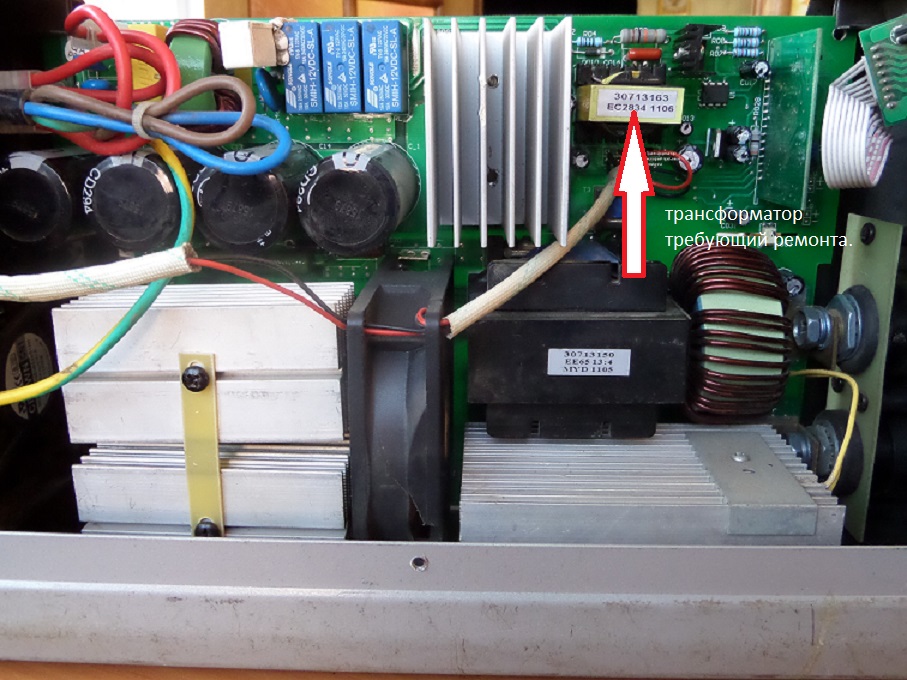
Прежде чем вы начнете думать о том, какой тип машины вы хотите приобрести, сначала подумайте, какой тип электропитания имеется в вашем доме/гараже/магазине. Сварочные аппараты бывают разных напряжений, а иногда и двойного напряжения. Обычно менее дорогие машины работают только от сети 120 В или от любой розетки в вашем доме. Это позволяет производить сварку при токе 100-140 ампер в зависимости от аппарата. Конечно, чем выше номинальный ток аппарата, тем больше он может нагреваться и, следовательно, тем толще металлы, которые вы можете сваривать. Большая часть листового металла на современном автомобиле имеет толщину, которую может правильно сваривать большинство машин на 120 В. Как только вы начнете поднимать материал толщиной более 1/8 дюйма, вам, вероятно, понадобится машина на 208/240/480 В. Хорошей новостью является то, что в домах большинства людей есть одна или две розетки на 240 В. Большинство домашних сушилок для белья и духовок/плит работают от сети 240 В. Используя подходящие материалы, вы можете дешево и легко сделать удлинитель, который протянется от сушилки или розетки до вашего гаража (если расстояние находится в разумных пределах).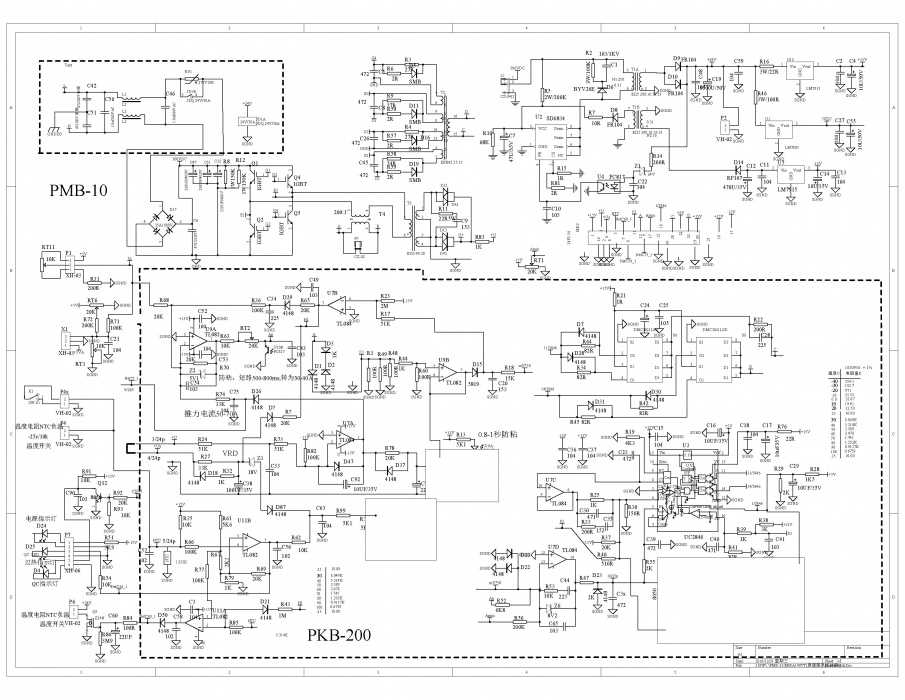 В большинстве хозяйственных магазинов есть подходящие шнуры и вилки, чтобы сделать их самостоятельно. В этой статье мы рассмотрим сварку MIG. В следующий раз мы рассмотрим сварку TIG и многофункциональные машины.
В большинстве хозяйственных магазинов есть подходящие шнуры и вилки, чтобы сделать их самостоятельно. В этой статье мы рассмотрим сварку MIG. В следующий раз мы рассмотрим сварку TIG и многофункциональные машины.
