Как отремонтировать сварочный инвертор своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
схемы и диагностика, как отремонтировать
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.


Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.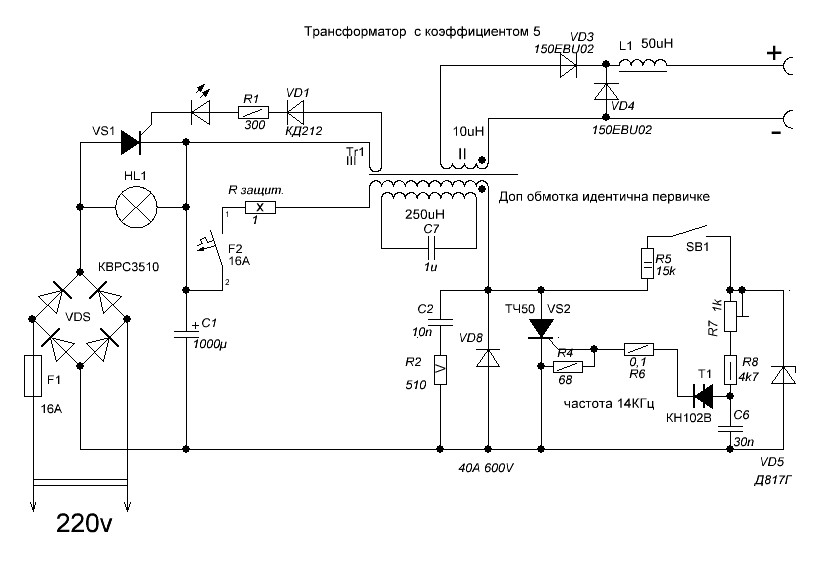
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
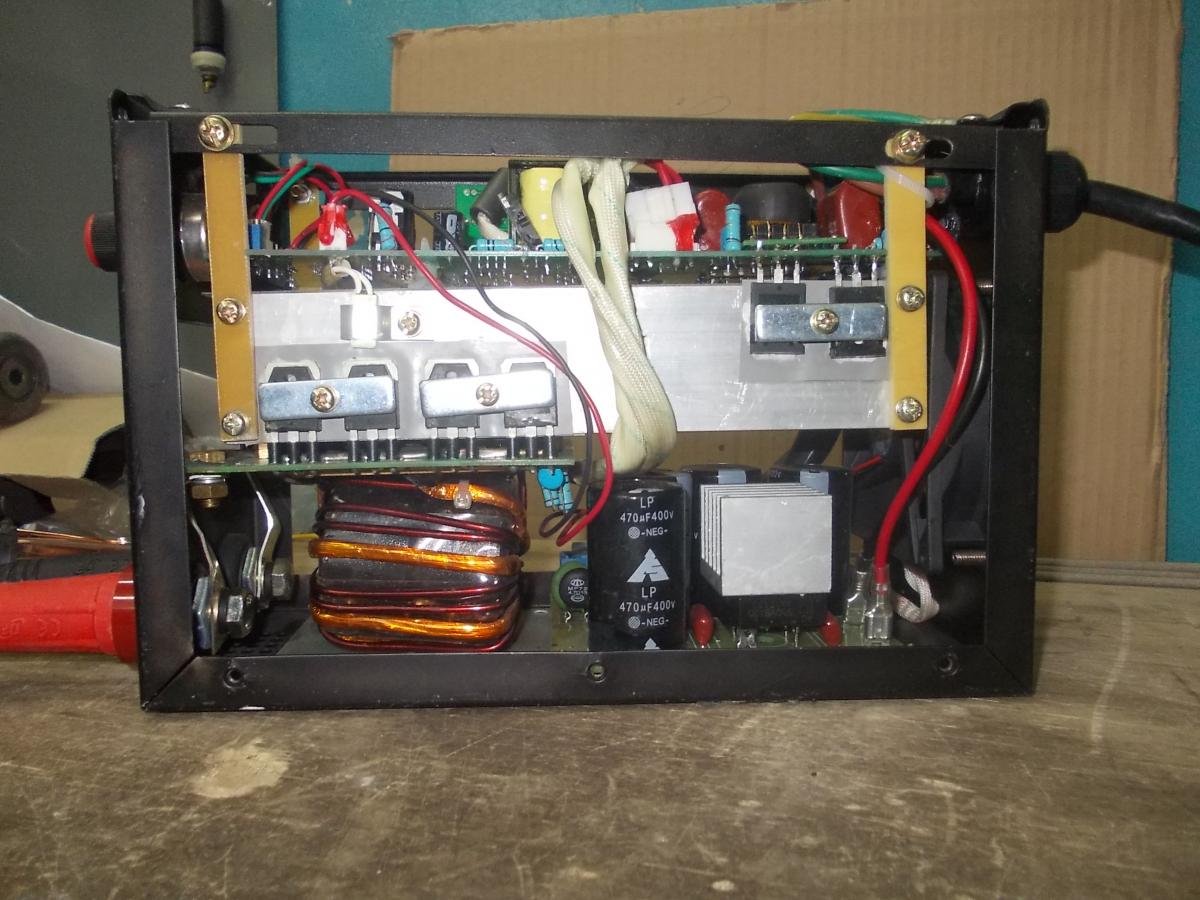
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный аппарат «Ресанта САИ-250» предназначен для выполнения ручной электродуговой сварки при помощи электродов покрытого типа. Разработкой инвертора занимается одноименная компания, расположенная в Латвии. Сборка сварочного аппарата осуществляется в КНДР, что отражается на ее качестве: все детали подогнаны идеально, отсутствуют зазоры, скрипы и люфты.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В.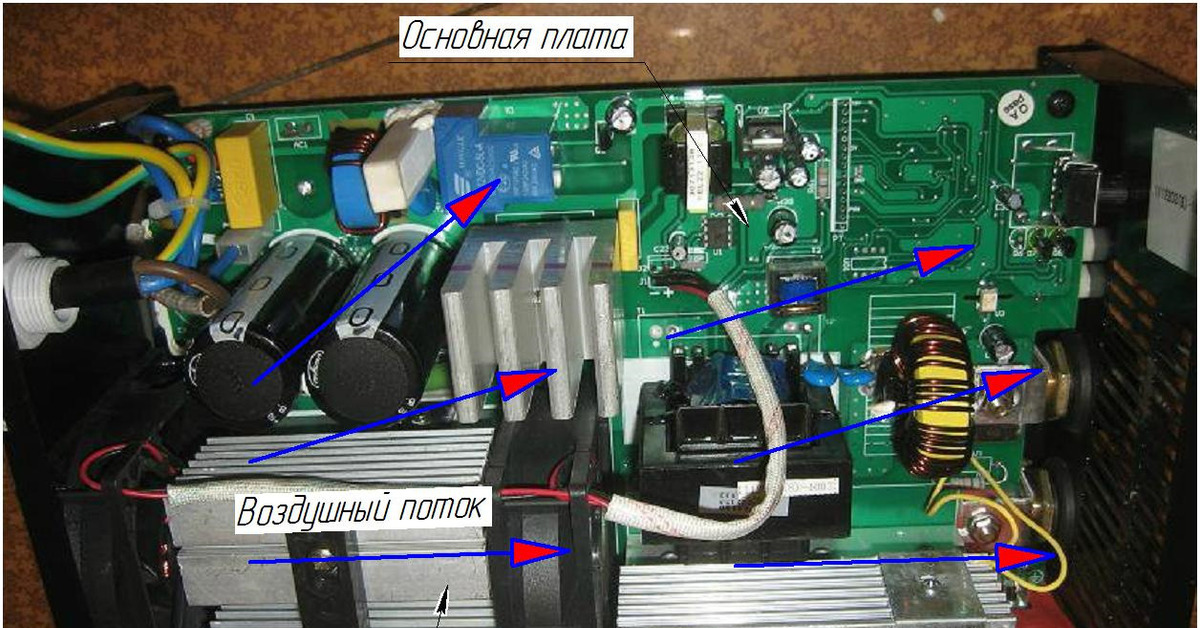 В качестве выходного выпрямителя используется мощный диодный мост.
В качестве выходного выпрямителя используется мощный диодный мост.
Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Транзисторы только работают от постоянного напряжения U , преобразуя его в ток высокой частоты.
Работа с толстым металлом, начиная с 10 мм, может быть затруднена. В устройство входит силовой трансформатор.
Так, есть данные, согласно которым из 10 сварочных аппаратов Ресанта модели , 1—2 не дорабатывают до конца гарантийного срока и выходят из строя. Принципиальная схема сварочного инвертора Современные сварочные работы проводятся при применении специальных инверторов.
