Как подключить сварочный инвертор: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как подключить сварочный аппарат: руководство и советы
На что обратить внимание? Как подключить сварочный аппарат, если опыта ещё не так много, а делать дела по хозяйству и на производстве нужно? Следует учиться азам пользования прибором, к тому же у каждого типа свои требования и характеристики.
Из чего выбрать? Важно различать основные разновидности сварочных аппаратов. Так вы сможете подобрать для каждого из них нужный вариант настройки. После освоения несложных правил ваш сварочный процесс станет эффективнее и быстрее.
СОДЕРЖАНИЕ
- Разновидности сварочного аппарата
- Сварочный инвертор
- Сварочный трансформатор
- Проводка и удлинители для подключения сварочного аппарата
- Убедиться в нормальном состоянии проводки
- Как применять удлинители
- Инструкция по подключению инверторного сварочного аппарата
- Установка и подключение агрегата
- Подключение к электросети
- Подключение удлинителя
- Советы, как правильно подключить сварочный аппарат полуавтомат
- Можно ли подключить сварочный аппарат к бензогенератору
- Полезные рекомендации по сварке
Разновидности сварочного аппарата
В первую очередь необходимо обратить внимание на тип сварочного аппарата и тип розетки для подключения к электросети. Различают трансформаторные и инверторные аппараты. Последние отличаются малым весом и габаритами, обеспечивают плавный пуск, имеют множество опций и защитные устройства. Для них подойдет даже розетка на 16 А, а на выходе можно получить ток до 160 А.
Различают трансформаторные и инверторные аппараты. Последние отличаются малым весом и габаритами, обеспечивают плавный пуск, имеют множество опций и защитные устройства. Для них подойдет даже розетка на 16 А, а на выходе можно получить ток до 160 А.
Сварочный инвертор
В конструкции инверторного сварочного аппарата присутствует трансформатор, однако его рабочая частота составляет 50-100 кГц, что обеспечивает компактность устройства. Инвертор весит не больше 3 килограммов, его размеры составляют приблизительно 300 х 190 х 130 мм.
Сварочный трансформатор
Трансформаторные сварочные аппараты можно считать устаревшим оборудованием, хотя они незаменимы в определенных ситуациях. Частота работы трансформатора составляет 50 Гц, поэтому устройство получается громоздким, имеет не так много настроек и защитных опций.
Проводка и удлинители для подключения сварочного аппарата
Убедиться в нормальном состоянии проводки
Прежде чем подключать сварочный аппарат, проверьте розетки и проводку к ним. Если дом построен давно, велика вероятность, что они рассчитаны на силу тока не более 10 А. Обратите внимание на пробки и автоматы выключения тока, нет ли «жучков».
Если дом построен давно, велика вероятность, что они рассчитаны на силу тока не более 10 А. Обратите внимание на пробки и автоматы выключения тока, нет ли «жучков».
Читайте также: «Оборудование для сварочных работ»
Сварка – занятие ответственное. Если дом запитан от воздушной электролинии, то подключение к сети сварочного аппарата может вызвать падение напряжения до 150 В. В результате для соседей возникнет риск возгорания электроприборов, при этом качество сварки также будет оставлять желать лучшего, поскольку не обеспечится достаточная сила тока.
Как применять удлинители?
Если стандартной длины электросетевого шнура недостаточно (обычно она не превышает 2,5 метра), то придется воспользоваться удлинителем. Однако здесь также нужно быть осторожным. Сила тока, который можно пустить через кабель, ограничена диаметром его сечения. При сечении 1,5 мм нагрузка не должна превышать 16 А, для провода диаметром 2,5 мм – 25 А.
Удлинитель нужно брать с определенным запасом по сечению. Обязательно нужно использовать заземление, это поможет избежать короткого замыкания. Сам удлинитель нужно разматывать полностью, чтобы ускорить остывание и не допустить образования лишнего индуктивного сопротивления.
Обязательно нужно использовать заземление, это поможет избежать короткого замыкания. Сам удлинитель нужно разматывать полностью, чтобы ускорить остывание и не допустить образования лишнего индуктивного сопротивления.
Читайте также: «Оборудование для СТО»
Избегайте использования промежуточных соединений. Приобретите многожильный провод необходимой длины. Если нужно получить ток 140 А, жила из меди не может быть тоньше 3,5 мм. Провод, таким образом, должен иметь диаметр не менее 7 мм.
Инструкция по подключению инверторного сварочного аппарата
На рынке сварочного оборудования сегодня можно найти массу моделей различного типа. Чаще всего используются инверторы, так как они легче, компактнее и подходят для решения самых различных задач.
Установка и подключение агрегата
До того как начать работу инвертором, нужно правильно подключить сварочный аппарат. Здесь необходимо придерживаться ряда строгих правил.
- Нельзя ставить аппарат ближе 2 метров от стены, а также от находящихся в помещении предметов.

- В обязательном порядке нужно использовать заземление.
- Рядом с изделием или конструкцией, на которой планируется выполнять сварные работы, не должны находиться горючие жидкости и предметы.
- Желательно использовать для сварки или ровную поверхность, или металлический стол.
Инвертор можно запитать как от бытовой электросети с напряжением 220 В, так и от сети с напряжением 380 В (как правило, она встречается в производственных помещениях). При необходимости выполнения работ в отдалении от источника тока можно подключить сварочный аппарат к генератору.
Подключение к электросети
Если для питания сварочного аппарата используется бытовая электророзетка, то могут возникнуть сложности. Сеть может быть не рассчитана на высокую мощность тока из-за своей ветхости или просто недостаточного сечения кабеля. Чаще всего в домашних условиях можно подключить не более 16 А.
Нужно также принимать во внимание и иные включенные электроприборы, суммарно они могут выдать более 16 А, что приведет к срабатыванию автомата и отключению электричества. По этой причине необходимо заранее оценивать мощность аппарата.
По этой причине необходимо заранее оценивать мощность аппарата.
Учитывайте и возможность просадки сети. Если после включения инвертора обнаружилось, что напряжение упало, то следует обратиться к руководству по использованию аппарата и проверить, какое минимально необходимое напряжение позволяет проводить работы. Если ток в сети не выдает необходимых значений, то к такой сети подключиться не удастся. Придется использовать либо менее мощный инвертор, либо поискать другой источник питания.
Подключение удлинителя
Заводской кабель, которым оснащен инвертор, соответствует всем стандартам безопасности. Однако его длины не всегда бывает достаточно. В этом случае поможет удлинитель, сечение жилы которого не менее 2,5 мм, а длина не превышает 20 метров. Его вполне хватит для выполнения работ при силе тока 150 А.
Читайте также: «Металлические стеллажи для склада»
Не забывайте полностью разматывать удлинитель. Если оставить его часть на катушке, то во время работы сварочным аппаратом провод будет накапливать индукцию. Это вызовет перегрев провода, его неисправность и даже возгорание.
Это вызовет перегрев провода, его неисправность и даже возгорание.
Советы, как правильно подключить сварочный аппарат полуавтомат
Полуавтоматические сварочные аппараты могут быть нескольких типов. Если опыта в выполнении сварных работ недостаточно, то вполне можно обойтись простейшим устройством с минимумом дополнительных опций и настроек, оснащенным синергетическим управлением. Для профи лучше подойдут трехфазные аппараты повышенной мощности, которые позволяют работать длительное время при высоких нагрузках.
Какой бы аппарат вы ни выбрали, в комплект любого из них входит следующее оборудование:
- Сам сварочный аппарат.