(Слева: стандартная розетка 120 В. Справа: наиболее распространенные типы розеток 240 В, используемые для бытовых приборов)
Сварка МИГ: Сварка МИГ, вероятно, является наиболее распространенным типом сварки, с которым вы сталкиваетесь при работе со сталью и автомобилями. К счастью для вас, так уж получилось, что это самый простой в освоении и самый дешевый для приобретения инвентарь. MIG означает металлический инертный газ. Не зацикливайтесь на этом. Вот что вы должны знать. Сварочный аппарат MIG можно приобрести в Интернете или в крупных розничных магазинах по всей стране. Они могут варьироваться от 100 до нескольких тысяч долларов. Конечно, иногда вы получаете то, за что платите. Если вы не используете сварочный аппарат для заработка и используете его часами в день, я не вижу причин, по которым вам нужен самый дорогой аппарат на рынке. Сварочные аппараты MIG имеют основной корпус, катушку с проволокой, зажим заземления и «горелку».
Сварочные аппараты MIG имеют основной корпус, катушку с проволокой, зажим заземления и «горелку».
(обычная горелка MIG)
Внутри сварочного аппарата находится
большая катушка металлической проволоки. Думайте об этом как о рулоне припоя,
но крупнее. Он подается через какую-то моторизованную систему подачи, которая вращается.
катушку, чтобы проволока непрерывно выходила из конца горелки.
(Слева: механизм подачи проволоки. Справа: типичная катушка с проволокой для сварки MIG)
Кабель заземления, идущий от аппарата к свариваемому металлу, и постоянный электрический ток, проходящий через проволоку, создает электрическую дугу в точке контакта , точно так же, как соединить соединительные кабели перед тем, как прикрепить их к ушам друзей.
