Как отремонтировать сварочный инвертор своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Как отремонтировать сварочный инвертор своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата.
 Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. - Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
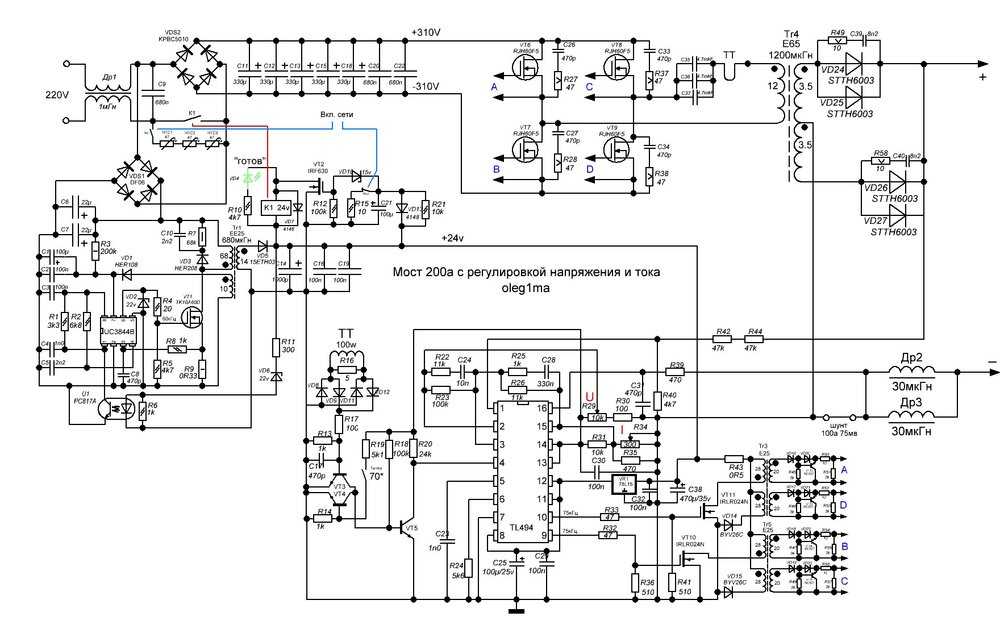
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые.
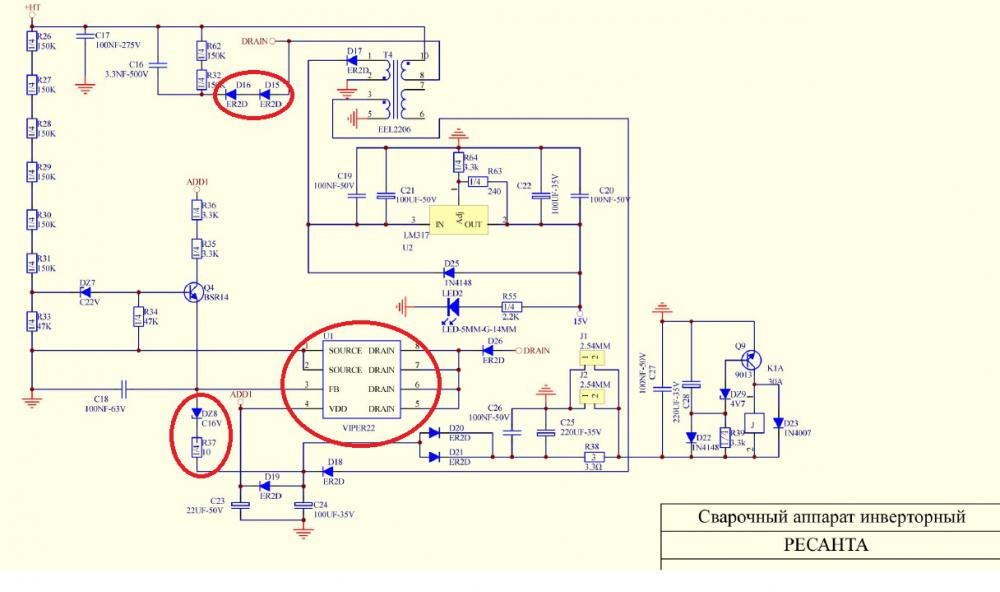
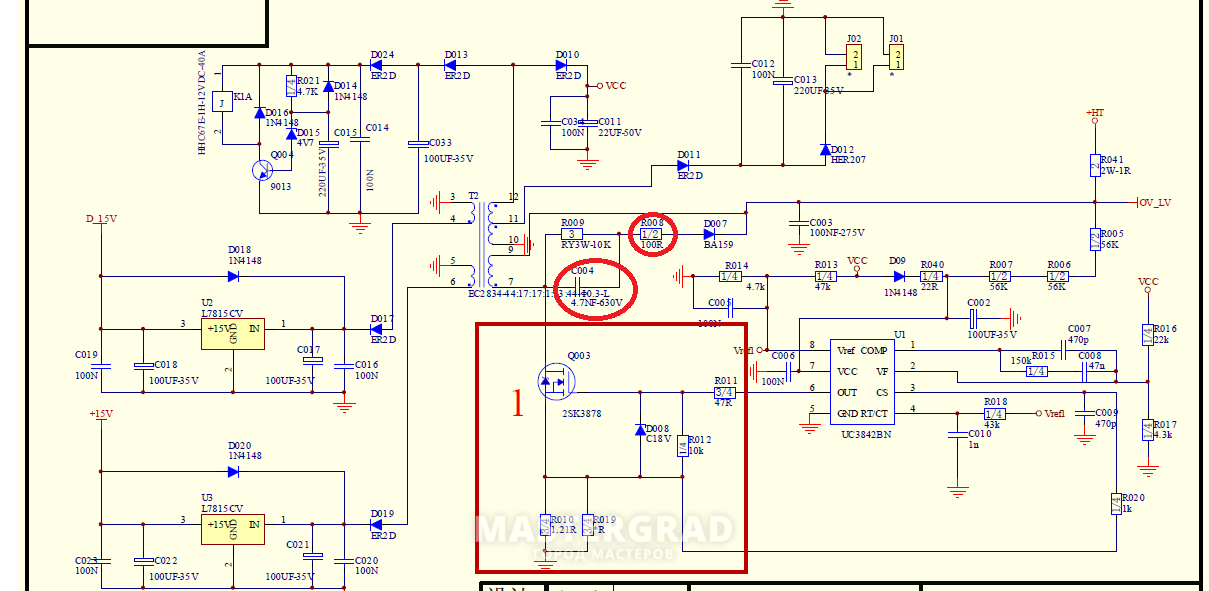 Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом.
 К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. - Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов.
 Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок. - Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока.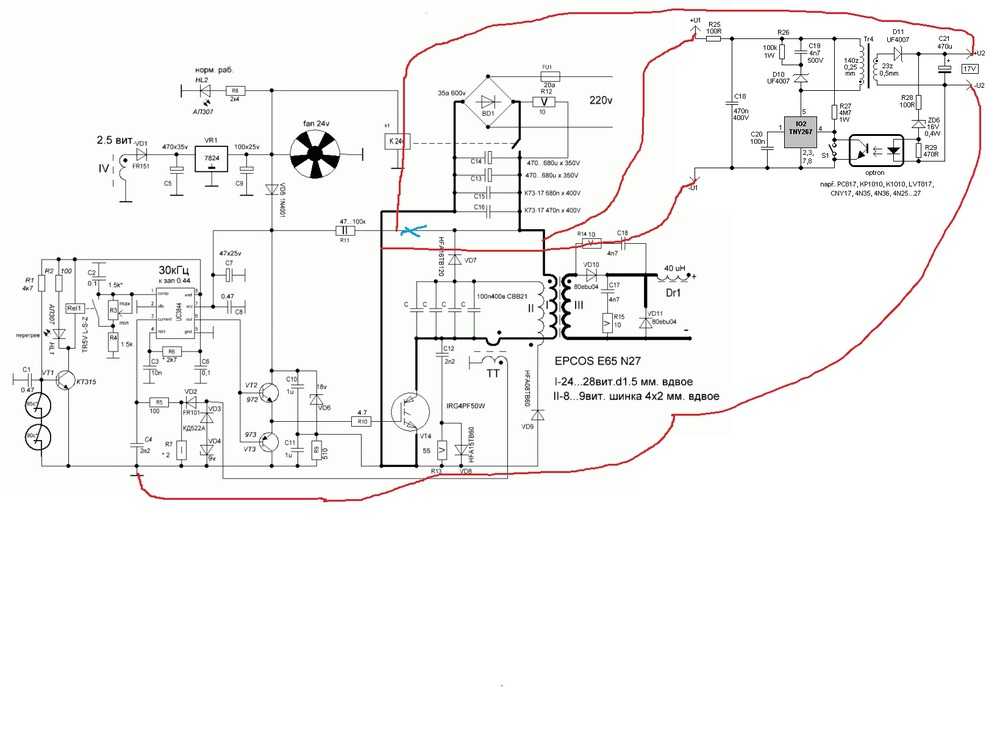 На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Ремонт сварочных инверторных аппаратов своими руками © Геостарт
Рубрика:
Инструменты и оборудование
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами . Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.

Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока , состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.

Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.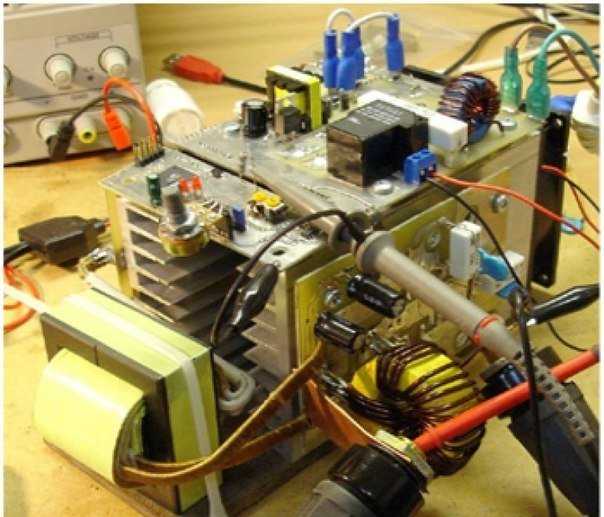
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.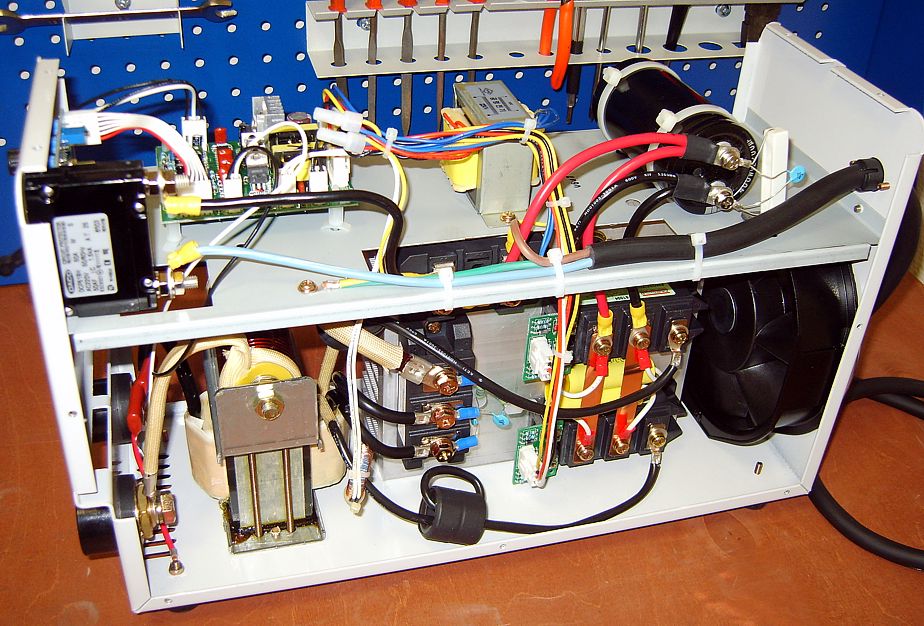
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
автор Шевцов Иван |
Ремонт сварочного инвертора своими руками в домашних условиях
Содержание
- Как устроен сварочный инвертор
- Основные поломки оборудования
- Домашняя диагностика
- Особенности домашнего ремонта
- Ремонт неисправностей сварочного инвертора
- Инвертор не включается
- Сварочная дуга нестабильна
- Не регулируется подача тока
- Повышение энергопотребления
- Прикипание электрода
Инверторное сварочное оборудование часто применяется в бытовых условиях. От классических агрегатов оно отличается небольшим весом, меньшими размерами, доступной стоимостью. При длительном использовании могут возникать поломки, связанные с износом деталей, неправильным выбором режимов, заводским браком. Ремонт сварочного инвертора в некоторых случаях можно выполнить своими руками.
От классических агрегатов оно отличается небольшим весом, меньшими размерами, доступной стоимостью. При длительном использовании могут возникать поломки, связанные с износом деталей, неправильным выбором режимов, заводским браком. Ремонт сварочного инвертора в некоторых случаях можно выполнить своими руками.
Как устроен сварочный инвертор
В зависимости от модификации, устройства работают как от стандартной, так и от 3-фазной электрической сети.
Конструкция аппарата включает в себя следующие элементы:
- Первичный выпрямитель. Узел представляет собой диодный мост, расположенный в начальном отделе электрической цепи. На этот блок подается переменный ток.
- Конденсаторы. Они подключаются к диодному мосту для сглаживания колебаний переменного напряжения. Емкость каждого конденсатора составляет не менее 470 мкФ.
- Устройство фильтрации помех. При преобразовании электричества возникают электромагнитные волны, нарушающие работу других подключаемых к сети технических средств.
 Фильтр помогает устранять такие помехи.
Фильтр помогает устранять такие помехи. - Инвертор. Он необходим для превращения переменного тока в постоянный. Блоки снабжаются 2 видами преобразователей – мостовыми и полумостовыми.
- Трансформатор. В электрической цепи он следует за инвертором и снижает напряжение до 70 В. Конструкция такого блока у современных аппаратов вместо железного включает ферритовый магнитопровод, что уменьшает вес аппарата.
