Как подключить сварочный инвертор: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как подключить сварочный инвертор — руководство пользователя
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда
При этом недостаточное напряжение не должно вызывать неисправностей в самом инверторе. Такие устройства оснащены несколькими уровнями защиты. Поэтому, если напряжение будет слишком низким (к примеру, 190 В), агрегат просто не включится. То же самое произойдет и в случаях:
1. Слишком маленького сечения проводки
2. Перегруза сети
3. Неисправного предохранителя
Почти все популярные сварочные инверторы работают с низкочастотным (50 Гц) током, перерабатывая его в высокочастотный (20-80 кГц).
Подключение к электрическому генератору
Подключение к электрическому генератору необходимо в следующих случаях:
- отсутствие электрической сети
- слишком маленькое сечение проводки (напряжение снижается из-за сопротивления)
- срабатывание защитного устройства при включении инвертора
- перегруз сети, скачки напряжения
- другие варианты, при которых подключение инвертора к сети невозможно
Основной характеристикой, влияющей на возможность использования того или иного электрогенератора с конкретным инвертором, является мощность.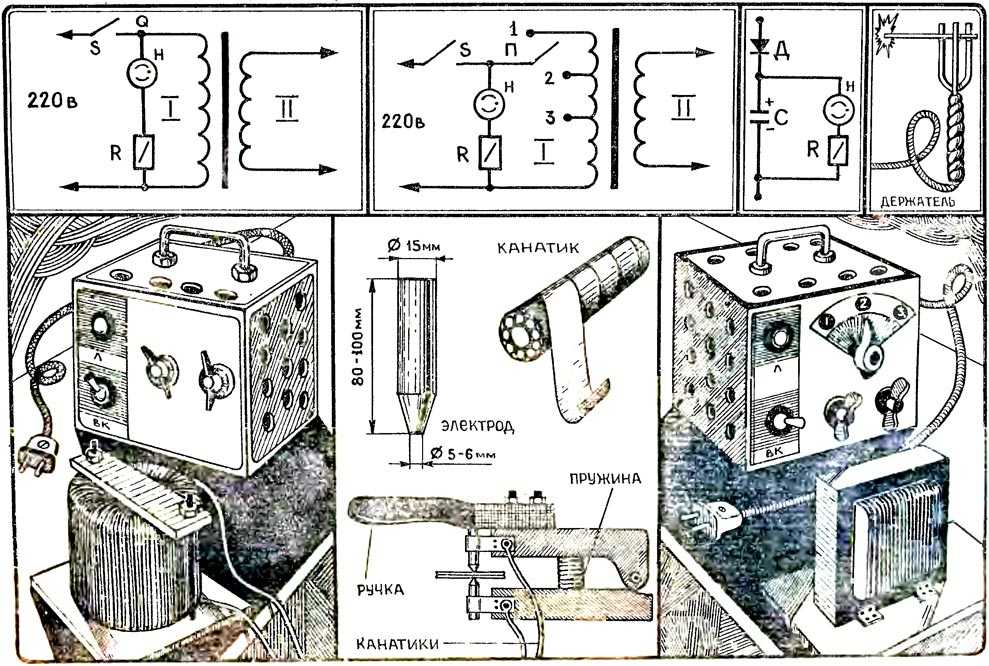 Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Для примера возьмем рабочий ток в 150 А и напряжение дуги 25 В (стандартное значение). Умножаем эти цифры друг на друга, учитываем КПД (в среднем – 90 %), получаем 150х25/0,9=4166 Вт. Также прибавляем к этому значению 25 %, чтобы генератору не приходилось работать на полной мощности (это может уменьшить срок его службы), и получаем 4166+4166х0,25=5207 Вт. Именно такой генератор потребуется вам для инвертора с рабочим током в 150 А.
Выбор соединительного кабеля
Профессиональны предпочитают КГ в качестве соединительного кабеля
Соединительный кабель идет от инвертора к держателю электрода. Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Использование удлинителя
Удлинитель – это то, что повышает сопротивление провода из-за дополнительной его длины. Как следствие, напряжение и сила тока падает. Может появиться проблема с направлением дуги. Для ее решения придется повышать силу тока на инверторе и заставлять его работать на пределе возможностей. Это негативно сказывается на сроке службы изделия.
Поэтому по возможности от использования удлинителя лучше отказаться. Но есть ситуации, в которых это невозможно. В этом случае следует руководствоваться максимальной длиной провода определенного сечения, при котором напряжение будет достаточным для комфортной работы. К примеру, для инвертора с рабочим током 150 А провод длиной 20 м и сечением 2 кв. мм не будет создавать проблем при работе.
мм не будет создавать проблем при работе.
Как подключить сварочный инвертор » Wert-tools
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда
При этом недостаточное напряжение не должно вызывать неисправностей в самом инверторе. Такие устройства оснащены несколькими уровнями защиты. Поэтому, если напряжение будет слишком низким (к примеру, 190 В), агрегат просто не включится. То же самое произойдет и в случаях:
1. Слишком маленького сечения проводки
2. Перегруза сети
3. Неисправного предохранителя
Почти все популярные сварочные инверторы работают с низкочастотным (50 Гц) током, перерабатывая его в высокочастотный (20-80 кГц).
Подключение к электрическому генератору
Подключение к электрическому генератору необходимо в следующих случаях:
- отсутствие электрической сети
- слишком маленькое сечение проводки (напряжение снижается из-за сопротивления)
- срабатывание защитного устройства при включении инвертора
- перегруз сети, скачки напряжения
- другие варианты, при которых подключение инвертора к сети невозможно
Основной характеристикой, влияющей на возможность использования того или иного электрогенератора с конкретным инвертором, является мощность.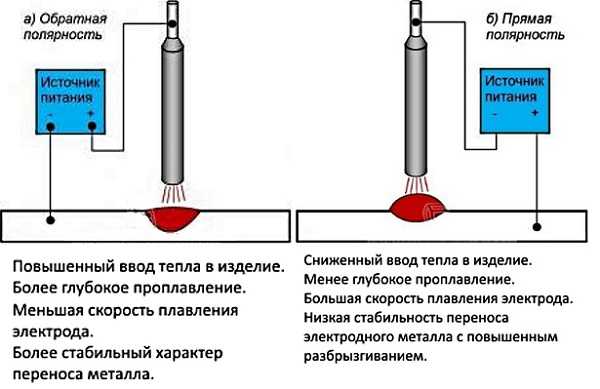 Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Для примера возьмем рабочий ток в 150 А и напряжение дуги 25 В (стандартное значение). Умножаем эти цифры друг на друга, учитываем КПД (в среднем – 90 %), получаем 150х25/0,9=4166 Вт. Также прибавляем к этому значению 25 %, чтобы генератору не приходилось работать на полной мощности (это может уменьшить срок его службы), и получаем 4166+4166х0,25=5207 Вт. Именно такой генератор потребуется вам для инвертора с рабочим током в 150 А.
Выбор соединительного кабеля
Профессиональны предпочитают КГ в качестве соединительного кабеля
Соединительный кабель идет от инвертора к держателю электрода.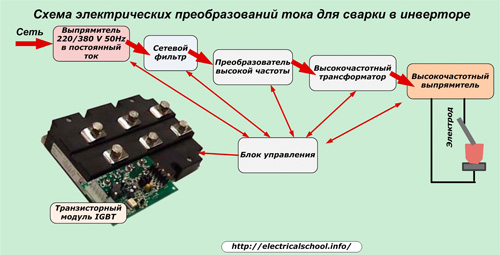 Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Использование удлинителя
Удлинитель – это то, что повышает сопротивление провода из-за дополнительной его длины. Как следствие, напряжение и сила тока падает. Может появиться проблема с направлением дуги. Для ее решения придется повышать силу тока на инверторе и заставлять его работать на пределе возможностей. Это негативно сказывается на сроке службы изделия.