В сварочных аппаратах MIG есть несколько вещей, которые могут различаться между машинами или типами машин. Как я упоминал ранее, сварочная ванна (область расплавленного металла при его самой высокой температуре) должна быть защищена от внешнего воздуха. Есть два разных способа сварки MIG. Первый, самый простой и наименее дорогой тип сварочных аппаратов MIG — это сварочные аппараты с флюсовым сердечником. Сварочные аппараты с флюсовым сердечником используют катушку с проволокой, внутри которой находится сварочный флюс. Очень похоже на использование флюса при пайке, флюс внутри сварочной проволоки поддерживает чистоту зоны сварки и помогает защитить ее от внешнего воздуха и загрязнений. Катушки с проволокой недороги, а машины просты в настройке и эксплуатации. Если бы мы сравнили сварочный аппарат MIG с флюсовой сердцевиной с чем-то вроде огнестрельного оружия, представьте, что это дробовик. Хорошо подходит для многих вещей, немного грязный, не так много функций, любой, у кого есть мозг и рука, может его использовать, и он обычно выполняет свою работу. Другой тип сварочного аппарата MIG мало чем отличается от сварочного аппарата MIG с флюсовым сердечником. Вместо проволоки с флюсовым сердечником используется отдельный резервуар с защитным газом, который подсоединяется к машине, которая подает газ через горелку вдоль проволоки.
Есть два разных способа сварки MIG. Первый, самый простой и наименее дорогой тип сварочных аппаратов MIG — это сварочные аппараты с флюсовым сердечником. Сварочные аппараты с флюсовым сердечником используют катушку с проволокой, внутри которой находится сварочный флюс. Очень похоже на использование флюса при пайке, флюс внутри сварочной проволоки поддерживает чистоту зоны сварки и помогает защитить ее от внешнего воздуха и загрязнений. Катушки с проволокой недороги, а машины просты в настройке и эксплуатации. Если бы мы сравнили сварочный аппарат MIG с флюсовой сердцевиной с чем-то вроде огнестрельного оружия, представьте, что это дробовик. Хорошо подходит для многих вещей, немного грязный, не так много функций, любой, у кого есть мозг и рука, может его использовать, и он обычно выполняет свою работу. Другой тип сварочного аппарата MIG мало чем отличается от сварочного аппарата MIG с флюсовым сердечником. Вместо проволоки с флюсовым сердечником используется отдельный резервуар с защитным газом, который подсоединяется к машине, которая подает газ через горелку вдоль проволоки. Газ выходит из сопла горелки, окружающей проволоку, дугу и сварочную ванну. Это гораздо более чистый и контролируемый шов. Тип газа зависит от области применения, но чаще всего это смесь аргона или углекислого газа. Вы можете арендовать резервуары у местных поставщиков или купить свои собственные и просто заплатить за заправку. Газ недорогой и будет стоить где-то около 30-40 долларов за бутылку меньшего размера. Его так же легко отцепить и наполнить, как баллон с пропаном на газовом гриле.
Газ выходит из сопла горелки, окружающей проволоку, дугу и сварочную ванну. Это гораздо более чистый и контролируемый шов. Тип газа зависит от области применения, но чаще всего это смесь аргона или углекислого газа. Вы можете арендовать резервуары у местных поставщиков или купить свои собственные и просто заплатить за заправку. Газ недорогой и будет стоить где-то около 30-40 долларов за бутылку меньшего размера. Его так же легко отцепить и наполнить, как баллон с пропаном на газовом гриле.
(Подключение газа для газовой сварки MIG)
Этот тип сварки MIG, вероятно, является более предпочтительным процессом, поскольку защитный газ обеспечивает более чистый и контролируемый сварной шов, чем довольно небрежная сварка под флюсом. Большинство машин, которые работают с баллоном с защитным газом, также могут работать с проволокой с флюсовым сердечником, поэтому у вас есть возможность переключаться туда и обратно, если хотите. На большинстве сварочных аппаратов MIG не так много настроек, которые нужно выяснить. Обычно у вас есть переключатель включения/выключения, регулятор подачи проволоки и регулятор мощности. Регулятор подачи проволоки устанавливает скорость подачи проволоки из горелки. Регулятор мощности устанавливает, насколько «горячий» или сколько тока проходит через него. Есть немного науки и искусства, чтобы узнать, как установить эти две настройки по отношению друг к другу, чтобы получить желаемые результаты.
