Маркировка кругов наждачных: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Как выбрать наждачный круг – Советы от компании Абрафлекс
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма.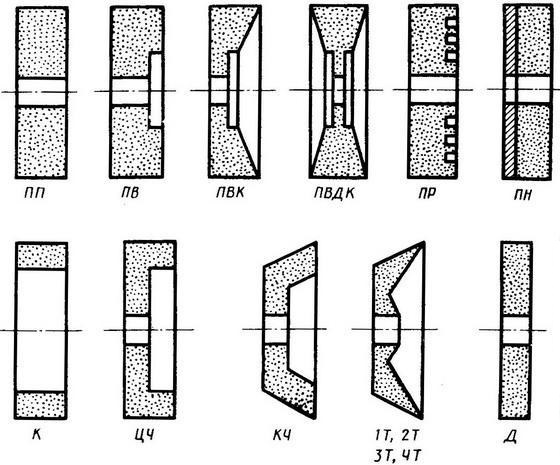 По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Эти размеры оптимальны для применения в частном хозяйстве.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.

- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.
Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.

- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
Посмотрите товары в нашем каталоге
Самозацепляемый шлифовальный круг VAD8+1-M 150 | Шлифовальная лента ZL20 75х533 | Лепестковая головка FWOS 60x15x6 |
Узнаем как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.

Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.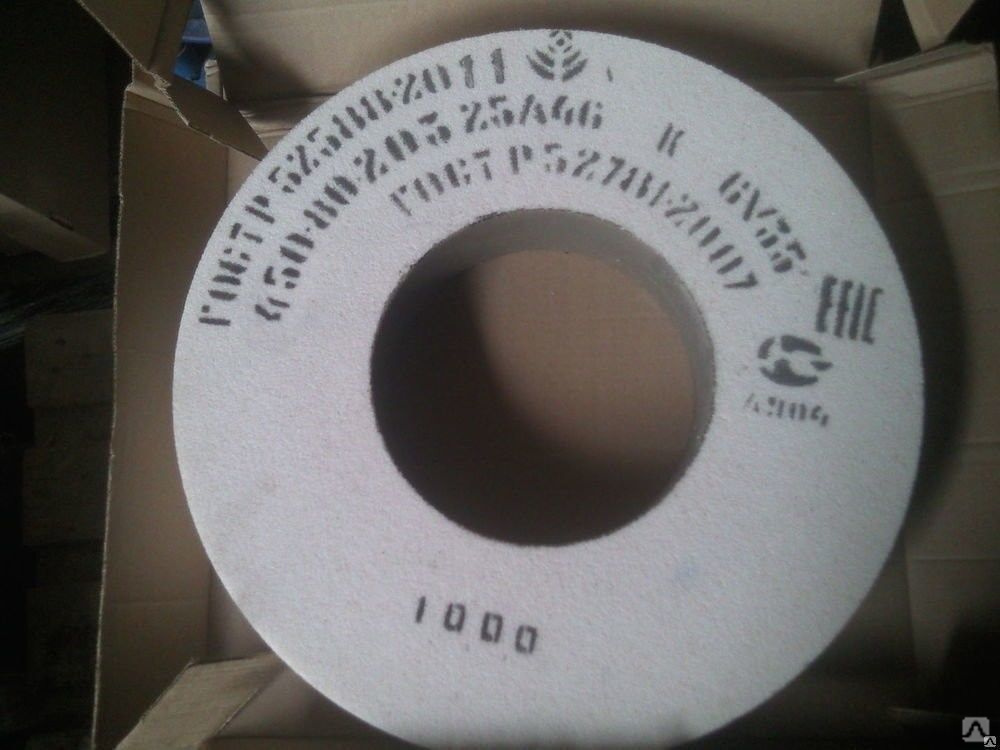
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
характеристики, маркировка, назначение :: SYL.ru
Выполняя ремонтные или строительные работы, вы наверняка не раз использовали разные инструменты и приспособления. Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Назначение
Шлифовальные круги можно отнести к абразивным режущим инструментам, которые выступают в качестве составляющего элемента шлифовального оборудования, используемого для обработки разных поверхностей. Отличительной особенностью данных изделий выступает пористая поверхность, в составе которой содержатся зерна абразивных материалов и элементы природного, а также искусственного происхождения.
Если более подробно рассмотреть структуру, то ее можно сравнить с зубьями пилы. Сходство проявляется в назначении. Твердые частицы с минимальными затратами времени и сил позволяют шлифовать разные поверхности. Эффективность использования круга можно обеспечить, оснастив им электрическое точило. Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
- углеродистой стали;
- прочной пластмассы
- цветных металлов;
- кованого железа;
- ковкого чугуна;
- бронзы;
- стекла.
С помощью кругов можно резать кирпич, гипсокартон, кровельный шифер и разные материалы по типу бетона и керамики. Абразивный круг может использоваться для обработки разных поверхностей. С его помощью можно резать материал, углубляясь в его структуру, а также создавая пазы.
Маркировка кругов
Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.
Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.
Выбор зернистости
Решая вопрос о том, какая зернистость вам нужна, следует обратить внимание на припуск, удаляемый с поверхности, а также степень шероховатости. Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Если абразивный круг будет иметь маленькие показатели зернистости, то это уменьшит производительность, что не может быть преимуществом. Для изменения размера зерна применяются единицы, которые равны 10 мкм. Если производитель использует современный стандарт, то у круга будет маркировка под буквой F с определённым числом, с увеличением которого степень зернистости будет снижаться.
Характеристики кругов: расшифровка маркировки
Маркировка абразивных кругов имеет отличия, выраженные в твердости, зернистости, связке, а также марке абразива. Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Что касается твердости, то буква «К» говорит о средней мягкости, а структура обозначается цифрой 6 и является в данном случае средней. Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Дополнительные обозначения
Иногда после обозначения связки можно увидеть цифры, которые указывают на окружную скорость. Электрокорунд нормальный маркируется производителями как «14А», тогда как зернистость может выглядеть следующим образом: «F36-F30», в данном случае идет речь о расширенном диапазоне, который предполагает средний размер в 525 мкм. Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Разновидности кругов и их размеры
Абразивные круги по металлу могут обозначаться по ГОСТ 2424-75. В этом случае круг прямого профиля вы сможете узнать по двум буквам «ПП», тогда как кольцевой круг обозначается буквой «К». Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Круг с двумя выточками будет иметь маркировку «ПВД», тогда как запрессованные и крепежные элементы в круге обозначаются «ПН». Помимо формы профиля, описываемые круги можно охарактеризовать размерами D х T х H. В данном случае первый параметр – это наружный диаметр, второй – высота, третий – диаметр отверстия.
Эльборовые и алмазные круги регламентируются по государственным стандартом 24747-90. Маркировка будет состоять из трех или четырех символов, ознакомившись с которыми, вы сможете узнать информацию о:
- форме сечения поверхностного слоя;
- форме сечения корпуса;
- расположении верхнего слоя на круге;
- конструктивных особенностях корпуса, если таковые имеются.
Информация о диаметре
Диаметр абразивных кругов и их разновидность подбираются с учетом конфигурации и вида шлифуемой поверхности, а также характеристик инструмента или используемого оборудования. На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
Небольшой диаметр способствует еще и тому, что износ будет неравномерным. Характеристики абразивных кругов предполагают еще и ширину алмазного слоя. Она должна быть относительно внушительной при работе на проход. Если шлифовать методом врезания, то ширина напыления должна быть соизмерима с шириной обрабатываемой поверхности, в ином случае на основании круга появятся уступы.
Правка кругов
Правка обтачиванием – это точение материала и связки инструментом высокой твердости, который работает по принципу обычного резца. Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки.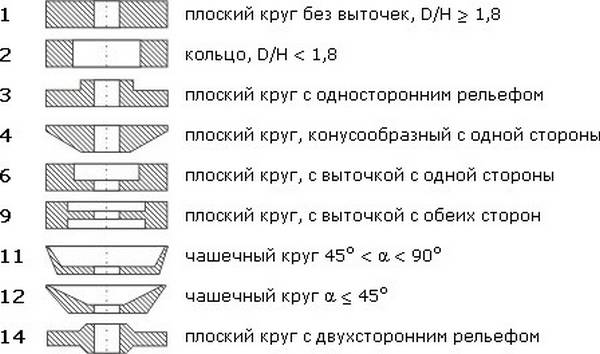 Их закрепляют в оправках механического зажима, чеканки или пайки.
Их закрепляют в оправках механического зажима, чеканки или пайки.
Правящие инструменты могут обладать своеобразной конструкцией. Одни имеют вид стержня, в конец которого устанавливается крупный алмаз. Такие приспособления называются алмазами в оправе или алмазными иглами. Шарошка для правки абразивных кругов имеет расширенную поверхность, на которой закреплено определенное количество алмазов. Эту же конструкцию имеют и алмазные карандаши. Поверхность обычно располагается перпендикулярно ручке. Глубина слоя может достигать значительных величин. Чем она более внушительна, тем срок службы инструмента будет дольше. Если верхние алмазы оказываются изношены, то в работу вступают нижние слои.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.
Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Материалы для шлифовальных кругов
Самыми часто используемыми материалами для изготовления абразивных кругов выступают:
- электрокорунд;
- эльбор;
- карбид кремния;
- алмаз.
Электрокорунд представлен несколькими марками. Чем большее число в обозначении вы увидите, тем выше качество изделия перед вами. Электрокорунд может быть нормальным, хромистым, титанистым, циркониевым и пр. Круг абразивный зеленый выполняется из карбида кремния. Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Зеленый карбид по сравнению с черными является более хрупким. Для алмазных шлифовальных кругов часто применяется одноименный материал, который отлично подходит для заточки и доводки твердосплавного инструмента, а также оптического стекла, керамики и деталей из твердых сплавов. Алмаз очень хорош для плавки кругов из других материалов. Но если температура поднимется больше 800 °С, то алмаз начнет сгорать. Такую же твёрдость, как и алмаз, имеет эльбор. Он превосходит его в термостойкости.
Заключение
Зернистость абразивных кругов должна быть такой же, как и зернистость бруска для правки изделия. Бруски могут быть выполнены из зеленого карбида кремния с использованием керамической связки. Твердость обычно обозначается буквами R, S, T. Структура бруска обязательно должна быть открытой или средней.
Круг вулканитовый маркировка | ТРАСТ МЕТАЛЛ
Круг вулканитовый маркировка
Зернистость шлифовальных кругов. Назначение связки — прочно скреплять зерна между собой. Она может быть получистовой или чистовой. Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Она может быть получистовой или чистовой. Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Самыми востребованными на рынке специфического инструментария стали: круг шлифовальный зернистость 120, круг шлифовальный зернистость 60, круг шлифовальный зернистость 100. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки. Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Такие инструменты называют «импрегнированными». Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Такие инструменты называют «импрегнированными». Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Круг вулканитовый
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Шлифовальные круги подразделяются по многим параметрам. Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647. Круги шлифовальные абразивные с зернистостью разной степени требуются для: предварительных операций с большой глубиной резания, обтирочных операций, обработки алюминия, латуни и меди. Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Таблица зернистости шлифовальных кругов. Зерна абразивного материала могут быть выполнены из: карбида кремния, алмаза (искусственного или природного), электрокорунда, эльбора. Классификация шлифовальных кругов по зернистости. Как выбрать зернистость шлифовального круга? Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Что касается связки, то она может иметь искусственное или природное происхождение. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.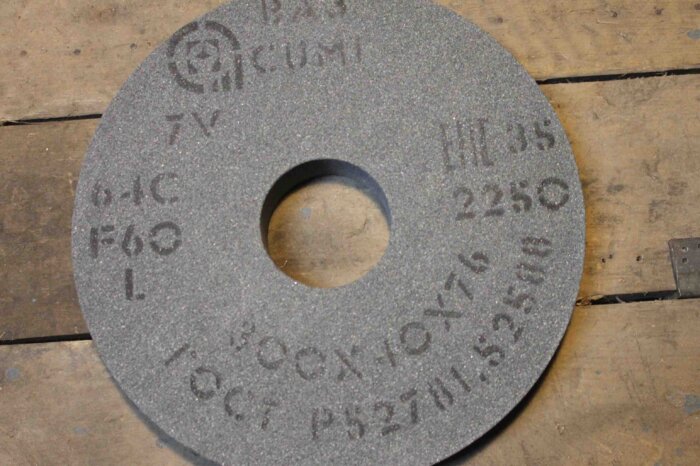 Технические особенности шлифовального круга зависят от степени зернистости. Классификация по зернистости. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов. Таблица зернистости шлифовальных кругов по старым и нынешним стандартам.
Технические особенности шлифовального круга зависят от степени зернистости. Классификация по зернистости. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов. Таблица зернистости шлифовальных кругов по старым и нынешним стандартам.
На каждом шлифовальном круге есть обозначение (маркировка). Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. Абразивный материал срезает микроскопическую стружку с деталей или материала. Кроме того, на поверхности шлифовального круга обязательно имеются поры. Обозначение по ГОСТ (алмазные порошки) Обозначение для абразивных материалов, исключая материалы на гибкой основе.
Круг вулканитовый маркировка
Обозначение по ГОСТ 3647-80. Среднезернистые и мелкозернистые круги используются для: обработки твердых сплавов, обработки закаленных сталей, финишного шлифования, заточки инструментов. Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Чистовая обработка материала или инструмента требует более мелких фракций.
Смотрите также
Круг вулканитовый
Сфера применения. Для оформления заявки позвоните нашим специалистам по телефону или воспользуйтесь онлайн-формой на сайте. Отрезные круги на…
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3. Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006.
 Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Маркировка шлифовальных кругов в Нальчике: 856-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Нальчик
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Маркировка шлифовальных кругов
Круг шлифовальный из абразивной бумаги, ЗУБР Стандарт 35350-150-120, на велкро основе, 6 отв. , Р120, 150мм, 5шт
, Р120, 150мм, 5шт
В МАГАЗИНЕще цены и похожие товары
Шлифовальные круги Практика Профи, на липкой основе, Р80, для металла и дерева, 125 мм (5 шт) {038-630}
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный ЗУБР «МАСТЕР» веерный лепестковый, на шпильке, тип КЛО, зерно-электрокорунд нормальный, P100, 15х30мм {36600-100}
В МАГАЗИНЕще цены и похожие товары
шлифовальный круг Bosch M480 Best for Wood and Paint 150 мм (2 608 621 171 , 2608621171 2.608.621.171)
В МАГАЗИНЕще цены и похожие товары
225
225
Круг лепестковый торцевой PROFI по металлу Р100 Русский Мастер Тип: Диск шлифовальный, Размер:
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный Bosch Wood 125мм K100 (827)
В МАГАЗИНЕще цены и похожие товары
Диск шлифовальный по металлу 220 х 22. 23 6 мм, Практика Мастер {031-150} Тип: шлифовальный, Бренд:
23 6 мм, Практика Мастер {031-150} Тип: шлифовальный, Бренд:
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный по металлу Луга 125x6x22.2мм
В МАГАЗИНЕще цены и похожие товары
Диск шлифовальный по металлу 180 х 22.23 6 мм, Практика Мастер {031-143} Тип: шлифовальный, Бренд:
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный абразивный по металлу, для УШМ, 230 x 6 мм, ЗУБР Мастер {36304-230-6.0} Тип:
В МАГАЗИНЕще цены и похожие товары
шлифовальный круг Bosch Best for Wood 150 мм (2 608 607 855 , 2608607855 2.608.607.855) Диаметр:
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный ЗУБР «МАСТЕР» веерный лепестковый, на шпильке, тип КЛО, зерно-электрокорунд нормальный, P60, 15х30мм {36600-060}
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный Bosch Wood+Paint Multihole 150мм K60 (016)
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный абразивный «Луга» по металлу, 115х6х22,23мм {3650-115-06} Тип:
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный Redverg для электрических точил 175х32х20мм Р60 (930261)
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный ЗУБР «ПРОФИ» фибровый, для УШМ, P24, 150х22мм, 5 листов {35585-150-024}
В МАГАЗИНЕще цены и похожие товары
Шлифовальный камень 400х40х127 Лужский АЗ, г. Луга 25А 25 СМ1 КБ Диаметр диска: 400, Зернистость:
Луга 25А 25 СМ1 КБ Диаметр диска: 400, Зернистость:
В МАГАЗИНЕще цены и похожие товары
Шлифовальный круг Platin II 150мм,1000 Бренд: Festool, Страна: Германия
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный Redverg для электрических точил 125х32х20мм Р36 (930201)
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный ЗУБР «МАСТЕР» веерный лепестковый, на шпильке, тип КЛО, зерно-электрокорунд нормальный, P120, 20х50мм {36601-120}
В МАГАЗИНЕще цены и похожие товары
шлифовальный круг Bosch Зачистной Best for Metal 115 мм (2608607632 , 2.608.607.632)
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный ЗУБР «МАСТЕР» веерный лепестковый, на шпильке, тип КЛО, зерно-электрокорунд нормальный, P320, 20х50мм {36601-320}
В МАГАЗИНЕще цены и похожие товары
Круг алмазный 230х25,4 керамика Pf Ceramic BOSCH 2. 608.602.538 Внешний диаметр: 230, Внутренний
608.602.538 Внешний диаметр: 230, Внутренний
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный из абразивной бумаги, ЗУБР Стандарт 35350-150-180, на велкро основе, 6 отв., Р180, 150мм, 5шт
В МАГАЗИНЕще цены и похожие товары
Шлифовальные круги Практика Профи, на липкой основе, Р80, для металла и дерева, 6 отверстий, 150 мм (5 шт) {031-563}
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный по металлу 230x6x22.2мм
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный по металлу Bosch Expert for Metal 125x6x22.2мм
В МАГАЗИНЕще цены и похожие товары
Круг шлифовальный из абразивной бумаги, ЗУБР Стандарт 35350-150-060, на велкро основе, 8 отв., Р60, 150мм, 5шт
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Наждачный круг.
