Как подключить сварочный инвертор: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Подключение сварочного инвертора, как подключить сварочный инвертор
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
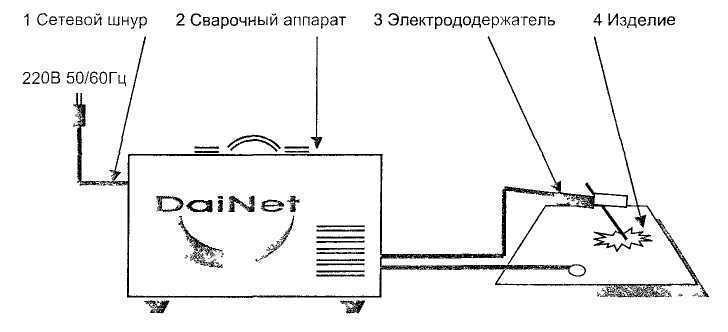
Подготовка сварочного инвертора к работе начинается с проверки возможностей соединения его с внешним источником питания. Подключение сварочного инвертора
может быть произведено к внешней сети питанием 220 или 380в либо к электрическому генератору соответствующей мощности и напряжения. Соединительный кабель с вилкой соответствуют максимальной мощности устройства, тут проблем возникнуть не может. Опасность может поджидать со стороны внешней сети питания. Особенно, если проводка в старом доме неизвестного происхождения и сечения провода.
Современная проводка и приборы (розетки и вилки) рассчитываются на ток в 16А. Суммарная потребляемая мощность потребителей может превышать это значение, она ограничивается мощностью автоматического предохранительного устройства, или простым предохранителем, известным, как пробка. До того, как подключить сварочный инвертор необходимо убедится, что входная мощность сварочного инвертора не вырубит предохранитель домашней сети. Одно из преимуществ сварочных устройств состоит в наличие нескольких видов защит. В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги.
До того, как подключить сварочный инвертор необходимо убедится, что входная мощность сварочного инвертора не вырубит предохранитель домашней сети. Одно из преимуществ сварочных устройств состоит в наличие нескольких видов защит. В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги.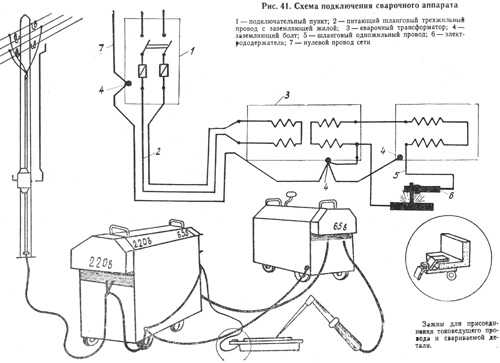 Большая просадка говорит о малом сечении питающего провода.
Большая просадка говорит о малом сечении питающего провода.
Подключение сварочного инвертора к независимому источнику электроэнергии не составляет труда, достаточно убедится в соответствии мощностей двух электроприборов. В случае использования дополнительного кабеля (переноски) достаточно убедится в соответствии параметров кабеля, вилки и розетки в соответствии пор току. Считается достаточным для бытовых сварочных инверторов кабеля с минимальным сечением 2,5мм2. Это дает возможность варить током до 150А, а подобные режимы с электродом до 4мм не наблюдаются. Запас мощности проводов заведомо достаточный.
Таким образом, в случае, когда сварка от сети недоступна, следует воспользоваться бензиновым или дизельным генератором на 220в.
Читайте также
- Инверторы сварочные для дома, сварочный инвертор для дачи
Какие сварочные инверторы наиболее оптимально использовать дома и на даче, вы узнаете из этой статье. …
- Неисправности сварочного инвертора
Какие основные неисправности инверторов используемых для сварки могут встретится в процессе работы, и что делать с этими неисправностями, вы узнаете .
 ..
.. - Технические характеристики сварочных инверторов
Какие характеристики сварочных аппаратов работающие на инверторном принципе нужно знать и учитывать при выборе данных аппараты, вы узнаете из этой …
Как правильно подключить сварочный аппарат к сети?
Екатерина
Время чтения: ≈5 минут
Итак, вы приобрели свой первый инверторный сварочный аппарат. Наверняка в комплекте с ним вы найдете инструкцию по эксплуатации. Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Сварочный аппарат инверторного типа — это сложный прибор со своими нюансами и особенностями. Бездумно подключив его в бытовую розетку вы рискуете лишиться самого аппарата или проводки в доме. Так как подключить сварочный инвертор правильно?
В этой статье мы кратко расскажем, как подключить сварочный аппарат к домашней сети 220 Вольт и что стоит учитывать.
Содержание статьи
- Предварительная проверка
- Применение генератора тока
- Применение удлинителей
- Вместо заключения
Предварительная проверка
Перед тем, как вы узнаете, как правильно подключить сварочный аппарат, вам нужно убедиться, что проводка в доме способна выдержать сварочные работы. Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Не нужно быть электриком, чтобы понять, что будет, если подключить мощный современный сварочник в старые розетки. В лучшем случае вы останетесь без электричества. В худшем случае — все ваши соседи останутся без света, а ваши электроприборы просто выйдут из строя.