Это важный плюс, поскольку Ресанта может похвастаться развитой сетью сервисных центров по всей России. Если при отключении кулера, переключается реле, то его нужно заменить. Недостатки инвертора Ресанта модели Многие специалисты и организации, занимающиеся продажами сварочного оборудования, если судить по отзывам, сетуют на то, что среди инверторов рассматриваемой модели отмечается достаточно большой процент брака.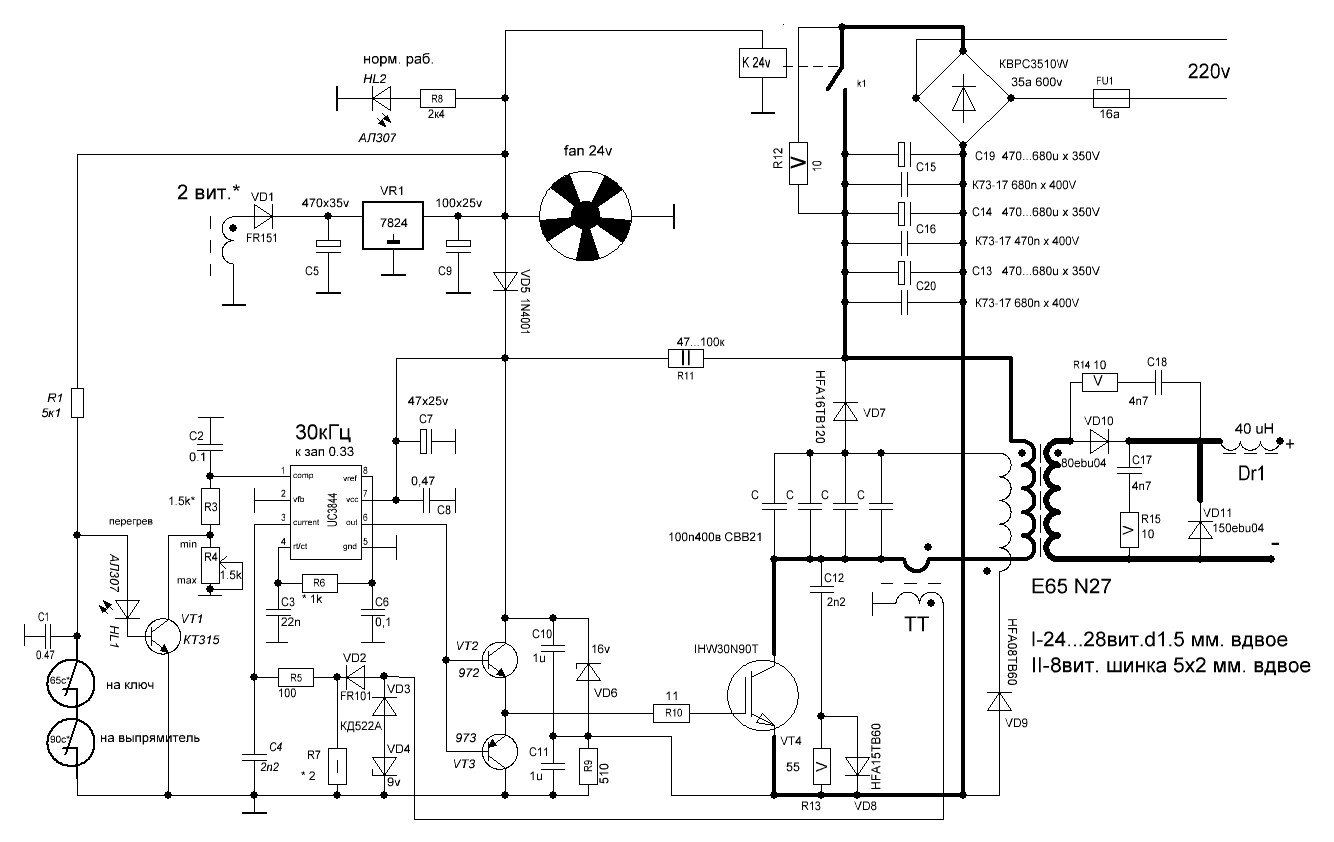
В отличие и разницы, сварочных трансформаторов, который является в основной степени электротехническим электроизделием, инвертор сварочный отображает электронное устройство. Вам нужно будет лезть в плату протяжки. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии. Он предназначен для изучения базовых основ сварки и простенького ремонта, вроде сварки теплицы.
Одним из слабых мест является БП. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Например, этот инвертор можно использовать для соединения деталей из различных сортов стали, в том числе и нержавейки. Сварочные инверторы гарантируют своё максимальное качество сварки и безусловный комфорт и стабильную работу, для сварщиков. Возможен выход из строя трансформатора, и это явление довольно редкое.
Ремонт сварочного инвертора своими руками.
Выбираем инверторный сварочный аппарат
После принятия решения о покупке сварочного инвертора, нужно определиться с необходимыми параметрами и конкретной моделью. Сначала нужно решить, с деталями какой толщины и из какого металла вы планируете работать, ведь от этого и будут зависеть подходящий диаметр электрода нужные характеристики техники.
Ниже в таблице приведено ориентировочное соотношение между толщиной заготовки, диаметром электрода, который подходит для нее, и значением сварочного тока, необходимого для выполнения работы.
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 11-15 | 15-18 |
| Диаметр электрода, мм | 1-1,5 | 1,6-2 | 2-2,4 | 2,5-3,1 | 3,2-3,9 | 4-4,9 | 5-5,9 | 6 и более |
| Значение сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
Другой немаловажной характеристикой, определяющей производительность установки, является продолжительность включения (ПВ). Она показывает то время, которое аппарат может непрерывно работать при определенном значении сварочного тока, и указывается в процентах от десятиминутного рабочего цикла
Она показывает то время, которое аппарат может непрерывно работать при определенном значении сварочного тока, и указывается в процентах от десятиминутного рабочего цикла
Например, если ПВ = 60% при 120 А и температуре 40°С, то при таких условиях он сможет непрерывно работать 6 минут, после чего надо дать ему перерыв в 4 минуты. Добиться значения этого показателя в 100% невозможно, так как все равно понадобится технический перерыв на замену электрода, удаление шлаков и другие операции, связанные с технологическими переходами. Учтите, что для российского оборудования ПВ рассчитывается при температуре окружающей среды 25 °С, а для европейского — при 40°С.
Особенно важны условия питания инверторного сварочного аппарата
Подключая его прямо к стационарной сети на 220В, обратите внимание на напряжение. Если оно может быть пониженным, то следует выбрать модель с указанием диапазона возможного понижения этого параметра, которая способна работать при пониженном напряжении
Например, этим преимуществом обладают сварочные инверторы Fubag 200 LV, Ресанта САИ 220 ПН или EWM Pico 162.
Они способны исправно функционировать даже при 187В в сети. Однако падение напряжения влечет за собой снижение мощности, что негативно сказывается на максимальном токе, который может выдать аппарат в таком случае.
Если вы решили, что вам нужно устройство со сварочным током в 160А (для сварки металла толщиной 10 мм электродом 4 мм и с ПВ 60%), то не торопитесь покупать технику с точно такими же показателями. Прибавьте примерно 30%-50%, так как запас по мощности всегда должен быть. Предположим, через год вы будете работать с более массивными деталями другой толщины, не покупать же из-за этого новый инвертор.
Комментарий специалиста. Самый главный плюс инверторных сварочных аппаратов — это их малые габариты и вес. Поэтому их можно повесить через плечо и работать на строительных лесах. Ими можно варить даже чугун и нержавеющую сталь. По отзывам сотрудников автосервиса ни один ремонт автомобиля не обходится без использования инверторов.
Для того, чтобы помочь вам окончательно определиться с выбором конкретной модели из всего ассортимента, приведем пример: допустим, вы решили приобрести сварочный инвертор для работы в гараже с такими деталями как уголки, трубы и т. п. толщиной около 3-4 мм, сварочный ток 120А, ПВ = 60%. Стационарная сеть на 220В проведена, перепадов напряжения не бывает. По указанным характеристикам отлично подойдет инвертор Сварог ARC 165 case. К тому же, в его комплектацию входит кейс, в котором очень удобно хранить все необходимые принадлежности и специальная маска для сварки. Очень удобен в случае проведения работ на выезде.
п. толщиной около 3-4 мм, сварочный ток 120А, ПВ = 60%. Стационарная сеть на 220В проведена, перепадов напряжения не бывает. По указанным характеристикам отлично подойдет инвертор Сварог ARC 165 case. К тому же, в его комплектацию входит кейс, в котором очень удобно хранить все необходимые принадлежности и специальная маска для сварки. Очень удобен в случае проведения работ на выезде.
Инверторные сварочные аппараты — это полезные инструменты в быту и хозяйстве. Они отличаются высокой экономичностью, так потребляют электроэнергии почти в 2 раза меньше, нежели классические сварочные аппараты. Они незаменимы на даче, в автомастерской и на крупных промышленных предприятиях.