 Абразивные круги подразделяются на огромное количество типов, как по области применения, так и по уникальным свойствам
Абразивные круги подразделяются на огромное количество типов, как по области применения, так и по уникальным свойствам
ГлавнаяРазноеНаждачный круг
Абразивные круги – типы, назначение, характеристики
Металлическую заготовку прежде, чем она станет готовым изделием, очень часто обрабатывают с помощью абразивных шлифовальных кругов. Делается это для того, чтобы обеспечить высокую гладкость поверхности.
Некоторые разновидности абразивных кругов
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках.
Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.
Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Типы шлифовальных кругов
Чтобы правильно произвести обработку детали, необходимо определить вид шлифования. Это позволит правильно выбрать абразивные насадки. Основными критериями выбора выступают материал обрабатываемой детали и характер воздействия на ее поверхность.
Так, шлифовальные круги с прямым или кольцевым профилем широко используются в быту и на малых станках для шлифования металлов, заточных операций, производимых их торцевой поверхностью. Актуальны эти круги при работе со стеклом, фарфором, камнем (здесь также можно использовать плоские насадки с одно- или двухсторонней выточкой, которые удобны и при осуществлении обдирочных работ).
Конический шлифовальный круг
К наиболее распространенным относятся конические круги, которые могут быть как двухсторонними, так и обычными. Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах.
Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах.
Для обработки многих деталей оптимальными вариантами можно назвать шлифовальный чашечный круг и круг с тарельчатыми насадками (чаще всего они имеют цельнометаллические насадки и алмазное напыление). Чашечный круг напоминает инструмент прямого профиля с конической выточкой. Основное отличие заключается в том, что торец располагается под прямым углом к боковой плоскости.
Пример чашечных абразивных кругов
Ассортимент абразивных кругов по типу абразива достаточно широк. Помимо упомянутого ранее алмазного покрытия широко применяется электрокорунд. При помощи электрокорунда изготавливают цельные насадки. Чаще всего они не имеют основания и запрессованного сердечника.
Востребованы и круги, выполненные из карбида кремния. Последние подразделяются на два вида: черный и зеленый (насадки имеют соответствующий цвет). Зеленый при этом является более хрупким.
Зеленый при этом является более хрупким.
К высокопрочным абразивам относится эльбор. Данный материал в своей основе имеет кубический нитрид бора. По эксплуатационным свойствам он не уступает алмазу, при этом эльбор отличается более высоким уровнем термоустойчивости.
Круг из электрокорунда
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.
Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Важно не забывать, что жесткая основа высокой твердости может приводить к перегреву шлифуемого металла и, соответственно, пережогу поверхности обрабатываемого элемента. Бакелитовые насадки лишены этого недостатка. Они гораздо мягче, поэтому очень слабо нагревают металл и способны самозатачиваться при обработке детали.
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Выбор шлифовального круга
Главное требование, выдвигаемое к абразивной насадке, касается ее твердости. Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна.
Крупные фракции керамических или резиновых кругов не подойдут для работы с мягкими материалами. Мелкие зерна подходят только для полировки. Зачастую мелкозернистые абразивы наносятся на отрезные диски и тарельчатые металлические насадки. Глянцевую поверхность может обеспечить фибровый круг. Если его насадка мягче обрабатываемой детали, результат обработки будет хорошим, но износ инструмента также будет очень сильным.
Фибровый шлифовальный круг
При обработке крупных поверхностей предпочтение нужно отдавать шлифовальным кругам большого диаметра: маленький круг сделает гораздо больше оборотов, поэтому изнашиваться он тоже будет быстрее. Тарельчатые, чашечные шлифовальные круги выбираются по аналогичному принципу. Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Маркировку абразивных кругов для наждака сложно, но можно расшифровать
Что представляют собой абразивные круги – материалы изготовления и технология применения. Абразивный круг – не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой.
Изготавливается из зерен абразивных материалов, смешанных со связкой.
Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Широкий выбор и различные варианты применения
Основные виды абразивных кругов:
Отрезные
Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства.
Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
- Для металла.
 Применяются для резки трубы, профиля и листового металла
Применяются для резки трубы, профиля и листового металла - Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях
- Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики
Разнообразие размеров впечатляет
Шлифовальные
Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Шлифовальные круги в разрезе бывают следующей геометрической формы:
- Прямой профиль. Применяются для заточки ножей, топоров, наружного и внутреннего шлифования, обдирочных и зачистных работ. Можно производить шлифование плоскостью.
- Конусообразный профиль. Применяются для заточки зубьев не дисковых пил.
- Двусторонний конусообразный профиль. Применяются для доводки профилей шеверов и долбяков, зубчатых колес, шлифования резьбы.
- Прямой профиль с выточкой, одно или двусторонней.
 Применяются для круглого, плоского и внутреннего шлифования, обработки шейки и торца.
Применяются для круглого, плоского и внутреннего шлифования, обработки шейки и торца. - Односторонняя или двусторонняя конусообразная выточка. Применяются для подрезки торца с одновременной круглой шлифовкой, а также круглой шлифовки шейки и торца.
Чашечные
Подразделяются на:
- Цилиндрические. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил
- Конические. Применяются для шлифования плоских направляющих и заточки зубьев режущего инструмента
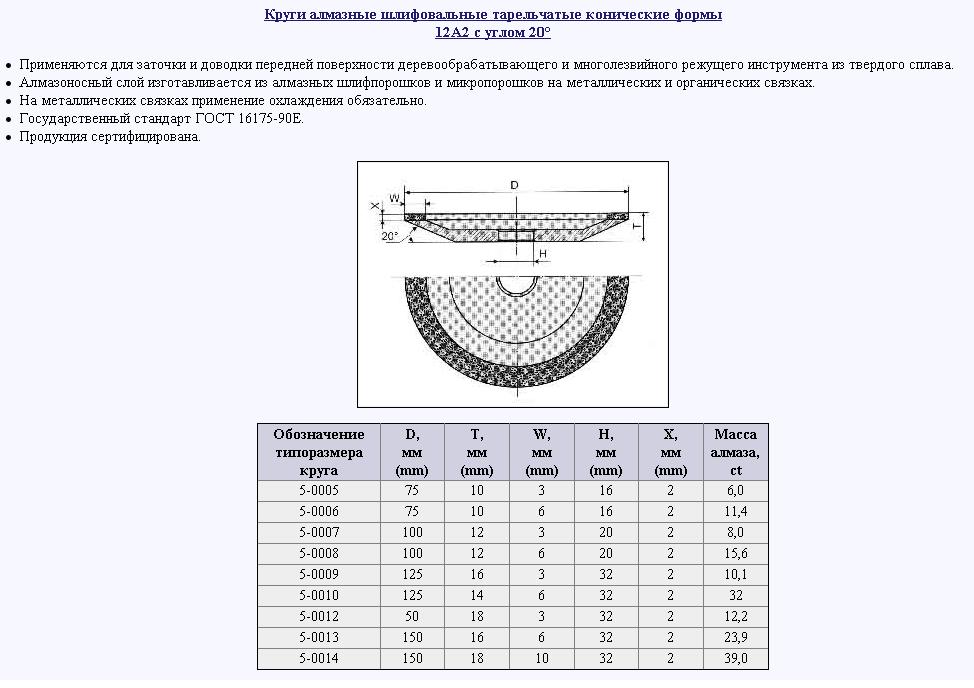
- Тарельчатые. Применяются для обработки и заточки многолезвийных режущих инструментов и финишной доводки зубьев шестерен
Конические шлифовальные камни
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения.
Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга.
Важно правильно подобрать зернистость абразивного круга.
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).

- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден.
 Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Расшифровка нанесенной маркировки на диск
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года.
Какие именно характеристики указаны в маркировочной строке?
- Аббревиатура завода изготовителя.
- Материал, из которого изготовлен абразивный круг.
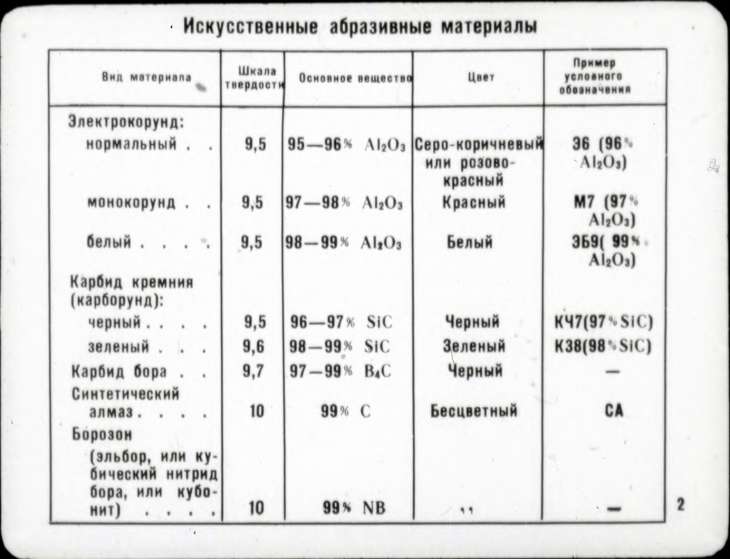
| Материал | Наименование | Характеристики |
| 13А, 14А, 15А, 16А | электрокорунд нормальный | Цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе Достаточно мягкий, не нагревается при работе |
| 23А, 24А, 25А | электрокорунд белый | Более твердый, но при этом хрупкий. Высокие абразивные свойства |
| 32А, 33А, 34А | электрокорунд хромистый | Высокая производительность при шлифовке |
| 37А | электрокорунд титанистый | Главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности |
| 38А | электрокорунд циркониевый | Самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ |
| 43А, 44А, 45А | семейство монокорундов | Очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов |
| 53С, 54С | черный карбид кремния | Высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается |
| 62С, 63С, 64С | зеленый карбид кремния | Область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики Полировка керамики |
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381-2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Твердость круга по ГОСТ Р 52587-2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
- F, G, H, I, J — мягкие
- K, L, M, N — средние
- O, P, Q, R, S — твердые
- T, U, V, W, X, Y, Z — очень твердые
Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
Обозначается не всегда.
- 0, 1, 2, 3, 4 плотность 68-54%
- 5, 6, 7, 8 плотность 53-48%
- 9, 10, 11, 12 плотность 44-38%
- 13, 14 и больше плотность 36-34% и меньше
Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
- V – керамическая связка
- B – бакелитовая связка
- R – вулканитовая связка
Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга.
obinstrumente.ru
Наждачные, шлифовальные и абразивные круги для дрели и шлифовальных станков
Содержание статьи:
Шлифовальные круги предназначены для удаления небольшого количества материалов с поверхности заготовки. Таким способом удаляются неровности, выполняется заточка различного инструмента. Для выбора той или иной модели следует ознакомиться с классификацией и видами шлифовальных кругов.
Таким способом удаляются неровности, выполняется заточка различного инструмента. Для выбора той или иной модели следует ознакомиться с классификацией и видами шлифовальных кругов.
Назначение шлифовальных кругов
Виды шлифовальных кругов
Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид.
Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер.
Способы применения шлифовальных кругов в зависимости от маркировки и состава:
- шлифование поверхностей различных деталей и заготовок.
 Степень обработки зависит от зернистости, общей площади контакта и скорости вращения;
Степень обработки зависит от зернистости, общей площади контакта и скорости вращения; - заточка инструментов. Для выполнения этих действий необходимо использовать специальные алмазные точила.
Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов.
Для выполнения некоторых типов работ иногда требуются шлифовальные круги нестандартной конфигурации и размеров. У других моделей они отличаются не только зернистостью, но и формой. Чаще всего подобные модели применяются для комплектации заводских станков.
Виды кругов для шлифовки
Формы шлифовальных кругов
Чтобы определить типы шлифовальных кругов необходимо ознакомиться с ГОСТ 2424-83. В нем указывается область назначения, материал изготовления и требования к техническим параметрам этого типа инструментов. Но определяющим значением являются условия эксплуатации.
В настоящее время для выполнения шлифовальных работ могут быть использованы следующие типы торцевых и плоскостных кругов с соответствующей маркировкой и обозначением:
- шлифовальные по металлу.
 Применяются для обработки сварных соединений. После установки на дрель торцевой частью происходит обработка заготовок и деталей;
Применяются для обработки сварных соединений. После установки на дрель торцевой частью происходит обработка заготовок и деталей; - алмазные. Предназначены для финального шлифования поверхности заготовки. Следует помнить, что они относятся к разряду заточных. Характеризуются особым составом;
- фибровые. Изготавливается из многослойной вулканизированной бумаги. Обработка происходит как торцевой, так и плоскостной частью материала. Предназначены для установки на дрель;
- лепестковые. Состоят из множества лепестков, установленных на монтажном кольце. Характеризуются высокой приспосабливаемостью к любым типам поверхностей заготовок. С помощью лепестковых дисков эффективно удаляется ржавчина;
- самозацепляемые. Характеризуются высоким показателем зернистости. Одна часть имеет клейкую основу для установки на дрель. Предназначены для тонкой обработки деревянных или металлических поверхностей.
Перед тем как выбрать следует учитывать зернистость шлифовальных дисков.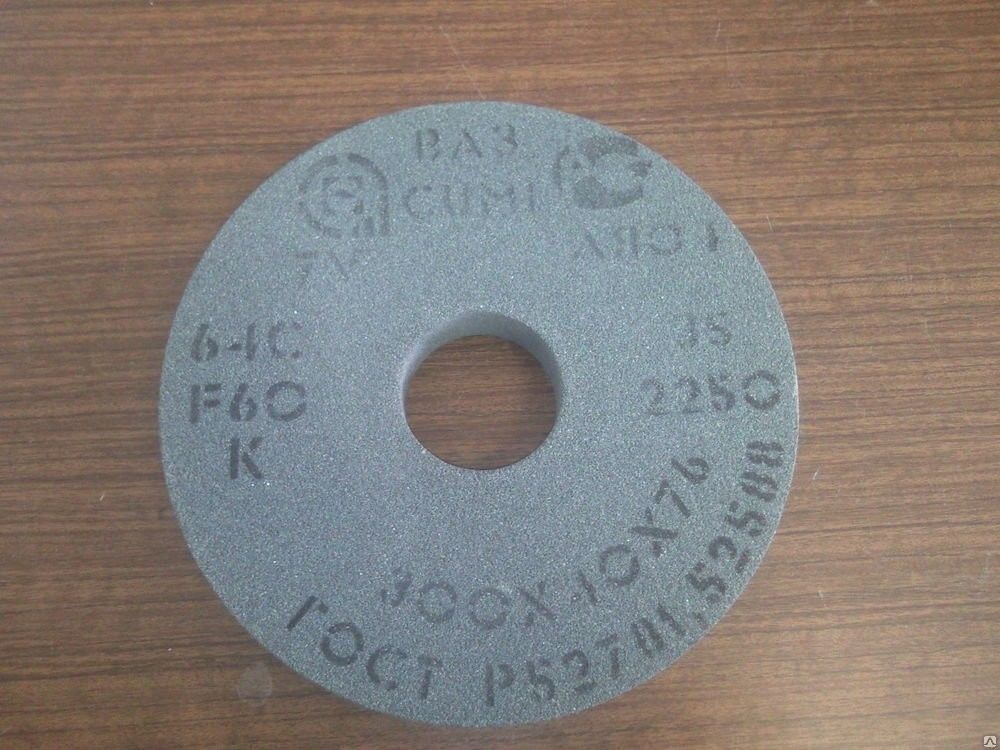 Это же относится и к заточным моделям. Чем больше размер зерна — тем интенсивнее будет сниматься материал с поверхности детали во время обработки точилом.
Это же относится и к заточным моделям. Чем больше размер зерна — тем интенсивнее будет сниматься материал с поверхности детали во время обработки точилом.
Также учитывается диаметр. Для бытовых станков применяются модели с диаметром от 50 до 300 мм. Во время тонкой обработки могут быть установлены круги специальной формы.