Поэтому по возможности от использования удлинителя лучше отказаться. Но есть ситуации, в которых это невозможно. В этом случае следует руководствоваться максимальной длиной провода определенного сечения, при котором напряжение будет достаточным для комфортной работы. К примеру, для инвертора с рабочим током 150 А провод длиной 20 м и сечением 2 кв. мм не будет создавать проблем при работе.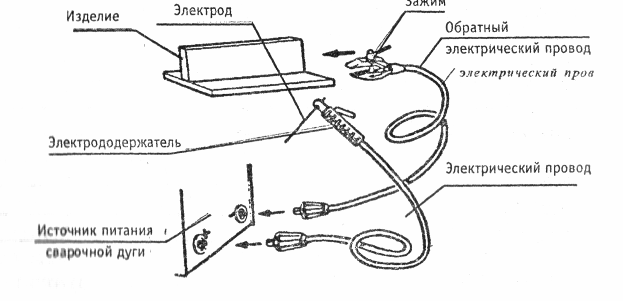
Подключение сварочного аппарата в обычной сети
При работе по хозяйству, как на даче, так и в частном доме или квартире, может понадобиться сварочный аппарат. Поскольку это довольно мощный электроприбор, его эксплуатация может стать серьёзным испытанием для бытовой электропроводки. Чтобы избежать неприятных последствий от эксплуатации подобной техники, следует заранее изучить ряд технических нюансов домашней электросети. Данную статью мы посвятили разбору таких моментов и советам по оптимизации работы со сварочным аппаратом от опытных мастеров.
Практика показывает, что использование сварочника в быту вполне может быть безопасно, но для этого необходимо соблюдение ряда условий, главнейшими из которых будут подходящие провода и электрофурнитура. На рынке сегодня можно отыскать модели сварочных аппаратов, мощность которых составляет от 3 до 5 кВт, что вполне по силам выдержать бытовой проводке. К большому сожалению, в большинстве технических паспортов и инструкций по пользованию, предлагающихся к подобной продукции, вообще отсутствуют какие-либо рекомендации в отношении политики безопасного подключения к электросети. Безусловно, производители в основном исходят из того, что техника подобной мощности будет подключаться в мастерских и гаражах, где проводка более приспособлена к высоким нагрузкам, однако необходимость применить сварочный аппарат даже в квартире многоэтажки также периодически возникает. Зачастую общие рекомендации по работе с изделием сведены к тому, какие циклы эксплуатации и отдыха нужно выдерживать, а также как необходимо использовать органы управления на лицевой панели, но, к сожалению, мало кто уделяет внимание корректному подключению к сети 220 В. Именно эту оплошность мы и хотели бы далее устранить.
Безусловно, производители в основном исходят из того, что техника подобной мощности будет подключаться в мастерских и гаражах, где проводка более приспособлена к высоким нагрузкам, однако необходимость применить сварочный аппарат даже в квартире многоэтажки также периодически возникает. Зачастую общие рекомендации по работе с изделием сведены к тому, какие циклы эксплуатации и отдыха нужно выдерживать, а также как необходимо использовать органы управления на лицевой панели, но, к сожалению, мало кто уделяет внимание корректному подключению к сети 220 В. Именно эту оплошность мы и хотели бы далее устранить.
Как и в большинстве других случаев, начинать детальный разбор политики эксплуатации прибора следует с того, как он устроен. На сегодняшний день в продаже можно отыскать всего два типа сварочников: трансформаторные и инверторные. Они отличаются по габаритам, удобству и влиянию на электросеть при эксплуатации. Рассмотрим оба типа подробнее.
- Трансформаторные сварочные аппараты принадлежат к уже морально устаревающей группе устройств.
 Они не просто более громоздкие и тяжёлые, но и имеют гораздо меньше удобных в работе регулировок и способов защиты электросетей. Однако частота их работы совпадает с сетевой и составляет 50 Гц, что позволяет обойтись без преобразования хотя бы этого параметра тока. Если взять некую усреднённую модель такого прибора, то её мощность составит 2,5-5 кВт при силе сварочных токов в диапазоне от 30 до 160 А. В подобных моделях могут применяться электроды от 0,5 до 1,5 мм, позволяющие производить довольно скромный перечень сварочных работ. Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит.
Они не просто более громоздкие и тяжёлые, но и имеют гораздо меньше удобных в работе регулировок и способов защиты электросетей. Однако частота их работы совпадает с сетевой и составляет 50 Гц, что позволяет обойтись без преобразования хотя бы этого параметра тока. Если взять некую усреднённую модель такого прибора, то её мощность составит 2,5-5 кВт при силе сварочных токов в диапазоне от 30 до 160 А. В подобных моделях могут применяться электроды от 0,5 до 1,5 мм, позволяющие производить довольно скромный перечень сварочных работ. Вдобавок вес изделия в среднем составляет 25-30 кг при габаритах корпуса 60 х 40 х 40 см. Основным недостатком столь внушительного во всех смыслах электроприбора является скачок тока в сети при его включении. Даже при условии, что в квартире установлена новая проводка и подходящие по номиналу автоматические выключатели, всё же существует риск их периодического срабатывания. Кроме того, обычная розетка подключение такого изделия скорее всего не выдержит и уже после второго-третьего запуска попросту сгорит. Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты. Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А. Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок.
Таким образом, для обеспечения хотя бы минимальной безопасности при эксплуатации сварочных аппаратов трансформаторного типа обязательно использовать специальные розетки – например, такие, как применяются для стационарного подключения электроплиты. Кроме того, следует позаботиться о прокладке до неё отдельной линии питания: непосредственно от распределительного щитка до предполагаемого места будущей эксплуатации сварочника. Рекомендуемый ампераж розетки, устанавливаемой в данном случае, начинается от 40 А. Если для подключения прибора придётся задействовать удлинители и сетевые фильтры, это должны быть самые дорогие и надёжные модели среди имеющихся в Вашем хозяйстве, иначе риск нагрева, искрения или даже возгорания в месте соединения звеньев электрической цепи будет чрезвычайно высок. - Инверторные сварочные аппараты, напротив, являются наиболее технически продвинутыми моделями. Несмотря на название, в них тоже есть трансформатор, но работает он по-другому, что позволяет производителям снизить вес и габариты без ущерба для основных эксплуатационных характеристик.
 Почти все модели такого типа позволяют варьировать частоту в диапазоне от 50 до 100 Гц, за счёт чего изменяется и скорость, и качество сварки. При этом вес среднего изделия такого рода составляет всего 2,5-5 кг, а размеры более, чем скромны – около 30 х 20 х 20 см. Более выигрышно он смотрится и в других отношениях: сварочный ток здесь часто варьируется от 3-5 до 160 А, изделие позволяет использовать электроды диаметром от 0,5 до 5 мм, не вызывает опасных резких скачков в питающей сети при включении и эксплуатации, а также практически всегда имеет встроенный механизм принудительного охлаждения. Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
Почти все модели такого типа позволяют варьировать частоту в диапазоне от 50 до 100 Гц, за счёт чего изменяется и скорость, и качество сварки. При этом вес среднего изделия такого рода составляет всего 2,5-5 кг, а размеры более, чем скромны – около 30 х 20 х 20 см. Более выигрышно он смотрится и в других отношениях: сварочный ток здесь часто варьируется от 3-5 до 160 А, изделие позволяет использовать электроды диаметром от 0,5 до 5 мм, не вызывает опасных резких скачков в питающей сети при включении и эксплуатации, а также практически всегда имеет встроенный механизм принудительного охлаждения. Безусловно, инверторы тоже нуждаются как в заранее выделенной линии электропроводки, выполненной при помощи провода или кабеля с верно рассчитанным сечением, так и в розетке, способной выдержать силу тока выше обычных для быта величин.