В магазине «ВсеИнструменты.ру» вы найдете широкий ассортимент продукции как отечественных, так и зарубежных производителей по оптимальным ценам. Просто позвоните по бесплатному контактному телефону, указанному на сайте, и опытный менеджер поможет сделать заказ, а также подобрать соответствующие расходные материалы.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Особенности сварочных инверторов и их ремонт
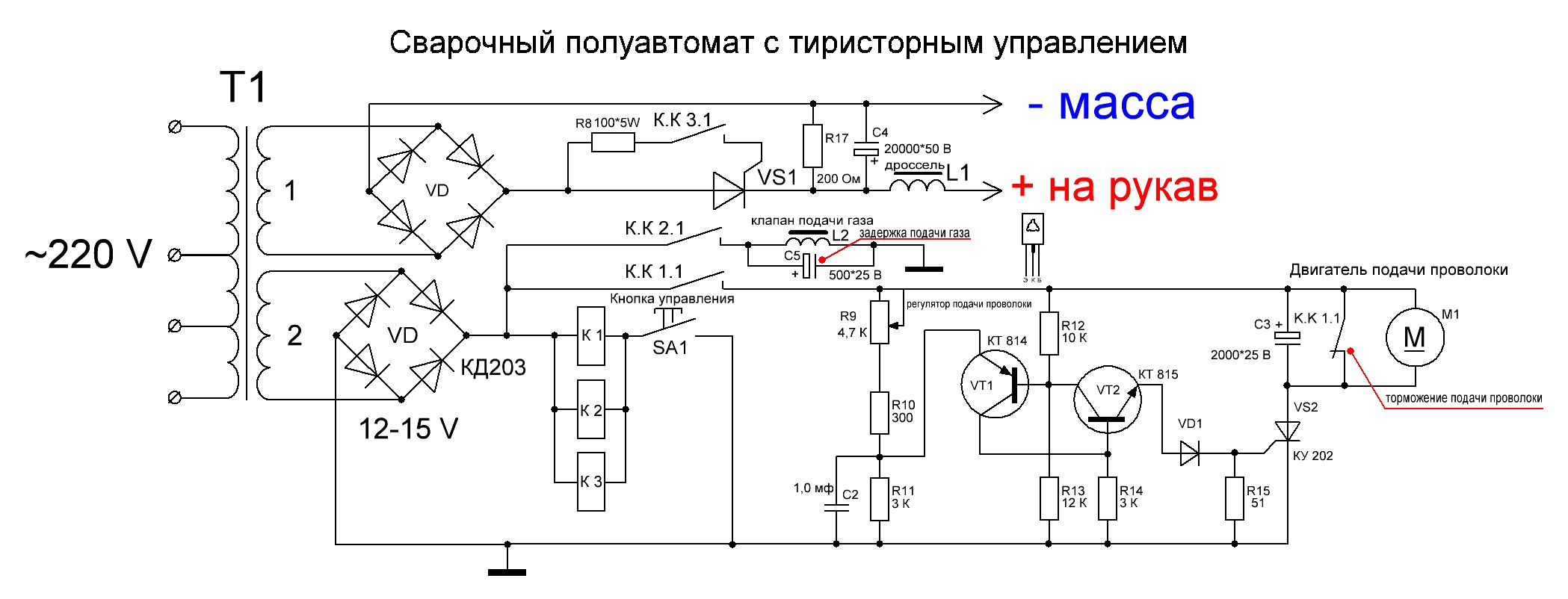
Сварочный полуавтомат
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Для схемы «СВАРОЧНЫЙ МАЛОГАБАРИТНЫЙ…»
Бытовая электроникаСВАРОЧНЫЙ МАЛОГАБАРИТНЫЙ…Радиолюбителю нужны не только транзисторы, конденсаторы, микросхемы. Часто просто надобно иметь более того такое устройство, как сварочный аппарат. Но они, как правило, огромны и тяжеловесны. Однако выход есть, если изготовить аппарат по описанию в журнале » Изобретатель и рационализатор». Вот что анонсирует о нем автор.»Думаю, вас заинтересует переносной сварочный аппарат весом всего в 26 кг. Питающее напряжение промышленных сварочных аппаратов 380 В, что не вечно удобно и вечно небезопасно. Главную тяжесть сварочного аппарата составляет трансформатор с Ш-образным сердечником. У лабораторного автотрансформатора /ЛАТР/ сердечник круглый, в виде бублика. Взял два сердечника от ЛАТРов, с внутренней стороны каждого отмотал часть стальной ленты, образующей сердечник, так, что дыра бублика стала больше, и разместил первичную обмотку трансорматора /WI/, как показано на рисунке. ксв метр схемы своими руками Чтобы площадь сечения сердечника не изменилась, перед установкой обмотки снятую часть стальной ленты намотал на внешнюю сторону сердечника-бублика. Провод для первичной и вторичной обмоток я подобрал из расчета, что ток сварки — 80 А, то есть можно варить трехмиллиметровым электродом.
Часто просто надобно иметь более того такое устройство, как сварочный аппарат. Но они, как правило, огромны и тяжеловесны. Однако выход есть, если изготовить аппарат по описанию в журнале » Изобретатель и рационализатор». Вот что анонсирует о нем автор.»Думаю, вас заинтересует переносной сварочный аппарат весом всего в 26 кг. Питающее напряжение промышленных сварочных аппаратов 380 В, что не вечно удобно и вечно небезопасно. Главную тяжесть сварочного аппарата составляет трансформатор с Ш-образным сердечником. У лабораторного автотрансформатора /ЛАТР/ сердечник круглый, в виде бублика. Взял два сердечника от ЛАТРов, с внутренней стороны каждого отмотал часть стальной ленты, образующей сердечник, так, что дыра бублика стала больше, и разместил первичную обмотку трансорматора /WI/, как показано на рисунке. ксв метр схемы своими руками Чтобы площадь сечения сердечника не изменилась, перед установкой обмотки снятую часть стальной ленты намотал на внешнюю сторону сердечника-бублика. Провод для первичной и вторичной обмоток я подобрал из расчета, что ток сварки — 80 А, то есть можно варить трехмиллиметровым электродом.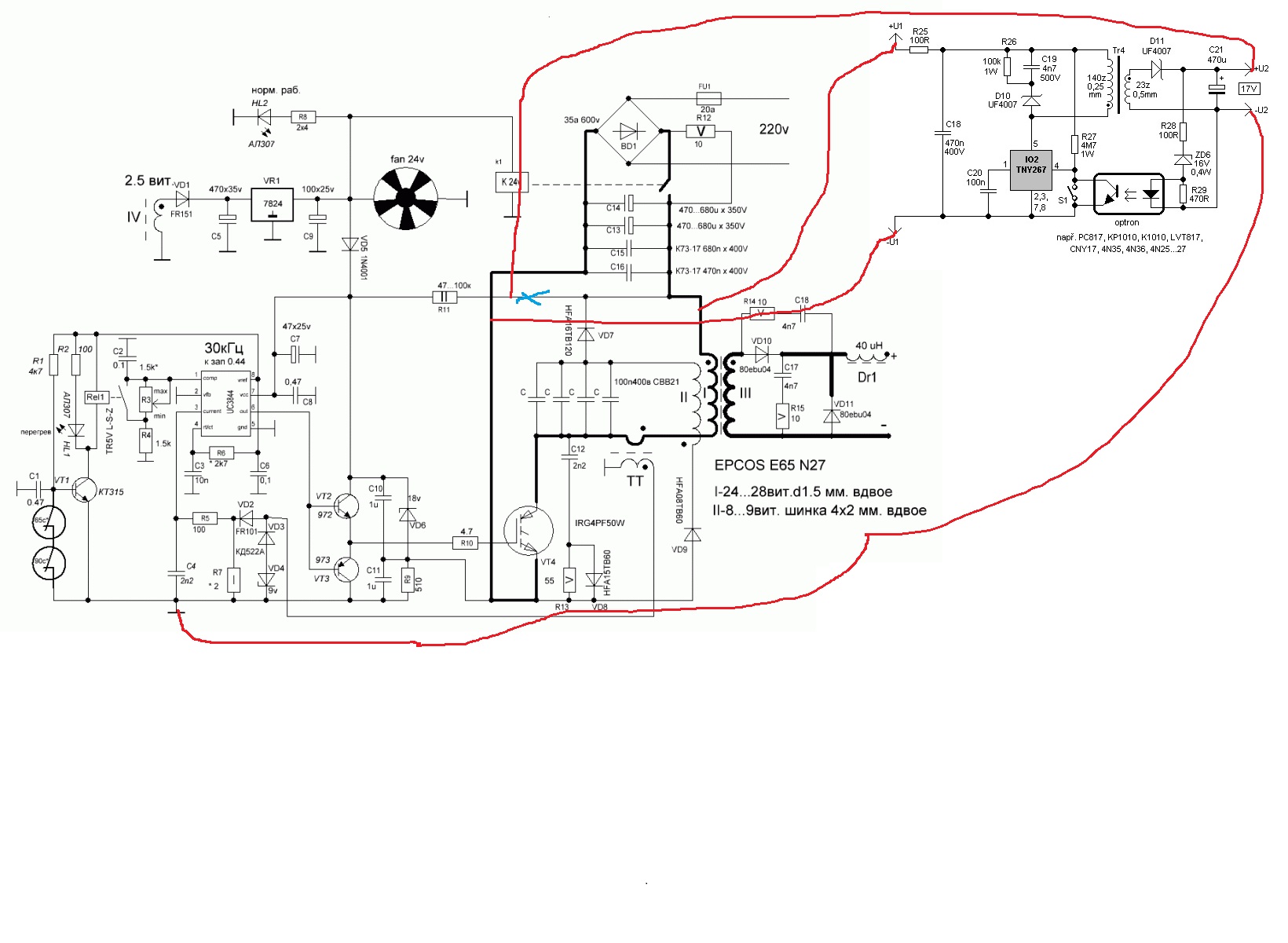 Так я получил компактный и довольно легкий сварочный трансформатор.Puc.1Вторая проблема — достичь плавного регулирования сварочного тока, для чего надобно иметь вероятность менять вторичное напряжение
Так я получил компактный и довольно легкий сварочный трансформатор.Puc.1Вторая проблема — достичь плавного регулирования сварочного тока, для чего надобно иметь вероятность менять вторичное напряжение