Материал изготовления заточных шлифовальных кругов
Заточные и шлифовальные круги
Степень обработки шлифовального круга во многом зависит от его структуры. Учитывая различные типы операций, производители предлагают несколько типов для дрели, отличающихся маркировкой, материалом изготовления и типом обработки — торцевой или плоскостной.
Главным требованием к материалу изготовления являются абразивные свойства. Одновременно с этим они должны иметь достаточную механическую прочность, не разрушаться под воздействием агрессивных сред. Последнее качество особо важно при использовании охлаждающих жидкостей. Это не свойственно для лепестковых моделей.
Структуру и состав материала изготовления можно определить по маркировке и обозначению. Там же указана область применения шлифовального круга:
- электрокорунд. Разделяются на белые (22А, 23А, 24А, 25А), нормальные (12А, 13А, 14А, 15А, 16А), хромистые (32А, 33А, 34А), титановые (37А) и циркониевые (38А). Чем больше число — тем выше качество изготовления;
- карбид кремния. Изготавливается зеленого (62С, 63С, 64С) и черного (52С, 53С, 54С, 55С) цветов. Первый имеет более хрупкую структуру. Используются в качестве заточных;
- алмаз. Основная область применения — заточка и шлифование твердосплавного инструмента. С помощью алмазных кругов можно выполнять доводку других типов шлифовальных поверхностей;
- эльбор. По свойствам близок к алмазу, но отличается большей термостойкостью. Для бытовых нужд в качестве точила практически не применяется, так как имеет высокую стоимость.
Электрокорунд Карбид кремния Алмаз Эльбор
Следующим свойством торцевых кругов для дрели является их зернистость. Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц.
Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц.
В каждом конкретном случае материал изготовления шлифовального круга для торцевой обработки с помощью дрели определяется в индивидуальном порядке. На это влияют свойства заготовки, требуемая степень ее шлифовки.
Маркировка основных шлифовальных кругов
Маркировка абразивного круга
Для того чтобы выбрать оптимальные модели шлифовального круга необходимо знать условные обозначения на его поверхности. Таким образом можно узнать не только способ его изготовления, но и зернистость, точные размеры и конфигурацию: лепестковый, обычный или специальный заточной.
В первую очередь следует определить материал изготовления и возможность использования как точила на станке. Данные можно взять из перечня, описанного выше. Затем узнается зернистость круга для дрели. В некоторых случаях пиктограмма указывает на невозможность торцевой обработки. Чаще всего это касается корундовых дисков по металлу.
Затем узнается зернистость круга для дрели. В некоторых случаях пиктограмма указывает на невозможность торцевой обработки. Чаще всего это касается корундовых дисков по металлу.
Следующим свойством является твердость шлифовального круга. Классификация зависящая от его состава:
- F, G. Относятся к разряду очень мягких;
- H, I, J. Мягкие, предназначены для чистовой обработки деталей;
- K, L. Таким образом маркируются изделия со средней мягкостью;
- M, N. Средние, наиболее распространенный тип;
- O, P, Q. Со средней твердостью;
- R, S. Твердые;
- T, U. Очень твердые, используются в качестве точила;
- V, W, X, Y, Z. Чрезвычайно твердые.
Производители редко обозначают структуру и состав диска на маркировке. В первую очередь это относится к типу связи. Данный термин указывает, какой состав применялся для создания однородной массы. В настоящее время в качестве связующего компонента может использоваться керамическая, бакелитовая и вулканитовая связки.
Во время эксплуатации может нарушиться геометрия овального круга или размер лепесткового основания. В особенности это касается торцевой обработки деталей с помощью дрели или станка. В таком случае необходимо сделать правку согласно маркировке. Для этого рекомендуется использовать твердосплавный инструмент или алмазные диски.
В видеоматериале показаны основные виды шлифовальных кругов:
Дополнительные справочные материалы
stanokgid.ru
Маркировка шлифовальных кругов расшифровка по новому
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев.
 Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей. - Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т. д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т. е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.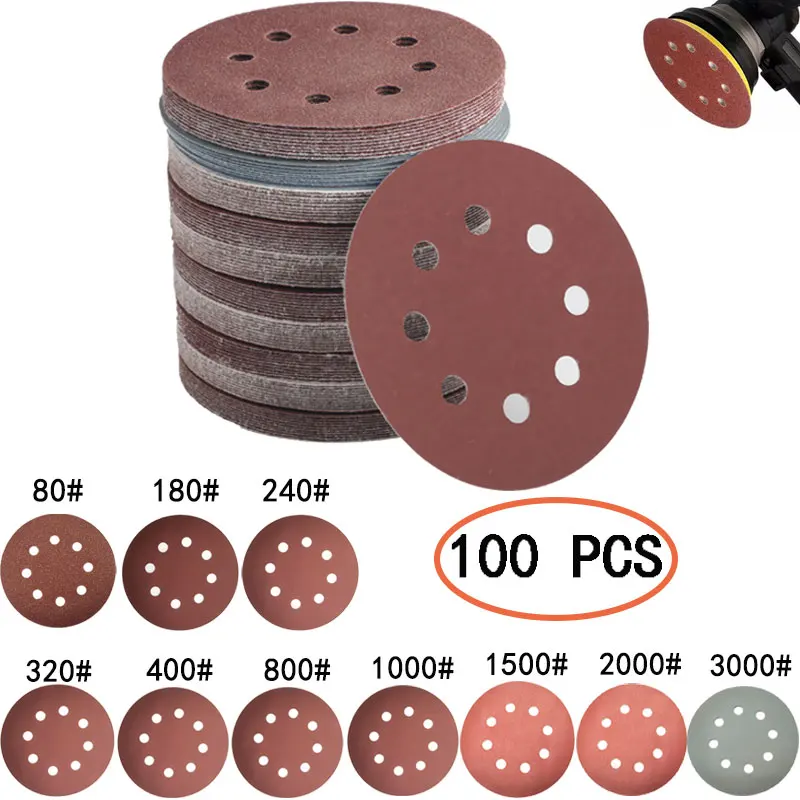
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
stroypomochnik.ru
Как выбрать наждачный круг – Советы от компании Абрафлекс
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.
- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.
- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.
Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.
- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
abraflex.ru
Абразивные шлифовальные круги – наводим глянец + видео
В промышленном цеху или в домашней мастерской металлическая заготовка, превращающаяся в готовое изделие, зачастую проходит через абразивные шлифовальные круги, посредством которых получает идеально гладкую поверхность.
1 Где и как используются абразивные шлифовальные круги
Не только в машинах и приборах, но и в интерьере полированные материалы смотрятся гораздо красивее, причем в механизмах гладкие поверхности деталей играют немалую роль. В частности, в большинстве движущихся узлов отдельные их части должны быть хорошо пригнаны, а значит, трение должно быть минимальным, если, конечно, оно не предусмотрено изначально. При этом шлифовка необходима не только металлу, но и камню, а также, в некоторых случаях, древесине и пластику.
Абразивные шлифовальные круги изготавливаются различной формы, что позволяет использовать их для самых разнообразных нужд. Например, металлические изделия требуют не только сглаживания поверхности, очень часто им требуется очистка от ржавчины, а данный процесс невозможен, если не применяются специальные виды абразивных кругов. Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.
Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.
Рекомендуем ознакомиться
Активно пользуются абразивными кругами ювелиры, которым необходимо полировать изделия из золота и серебра, а также мастера по камню (не путайте с огранщиками), работающие с полудрагоценными и поделочными минералами. Некоторые виды шлифовальных насадок для дрели требуются при отделочных и ремонтных работах. В частности, для зачистки стен перед покрытием их штукатуркой или облицовкой плиткой. Некоторые типы кругов нужны для снятия старой эмали с сантехники, а также для очистки труб от ржавчины.
2 Какие бывают типы шлифовальных кругов
В первую очередь следует определить для себя, какие именно виды шлифования планируется выполнять с помощью абразивных насадок, имеющих самую разную форму. Выбор обычно зависит от материала, обработка которого предполагается, а также от характера воздействия на поверхность.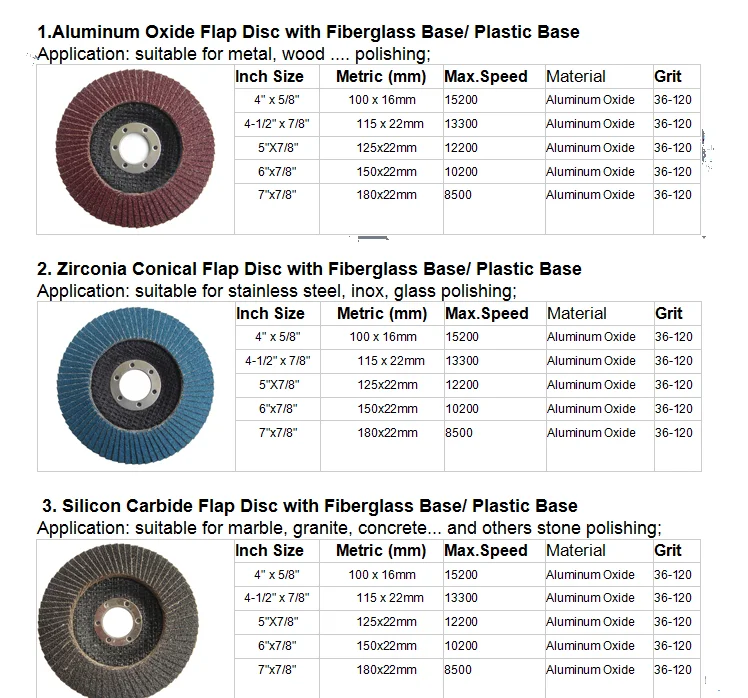 К примеру, круг шлифовальный прямого профиля, а также кольцевая его разновидность, используются в быту на небольших станках для заточки инструмента и шлифования металла (цветного и различных сплавов) торцевой плоскостью. Пригодны такие круги и для работы с камнем, стеклом, фарфором.
К примеру, круг шлифовальный прямого профиля, а также кольцевая его разновидность, используются в быту на небольших станках для заточки инструмента и шлифования металла (цветного и различных сплавов) торцевой плоскостью. Пригодны такие круги и для работы с камнем, стеклом, фарфором.
Для этих же целей применяются и плоские насадки с выточкой (односторонней и двухсторонней), которые, помимо прочего, удобны для обдирочных работ.
Очень часто используются конические круги, обычные и двухсторонние. Их можно использовать как для всех перечисленных выше работ, при обработке поверхности плоскостью, так и для прорезывания выемок в практически любом материале. Для внутренней и внешней обработки различных деталей очень удобен чашечный шлифовальный круг, а также схожие с ним тарельчатые насадки. С первыми очень схожи круги прямого профиля с конической выточкой, единственное их отличие – торец расположен к боковой плоскости под прямым углом. Очень часто чашечные и тарельчатые насадки бывают цельнометаллическими, с алмазным напылением. Если рассматривать типы абразива, выбор окажется довольно широким. Помимо вышеназванного алмазного широко используется электрокорунд, из которого насадки изготавливаются целиком, часто без какого-либо основания и запрессованного сердечника. Также большой популярностью пользуются круги из карбида кремния, который бывает двух видов, черный и зеленый (соответствующего цвета получаются и насадки), причем второй тип более хрупкий. Очень высокой прочностью зерен отличается такой абразив, как эльбор (нитрид бора кубической формы), не уступающий по своим характеристикам алмазу и более термоустойчивый.
Если рассматривать типы абразива, выбор окажется довольно широким. Помимо вышеназванного алмазного широко используется электрокорунд, из которого насадки изготавливаются целиком, часто без какого-либо основания и запрессованного сердечника. Также большой популярностью пользуются круги из карбида кремния, который бывает двух видов, черный и зеленый (соответствующего цвета получаются и насадки), причем второй тип более хрупкий. Очень высокой прочностью зерен отличается такой абразив, как эльбор (нитрид бора кубической формы), не уступающий по своим характеристикам алмазу и более термоустойчивый.
3 Вулканитовые круги шлифовальные и другие типы связей
Если алмазное напыление, ввиду немалой стоимости абразива, наносится тончайшим слоем на металлическую основу, то другие типы абразивных кругов, состав которых не отличается прочностью, формируются иначе. Чаще всего для этой цели используется керамический связующий состав, компоненты которого имеют неорганическое происхождение: глина, кварц и т. д. Будучи сильно измельченными, компоненты связки добавляются при формировании круга к абразивному веществу, обеспечивая ему высокую жесткость, и, как следствие, соответствующую хрупкость.
д. Будучи сильно измельченными, компоненты связки добавляются при формировании круга к абразивному веществу, обеспечивая ему высокую жесткость, и, как следствие, соответствующую хрупкость.
Не менее часто находится применение и бакелитовым насадкам, название которых созвучно основному наполнителю, в качестве которого используется искусственная смола бакелит. Такое связующее вещество придает кругам упругость и даже некоторую эластичность, однако при этом значительно понижается износостойкость, поскольку зерна закреплены слабее, чем в жесткой керамической основе. Однако последняя из-за высокой твердости может перегревать шлифуемый металл, что нередко приводит к пережогам поверхности. Бакелит же напротив, слабо нагревает металл и, благодаря своей относительной мягкости, легче поддается самозатачиванию в процессе обработки.
Круг шлифовальный на вулканитовой связке еще более мягок, поскольку в нем основным элементом для абразива стал синтетический каучук, прошедший термообработку.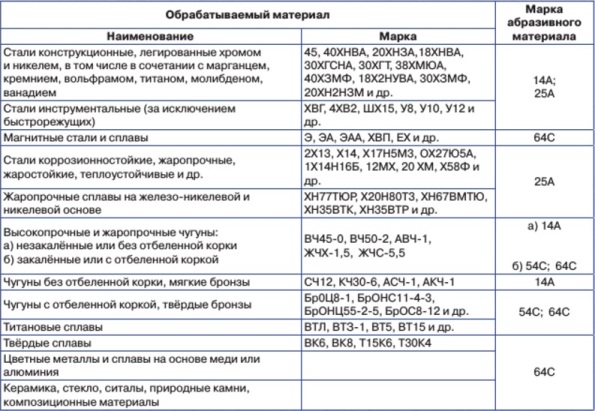 Проще говоря, при изготовлении применяется вулканизация, из-за чего шлифовальные насадки и получили соответствующее название. Вулканитовые круги шлифовальные отличаются довольно высокой стоимостью в сравнении с абразивом на керамической основе. Однако и износостойкость их, не смотря на высокую степень упругости, достаточно велика.
Проще говоря, при изготовлении применяется вулканизация, из-за чего шлифовальные насадки и получили соответствующее название. Вулканитовые круги шлифовальные отличаются довольно высокой стоимостью в сравнении с абразивом на керамической основе. Однако и износостойкость их, не смотря на высокую степень упругости, достаточно велика.
4 Как выбирать различные виды шлифовальных кругов
Основное требование к абразивной насадке – чтобы она была тверже, чем обрабатываемый ею материал. Однако желательно, чтобы это качество у шлифовального круга было выше не на много, поскольку в противном случае есть риск перегрева поверхности, подвергающейся обработке. Также немаловажным критерием при выборе является размер зерна абразива. Слишком крупные фракции, из которых состоят круги шлифовальные, резиновые или керамические, обеспечат результат прямо противоположный желаемому при работе с мягкими материалами.
Очень мелкие зерна используются исключительно для полировки, причем чаще всего бывают нанесены на кромку отрезного диска, а также на тарельчатые насадки из металла. Глянец наводят фибровые шлифовальные круги. Если абразивная насадка будет мягче обрабатываемого материала, он даст нужный эффект, но износ будет чрезвычайно высоким. Нужно помнить, что для обработки крупных поверхностей требуются круги с большим диаметром. Тому причиной является элементарная физика.
Глянец наводят фибровые шлифовальные круги. Если абразивная насадка будет мягче обрабатываемого материала, он даст нужный эффект, но износ будет чрезвычайно высоким. Нужно помнить, что для обработки крупных поверхностей требуются круги с большим диаметром. Тому причиной является элементарная физика.
Маленький круг за определенное количество оборотов каждой точкой боковой плоскости или торца будет проходить по шлифуемому участку гораздо чаще, чем насадка больших размеров. Соответственно, стираться будет быстрее именно маленький абразивный камень. Чашечные или тарельчатые типы шлифовальных кругов выбираются по тому же принципу. К примеру, для обработки небольших поделочных камней хватит насадки небольшого диаметра, а для солидных мраморных плит потребуется значительно более крупный круг шлифовальный чашечный цилиндрический.
tutmet.ru
характеристики, маркировка, назначение :: SYL.ru
Выполняя ремонтные или строительные работы, вы наверняка не раз использовали разные инструменты и приспособления. Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Назначение
Шлифовальные круги можно отнести к абразивным режущим инструментам, которые выступают в качестве составляющего элемента шлифовального оборудования, используемого для обработки разных поверхностей. Отличительной особенностью данных изделий выступает пористая поверхность, в составе которой содержатся зерна абразивных материалов и элементы природного, а также искусственного происхождения.