Словом, проверьте предварительно, сможет ли ваша проводка выдержать нагрузку. Если вы убедитесь, что не сможет, не отчаивайтесь. Эту проблему можно решить. Об этом мы расскажем позже. А пока ниже представлена схема подключения сварочного аппарата.
Применение генератора тока
Итак, вы проверили свою проводку и оказалось, что подключение сварочного аппарата 220в просто невозможно. Что делать в данной ситуации? Можно использовать сторонний генератор тока.
И вот на этом моменте многие сразу начинают вспоминать, что хранят на даче старый бензиновый генератор, который не раз спасал их от внезапного отключения электричества. С виду применение таких генераторов кажется вполне неплохой идеей, но на практике все иначе. Зачастую все бензиновые генераторы маломощны и не способны длительное время обеспечивать напряжение более 5 кВт.
Как вы понимаете, подключение сварочного инвертора к маломощному бензогенератору просто бессмысленно. Чтобы узнать, какая мощность вам необходима, просто умножьте силу тока, с которой будете варить, на значение напряжения.
Возьмем самую популярную ситуацию: вы варите электродом 3 мм с силой тока в 120 Ампер и напряжением около 40В. Умножаем 120 на 40, получаем 4.8 кВт. Это минимальная мощность, которую должен обеспечивать бензогенератор. Но в расчетах мы не учли КПД сварочного аппарата, которое менее 100%. Чтобы обеспечить бесперебойную работу инвертора нужно как минимум 6 кВт.
В общем, бензогенератор — это выбор для тех, у кого больше нет никакой возможности получить дополнительный источник тока. В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
Если и это решение для вас неудобно, то можно купить специальный стабилизатор тока для сварочного аппарата. Он подключается прямо к сварочному инвертору. Такое решение подойдет для более-менее стабильной электросети.
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Вместо заключения
Похожие публикации
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Есть
Есть много преимуществ использования сварки TIG для определенных сварочных проектов. Потому что
этот тип шва обеспечивает более глубокое проникновение сварочного наполнителя, это
делает его подходящим типом сварки для сосудов под давлением и других металлических швов/соединений
которые должны быть просвечены рентгеном для кода. О чем не знают многие сварщики, так это о том, что вы
О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
Так как же можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для зажигания дуги TIG, а присадочный стержень находится в прямом защитном газе аргона, используемом со скоростью примерно 8-10 литров в минуту для предотвращения загрязнения.
Сварка ВИГ от инверторного сварочного аппарата может показаться сложной, но после нескольких шагов подготовки это не обязательно должно быть так. Любой, кто выполнял базовую кислородно-топливную сварку, может получить представление о сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат, чтобы осуществить это.
Что такое
TIG-сварка?
Для тех
тех, кто не знаком с этим термином, сварка TIG — это сокращение от вольфрама.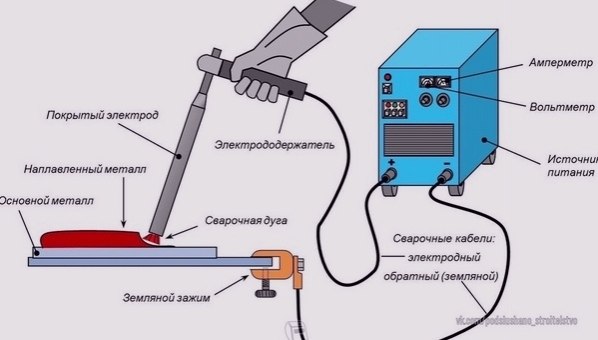
сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
ТИГ
сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ).
сварка, но предлагает гораздо более точную связь.
Его также можно использовать при более низкой силе тока, чем при сварке MIG, что означает, что его можно использовать на экзотических металлах, которые не выдерживают более высокие силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты питаются от переменного тока (который проходит через большинство жилых зданий) в полезную мощность постоянного тока. Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительный
постоянный ток:
Большее проникновение в стальную основу сварного шва - Отрицательный
постоянный ток:
a Более высокий уровень наплавки для сварки тонколистового металла
Что
Проекты Должны ли использоваться сварные швы TIG? Кому подходит сварка TIG?
Сварка ВИГ с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, так как сварка ВИГ требует, чтобы куски соединяемого металла были достаточно горячими для образования атомных связей в месте их соединения. Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале все же может привести к получению результата, но может привести к растрескиванию под воздействием теплового напряжения и другим косметическим или структурным проблемам.
Сварка ВИГ известна тем, что она немного сложнее и тяжелее в освоении, чем сварка МИГ, и сварка МИГ обычно рекомендуется для новых неопытных сварщиков, поскольку она не так прощает ошибки новичка, как другие методы сварки.