- Выходной выпрямитель. Он представляет собой диодный мост, компоненты которого мгновенно реагируют на повышение частоты тока. Деталь снабжена радиаторами, препятствующими перегреву. От перепадов напряжения выпрямитель защищен RC-фильтром. На выходе установлены клеммы для подключения питающего кабеля и заземления.
- Управляющий модуль. За работу всех компонентов аппарата отвечает микропроцессор, получающий и обрабатывающий информацию с датчиков. Это помогает сварщику легко выбирать нужный режим.
- Пусковое реле. Оно обеспечивает плавное включение агрегата, препятствуя перегоранию диодных мостов.
Основные поломки оборудования
Чаще всего аппарат не работает из-за поломки таких узлов, как:
- Выпрямители. Неисправности связаны с перегоранием диодов входного или выходного моста, вызванным резким повышением напряжения и силы тока.
- Инверторный компонент. Если аппарат перестает варить, в первую очередь нужно проверить этот узел. Для устранения неполадки в условиях мастерской транзистор заменяют аналогичной деталью на 32 А и 400 В.
- Высокочастотный трансформатор. Компонент включает в себя несколько обмоток, необходимых для повышения силы тока и снижения напряжения. Они имеют вид медной проволоки или полосы. Такая конструкция способствует частому возникновению замыкания.
В вышеуказанных случаях устранить проблему самостоятельно не получится.
Ремонт инверторных сварочных аппаратов своими руками возможен при возникновении следующих проблем:
- Нестабильности электрической дуги, образовании большого количества брызг.
 Неисправность появляется из-за неправильного выбора силы тока.
Неисправность появляется из-за неправильного выбора силы тока. - Залипании электрода. Возникает при низком напряжении, сопровождается поломкой контактов, к которым подключаются элементы сварочного оборудования.
- Отсутствии электрической дуги. Наблюдается при перегреве инвертора или нарушении целостности питающих проводов.
- Самопроизвольном отключении агрегата. Если во время работы устройство внезапно останавливается, речь идет о коротком замыкании.
- Большом расходе электроэнергии при холостой работе. Неисправность связана с замыканием обмотки проводящих катушек.
- Периодическом отключении аппарата. Связано с перегревом сварочного прибора. Аппарат охлаждают, после чего продолжают работу.
- Появлении посторонних звуков. Наблюдается при расслаблении винтов, удерживающих компоненты магнитопровода. Реже шум возникает при замыкании кабелей.
Домашняя диагностика
Перед тем как отремонтировать сварочный аппарат своими руками, выявляют неисправность и причину ее возникновения.
Для этого в домашних условиях выполняют следующие действия:
- осматривают все компоненты устройства;
- определяют наличие оксидной пленки на контактах, зачищают поверхности щеткой, обрабатывают их растворителем;
- прозванивают компоненты электрической схемы мультиметром.
Особенности домашнего ремонта
Устройства для инверторной сварки содержат электронный управляющий блок, восстановить который своими руками практически невозможно. Из строя могут выходить и другие важные компоненты, диагностика и ремонт которых требуют наличия соответствующих навыков и оборудования. Не имея знаний, приступать к работе не стоит. Неправильно отремонтированный аппарат подлежит списанию.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность – перегрев.

При повышении температуры срабатывает защитный модуль – устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Трансформатор отдают на перемотку специалисту.
Прикипание электрода
Залипание стержня наблюдается при резком снижении напряжения. Справиться с этой проблемой можно, правильно настроив оборудование. Выбрать режим сварки помогают приложенные к руководству пользователя таблицы. Напряжение, поступающее к аппарату, падает из-за подключения через удлинители с тонкими кабелями. Проблему решают подсоединением инвертора к генератору.
Какой тип сварки используется для автомобильных рам?
Сварка является неотъемлемой частью многих отраслей промышленности, включая автомобильный сектор в целом и кузовные мастерские в частности. Отличные сварные швы имеют решающее значение в автомобильной сфере, повышая безопасность, надежность и внешний вид любого автомобиля.