- Горелка для выполнения сварки в полуавтоматическом режиме.
- Баллон с горючим газом и редуктором.
- Газовый шланг.
- Провод с перемычкой заземления.
Кроме того, необходимо заранее позаботиться о специальной проволоке, типовых средствах защиты, используемых при выполнении пожароопасных работ.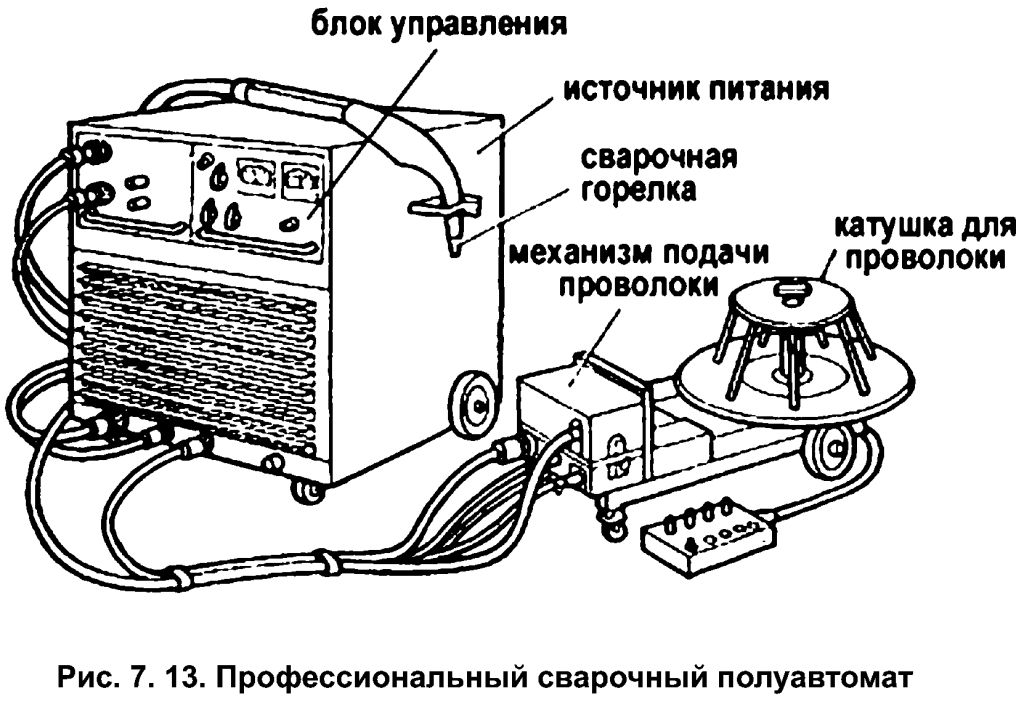
Читайте также: «Гибочные прессы»
Сварочный аппарат полуавтомат нужно правильно собрать и подключить:
- Сначала необходимо поставить редуктор на баллон с горючим газом.
- Газовый шланг присоединяется к редуктору на баллоне.
- Затем газовый шланг соединяется с полуавтоматом.
- Горелка присоединяется к евроразъему на внешней стороне.
- Провод питания подсоединяется к минусовому выходу.
Проволока в полуавтоматическом аппарате устанавливается так:
- Катушка ставится в аппарат и закрепляется на оси.
- Распаковываем проволоку и «откусываем» изогнутый конец кусачками.
- Проволока протягивается через канавку ролика и помещается в направляющую втулку евроразъема на 15-20 см.
- Устанавливается на место прижимной ролик.
- Регулируется сила прижимания.
- Удаляется сопло горелки.
- Снимается контактный наконечник.

- Горелка натягивается по прямой, затем нажимается кнопка подачи.
- При появлении куска проволоки необходимой длины накручиваются сопло и наконечник.
- Излишки проволоки нужно удалить, ее вылет не должен превышать 10 мм.
Аппарат собран и готов к выполнению сварочных работ. Ничего трудного здесь нет, главное все делать последовательно и по инструкции.
Несколько слов непосредственно о настройке сварочного полуавтоматического аппарата.
Здесь имеет значение как модель устройства, так и используемые для работ материалы. Пластины из стали толщиной 2,5 мм хорошо подойдут для большинства задач. Наряду с ними хорошую производительность смогут обеспечить проволока сечением 1 мм и смесь аргона и углекислого газа в соотношении 80 на 20 %.
Для работы с такими материалами вполне хватит расхода газа 10-12 литров в минуту – настраиваем его на редукторе. На количество потребляемого защитного газа нужно обращать особое внимание. При его недостаточности на шве останутся поры. Избыток газа вызовет появление завихрений, ухудшающих защитные свойства.
Избыток газа вызовет появление завихрений, ухудшающих защитные свойства.
Читайте также: «Обработка металла на токарном станке»
Проще всего выполняется регулировка аппарата с синергетическим управлением.
- Переключатель «тип сварки» ставится в режим MIG SYN.
- Переключатель газа ставится в положение для смеси аргона и углекислого газа.
- Устанавливается сечение сварочной проволоки. Достаточно 0,8 мм.
- Выставляется 2-тактный режим работы. Этого хватит для непродолжительного времени сварки. Обратите внимание, что при необходимости изготовления длинных швов лучше подойдет 4-тактный режим. В этом случае достаточно один раз нажать кнопку пуска. При выполнении коротких швов целесообразнее использовать 2-тактный режим, тогда нужно регулировать старт и стоп вручную.
- Устанавливается сила сварного тока. Достаточно будет 100 А. Обратите внимание, что при выполнении работ в полуавтоматическом режиме скорость подачи проволоки определяется силой тока.
 Скорость увеличивается при повышении силы тока и уменьшается при его понижении.
Скорость увеличивается при повышении силы тока и уменьшается при его понижении.
Можно ли подключить сварочный аппарат к бензогенератору
Часто на строительном объекте нет условий для подключения инвертора. В этом случае можно использовать дизельный или бензиновый генератор. Бензиновые модели распространены шире. При этом нужно обращать внимание на технические характеристики устройства. Для нормальной работы требуется, чтобы мощность генератора на выходе составляла не менее 5 кВт. В противном случае нестабильное электропитание грозит выходом инвертора из строя.
Не забывайте и о сечении электрода, используемого для сварки. Стержню диаметром 3 мм будет нужен ток не менее 120 А и напряжение на дуге не менее 40 В. Требуемую мощность можно легко рассчитать, умножив напряжение на силу тока. В данном случае она составит 40 В * 120 А = 4800 Вт или 4,8 кВт. Это означает, что генератору на 5 кВт придется работать с максимальной нагрузкой, что может сократить срок его эксплуатации и даже вывести его из строя.
Читайте также: «Что такое фреза»
Чтобы не возникало перебоев с питанием инвертора, генератор должен иметь выходную мощность хотя бы на 20 % больше, чем необходимо сварочному аппарату.
Полезные рекомендации по сварке
Все сварочные работы выполняются с соблюдением ряда требований, которые призваны обеспечить высокое качество результата и безопасность сварщика.
- В первую очередь необходимо убедиться, что используемое оборудование не имеет повреждений. Выше было описано, как подключить провода к сварочному аппарату. При этом нужно обращать особое внимание, не нарушена ли целостность изоляции питающего и заземляющего кабелей, исправно ли устройство подачи газа, горелка, соединение всех указанных элементов с аппаратом. Неисправность или непрочное соединение любого из этих компонентов исключают выполнение работ, так как во время сварки можно получить удар электрическим током или отравиться газом.