ТИГ
сварка требует очень четкого понимания следующих переменных в середине сварки:
- ГРМ
- Давление
- Электрический
текущий
Нет
надлежащий мониторинг или манипулирование любой из этих переменных оператора во время
может привести к нарушению сварного шва (в лучшем случае) или к тому, что сварщик станет
травмы (в худшем случае).
Для
По этой причине сварку TIG с помощью инверторного сварочного аппарата следует проводить только
кто-то удобный и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка ВИГ является хорошим вариантом для сварки стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Расходные материалы
Требуется для сварки TIG с инверторным сварочным аппаратом
Сделать
Сварка TIG с инверторным сварочным аппаратом, несколько основных сварочных материалов
нужный.
Это
лучше собрать все эти материалы перед началом сварки, так как сварка
— это точное ремесло, и вы не хотите карабкаться посередине сварки, пытаясь
чтобы найти что-то, что вы забыли найти возле своего верстака.
Здесь
Вот некоторые расходные материалы, которые вам понадобятся для сварки TIG на инверторном сварочном аппарате:
- Tungsten electrode
- Inverter welder w/high-frequency unit
- Torch (electrode holder)
- Shielding gas (either argon or helium)
- Filler safety rod
- Welding helmet
- Welding gloves
- Protective welding jacket or фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
особенно для опытных сварщиков. Все-таки сварка требует работы с расплавленным
Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Сделать
убедитесь, что вы экипированы защитным снаряжением до начала
сварите и держите все инструменты под рукой, чтобы не вставать. Как указано
Ранее сварка TIG требовала точного контроля над задействованными элементами, поэтому вы
не хочу отвлекаться.
Как выполнять сварку TIG на инверторном сварочном аппарате
Нравится
другие виды сварки стержнями, сварка TIG инверторным сварочным аппаратом имеет серию
шагов, которые необходимо выполнить, чтобы сварка прошла гладко. Во-первых
вам нужно сделать, это запустить свою палку.
Что
«Вылет» и как его запустить
В
При сварке TIG электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством проволоки в сопротивлении. Электрический торчать
Электрический торчать
влияет на множество факторов сварного шва, в том числе следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода/проволоки/прутка/порошка, расплавленного в заданную единицу времени
- Проплавление: Проплавление – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного валика: Форма сварного валика необходима для хорошего сплавления в сварном шве, и впоследствии от нее зависит структура полученного сварного соединения
Для Сварка ВИГ, выступ должен составлять примерно половину диаметра внутреннего диаметра защитного стакана при стандартной установке . Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Один из способов увеличить длину вылета, который вы можете использовать без ущерба для качества сварки, — использовать стеклянную линзу для сварки TIG.
Эти линзы помогают удерживать вольфрам в устойчивом положении и обеспечивают надлежащую передачу электрического тока, одновременно улучшая экранирование и доступ к свариваемому соединению.
Использование
Заостренная вольфрамовая проволока в сварочном аппарате TIG на инверторном сварочном аппарате
Сварка TIG может выполняться инверторным сварочным аппаратом как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных случаях.
Способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG является одной из самых распространенных ошибок. К счастью, все, что вам нужно сделать, это заново заточить свой вольфрам на настольном шлифовальном станке, и вы снова будете в седле. Чтобы заточить или повторно заточить вольфрам для сварки TIG, выполните следующие действия:
- Отшлифуйте вольфрам на настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифовки стали, иначе вы внесете загрязняющие вещества в сварку). вольфрам)
- Отшлифуйте вольфрам вдоль, убедившись, что кончик вольфрама примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не загрязнял следующий сварной шов.
вольфрам, необходимый для использования при сварке TIG на постоянном токе, — это не просто вольфрам,
либо.
Вам понадобится торированный вольфрам, который может быть весьма токсичным и требует осторожного обращения. Торированный вольфрам обрабатывали торием, который является радиоактивным соединением. Эта радиоактивность является инертной и экранированной при обычном использовании сварки, но может выделяться и вдыхаться при шлифовке вольфрама.
Царапина
или Коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка включается, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам придется либо нажать «Пуск», либо запустить дугу с нуля.
Кран
Запуск дуги для сварки TIG с помощью инверторного сварочного аппарата
Один
Способ зажигания дуги при сварке TIG — запуск дуги касанием. Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрический
контакт, необходимый для начала дуги.
Это
движение должно выполняться решительно и резко, касаясь лишь на
момент перед тем, как потянуть стержень назад. Это действие также должно быть выполнено в
легкий путь. Если вы слишком медленно нажимаете или нажимаете слишком сильно, это может
вызвать прилипание вольфрама.
Если
ваши вольфрамовые палочки, поздравляю, вы испортили сварку TIG. Вернись
к предыдущему разделу этого практического руководства, заново заточите свой вольфрам и попробуйте
опять таки. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень
палочки, инверторный сварочный аппарат должен автоматически снизить напряжение.