Вернёмся к наиболее общим моментам, которым обязательно следует уделить внимание, какой бы тип сварочного аппарата Вы ни использовали.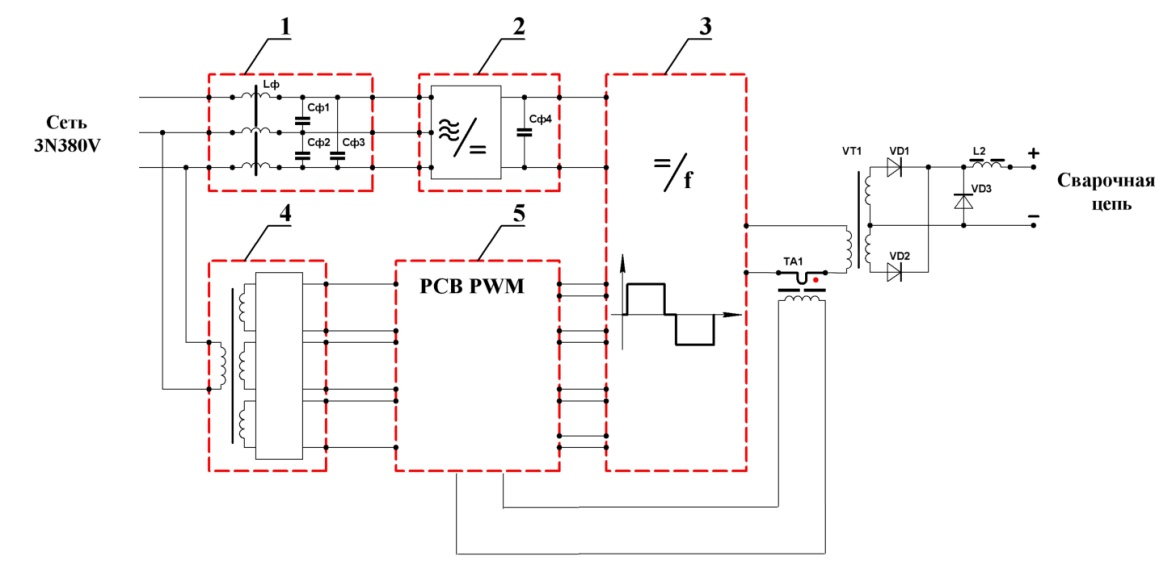 К примеру, в домах старой постройки, где ни разу не производилась капитальная замена проводки или новые кабеля проложены лишь фрагментарно, подключать современные сварочники без комплекса подготовительных работ нельзя ни в коем случае. Самое безобидное последствие такого действия – у вас выбьет пробки и немного оплавятся гнёзда розетки, в которую был подключён аппарат. Куда более вероятно – автоматика в щитке не просто сработает, а выйдет из строя и её придётся заменять. Также велики шансы на то, что пострадает и другая бытовая техника, стационарно подключённая к сети – например, холодильник или телевизор. Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
К примеру, в домах старой постройки, где ни разу не производилась капитальная замена проводки или новые кабеля проложены лишь фрагментарно, подключать современные сварочники без комплекса подготовительных работ нельзя ни в коем случае. Самое безобидное последствие такого действия – у вас выбьет пробки и немного оплавятся гнёзда розетки, в которую был подключён аппарат. Куда более вероятно – автоматика в щитке не просто сработает, а выйдет из строя и её придётся заменять. Также велики шансы на то, что пострадает и другая бытовая техника, стационарно подключённая к сети – например, холодильник или телевизор. Весьма нередки случаи, когда последствия безответственного отношения домашних мастеров чувствуют даже соседи: у них начинают мигать лампочки в люстрах, а иногда может сработать и автоматика.
В жилых домах старого фонда используются провода и розетки, которые зачастую способны выдерживать силу тока не более 10 А, и то весьма краткий период времени. Некоторые хрущёвки позднего периода и квартиры в новостройках имеют предел уже в 16 А и 25 А, соответственно, что подтверждается автоматами в щитках именно с таким номиналом. Важно понимать, что для нормальной работы сварочного аппарата способ защиты проводки должен быть ничуть не хуже самих проводов. К примеру, в переоборудованных коммуналках не редкостью является такая ситуация, когда все провода в квартирах заменены на новые, а сечение некоторых из них позволяет выдерживать токи даже свыше 16 А, но при этом общие этажные шкафы, в которых заперты счётчики с устройствами защиты, всё ещё оснащены лишь старыми керамическими пробками, автоматическими выключателями образца начала 2000-х годов или вовсе «жучками». В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
Важно понимать, что для нормальной работы сварочного аппарата способ защиты проводки должен быть ничуть не хуже самих проводов. К примеру, в переоборудованных коммуналках не редкостью является такая ситуация, когда все провода в квартирах заменены на новые, а сечение некоторых из них позволяет выдерживать токи даже свыше 16 А, но при этом общие этажные шкафы, в которых заперты счётчики с устройствами защиты, всё ещё оснащены лишь старыми керамическими пробками, автоматическими выключателями образца начала 2000-х годов или вовсе «жучками». В такой сети эксплуатировать сварочный аппарат вообще нельзя, пока не будет произведена полная реконструкция щитка с проверкой подходящих к нему проводов. Нарушение этого правила – прямой путь не просто к поломке чего-то мелкого, а к пожару, который может затронуть далеко не одну квартиру!
Сварка сама по себе – это весьма кропотливое и ответственное занятие. В некоторых случаях даже при формально корректно оборудованных электрокоммуникациях возможны неприятные последствия. Например, к домам из двух-трёх этажей, даже расположенным в черте города, часто подходят именно воздушные линии питания. При малейшем несоблюдении правил подключения сварочника есть вероятность вызвать возгорание проводов, повреждение жил или отгорание клеммы в месте подвода. Кроме того, вполне реально нагрузить проводку до такой степени, что у всех в доме вольтаж просядет до 150-180 В. При этом и хозяин сварочного аппарата не сможет нормально варить, и другие люди рискуют остаться без света или какое-то время делать домашние дела при тусклом свете лампочек.
Например, к домам из двух-трёх этажей, даже расположенным в черте города, часто подходят именно воздушные линии питания. При малейшем несоблюдении правил подключения сварочника есть вероятность вызвать возгорание проводов, повреждение жил или отгорание клеммы в месте подвода. Кроме того, вполне реально нагрузить проводку до такой степени, что у всех в доме вольтаж просядет до 150-180 В. При этом и хозяин сварочного аппарата не сможет нормально варить, и другие люди рискуют остаться без света или какое-то время делать домашние дела при тусклом свете лампочек.
Как уже упоминалось ранее, существенное внимание следует уделять и промежуточным звеньям в питающей цепи, коими зачастую выступают разные удлинители. Хотя для подключения сварочника в доме зачастую и прокладывают отдельную линию, подобрать такое место, откуда был бы удобен доступ к любой точке дома, невозможно. Собственный шнур питания устройства обычно имеет длину, не превышающую 1,5-2 метра, а потому удлинитель пригодится мастеру примерно в 50% случаев. Здесь действуют те же правила, что и в обычном электромонтаже: сечение изделия определяет его максимально допустимый ток. Кабель в 1,5 кв. мм можно эксплуатировать под нагрузкой с силой тока в 16 А, а при сечении в 2,5 кв. мм – до 25 А. Второго бывает практически всегда более, чем достаточно при выполнении огромного многообразия сварочных работ в быту.
Здесь действуют те же правила, что и в обычном электромонтаже: сечение изделия определяет его максимально допустимый ток. Кабель в 1,5 кв. мм можно эксплуатировать под нагрузкой с силой тока в 16 А, а при сечении в 2,5 кв. мм – до 25 А. Второго бывает практически всегда более, чем достаточно при выполнении огромного многообразия сварочных работ в быту.
