Электроды для сварки инвертором какие выбрать: Электроды для инверторной сварки:
Содержание
Какие электроды выбрать для сварки инвертором
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников. Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой. Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа. В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа. В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать? Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете. Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.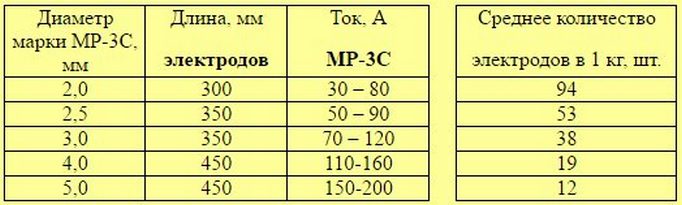
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер. Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок). Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку. Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления. Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
Какие электроды лучше для инвертора при работе с разными материалами?
Электроды для сварки стали с углеродистым и нелегированным составом. Расходники для сварочных работ по термостойкой стали. Для сварки стали с легирующими добавками (подходят для нержавейки). Алюминиевые расходники для «крылатого» металла и сплавов с различным составом. Для сваривания меди и ее производных. Сварочные стержни для сварки по чугуну. Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов). Электроды предназначенные варить трудносвариваемые и неопределенные марки стали. Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой. При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов. Основного. Рутилового. Целлюлозного. Кислого. Разница в использовании их при различных режимах инвертора. Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Основного. Рутилового. Целлюлозного. Кислого. Разница в использовании их при различных режимах инвертора. Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла. Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов).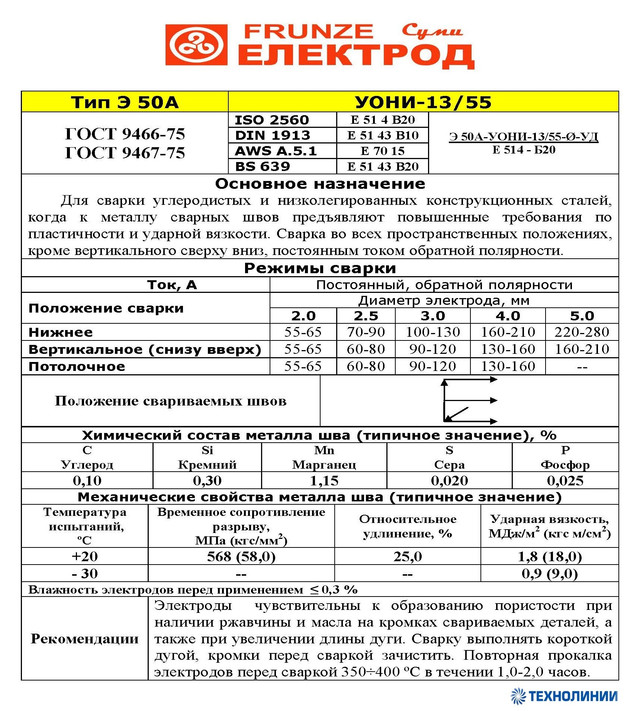 Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующие.
1. Постоянный ток.
2. Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
3. Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов. Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов. При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс). В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества. Ими осуществляют как горизонтальные, так и вертикальные виды соединений. Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование. Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
Какие из них можно выбрать для работы с инвертором в домашней мастерской?
ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали. ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе. ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали. ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями. ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр. Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости.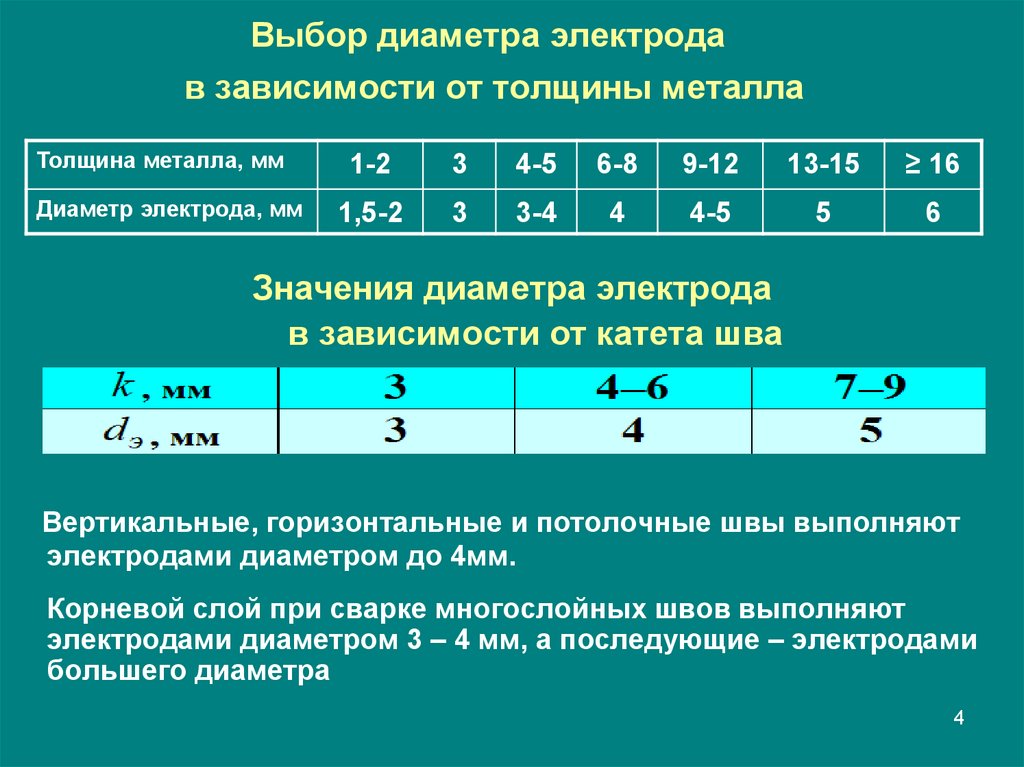 Качественный расходник обеспечивает половину прочного соединения.
Качественный расходник обеспечивает половину прочного соединения.
Как выбрать электроды для сварки инвертором
Разнообразие довольно большое, поэтому для того, чтобы выбор был правильным, важно разобраться, в чем состоят различия расходников между собой, и их назначение.
Преимущества инверторной сварки
Опытный сварщик подтвердит, что подбор правильного элетктрода существенно облегчает рабочий процесс и повышает качество сварного шва. Также немаловажную роль играет подготовка к привариванию. Электросварка инвертором, с соблюдением требований, обладает рядом преимуществ:
- Позволяет прочно приварить части.
- Отлично зарекомендовала себя при внутренних, и при наружных монтажах.
- Инверторная сварка пригодна для выполнения как вогнутых, так и выпуклых швов.
- Работа с аппаратом несложна и даже отсутствие опыта не помешает выполнить стойкий шов.
- Шлак довольно просто отделяется. Благодаря этому работник моментально видит надежность приваривания.

Инверторный аппарат позволяет соединять между собой области, поврежденные ржавчиной. Поврежденные детали редко сваривают между собой, при этом, если такая необходимость все же возникла, электросварка подходит отлично.
Классификация
На рынке предоставлено огромное количество электродов. Все они различаются между собой, для того, чтобы было легко подобрать требуемый. Подразделяются на сваривание деталей из:
- высоколегированных сталей;
- алюминия;
- меди и ее сплавов;
- высокопрочных сталей;
- низколегированных и углеродистых сталей;
- чугуна;
- сталей, приваривание которых затруднительно;
- а также для ремонта и наплавки.
Еще одна разница — покрытие. Они могут быть с основным и с покрытием рутилового типа. Первые расходные материалы хороши при сооружении металлоконструкций, которые подвергаются сильным нагрузкам. Стержни второго типа идеальны для того, чтобы приваривание конструкций из низкоуглеродистой стали было прочным, к тому же это делает возможным скрепление мест, поврежденных ржавчиной.
Различие по диаметру
Следующая особенность — это диаметр. На прилавках предоставлен многообразный ассортимент стержней разной крупности. Делают покупку, отталкиваясь от производимых манипуляций и толщины соединяемых элементов. Выбирают больший диаметр, если элементы массивны. И наоборот, чем металл тоньше, чем меньшую площадь сечения подбирают. Тонкие имеют свойство быстро сгорать, поэтому для начинающих могут быть сложны в использовании. Небольшой размер идеален, когда требуется наварить некоторое количество прихваток.