Если вы новичок в сварке TIG, может быть разумным попрактиковаться в сварке метчиком на металлоломе, пока вы не почувствуете уверенность в этом, прежде чем начинать серьезную сварку.
Царапина
Зажигание дуги при сварке ВИГ с помощью инверторного сварочного аппарата
Еще один способ зажечь дугу при сварке ВИГ, отличный от запуска врезным контактом, — начать сварку с нуля.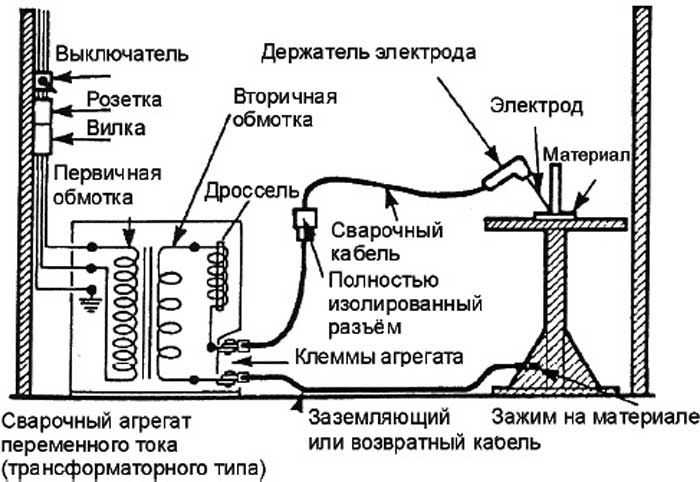 Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
При зажигании дуги с помощью царапания перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить флюсовое покрытие. Старайтесь не царапать длинным движением, так как это может привести к тому, что сварочная дуга начнет двигаться дальше от желаемой начальной точки, чем это необходимо.
Чтобы предотвратить прилипание стержня, его следует вытащить, как только появятся искры, а затем вернуть к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Зажигание дуги с помощью царапания похоже на зажигание дуги прикосновением, но оно склонно к залипанию, если сварщик недостаточно быстр или не имеет опыта запуска дуги таким способом. Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Газ
Защита сварных швов TIG с использованием инверторных сварочных аппаратов
Другое
Основная проблема, с которой сталкиваются люди, пытающиеся сварить TIG с помощью инверторного сварочного аппарата,
недостаточная защита инертным газом, что приводит к загрязнению материалов. За
Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелий
смешивание.
При сварке методом TIG с использованием аргона и двуокиси углерода вы немедленно загрязните и разрушите сварной шов. По этой причине наличие надлежащей газовой защиты во время сварки TIG является жизненно важным. Чтобы обеспечить надлежащую газовую защиту при сварке TIG, соблюдайте следующую процедуру:
- Установите расход газа. Правильный расход газа для сварки ВИГ с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не устанавливайте слишком высокую скорость потока так же важно, как и достаточно высокую скорость потока: высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в окружающий воздух.

- Проверьте фитинги и шланги на отсутствие утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть адекватным, проверьте установку на наличие утечек. Чтобы проверить наличие утечек, промойте шланги и фитинги мыльной водой. Если есть утечка, вы должны увидеть пузыри в негерметичном шве.
Другое
Распространенные проблемы сварки TIG с инверторным сварочным аппаратом
При
Сварке TIG может легко научиться любой человек, имеющий базовые знания в области сварки.
Методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG.
в которых может поразить любого сварщика, новичков и профессионалов.
Здесь
Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с
инверторный сварочный аппарат:
- Сварка алюминия ВИГ постоянным током: Постоянный ток не идеален для сварки алюминия, вместо этого следует использовать переменный ток.
 TIG-сварка алюминия на постоянном токе приводит к загрязнению.
TIG-сварка алюминия на постоянном токе приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения сгорели, а место сварки идеально блестит, прежде чем вводить присадочную проволоку, чтобы предотвратить загрязнение. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В ВИГ
Сварка на инверторном сварочном аппарате. Главное в игре — управление дугой
При сварке ВИГ на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете овладеть, чтобы стать лучшим сварщиком ВИГ, является управление дугой. Это означает, что с момента нажатия или поцарапать дугу до момента, когда вы убьете переключатель.
Наряду с изучением надлежащей газовой защиты крайне важно обеспечить успешную, прочную и эстетически привлекательную сварку TIG.