Техник по сварке кузовов автомобилей может использовать различные методы и сварочные инструменты для выполнения отдельных работ. Существует множество возможностей использования сварки на автомобилях для ремонта повреждений, вызванных столкновением или старением.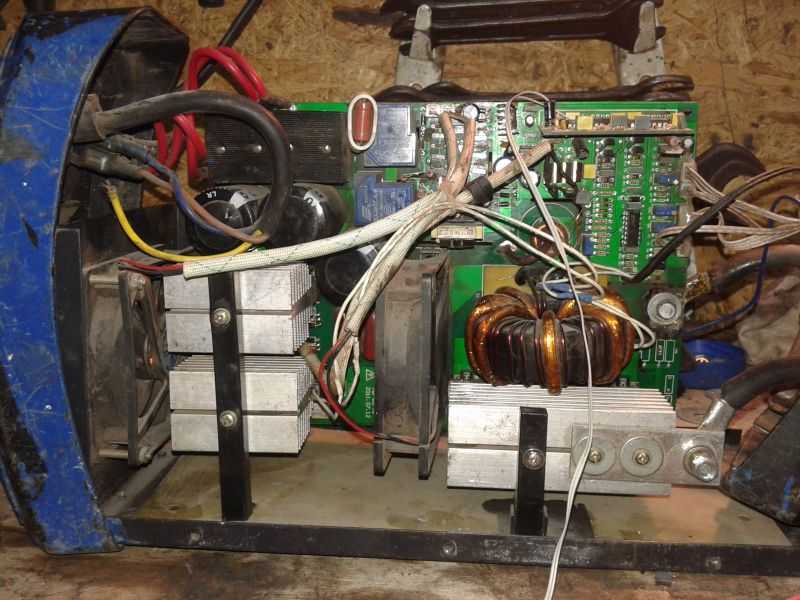
Автомобильная сварка
Вот несколько вариантов сварки автомобилей:
- Сварка рамы или крыла: Рамы и крылья транспортных средств обычно повреждаются при столкновениях. Автомастеру часто приходится вырезать изогнутый кусок металла и заменить его. Затем они используют технику сварки, чтобы закрепить новый кусок металла и безопасно отремонтировать раму или крыло автомобиля.
- Сварка выхлопной системы: Выхлопные системы постоянно бьются. Со временем они ржавеют и образуют отверстия из-за возраста, влаги и использования. Некоторые специалисты по кузовным работам отрезают выхлопную трубу, зажимают детали и сваривают.
- Сварка колес: Слишком большое количество выбоин может привести к растрескиванию металлических рам колес. Иногда его может отремонтировать опытный сварщик TIG.
Какой тип сварочного оборудования обычно используется в автомобильных мастерских?
Найти подходящего сварщика для кузовных работ не так просто, как кажется. По этому вопросу нет недостатка в различных мнениях, но краткое описание различных типов сварочных процессов может помочь вам сделать выбор.
По этому вопросу нет недостатка в различных мнениях, но краткое описание различных типов сварочных процессов может помочь вам сделать выбор.
Эксперты по сварке сходятся во мнении: не существует единого сварочного процесса, подходящего для всех требований, предъявляемых к автомобилям. Некоторым легче научиться, в то время как другие дешевле.
Вот три основных типа сварки, которые следует учитывать при сварке автомобилей:
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) Сварка красива и точна, но сложна в освоении. Вольфрамовый электрод создает сварочную дугу, а присадочный металл создает сплав между двумя металлическими частями. Еще одним традиционным недостатком сварки TIG является стоимость оборудования. Тем не менее, в настоящее время есть высококачественные устройства, доступные по разумной цене.
Например, инверторный сварочный аппарат TIG PrimeWeld TIG200-D на 200 А обеспечивает входное питание с двумя входными напряжениями 120/240 В, что позволяет автомеханикам выполнять сварку практически в любом месте.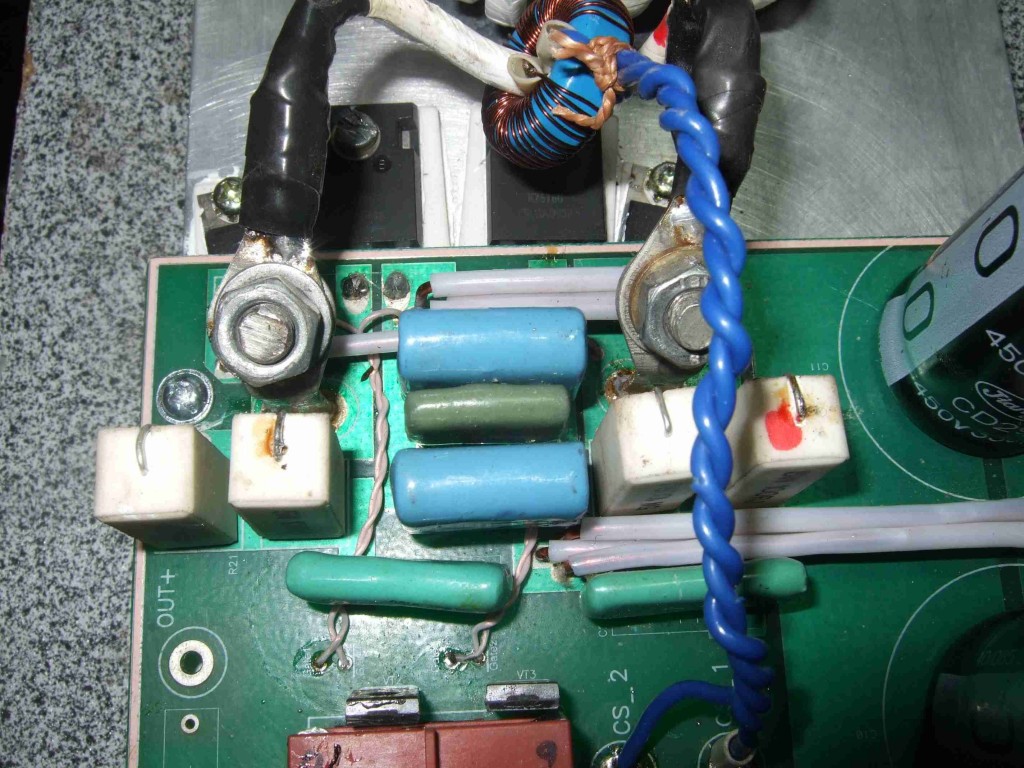 Он доступен по цене 450,00 долларов США.