- Для каждого вида сварных работ используется своя газовая смесь.
 Необходимо убедиться, что газ пригоден для решаемых задач. Также нужно удостовериться в исправности газовыпускного оборудования.
Необходимо убедиться, что газ пригоден для решаемых задач. Также нужно удостовериться в исправности газовыпускного оборудования. - Присадочный материал должен соответствовать характеру выполняемых работ, а также иметь достаточную прочность. Если сварка выполняется в автоматическом или полуавтоматическом режиме, то нужно обращать внимание на правильность установки проволоки. Она должна соответствовать колесам в устройстве подачи. Также осматриваются сами колеса подающего механизма, чтобы они крутились свободно и без усилий. Устройство подачи проволоки должно быть совместимо с используемым сварочным пистолетом. Проверять соблюдение данного требования удобнее на отсоединенном от устройства подачи пистолете.
- С газового сопла на пистолете необходимо предварительно удалить остатки металла. Также очищается газораспылитель, держатель наконечника.
- До начала выполнения сварки обязательно проверяется подача газа. Желательно выполнять эту процедуру до установки проволоки.
 Если же она уже заправлена в пистолет, то нужно удалить винт регулировки прижимной силы роликов из механизма подачи – это исключит движение проволоки во время проверки. Далее можно просто нажать на кнопку пуска и замерить, сколько газа израсходовано. Можно встретить устройства, в которых предусмотрена отдельная функция «проверка подачи газа», что существенно упрощает контроль. При нажатии на соответствующую кнопку происходит подача газовой смеси без продвижения проволоки.
Если же она уже заправлена в пистолет, то нужно удалить винт регулировки прижимной силы роликов из механизма подачи – это исключит движение проволоки во время проверки. Далее можно просто нажать на кнопку пуска и замерить, сколько газа израсходовано. Можно встретить устройства, в которых предусмотрена отдельная функция «проверка подачи газа», что существенно упрощает контроль. При нажатии на соответствующую кнопку происходит подача газовой смеси без продвижения проволоки.
Выбирая, куда и как подключить сварочный аппарат, помните о базовых рекомендациях и технике безопасности, и тогда выполнение работ не доставит проблем!
Подключение сварочного аппарата в обычной сети
При работе по хозяйству, как на даче, так и в частном доме или квартире, может понадобиться сварочный аппарат. Поскольку это довольно мощный электроприбор, его эксплуатация может стать серьёзным испытанием для бытовой электропроводки. Чтобы избежать неприятных последствий от эксплуатации подобной техники, следует заранее изучить ряд технических нюансов домашней электросети. Данную статью мы посвятили разбору таких моментов и советам по оптимизации работы со сварочным аппаратом от опытных мастеров.
Данную статью мы посвятили разбору таких моментов и советам по оптимизации работы со сварочным аппаратом от опытных мастеров.
Практика показывает, что использование сварочника в быту вполне может быть безопасно, но для этого необходимо соблюдение ряда условий, главнейшими из которых будут подходящие провода и электрофурнитура. На рынке сегодня можно отыскать модели сварочных аппаратов, мощность которых составляет от 3 до 5 кВт, что вполне по силам выдержать бытовой проводке. К большому сожалению, в большинстве технических паспортов и инструкций по пользованию, предлагающихся к подобной продукции, вообще отсутствуют какие-либо рекомендации в отношении политики безопасного подключения к электросети. Безусловно, производители в основном исходят из того, что техника подобной мощности будет подключаться в мастерских и гаражах, где проводка более приспособлена к высоким нагрузкам, однако необходимость применить сварочный аппарат даже в квартире многоэтажки также периодически возникает. Зачастую общие рекомендации по работе с изделием сведены к тому, какие циклы эксплуатации и отдыха нужно выдерживать, а также как необходимо использовать органы управления на лицевой панели, но, к сожалению, мало кто уделяет внимание корректному подключению к сети 220 В. Именно эту оплошность мы и хотели бы далее устранить.
Зачастую общие рекомендации по работе с изделием сведены к тому, какие циклы эксплуатации и отдыха нужно выдерживать, а также как необходимо использовать органы управления на лицевой панели, но, к сожалению, мало кто уделяет внимание корректному подключению к сети 220 В. Именно эту оплошность мы и хотели бы далее устранить.
Как и в большинстве других случаев, начинать детальный разбор политики эксплуатации прибора следует с того, как он устроен. На сегодняшний день в продаже можно отыскать всего два типа сварочников: трансформаторные и инверторные. Они отличаются по габаритам, удобству и влиянию на электросеть при эксплуатации. Рассмотрим оба типа подробнее.
- Трансформаторные сварочные аппараты принадлежат к уже морально устаревающей группе устройств. Они не просто более громоздкие и тяжёлые, но и имеют гораздо меньше удобных в работе регулировок и способов защиты электросетей. Однако частота их работы совпадает с сетевой и составляет 50 Гц, что позволяет обойтись без преобразования хотя бы этого параметра тока.
 Если взять некую усреднённую модель такого прибора, то её мощность составит 2,5-5 кВт при силе сварочных токов в диапазоне от 30 до 160 А. В подобных моделях могут применяться электроды от 0,5 до 1,5 мм, позволяющие производить довольно скромный перечень сварочных работ. Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит. Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты.
Если взять некую усреднённую модель такого прибора, то её мощность составит 2,5-5 кВт при силе сварочных токов в диапазоне от 30 до 160 А. В подобных моделях могут применяться электроды от 0,5 до 1,5 мм, позволяющие производить довольно скромный перечень сварочных работ. Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит. Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты. Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А. Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок.
Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А. Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок. - Инверторные сварочные аппараты, напротив, являются наиболее технически продвинутыми моделями. Несмотря на название, в них тоже есть трансформатор, но работает он по-другому, что позволяет производителям снизить вес и габариты без ущерба для основных эксплуатационных характеристик. Почти все модели такого типа позволяют варьировать частоту в диапазоне от 50 до 100 Гц, за счёт чего изменяется и скорость, и качество сварки.