Это особено важно, когда сварщик работает вдали от питающей сети и ему желательно поднять напряжение, чтобы скомпенсировать убытки в длинных проводах. В сварочных аппаратах, выпускаемых промышленностью, напряжение регулируется грубо, ступенчато, переключением обмоток
Свой я снабдил схемой выпрямления напряжения, построенной на … Смотреть описание схемы …
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.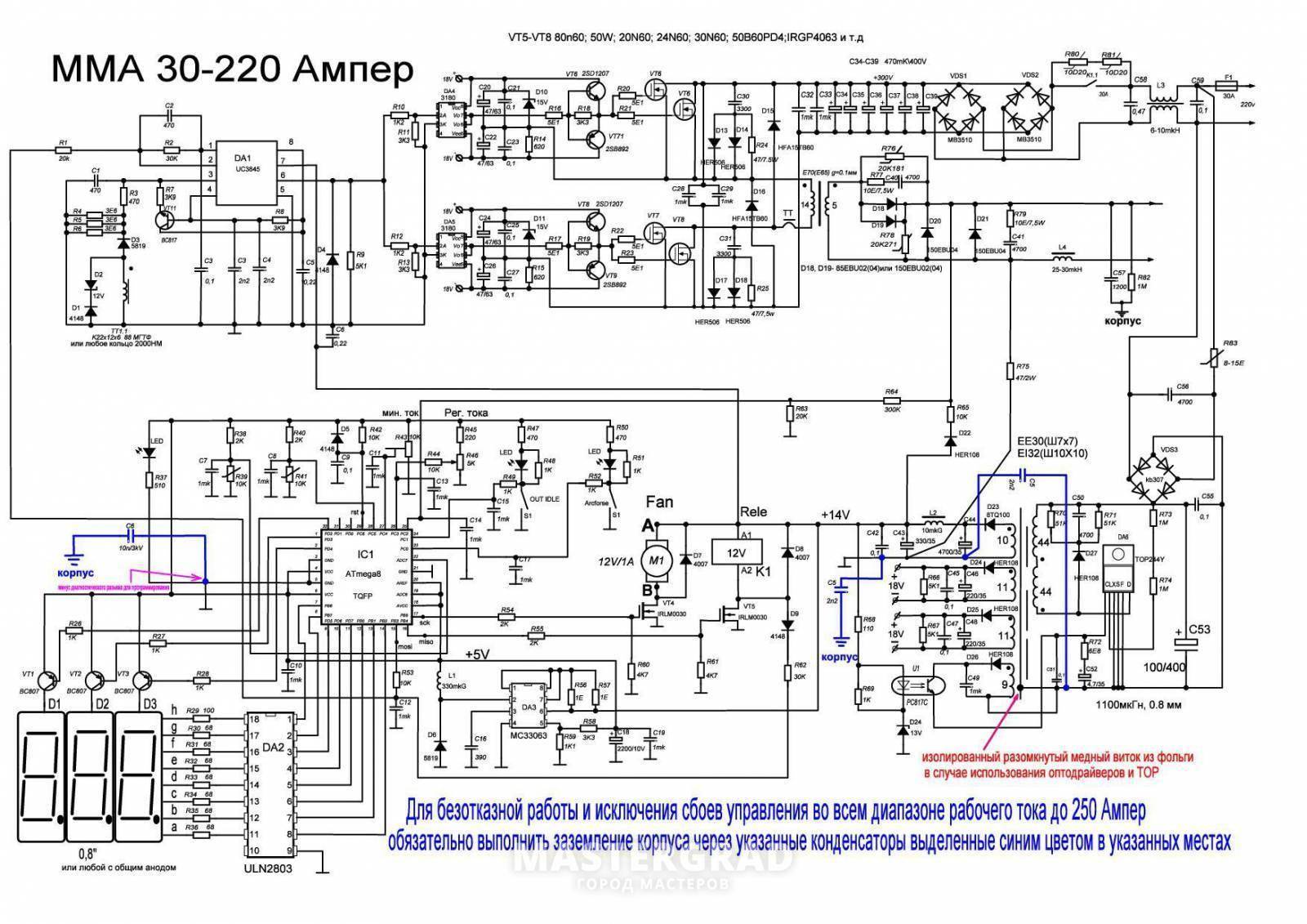
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — . В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
диагностика, типы неисправностей и методы их устранения своими руками
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах.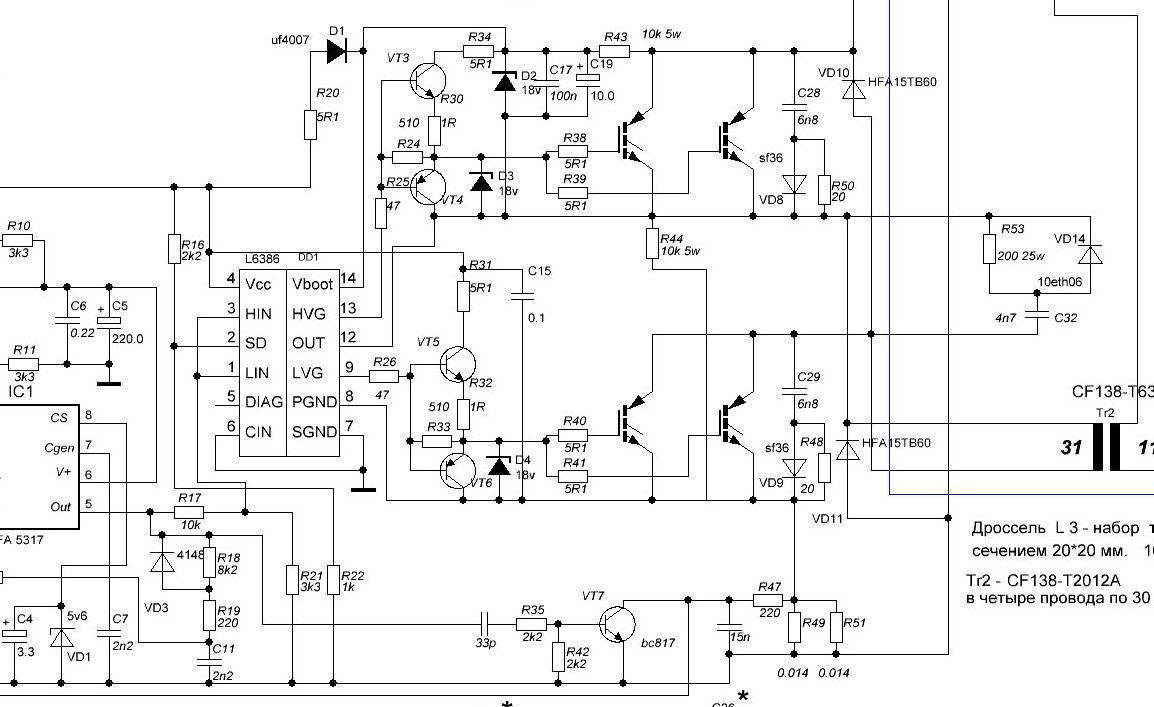 «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
«Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
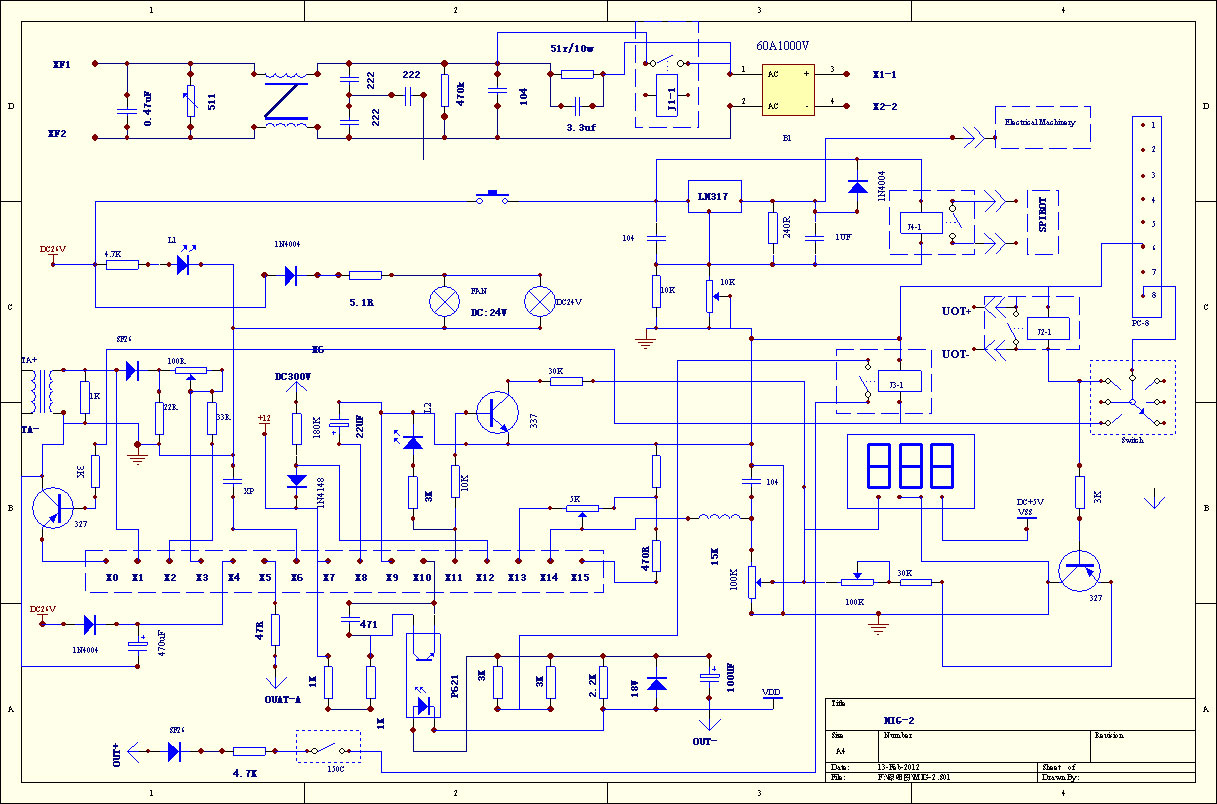
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | |||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
Импульсно-дуговая сварка
против лазерной сварки: что лучше?
Вам когда-нибудь понадобился сварочный аппарат, но вы были ошеломлены и сбиты с толку всеми различными вариантами сварки?
Ты не один. Вопрос: «Что для меня лучший вариант: аппарат для импульсной дуговой сварки Orion, лазерный сварочный аппарат Dado или полноразмерный настольный лазерный сварочный аппарат?» часто является предметом обсуждения в социальных сетях. И это также вопрос, который ежедневно задают каждому консультанту по микросварке Sunstone.
Обратная связь от сообщества — это здорово, потому что те, кто дает ответы, имеют практический опыт и могут поделиться своими собственными отзывами о том, что им нравится или не нравится, что сработало или не сработало, и что они могли бы порекомендовать, исходя из своих потребностей и опыта. . Но обратите особое внимание на последнюю часть предыдущего утверждения. Все ответы основаны на их потребностях и опыте. Их потребности и опыт уникальны для них и могут не совпадать ваши потребности и опыт. Итак, я постараюсь дать ответ, основанный не столько на мнении, сколько на преимуществах и возможностях каждого варианта.
. Но обратите особое внимание на последнюю часть предыдущего утверждения. Все ответы основаны на их потребностях и опыте. Их потребности и опыт уникальны для них и могут не совпадать ваши потребности и опыт. Итак, я постараюсь дать ответ, основанный не столько на мнении, сколько на преимуществах и возможностях каждого варианта.
Краткий ответ на вопрос: «Это зависит». И импульсно-дуговые, и лазерные сварщики могут добиться очень похожих результатов. Но технологии работают по-разному. Вот как:
Импульсная дуговая сварка состоит из отрицательно заряженного вольфрамового электрода и положительно заряженного заземляющего зажима. Заготовка подключается к положительно заряженному заземляющему зажиму.
Далее процесс сварки состоит из следующих шагов или событий:
- Заправьте газом. Защитный газ, такой как аргон, применяется непосредственно перед зажиганием сварочного процесса. Аргон защищает расплавленный сварной шов от воздействия повреждающих газов, таких как кислород, и действует как переносчик электронов в процессе сварки.