Кому
правильно контролировать дугу при сварке TIG, дуга должна быть как можно короче.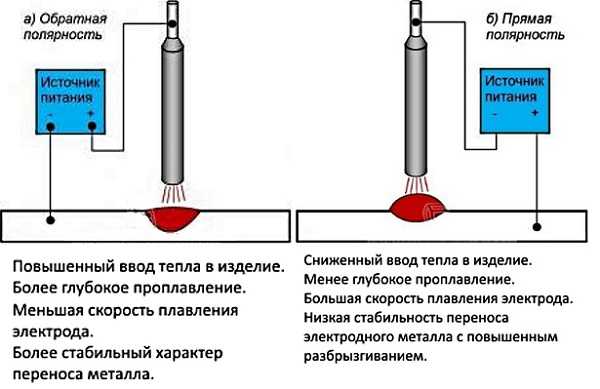
возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
Любой
регулировка длины дуги в середине сварного шва ухудшит внешний вид
сварного шва, а в более серьезных случаях может вызвать структурные проблемы.
При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих сварных швов.
различные положения на металлоломе перед попыткой какой-либо серьезной сварки
проект.
ТИГ
Сварка для каждого сварщика
Любой, кто знаком со сваркой МИГ, может запрыгнуть в сварочный поезд ТИГ, и для этого не нужен источник питания сварки ТИГ промышленного класса. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
С
инверторный сварочный аппарат и правильные инструменты, легко выполнять качественно,
прочные и точные сварные швы TIG на тонких и экзотических металлах, не выходя из дома
цех.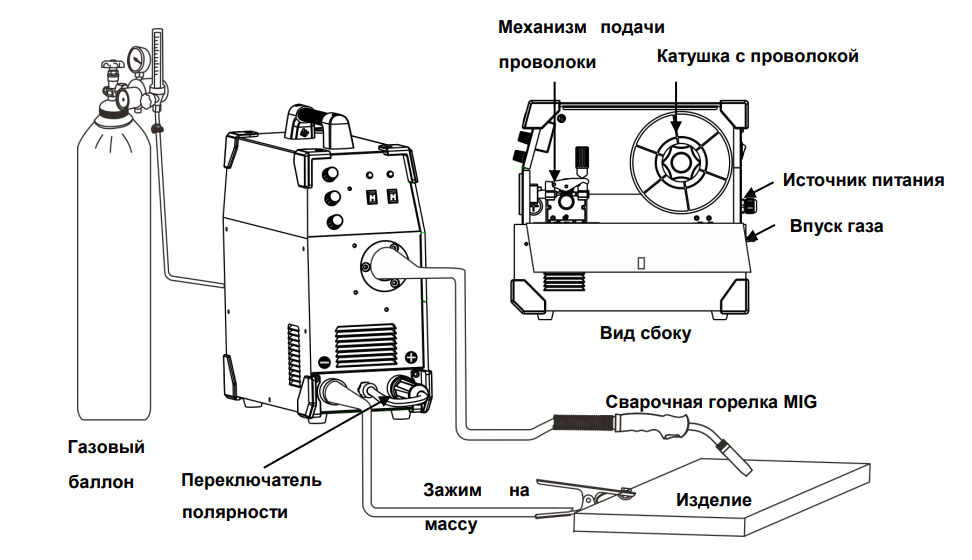
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму. 902:19 Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Советы по сварочным аппаратам для начинающих / Краткое руководство
Добро пожаловать в нашу первую статью с советами по сварке для сварочных аппаратов, в ней мы рассмотрим основные преимущества и особенности сварочных аппаратов, области применения и металлы, для которых они подходят, а также некоторые подводные камни, которых вы, возможно, захотите избежать. Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата.
Сварка, как и все остальное, — это навык, на совершенствование которого уходят годы. Тем не менее, это может быть довольно быстро и легко научиться, если вы потратите некоторое время на то, чтобы понять физику сварки в целом. Из-за относительно недавнего широкого использования инверторной технологии в сварке, зажигание сварного шва (что обычно является самой сложной частью обучения сварке) становится гораздо менее неприятным благодаря легкой дуге.
Защитное оборудование, такое как шлемы с автоматическим затемнением, делает процесс намного быстрее, безопаснее и менее раздражающим, чем много лет назад, когда их не было рядом. Мы рассмотрим самые важные советы и факты по сварке 90% новичков не знают. От дуговых сварщиков до сварки порошковой проволокой. Приведенное ниже руководство представляет собой лишь базовую статью для начинающих и составлено из наиболее распространенных вопросов, которые мы получаем в магазине о сварке в целом. В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущем на некоторой практической информации о фактических действиях самой сварки.
Это сварочный шлем с автоматическим затемнением. Большинство моделей имеют регулируемую настройку затемнения.
Кожаные перчатки до локтя. Идеал
Обратите внимание, что важные участки тела с непосредственным риском хорошо защищены.
Почти каждое технологическое достижение в области сварки сделало ее более безопасной, чем раньше. Инверторные сварочные аппараты более энергоэффективны и значительно снижают риск возгорания или поражения электрическим током. Шлемы с автоматическим затемнением практически устранили опасность дуговых очей (вспышек ожогов глаз) и других травм лицевой области. Просто очень важно понимать элементы и физику сварки в целом, если вы уважаете их, вы можете избежать травм в долгосрочной перспективе. Просто всегда используйте перчатки, каски и избегайте использования длинных тонких удлинителей. Важный совет по сварке: избегайте стандартных сварочных масок. Маски с автоматическим затемнением действительно экономичны и работают. Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
- шлем (избегайте обычных шлемов, если можете, включите автоматическое затемнение), убедитесь, что вы получаете такие, которые закрывают как минимум большую часть головы. Большинство хороших шлемов подходят.