Если более подробно рассмотреть структуру, то ее можно сравнить с зубьями пилы. Сходство проявляется в назначении. Твердые частицы с минимальными затратами времени и сил позволяют шлифовать разные поверхности. Эффективность использования круга можно обеспечить, оснастив им электрическое точило.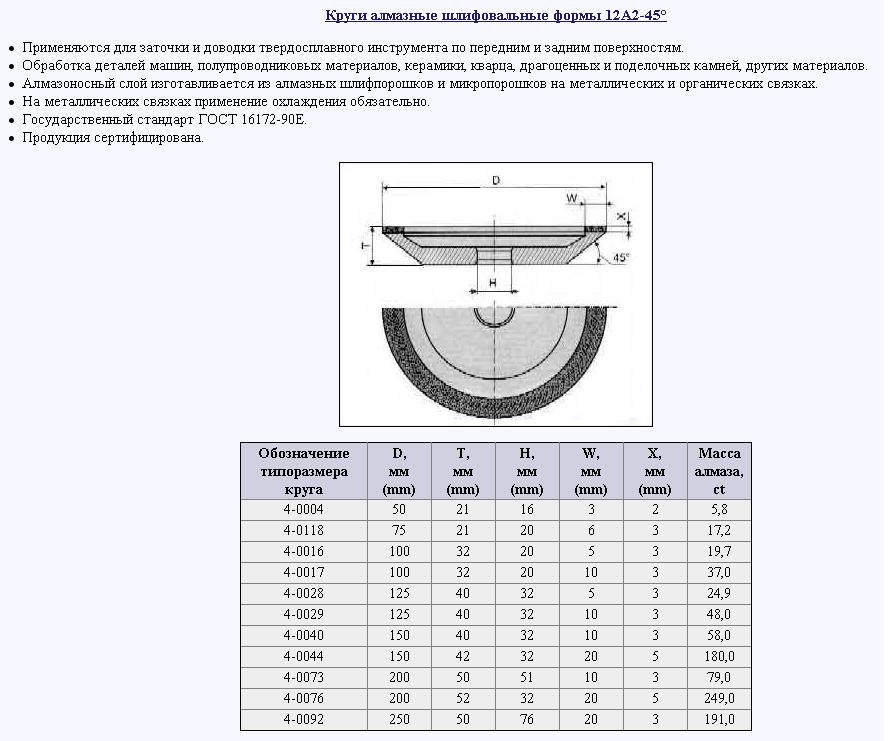 Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
- углеродистой стали;
- прочной пластмассы
- цветных металлов;
- кованого железа;
- ковкого чугуна;
- бронзы;
- стекла.
С помощью кругов можно резать кирпич, гипсокартон, кровельный шифер и разные материалы по типу бетона и керамики. Абразивный круг может использоваться для обработки разных поверхностей. С его помощью можно резать материал, углубляясь в его структуру, а также создавая пазы.
Маркировка кругов
Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.
Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.
Выбор зернистости
Решая вопрос о том, какая зернистость вам нужна, следует обратить внимание на припуск, удаляемый с поверхности, а также степень шероховатости. Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Если абразивный круг будет иметь маленькие показатели зернистости, то это уменьшит производительность, что не может быть преимуществом. Для изменения размера зерна применяются единицы, которые равны 10 мкм. Если производитель использует современный стандарт, то у круга будет маркировка под буквой F с определённым числом, с увеличением которого степень зернистости будет снижаться.
Характеристики кругов: расшифровка маркировки
Маркировка абразивных кругов имеет отличия, выраженные в твердости, зернистости, связке, а также марке абразива. Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Что касается твердости, то буква «К» говорит о средней мягкости, а структура обозначается цифрой 6 и является в данном случае средней. Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Дополнительные обозначения
Иногда после обозначения связки можно увидеть цифры, которые указывают на окружную скорость. Электрокорунд нормальный маркируется производителями как «14А», тогда как зернистость может выглядеть следующим образом: «F36-F30», в данном случае идет речь о расширенном диапазоне, который предполагает средний размер в 525 мкм. Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Разновидности кругов и их размеры
Абразивные круги по металлу могут обозначаться по ГОСТ 2424-75. В этом случае круг прямого профиля вы сможете узнать по двум буквам «ПП», тогда как кольцевой круг обозначается буквой «К». Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Круг с двумя выточками будет иметь маркировку «ПВД», тогда как запрессованные и крепежные элементы в круге обозначаются «ПН». Помимо формы профиля, описываемые круги можно охарактеризовать размерами D х T х H. В данном случае первый параметр – это наружный диаметр, второй – высота, третий – диаметр отверстия.
Эльборовые и алмазные круги регламентируются по государственным стандартом 24747-90. Маркировка будет состоять из трех или четырех символов, ознакомившись с которыми, вы сможете узнать информацию о:
- форме сечения поверхностного слоя;
- форме сечения корпуса;
- расположении верхнего слоя на круге;
- конструктивных особенностях корпуса, если таковые имеются.
Информация о диаметре
Диаметр абразивных кругов и их разновидность подбираются с учетом конфигурации и вида шлифуемой поверхности, а также характеристик инструмента или используемого оборудования. На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
Небольшой диаметр способствует еще и тому, что износ будет неравномерным. Характеристики абразивных кругов предполагают еще и ширину алмазного слоя. Она должна быть относительно внушительной при работе на проход. Если шлифовать методом врезания, то ширина напыления должна быть соизмерима с шириной обрабатываемой поверхности, в ином случае на основании круга появятся уступы.
Правка кругов
Правка обтачиванием – это точение материала и связки инструментом высокой твердости, который работает по принципу обычного резца.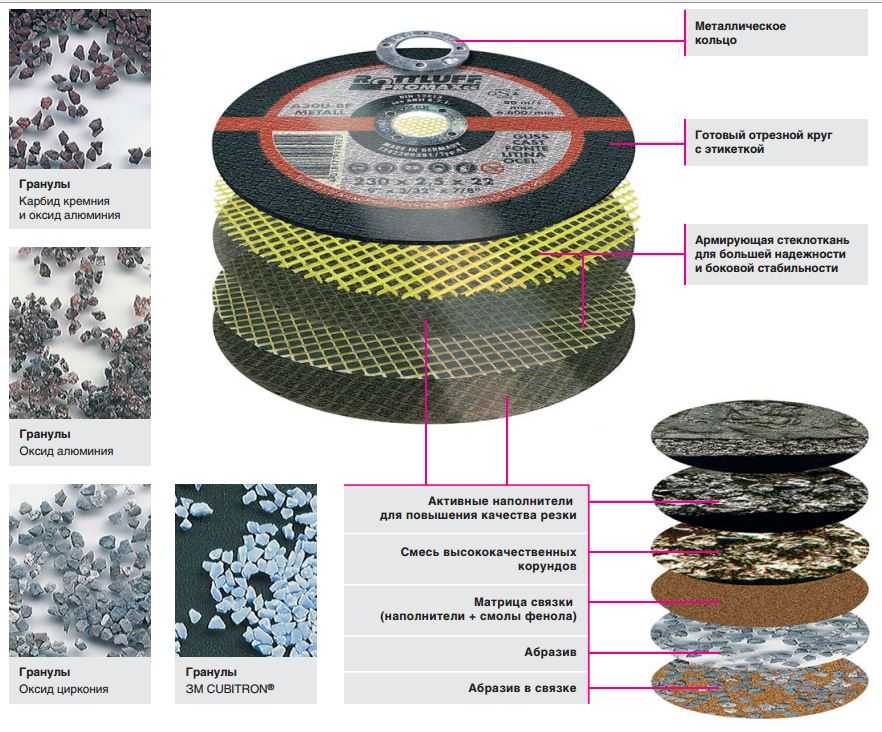 Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Правящие инструменты могут обладать своеобразной конструкцией. Одни имеют вид стержня, в конец которого устанавливается крупный алмаз. Такие приспособления называются алмазами в оправе или алмазными иглами. Шарошка для правки абразивных кругов имеет расширенную поверхность, на которой закреплено определенное количество алмазов. Эту же конструкцию имеют и алмазные карандаши. Поверхность обычно располагается перпендикулярно ручке. Глубина слоя может достигать значительных величин. Чем она более внушительна, тем срок службы инструмента будет дольше. Если верхние алмазы оказываются изношены, то в работу вступают нижние слои.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.

Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Материалы для шлифовальных кругов
Самыми часто используемыми материалами для изготовления абразивных кругов выступают:
- электрокорунд;
- эльбор;
- карбид кремния;
- алмаз.
Электрокорунд представлен несколькими марками. Чем большее число в обозначении вы увидите, тем выше качество изделия перед вами. Электрокорунд может быть нормальным, хромистым, титанистым, циркониевым и пр. Круг абразивный зеленый выполняется из карбида кремния.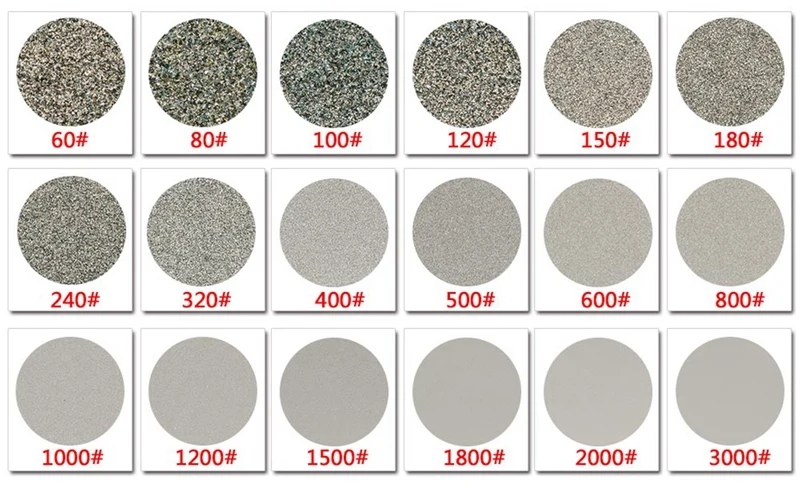 Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Зеленый карбид по сравнению с черными является более хрупким. Для алмазных шлифовальных кругов часто применяется одноименный материал, который отлично подходит для заточки и доводки твердосплавного инструмента, а также оптического стекла, керамики и деталей из твердых сплавов. Алмаз очень хорош для плавки кругов из других материалов. Но если температура поднимется больше 800 °С, то алмаз начнет сгорать. Такую же твёрдость, как и алмаз, имеет эльбор. Он превосходит его в термостойкости.
Заключение
Зернистость абразивных кругов должна быть такой же, как и зернистость бруска для правки изделия. Бруски могут быть выполнены из зеленого карбида кремния с использованием керамической связки. Твердость обычно обозначается буквами R, S, T. Структура бруска обязательно должна быть открытой или средней.
www.syl.ru
Техническая информация и файлы для загрузки :: Информация о шлифовальном круге :: Объяснение маркировки шлифовального круга
Для запроса шлифовального круга, пожалуйста, заполните форму внизу этой страницы а также во избежание ошибок при выборе колеса было разработано стандартное обозначение спецификации колеса, которое было введено ISO в 1965 году..jpg) Такие стандарты, как CNS Китайской Республики, JIS Японии, ANSI США и DIN Западной Германии, используют эту форму. Стандарт.
Такие стандарты, как CNS Китайской Республики, JIS Японии, ANSI США и DIN Западной Германии, используют эту форму. Стандарт.
Типичная маркировка круга включает следующую информацию:
При заказе шлифовального круга укажите свой выбор в следующем порядке:
1. Форма круга и поверхность
2. Размеры: диаметр (D), толщина (T), отверстие Размер (H)
3. Характеристики круга: тип абразива, зернистость, марка, структура, связка
Вашингтон | 46 | К | 8 | В | 7Н |
Абразив | Зернистость | Класс | Структура | Бонд Тип | КИНИК Символ
|
Абразивы | Тип связки | ||
Символы | Характеристики | Символы | Характеристики |
А | Обычный оксид алюминия, твердый и прочный, подходит для мягкой стали. | В (стеклянный) | Наиболее распространенная связка для прецизионной шлифовки пористости и прочности. Колеса, изготовленные на этой связке, обеспечивают большой съем материала, а их жесткость помогает достичь высокой точности Не подвержен влиянию воды, кислоты, масел или обычных колебаний температуры. |
10А | Первоклассный обычный корунд, твердый и прочный Подходит для круглого шлифования незакаленных сталей. | ||
Вашингтон, 38А | Белый оксид алюминия, твердый и хрупкий. Подходит для всех видов шлифовки стали | ||
32А | Сильный острый монокристаллический оксид алюминия Подходит для всех видов прецизионного заземления инструментов | Б (резиноид) | Используется для кругов в производственных цехах, литейных цехах, цехах по обработке заготовок, заточке и шлифовке пил, а также во многих прецизионных операциях. Эта связка также предназначена для изделий из армированного каучука, отрезных кругов или отрезных кругов, а также для захвата переносными шлифовальными машинками |
FA, 57A | Полухрупкий, со шлифующим действием промежуточный продукт A и WA. Подходит для круглого шлифования стальных лонжеронов. | ||
ПА | Розовый оксид алюминия, подходит для заточки инструментов и плоского шлифования. | ||
РА | Рубиновый оксид алюминия, менее хрупкий, чем полиамид. Подходит для высоколегированной стали и т. д., при прецизионном шлифовании. | ||
СРП | Специальный розовый абразив, аналогичный 32А. | Р (резина) | Используется для большинства бесцентровых подающих роликов, прецизионных шлифовальных кругов с шариковыми дорожками и для захвата с помощью портативных шлифовальных машин. Используется там, где важна чистота, и для отрезных кругов, где необходимо свести заусенцы и прижоги к минимуму. |
АЗ | Модифицированный оксид алюминия с высоким содержанием диоксида циркония, используемый в литейных цехах для обработки чугуна и стали для тяжелых работ | ||
С | Черный карбид кремния. Используется для шлифования серого чугуна, цветных металлов и неметаллических материалов, таких как стекло, резина, камни и т. | мг (Оксихлорид магния) | Великолепная связка, используемая для столовых приборов или особенно тонких заготовок, шлифовки мраморных поверхностей и суперфинишной обработки. |
ГК | Зеленый карбид кремния хорошо подходит для шлифовки специальных сплавов, таких как карбид вольфрама, холоднокатаная сталь, сапфир, стекло, драгоценные камни и гранит. | ||
Примечание: | Примечание: | ||
 Чугун и т.п. грубой шлифовки
Чугун и т.п. грубой шлифовки
 Подходит для всех видов твердых сталей при прецизионном шлифовании
Подходит для всех видов твердых сталей при прецизионном шлифовании д.
д.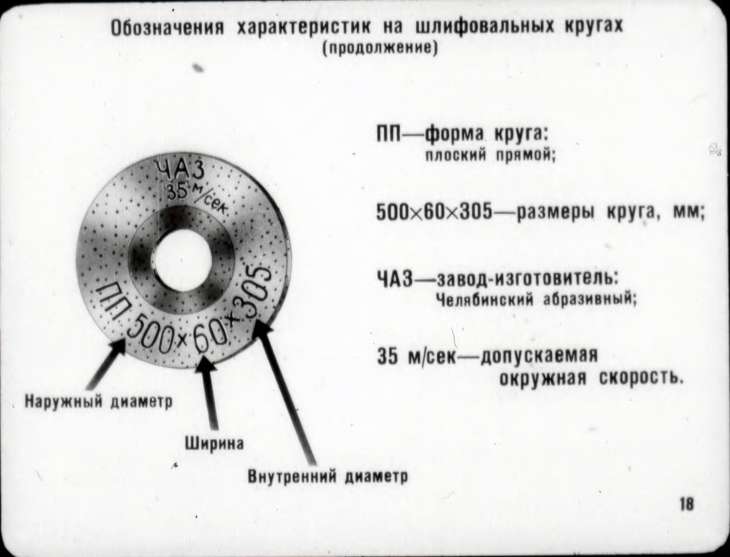
Сорта: Сорт указывает на относительную прочность связки, которая удерживает абразивные зерна на месте.