- Электрифицировать. Затем сварочный аппарат подает напряжение между положительной и отрицательной клеммами, в результате чего небольшая часть защитного газа распадается на высокотемпературную электропроводящую плазму.
- Уберите его. Многие аппараты для импульсной дуговой сварки втягивают сварочный электрод в этот момент процесса сварки.
- Фунт. Вольфрамовый сварочный электрод испускает электроны под потенциалом сварочного напряжения, а при повышенной температуре также производит термоэлектронную эмиссию электронов. Электронная эмиссия вольфрама вносит основной вклад в сварочный ток. Электроны ускоряются и воздействуют на заготовку с высокой тепловой энергией, таким образом передавая свой импульс зоне сварки. Большое количество энергии также концентрируется в месте сварки, поскольку электроны сварки создают дополнительное падение напряжения, которое поглощается положительным анодом.
- Зажги.
 Электроны, соединяющиеся с ионами в процессе сварки, излучают свет в широком спектре, при этом большая часть фотонной энергии концентрируется в синей/ультрафиолетовой области спектра.
Электроны, соединяющиеся с ионами в процессе сварки, излучают свет в широком спектре, при этом большая часть фотонной энергии концентрируется в синей/ультрафиолетовой области спектра. - Круто. При снятии напряжения дуга гаснет, а сварочная ванна оседает и затвердевает.
Основные преимущества и уникальные особенности импульсной дуговой сварки:
- Серебро
- Глубже, прочнее
- Более низкая стоимость
- Более дешевое обслуживание
- Меньший размер
Лазерные сварщики работают совсем по-другому. Используя лампу-вспышку, неодимовый (Nd) кристалл, несколько зеркал и фокусирующую оптику, лазерные сварщики могут использовать свет для воздействия на поверхность заготовки с достаточной силой, чтобы нагреть металл и перевести его из твердого состояния в твердое. жидкое состояние. Наиболее важными параметрами лазерного сварочного аппарата являются мощность сварки, длина сварки и диаметр пятна. Точная настройка этих трех параметров позволяет операторам создавать идеальные сварные швы для всех областей применения.
Точная настройка этих трех параметров позволяет операторам создавать идеальные сварные швы для всех областей применения.
Ключевыми преимуществами или уникальными особенностями продажи лазерных сварочных аппаратов являются:
- Быстрее
- Бесконтактный
- Размер пятна не зависит от энергии сварки
При сравнении импульсной дуги и лазера процессы сварки совершенно разные, но результаты сварки очень похожи. Глядя на изображение ниже, может быть трудно определить, какой сварной шов был выполнен с использованием аппарата для импульсной дуговой сварки, а какой — с помощью лазерного сварочного аппарата.
Обе технологии могут дать успешные результаты для многих различных применений, включая ремонт цепей, изменение размеров колец, перенаконечники, изготовление по индивидуальному заказу. Если вы, скорее всего, будете выполнять небольшие объемы работ, более проводящие металлы (серебро, медь и т. д.), базовый (недорогой) ремонт, то вам лучше подойдет аппарат для импульсной дуговой сварки.
В качестве альтернативы, если вам нужно выполнить большое количество сварных швов, очень тонкостенных деталей, уникальных и труднодоступных сварных швов или сложных ремонтных работ, то лазерный сварочный аппарат, как правило, будет лучшим вариантом.