 При этом вес среднего изделия такого рода составляет всего 2,5-5 кг, а размеры более, чем скромны – около 30 х 20 х 20 см. Более выигрышно он смотрится и в других отношениях: сварочный ток здесь часто варьируется от 3-5 до 160 А, изделие позволяет использовать электроды диаметром от 0,5 до 5 мм, не вызывает опасных резких скачков в питающей сети при включении и эксплуатации, а также практически всегда имеет встроенный механизм принудительного охлаждения. Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
При этом вес среднего изделия такого рода составляет всего 2,5-5 кг, а размеры более, чем скромны – около 30 х 20 х 20 см. Более выигрышно он смотрится и в других отношениях: сварочный ток здесь часто варьируется от 3-5 до 160 А, изделие позволяет использовать электроды диаметром от 0,5 до 5 мм, не вызывает опасных резких скачков в питающей сети при включении и эксплуатации, а также практически всегда имеет встроенный механизм принудительного охлаждения. Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
Вернёмся к наиболее общим моментам, которым обязательно следует уделить внимание, какой бы тип сварочного аппарата Вы ни использовали. К примеру, в домах старой постройки, где ни разу не производилась капитальная замена проводки или новые кабеля проложены лишь фрагментарно, подключать современные сварочники без комплекса подготовительных работ нельзя ни в коем случае. Самое безобидное последствие такого действия – у вас выбьет пробки и немного оплавятся гнёзда розетки, в которую был подключён аппарат. Куда более вероятно – автоматика в щитке не просто сработает, а выйдет из строя и её придётся заменять. Также велики шансы на то, что пострадает и другая бытовая техника, стационарно подключённая к сети – например, холодильник или телевизор. Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
Самое безобидное последствие такого действия – у вас выбьет пробки и немного оплавятся гнёзда розетки, в которую был подключён аппарат. Куда более вероятно – автоматика в щитке не просто сработает, а выйдет из строя и её придётся заменять. Также велики шансы на то, что пострадает и другая бытовая техника, стационарно подключённая к сети – например, холодильник или телевизор. Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
В жилых домах старого фонда используются провода и розетки, которые зачастую способны выдерживать силу тока не более 10 А, и то весьма краткий период времени. Некоторые хрущёвки позднего периода и квартиры в новостройках имеют предел уже в 16 А и 25 А, соответственно, что подтверждается автоматами в щитках именно с таким номиналом. Важно понимать, что для нормальной работы сварочного аппарата способ защиты проводки должен быть ничуть не хуже самих проводов. К примеру, в переоборудованных коммуналках не редкостью является такая ситуация, когда все провода в квартирах заменены на новые, а сечение некоторых из них позволяет выдерживать токи даже свыше 16 А, но при этом общие этажные шкафы, в которых заперты счётчики с устройствами защиты, всё ещё оснащены лишь старыми керамическими пробками, автоматическими выключателями образца начала 2000-х годов или вовсе «жучками». В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
К примеру, в переоборудованных коммуналках не редкостью является такая ситуация, когда все провода в квартирах заменены на новые, а сечение некоторых из них позволяет выдерживать токи даже свыше 16 А, но при этом общие этажные шкафы, в которых заперты счётчики с устройствами защиты, всё ещё оснащены лишь старыми керамическими пробками, автоматическими выключателями образца начала 2000-х годов или вовсе «жучками». В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
Сварка сама по себе – это весьма кропотливое и ответственное занятие. В некоторых случаях даже при формально корректно оборудованных электрокоммуникациях возможны неприятные последствия. Например, к домам из двух-трёх этажей, даже расположенным в черте города, часто подходят именно воздушные линии питания. При малейшем несоблюдении правил подключения сварочника есть вероятность вызвать возгорание проводов, повреждение жил или отгорание клеммы в месте подвода. Кроме того, вполне реально нагрузить проводку до такой степени, что у всех в доме вольтаж просядет до 150-180 В. При этом и хозяин сварочного аппарата не сможет нормально варить, и другие люди рискуют остаться без света или какое-то время делать домашние дела при тусклом свете лампочек.
При малейшем несоблюдении правил подключения сварочника есть вероятность вызвать возгорание проводов, повреждение жил или отгорание клеммы в месте подвода. Кроме того, вполне реально нагрузить проводку до такой степени, что у всех в доме вольтаж просядет до 150-180 В. При этом и хозяин сварочного аппарата не сможет нормально варить, и другие люди рискуют остаться без света или какое-то время делать домашние дела при тусклом свете лампочек.
Как уже упоминалось ранее, существенное внимание следует уделять и промежуточным звеньям в питающей цепи, коими зачастую выступают разные удлинители. Хотя для подключения сварочника в доме зачастую и прокладывают отдельную линию, подобрать такое место, откуда был бы удобен доступ к любой точке дома, невозможно. Собственный шнур питания устройства обычно имеет длину, не превышающую 1,5-2 метра, а потому удлинитель пригодится мастеру примерно в 50% случаев. Здесь действуют те же правила, что и в обычном электромонтаже: сечение изделия определяет его максимально допустимый ток. Кабель в 1,5 кв. мм можно эксплуатировать под нагрузкой с силой тока в 16 А, а при сечении в 2,5 кв. мм – до 25 А. Второго бывает практически всегда более, чем достаточно при выполнении огромного многообразия сварочных работ в быту.
Кабель в 1,5 кв. мм можно эксплуатировать под нагрузкой с силой тока в 16 А, а при сечении в 2,5 кв. мм – до 25 А. Второго бывает практически всегда более, чем достаточно при выполнении огромного многообразия сварочных работ в быту.
Опытные мастера советуют новичкам использовать только фирменные удлинители на бобинах, а не пытаться собрать переноску самостоятельно. При этом, приступая к работе, настоятельно рекомендуется размотать провод полностью и разложить на полу. Так он будет быстрее охлаждаться и риск перегрева минимизируется. Дабы лишний метраж не мешал под ногами, правильнее всего будет изначально покупать удлинитель не со слишком большой длиной. Зачастую в квартире хватает 10 м, а в частном доме – 20 м. Для крупного коттеджа предел составляет 30 м, и то в большей степени из-за того, что техническая розетка с повышенным токовым пределом обычно ставится в гараже на нижнем этаже. Лишний в данных обстоятельствах метраж лучше всего разложить по полу в противоположном конце помещения, чтобы и его случайно не повредить, и работать было удобнее. Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена. Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена. Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Порой случается и так, что не хватает длины выводных проводов аппарата. Крайне не рекомендуется мастерить промежуточные соединения, даже при использовании самых технологичных способов. Правильнее будет приобрести новый многожильный провод нужного метража, разобрать сварочник или штекер, а затем присоединить отвод к клемме. Здесь следует быть очень внимательным: рассчитывая на ток в 140 А, необходимо запасаться отрезком толстого кабеля диаметром около 7 мм, чтобы площадь его сечения составляла не менее 35 кв. мм.
мм.
Иногда достойной альтернативой подключению к бытовой сети является использование генераторов. К сожалению, такой способ неприемлем для квартир и применяется только в частных домовладениях. Часто маломощный бензиновый генератор действительно отлично помогает избежать ненужных скачков вольтажа в сети, уберечь себя и соседей от потенциальных опасностей электротока. Важно лишь, чтобы мощность такого устройства была не менее 5 кВт, иначе работать сварочником будет очень неудобно и даже простой шов отнимет очень много времени. При заведомо слабой и уязвимой сети иногда имеет смысл приобрести комбинированное изделие – сварочный аппарат, оснащённый собственным генератором. Такое решение никак не назовёшь бюджетным, однако в определённых обстоятельствах подобные затраты намного разумнее в сравнении с ремонтом половины домашней техники или устранением последствий пожара. Как видим, избежать неприятностей при работе со сварочником вполне реально, если подойти к вопросу обстоятельно и заранее подготовить домашнюю электросеть для эксплуатации столь мощного прибора.
Transformer vs инверторный сварочный аппарат: какой из них подходит вам больше?
Электросварочные аппараты используются уже более века. Как и любая другая технология, эти машины усовершенствованы по сравнению с предыдущим десятилетием. Если вы хотите начать гражданскую войну в сварке, просто задайте вопрос группе специалистов по сварке, что лучше, инвертор или трансформатор. Короткий ответ здесь может быть «в зависимости от обстоятельств», но длинным ответом здесь будет оживленная дискуссия о плюсах и минусах, а также конкретных функциях и областях применения оборудования.
Перед многими профессионалами в области сварки стоит очевидный выбор между инверторным и трансформаторным сварочным аппаратом . Тем не менее, выбор сварочных аппаратов должен зависеть от подходящей для данного аппарата ручной работы.