Назначение свариваемой металлоконструкции также немаловажно при определении наименования расходника. При трассовом монтаже сварщики берут большие, а электроды диаметром до 2 мм часто используются при варке секционных ворот, при варке ограждений. Самый популярный размер — 3 мм, он используется любителями и профессионалами чаще всех остальных.
На что еще обратить внимание
Инверторные устройства подключаются прямой или обратной полярностью, в зависимости от необходимости.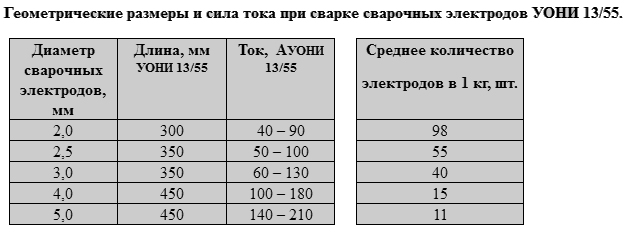 Прямая полярность отличается высокой температурой в момент приваривания. Это влияет на улучшение качество, но при скреплении областей, состав которых не переносит излишний нагрев, может повлиять на нежелательное появление пор. При обратной полярности нагрев не такой сильный, поэтому такое подключение идеально при сваривании тонких мест, чтобы избежать прожога. Это подключение хорошо зарекомендовало себя при манипуляции с металлами, которые не переносят, без потери своих свойств, температуру. Подключение прямой полярностью обычно нужно при скреплении крупных элементов.
Прямая полярность отличается высокой температурой в момент приваривания. Это влияет на улучшение качество, но при скреплении областей, состав которых не переносит излишний нагрев, может повлиять на нежелательное появление пор. При обратной полярности нагрев не такой сильный, поэтому такое подключение идеально при сваривании тонких мест, чтобы избежать прожога. Это подключение хорошо зарекомендовало себя при манипуляции с металлами, которые не переносят, без потери своих свойств, температуру. Подключение прямой полярностью обычно нужно при скреплении крупных элементов.
Массивность соединяемых частей влияет на площади сечения. Чем крупнее они, тем больше размер. Особо мелкие части сваривают с помощью полуавтоматических устройств.
Силу тока подбирают исходя из состава элементов, ведь при излишнем нагреве возможно появление пор, а это повлияет на износостойкость и надежность соединения и сооружения в целом.