Многие из этих и других характеристик и приложений представлены в следующей таблице:
| Импульсная дуга | Дадо Лазер | Настольный лазер |
Капитальные вложения | Малый и средний | Маленький 4 тысячи долларов | Большой $15-25 тыс. |
Требования к рабочему пространству | Маленький | Маленький | Средний-большой |
Прочность металла | Блестящий, проводящий (серебро, медь) |
|
|
Слабые стороны металла | Металлы с низкой электропроводностью, такие как «горшок» или бижутерия | Серебро, проводящие металлы (серебро, медь) | Серебро, проводящие металлы (серебро, медь) |
Мин. | 0,2 – 250 Дж | 0,9 – 10,8 Дж | 0,2 – 180 Дж |
Мин./макс. размер пятна | 0,1–4,5 мм | 0,2 – 2,0 мм | 0,1–2,0 мм |
Зона термического влияния | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна. | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна. | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна. |
Лучшее использование стратегических/технических преимуществ | Ремонт |
| Производство, большие объемы |
Возможность автоматизации | Зависит от марки/модели | Нет | Зависит от марки/модели |
Доступ к сварке | Если вы можете коснуться его сварочным электродом, вы можете сварить его | Если вы видите это через оптику, вы можете сварить его | Если вы видите это через оптику, вы можете сварить это |
Личная безопасность | Дуга сваривает только металл | Лазер сварит все, во что попадет, включая кожу и глаза | Лазер сварит все, во что попадет, включая кожу и глаза |
Защита заготовки | Дуга сваривает только металл. . | Лазер сварит все, на что попадет, включая камни и другие неметаллические предметы | Лазер сварит все, на что попадет, включая камни и другие неметаллические предметы |
Затраты на техническое обслуживание | Минимум — поддерживайте острые и чистые электроды. 5000 сварных швов/электрод 3 доллара. | Минимальный- Замена лампы-вспышки после 3 миллионов сварок (275 долларов США). Нет фильтра для воды на замену. | От минимального до умеренного — зависит от использования и дизайна производителя. Замена ламп-вспышек после 5+ миллионов сварных швов. У некоторых есть дополнительные требования к фильтру для воды. |
ROI | ROI будет зависеть от того, для каких работ он используется, а также от частоты использования. | ||
Предпочтение | Вы единственный, кто может оценить или оценить эту тему. Лучшее, что вы можете сделать, это попробовать все варианты и посмотреть, что вам больше нравится. Возьмите настоящие детали, с которыми вы работаете, и посмотрите, что лучше всего подходит для ваших личных дизайнов и изделий. То, что лучше всего работает для одного ювелира, может не сработать для другого. | ||
 /макс. энергия сварки
/макс. энергия сварки Он никогда не будет направлять энергию сварки непосредственно на камень или другой неметаллический объект
Он никогда не будет направлять энергию сварки непосредственно на камень или другой неметаллический объект Столешница, которая используется для закрытия прыгающих колец на браслете 1-2 раза в неделю, будет иметь ужасный ROI. Импульсная дуга начального уровня лучше подходит для этого применения. Завод с большим объемом производства выиграет больше от лазера, чем от импульсной дуги, потому что у лазера не будет времени простоя для шлифовки и очистки электродов. Лазер также может быть автоматизирован.
Столешница, которая используется для закрытия прыгающих колец на браслете 1-2 раза в неделю, будет иметь ужасный ROI. Импульсная дуга начального уровня лучше подходит для этого применения. Завод с большим объемом производства выиграет больше от лазера, чем от импульсной дуги, потому что у лазера не будет времени простоя для шлифовки и очистки электродов. Лазер также может быть автоматизирован.
Я связался с другом в отрасли, г-ном Джеффом Джорджантесом, который в настоящее время работает руководителем программы «Ювелирные изделия и металлы» в Дартмутском колледже, чтобы узнать его точку зрения на эту тему. Вот что он сказал:
Вот что он сказал:
«Многие думают, что лазеры всегда лучше. Но я хочу сказать, что это не так. Например, лазеры отлично работают с золотом и платиной, но прецизионные дуговые сварщики немного лучше с серебром, медью, латунью. Лазеры не имеют глубокого проплавления. Они создают больше поверхностного шва, чем глубокий шов. Прецизионные дуговые сварщики обычно имеют большую мощность и часто сваривают с более глубоким проплавлением. очень разные способы.
«Как так? Давайте рассмотрим каждый вариант. Самое простое объяснение дуговой сварки состоит в том, что если вы возьмете положительный и отрицательный провода и соедините их вместе, вы получите действительно горячую искру. Прецизионная дуговая сварка делает это в очень контролируемом режиме. (Очевидно, это нечто большее, например, создание плазмы.)
«Лазер, с другой стороны, сваривает высококонцентрированным лучом инфракрасного света.
«Я думаю, что проще всего думать о лазерах, как о воде в бытовом садовом шланге. Давление, поступающее от патрубка, к которому присоединен садовый шланг, имеет определенное давление, исходящее из него. Если сопло на распылительном конце шланг полностью открыт, вы получаете широкую и тяжелую струю воды, но не очень далеко.Если вы закроете насадку, чтобы сузить струю воды, вы получите более тонкую струю воды, которая идет дальше с большей силой. Лазеры работают так. Вы можете контролировать ширину и мощность лазерного луча. Более широкий луч с той же мощностью будет иметь меньшую силу, чем узкий луч. Вы не можете выполнить такую точную настройку с помощью дуговой сварки.
Давление, поступающее от патрубка, к которому присоединен садовый шланг, имеет определенное давление, исходящее из него. Если сопло на распылительном конце шланг полностью открыт, вы получаете широкую и тяжелую струю воды, но не очень далеко.Если вы закроете насадку, чтобы сузить струю воды, вы получите более тонкую струю воды, которая идет дальше с большей силой. Лазеры работают так. Вы можете контролировать ширину и мощность лазерного луча. Более широкий луч с той же мощностью будет иметь меньшую силу, чем узкий луч. Вы не можете выполнить такую точную настройку с помощью дуговой сварки.
«Ответ на вопрос: если вы работаете в основном с золотом и платиной и выполняете много тонких ремонтных работ по металлу, лазер, вероятно, будет лучшим вариантом. Если вы работаете в основном с серебром, латунью и медью, прецизионная дуга сварщик, возможно, лучший вариант. И лазеры, и дуговые сварочные аппараты могут работать с любым из этих металлов, но каждый из них имеет разную прочность. Опять же, лазерный сварочный аппарат не всегда лучший вариант для всех ювелиров».
Опять же, лазерный сварочный аппарат не всегда лучший вариант для всех ювелиров».
После представления сильных сторон и уникальных особенностей обеих технологий я хочу предложить изменить первоначальный вопрос «что лучше» и вместо этого заменить его вопросами типа «выиграет ли моя заготовка больше от дуговой сварки или лазерной сварки? ” Или, еще лучше, «какую выгоду я получу от инвестиций в обе технологии и максимального увеличения своих сварочных возможностей? Какие обычные работы я мог бы ускорить или упростить, если бы у меня был лазерный сварочный аппарат, и какие работы можно было бы улучшить с помощью импульсной дуговой сварки?»
Возможно, вы сможете найти стратегические аргументы в пользу обеих технологий.
Я путешествовал по миру и везде, где я был, я изо всех сил старался рассказать людям о различиях и преимуществах каждой из них, с конечной целью продемонстрировать, как обе технологии сварки могут дополнять друг друга. Иногда полезно задать следующие вопросы:
Сколько различных плоскогубцев есть у вас на верстаке? Зачем тебе столько плоскогубцев? Какой смысл иметь дюжину разных плоскогубцев?
Вы можете ответить, что каждая пара плоскогубцев служит разным целям; каждый является специализированным и имеет уникальные функции и возможности. Я бы сказал, что сравнение аппарата для импульсной дуговой сварки с аппаратом для лазерной сварки ничем не отличается от любых двух разных плоскогубцев. Вы можете обойтись только одним и заставить его работать. Но использование одной пары плоскогубцев для всего будет означать, что вы потеряете преимущества использования инструмента/плоскогубцев/сварочного аппарата, которые лучше подходят для каждого отдельного применения.
Я бы сказал, что сравнение аппарата для импульсной дуговой сварки с аппаратом для лазерной сварки ничем не отличается от любых двух разных плоскогубцев. Вы можете обойтись только одним и заставить его работать. Но использование одной пары плоскогубцев для всего будет означать, что вы потеряете преимущества использования инструмента/плоскогубцев/сварочного аппарата, которые лучше подходят для каждого отдельного применения.
Лаборатория сварки Sunstone готова испытать на вашей заготовке импульсную дуговую и лазерную сварку. Просто заполните нашу форму заявки на микросварку, и мы будем работать с вами, чтобы определить, какая технология лучше всего подходит для вашего конкретного применения, без каких-либо обязательств или затрат с вашей стороны.