Мы собираем здесь данные и важную информацию о сварочных аппаратах, чтобы вы могли лучше понять, как работают эти машины, и выбрать то, которое лучше всего соответствует вашим потребностям. Теперь поговорим о трансформаторе и инверторном сварочном аппарате : какой из них лучше и почему.
Теперь поговорим о трансформаторе и инверторном сварочном аппарате : какой из них лучше и почему.
Инверторный сварочный аппарат Краткий обзор
Как работает инверторный сварочный аппарат?
Здесь принцип заключается в преобразовании переменного тока в более низкое полезное выходное напряжение. Мы можем преобразовать питание 240 В переменного тока в выходное напряжение 20 В постоянного тока, используя пару электронных компонентов для преобразования мощности переменного тока в более низкий полезный постоянный ток.
Традиционный трансформатор в основном зависит от большого трансформатора для управления требуемым напряжением, в то время как инверторный сварочный аппарат может работать, увеличивая частоту источника питания с 50 Гц до 20 000–100 000 Гц.
Это возможно с помощью электронных кнопок для быстрого выключения и включения питания до одной миллионной доли секунды. Таким образом, мы можем контролировать источник питания до того, как он попадет в трансформатор, и размер трансформатора может быть значительно уменьшен.
Выдающиеся характеристики
1. Превосходная эффективность
Инверторный сварочный аппарат можно спроектировать таким образом, чтобы настроить профиль сварного шва и толщину в соответствии с вашими потребностями. Внешний вид сварного шва значительно улучшается вместе с лучшим качеством сварки. Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при длительной работе. В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность и также снижает тепловложение.
2. Эффективный и энергосберегающий сварочный аппарат
Эти инверторные сварочные аппараты не только энергоэффективны, но также не нагружают спину и обеспечивают наименьшую стоимость подключения. Они являются идеальной заменой традиционному трансформатору, когда мы рассматриваем выработку тепла и потребление энергии.
Инверторный сварочный аппарат имеет выходную мощность 93% по сравнению с трансформаторными сварочными аппаратами. Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.
Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.
С ним значительно снижаются потери мощности из-за магнитного сердечника.
3. Система охлаждения
Эти сложные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором. Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин.
4. Стабильность, надежность и выходное напряжение
Традиционные трансформаторные сварочные аппараты используют переменный ток, а приборы не имеют постоянного тока и выходной мощности. В этой ситуации этим типам оборудования требуется несколько перезапусков примерно по 100-120 раз в секунду. В отличие от трансформаторных сварочных аппаратов, Инверторный сварочный аппарат может не занимать больше времени для выработки тепла.
Эти сварочные аппараты поддерживают постоянный низкий ток во время работы. Он устраняет нестабильность температуры и напряжения, поскольку они обладают защитой от помех. Эти помехи помогают машине выдерживать более низкие изменения температуры и колебания напряжения.
Поскольку сварочный аппарат с трансформатором использует переменный ток, дуга не является постоянной и горит непрерывно. Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
5. Технология IGBT
Этот тип инверторного сварочного аппарата очень быстро набирает мощность благодаря технологии биполярных транзисторов с изолированным затвором. Этот инверторный сварочный аппарат работает в очень быстром темпе и потребляет очень мало энергии в конечной операции.
6. Легкая и компактная модель
Благодаря простой конструкции инверторный сварочный аппарат распространен практически везде. Эти сварочные аппараты компактны по сравнению с оборудованием трансформаторного типа.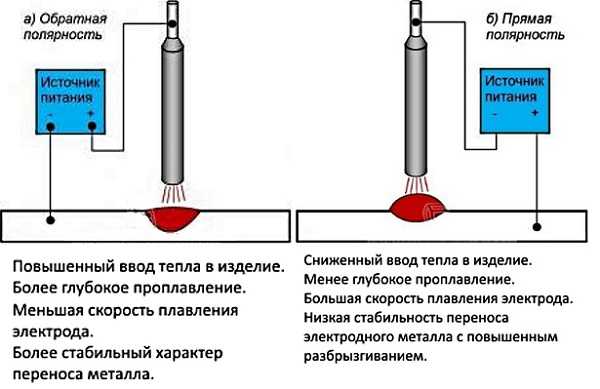 Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.
Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.
Компактная конструкция и меньший вес трансформатора делают его удобным. Частота здесь намного выше, чем нужно для рабочей частоты.
Значительное увеличение размеров, масса реактора и минимизация рабочей частоты в значительной степени.
Преимущества инверторного сварочного аппарата
➢ Экономичный при низком энергопотреблении
➢ Наилучший контроль над электрической дугой
➢ Охлаждающий вентилятор защищает его детали от нагрева
➢ Handy and portable
➢ Compact and space saver
Disadvantages of Inverter Welder
➢ Less durable as compared to a transformer
➢ Repair and maintenance are expensive
Transformer Welder Synopsis
How этот трансформатор работает?
Эти традиционные сварочные аппараты являются рабочими лошадками с высокой производительностью и требуют питания от сети. Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Сварочный аппарат трансформатора позволяет сварщику выбирать выходной ток, перемещая сердечник обмотки дальше или ближе от вторичной обмотки. Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подход с вторичным токовым выходом. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
Приборы трансформаторного типа обычно экономичны.
Отличительные признаки
В трансформаторных сварочных аппаратах применяется переменный ток, что в свою очередь приводит к конверсии и увеличению разбрызгивания металла, что сказывается на качестве шва.
Эффективность трансформатора составляет примерно 80% энергии, используемой здесь для нагрева утюга прибора. Трансформаторные устройства делятся на бытовые при токе выработки 200 ампер, профессиональные и 1/2 профессиональные до 300 ампер и профессиональные выходят за пределы 300 ампер.
Когда прибор используется в бытовых целях, используется однофазный электрический ток напряжением 220 вольт. Профессиональные, промышленные и экспертные устройства используют 380 вольт в трехфазном токе.
1. Надежность
Надежность и безотказность — наиболее спорный аспект сварочного аппарата. В течение почти 9-10 десятилетий трансформаторные сварщики проводят всесторонние исследования, исследования и разработки для создания надежных, надежных и прочных сварочных аппаратов, в то время как инверторные сварщики привлекают внимание в течение последних 3 десятилетий.
Трансформаторы более надежны и надежны по сравнению с лучшими инверторными сварочными аппаратами. Хотя этот разрыв быстро сокращается в последние несколько лет. Первоначальный кошмар с инверторными сварочными аппаратами 1990 года теперь ушел.
2. Возможные ограничения
Поскольку мы следуем тенденции и находим трансформаторные сварочные аппараты более простыми, но надежными, в то время как инверторные сварочные аппараты, интегрированные с многочисленными функциями, менее надежны.
Трансформация может длиться дольше, если они должным образом сохраняются в течение более длительного периода времени. Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами.
Теперь вам решать в соответствии с вашими потребностями, нужен ли вам надежный сварочный аппарат с трансформатором или дополнительные функции, добавленные к инверторному сварочному аппарату. Вы можете оставить инверторный сварочный аппарат в качестве резервного вместе с надежным трансформаторным сварочным аппаратом.
3. Остановка или простой
Многие окружающие ситуации могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, высокие концентрации загрязняющих веществ в воздухе и высокая влажность. Производители пытаются разработать инверторные сварочные аппараты, где эти экологические бедствия больше не влияют на инверторный сварочный аппарат.