Обычно у вас есть переключатель включения/выключения, регулятор подачи проволоки и регулятор мощности. Регулятор подачи проволоки устанавливает скорость подачи проволоки из горелки. Регулятор мощности устанавливает, насколько «горячий» или сколько тока проходит через него. Есть немного науки и искусства, чтобы узнать, как установить эти две настройки по отношению друг к другу, чтобы получить желаемые результаты.
(Скорость подачи проволоки и регуляторы мощности для настройки сварного шва, подходящего для вашей заготовки)
Несмотря на то, что на данный момент сварка MIG имеет много положительных сторон, есть и некоторые недостатки. Как я уже упоминал, сварка MIG с флюсовой сердцевиной — это сварка дробовиком. Это самый небрежный из сварочных процессов. Подача проволоки работает отлично… когда она работает отлично. Проблемы с подачей проволоки могут быть распространены в зависимости от качества/цены/использования вашей машины. Нет ничего более разочаровывающего, чем начать сварку, и всего через несколько секунд все это начинает брызгать и умирает на вас. Иногда проволока подачи может застрять или запутаться в кабеле горелки, или ролики в машине, которые ее подают, проскальзывают и не подают проволоку непрерывно. Другой большой недостаток заключается в том, что сварка MIG в некотором смысле представляет собой пони с одним приемом. Не вдаваясь слишком глубоко, сварка MIG, особенно сварка MIG с флюсовой сердцевиной, может использоваться только со сталью. Обычная оле, скучная, обычная, мягкая сталь. В большинстве случаев вы не используете или не можете использовать сварочный аппарат MIG для алюминия, нержавеющей стали или любого другого типа высококачественного металла или сплава. Здесь это обобщение, потому что эти металлы можно сваривать с помощью сварочного аппарата MIG, но это требует множества других соображений/наборов/комбинаций и, в целом, не является самым эффективным способом сварки этих материалов и достижения отличных результатов. .
Иногда проволока подачи может застрять или запутаться в кабеле горелки, или ролики в машине, которые ее подают, проскальзывают и не подают проволоку непрерывно. Другой большой недостаток заключается в том, что сварка MIG в некотором смысле представляет собой пони с одним приемом. Не вдаваясь слишком глубоко, сварка MIG, особенно сварка MIG с флюсовой сердцевиной, может использоваться только со сталью. Обычная оле, скучная, обычная, мягкая сталь. В большинстве случаев вы не используете или не можете использовать сварочный аппарат MIG для алюминия, нержавеющей стали или любого другого типа высококачественного металла или сплава. Здесь это обобщение, потому что эти металлы можно сваривать с помощью сварочного аппарата MIG, но это требует множества других соображений/наборов/комбинаций и, в целом, не является самым эффективным способом сварки этих материалов и достижения отличных результатов. .
Сварка МИГ, пожалуй, самая дешевая и простая в освоении технология. Я предлагаю начать со сварки MIG, если вы хотите окунуться в этот мир сварки. Если вы можете позволить себе дополнительную цену за приобретение машины с подключением к газу и стоимость потребляемого газа, это будет правильным решением. Мой первый сварочный аппарат MIG был только с флюсовым сердечником, новый стоил 120 долларов и прослужил мне ДЕСЯТЬ лет! Он и / или я не сделали с ним самые красивые сварные швы, но он определенно выполнил свою работу. Широкая доступность и разнообразие машин делает их доступными и легкими. В Интернете есть множество ресурсов для быстрого изучения основ сварки MIG. Чтобы добиться успеха в этом, просто требуется практика и практика / соблюдение правильных методов и приемов. Возможно, я не вытаскивал его каждый день за все те дни, что крутил гаечные ключи, занимаясь модификациями или ремонтом, но он определенно использовался. Наличие машины и возможность использовать ее даже самым небрежным и элементарным образом дало мне ощущение, что я гораздо лучше подготовлен к работе над проектами. Цена и ресурсы для обучения определенно ставят его в список обязательных инструментов/навыков для каждого редуктора.