Он доступен по цене 450,00 долларов США.
Приобрести наш бестселлер для сварки каркаса автомобиля
Сварка электродом
Сварка электродом , также известная как дуговая сварка, проста в освоении и не требует внешнего защитного газа. Хотя он подойдет для многих автомобильных проектов, он требует тщательной очистки и не является лучшим выбором для тонколистового металла. Хорошая новость: вы можете приобрести надежный сварочный аппарат с двойным напряжением менее чем за 200 долларов!
Сварка MIG
Инертный газ (MIG) , возможно, лучший сварочный аппарат для кузовов автомобилей. Он использует защитный газ и присадочный материал в проволоке, подаваемой непосредственно через сварочный аппарат. MIG быстрее, чем большинство других методов сварки, и его гораздо легче освоить. Поскольку сварка MIG — это процесс, выполняемый одной рукой, вторая рука всегда свободна для маневрирования инструментами и материалом.
Большинство опытных сварщиков сходятся во мнении, что сварка MIG является наиболее предпочтительным методом сварки для большинства кузовных ремонтов. Он хорошо работает с широким спектром металлов и подходит для быстрого ремонта. MIG может легко обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или внешнего вида.
Он хорошо работает с широким спектром металлов и подходит для быстрого ремонта. MIG может легко обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или внешнего вида.
Новейшие сварочные аппараты MIG также имеют опции, которые делают их лучшим выбором для автомобильных мастерских. Например, сварочный аппарат MIG180 180 Amp MIG с шпульным пистолетом от PrimeWeld предлагает три различных процесса сварки: традиционный MIG, порошковую проволоку без защитного газа и опцию для сварки алюминия. Он также имеет блокировку триггера 2T/4T, которая отлично подходит для предотвращения усталости рук при длительных работах, таких как сварка боковых панелей или полов в кузовах автомобилей.
Купить наш самый продаваемый сварочный аппарат MIG для автомобильных рам
Какой тип сварки используется для каркасов автомобилей?
Двумя наиболее эффективными вариантами сварки каркасов автомобилей являются процессы сварки TIG и MIG. Выбор лучшего метода усложняется различными факторами, которые могут определять качество сварного шва. К ним относятся, помимо прочего:
- Набор навыков сварщика
- Выбор наполнителя и его взаимодействие с основным материалом
- Сам процесс сварки
Техники-сварщики иногда развивают свои навыки в определенных сварочных процессах и могут быть не такими опытными в других. Что касается выбора присадочного материала, то для сварки TIG доступно больше типов присадочного материала, чем для сварки MIG.
Влияние наполнителя на раму автомобиля зависит от области применения. Например, большинство штампованных стальных рам можно сваривать методом MIG или TIG. Но когда рама имеет опоры из хромомолибденовых трубок или сложные изгибы, как в гоночных рамах, сварка TIG является лучшим вариантом. TIG также дает лучшие результаты на рамах автомобилей из термочувствительных высоколегированных сталей, которые могут быть подвержены трещинам.
Имейте в виду, что если сварочный аппарат MIG настроен неправильно, он может вызвать «холодный пуск», во время которого основной металл не может быть проварен полностью, что может повредить сварной шов в определенных областях.
Использование процесса сварки MIG или TIG для рам транспортных средств также зависит от рамы и ее использования. Другими словами, если вы свариваете прочную промышленную раму или ту, которая будет использоваться только для обычных поездок на работу, то, скорее всего, вам лучше подойдет сварка MIG.
Однако, если рама будет подвергаться экстремальным гонкам или бездорожью, лучше сварить раму методом TIG.
Сварочный аппарат MIG с флюсовым сердечником на продажу. Портативный для дома
– KickingHorse® Welder USA
Защита со световым индикатором
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Самое высокое напряжение холостого хода в классе
Обеспечивает выдающуюся производительность зажигания дуги на грязной поверхности с непревзойденным 46-вольтовым OCV, что почти в два раза выше, чем у трансформаторных сварочных аппаратов.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.

- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
Бесконечное напряжение, Бесконечная подача проволоки,
Бесконечные возможности!
- В отличие от своих трансформаторных аналогов, F130 имеет непрерывную регулировку напряжения, которая позволяет точно регулировать напряжение независимо от скорости подачи проволоки. Используйте элемент управления, чтобы получить больше свободы в работе сварочной ванны так, как вы хотите. Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.
Прочная система подачи проволоки
- > Конструкция катушки с боковой загрузкой обычно используется в профессиональных сварочных аппаратах MIG.
- > Прецизионная система привода с полной регулировкой снижает вероятность запутывания проволоки.
- > Надежный редуктор обеспечивает дополнительный крутящий момент и бесшумную работу.
Усовершенствованная инверторная технология обеспечивает выдающиеся характеристики сварки.
Обеспечивает такую же мощность, как и трансформаторные аналоги, но при меньших затратах на электроэнергию.
Беспрецедентное напряжение холостого хода 46 В позволяет чрезвычайно легко зажечь дугу при исключительно плавном зажигании дуги на поверхности ржавчины.
Спокойная дуга упрощает настройку в вашем приложении, превосходная стабильность дуги вне положения, низкое разбрызгивание и широкий диапазон напряжения.
- Вход
- Рабочий цикл
- Максимальный выходной ток
- Минимальная выходная сила тока
- Требования к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Расходные материалы
- Размер катушки
- Сварочная проволока
- Сварочные мощности
- Приложения
- Размер
- Вес
- 120 В, одна фаза, 60 Гц
- 15% при 90 А, температура окружающей среды 170F (40°C)
- 130 А
- 50 А
- 20 А 120 В
- Рекомендуется генератор неинверторного типа мощностью 3000 Вт
- 46 вольт
- Наконечник Tweco 11-35 (по умолчанию) или 11-30, сопло типа Lincoln для порошковой проволоки
- 4 дюйма
- 035 (по умолчанию) и стальная порошковая проволока 030 дюймов
- Мягкая сталь 24 калибра, до 1/4 дюйма
- Идеален для начинающих, домашнего обслуживания/ремонта и ремонта автомобилей
- 13,8 x 7 x 7,5 дюймов
- 10,8 фунта
5 футов (1,5 м) 3 шнура питания AWG#16 с бытовой вилкой 120 В
Зажим типа «крокодил» Заземляющий зажим на 150 А с проводом 5 футов (1,5 м) AWG#8
Сборка горелки с флюсовым сердечником с проводом 6 футов (2 м) источник питания
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Просмотреть все аксессуары для F130
Сравнить с Lincoln Power MIG 210MP
Обзор открытой коробки
Обзор Hard Core Field — KickingHorse® F130, A220 и A100
ПОСМОТРЕТЬ ДРУГИЕ ВИДЕО ОБЗОРЫ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Почему F130 сжигает порошковую проволоку 035 (0,9 мм), а другие аналогичные сварочные аппараты на рынке могут использовать только проволоку 030 (0,8 мм)?
Секрет заключается во встроенном в устройство инверторном модуле IGBT с максимальной эффективностью 40 кГц. Высокопроизводительный инвертор вырабатывает больший ток при той же ограниченной мощности, доступной в жилых домах США.
Могу ли я использовать провод 0,30 или 0,23 для некоторых работ с автомобилем?
Домашний аппарат для сварки флюсовой проволокой KickingHorse® F130 может использовать проволоку 030, вам потребуется:
(1) Переверните приводной ролик в канавку 030.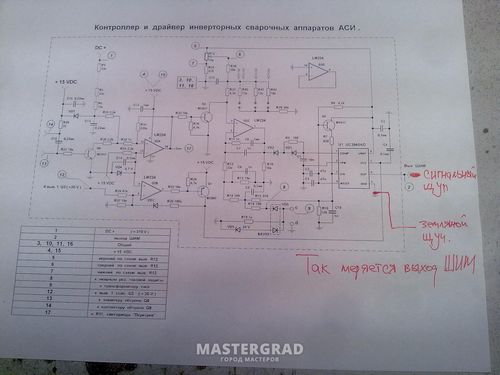
(2) Установите насадки Lincoln (tweco) 11-30, которые доступны в Home Deport и других магазинах инструментов, а также на Amazon.
В данном устройстве нельзя использовать порошковую проволоку 023. На самом деле 023 очень редко используется для флюсовых сердечников из-за сложности изготовления.Генератор какого размера будет работать с этим блоком? Какой тип удлинителя можно использовать с этим сварочным аппаратом?