Опытные мастера советуют новичкам использовать только фирменные удлинители на бобинах, а не пытаться собрать переноску самостоятельно. При этом, приступая к работе, настоятельно рекомендуется размотать провод полностью и разложить на полу. Так он будет быстрее охлаждаться и риск перегрева минимизируется. Дабы лишний метраж не мешал под ногами, правильнее всего будет изначально покупать удлинитель не со слишком большой длиной. Зачастую в квартире хватает 10 м, а в частном доме – 20 м. Для крупного коттеджа предел составляет 30 м, и то в большей степени из-за того, что техническая розетка с повышенным токовым пределом обычно ставится в гараже на нижнем этаже. Лишний в данных обстоятельствах метраж лучше всего разложить по полу в противоположном конце помещения, чтобы и его случайно не повредить, и работать было удобнее. Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена. Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Лишний в данных обстоятельствах метраж лучше всего разложить по полу в противоположном конце помещения, чтобы и его случайно не повредить, и работать было удобнее. Разматывать бобину также нужно и для того, чтобы предотвратить в ней образование индуктивного сопротивления и наводок. В определённых обстоятельствах, особенно при обилии металлического инструмента поблизости и длительной работе сварочника, такая катушка рискует стать подобием электромагнита. Кроме того, обращаем внимание читателей, что для безопасной эксплуатации сварочного оборудования домашняя сеть должна быть заземлена. Как трансформаторники, так и инверторы подключать допускается только в розетки с заземлением, рассчитанные на требуемый ампераж.
Порой случается и так, что не хватает длины выводных проводов аппарата. Крайне не рекомендуется мастерить промежуточные соединения, даже при использовании самых технологичных способов. Правильнее будет приобрести новый многожильный провод нужного метража, разобрать сварочник или штекер, а затем присоединить отвод к клемме. Здесь следует быть очень внимательным: рассчитывая на ток в 140 А, необходимо запасаться отрезком толстого кабеля диаметром около 7 мм, чтобы площадь его сечения составляла не менее 35 кв. мм.
Здесь следует быть очень внимательным: рассчитывая на ток в 140 А, необходимо запасаться отрезком толстого кабеля диаметром около 7 мм, чтобы площадь его сечения составляла не менее 35 кв. мм.
Иногда достойной альтернативой подключению к бытовой сети является использование генераторов. К сожалению, такой способ неприемлем для квартир и применяется только в частных домовладениях. Часто маломощный бензиновый генератор действительно отлично помогает избежать ненужных скачков вольтажа в сети, уберечь себя и соседей от потенциальных опасностей электротока. Важно лишь, чтобы мощность такого устройства была не менее 5 кВт, иначе работать сварочником будет очень неудобно и даже простой шов отнимет очень много времени. При заведомо слабой и уязвимой сети иногда имеет смысл приобрести комбинированное изделие – сварочный аппарат, оснащённый собственным генератором. Такое решение никак не назовёшь бюджетным, однако в определённых обстоятельствах подобные затраты намного разумнее в сравнении с ремонтом половины домашней техники или устранением последствий пожара. Как видим, избежать неприятностей при работе со сварочником вполне реально, если подойти к вопросу обстоятельно и заранее подготовить домашнюю электросеть для эксплуатации столь мощного прибора.
Как видим, избежать неприятностей при работе со сварочником вполне реально, если подойти к вопросу обстоятельно и заранее подготовить домашнюю электросеть для эксплуатации столь мощного прибора.
Как легко подключить инверторный сварочный аппарат к портативному генератору
Последнее обновление: 4 июля 2022 г.
Очень важно понимать разницу между сварочным генератором и обычным портативным генератором. Сварочный генератор в основном работает с постоянной нагрузкой, а обычный генератор — нет:
- Запускаешь генератор и включаешь сварочный аппарат, а там нет нагрузки уе т;
- Как только электрод касается металла, возникает электрическая дуга и нагрузка скачет до максимума
- Как только вы уберете электрод и дуга исчезнет, нагрузка снова упадет и двигатель заглохнет .
Важно отметить, что сварочные аппараты обычно имеют большие пусковые токи . По этой причине вы не можете использовать их с любым типом генератора. Чтобы эффективно использовать сварочный генератор, вы должны приобрести портативный генератор, который обеспечивает большой пусковой ток.
По этой причине вы не можете использовать их с любым типом генератора. Чтобы эффективно использовать сварочный генератор, вы должны приобрести портативный генератор, который обеспечивает большой пусковой ток.
Обратите внимание, что стандартный асинхронный газогенератор производит волновые выбросы. Из-за этой ситуации КПД двигателя обычно снижается и, следовательно, значительно падает. Срок службы любого оборудования, которое вы к нему подключаете, также имеет тенденцию к сокращению. Для хорошей работы и оптимальной работы сварочного аппарата вам всегда требуется стабильное напряжение в качестве обязательного условия.
Стабильное напряжение
Идеальной альтернативой будет использование инверторных генераторов. К сожалению, они часто слишком дороги по сравнению со стоимостью покупки обычного генератора. В идеальных ситуациях инверторные генераторы предназначены для использования с высокоточным оборудованием. Они подходят для измерительных устройств, которым требуется стабильное напряжение.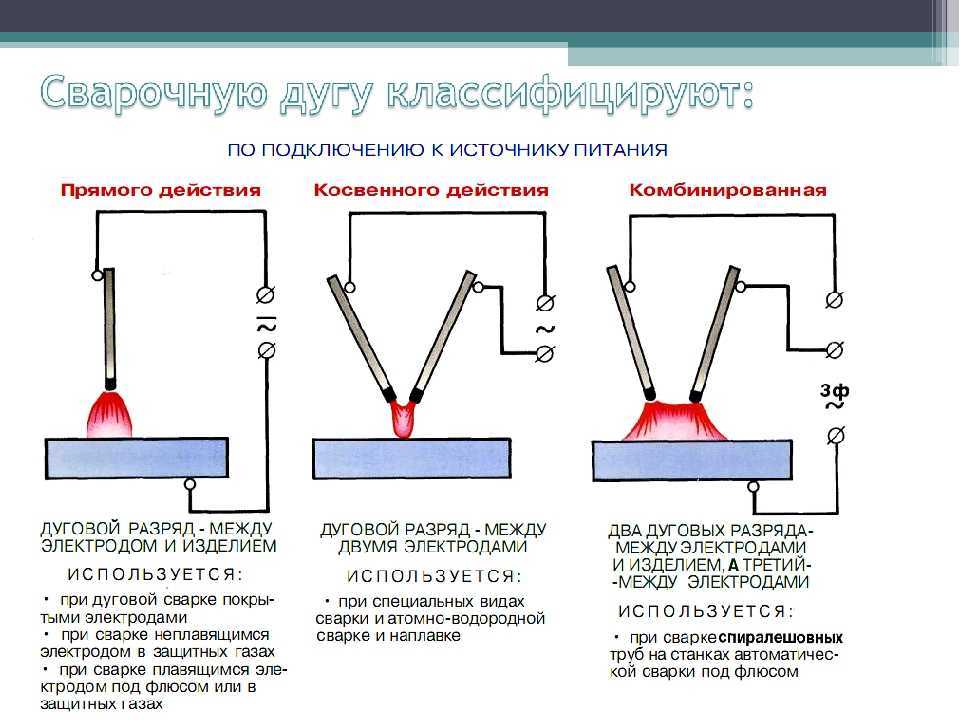
Всякий раз, когда вы решите купить генератор, разумно выбрать модель, мощность которой примерно на 25-50% больше, чем у вашего сварочного аппарата. Объяснить это легко: штатная работа генератора на максимальной мощности может очень быстро вывести его из строя. Более того, такая ситуация не позволит генератору использовать сварочный аппарат на полную мощность.