Ассортимент огромен, новичку сложно определить, что именно ему требуется.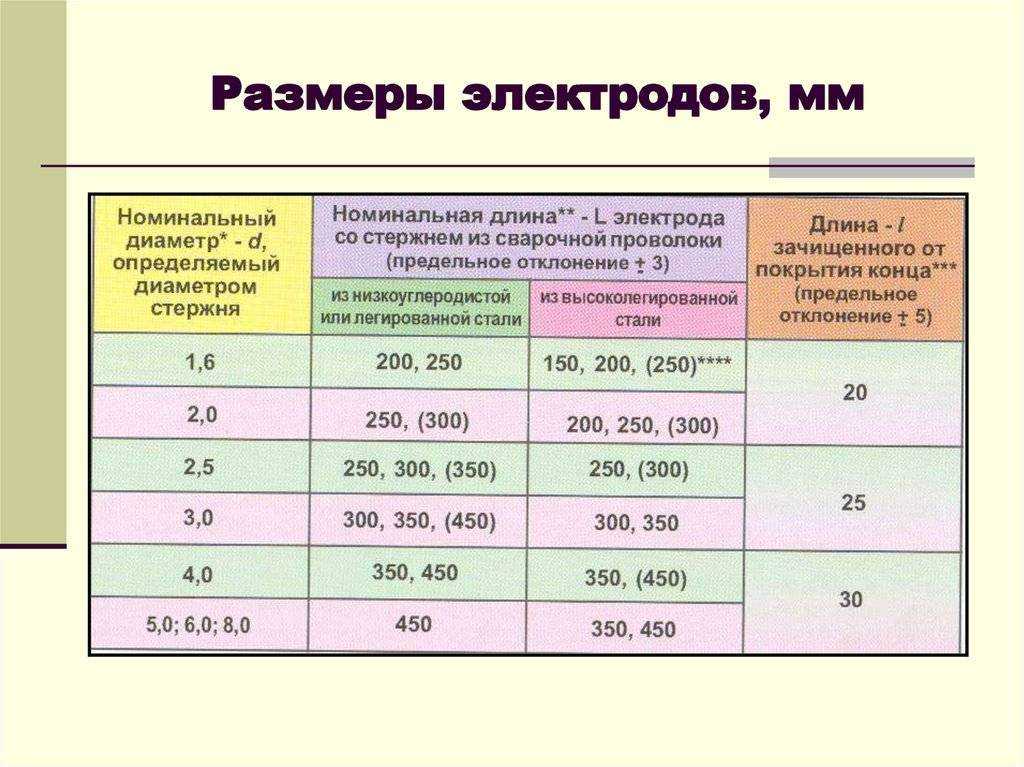 Можно надеяться, что продавец сориентирует и подскажет, какой расходник нужен для конкретных манипуляций, однако, будет практичнее прийти уже подготовленным, со всей полезной информацией. Зная все особенности, купить нужную вещь гораздо проще, чем не имея вообще никакой информации.
Можно надеяться, что продавец сориентирует и подскажет, какой расходник нужен для конкретных манипуляций, однако, будет практичнее прийти уже подготовленным, со всей полезной информацией. Зная все особенности, купить нужную вещь гораздо проще, чем не имея вообще никакой информации.
При определении наименования, узнают состав свариваемой металлоконструкции. Также значение имеет назначение свариваемого в будущем. При сооружении ответственной конструкции желательно выбрать стержни с основным покрытием известного производителя, имеющего хорошие отзывы. К примеру, проверенным производителем, является шведская компания ESAB.
Расходники для MMA сварки с покрытием рутилового типа используют, когда имеется коррозия на соединяемых областях. Также они отлично подходят для монтажа в сырых условиях.
После покупки, можно подобрать силу тока. Она зависит от металла, а также от массивности. Излишний нагрев приводит к появлению пор, это сделает соединение недолговечным. Так происходит потому, что влага и воздух попадают в плохо проваренные места и влияют на появление коррозии.
Качество получившегося сварного шва зависит не только от подбора электрода MMA и величины тока, но и от правильной подготовки к свариванию. Видеоуроки об этом есть в общем доступе в интернете. При соблюдении несложных правил, шов получится долговечным и прочным даже при отсутствии опыта.
Руководство по сварке электродами на кораблях
Главный инженер Мохит Сангури
Руководство
183
акции
Руководство по сварке электродами на судах. Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или элемента конструкции, который необходимо отремонтировать, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Широко используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении есть коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру. В машинном отделении обычно используются следующие электроды:
В машинном отделении обычно используются следующие электроды:
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла.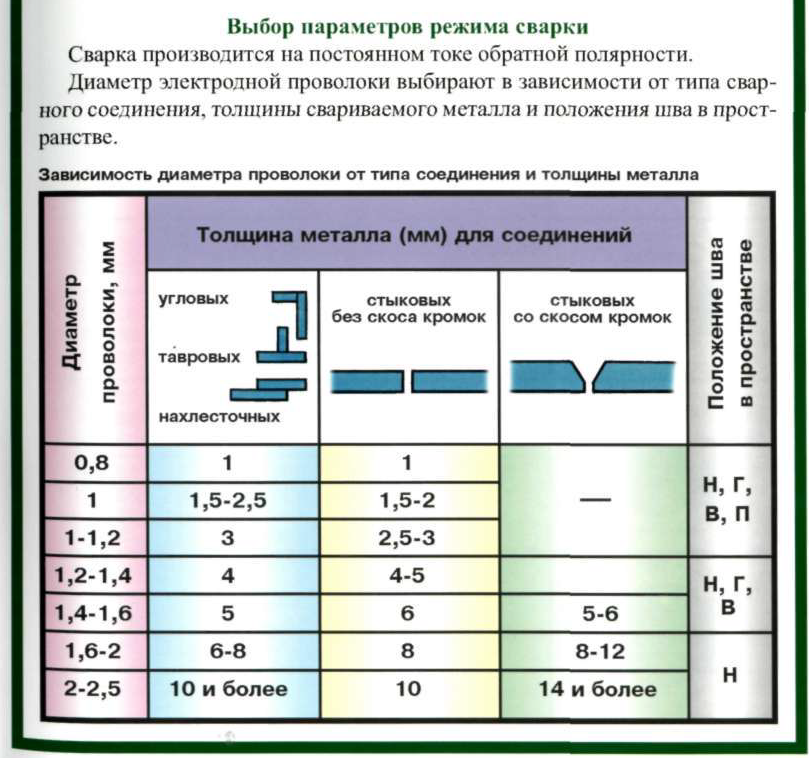 Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важный Характеристики : Высокое осаждение, высокая скорость, универсальное применение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов.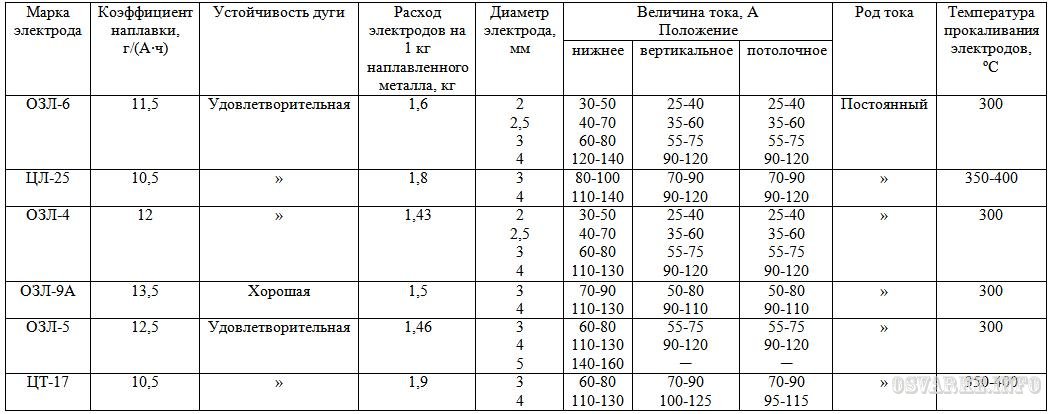 Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без огня, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без огня, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода во флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла во время сварки. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки. Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.
Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной.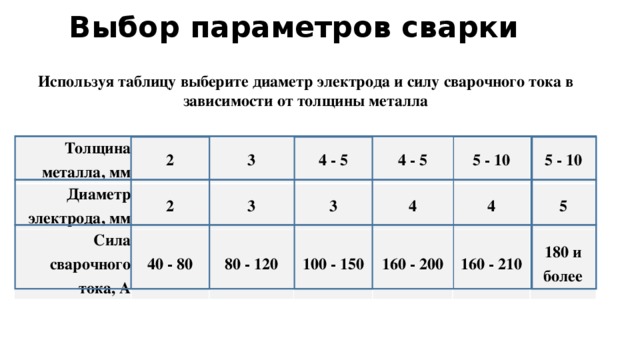 Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Если установить слишком высокий ток, электрод может перегреться, появится чрезмерное разбрызгивание, а также может произойти подрез и подгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Артикул:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.
 co.uk/wiki/Electrode_Reference_Chart
co.uk/wiki/Electrode_Reference_Chart - https://www.metalwebnews.com/howto/weldrod.html
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I, неограниченная мощность). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Ключевые моменты, которые следует учитывать при выборе аппарата для дуговой сварки
Правильный выбор аппарата для дуговой сварки
В Engweld мы хорошо разбираемся в искусстве дуговой сварки; техника, которая используется для создания прочных соединений между металлическими деталями. Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, расплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, расплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
Существует три основных типа технологий дуговой сварки:
- Сварочные аппараты MMA
- Сварочные аппараты MIG/MAG
- Сварочные аппараты TIG
несколько ключевых моментов, которые мы рассмотрим в первую очередь.
Как выбрать аппарат для дуговой сварки?