Они более подвержены сбоям, и если ваша машина не отремонтирована, ваши ежедневные операции будут приостановлены до тех пор, пока она не будет отремонтирована. Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Ваш сварочный аппарат имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо оценить время простоя сварочного аппарата, который у вас будет. Если преобладает ситуация с воздействием окружающей среды на ваш сварочный аппарат, то лучше выбрать надежный и безотказный выбор, чем универсальный аппарат с множеством функций. В этих условиях лучше всего подходят трансформаторные сварочные аппараты, поскольку они долговечны, надежны и не часто выходят из строя.
4. Область применения и ассортимент
Трансформаторные сварочные аппараты используются почти во всех сферах жизни, где требуется сварка ферритных металлов.
➢ Используется при прокладке и ремонте трубопроводов
➢ Сантехнические работы и сварка трубопроводов
➢ Крепление металлоконструкций на строительной площадке
➢ Может соединять или накладывать друг на друга два и более листовых материала
➢ Низкая начальная стоимость
➢ Низкое или минимальное обслуживание
➢ Низкие расходы на бег
➢ Высоко надежные и надежные
➢ Хорошо для ремонта фермы
Диспасины сварщика трансформатора
➢ Зажигание дуги.
Что вам подходит?
Мы обсуждали, что инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, но эти преимущества могут вам не помочь. Окончательный вердикт о выборе сварочных аппаратов зависит от предпочтений пользователя.
Мы обсудили все мельчайшие детали, чтобы помочь вам учесть ваши требования и определить, что вам больше подходит.
Теперь мы составили список отличий трансформаторных и инверторных сварочных аппаратов с учетом долговечности, веса, стоимости и многих других факторов.
Ниже приведены пункты, на которые следует обратить внимание.
1. Надежность и долговечность
Благодаря тому, что трансформатор имеет более высокие рабочие циклы, они могут выполнять тяжелые задачи, чем инверторные сварочные аппараты. Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.
В настоящее время мы знаем о долговечности сварочных аппаратов трансформаторного типа только потому, что они используются в промышленности в течение достаточно долгого времени для повышения производительности. Одна из особенностей инверторной технологии заключается в том, что она выглядит захватывающей, объединяя множество функций в компактном и легком оборудовании.
Одна из особенностей инверторной технологии заключается в том, что она выглядит захватывающей, объединяя множество функций в компактном и легком оборудовании.
2. Цена оборудования
Цена между инвертором и трансформатором остается спорным вопросом. Мы находим, что многие трансформаторные сварщики на начальном этапе являются экономичными.
При более длительном использовании инверторных сварочных аппаратов вы можете сэкономить много денег. Эта стоимость снижается в течение определенного периода времени. Мы обнаружили, что инверторные сварочные аппараты потребляют меньше энергии примерно на 10% от вашего счета за электроэнергию.
Повышенная стабильность дуги приводит к меньшему количеству расходных материалов и сварочных газов. Можно с уверенностью сказать, что наши инверторные сварочные аппараты себя окупят.
3. Вес аппарата
Инверторные сварочные аппараты легче по весу по сравнению с трансформаторными сварочными аппаратами. Они вообще вдвое тяжелее многих трансформаторных сварщиков. Предположим, вам нужно выполнить свою задачу на большей площади и неподвижной задаче, вы можете сделать выбор сварочного трансформатора.
Они вообще вдвое тяжелее многих трансформаторных сварщиков. Предположим, вам нужно выполнить свою задачу на большей площади и неподвижной задаче, вы можете сделать выбор сварочного трансформатора.
Если вы собираетесь перемещать сварочный аппарат или работать в ограниченном пространстве, инверторный сварочный аппарат является автоматическим выбором.
4. Прочность и эффективность
Мы заметили, что за последние шесть-семь десятилетий трансформаторные сварочные аппараты прошли большой путь. Премиальное качество сварочных аппаратов имеет привлекательный коэффициент эффективности при сохранении достаточно стабильной дуги.
Большинство инверторных сварочных аппаратов, как правило, в два раза эффективнее трансформаторных сварочных аппаратов. Инверторный сварочный аппарат потребляет вдвое меньше ампер по сравнению со сварочным аппаратом с трансформатором, чтобы получить такое же напряжение.
Большинство инверторных сварочных аппаратов могут работать от обычных домашних розеток, и нет необходимости покупать генератор или более крупную розетку на 220 В.
Сварочный инвертор уже довольно давно работает на постоянном токе. У них была гораздо более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, и был доступен единственный вариант сварочного аппарата переменного тока.
В последнее время инверторные сварочные аппараты могут более эффективно использовать как переменный, так и постоянный ток. и может создать более стабильную дугу. Этих причин достаточно, чтобы назвать инверторные сварочные аппараты лучшими за их прочность, стабильность и эффективность.
5. Качество сварного изделия
Поскольку мы обсуждаем типы сварочных аппаратов, которые не будут укомплектованы без знания качества дуги и сварных швов. Если вы сварщик, который обычно работает со спокойной сталью, то трансформаторный сварочный аппарат — ваш автоматический выбор.
В мире совершенства сварки, в котором мы живем, нам нужна защита в любом положении и на каждом металле. Инверторные сварочные аппараты — это сияющий камень в этом требовательном мире. Сварочные инверторы можно запрограммировать на выполнение любых задач. Мы видим усиленную работу инверторных сварочных аппаратов MIG и TIG.
Когда-то программное обеспечение было дополнено электроникой, чтобы улучшить возможности сварочного аппарата. Средний сварщик может работать с лучшими результатами.
Когда важны инновации и качество сварки, инверторный сварочный аппарат выиграл гонку. Трансформатор по-прежнему остается отличным выбором для сварки стали.
6. Рабочий цикл сварщика
Инверторный сварочный аппарат обычно имеет более высокий рабочий цикл из-за размера трансформатора.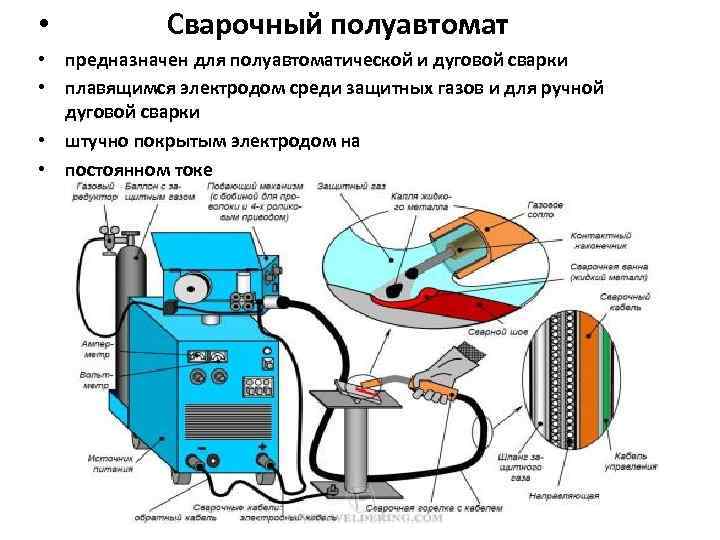 Небольшие части инверторного сварочного аппарата быстро нагреваются, но их гораздо быстрее и легче охлаждать встроенным вентилятором.
Небольшие части инверторного сварочного аппарата быстро нагреваются, но их гораздо быстрее и легче охлаждать встроенным вентилятором.
В отличие от традиционных сварочных аппаратов с трансформатором, детали крупнее и крупнее, поэтому дольше сохраняют тепло и медленно остывают.
7. Мощность генератора для сварочных аппаратов
Инверторные сварочные аппараты можно легко использовать с небольшими портативными сварочными генераторами. Благодаря этой функции инверторный сварочный аппарат становится более эффективным, поскольку трансформаторная сварочная машина практически не может работать от генераторов.