Как рассчитать мощность генератора для сварки
Возможно, по каким-то причинам у вас нет информации о мощности вашего сварочного инвертора. Как вы должны это сделать? Это легко вычислить, используя простую формулу. Вот формула, как указано ниже:
Максимальная сила тока * напряжение дуги / КПД сварочного инвертора = Максимальная мощность.
Вам нужно знать только значение максимального тока. Это верно, потому что две другие составляющие почти всегда постоянны (напряжение дуги 25 В, а КПД инвертора 0,85).
Рассмотрим один пример: Если ваш сварочный аппарат имеет максимальный ток 180 Ампер, то его мощность составляет приблизительно 180А * 25В / 0,85 = 5294 Вт. Это означает, что мощность генератора составляет 5294 Вт + запас 25% = 6617,5 Вт. Если перевести это в кВт, то получится 6,6 кВт. В таком случае лучшим выбором для сварки будет Honda EU7000is или аналогичный генератор эквивалентной мощности.
Это означает, что мощность генератора составляет 5294 Вт + запас 25% = 6617,5 Вт. Если перевести это в кВт, то получится 6,6 кВт. В таком случае лучшим выбором для сварки будет Honda EU7000is или аналогичный генератор эквивалентной мощности.
Снижение силы тока
Вы можете легко использовать генератор для инверторной сварки. В любом случае мощность выбранного генератора должна быть меньше, чем у инвертора. В таких случаях следует использовать его с некоторой осторожностью. Это означает, что вы должны уменьшить силу тока до рекомендуемого значения.
Что произойдет, если, например, вы решили приобрести модель генератора мощностью 4 кВт? Чтобы выяснить это, мы можем использовать формулу, которая используется для определения мощности. Единственная разница в том, что мы будем делать это в обратном порядке. Рассмотрим формулу, используемую ниже:
Мощность * КПД / напряжение дуги = Ток или 4000 * 0,85 / 25 = 136 А.
Вы действительно можете сваривать, используя генератор мощностью 4 кВт и инвертор. Вы можете сделать это без заметной потери качества. Действительно, таким образом можно набрать силу тока до 130А.
Вы можете сделать это без заметной потери качества. Действительно, таким образом можно набрать силу тока до 130А.
Выбор мощности по диаметру электродов
Если приходится использовать электроды большего диаметра, то выбор мощности должен быть большей силы тока. Это связано с тем, что существует зависимость между сетью нагрузки и диаметром электродов. Посмотрим на таблицу диаметров электродов, как показано здесь:
| Диаметр электрода | Минимальная мощность генератора |
|---|---|
| 2/25″ 2,0 мм | 2,5 кВт |
| 0,12″ 3,00 мм | 3,5 кВт |
| 5/32» 4,0 мм | 4,5 кВт |
| 5,0 мм | 5,5 кВт |
Для анализа этих данных рассмотрим пример: Если у вас инверторная сварка питается от 4,5 кВт, то самые значимые электроды, которыми можно сваривать металл, 4 мм. Если вставить электрод диаметром 5 мм, то мощности в 4,5 кВт будет недостаточно, чтобы расплавить качественный металл. В таком случае получившийся шов будет либо некачественным, либо вообще не проваренным. По этим причинам автономная мощность должна выбираться в первую очередь с учетом максимального потенциала инвертора.
В таком случае получившийся шов будет либо некачественным, либо вообще не проваренным. По этим причинам автономная мощность должна выбираться в первую очередь с учетом максимального потенциала инвертора.
Запомните главный принцип: не все сварочные аппараты могут работать от генератора и наоборот. Имея это в виду, перед покупкой уточните у продавца, сможет ли предпочитаемая сварочная модель работать от силовой установки. Одним из важных моментов является то, что производитель всегда указывает это в инструкции к изделию.
Сварочный аппарат + портативный генератор против сварочного генератора
Сварочный генератор сочетает в себе конструкцию газогенератора и сварочного аппарата. Типичная электростанция спроектирована таким образом, чтобы обеспечить возможность проведения сварочных работ. Таким образом, этот генератор обычно имеет более длительный срок службы.
Сварочный генератор обладает следующими заметными преимуществами:
- Защита от короткого замыкания.

- Вы можете работать в удаленных местах, вдали от центрального источника питания. Это может быть окраина города, далекие поля или дальние дороги.
- Обеспечивает более компактную конструкцию, чем если бы сварка выполнялась отдельно.
- Стоит дешевле дизельного генератора аналогичной мощности.
Недостатки:
- Этот электрогенератор можно использовать только для сварки.
- В нем используется бензин, расход топлива которого выше, чем у дизельного топлива.
- Невозможно питание от центральной сети.
- Имеет более короткий срок службы.
В целом наиболее существенным ограничением сварочного генератора является то, что его нельзя использовать в качестве резервного источника питания. Этот генератор предназначен только для сварки. Однако сварочный генератор – лучший вариант, если вы профессионально занимаетесь ремонтными работами или постоянно выезжаете в места, где нет доступа к электричеству.
Ничего подключать и настраивать не надо; запустите двигатель и отрегулируйте ток в соответствии с диаметром электрода. К счастью, у этой машины меньше проводов и, следовательно, ею легче управлять.
Как подключить сварочный аппарат к портативному генератору?
Для подключения сварочного аппарата к генератору можно приобрести штекер с поворотным замком, подходящий для генератора. Отрежьте вилку сварочного аппарата и подключите кабель к новой вилке. Если вы хотите использовать сварочный аппарат с постоянным питанием и соответствующей розеткой, сделайте адаптер.
Купите вилку с поворотным замком для подключения к генератору. Вам также понадобится два или три фута гибкого резинового кабеля 10/3 типа SOW или SJOW. Наконец, возьмите подходящую розетку для вилки сварочного аппарата и сделайте короткий удлинитель или адаптер. Сделав это, вы готовы к работе!
Заключение
Сварочный генератор — ваш лучший выбор, если вы часто путешествуете в отдаленные районы сельской местности, где нет доступа к электросети. Вы мастер по ремонту, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор сделает вас гордым. Таким работникам, безусловно, полезно узнать, как подключить сварочный инвертор к переносному генератору. Надеюсь, эта статья поможет вам.
Вы мастер по ремонту, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор сделает вас гордым. Таким работникам, безусловно, полезно узнать, как подключить сварочный инвертор к переносному генератору. Надеюсь, эта статья поможет вам.
Содержание
- Стабильное напряжение
- Как вычислить мощность генератора для сварки
- Строгая усилитель
- Выбор мощности на диаметре электрода
- Weardable Generator Generator Generator Generator. машина к портативному генератору?
- Заключение
Поделиться:
Как выполнять сварку TIG на инверторном сварочном аппарате
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Есть
Есть много преимуществ использования сварки TIG для определенных сварочных проектов. Потому что
этот тип шва обеспечивает более глубокое проникновение сварочного наполнителя, это
делает его подходящим типом сварки для сосудов под давлением и других металлических швов/соединений
которые должны быть просвечены рентгеном для кода. О чем не знают многие сварщики, так это о том, что вы
О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
Так как же можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с инверторным сварочным аппаратом заостренный вольфрамовый стержень используется для зажигания дуги TIG, а присадочный стержень находится в прямом защитном газе аргона, используемом со скоростью примерно 8-10 литров в минуту для предотвращения загрязнения.
Сварка ВИГ от инверторного сварочного аппарата может показаться сложной, но после нескольких шагов подготовки это не обязательно должно быть так. Любой, кто выполнял базовую кислородно-топливную сварку, может получить представление о сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат, чтобы осуществить это.
Что такое
TIG-сварка?
Для тех
тех, кто не знаком с этим термином, сварка TIG — это сокращение от вольфрама.
сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
ТИГ
сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ).
сварка, но предлагает гораздо более точную связь.
Его также можно использовать при меньшей силе тока, чем при сварке MIG, что означает, что его можно использовать на экзотических металлах, которые не выдерживают более высокие силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты питаются от переменного тока (который проходит через большинство жилых зданий) в полезную мощность постоянного тока. Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительный
постоянный ток:
Большее проникновение в стальную основу сварного шва - Отрицательный
Постоянный ток:
a Более высокий уровень наплавки для сварки тонколистового металла
Что
Проекты Должны ли использоваться сварные швы TIG? Кому подходит сварка TIG?
Сварка ВИГ с инверторным сварочным аппаратом — отличный выбор для более тонких материалов, так как сварка ВИГ требует, чтобы куски соединяемого металла были достаточно горячими для образования атомных связей в месте их стыка. Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале все же может привести к получению результата, но может привести к растрескиванию под воздействием теплового напряжения и другим косметическим или структурным проблемам.
Сварка ВИГ известна тем, что она немного сложнее и тяжелее в освоении, чем сварка МИГ, и сварка МИГ обычно рекомендуется для новых неопытных сварщиков, поскольку она не так прощает ошибки новичка, как другие методы сварки.
ТИГ
сварка требует очень четкого понимания следующих переменных в середине сварки:
- ГРМ
- Давление
- Электрический
текущий
Нет
надлежащий мониторинг или манипулирование любой из этих переменных оператора во время
может привести к нарушению сварного шва (в лучшем случае) или к тому, что сварщик станет
травмы (в худшем случае).
Для
По этой причине сварку TIG с помощью инверторного сварочного аппарата следует проводить только
кто-то удобный и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка ВИГ является хорошим вариантом для сварки стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Расходные материалы
Требуется для сварки TIG с инверторным сварочным аппаратом
Сделать
Сварка TIG с инверторным сварочным аппаратом, несколько основных сварочных материалов
нужный.
Это
лучше собрать все эти материалы перед началом сварки, так как сварка
— это точное ремесло, и вы не хотите карабкаться посередине сварки, пытаясь
чтобы найти что-то, что вы забыли найти возле своего верстака.
Здесь
Вот некоторые расходные материалы, которые вам понадобятся для сварки TIG на инверторном сварочном аппарате:
- В вольватурном электроде
- сварщика инвертора с высокочастотным блок
- Факел (держатель электрода)
- Экранирующий газ (Аргон или гелий)
- Защитник.
 фартук
фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
особенно для опытных сварщиков. Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Сделать
убедитесь, что вы экипированы защитным снаряжением до начала
сварите и держите все инструменты под рукой, чтобы не вставать. Как указано
Ранее сварка TIG требовала точного контроля над задействованными элементами, поэтому вы
не хочу отвлекаться.
Как выполнять сварку TIG на инверторном сварочном аппарате
Нравится
другие виды сварки стержнями, сварка TIG инверторным сварочным аппаратом имеет серию
шагов, которые необходимо выполнить, чтобы сварка прошла гладко. Во-первых
вам нужно сделать, это запустить свою палку.
Что
«Вылет» и как его запустить
В
При сварке TIG электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством проволоки в сопротивлении. Электрический торчать
влияет на множество факторов сварного шва, в том числе следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода/проволоки/прутка/порошка, расплавленного в заданную единицу времени
- Проплавление: Проплавление – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного валика: Форма сварного валика необходима для хорошего сплавления в сварном шве, и впоследствии от нее зависит структура полученного сварного соединения
Для Сварка ВИГ, выступ должен составлять примерно половину диаметра внутреннего диаметра защитного стакана при стандартной установке . Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Один из способов увеличить длину вылета, который вы можете использовать без ущерба для качества сварки, — использовать стеклянную линзу для сварки TIG.
Эти линзы помогают удерживать вольфрам в устойчивом положении и обеспечивают надлежащую передачу электрического тока, одновременно улучшая покрытие экрана и доступ к свариваемому соединению.
Использование
Заостренная вольфрамовая проволока в сварочном аппарате TIG на инверторном сварочном аппарате
Сварка TIG может выполняться инверторным сварочным аппаратом как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных случаях.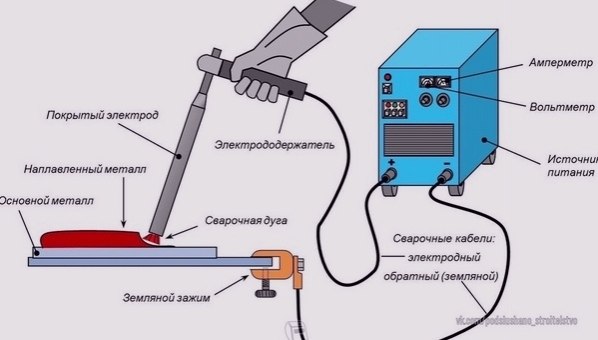
Способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG является одной из самых распространенных ошибок. К счастью, все, что вам нужно сделать, это заново заточить свой вольфрам на настольном шлифовальном станке, и вы снова будете в седле. Чтобы заточить или повторно заточить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам на настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифовки стали, иначе вы внесете загрязняющие вещества в сварку). вольфрам)
- Отшлифуйте вольфрам вдоль, убедившись, что кончик вольфрама примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не загрязнял следующий сварной шов.
вольфрам, необходимый для использования при сварке TIG на постоянном токе, — это не просто вольфрам,
либо.
Вам понадобится торированный вольфрам, который может быть весьма токсичным и требует осторожного обращения. Торированный вольфрам обрабатывали торием, который является радиоактивным соединением. Эта радиоактивность является инертной и экранированной при обычном использовании сварки, но может выделяться и вдыхаться при шлифовке вольфрама.
Царапина
или Коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка включается, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам придется либо нажать «Пуск», либо запустить дугу с нуля.
Кран
Запуск дуги для сварки TIG с помощью инверторного сварочного аппарата
Один
Способ зажигания дуги при сварке TIG — запуск дуги касанием. Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрический
контакт, необходимый для начала дуги.
Это
движение должно выполняться решительно и резко, касаясь лишь на
момент перед тем, как потянуть стержень назад. Это действие также должно быть выполнено в
легкий путь. Если вы слишком медленно нажимаете или нажимаете слишком сильно, это может
вызвать прилипание вольфрама.
Если
ваши вольфрамовые палочки, поздравляю, вы испортили сварку TIG. Вернись
к предыдущему разделу этого практического руководства, заново заточите свой вольфрам и попробуйте
опять таки. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень
палочки, инверторный сварочный аппарат должен автоматически снизить напряжение.
Если вы новичок в сварке TIG, может быть разумным попрактиковаться в сварке метчиком на металлоломе, пока вы не почувствуете уверенность в этом, прежде чем начинать серьезную сварку.
Царапина
Зажигание дуги при сварке ВИГ с помощью инверторного сварочного аппарата
Еще один способ зажечь дугу при сварке ВИГ, отличный от запуска врезным контактом, — начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
При зажигании дуги с помощью царапания перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить флюсовое покрытие. Старайтесь не царапать длинным движением, так как это может привести к тому, что сварочная дуга начнет двигаться дальше от желаемой начальной точки, чем это необходимо.
Чтобы предотвратить прилипание стержня, его следует вытащить, как только появятся искры, а затем вернуть к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Зажигание дуги с помощью царапания похоже на зажигание дуги прикосновением, но оно склонно к залипанию, если сварщик недостаточно быстр или не имеет опыта запуска дуги таким способом. Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Газ
Защита сварных швов TIG с использованием инверторных сварочных аппаратов
Другое
Основная проблема, с которой сталкиваются люди, пытающиеся сварить TIG с помощью инверторного сварочного аппарата,
недостаточная защита инертным газом, что приводит к загрязнению материалов. За
Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелий
смешивание.