- Перчатки, комбинезон и кожаный чехол. Тепловое излучение от сварки даст вам очень неприятный загар.
- Дополнительная шапочка или банан для защиты волос на лице и верхней части головы
- сварочный фартук для защиты ног
- или, по крайней мере, кожаная обувь для предотвращения проводимости в редком случае короткого замыкания.
Защитная обувь
Профессиональный сварочный инвертор MMA ARC
Полупрофессиональный сварочный аппарат MIG со встроенной системой подачи проволоки.
Эта профессиональная машина обеспечивает выход постоянного/переменного тока. Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия.
Вы увидите эти машины повсюду и не без оснований. Они работают. Основное различие между этими аппаратами и предшествующими технологиями (сварочные аппараты с масляным охлаждением) заключается в том, что на выходе используется постоянный ток. Переменный ток (переменный ток) подается в машину, инверторный трансформатор преобразует его в постоянное напряжение (низкое напряжение, высокая сила тока), и в результате получается гораздо более легкая и энергоэффективная машина. Постоянный ток также имеет тенденцию вызывать меньшее прилипание и меньшее разбрызгивание, чем большие машины с медным трансформатором, использовавшиеся много лет назад. Инверторные сварочные аппараты также имеют очень хороший рабочий цикл для своего размера и стоимости. Когда вы переходите на более промышленные машины, тяжелые медные трансформаторы по-прежнему популярны.
- благодаря цифровой природе электроники, управляющей трансформатором, можно выбрать более точный и точный выходной ток.
- обычно с воздушным охлаждением (также остывает намного быстрее, чем старые машины с масляным охлаждением)
На большинстве машин вы найдете некоторую электрическую информацию. Если его там нет, попробуйте проверить инструкцию по эксплуатации.
Инверторные машины позволяют легко регулировать выходной ток. Чем ниже выходной ток, тем выше рабочий цикл.
Одним из основных аргументов в пользу сварочных аппаратов является рабочий цикл. Рабочий цикл в основном объясняет, как долго сварщик может сваривать при определенной мощности тока. Большинство сварщиков отображают процент рабочего цикла вместе с выходным током, например, 60% при 200 А. Процент зависит от того, как долго сварщик может выдавать этот ток в 10-минутном окне без перегрева (при определенной комнатной температуре).
Таким образом, этот сварочный аппарат будет выполнять сварку при 200 А в течение 6 минут, прежде чем его трансформатор перегреется и отключится. Затем сварщик должен отдохнуть 4 минуты в 10-минутном окне, чтобы его снова можно было использовать. Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, заключается в том, чтобы выбрать аппарат примерно на 25% выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, заключается в том, чтобы выбрать аппарат примерно на 25% выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Пожалуйста, имейте в виду, что здесь играет роль множество переменных, поэтому производители, как правило, амбициозны в своих спецификациях. Поэтому мы советуем нашим клиентам использовать ток на 25% выше необходимого, чтобы получить хорошо работающую машину за такую цену. В южноафриканском климате при сварке при температуре 40°С рабочий цикл 60% становится нереалистичным для любой машины.
Сварка стержнем (дуговая сварка) в действии. Обратите внимание, как искра возникает на кончике сварочного стержня. На самом деле ток течет через ручку, а затем через сам стержень.
Также называется дуговой сваркой защищенным металлом. Основное оборудование, которое должно быть в каждой мастерской, начинается со старого надежного аппарата для дуговой сварки. Сварка осуществляется путем создания плавления между экранированным металлическим стержнем и свариваемым металлом. Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
Основное оборудование, которое должно быть в каждой мастерской, начинается со старого надежного аппарата для дуговой сварки. Сварка осуществляется путем создания плавления между экранированным металлическим стержнем и свариваемым металлом. Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
ММА ( ручная дуговая сварка металлическим электродом ) сварочные аппараты в настоящее время являются самыми дешевыми и надежными машинами из-за того, что они очень широко используются и не имеют движущихся частей. Обычно на сварщике MMA большинство сварщиков учатся этому навыку. MMA по-прежнему остается самым популярным решением для сварки и более широко используется для черных металлов. Единственная проблема у них заключается в том, что сварщику необходимо каждые несколько секунд останавливать сварку, чтобы сменить стержень, а дуговые сварщики не очень хороши для точных работ и цветных металлов из-за их глубокого провара и брызг вокруг сварного шва.