Очень мягкий | Мягкий | Средний | Жесткий | Очень твердый |
Д.Э.Ф.Г. | Х.И.Дж.К. | Л.М.Н.О. | P.Q.R.S. | T.U.V.W.X.Y.X. |
Крупа (стандарт CNS и JIS)
Грубый | Средний | Штраф | Очень тонкий | Ультратонкий |
10 12 14 | 30 36 46 | 70 80 90 100 | 240 280 320 400 | 1000 1200 1500 2000 |
16 20 24 | 54 60 | 120 150 180 220 | 500 600 700 800 | 2500 3000 4000 |
Конструкции
Символ | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
Коэффициент абразивности % | 62 | 60 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 42 | 40 | 38 | 36 | 34 |
Форма 1 | Форма 3 | Форма 5 |
Форма 6 | Форма 7 | Форма 11 |
Форма 12 | Форма 20 | Форма 23 |
Форма 24 | Форма 26 |
|
Знакомство с маркировкой абразивных кругов — обучение 3B
Вы должны выбрать правильный абразивный круг для правильной работы и использовать его безопасно.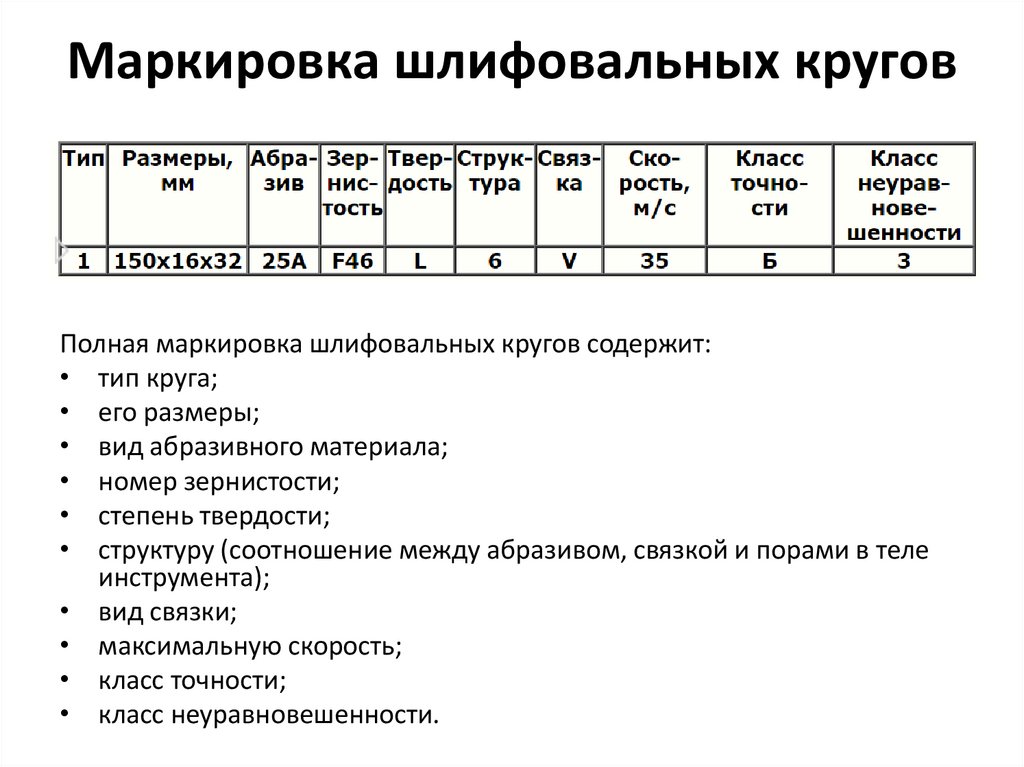
При использовании абразивного круга вы должны следовать наилучшей рабочей практике, чтобы круг не сломался. Посмотрите ниже, как понимание маркировки абразивного круга может помочь вам работать более безопасно.
Маркировка абразивных кругов
Каждый круг должен соответствовать системе маркировки Британского стандарта (BS EN 12413 и BS ISO 525). Производители маркируют все колеса с указанием: типа, размера, спецификации и максимальной рабочей скорости колеса. Взгляните ниже на основные маркировки, которые должны быть на колесе.
- Товарный знак
- Протокол испытаний
- Ограничение на использование
- Срок годности
- Полоса скорости
- Размеры в мм
- Обозначение спецификации
- Кодовый номер
- Максимальная рабочая скорость
- Номер типа ISO (форма)
- Инструкция по монтажу
Тип абразивного круга
Тип круга означает форму круга – это маркируется номером ISO, например.
- ISO тип 27 – шлифовальные круги с усиленным вогнутым центром
- Тип 41 – усиленные отрезные круги для плоских поверхностей
- Тип 42 – Усиленные отрезные круги с вогнутым центром
Размер
Размер колеса указан в мм – напр. 610 x 80 x 254, диаметр x толщина x размер отверстия.
Спецификация
Ряд цифр и букв составляют спецификацию колеса – напр. А16 Р 5 Б С4. Эти цифры обозначают материал абразивного круга, зернистость, сорт, структуру и тип связки.
Максимальная рабочая скорость
Максимальная рабочая скорость (MOS) указана для больших колес диаметром более 80 мм. Окружная скорость поверхности отображается в метрах в секунду, например. 50 м/с, а скорость вращения отображается в оборотах в минуту, например. 8500 об/мин.
Для колес диаметром менее 80 мм; есть отдельное уведомление, которое хранится вместе с рулем; это будет иметь максимальную рабочую скорость на нем.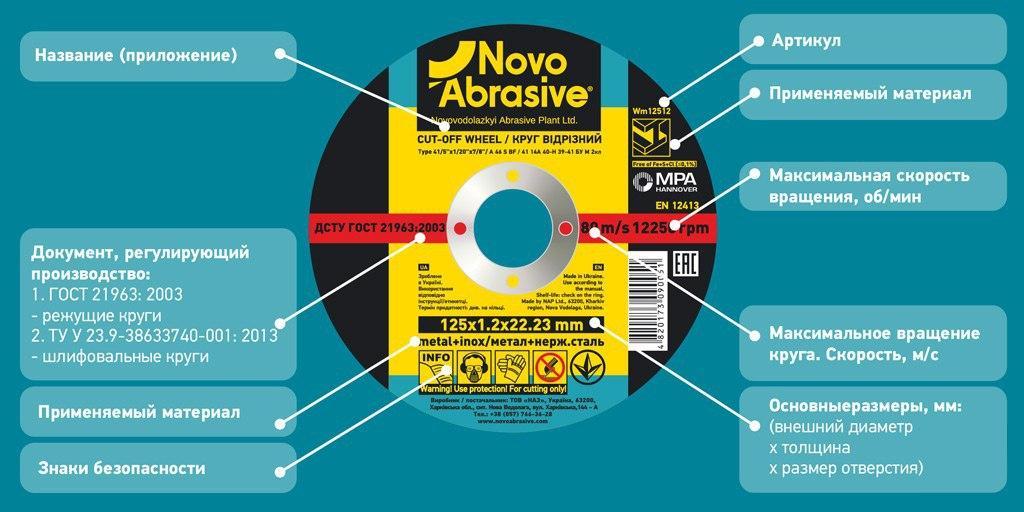
Полосы скорости
В центре каждого колеса будет полоса с цветовой кодировкой; полоса используется для оценки максимальной рабочей скорости колеса, когда оно движется с высокой скоростью.
- 50 м/с – Синий
- 60 м/с — желтый
- 80 м/с — красный
- 100 м/с — зеленый
- 125 м/с — желтый/синий
Ограничения по использованию
Каждое колесо будет иметь определенный код ограничения или графическое изображение, обозначающее ограничения колеса. Используемая маркировка:
- RE1 — Не использовать для ручного и ручного шлифования.
- RE2 – Не использовать для ручных отрезных станков
- RE3 – Не подходит для мокрого шлифования
- RE4 — использовать только в закрытых рабочих помещениях
- RE6 – Не использовать для торцевой шлифовки
Прочая маркировка
- Номер протокола испытаний, указывающий, что колесо соответствует стандартам безопасности.

- Отслеживаемый кодовый номер для отображения сведений о производстве и происхождении колеса.
- Название производителя колеса.
- Если это органическое колесо, на нем будет указан срок годности.
- Стрелка, указывающая вниз на нижней части колеса; это точка крепления колеса.
Чему я могу научиться на тренинге по абразивным кругам?
На тренинге по абразивным кругам делегат узнает, как правильно пользоваться абразивным кругом. Курс «Абразивные круги» рассчитан на полдня для тех, кто постоянно использует различные режущие и шлифовальные инструменты.
Хотите узнать больше? Взгляните на навыки и знания, которые вы можете получить на учебном курсе по абразивным кругам.
Для чего используются абразивные круги?
Вы бы использовали абразивный круг для модификации поверхности или резки путем шлифования. Рабочие также могут использовать их для шлифования, полировки и отделки в строительстве.
Какое законодательство распространяется на использование абразивного круга?
Будет полезно для вас и других, если вы ознакомите сотрудников с правилами и положениями, касающимися работы абразивного круга на месте. Если ваш сотрудник знаком с законодательством, это защитит вас как работодателя от любых будущих последствий, если они не будут следовать ему. На протяжении всего обучения инструктор затронет:
- Закон о здоровье и безопасности на рабочем месте 1974
- Руководство по охране труда и технике безопасности 17
- Положения о предоставлении и использовании рабочего оборудования 1998 г.
- Положение о средствах индивидуальной защиты на рабочем месте 1992 г.
Опасность абразивного круга
Преподаватель расскажет вам о важности осознания опасности использования острого, мощного вращающегося диска; если вы не установите колесо должным образом или установите сломанное, вы можете покалечить или убить себя. Даже если вы выполнили все соответствующие проверки, опасность все равно будет; курс охватывает все опасности, с которыми вы можете столкнуться при резке или шлифовке.
Даже если вы выполнили все соответствующие проверки, опасность все равно будет; курс охватывает все опасности, с которыми вы можете столкнуться при резке или шлифовке.
Хранение и транспортировка
Вы не можете просто вставить колесо в ящик для хранения. Нужно относиться к колесам как к хрупкому предмету и правильно его хранить. В этой части обучения преподаватель объяснит, в каких условиях следует хранить абразивный круг и как при необходимости переместить его из точки А в точку Б.
Проверка безопасности
Чтобы убедиться в безопасности использования колеса, необходимо заранее провести соответствующие проверки. Инструктор научит вас проводить ринг и визуальный осмотр. Вам нужно остерегаться ржавчины, трещин, отсутствия обертывания и воды или химических повреждений. Вы также узнаете, как осматривать другие компоненты колеса, включая гайки, болты и другие компоненты сборки.
Выбор подходящего СИЗ
СИЗ или средства индивидуальной защиты очень важны для обеспечения собственной безопасности при работе с абразивным кругом. В этой части курса инструктор расскажет о важности СИЗ и о том, какое снаряжение вы должны носить для выполнения определенной задачи.
В этой части курса инструктор расскажет о важности СИЗ и о том, какое снаряжение вы должны носить для выполнения определенной задачи.
Назад к новостямПосмотреть наши курсы
Отрезные и шлифовальные круги: eReplacementParts.com
В электроинструментальной промышленности используется специальная система терминов для организации и наименования абразивных шлифовальных и отрезных кругов.
Как и большинство других аксессуаров для электроинструментов, абразивные круги доступны в огромном разнообразии типов и стилей, подходящих для различных применений, и большинство этих типов и стилей отличаются лишь небольшими различиями в материалах и конструктивных особенностях.
Отрезные круги и шлифовальные круги подбираются по индивидуальному заказу благодаря сочетанию размеров круга , абразивного материала , зернистости , твердости , связующего материала и типа круга .
Каждая из этих конструктивных особенностей абразивных кругов объясняется ниже, предоставляя покупателям информацию, необходимую им для быстрого подбора совместимых абразивных кругов с их инструментами и приложениями.
Размеры абразивного круга
При покупке абразивных кругов важно учитывать несколько измерений и спецификаций.
Перечисленные ниже элементы помогают покупателям подобрать колесо к его инструменту, а также дают некоторые рекомендации по использованию:
Диаметр —
Это измерение частично определяет совместимость круга с инструментом. Для чашеобразных колес измеряется наибольший диаметр колеса.
Размер оправки-
Также используется для совместимости инструментов.
Толщина-
Способствует согласованию совместимости инструмента и области применения. Отрезные круги, например, тоньше шлифовальных кругов.
Макс.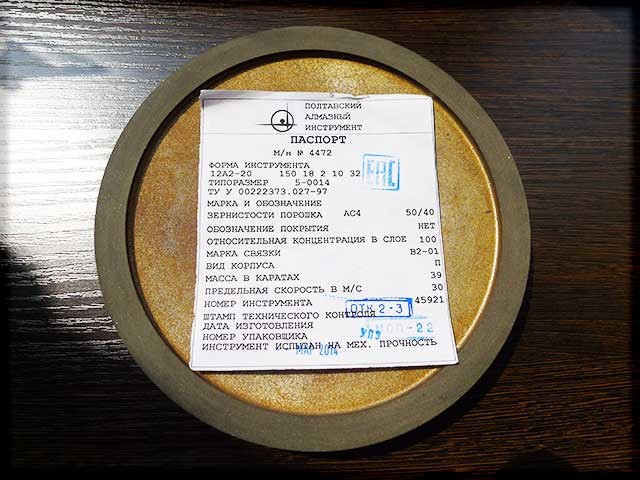 число оборотов в минуту —
число оборотов в минуту —
Не измерение, а спецификация. Ряд производственных факторов определяет «радиальную прочность на растяжение» каждого абразивного круга (скорость вращения, при которой центробежные силы разрывают круг на части).
Спецификация максимального числа оборотов сообщает пользователям максимальную скорость, при которой безопасно управлять каждым уникальным колесом.
[Вернуться к началу]
Система нанесения с цветовой кодировкой
Большинство производителей следуют отраслевому цветовому коду , обозначающему систему , которая обозначает материал предполагаемого применения для каждого абразивного круга.
Система цветовой кодировки абразивных кругов
Этот цветовой код обычно равен 9.0003 расположен на этикетке колеса , где напечатано название системы маркировки ANSI.
Иногда все поле, содержащее имя ANSI, окрашивается в соответствующий цвет приложения, а иногда только текст имени ANSI соответствует соответствующему цвету.
Шлифовальный круг Milwaukee из нержавеющей стали
[Вернуться к началу]
Стандартная система маркировки ANSI
Индустрия электроинструментов также использует ANSI (Американский национальный институт стандартов) Система маркировки для обозначения типов и спецификаций материалов, используемых при производстве абразивных кругов.
Система маркировки ANSI представляет собой сокращенную систему именования , которая передает большой объем информации об абразивных кругах в очень коротком пространстве.
Система именования включает в себя информацию, касающуюся четырех вещей :
1. какой зернистый материал используется абразивный круг,
2. зернистость (или размер) абразивных частиц в круге,
3. общая твердость круга, и
4. 900 9003 тип связки используется материал .
900 9003 тип связки используется материал .
Это синтаксис для системы маркировки ANSI:
[ Зернистый материал ][ Зернистость ][ Твердость ]- [ Связующий материал 0 4
Пример: « C24S-BF » — это обозначение системы маркировки ANSI для распространенного типа шлифовального круга по камню.
- « C » здесь относится к материалу зерна колеса (в данном случае карбид кремния).
- « 24 » — зернистость круга (на грубой стороне).
- « S » — твердость колеса (на более твердой стороне шкалы), а
- « BR » — связующий материал, используемый в колесе (в данном случае армированный смолой).
- [ C ][ 24 ][ S ]-[ BF ]
Ниже мы более подробно объясним каждую часть системы маркировки ANSI.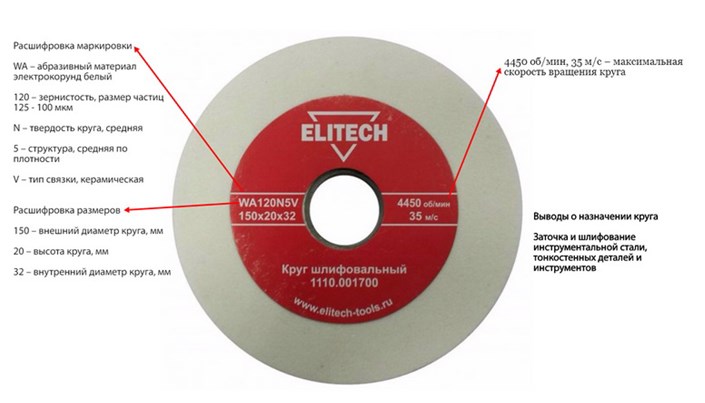
Зерновой материал
Первая часть названия абразивного круга по стандарту ANSI — это , одна или две буквы , которые обозначают тип абразивного зерна, используемого в круге.
Абразивное зерно Сокращенно
свойства различных абразивных материалов кругового зерна делают их лучшими для различных применений и материалов применения.
Абразивные круги для электроинструментов обычно изготавливаются из одного из перечисленных ниже типов абразивных материалов:
Оксид алюминия-
Зерна оксида алюминия крупные и глыбистые. Абразивные круги из оксида алюминия прочны, широко используются и обеспечивают длительный срок службы круга.
Лучше всего подходят для резки металла и шлифовки, в том числе черных металлов.
Обозначение ANSI : « A »
Карбид кремния-
Карбид кремния с более острой формой зерна является отличным абразивом для c бетона и каменной кладки . Это твердый абразив, но более хрупкий, чем оксид алюминия.