Для сварочного аппарата с флюсовой проволокой
F130 потребуется генератор с минимальной номинальной мощностью 3000 Вт. Это устройство предназначено для использования с цепью переменного тока 20 ампер 115 вольт без использования удлинителя. Если он используется, он должен быть рассчитан на 20 ампер по всей длине шнура и не может быть длиннее 25 футов.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® F130 для домашней сварки с флюсовой проволокой представляет собой сварочный инвертор MIG, сертифицированный по стандарту UL , и является безопасным и законным для сварки как на месте, так и в доме.
 В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В США очень высокие штрафы за несоблюдение требований!Можно ли сваривать оцинкованную сталь? Нужно ли это, чтобы помочь в строительстве крошечного дома / ремонте трейлера, этого будет достаточно?
Не рекомендуется сваривать оцинкованную сталь. Сначала нужно сварить сталь, а потом уже оцинковывать. Или, если у вас нет выбора, и он уже оцинкован, то сошлифуйте оцинковку в месте сварки и покрасьте холодной оцинковкой после сварки.
Можно ли этим сваривать тонкий металл? 1/8 дюйма?
Да, он может сваривать довольно толстую сталь, так как я работаю в сталелитейном цехе и целыми днями таскаю сталь.
 Я был удивлен, насколько толстой, при надлежащей подготовке и навыках, можно сваривать полдюйма, при сварке 1/8-1/4 и более. вам нужно поднять напряжение, но это хороший маленький сварочный аппарат, к тому же очень легкий.
Я был удивлен, насколько толстой, при надлежащей подготовке и навыках, можно сваривать полдюйма, при сварке 1/8-1/4 и более. вам нужно поднять напряжение, но это хороший маленький сварочный аппарат, к тому же очень легкий.Могу ли я использовать флюсовую проволоку из нержавеющей стали для сварки на этом аппарате?
С помощью домашнего сварочного аппарата KickingHorse® F130 можно сваривать любую проволоку с флюсовым сердечником, если для проволоки не требуется газ и не используется полярность DCEP. Сначала ознакомьтесь со спецификацией производителя проволоки.
NASD — безопасность дуговой сварки
Уметь выполнять сварку безопасными способами и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Существует много опасностей, связанных
к сварке. Во время тренировки имейте под рукой средства индивидуальной защиты, чтобы показать и
для примерки сотрудниками.
Дуговая сварка включает дуговую сварку в среде защитного газа, сварку в среде защитных газов и контактную сварку. Поскольку оборудование для дуговой сварки
различаются по размеру и типу, важно прочитать и следовать рекомендациям производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие этикетки и инструкции по эксплуатации.
- Удалите все потенциальные источники возгорания из зоны сварки.
- Всегда имейте огнетушитель наготове для немедленного использования.
- Оборудуйте сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом необходимо отключить питание машины.
- Надлежащее заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или
плохая изоляция.
- Дуга не должна зажигаться, если поблизости находится человек без надлежащей защиты глаз.
- Инфракрасное излучение является причиной ожога сетчатки и катаракты. Защитите глаза и лицо с помощью
правильно подобранный сварочный шлем и фильтрующая пластина надлежащего класса. - Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды. Например:
- Одежда шерстяная
- Огнестойкий фартук
- Перчатки
- Правильно подобранная одежда, не протертая и не изношенная.
- Рубашки должны быть с длинными рукавами.
- Брюки должны быть прямого кроя и прикрывать обувь при дуговой сварке.
- Огнестойкая накидка или наплечники необходимы для работы над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.

- Очищайте одежду от жира и масла.
Обеспечьте достаточную вентиляцию при сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха. Естественные сквозняки, вентиляторы и положение головы помогают предотвратить попадание дыма на лицо сварщика.
- В помещении или зоне сварки должно быть не менее 10 000 кубических футов на каждого сварщика.
- Высота потолков не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими структурными барьерами.
- Сварка не производится в замкнутом пространстве.
**Если эти требования к помещению не соблюдены, то помещение должно быть оборудовано механическим вентиляционным оборудованием, которое отводит не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением случаев, когда используются местные вытяжные шкафы или кабины или респираторы с воздухопроводом.
Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте держатели электродов и кабели с хорошей изоляцией.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Носите сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварочный аппарат от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Грунтовые рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или в мокрых перчатках.
- Большое значение имеет наличие надлежащих средств индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, то место сварки должно быть оборудовано механической вентиляцией
оборудование.
- Всегда имейте огнетушитель наготове для немедленного использования.
Верно или неверно
| 1. Все потенциальные источники пожара должны быть удалены из зоны сварки. | Т | Ф |
| 2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | Т | Ф |
| 3. Защита глаз не всегда требуется. | Т | Ф |
| 4. Допускается использование электрододержателей с ослабленными кабельными соединениями. | Т | Ф |
5.  |