При сварке методом TIG с использованием аргона и двуокиси углерода вы немедленно загрязните и разрушите сварной шов. По этой причине наличие надлежащей газовой защиты во время сварки TIG является жизненно важным. Чтобы обеспечить надлежащую газовую защиту при сварке TIG, соблюдайте следующую процедуру:
- Установите расход газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не устанавливайте слишком высокую скорость потока так же важно, как и достаточно высокую скорость потока — высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в окружающий воздух.

- Проверьте фитинги и шланги на наличие утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть адекватным, проверьте установку на наличие утечек. Чтобы проверить наличие утечек, промойте шланги и фитинги мыльной водой. Если есть утечка, вы должны увидеть пузыри в негерметичном шве.
Другое
Распространенные проблемы сварки TIG с инверторным сварочным аппаратом
При
Сварке TIG может легко научиться любой человек, имеющий базовые знания в области сварки.
Методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG.
в которых может поразить любого сварщика, новичков и профессионалов.
Здесь
Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с
инверторный сварочный аппарат:
- Сварка алюминия ВИГ постоянным током: Постоянный ток не идеален для сварки алюминия, вместо него следует использовать переменный ток.
 TIG-сварка алюминия на постоянном токе приводит к загрязнению.
TIG-сварка алюминия на постоянном токе приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения сгорели, а место сварки идеально блестит, прежде чем вводить присадочную проволоку, чтобы предотвратить загрязнение. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В ВИГ
Сварка на инверторном сварочном аппарате. Главное в игре — управление дугой
При сварке ВИГ на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете овладеть, чтобы стать лучшим сварщиком ВИГ, является управление дугой. Это означает, что с момента нажатия или поцарапать дугу до момента, когда вы убьете переключатель.
Наряду с изучением надлежащей газовой защиты крайне важно обеспечить успешную, прочную и эстетически привлекательную сварку TIG.
Кому
правильно контролировать дугу при сварке TIG, дуга должна быть как можно короче.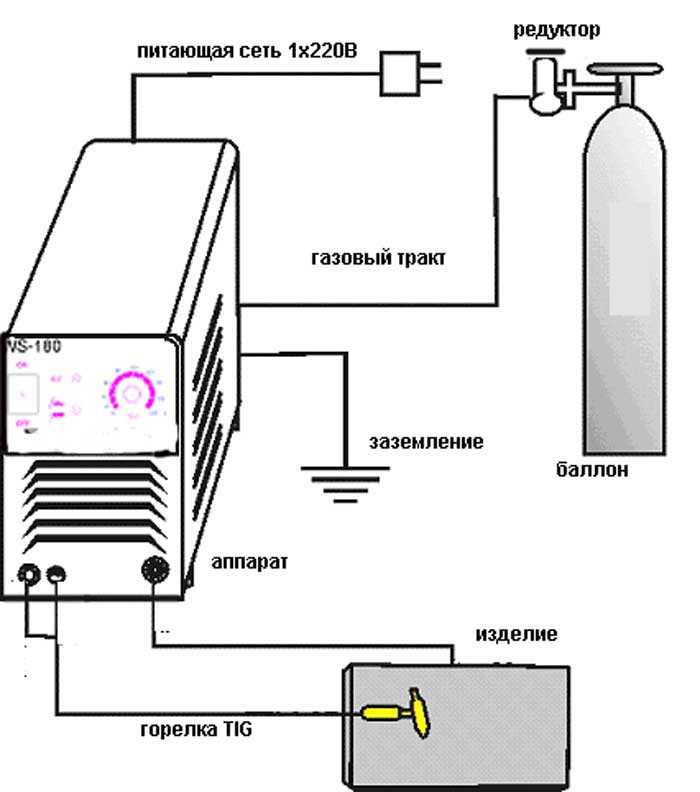
возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
Любой
регулировка длины дуги в середине сварного шва ухудшит внешний вид
сварного шва, а в более серьезных случаях может вызвать структурные проблемы.
При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих сварных швов.
различные положения на металлоломе перед попыткой какой-либо серьезной сварки
проект.
ТИГ
Сварка для каждого сварщика
Любой, кто знаком со сваркой МИГ, может запрыгнуть на линию сварки ТИГ, и для этого не нужен источник питания сварки ТИГ промышленного класса. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
С
инверторный сварочный аппарат и правильные инструменты, легко выполнять качественно,
прочные и точные сварные швы TIG на тонких и экзотических металлах, не выходя из дома
цех.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Как подключить сварочные провода
Я всегда ломал голову над тем, как правильно подсоединить сварочные провода к сварочному аппарату. Следует ли подключать заземляющий провод к отрицательной или положительной клемме сварочного аппарата? Куда должен идти провод электрода? Человек может просто усложнять вещи настолько, насколько он хочет.
Многие путаются, разбираясь в соединениях электродуховной сварки. Но скажу вам, позже я понял, что это не так сложно, как кажется.
Сварочные провода можно подсоединять тремя различными способами: соединением DCEN, соединением DCEP и соединением переменного тока. У каждого соединения есть свои плюсы и минусы. Их следует менять в зависимости от области применения сварки, в которой они используются.
В этой статье я подробно расскажу, как подключать электроды для сварочных аппаратов для различных видов сварки.
Давайте сразу приступим.
SMAW или сварка электродом
Дуговая сварка металлом в защитном газе, широко известная как сварка электродом, является наиболее популярной формой дуговой сварки. Он использует электрический ток (обычно постоянный) для расплавления металлической заготовки и стержня электрода, образуя сварочную ванну. Электрод покрыт слоем флюса, который защищает расплавленный шов от загрязнения посторонними частицами (поэтому она называется дуговой сваркой в среде защитного металла).
Установка для сварки стержнем
Установка для сварки стержнем состоит из следующего оборудования:
- Сварочный аппарат
- Сварочные провода (рабочие кабели)
- Держатель электрода
- Заземляющий зажим (рабочий зажим)
2
- Сварочный стержень)
На приведенной ниже схеме показано правильное расположение этих компонентов.
Что такое провода на сварочном аппарате?
Сварочные провода или сварочные кабели, как и другие медные провода, представляют собой электрические проводники, завернутые в изолирующую резиновую оболочку. Эти кабели бывают разного диаметра и длины. Для сильноточных приложений мы используем кабели большого диаметра, так как они имеют меньшее сопротивление току. Точно так же для слаботочных приложений вы можете использовать те, которые имеют меньший диаметр. Все это просто сводится к характеру вашего приложения.
При сварке электродом имеется два типа сварочных проводов: провод электрода и рабочий провод (также называемый заземляющим проводом). Электродный провод соединяет наш сварочный аппарат с электрододержателем. Точно так же провод заземления подключается к заготовке.
Определение размеров сварочных проводов.
Сварочные провода бывают разных размеров. При подключении сварочных проводов для стержневой сварки вы должны очень внимательно относиться к их размеру. Если вы выбрали неправильный кабель, вы не сможете получить желаемый ток и напряжение на сварочной дуге. Следовательно, могут возникнуть такие проблемы, как чрезмерное разбрызгивание и непровар. Иногда, если сила тока падает слишком низко, ваш сварочный аппарат просто не зажигает дугу.
Если вы выбрали неправильный кабель, вы не сможете получить желаемый ток и напряжение на сварочной дуге. Следовательно, могут возникнуть такие проблемы, как чрезмерное разбрызгивание и непровар. Иногда, если сила тока падает слишком низко, ваш сварочный аппарат просто не зажигает дугу.
В следующей таблице указаны правильные размеры медных и алюминиевых кабелей для различных значений силы тока при сварке электродом и длины сварочных кабелей.