Это твердый абразив, но более хрупкий, чем оксид алюминия.
Карбид кремния также используется для шлифования цветных металлов , например, алюминиевый металл.
Обозначение ANSI : « C »
Алюминий Цирконий-
Алюминий-цирконий — это очень мелкий абразив с плотным зерном и самый прочный абразив, получаемый из алюминия.
Эти круги используются для очень быстрого, агрессивного удаления материала и очень долговечны .
Обозначение ANSI : « Z », а иногда и « ZA 9».0004 »
Гель с семенами —
Эти высокопроизводительные колеса изготовлены с использованием тщательно контролируемого производственного процесса с использованием зерен оксида алюминия. Зерна измельчаются очень мелко и медленно сплавляются со связующим веществом.
Абразивные круги с затравочным гелем служат дольше всех описанных здесь, дольше всего остаются острыми и требуют минимального обслуживания.
Обозначение ANSI : « SG »
[Вернуться к началу]
Песок
Зернистость просто относится к размеру абразивных зерен , залитых в круг. Различная зернистость придает абразивным кругам разную степень агрессивности и долговечности.
Вместо того, чтобы использовать фактические размеры абразивных зерен, инструментальная промышленность использует более круглые цифры для измерения зернистости по так называемой шкале CAMI . (При необходимости можно легко найти диаграммы преобразования между единицами CAMI и размером частиц)
В приведенной ниже таблице представлено общее представление о диапазонах зернистости абразивно-отрезных и шлифовальных кругов:
Таблица зернистости абразивного круга
Номер зернистости занимает вторую часть названия круга по стандарту ANSI.
[Вернуться к началу]
твердость
Твердость абразивного круга частично определяет, насколько быстро круг будет изнашиваться по отношению к различным материалам и насколько агрессивно круг очищает материал.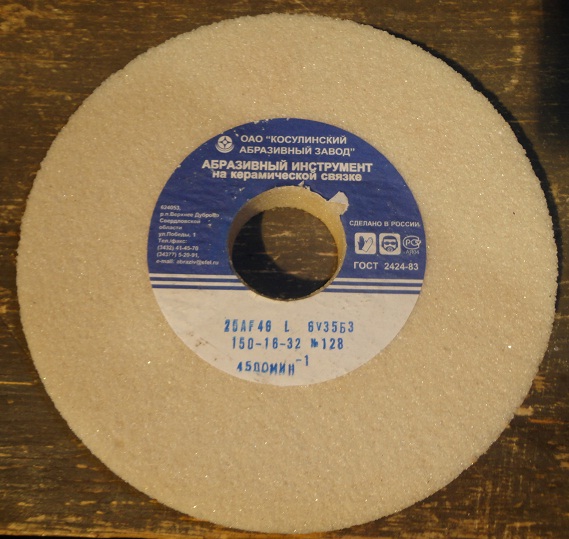
Из-за этого твердость также помогает определить оптимальные материалы для колес .
Инструментальная промышленность использует шкалу твердости ANSI, которая переходит от более мягкого к более твердому от A до Z.
Шкала твердости абразивного круга
Эта буква является третьей частью названия круга по стандарту ANSI.
[Вернуться к началу]
Связующий материал
Абразивные зерна в отрезных и шлифовальных кругах должны удерживаться вместе каким-либо материалом, связующим материалом .
Существует несколько разновидностей склеивающих материалов и методов склеивания, в том числе армирование сеткой из стекловолокна.
Одна или две буквы составляют последнюю часть имени колеса по стандарту ANSI после тире, указывая на связующий материал, используемый в этом колесе.
Связующий материал абразивного круга Сокращенное обозначение
[Вернуться к началу]
Типы отрезных и шлифовальных кругов
Наконец, форма и толщина шлифовального круга определяют его тип. Типы абразивных кругов используют систему нумерации типов.
Типы абразивных кругов используют систему нумерации типов.
Ниже мы объясняем особенности и области применения наиболее распространенных типов абразивных кругов:
Прямошлифовальный круг, тип 1
круговой шлифовальный круг . Не используется для резки.
[Вернуться к началу]
Прямоотрезной круг, тип 1A
Более тонкий вариант шлифовальных кругов Типа 1. Колеса типа 1A используются для резки под углом 90 градусов .
[Вернуться к началу]
Шлифовальный круг с вогнутым центром, тип 27
Шлифовальные круги с вогнутым центром, как и круги типа 27, используются для шлифования плоских поверхностей и очистки кромок .
[Вернуться к началу]
Отрезной круг с вогнутым центром, тип 27A
Отрезные круги типа 27A лучше всего подходят для легких отрезных работ , так как они представляют собой более тонкую версию кругов типа 27.
[Вернуться к началу]
Тарельчатый шлифовальный круг Тип 28
Эта конструкция предлагает отличную площадь покрытие и улучшенную пользовательскую видимость для удаления заусенцев и других работ по подготовке кромок.
[Вернуться к началу]
Гибкий шлифовальный круг Тип 29
Гибкая конструкция делает эти абразивные круги способными сглаживать и шлифовать контурных поверхностей .
[Вернуться к началу]
Шлифовальный круг с раструбом, тип 11
Абразивные чашечные круги обеспечивают даже большую площадь покрытия, чем круги в форме блюдца.
Они лучше всего подходят для расчистки больших плоских поверхностей .
[Вернуться к началу]
Заключение
Владельцы электроинструментов получают максимальную отдачу от своих машин, когда у них на поясе есть нужные информационные инструменты, и то же самое касается принадлежностей для электроинструментов. Даже, казалось бы, незначительные предметы, такие как абразивные круги, имеют свои собственные контрольные списки терминологии, измерений и систем идентификации.
Даже, казалось бы, незначительные предметы, такие как абразивные круги, имеют свои собственные контрольные списки терминологии, измерений и систем идентификации.
Если вы ищете абразивные круги, протестируйте наши информационные инструменты, посетив страницу аксессуаров для абразивных кругов на сайте eReplacementParts.com.
Клиенты могут быстро найти наш ассортимент из сотен абразивных кругов, сузив результаты поиска с помощью информации, представленной в этой статье.
[Вернуться к началу]
О чем мы.
[Решено] Маркировка производителя на шлифовальном круге «A
» Маркировка производителя на шлифовальном круге «A 36 L 5 V». Код ‘V’ означает:
- марка
- структура
- размер абразивных частиц
- связка
Вариант 4: связка
бесплатно
английский язык бесплатно пробный тест 90
4,7 тыс. пользователей
15 вопросов
15 баллов
12 минут
Объяснение:
Код «V» представляет облигацию .
Обозначение шлифовального круга:
Префикс/суффикс: Это секретные коды , используемые производителями для представления круга по размеру и форме соответственно.
Тип абразива/ Тип зерна:
- It указывает на материалы, используемые для изготовления абразивных частиц.
- Абразив B 4 C дает плохие характеристики при обработке, а алмаз очень дорог, поэтому Al 2 O 3 или SiC являются наиболее часто используемыми абразивами в шлифовальном круге.
- Al 2 O 3 мягкий и более прочный, чем SiC, тогда как SiC будет более твердым и хрупким, чем Al 2 O 3
- Тип абразива выбирается на основе механических свойств материала заготовки, т.е. для обработки мягких и пластичных заготовок, Al 2 O 3, и обработки твердых и хрупких заготовок будет использоваться SiC .
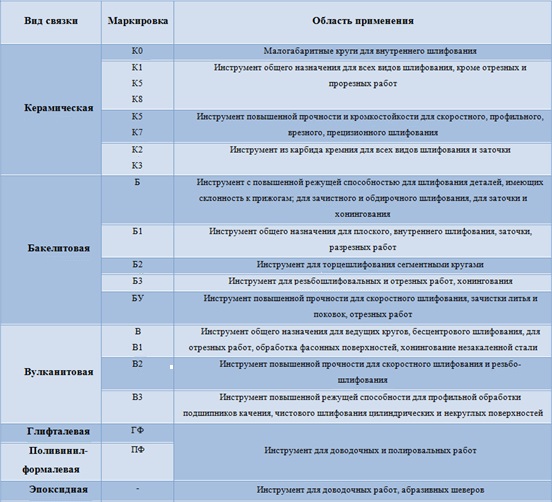
- A- Алюминий 2 O 3 , B – B 4 C, C – SiC, D – Алмаз
Размер зерна или Размер зерна:
- Указывает размер абразивных частиц.
- т. е. сторона, если абразивы = 1/номер размера зерна (GSN)
- при GSN > 600 размер абразивных частиц становится очень-очень маленьким и он не может работать как режущий инструмент, поэтому MRR меньше.
- Когда GSN < 600, фактический размер абразива увеличивается, увеличивается размер стружки и увеличивается MRR.
- По мере уменьшения GSN или увеличения размера абразива MRR сначала увеличивается, а затем уменьшается.
- Зернистость выбирается на основе шероховатости поверхности , требуемой для заготовки, т. е. для грубого шлифования, среднего или среднего размера зерна выбирается , а для финишного шлифования мелкого или очень мелкого зерна 9Будет выбран 0004.

- 10–24 = грубая, 30–60 = средняя, 80–180 = тонкая, 220–600 = очень тонкая
Марки шлифовального круга:
- указывает на твердость шлифовального круга.
- Марка шлифовального круга выбирается на основе механических свойств материала заготовки.
- Мягкие круги используются для шлифования твердых заготовок, потому что силы трения, вызванные тупой абразивной частицей, т.е. происходит самозатачивание, и правка не требуется.
- Твердые круги используются для шлифования мягких заготовок, абразивная частица будет эффективно утилизирована, так что по окончании эффективного использования правка будет осуществляться для переточки шлифовального круга.
- A –H = мягкая, I – P = средняя, Q – Z = жесткая
Структура:
- Структура указывает средний зазор между двумя последовательными абразивными частицами .

- Поскольку средний разрыв равен большой , число абразивных частиц на единицу площади будет малым , поэтому такая структура называется открытой.
- Структуру шлифовального круга можно варьировать путем изменения процентного содержания абразивных частиц и связующего материала при изготовлении шлифовального круга. то есть когда в производстве используется более высокий % абразивов и более низкий % связующего материала , получается плотная структура и наоборот.
- 0–7 = плотное, 8–16 = открытое
Bonds:
- Bond обозначает связующий материал , используемый для изготовления шлифовального круга.
- Из различных связующих материалов стекловидный является наиболее часто используемым связующим материалом , поскольку он обеспечивает более высокую прочность сцепления , способность выдерживать высокие температуры, и высокую теплопроводность .

- Для изготовления гибких шлифовальных кругов , также называемых полировальными кругами, в качестве связующего материала может использоваться шеллак или резина.
- V – стеклокерамика, B – бакелит, S – силикат, E – шеллак, R – каучук
Скачать решение PDF
Поделиться в WhatsApp
Плоскошлифовальный станок – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите плоскошлифовальный станок.
• Определение процедур.
• Опишите процедуры «Заправки колеса».
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивы с их общими областями наилучшего использования.
• Перечислите основные облигации с указанием типов приложений, в которых они используются чаще всего.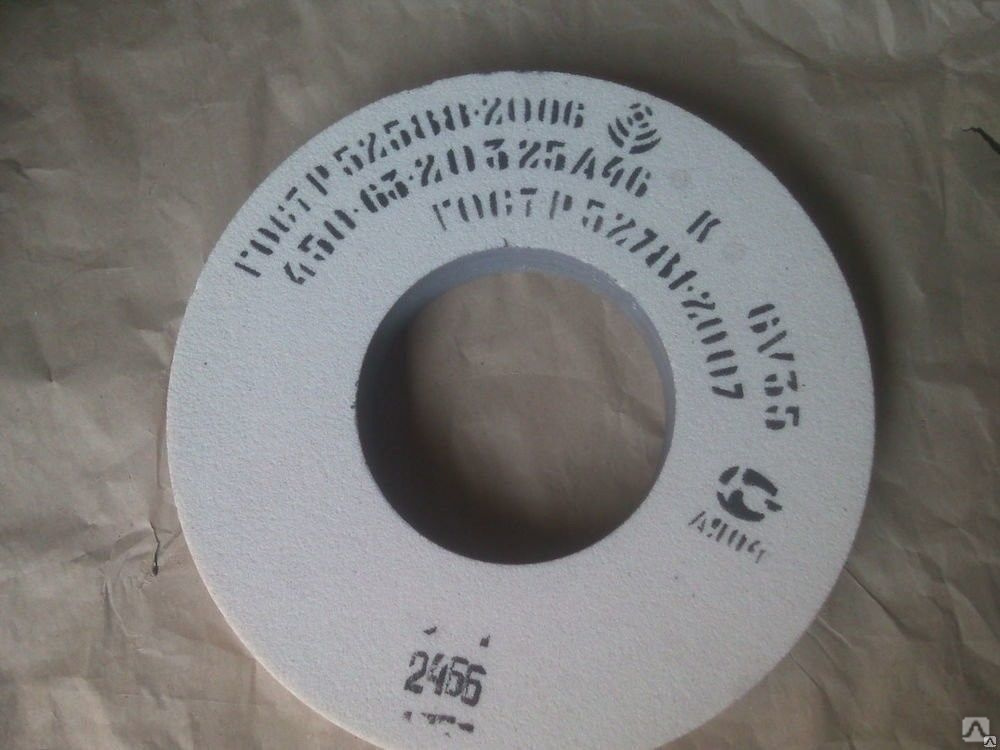
• Идентифицировать по номеру и названию типа, по немаркированным эскизам или по реальным колесам.
• Интерпретируйте маркировку формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Учитывая несколько стандартных, распространенных шлифовальных работ, порекомендуйте подходящий абразив, приблизительный размер зерна, сорт и связку.
Плоскошлифовальный станок в основном используется в процессе чистовой обработки. Это очень точный инструмент, в котором используется стационарное абразивное вращающееся колесо для бритья или отделки металлической поверхности, которая удерживается на месте тисками. Это тиски, являющиеся частью стола или каретки, которые перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может резать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол шлифовального станка также магнитный, что помогает удерживать материал неподвижно.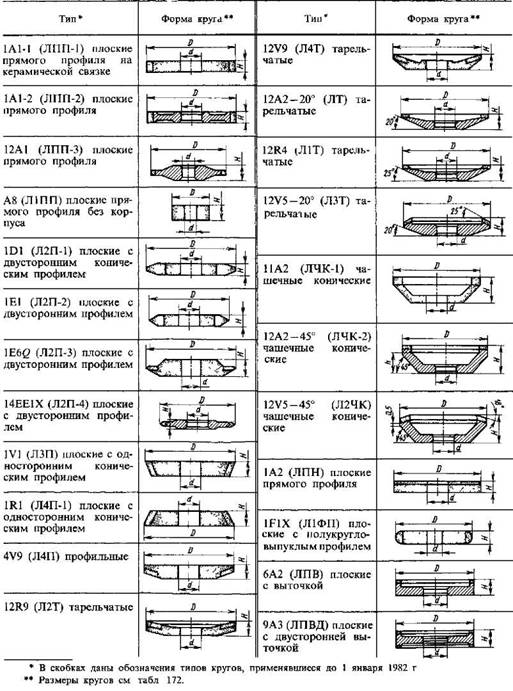 Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение шлифовального станка может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение шлифовального станка может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, вот несколько советов по безопасному использованию этого станка:
• Всегда надевайте защитные очки, так как эта машина может разбрасывать стружку во всех направлениях.
• Всегда ждите, пока колесо достигнет максимальной скорости, прежде чем использовать его, так как может быть
• Если у вас длинные волосы, держите их сзади, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может привести к поломке колеса, что может привести к потере целостности и разлету колеса.
• Всегда следите за тем, чтобы на шлифовальном круге был установлен защитный кожух, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда следите за тем, чтобы материал был надежно закреплен на месте.
• Всегда проверяйте чистоту магнитного стола, прежде чем класть на него материал, так как стружка может поцарапать материал или даже привести к тому, что материал будет скользить по шлифовальному кругу.
• Убедитесь, что кофемолка имеет кнопку пуска/остановки в пределах досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он правильно обслуживается и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Держите поверхность круга равномерно зачищенной.
• Убедитесь, что защитный кожух закрывает как минимум половину шлифовального круга.
• Спилите любые заусенцы на поверхности изделия, помещаемого на магнитный зажимной патрон.
• Очистите магнитный зажим тканью, а затем протрите ладонью.
• Поместите лист бумаги размером чуть больше заготовки в центр патрона.
• Разместите работу на бумаге и включите питание магнитного держателя.
• Убедитесь, что магнитный патрон был включен, попробовав вынуть изделие из патрона.
• Перед запуском шлифовального станка убедитесь, что круг очищает заготовку.
• Запустите новый шлифовальный круг примерно на одну минуту, прежде чем включить его в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как в колесе могут быть незаметные неисправности.
• Встаньте сбоку от круга перед запуском шлифовального станка.