Позвоните или напишите нам по номеру +1 801-658-0015 сегодня.
Sunstone Welders > Обучение и безопасность в области микросварки > Часто задаваемые вопросы
Какой сварочный аппарат мне подходит?
Этот ответ сводится к двум основным вопросам, которые вы должны задать себе:
1. Каковы мои основные области применения машины? и 2. Каков мой бюджет? Вот несколько примеров сценариев: (1. Я работаю только с серебром и занимаюсь только ремонтом, и у меня очень ограниченный бюджет.
Каковы мои основные области применения машины? и 2. Каков мой бюджет? Вот несколько примеров сценариев: (1. Я работаю только с серебром и занимаюсь только ремонтом, и у меня очень ограниченный бюджет.
2. Я буду использовать это для всех металлов и всех видов ремонта и, возможно, буду заниматься скульптурой и случайным дизайном украшений на стороне, и у меня довольно строгий бюджет.
3. Я буду использовать это для всех металлов и всех видов ремонта и, возможно, буду заниматься скульптурой и случайным дизайном украшений на стороне, и у меня нет строгого бюджета). Если вы первый человек, мы рекомендуем начать с простого аппарата для импульсной дуговой сварки, такого как 100c или mPulse.
Позвольте этим машинам окупить себя за работу, которую вы можете выполнить, а затем решите, нужна ли вам одна из наших более совершенных машин, которая обеспечит большую точность и эффективность. Если вы решите, что вам нужна более совершенная машина, обменяйте свою старую на кредит одной из наших более совершенных систем.
Если вы человек 2, то мы бы порекомендовали вам сделать то же самое, но начать с 150s или 200i2 и позволить себе гибкость и точность прямо сейчас. Вы также можете обменять свой юнит на кредит более продвинутой системы, если решите это сделать в будущем.
Если вы человек 3, то мы рекомендуем вам приобрести лазер и импульсный сварочный аппарат. Это похоже на то, как вы диверсифицируете свой финансовый портфель. Хорошо иметь акции, взаимные фонды, недвижимость и т. д., потому что вы никогда не знаете, что произойдет, и, имея в своем портфеле все, что вам нужно, вы всегда готовы к любой ситуации.
Имея лазер и аппарат для импульсной дуговой сварки, вы также готовы к любой ситуации, у вас будет буквально полноценная мастерская с решением для любого применения, проектирования, ремонта, создания, изобретения, чего угодно!
Сварка по сравнению с пайкой
Импульсная дуговая сварка обеспечивает сплавление металла с металлом и обеспечивает более прочные сварные соединения. При импульсной дуговой сварке не требуется никаких флюсов или подготовительных работ. Пользователи могут просто сварить две детали вместе (даже если они из разнородных металлов), а затем отшлифовать и отполировать их. При импульсно-дуговой или лазерной сварке травление или кислотные ванны не требуются.
При импульсной дуговой сварке не требуется никаких флюсов или подготовительных работ. Пользователи могут просто сварить две детали вместе (даже если они из разнородных металлов), а затем отшлифовать и отполировать их. При импульсно-дуговой или лазерной сварке травление или кислотные ванны не требуются.
Импульсно-дуговые и лазерные сварочные аппараты обеспечивают очень маленькую локализованную зону термического воздействия, что дает пользователям возможность сваривать области без удаления драгоценных камней, рубинов, жемчуга и т. д.
Импульсно-дуговые и лазерные сварочные аппараты будут сваривать все металлы, включая титан.
Импульсно-дуговые и лазерные сварочные аппараты не требуют пламени или легковоспламеняющихся газов.
Импульсно-дуговая сварка (Micro Tig) и лазер
Импульсно-дуговая и лазерная сварка дают очень похожие результаты. Однако то, как кусочки соединяются вместе, сильно отличается. Лазеры используют световой луч, а импульсные дуговые сварщики используют электричество и дугу для сплавления металла. Лазеры могут независимо контролировать размер пятна сварки и количество энергии, выделяемой в сварной шов, в то время как аппараты для импульсной дуговой сварки могут контролировать только энергию. Больше энергии соответствует большему размеру пятна на аппарате для импульсной дуговой сварки, а меньше энергии равно меньшему размеру пятна сварки.
Лазеры могут независимо контролировать размер пятна сварки и количество энергии, выделяемой в сварной шов, в то время как аппараты для импульсной дуговой сварки могут контролировать только энергию. Больше энергии соответствует большему размеру пятна на аппарате для импульсной дуговой сварки, а меньше энергии равно меньшему размеру пятна сварки.
Системы импульсной дуговой сварки позволяют добиться более глубокого провара, особенно на серебре. Иногда световой луч лазера будет отражаться от серебра и не проникать в металл, как в импульсной дуговой системе. Импульсно-дуговые системы известны как предпочтительные сварщики при работе с серебром.
Лазеры можно использовать для сглаживания и полировки шероховатых сваренных участков путем расширения лазерного луча и уменьшения энергии. Импульсно-дуговые сварочные аппараты также можно использовать для сглаживания участков сварки, но это займет немного больше времени, чем при использовании лазера. Единственное исключение для серебра.
Аппараты для импульсной дуговой сварки будут сваривать только проводящие материалы. Это может быть удобно, когда рядом с зоной сварки находятся бриллианты, рубины или жемчуг. Если лазерный луч случайно коснется одного из этих предметов, он сварит его. Если вольфрамовый электрод аппарата для импульсной дуговой сварки касается алмаза, рубина или жемчуга, сварки не произойдет. Обе системы могут управлять своей энергией на более низких уровнях, чтобы работать рядом с бриллиантами, рубинами и жемчугом, не повреждая их.
Системы импульсной дуговой сварки требуют, чтобы пользователь прикрепил заземляющий зажим к заготовке и должен прикоснуться заготовкой к вольфрамовому сварочному электроду, чтобы произошел сварной шов. Лазеры не требуют заземляющего зажима и будут сваривать каждый раз, когда пользователь нажимает педаль.
Можно ли наплавить или добавить материал в место сварки?
Да, системы Orion очень универсальны. Присадочную проволоку можно использовать для добавления металла в место сварки.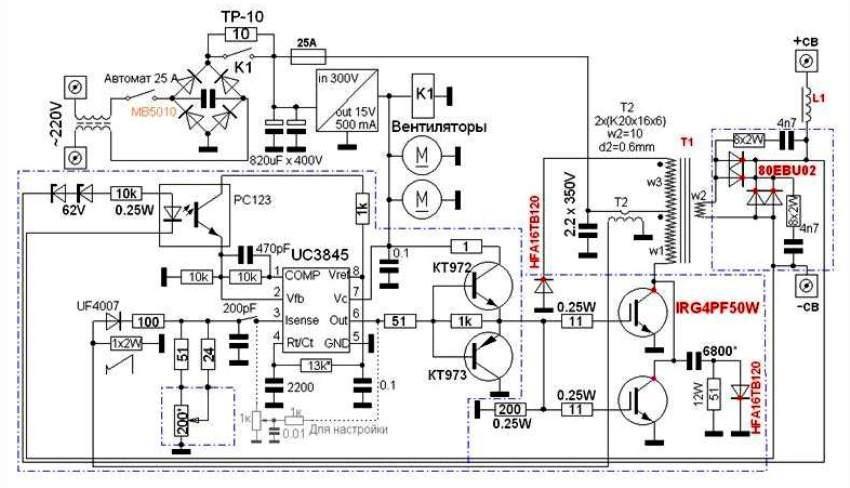 В режиме «Прихватка» присадочную проволоку или листовой наполнитель можно постоянно прикрепить к определенному месту. Можно добавить проволоку диаметром до 1 мм и более.
В режиме «Прихватка» присадочную проволоку или листовой наполнитель можно постоянно прикрепить к определенному месту. Можно добавить проволоку диаметром до 1 мм и более.
Однако пользователь должен выбирать диаметр проволоки, соответствующий размеру свариваемого элемента. Пользователи также должны выбирать проволоку из материала, аналогичного материалу их заготовки.
Например: при повторном наконечнике золотого кольца отличным выбором будет золотая проволока диаметром 0,25 мм. При заполнении большого зазора в стальной заготовке более подходящей может быть стальная проволока диаметром 1 мм. Системы Orion обладают достаточной энергией и универсальностью, чтобы с легкостью выполнять сварку как в этих, так и во многих других областях.
Сварочное оборудование, приспособления и автоматизация на заказ
Sunstone Machining производит автоматизацию, инструменты и приспособления для сварки на заказ. Мы имеем более чем 10-летний опыт разработки оборудования и приспособлений для различных сварочных работ. Пусть наш опыт и знания работают на вас! Воспользуйтесь услугами нашего механического цеха, чтобы приобрести все приспособления и электроды, необходимые для максимально простого и быстрого производственного процесса. Благодаря нашему многолетнему опыту в области микросварки, мы узнали, что необходимо для получения превосходных результатов сварки.