Когда дело доходит до выбора аппарата для дуговой сварки, существуют определенные критерии, которым соответствует каждый тип, и, к сожалению, не существует единого процесса сварки, подходящего для всех применений.
Вы всегда должны учитывать:
- Предполагаемое использование: периодическое техническое обслуживание, производство или высококачественная сварка?
- Какой тип материала вы будете сваривать?
- Насколько толстый материал вы будете сваривать?
- К какому источнику питания у вас есть доступ?
- Каков рабочий цикл машины и как это повлияет на работу, которую вы собираетесь выполнять?
Ответив на все эти вопросы, вы обязательно найдете сварочный аппарат для дуговой сварки, который больше всего соответствует вашим потребностям.
Кто такой сварщик MMA?
Сварочный аппарат MMA, также известный как «автоматическая сварка», представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. При приближении электрода к свариваемой детали возникает короткое замыкание и высокотемпературная электрическая дуга, которая локально расплавляет свариваемые металлические детали, а также сам электрод.
Электрод состоит из металлического сердечника и защитного слоя для предотвращения окисления. Сердечник используется в качестве присадочного металла при сварке, а защитный слой необходимо удалять после остывания сварного шва. Таким образом, электроды являются расходными материалами, состав и диаметр которых необходимо адаптировать в зависимости от металла, с которым вы работаете, и выполняемой работы.
Инверторные сварочные аппараты MMA компактны и легки, что обеспечивает лучшее качество сварки благодаря точной регулировке мощности и, как правило, оснащены предохранительным устройством, отключающим ток в случае прилипания электрода.
Основные моменты:
- Ручной сварочный аппарат.
- Инверторная техника.
- Электроды с покрытием.
- Для мелкого ремонта, а не для крупных работ.
Ключевые вопросы по сварке MMA.
Что такое горячий старт? – Горячий старт – это специальная функция для сварки ММА или сварки штучными электродами. Аппарат выдает пиковый ток при поджигании дуги, что значительно облегчает зажигание электродов. Особенно полезно для работы с несовершенными поверхностями или при использовании электродов, «трудных в обращении».
Что такое Arc Force? – Эта функция, которую иногда называют «копание» или «управление дугой», аналогична функции «Горячий старт», за исключением того, что она работает во время процесса сварки. Это очень помогает стабилизировать дугу, предотвращая ее обрыв во время сварки и предотвращая прилипание электрода, так как при обнаружении короткого замыкания аппарат подает пиковый ток.
Что такое антипригарное покрытие? – Защита от прилипания — это функция, с помощью которой сварочный аппарат определяет, когда электрод прилипает, и сбрасывает сварочный ток, чтобы предотвратить дальнейшее приваривание электрода к заготовке, что позволяет легко отсоединить или отломить электрод.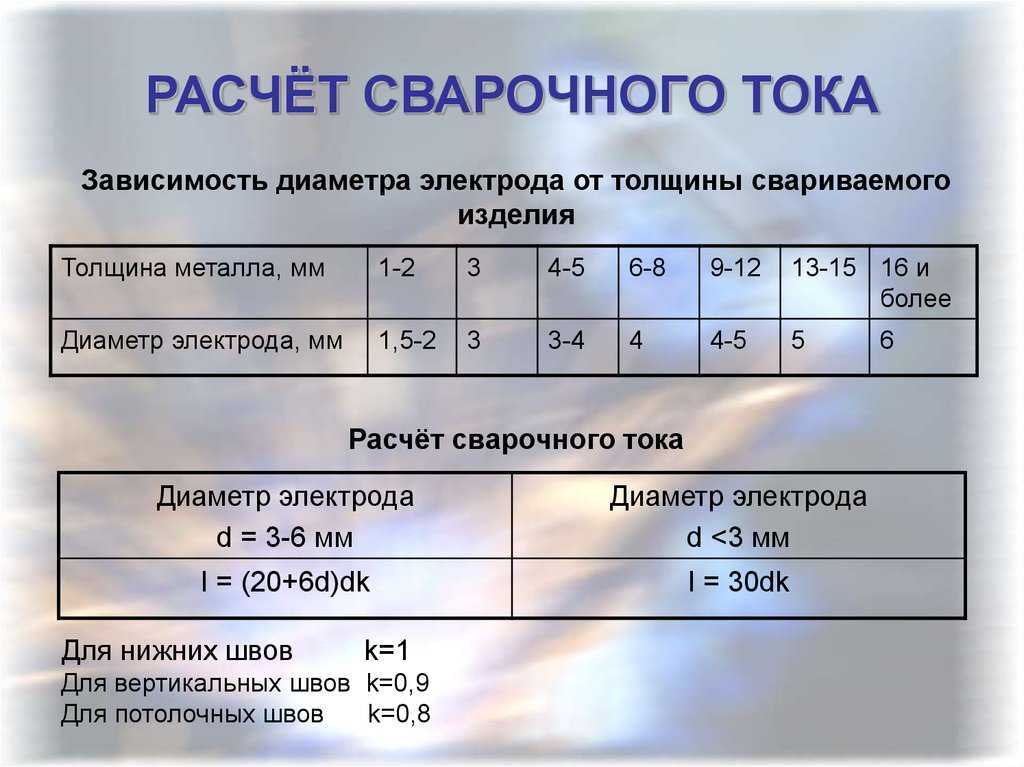