• Отключите охлаждающую жидкость перед остановкой колеса, чтобы избежать дисбаланса.
• Не допускайте попадания на рабочую поверхность обрезков, инструментов и материалов.
• Содержите пол вокруг кофемолки в чистоте и не допускайте попадания масла и жира.
• Используйте подходящую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и туманов охлаждающей жидкости. Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
• При выполнении работ по техническому обслуживанию соблюдайте процедуры блокировки.
Процедура использования
• Первый шаг при использовании плоскошлифовального станка — убедиться, что материал, который вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и снижают эффективность его работы, после чего его необходимо очищать. Этот процесс описан в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг — убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. После закрепления материала его необходимо вручную поместить под абразивный круг. Это делается путем вращения колес долготы и широты, расположенных на передней части кофемолки.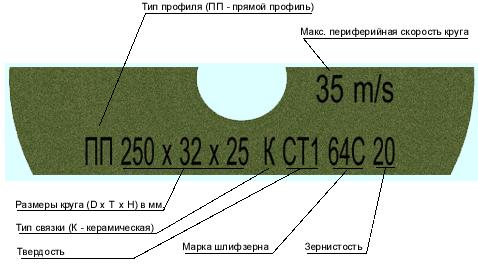 Сам абразивный круг можно немного подвигать, чтобы получить идеальное положение материала.
Сам абразивный круг можно немного подвигать, чтобы получить идеальное положение материала.
• После этого машину можно запускать. Он должен достичь максимальной скорости, прежде чем пытаться использовать его из соображений безопасности. Если колесо работает правильно, его можно использовать вручную, когда необходимо выполнить очень точную работу.
Рис. 1. Плоскошлифовальный станок Chevalier
1. Поместите приспособление для алмазного круга на станину.
2. Держите алмазную правку на ¼ дюйма слева от центра круга.
3. Зафиксируйте комод на кровати, включив магнитный фиксатор.
4. Включите питание машины, повернув переключатель в положение «ВКЛ». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Перемещайте шлифовальный круг вниз с помощью маховика вертикального стола, пока он едва не коснется правящего инструмента.
6. Выключите машину после контакта с комодом.
7. Снова включите машину. Пока круг вращается, опускайте шлифовальный круг вниз в направлении Z, пока не образуется небольшой шлейф пыли.
8. После создания небольшого шлейфа пыли сделайте один проход вперед и назад по оси Y. Остановите машину, когда правящий станок сделает проход вперед и назад.
9. При остановке машины убедитесь, что инструмент для правки находится примерно в ½ дюймах от колеса.
10. Проверьте колесо на предмет чистоты. Если нет, повторите шаги 8 и 9.
Рисунок 2. Правка колеса
Перед монтажом шлифовальные круги должны быть осмотрены и «испытаны кольцом», чтобы убедиться в отсутствии трещин или других дефектов. По колесам следует слегка постучать легким неметаллическим предметом. Стабильное и неповрежденное колесо даст чистый металлический тон или «звон».
Выполнение проверки кольца:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук кольца.
Для проведения теста вам понадобится твердый пластиковый или деревянный предмет, например ручка отвертки или другой инструмент. Используйте деревянный молоток для более тяжелых инструментов. Не используйте металлические предметы.
Используйте деревянный молоток для более тяжелых инструментов. Не используйте металлические предметы.
- Подвесьте круг на штифт или вал, который проходит через отверстие, чтобы его можно было легко вращать, но не задевайте круг за шлифовальный станок. Если колесо слишком велико для подвески, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальный отвес, проходящий через центр колеса.
- Постучите по колесу примерно на 45 градусов с каждой стороны от вертикальной линии, примерно в одном-двух дюймах от края колеса. (Большие колеса могут постукивать по краю, а не сбоку колеса.)
- Поверните колесо на 180 градусов так, чтобы нижняя часть колеса оказалась сверху.
- Еще раз коснитесь колеса примерно на 45 градусов с каждой стороны от вертикальной линии.
- Колесо проходит испытание, если оно издает чистый металлический звук при постукивании во всех четырех точках. Если колесо звучит мертво в любой из четырех точек, оно треснуло.
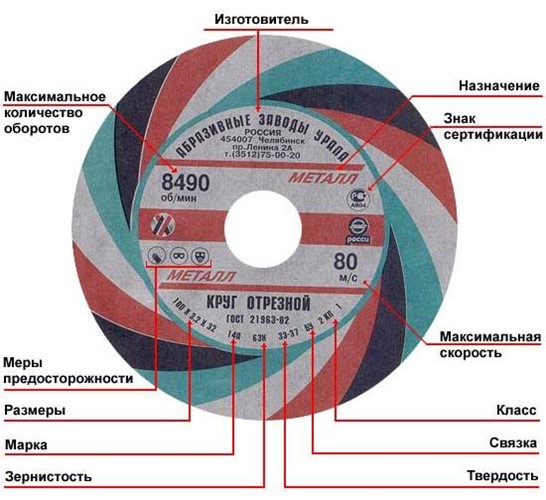 Не используйте его.
Не используйте его.
- Откройте корпус колеса. Если корпус колеса очень тугой, для этого может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите верхнюю металлическую пластину, ослабив винты, которыми она крепится к корпусу колеса.
Рисунок 3. Снимите металлическую пластину и кожух колеса
3. За колесом, на шпинделе, есть отверстие. Вставьте гаечный ключ с правой стороны в заднюю часть шпинделя. Ключ для распорки должен входить в отверстие.
Рисунок 4. Закрепите ключ в отверстии Рисунок 5. Снимите шлифовальный круг
4. Вставьте ключ в два отверстия в передней части круга. При снятии колеса со шпинделя поворот вправо ослабит, а поворот влево затянет.
5. Ударьте резиновым молотком по рычажному ключу, чтобы ослабить колесо.
6. Чтобы установить новый шлифовальный круг, выполните процедуру в обратном порядке. Поворот рычажного ключа влево затянет его.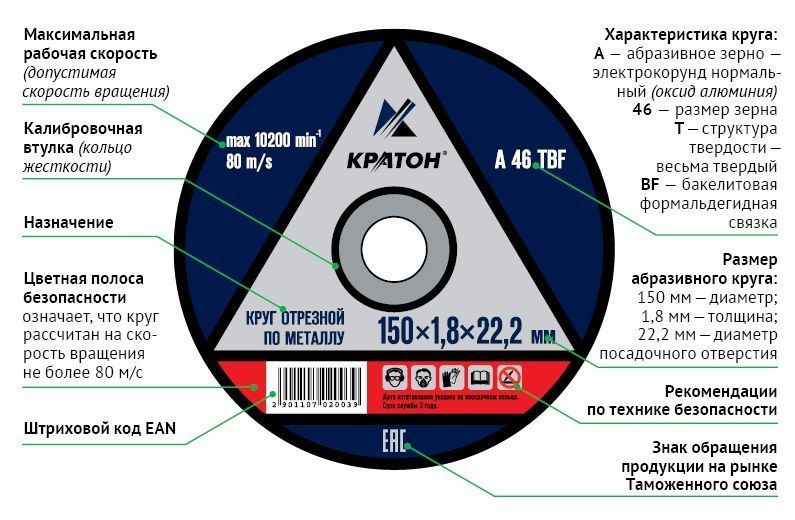 При установке колеса убедитесь, что ключ находится с левой, а не с правой стороны. Поверните рычажный ключ рукой, а когда это невозможно, используйте резиновый молоток.
При установке колеса убедитесь, что ключ находится с левой, а не с правой стороны. Поверните рычажный ключ рукой, а когда это невозможно, используйте резиновый молоток.
7. Снимите ключ с задней части шпинделя.
8. Прикрутите пластину обратно к верхней части корпуса колеса.
9. Закройте корпус колеса и затяните ручку.
- Убедитесь, что используется подходящее колесо для ложи. Существуют различные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит помехи для магнитного патрона.
- Установите магнитные параллели вокруг заготовки, чтобы заготовка не сместилась во время шлифования.
- Включите магнитный зажим, чтобы закрепить детали на станине.
- Отрегулируйте положение станины и седла так, чтобы приклад располагался по центру под колесом.
- Опустите круг на дюйм выше заготовки.
- Возьмите лист бумаги и поместите его между колесом и прикладом.
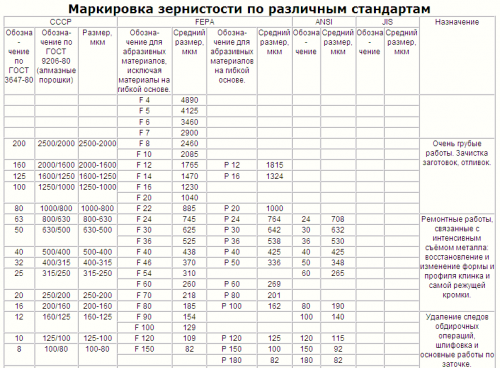 Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага больше не сможет двигаться к нулю по оси Z. См. рис. 1.
Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага больше не сможет двигаться к нулю по оси Z. См. рис. 1. - Обнулите ось Z заготовки, установив шкалу на маховике подачи вниз на 0 дюймов. См. рис. 2.
- Заблокируйте блок установки продольного хода стола таким образом, чтобы на каждом конце хода стола был перебег примерно на дюйм.
- Отрегулируйте положение стола так, чтобы круг располагался примерно на дюйм справа от заготовки.
- Опустите круг на нужную глубину шлифования. Максимальная подача вниз должна составлять 0,001 дюйма за проход.
- Перед включением основного питания убедитесь, что колесо не касается заготовки. Нажмите зеленую кнопку, чтобы включить шпиндель, и включите переключатель охлаждающей жидкости.
- Отшлифуйте заготовку, выполняя проходы слева направо по оси x.
- Как только первая полоса заготовки будет достаточно отшлифована, поверните маховик оси Y на пол-оборота по часовой стрелке.

- Отшлифуйте еще одну полосу заготовки слева направо по оси абсцисс.
- Повторяйте до тех пор, пока заготовка не будет полностью отшлифована, затем повторите все предыдущие шаги для другой стороны.
Рис. 6. Настройка оси Z Рис. 7. Настройка подачи вниз
Выберите шлифовальный круг:
Имейте в виду, что шлифовальный круг является формой режущего инструмента, и, за исключением круга для общего шлифования, абразив, размер зерна, марка и структура, тип связки должны быть выбраны в соответствии с конкретной работой, в которой будет использоваться круг, точно так же, как фреза, дрель или метчик выбираются для конкретной работы.
При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Есть:
1. Инструкция по изготовлению шлифовального круга.
2. Измельчаемый материал и его твердость.
3. Количество материала, которое необходимо удалить, и требуемая отделка.
4. Имеют шлифовальный контакт.
5. Тяжесть операции шлифования.
6. Скорость вращения колеса.
7. Скорость подачи
8. Техника работы.
Предложения:
1. Сначала рассмотрите материал, который нужно отшлифовать, и его твердость. Они влияют на выбор абразива, размера зерна и сорта или твердости круга.
- Оксид алюминия лучше всего подходит для стали, а абразивы из карбида кремния лучше подходят для шлифования чугуна, цветных металлов и неметаллических материалов.
- Относительно мелкая зернистость лучше всего подходит для более тяжелых резов, ее можно с успехом использовать для мягких и пластичных материалов, которые легко проникают.
- Твердость шлифуемого материала также влияет на выбор сорта круга или твердости. Более твердый сплав можно использовать на мягких, легко проникающих материалах, чем на твердых материалах, которые естественным образом склонны к более быстрому затуплению круга.
 Более мягкие сорта с большей готовностью освобождают тусклые зерна, чтобы представить в работе новые, острые зерна.
Более мягкие сорта с большей готовностью освобождают тусклые зерна, чтобы представить в работе новые, острые зерна.
2. Второй фактор при выборе колеса – количество удаляемого припуска и требуемая отделка. Они влияют на выбор размера зерна и связки следующим образом:
- Относительно крупная зернистость выбирается для быстрого удаления припуска без учета чистовой обработки как грубой шлифовки; там, где желательна высокая отделка, следует использовать мелкую шлифовку.
- Круги на керамической связке обычно используются там, где товарная отделка удовлетворительна. Органические связки, резиноид, каучук и шеллак, обеспечивают высочайшее качество отделки.
3. Площадь шлифовального контакта между кругом и заготовкой влияет на выбор размера и степени абразива.
- Грубая шлифовка требуется, когда площадь контакта относительно велика, например, при плоском шлифовании чашечными кругами, цилиндрами или сегментами, чтобы обеспечить достаточный зазор между абразивными зернами.
 По мере того, как площадь контакта становится меньше, а общее давление, имеющее тенденцию к разрушению поверхности круга, становится больше, следует использовать круги с более мелким зерном.
По мере того, как площадь контакта становится меньше, а общее давление, имеющее тенденцию к разрушению поверхности круга, становится больше, следует использовать круги с более мелким зерном. - Что касается сорта или твердости, то при большой площади контакта мягкий сплав обеспечит нормальное разрушение круга, гарантируя непрерывное свободное резание. С другой стороны, более твердый сорт необходим, чтобы выдерживать все более высокое единичное давление, поскольку площадь контакта становится меньше.
4. Тяжесть операции шлифования влияет на выбор абразива и марки.
- Жесткий абразив, такой как оксид алюминия 4А, следует использовать для грубой шлифовки стали в тяжелых условиях.
- Более мягкие абразивы, такие как оксид алюминия 32 и 38, лучше всего подходят для более легких операций прецизионного шлифования сталей и полусталей, в то время как промежуточные абразивы оксида алюминия 57 и 19 используются для точной и полуточной шлифовки как мягких, так и твердых сталей.

- Тяжесть операции шлифования также влияет на выбор сплава. Твердые сорта обеспечивают прочные круги для грубого шлифования, такого как заедание, в то время как средние и более мягкие круги можно использовать для точных операций, которые менее требовательны к кругу.
5. Частота вращения шлифовального круга определяет тип связки.
- Круги на керамической связке не должны использоваться при скоростях более 6500 футов в минуту. За некоторыми исключениями, когда скорость превышает это значение, следует использовать колеса со связкой из каучука, резины или шеллака. Обратите внимание, что безопасная рабочая скорость, указанная на бирке, колесе или промокательной бумаге, никогда не должна превышаться.
6. Скорость подачи
- Чем выше скорость подачи, тем больше давление шлифования. Если скорость шлифования заготовки должна быть увеличена, скорость подачи будет увеличена, тогда износ круга будет быстрее. Поэтому требуется более твердый шлифовальный круг.

- Стандартная система маркировки кругов используется для определения пяти основных факторов при выборе шлифовального круга:
- Тип абразива
- Размер зерна
- Марка или твердость
- Структура
- Бонд
Первый символ: тип абразива Для определения зернистости можно использовать следующую шкалу:
Третий символ: степень твердости
- Степень твердости является мерой прочности сцепления шлифовального круга.
- Связующий материал скрепляет абразивные зерна в круге.
- Чем прочнее связь, тем тверже колесо.
- Степень твердости является мерой прочности сцепления шлифовального круга.
A–G мягче.
от H до P относятся к среднему классу.
от R до Z сложнее.
Четвертый символ: Структура
- Структура, расстояние между абразивными зернами в круге обозначено цифрами.

1 представляет собой плотную структуру.
8 имеет более среднюю структуру.
15 представляет собой открытую конструкцию.
Пятый символ: Облигация
- Облигация обозначается буквой в соответствии со следующим:
- V – Витрифицированный
- B – Резиноид
- Р – Резина
- Е – Шеллак
- М – Металл
Пример маркировки стандартного шлифовального круга:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000 м/мин
ОТ(ТИП КОЛЕС): 1(Прямой-гладкий)
ЛИЦО: А
РАЗМЕР: диам. (Г) X Ширина (Ш) X Отверстие (В)
ТИП АБРАЗИВА: WA (см. рис. 2)
ЗЕРНА: 46 (см. рис. 2)
МАРКА: K (см. рис. 2)
СТРУКТУРА: 8 (см. рис. 2)
ТИП КОСТИ: V (см. рис. 2)
КОД ПРОИЗВОДИТЕЛЯ: 7N
МАКС. Об/мин: 2000 м/мин.
Рисунок 9: Таблица выбора шлифовального круга
Рисунок 10: Таблица выбора шлифовального круга
1. Перечислите пять мер предосторожности.
Перечислите пять мер предосторожности.
2. Перечислите пять основных частей плоскошлифовальных машин.
3. Что такое правильная установка для алмазного круга?
4. При правке круга, насколько далеко должен располагаться алмазный правитель слева от центра круга?
5. Что такое кольцевой тест?
6. Как вы выполняете кольцевой тест?
7. При выборе шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Пожалуйста, перечислите пять из восьми факторов.
8. Для чего лучше всего подходят шлифовальные круги из оксида алюминия?
9. Для идентификации факторов при выборе шлифовального круга используется стандартная система маркировки кругов. Пожалуйста, все пять основных факторов?