Опасность сварочных аппаратов при работе на генераторах отдельная тема, но держал в курсе.
8. Удобство использования и производительность
Производительность и удобство использования инверторного сварочного аппарата значительно выше. Лучше всего это можно проиллюстрировать на примере дуговой сварки, где оператору легко работать и получать наилучшие результаты без борьбы с непрерывной стабильной дугой.
Более высокое напряжение холостого хода и такие функции, как сила дуги, защита от прилипания и горячий старт, делают инверторный сварочный аппарат более приемлемым. Это можно сравнить с традиционным сварочным аппаратом, если при сварке тонких материалов инверторный тип может легко справиться с этой работой.
Инверторный сварочный аппарат со стабильной дугой и неограниченной регулировкой силы тока позволяет значительно снизить мощность. Лист 1,6 листового металла или секций трубы можно легко и контролируемо сваривать.
Как определить IGBT?
IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». IGBT — это быстродействующее коммутационное устройство, используемое во всех сварочных аппаратах для бессварочной сварки, которое упрощает регулирование напряжения.
Технология MOSFET-транзисторов до сих пор используется в некоторых инверторных сварочных аппаратах. Хотя технология IGBT имеет огромное превосходство над MOSFET. Наиболее важным является то, что IGBT не колеблется в зависимости от мощности генератора и колебаний сети и, таким образом, менее подвержен повреждениям и отказам.
Наиболее важным является то, что IGBT не колеблется в зависимости от мощности генератора и колебаний сети и, таким образом, менее подвержен повреждениям и отказам.
Индикации сварщика инвертора используют
- в регулируемой и контролируемой среде
- можно использовать для многочисленного базового металла
Показания для сварщика трансформатора. ➢ Подходит для грязной и пыльной окружающей среды
См. также: Сварка переменным и постоянным током
Что такое дуговая сварка?
Вердикт
За последние 2 десятилетия инверторные сварочные аппараты быстро преобразились. Они постоянно улучшают свои функциональные возможности и стоимость. Это не означает, что трансформаторные сварочные аппараты станут излишними, поскольку они занимают важное место в современной промышленности.
Окончательное решение принимает пользователь, который принимает взвешенное решение с учетом множества факторов.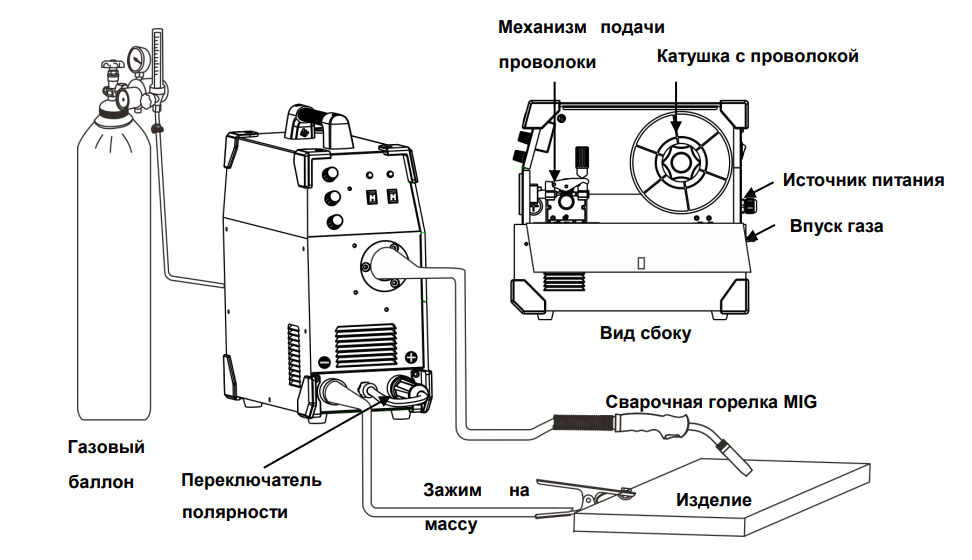
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Есть
Есть много преимуществ использования сварки TIG для определенных сварочных проектов. Потому что
этот тип шва обеспечивает более глубокое проникновение сварочного наполнителя, это
делает его подходящим типом сварки для сосудов под давлением и других металлических швов/соединений
которые должны быть просвечены рентгеном для кода. О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
Так как же можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для зажигания дуги TIG, а присадочный стержень находится в прямом защитном газе аргона, используемом со скоростью примерно 8-10 литров в минуту для предотвращения загрязнения.
Сварка ВИГ от инверторного сварочного аппарата может показаться сложной, но после нескольких шагов подготовки это не обязательно должно быть так. Любой, кто выполнял базовую кислородно-топливную сварку, может получить представление о сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат, чтобы осуществить это.
Что такое
TIG-сварка?
Для тех
тех, кто не знаком с этим термином, сварка TIG — это сокращение от вольфрама.
сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
ТИГ
сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ).
сварка, но предлагает гораздо более точную связь.
Его также можно использовать при меньшей силе тока, чем при сварке MIG, что означает, что его можно использовать на экзотических металлах, которые не выдерживают более высокие силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты питаются от переменного тока (который проходит через большинство жилых зданий) в полезную мощность постоянного тока. Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительный
постоянный ток:
Большее проникновение в стальную основу сварного шва - Отрицательный
постоянный ток:
a Более высокий уровень наплавки для сварки тонколистового металла
Что
Проекты Должны ли использоваться сварные швы TIG? Кому подходит сварка TIG?
Сварка ВИГ с инверторным сварочным аппаратом — отличный выбор для более тонких материалов, поскольку сварка ВИГ требует, чтобы куски соединяемого металла были достаточно горячими для образования атомных связей в месте их соединения. Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Использование сварки TIG на более толстых материалах все еще может помочь, но может привести к растрескиванию под тепловым напряжением и другим косметическим или структурным проблемам.
Сварка ВИГ известна тем, что она немного сложнее и тяжелее в освоении, чем сварка МИГ, и сварка МИГ обычно рекомендуется для начинающих сварщиков, не имеющих опыта, поскольку она не так прощает ошибки новичка, как другие методы сварки.
ТИГ
сварка требует очень четкого понимания следующих переменных в середине сварки:
- ГРМ
- Давление
- Электрический
текущий
Нет
надлежащий мониторинг или манипулирование любой из этих переменных оператора во время
может привести к нарушению сварного шва (в лучшем случае) или к тому, что сварщик станет
травмы (в худшем случае).
Для
По этой причине сварку TIG с помощью инверторного сварочного аппарата следует проводить только
кто-то удобный и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка ВИГ является хорошим вариантом для сварки стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Расходные материалы
Требуется для сварки TIG с инверторным сварочным аппаратом
Сделать
Сварка TIG с инверторным сварочным аппаратом, несколько основных сварочных материалов
нужный.
Это
лучше собрать все эти материалы перед началом сварки, так как сварка
— это точное ремесло, и вы не хотите карабкаться посередине сварки, пытаясь
чтобы найти что-то, что вы забыли найти возле своего верстака.
Здесь
Вот некоторые из расходных материалов, которые вам понадобятся для сварки TIG с помощью инверторного сварочного аппарата:
- В вольватурном электроде
- Сварщик с высокочастотным блок
- Форг (держатель электрода)
- . фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
особенно для опытных сварщиков. Все-таки сварка требует работы с расплавленным
Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Сделать
убедитесь, что вы экипированы защитным снаряжением до начала
сварите и держите все инструменты под рукой, чтобы не вставать. Как указано
Ранее сварка TIG требовала точного контроля над задействованными элементами, поэтому вы
не хочу отвлекаться.