Ознакомьтесь с полным ассортиментом аппаратов для сварки MMA и дуговой сварки, поставляемых Engweld.
Что такое сварочный аппарат MIG/MAG?
Сварочный аппарат MIG/MAG также является формой дуговой сварки, здесь вместо электрода используется катушка проволоки, которая разматывается по мере того, как сварочная горелка потребляет проволоку. Опять же, тип проволоки зависит от выполняемой вами работы. Поскольку это наполнительный материал, для разных металлов требуются разные наполнители и разной толщины в зависимости от работы.
Сварщики MIG или MAG используют газ для защиты сварного шва от окисления, вызванного окружающим воздухом, который выпускается через горелку на месте сварки.
- Сварка MIG (металлический инертный газ) использует инертный газ, такой как аргон или гелий. Он подходит для нержавеющей стали, легких сплавов и цветных металлов.
- При сварке MAG (Metal Active Gas) используется смесь аргона и CO2 или аргона и кислорода, которая вступает в реакцию со сваркой, улучшая ее качество.

При правильном выборе газа или газовой смеси сварка MIG и MAG может применяться ко всем распространенным металлам. Сварной шов, производимый этими сварочными аппаратами, имеет более высокое качество, чем сварщики MMA, что позволяет сваривать более тонкие листы и больше подходит для производства, автоматизации и роботизации. Сварке MIG и сварке MAG также легче научиться, вообще говоря, чем сварке MMA или сварке TIG.
Можно использовать аппарат для сварки MIG без подачи газа, используя проволоку, наполненную порошком, который испаряется во время сварки, имитируя защитный слой инертного газа, защищающий сварной шов от окисления. В то время как сварка MIG обеспечивает более чистую сварку и дешевле из-за того, что сплошная проволока дешевле, чем проволока с наполнителем, сварка без газа освобождает одну руку от баллона и больше подходит для наружных работ, поскольку она менее чувствительна к сквознякам.
Основные моменты:
- Порошковая проволока.
- Одножильный провод.

- Моток проволоки.
- Активный газ.
- Сварочный полуавтомат.
- Инертный газ (нейтральный).
См. полный ассортимент аппаратов для сварки MIG, поставляемых Engweld.
Что такое сварочный аппарат TIG?
Благодаря использованию неплавкого электрода, инертного газа и присадочного металла, сварщик TIG может сваривать тонкие слои и выполнять высокоточную сварку. Доступен как ручной, так и полуавтоматический режим, когда сварщик либо держит в руках вспомогательный стержень, либо сварочный аппарат оснащен катушкой, заполненной присадочным материалом.
Опять же, при сварке TIG сварные швы защищены от коррозии инертным газом. Этот метод обычно дает высококачественные результаты, особенно при сварке тонких листов или плотных сварных швов.
Несмотря на то, что электрод не является плавким, он все равно будет изнашиваться, поэтому его необходимо регулярно затачивать, так как электрод должен иметь правильную форму кончика для образования качественной электрической дуги.