10. Колесо с маркировкой WA 80-L9B. Пожалуйста, укажите следующее.
Эта глава была взята из следующих источников.
Шлифовка и полировка получено из Машиностроительных инструментов Массачусетского технологического института, CC:BY-NC-SA 4. 0.
0.
Применение режущих инструментов, Глава 16: Шлифовальные круги и операции
Шлифование или абразивная обработка — это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы. Эти частицы могут находиться в связанных колесах, ремнях с покрытием или просто свободно лежать.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое абразивное зерно является режущей кромкой. Когда зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и точную поверхность. Когда каждое абразивное зерно затупляется, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и искусственные. За исключением алмазов, промышленные абразивы почти полностью заменили природные абразивные материалы. Даже природные алмазы в некоторых случаях были заменены синтетическими алмазами.
Произведенные абразивы, наиболее часто используемые в шлифовальных кругах, представляют собой оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. Переработка бокситовой руды в электрической печи дает оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом для формирования шихты печи. Затем смесь сплавляют и охлаждают. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются из абразивов различной степени чистоты, чтобы придать им определенные характеристики для различных шлифовальных операций и применений. Цвет и прочность круга зависят от степени чистоты.
Круги из оксида алюминия общего назначения, обычно серого цвета и с чистотой 95 процентов, являются наиболее популярными используемыми абразивами. Они используются для шлифования большинства сталей и других ферросплавов. Они используются для шлифования большинства сталей и других ферросплавов. Круги из белого оксида алюминия почти чистые и очень рыхлые (могут легко отрываться от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли с последующим обжигом смеси в электрической печи. Процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученную кристаллическую массу измельчают и сортируют по размеру частиц.
Круги из карбида кремния более твердые и хрупкие, чем круги из оксида алюминия. Существует два основных типа кругов из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Зеленые круги из карбида кремния более рыхлые, чем черные круги, и используются для шлифования инструментов и фрез из цементированного карбида.
Кубический нитрид бора (CBN). Кубический нитрид бора — чрезвычайно твердый, острый и охлаждающий абразив. Это один из новейших производимых абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуры до 2500°F. CBN производится с помощью высокотемпературных процессов высокого давления, подобных тем, которые используются для производства искусственных алмазов, и он почти такой же твердый, как алмаз.
Кубический нитрид бора — чрезвычайно твердый, острый и охлаждающий абразив. Это один из новейших производимых абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуры до 2500°F. CBN производится с помощью высокотемпературных процессов высокого давления, подобных тем, которые используются для производства искусственных алмазов, и он почти такой же твердый, как алмаз.
CBN используется для шлифования сверхтвердых, быстрорежущих сталей, инструментальных и штамповых сталей, закаленных чугунов и нержавеющих сталей. В настоящее время в промышленности используются два типа кубических кругов из нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии и используется для шлифования общего назначения. Второй тип представляет собой абразив без покрытия для использования в гальваническом металле и системах с керамической связкой.
Алмаз. В производстве шлифовальных кругов используются алмазы двух видов: природные и искусственные. Природный алмаз представляет собой кристаллическую форму углерода и очень дорог. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
Природный алмаз представляет собой кристаллическую форму углерода и очень дорог. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
Последние разработки в производстве искусственных бриллиантов снизили их стоимость и привели к расширению использования. Искусственные алмазы в настоящее время используются для шлифования прочных и очень твердых сталей, режущих инструментов из цементированного карбида и оксида алюминия.
Типы связки
Абразивные зерна удерживаются вместе в шлифовальном круге связующим материалом. Связующий материал не режется во время операции шлифования. Его основная функция – удерживать между собой зерна разной степени прочности. Стандартными связками для шлифовальных кругов являются стекловидные, резиноидные, силикатные, шеллачные, каучуковые и металлические.
Стекловидная связка. Витрифицированные связки используются более чем в 75% всех шлифовальных кругов.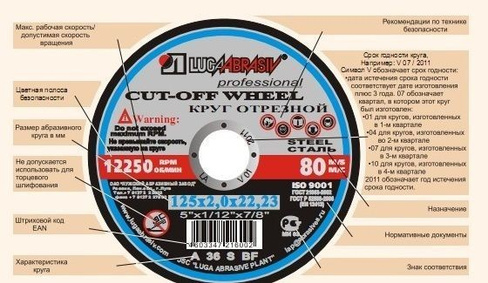 Витрифицированный связующий материал состоит из тонкоизмельченной глины и флюсов, с которыми тщательно перемешан абразив. Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Витрифицированный связующий материал состоит из тонкоизмельченной глины и флюсов, с которыми тщательно перемешан абразив. Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Стеклокерамические круги прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены влиянию воды, масел или кислот. Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где возникают удары и большие перепады температур.
Резиноидная связка. Шлифовальные круги на резиновой связке уступают по популярности шлифовальным кругам на керамической основе. Фенольная смола в порошкообразной или жидкой форме смешивается с абразивными зернами в форме и отверждается при температуре около 360°F. Полимерные круги используются для шлифования со скоростью до 16 500 футов в минуту. Основное их применение – черновое шлифование и отрезание.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Связка Shellac. Это органическая связка, используемая для шлифовальных кругов, обеспечивающая очень гладкую поверхность таких деталей, как ролики, столовые приборы, распределительные валы и шатунные шейки. Как правило, они не используются в тяжелых шлифовальных операциях.
Резиновая связка. Колеса с резиновым покрытием очень прочные и прочные. В основном они используются в качестве тонких отрезных кругов и приводных кругов в бесцентровых шлифовальных станках. Они также используются, когда требуется очень тонкая обработка поверхностей подшипников.
Металлическая связка. Металлические связки в основном используются в качестве связующих для алмазных абразивов. Они также используются в электролитическом измельчении, где соединение должно быть электропроводным.
Размер абразивного зерна
Размер абразивного зерна важен, поскольку он влияет на скорость съема материала, удаление стружки в круге и получаемое качество поверхности.
Размер абразивного зерна определяется размером отверстия сетки, через которое проходит абразивное зерно. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно зернистостью 60 пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером зерен 65. Низкое значение размера зерна указывает на крупную зернистость, а большое число указывает на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000). зерна для операций чистового и мелкого шлифования. Средние размеры зерна используются в операциях с большим съемом материала, где требуется некоторый контроль качества поверхности. Крупнозернистая фракция используется для кондиционирования заготовок и операций обрезки на сталелитейных и литейных заводах, где важна скорость съема припуска и мало заботит чистота поверхности.
Марка шлифовального круга
Марка шлифовального круга является мерой прочности связующего материала, удерживающего отдельные зерна в круге. Он используется для обозначения относительной твердости шлифовального круга. Класс или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения класса, составляет от A до Z, где A представляет максимальную мягкость, а Z максимальную твердость. Правильный выбор колес очень важен. Слишком мягкие круги, как правило, слишком быстро выбрасывают зерно, и круги изнашиваются очень сильно. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».
Структура шлифовального круга
Структура шлифовального круга зависит от относительного расстояния между абразивными зернами; это плотность колеса. В круге с открытой структурой меньше абразивных зерен, чем в круге с закрытой структурой. Число от 1 до 15 обозначает структуру колеса. Чем выше число, тем более открытой будет структура; и чем меньше число, тем плотнее будет структура.
Число от 1 до 15 обозначает структуру колеса. Чем выше число, тем более открытой будет структура; и чем меньше число, тем плотнее будет структура.
Характеристики шлифовального круга
Производители шлифовальных кругов согласились на систему стандартизации для описания состава круга, а также его формы и поверхности.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем эльборовые и алмазные круги.
Абразивные шлифовальные круги. Эта система маркировки используется для описания состава круга по типу абразива, размеру зерна, сорту, структуре и типу связки.
CBN и алмазные круги. г. Та же стандартизация применяется к эльборовым и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов используют восемь стандартных форм кругов и 12 стандартных поверхностей для общего использования. На иллюстрации показаны наиболее распространенные стандартные формы кругов, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
На иллюстрации показаны наиболее распространенные стандартные формы кругов, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
Шлифовальные круги с гальваническим покрытием
Из нескольких методов, используемых в настоящее время для фиксации суперабразивных частиц алмаза или эльбора на рабочей поверхности абразивного инструмента, гальваническое покрытие является наиболее быстрорастущим. Все больше и больше производственных операций включают в себя комбинации трудно поддающихся шлифовке материалов и кругов сложной формы, что практически диктует использование гальванических суперабразивных инструментов.
Характерно, что такие инструменты состоят из прецизионной формы инструмента или оправки с суперабразивными частицами, нанесенными на рабочую поверхность и зафиксированными на месте электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Балансировка, правка и правка кругов
Все шлифовальные круги можно сломать, а некоторые из них очень хрупкие. При обращении с шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Шлифовальные круги также должны быть проверены перед установкой на станок.
Для проверки на наличие повреждений подвесьте колесо пальцем и слегка постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес. Неповрежденное колесо издает чистый звон; треснутое колесо вообще не будет звенеть.
Балансировка колес
Перед установкой на машину важно отбалансировать колеса диаметром более 10 дюймов. Чем больше шлифовальный круг, тем более важной становится балансировка. Баланс также становится более важным по мере увеличения скорости. Неотбалансированные колеса вызывают чрезмерную вибрацию, приводят к более быстрому износу колес, вибрации, плохой отделке, повреждению подшипников шпинделя и могут быть опасными.
Баланс также становится более важным по мере увеличения скорости. Неотбалансированные колеса вызывают чрезмерную вибрацию, приводят к более быстрому износу колес, вибрации, плохой отделке, повреждению подшипников шпинделя и могут быть опасными.
Правильная процедура балансировки колес заключается в том, чтобы сначала выполнить статическую балансировку колеса. Далее монтируем круг на шлифовальный станок и правим. Затем снимите колесо и отбалансируйте его. Установите колесо на место и слегка заправьте во второй раз.
Перемещение грузов на колесном креплении уравновешивает колеса. Колесо устанавливается на балансировочную оправку и размещается на балансировочном приспособлении. Затем грузы перемещаются в положение, позволяющее удалить все тяжелые точки на колесном узле.
Правка и правка круга
Правка – это процесс, используемый для очистки и восстановления затупившейся или нагруженной режущей поверхности шлифовального круга до ее первоначальной остроты. При правке удаляется стружка, а также притупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки поверхности круга, чтобы она давала желаемые результаты шлифования.
При правке удаляется стружка, а также притупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки поверхности круга, чтобы она давала желаемые результаты шлифования.
Правка — это процесс удаления материала с поверхности круга таким образом, чтобы полученная режущая поверхность была абсолютно правильной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставляет нежелательные следы вибрации на заготовке. Новое колесо всегда должно быть отрегулировано, прежде чем пустить его в работу. Кроме того, рекомендуется выровнять колесо, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов — это две отдельные операции, хотя иногда их можно выполнять с помощью одного и того же инструмента. Инструменты, используемые для обычной правки шлифовального круга, включают:
Механические приспособления для правки, обычно называемые звездообразными приспособлениями, прижимаются к колесу во время его вращения. Подбирающее действие острия звездообразных колес инструмента удаляет тусклые зерна, связки и другие частицы стружки. Звездообразные правители используются для относительно крупнозернистых обычных кругов, как правило, при ручном шлифовании, когда точность шлифования не является основным критерием.
Подбирающее действие острия звездообразных колес инструмента удаляет тусклые зерна, связки и другие частицы стружки. Звездообразные правители используются для относительно крупнозернистых обычных кругов, как правило, при ручном шлифовании, когда точность шлифования не является основным критерием.
Палочки для правки используются для ручной правки небольших обычных колес, особенно в форме чашки и блюдца. Некоторые из этих палочек изготовлены из чрезвычайно твердого абразива, называемого карбидом бора. При использовании брусок из карбида бора прижимают к поверхности круга, чтобы прижечь тусклые абразивные зерна и удалить лишнюю связку. Другие стержни для снятия напряжения содержат крупные зерна Crystolon или Alundum в твердой стекловидной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного наконечника для очистки и восстановления шлифовальной поверхности круга. Хотя однолезвийные алмазные инструменты когда-то были единственными продуктами, доступными для такого рода правки, растущий дефицит алмазов привел к разработке многолезвийных алмазных инструментов.
Многоточечные алмазные инструменты для правки используют несколько мелких алмазов, удерживаемых в матрице. При использовании инструмент надежно удерживается в держателе инструмента и ровно прилегает к поверхности ходового колеса. По мере одевания инструмент перемещается по поверхности круга до тех пор, пока работа не будет выполнена. По мере того, как алмазы на поверхности инструмента изнашиваются, открываются новые алмазные наконечники, что обеспечивает более длительный срок службы и использование. Этот тип инструмента производит очень однородную поверхность колеса от платья к платью.
Многолезвийные алмазные инструменты для правки доступны с широким диапазоном диаметров хвостовика и форм торца, чтобы соответствовать требованиям широкого спектра шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учитывать следующие шесть факторов для обеспечения максимальной производительности и безопасных результатов:
Материал для шлифования.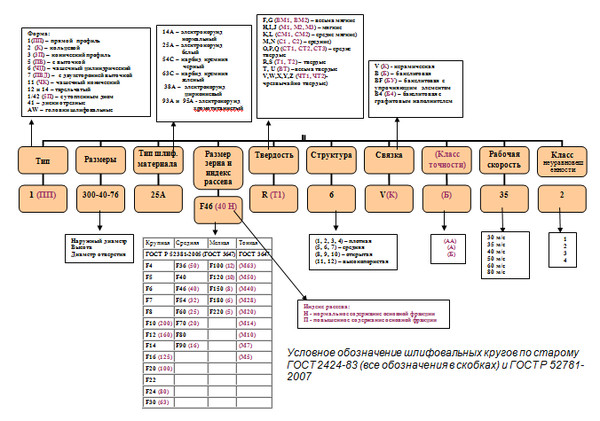 Если обрабатываемый материал представляет собой углеродистую или легированную сталь, обычно выбирают круги из оксида алюминия. Чрезвычайно твердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для обработки цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния. Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Если обрабатываемый материал представляет собой углеродистую или легированную сталь, обычно выбирают круги из оксида алюминия. Чрезвычайно твердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для обработки цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния. Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Характер операции шлифования. Требуется отделка, точность и количество удаляемого металла необходимо учитывать при выборе круга. Тонкая и точная отделка лучше всего достигается с мелкой зернистостью и шлифовальными кругами со связкой из каучука, резины или шеллака.
Зона контакта. Площадь контакта между кругом и заготовкой также важна. Малый шаг зерна, твердые круги и мелкозернистость используются, когда площадь контакта мала.
Состояние машины.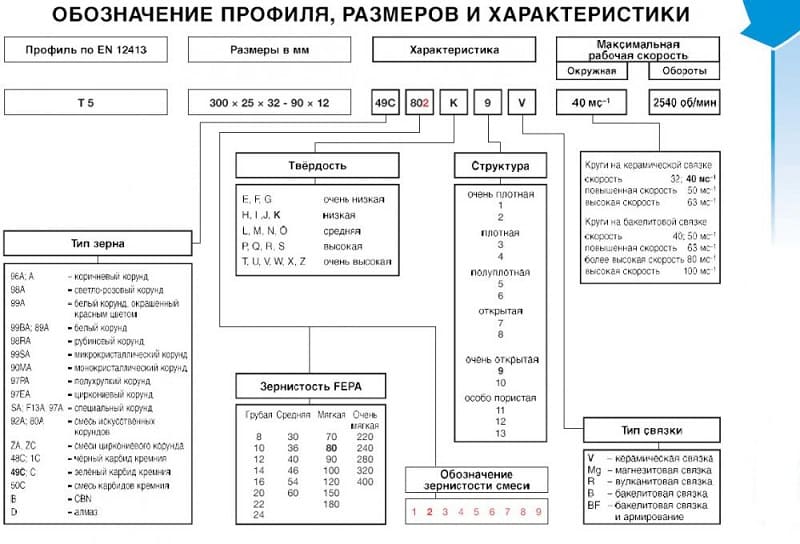 Вибрация влияет на качество отделки детали, а также на характеристики круга.
Вибрация влияет на качество отделки детали, а также на характеристики круга.
Скорость шлифовального круга. Скорость колеса влияет на связку и сорт, выбранные для данного колеса. Скорость вращения колес измеряется в поверхностных футах в минуту (SFPM). Витрифицированные связки обычно используются до 6 500 футов в минуту или в отдельных операциях до 12 000 футов в минуту. Колеса со связкой из резины можно использовать для скоростей до 16 500 футов в минуту.
Давление шлифования. г. Давление шлифования — это скорость подачи, используемая во время операции шлифования; это влияет на класс колеса. Общее правило, которому следует следовать, заключается в том, что по мере увеличения давления при шлифовании необходимо использовать более твердые круги.
Джордж Шнайдер-младший является автором книги «Применение режущих инструментов» — справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