- экономичные сверхкомпактные машины
- может использоваться в качестве сварочного аппарата TIG для черных металлов (поясняется ниже)
- газ не требуется
- очень прост в освоении (отлично подходит для начинающих)
- не считается подходящим для производства (стержни довольно короткие, и их необходимо заменять каждые несколько секунд)
- расходников меньше, нужны только шатуны.
Различные виды стержней для различных металлов. Из металла, чугуна и алюминия.
Качество сварки во многом зависит от используемого стержня. Аспекты, которые следует учитывать, это качество, толщина, металл, тип тока, направление сварки. Все эти аспекты объясняются на крышке упаковки продукта.
Тем не менее, некоторые бренды не предлагают силу тока, используемую для каждой толщины стержня, поэтому необходимо провести предварительное исследование, чтобы выбрать правильный сварочный аппарат и стержни. Не стесняйтесь использовать этот калькулятор от Millers, чтобы определить правильную толщину прутка: Калькулятор прутка для дуговой сварки. Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Хороший совет по выбору правильного стержня заключается в том, что вы можете добиться очень хорошего рабочего цикла на сварочном аппарате, если вы используете более низкую настройку на сварочном аппарате. Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы. Просто помните, что эти стержни всегда должны быть абсолютно сухими.
Стандартная горелка МИГ. Обратите внимание на кожух на наконечнике, газ и ток проходят через горелку.
Полупрофессиональный сварочный аппарат MIG со встроенной системой подачи проволоки.
Внешний механизм подачи проволоки для более крупных коммерческих машин.
Сварочные аппараты
MIG отличаются от аппаратов дуговой сварки в самом большом смысле, поскольку они используют подаваемую проволоку вместо стержней. Проволока (стальная) подается с ролика или механизма подачи через горелку, а затем выдается из наконечника. Поскольку большинство проволоки представляет собой просто металл, сварной шов по-прежнему должен быть защищен инертным газом, который также подается через горелку для защиты сварного шва от кислорода и влаги. Причиной широкого использования сварочных аппаратов MIG являются дополнительные преимущества, заключающиеся в возможности непрерывной сварки в течение более длительного времени по сравнению со сваркой стержнями или сваркой TIG. Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Полученный сварной шов также чище и создается с меньшим разбрызгиванием, чем дуговая сварка. Проблемы со сваркой MIG включают в себя необходимость иметь дело с газовыми баллонами или более дорогой проволокой с флюсовой сердцевиной, описанной ниже. Они также требуют дополнительного обучения и дополнительных настроек для начала (например, скорость подачи проволоки). Это более дорогие машины из-за дополнительной системы подачи проволоки и более сложных механизмов горелки.
На что следует обратить внимание при покупке аппарата MIG
- обратите внимание на толщину проволоки и совместимость размеров фидера
- решите, нужно ли вам использовать ГАЗ или НЕТ ГАЗ. Если вам нужно использовать флюсовый сердечник, приобретите машину с обратной полярностью.
- расходные материалы включают. Наконечники (разных размеров), газовые кожухи (у опытных сварщиков они служат долго), газ и проволока.
Стандартный газовый регулятор, установленный на газовом баллоне.
Этот пункт будет посвящен сварке MIG и сварке TIG. Чтобы легко ответить на этот вопрос, вам просто нужно понять, что происходит, когда вы свариваете (плавление). Когда при сварке металлы плавятся, создавая большое количество тепла, во время этого процесса тепло притягивает влагу и кислород из непосредственной окружающей среды, что делает сварной шов очень хрупким. Таким образом, газ (в большинстве случаев газ CO2 или аргон) используется для создания временного экрана вокруг нагретой области, чтобы защитить ее от врага или сварочной воды. Преимущества использования газа заключаются в том, что сварной шов практически чистый и не требует очистки от шлака.
Чтобы легко ответить на этот вопрос, вам просто нужно понять, что происходит, когда вы свариваете (плавление). Когда при сварке металлы плавятся, создавая большое количество тепла, во время этого процесса тепло притягивает влагу и кислород из непосредственной окружающей среды, что делает сварной шов очень хрупким. Таким образом, газ (в большинстве случаев газ CO2 или аргон) используется для создания временного экрана вокруг нагретой области, чтобы защитить ее от врага или сварочной воды. Преимущества использования газа заключаются в том, что сварной шов практически чистый и не требует очистки от шлака.
Осталось только одно решение: я использую газ CO2 или аргон. Газ CO2 является более распространенным и дешевым в использовании. В современной промышленности вы, скорее всего, столкнетесь со смесями CO2 и АРГОНА, причина этого в том, что смесь создает меньше брызг, чем чистый CO2. Газ CO2 обычно используется для черных металлов, это металлы, содержащие железо. Однако чистый аргон имеет гораздо меньшую проникающую способность, чем смеси CO2, и по этой причине его популярно использовать для обработки цветных металлов, таких как алюминий, магний или медь. В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
- меньше пыли и брызг по сравнению со сваркой под флюсом (MMA и Flux core)
- лучший выбор для цветных металлов по сравнению с Flux core.