Пусть наш опыт и знания работают на вас! Воспользуйтесь услугами нашего механического цеха, чтобы приобрести все приспособления и электроды, необходимые для максимально простого и быстрого производственного процесса. Благодаря нашему многолетнему опыту в области микросварки, мы узнали, что необходимо для получения превосходных результатов сварки.
Когда вы используете Sunstone Machining для выполнения ваших сварных швов, мы также предложим соответствующие сварочные приспособления и конструкции электродов, чтобы помочь вашему проекту работать бесперебойно и сэкономить деньги.
Вы уже выполняете сварочные работы на дому или хотели бы вернуться к сварке на собственном предприятии? Посетите Sunstone Engineering, чтобы узнать о самых доступных и высокотехнологичных технологиях микросварки. Sunstone Engineering — мировой лидер в области микросварки. Мы можем найти решение для вас. Sunstone поможет вам выбрать наилучшую технологию сварки с помощью нашей бесплатной оценки образцов сварных швов и поддержки. Если вы выполняете сварочные работы самостоятельно, рассмотрите возможность использования Sunstone для производства профессиональных сварочных приспособлений и установок. Мы поможем вам произвести стабильные сварные швы, сэкономив при этом ваше время и деньги.
Если вы выполняете сварочные работы самостоятельно, рассмотрите возможность использования Sunstone для производства профессиональных сварочных приспособлений и установок. Мы поможем вам произвести стабильные сварные швы, сэкономив при этом ваше время и деньги.
Каков наименьший и наибольший размер пятна?
Ответ на этот вопрос во многом зависит от свариваемого материала. Однако размеры пятна до 0,05 мм и до 5 мм являются типичными и простыми в реализации.
Почему я должен покупать продукт Sunstone?
Мы являемся экспертами в области микросварки. Sunstone предлагает инновационные и универсальные продукты по доступным ценам. Мы специализируемся на разработке, проектировании и производстве решений для точечной микросварки. Наша линейка продуктов включает в себя системы емкостной разрядной сварки, сварки переменным током, лазерной и импульсно-дуговой/микро TIG сварки, которые используются в различных исследовательских и производственных областях и отраслях.
За прошедшие годы наши области знаний значительно расширились. Потребность в микросварке неуклонно растет благодаря инновациям в продуктах и технологиях, которые, кажется, постоянно раздвигают границы возможного. Поскольку эта тенденция продолжает развиваться, мы продолжим оставаться экспертами в области микросварки.
Потребность в микросварке неуклонно растет благодаря инновациям в продуктах и технологиях, которые, кажется, постоянно раздвигают границы возможного. Поскольку эта тенденция продолжает развиваться, мы продолжим оставаться экспертами в области микросварки.
Почему сварка медных батарей лучше, чем сварка никелевых?
Медь, как известно, плохо поддается сварке. Обладает высокой теплопроводностью и электропроводностью. Это означает, что в процессе контактной сварки обычно возникают трудности с выделением достаточного количества тепла на границе раздела меди и сварного шва для образования сварного шва. То небольшое количество выделяемого тепла быстро отводится окружающим металлом. Медь также сложна для большинства лазерных сварщиков. Типичная длина волны YAG-лазера составляет около 1064 нм. На этой длине волны более 90% световой энергии отражается от поверхности меди. Чтобы решить эту проблему, были разработаны лазеры с зеленой длиной волны, но их стоимость слишком высока для большинства предприятий.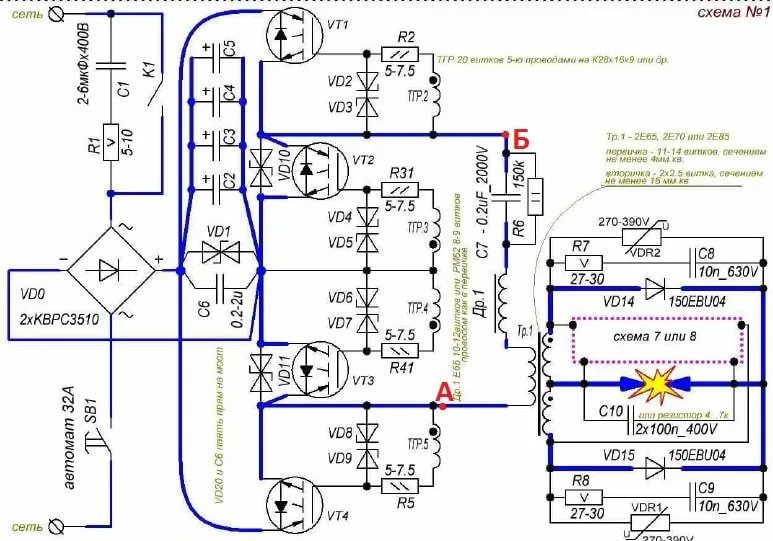
Sunstone Engineering разработала технологию сварки, которая преодолевает ограничения как контактной, так и лазерной сварки. Сварочная система Sunstone Orion EV использует технологию импульсной дуги, чтобы плавить медный лист в точке и аккуратно укладывать этот расплавленный материал на поверхность аккумуляторной батареи. Как и при других видах импульсной дуговой сварки, сварка происходит быстро, а энергия, подводимая к аккумулятору в виде тепла, очень мала. Конечным результатом является то, что медный лист с высокой проводимостью можно легко приварить к поверхности стальной или никелевой батареи с толщиной, которая намного больше, чем традиционная контактная сварка никелевых выводов. Эта более толстая медь с высокой проводимостью может значительно снизить падение мощности в аккумуляторной батарее, особенно для сильноточных аккумуляторных батарей. Это означает более холодные батареи, более длительный срок службы батарей, большее напряжение, ток и мощность от ваших аккумуляторов!
Sunstone Machining может сварить ваши медные аккумуляторы. У нас есть оборудование и опыт для получения отличных результатов сварки. Наше предложение также будет включать любые приспособления, необходимые для производства вашего аккумуляторного блока. Если вы хотите самостоятельно сварить медный аккумулятор, мы будем рады вам помочь. Воспользуйтесь сварочным аппаратом Sunstone Orion EV, чтобы организовать собственное производство медных аккумуляторных батарей. Позвоните нам, чтобы узнать лучшее решение для вашей компании.
У нас есть оборудование и опыт для получения отличных результатов сварки. Наше предложение также будет включать любые приспособления, необходимые для производства вашего аккумуляторного блока. Если вы хотите самостоятельно сварить медный аккумулятор, мы будем рады вам помочь. Воспользуйтесь сварочным аппаратом Sunstone Orion EV, чтобы организовать собственное производство медных аккумуляторных батарей. Позвоните нам, чтобы узнать лучшее решение для вашей компании.
Может ли Орион сваривать серебро?
Да, Orion был специально разработан с учетом материалов, которые трудно сваривать. Серебро требует значительной энергии в течение длительного периода времени. У Orion достаточно энергии и мощности, чтобы быстро выполнять ваши серебряные приложения.
Насколько глубоко может проникнуть мой аппарат для импульсно-дуговой сварки?
Зависит от свариваемого материала, однако может быть достигнута глубина пятна до 2 мм.
Что такое волны?
Кривые определяют, как высвобождается энергия сварки. Несколько форм волны открывают двери для более быстрых и простых методов сварки ваших заготовок. Новые формы волны (треугольник и квадрат), используемые только в Orion 200i², позволяют пользователям сваривать сложные металлы лучше, чем раньше. Благодаря этим новым возможностям, предлагаемым Orion, сварка серебра стала проще. Если пользователи не знают, какую форму волны выбрать, не волнуйтесь, мы предлагаем наилучшую форму волны на экране «Металлы».
Несколько форм волны открывают двери для более быстрых и простых методов сварки ваших заготовок. Новые формы волны (треугольник и квадрат), используемые только в Orion 200i², позволяют пользователям сваривать сложные металлы лучше, чем раньше. Благодаря этим новым возможностям, предлагаемым Orion, сварка серебра стала проще. Если пользователи не знают, какую форму волны выбрать, не волнуйтесь, мы предлагаем наилучшую форму волны на экране «Металлы».
Можно ли сваривать разные (разнородные) металлы?
Да, во многих случаях различные металлы можно легко сваривать вместе с помощью наших микросварочных систем. При импульсно-дуговой сварке место сварки становится новым сплавом двух основных металлов (этот новый сплав приобретет новые свойства, которые могут быть лучше или хуже, чем у основных материалов). Разнородные металлы также можно соединять с помощью наших систем контактной сварки и лазерной сварки. Опять же, прочность и свойства сварного шва будут зависеть от свойств сплава.