Если вы можете позволить себе дополнительную цену за приобретение машины с подключением к газу и стоимость потребляемого газа, это будет правильным решением. Мой первый сварочный аппарат MIG был только с флюсовым сердечником, новый стоил 120 долларов и прослужил мне ДЕСЯТЬ лет! Он и / или я не сделали с ним самые красивые сварные швы, но он определенно выполнил свою работу. Широкая доступность и разнообразие машин делает их доступными и легкими. В Интернете есть множество ресурсов для быстрого изучения основ сварки MIG. Чтобы добиться успеха в этом, просто требуется практика и практика / соблюдение правильных методов и приемов. Возможно, я не вытаскивал его каждый день за все те дни, что крутил гаечные ключи, занимаясь модификациями или ремонтом, но он определенно использовался. Наличие машины и возможность использовать ее даже самым небрежным и элементарным образом дало мне ощущение, что я гораздо лучше подготовлен к работе над проектами. Цена и ресурсы для обучения определенно ставят его в список обязательных инструментов/навыков для каждого редуктора.
Помимо аппарата, для начала сварки вам понадобится еще несколько предметов. Часто вы можете найти комплекты или пакеты со сварочным аппаратом, которые включают эти элементы. Вам понадобится сварочный колпак, чтобы использовать его 100% времени. Они бывают всех форм, размеров и цен. Яркость электрической дуги при сварке может повредить глаза или мгновенно ослепить. Эти специально разработанные изделия защищают ваши глаза и лицо от извержения вулкана всего в нескольких дюймах от вашего лица. Это линза с темным оттенком, настолько темная, что через нее почти не видно при обычном освещении, но очень яркая дуга во время сварки видна так, как будто вы носите солнцезащитные очки. Я рекомендую версию с автоматическим затемнением. Хотя это не сварка, это похоже на ношение очень темных солнцезащитных очков. Как только вы начинаете сварку, в течение миллисекунд линза автоматически затемняется и становится почти черной, так что теперь она находится на том же уровне, что и обычная сварочная линза.
(Маска с автоматическим затемнением. *Примечание: вы можете видеть сквозь линзу, когда не свариваете. Кожаные перчатки для сварки MIG)
Это значительно упрощает установку рук и материалов, позволяя видеть, что вы делаете на месте. момент, когда вы начинаете свою дугу. Вам также понадобятся кожаные сварочные перчатки. Как упоминалось ранее, мы имеем дело с сумасшедшим количеством тепла. Выберите то, что кажется вам наиболее удобным, и те, которые рассчитаны на сварку. Как правило, вы хотите очистить или подготовить области, которые собираетесь сваривать, прежде чем начать, поэтому, как минимум, я предлагаю несколько дешевых проволочных щеток или подушечек Scotchbrite для очистки металла от масла, окалины и мусора. Сварка любого вида может дать вам эквивалент худшего солнечного ожога, который вы когда-либо получали, даже через несколько минут. Существует множество специальных рукавов, курток, фартуков и многого другого для защиты всего тела. Сделай мне одолжение, хотя бы убедись, что твои руки, шея и лицо закрыты хотя бы рубашкой!
(Защита рук: избегайте некожаных перчаток, таких как перчатки механика, поскольку они могут мгновенно расплавиться от сварочных брызг)
для покупки оборудования и расходных материалов, самый простой способ научиться, отлично подходит для автомобилей
большинство металлов являются мягкими сталями, простота установки и использования, доступность
расходные материалы/оборудование почти везде, и устройства на 120 В подойдут для большинства
автомобильные проекты
Сварка MIG Минусы: используется ТОЛЬКО* для низкоуглеродистой стали, часто самый грязный/неаккуратный/наименее точный метод сварки, застревание в подаче проволоки может вызвать разочарование, у вас нет тонны регулировок и тонкой настройки процесса сварки , а недавнее наводнение рынка импортными машинами и машинами безымянных брендов, которые выглядят модно и красиво, часто очень плохо сделаны.