- , в зависимости от используемой марки, может обойтись дешевле в расчете на метр сварного шва из-за высокой стоимости порошковой проволоки.
Обычная стальная проволока. На этом валу нет флюса.
Флюсовая проволока обычно имеет более темный цвет из-за другого производственного процесса и включения флюса внутрь проволоки.
Пример меньшего рулона флюсовой проволоки для станков DIY
Подобно тому, как работают стержни для дуговой сварки, это достигается за счет использования флюса, который заполняется внутри используемой сварочной проволоки. Вы видите, что сварной шов все еще должен быть защищен от кислорода и влаги в окружающей среде, поэтому флюс заполняется внутри проволоки, чтобы защитить нагретый сварной шов. Преимущества этого заключаются в меньших усилиях и отсутствии необходимости беспокоиться о газовых баллонах. Самая большая проблема с проволокой с флюсовой сердцевиной — это дополнительные затраты на проволоку и некоторое количество шлака, остающегося на охлажденном сварном шве. Благодаря тому, что вам не нужно беспокоиться о дополнительных газовых баллонах, такое решение более компактно. Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
Вы видите, что сварной шов все еще должен быть защищен от кислорода и влаги в окружающей среде, поэтому флюс заполняется внутри проволоки, чтобы защитить нагретый сварной шов. Преимущества этого заключаются в меньших усилиях и отсутствии необходимости беспокоиться о газовых баллонах. Самая большая проблема с проволокой с флюсовой сердцевиной — это дополнительные затраты на проволоку и некоторое количество шлака, остающегося на охлажденном сварном шве. Благодаря тому, что вам не нужно беспокоиться о дополнительных газовых баллонах, такое решение более компактно. Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
- можно использовать в ветреную погоду благодаря образованию шлака на сварном шве
- производительнее, чем сварка в среде защитных газов, до 100 % быстрее, в зависимости от используемого оборудования
- шлак необходимо очистить после сварки
Как вы можете видеть, присадочный материал (металл) подается в дугу сварщиком вручную, при этом газ откачивается из керамического наконечника для защиты процесса сварки. Сварка TIG
, хотя, вероятно, является наименее распространенным типом сварки, на сегодняшний день является наиболее передовой и точной. Очень популярный выбор для цветных металлов из-за неглубокого проплавления и лучшего контроля над потоком и дугой сварного шва. Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
- очень точный
- лучший выбор для тонкого алюминия и других цветных металлов
- Более профессиональные машины позволяют сварщику контролировать почти каждый аспект сварки.
- обучение находится на кривой, требует больше времени и терпения, чтобы освоить.
- отношение скорости к сварке металла низкое (медленное)
- включают вольфрамовый наконечник, кожух, газовые и металлические стержни.
- заточены в соответствии со свариваемым материалом.
Расходные материалы
Вольфрамовые наконечники
Стандартный дуговой сварщик. Можно установить только горелку TIG, поэтому газ должен подаваться напрямую от горелки к баллону. Выход постоянного тока.
Отличие сварочного аппарата TIG/MMA на выходе постоянного тока заключается в некоторых дополнительных настройках, а газ и триггер контролируются аппаратом.
Эта профессиональная машина обеспечивает выход постоянного/переменного тока. Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия.
Это горелка TIG с выключателем. Горелка должна быть модифицирована и снабжена проушиной, чтобы ее можно было использовать с аппаратом для дуговой сварки. Переключатель не будет использоваться, вместо него будет использован старт с нуля.
Интересный совет по сварке: вы можете начать сварку TIG с нуля с помощью любого аппарата для дуговой сварки с инвертором постоянного тока, просто подключив горелку TIG, газ нужно будет просто подать из баллона прямо в горелку. При использовании дуговой сварки для сварки TIG просто помните, что полярность остается той же, поэтому она будет работать только с более тонкими черными металлами. Поскольку горелка не контролируется машиной, дуга зажигается путем ручного царапания поверхности или металла. Не так точно, как при использовании обычного аппарата TIG с триггером, но действительно удобный прием, позволяющий повысить ценность вашего существующего аппарата для дуговой сварки.
При использовании дуговой сварки для сварки TIG просто помните, что полярность остается той же, поэтому она будет работать только с более тонкими черными металлами. Поскольку горелка не контролируется машиной, дуга зажигается путем ручного царапания поверхности или металла. Не так точно, как при использовании обычного аппарата TIG с триггером, но действительно удобный прием, позволяющий повысить ценность вашего существующего аппарата для дуговой сварки.
PS: не все горелки Scratch TIG подходят для обычных машин MMA с инвертором постоянного тока. Убедитесь, что штекеры подходят. Большинство продаваемых горелок предназначены для ввинчиваемых фитингов, используемых на машинах TIG, где газ подается к горелке. Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Благодарим вас за то, что нашли время, чтобы прочитать эту вводную статью о советах по сварке.