Например, если ваша заготовка находится на расстоянии около 100 футов от сварочного аппарата, а ваше приложение требует 200 ампер, попросите у вашего продавца сварочного оборудования алюминиевый кабель размера 4/0 или медный кабель размера 1. /0.
Шаги по установке проводов для электродуговой сварки
Чтобы правильно подсоединить провода для электродуговой сварки, выполните следующие простые шаги
1. Размещение зажима заземления
Прежде всего, прикрепите зажим заземления в соответствующем месте. Зажим заземления соединяет нашу заготовку с землей через рабочий провод. Вы можете прикрепить его непосредственно к заготовке или к металлическому столу, на котором будет выполняться ваша работа (как показано на рисунке).
Зажим заземления соединяет нашу заготовку с землей через рабочий провод. Вы можете прикрепить его непосредственно к заготовке или к металлическому столу, на котором будет выполняться ваша работа (как показано на рисунке).
2. Подсоедините сварочные кабели к сварочному аппарату
После этого подключите рабочий кабель к отрицательной клемме сварочного аппарата, а электродный кабель к положительной клемме. Вы также можете выполнить соединения, противоположные этому, в зависимости от применения сварки. Позже в этой статье я подробно расскажу об этих соединениях.
Некоторые сварочные аппараты имеют переключатель, который можно щелкнуть, чтобы изменить полярность. В противном случае вам придется вручную поменять местами соединения сварочных кабелей. Прежде чем менять полярность на сварочном аппарате, обязательно выключите его.
3. Подключите сварочный аппарат к сети
Наконец, подключите аппарат к сети и включите его. Настройте его на соответствующие параметры тока и напряжения в соответствии с вашим сварочным приложением. Вы можете идти.
Вы можете идти.
Три типа сварочных аппаратов: DCEN, DCEP и AC
Многие люди спрашивают меня, является ли электродная сварка положительным или отрицательным заземлением. Ответ на этот вопрос: «ОБА». На самом деле, для сварки электродом вы можете подключить сварочные кабели тремя различными способами.
1. Сварочное соединение DCEP
Для положительного соединения электрода DCEP или постоянного тока (ранее известного как обратная полярность) необходимо подключить электрододержатель к положительной клемме, а заземляющий зажим — к отрицательной. В результате электроны будут течь от заготовки к электроду. Для большинства применений дуговой сварки мы используем установку DCEP. На приведенной ниже диаграмме показана настройка подключения DCEP.
2. Сварочное соединение DCEN
В DCEN или отрицательном электроде постоянного тока (ранее известном как прямая полярность) электрододержатель отрицательный, а заготовка положительная. Следовательно, электроны текут от электрода к положительной детали.![]() На следующем рисунке показана схема подключения DCEN.
На следующем рисунке показана схема подключения DCEN.
3. Подключение переменного тока
При сварке переменным током обычно используется переменный ток частотой 60 Гц. Ток меняет направление каждые 120 й доля секунды. Таким образом, сварочное соединение переменного тока не имеет полярности, что приводит к равномерному распределению тепла между электродом и заготовкой. Следующая диаграмма иллюстрирует установку для подключения переменного тока.
DCEP и DCEN: какую полярность следует использовать при сварке?
Для большинства применений мы подключаем сварочные провода в соединение DCEP. Тем не менее, сварка стержнем довольно универсальна с точки зрения полярности.
Имейте в виду, что электроны всегда движутся от отрицательной клеммы сварочного аппарата к положительной клемме. Следовательно, в случае DCEP электроны покидают поверхность металла и движутся к электроду, потому что рабочий провод подключен к отрицательной клемме сварочного аппарата. Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла аккумулируется на изделии. Наоборот, при ДКЭН две трети тепла выделяется на свариваемом металле, поскольку электроны перетекают от электрода к основному металлу.
Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла аккумулируется на изделии. Наоборот, при ДКЭН две трети тепла выделяется на свариваемом металле, поскольку электроны перетекают от электрода к основному металлу.
Вы не можете просто случайным образом выбрать любую настройку сварки. Каждое соединение имеет свои области применения и ограничения. Точно так же не все электроды работают как с DCEP, так и с DCEN.
DCEP, как я упоминал ранее, сильно нагревает электрод, что приводит к глубокому проплавлению. Однако скорость осаждения электродов в DCEP ниже, чем в DCEN. Таким образом, он не подходит для сварки тонких листов, поскольку может привести к их разрыву.
С другой стороны, соединение DCEN генерирует меньше тепла на электроде, что обеспечивает меньшее проникновение. Однако скорость осаждения присадочного металла довольно высока по сравнению с DCEP. Если вам нужно сваривать тонкие листы, я предлагаю вам использовать DCEN.
Если вам нужно сваривать тонкие листы, я предлагаю вам использовать DCEN.
Выбор электрода для разных полярностей
Различные электроды лучше всего работают при разных типах тока. Некоторые из них хороши для постоянного тока, а некоторые для переменного тока. На самом деле, это во многом зависит от типа покрытия электрода. Следующая таблица может пригодиться, чтобы выбрать подходящий для вашего приложения.
Очищающее действие дуги в DCEP
Одним из основных преимуществ DCEP по сравнению с DCEN является его очищающее действие от оксидов.
При дуговой сварке очень важно очистить поверхность металла, чтобы получить хороший сварной шов. Грязь, ржавчина, окислы и другие частицы должны быть удалены. В противном случае эти примеси смешаются с расплавленным металлом, что приведет к слабому сварному шву.
В DCEP лавина электронов движется от основного металла к положительному электроду. Этот поток электронов разрушает непроводящий оксидный слой в металле и по существу удаляет загрязненные частицы из металла, что приводит к прочному сварному шву.
Сварка переменным током и сварка постоянным током
Большинство мощных машин работают на постоянном токе. Некоторые профессиональные сварочные аппараты TIG и SMAW могут работать как на переменном, так и на постоянном токе. Но что лучше, переменный ток или постоянный? Если более 90 процентов времени мы используем постоянный ток, зачем нам вообще нужна сварка переменным током?
Сварка на постоянном токе более плавная по сравнению со сваркой на переменном токе. Посмотрите на следующую форму сигнала для переменного тока. Каждый раз, когда полярность переключается с положительной на отрицательную, наступает момент, когда текущий ток равен нулю (см. красные метки). Из-за этого прерывистого течения тока дуга образуется довольно неравномерно.
Однако в некоторых случаях вы можете предпочесть переменный ток, а не постоянный. Одним из основных преимуществ переменного тока является его способность устранять дуговой разряд. Ваши сварные швы кривые или волнистые? Вокруг сварного шва слишком много брызг? Если «да», ваш сварной шов может страдать от дугового разряда. Переход на переменный ток может избавиться от таких проблем. Тем не менее, сварка на постоянном токе имеет гораздо больше преимуществ, чем на переменном токе.
Переход на переменный ток может избавиться от таких проблем. Тем не менее, сварка на постоянном токе имеет гораздо больше преимуществ, чем на переменном токе.
Сварка электродом Поиск и устранение неисправностей сварочных проводов
Профилактика всегда лучше лечения. Неправильное использование сварочных кабелей может привести к таким проблемам, как малый выходной ток, высокое сопротивление и трудности с зажиганием дуги. Поэтому всегда лучше использовать подходящие кабели и использовать правильную технику сварки. Тем не менее, если из-за неправильного использования кабелей возникают некоторые сложности, это небольшое руководство по устранению неполадок может помочь вам избавиться от этих проблем.
- Выпрямите кабели.
- Убедитесь, что в кабеле нет изгибов или витков, так как это может вызвать индуктивность проводов.
- Кабели более низкого качества могут вызвать проблемы с запуском дуги. Используйте высококачественные кабели.
- Используйте сварочные провода подходящего размера.