Как выполнять сварку TIG на инверторном сварочном аппарате
Нравится
другие виды сварки стержнями, сварка TIG инверторным сварочным аппаратом имеет серию
шагов, которые необходимо выполнить, чтобы сварка прошла гладко. Во-первых
вам нужно сделать, это запустить свою палку.
Что
Что такое «вылет» и как его запустить
В
При сварке TIG электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством проволоки в сопротивлении. Электрический торчать
Электрический торчать
влияет на множество факторов сварного шва, включая следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода/проволоки/прутка/порошка, расплавленного в заданную единицу времени
- Проплавление: Проплавление – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного валика: Форма сварного валика имеет важное значение для хорошего сплавления в сварном шве, и впоследствии от нее зависит структура полученного сварного соединения
Для Сварка ВИГ, выступ должен составлять примерно половину диаметра внутреннего диаметра защитного стакана при стандартной установке . Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Один из способов увеличить длину вылета, который вы можете использовать без ущерба для качества сварки, — использовать стеклянную линзу TIG.
Эти линзы помогают удерживать вольфрам в устойчивом положении и обеспечивают надлежащую передачу электрического тока, одновременно улучшая покрытие экрана и доступ к свариваемому соединению.
Использование
Заостренная вольфрамовая проволока в сварочном аппарате TIG на инверторном сварочном аппарате
Сварка TIG может выполняться инверторным сварочным аппаратом как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных случаях.
Способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG является одной из самых распространенных ошибок, которые вы можете совершить. К счастью, все, что вам нужно сделать, это заново заточить свой вольфрам на настольном шлифовальном станке, и вы снова будете в седле. Чтобы заточить или повторно заточить вольфрам для сварки TIG, выполните следующие действия:
- Отшлифуйте вольфрам на настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифовки стали, иначе вы внесете загрязняющие вещества в сварку). вольфрам)
- Отшлифуйте вольфрам вдоль, убедившись, что кончик вольфрама примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не загрязнял следующий сварной шов.

вольфрам, необходимый для использования при сварке TIG на постоянном токе, — это не просто вольфрам,
или.
Вам понадобится торированный вольфрам, который может быть весьма токсичным и требует осторожного обращения. Торированный вольфрам обрабатывали торием, который является радиоактивным соединением. Эта радиоактивность является инертной и экранированной при обычном использовании сварки, но может выделяться и вдыхаться при шлифовке вольфрама.
Царапина
или Коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка включается, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам придется либо нажать «Пуск», либо запустить дугу с нуля.
Кран
Запуск дуги для сварки TIG с помощью инверторного сварочного аппарата
Один
Способ зажигания дуги при сварке TIG — запуск дуги касанием. Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрический
контакт, необходимый для начала дуги.
Это
движение должно выполняться решительно и резко, касаясь лишь на
момент перед тем, как потянуть стержень назад. Это действие также должно быть выполнено в
легкий путь. Если вы слишком медленно нажимаете или нажимаете слишком сильно, это может
вызвать прилипание вольфрама.
Если
ваши вольфрамовые палочки, поздравляю, вы испортили сварку TIG. Возвращаться
к предыдущему разделу этого практического руководства, заново заточите свой вольфрам и попробуйте
снова. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень
палочки, инверторный сварочный аппарат должен автоматически снизить напряжение.
Если вы новичок в сварке TIG, может быть разумным попрактиковаться в сварке метчиком на металлоломе, пока вы не почувствуете уверенность в этом, прежде чем начинать серьезную сварку.
Царапина
Зажигание дуги при сварке ВИГ с помощью инверторного сварочного аппарата
Еще один способ зажечь дугу при сварке ВИГ, отличный от запуска врезным контактом, — начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
При зажигании дуги с помощью царапания перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить флюсовое покрытие. Старайтесь не царапать длинным движением, так как это может привести к тому, что сварочная дуга начнет двигаться дальше от желаемой начальной точки, чем это необходимо.
Чтобы предотвратить прилипание стержня, его следует вытащить, как только появятся искры, а затем вернуть к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Зажигание дуги с помощью царапания похоже на зажигание дуги прикосновением, но оно склонно к залипанию, если сварщик недостаточно быстр или не имеет опыта запуска дуги таким способом. Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Газ
Защита сварных швов TIG с использованием инверторных сварочных аппаратов
Другое
Основная проблема, с которой сталкиваются люди, пытающиеся сварить TIG с помощью инверторного сварочного аппарата,
недостаточная защита инертным газом, что приводит к загрязнению материалов. Для
Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелий
смешивание.
При сварке методом TIG с использованием аргона и двуокиси углерода вы немедленно загрязните и разрушите сварной шов. По этой причине наличие надлежащей газовой защиты во время сварки TIG является жизненно важным. Чтобы обеспечить надлежащую газовую защиту при сварке TIG, соблюдайте следующую процедуру:
- Установите расход газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не устанавливайте слишком высокую скорость потока так же важно, как и достаточно высокую скорость потока — высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в окружающий воздух.

- Проверьте фитинги и шланги на отсутствие утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть адекватным, проверьте установку на наличие утечек. Чтобы проверить наличие утечек, промойте шланги и фитинги мыльной водой. Если есть утечка, вы должны увидеть пузыри в негерметичном шве.
Прочее
Распространенные проблемы сварки TIG с инверторным сварочным аппаратом
При
Сварке TIG может легко научиться любой человек, имеющий базовые знания в области сварки.
Методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG.
в которых может поразить любого сварщика, новичков и профессионалов.
Здесь
Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с
инверторный сварочный аппарат:
- Сварка алюминия ВИГ постоянным током: Постоянный ток не идеален для сварки алюминия, вместо него следует использовать переменный ток.
 TIG-сварка алюминия на постоянном токе приводит к загрязнению.
TIG-сварка алюминия на постоянном токе приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения сгорели, а место сварки идеально блестит, прежде чем вводить присадочную проволоку, чтобы предотвратить загрязнение. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В ВИГ
Сварка на инверторном сварочном аппарате. Главное в игре — управление дугой
При сварке ВИГ на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете овладеть, чтобы стать лучшим сварщиком ВИГ, является управление дугой. Это означает, что с момента нажатия или поцарапать дугу до момента, когда вы убьете переключатель.
Наряду с изучением надлежащей газовой защиты крайне важно обеспечить успешную, прочную и эстетически привлекательную сварку TIG.
Кому
правильно контролировать дугу при сварке TIG, дуга должна быть как можно короче.
возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
Любой
регулировка длины дуги в середине сварного шва ухудшит внешний вид
сварного шва, а в более серьезных случаях может вызвать структурные проблемы.
При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих сварных швов.
различные положения на металлоломе перед попыткой какой-либо серьезной сварки
проект.
ТИГ
Сварка для каждого сварщика
Любой, кто знаком со сваркой МИГ, может запрыгнуть в сварочный поезд ТИГ, и для этого не нужно приобретать источник питания сварки ТИГ промышленного класса. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
С
инверторный сварочный аппарат и правильные инструменты, легко выполнять качественно,
прочные и точные сварные швы TIG на тонких и экзотических металлах, не выходя из дома
мастерская.
