Как покрыть никелем в домашних условиях: Никелирование в домашних условиях своими руками ✋ технология и оборудование
Содержание
Хромирование пластика в домашних условия
Хромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях.
Зачем нужно хромировать
С помощью хромирования можно сделать деталь более прочной. Таким образом можно защитить ее от внешних повреждений, которые возникают в ходе эксплуатации. Слой хрома улучшает отражательные свойства. Обрабатываемая деталь приобретает металлический блеск, выглядит более эстетично. Добавив в реагент красители можно добиться желаемого оттенка.
Хромом можно покрыть не только пластик, но и металлические элементы. Автовладельцы хромируют колесные диски, салонные пластиковые элементы, а иногда даже полностью кузов машины.
Как подготовиться к работе
Хромирование пластика требует подготовки. Для того чтобы заняться хромированием, потребуется приобрести специальное оборудование, которое стоит достаточно дорого. Поэтому, если планируется однократная процедура, то лучше обратиться к специалистам, это будет гораздо дешевле. Если же в планах проводить хромирование часто, то можно взяться за это дело лично.
Следует иметь в виду, что хромирование пластика проводится с использованием едких летучих химических веществ. Поэтому помещение, в котором будет проводиться работа, должно хорошо проветриваться. Жилое помещение для такой процедуры категорически не подходит, лучше заняться хромированием в гараже, подвале или мастерской. Испаряемые в ходе процедуры летучие кислотные вещества оседают на предметах интерьера, могут вступать с ними в реакцию и разрушать их. Также следует позаботиться о средствах личной гигиены и запастись следующими предметами:
- респиратором;
- резиновыми перчатками;
- защитными очками;
- клеенчатым фартуком.

В ходе работы нужно беречь кожу от попадания реагентов, химвещества станут причиной ожогов. Не нужно также вдыхать отравляющие кислотные пары, это отрицательно скажется на состоянии организма.
Какие нужны инструменты
Прежде чем приступить к хромированию нужно запастись всем необходимым. Инструменты и материалы должны быть под рукой. Для работы потребуется:
- стеклянная или пластмассовая тара для диэлектрического раствора, емкость обязательно должна быть устойчива к воздействию кислот;
- раствор электролита;
- пластмассовое ведро или таз;
- нужно будет сделать фанерный ящик, отделать его стеклотканью и утеплить песком или минеральной ватой, для достижения термоизолирующего эффекта;
- кисть для нанесения раствора;
- ТЭН или другой нагревательный прибор;
- автомобильный аккумулятор или другой источник электрического питания;
- термометр, позволяющий измерить температуру жидкости до 100 градусов Цельсия;
- анодная пластина, подключающаяся к электрическому источнику;
- кронштейн, для подвешивания обрабатываемых элементов;
- крышка, которой можно было бы накрыть тару, можно взять фанерный лист;
- зажим.

Когда все необходимые материалы и инструменты будут готовы, можно начинать хромирование пластика в домашних условиях.
Ход работы
Прежде всего, нужно будет сделать электролитический раствор. Его готовят следующим образом:
- Дистиллированную воду нагревают до 60 градусов Цельсия. Объем жидкости зависит от того, каких размеров будет деталь.
- В подогретую жидкость вводят хромовый ангидрит и хорошо размешивают. Ангидрит берут в соотношении 250 граммов на один литр жидкости.
- Затем вливают серную кислоту и снова размешивают. На литр воды берут 2,5 граммов кислоты.
Через готовый раствор нужно прогнать электрический ток, на это потребуется около трех часов. Вещество должно приобрести темно-бордовую окраску.
Расчет силы тока производится с учетом того, что на литр раствора потребуется 6,5 А. Не следует превышать силу тока, это может привести к появлению пятен и неравномерному распределению массы. После этого раствор оставляют на сутки. Готовый раствор может храниться на протяжении нескольких месяцев, но только при условии, что емкость с жидкостью будет плотно закрыта крышкой.
Готовый раствор может храниться на протяжении нескольких месяцев, но только при условии, что емкость с жидкостью будет плотно закрыта крышкой.
Хромирование пластика: этапы работы
На первом этапе проводят подготовку детали. Ее обрабатывают обезжиривающим раствором, который готовят из следующих компонентов:
- кальцинированной соды;
- едкого натрия;
- силикатного клея.
Ингредиенты смешивают в равных долях и разводят водой, после чего ставят на огонь и доводят до кипения. Когда раствор будет готов, в нее опускают деталь, которую предстоит хромировать.
После того, как деталь будет обезжирена, приступают к следующему этапу – хромированию. Это можно делать с помощью гальванической ванны или специальной кисти. Каждый выбирает тот метод, который считает наиболее удобным.
Хромирование при помощи кисти
Кисть можно изготовить своими руками. Потребуется полая трубка, сделанная из оргстекла. На один ее конец фиксируется щетина, которую можно сделать из пучка медной неизолированной проволоки. Кисть обматывают тонким проводом из свинца. Кисть и деталь подключают к аккумулятору. В качестве источника питания может выступить трансформатор, тогда кисть соединяют с ним диодом, при этом анод идет к обмотке трансформатора, а катод подсоединяют к детали. Для аккумулятора диод не пригодится.
Кисть обматывают тонким проводом из свинца. Кисть и деталь подключают к аккумулятору. В качестве источника питания может выступить трансформатор, тогда кисть соединяют с ним диодом, при этом анод идет к обмотке трансформатора, а катод подсоединяют к детали. Для аккумулятора диод не пригодится.
Далее на деталь кистью наносят реагент, который перед работой вливают в стеклянную ручку кисти. Процедуру проводят аккуратно, плавными движениями, нужно следить, чтобы раствор ложился равномерно. В кисть постоянно подливают раствор. Вещество наносят в несколько слоев. Каждый участок обрабатывается до 35 раз. В итоге покрытие должно представлять собой толстый равномерный слой.
Хромирование с помощью гальванической ванны
Если хромирование пластика будет проводиться в гальванической ванне, электролит нагревают до 60 градусов и настаивают около трех часов. В емкость опускают анод, а к трансформатору подключают катод. Затем в ванную опускают деталь. Ее нужно подвешивать на кронштейн, чтобы предмет ни в коем случае не касался стенок ванны, дабы не повредить равномерность нанесения вещества.
Процедуру повторяют несколько раз, пока хромовый слой не ляжет идеально ровно. В среднем основной процесс занимает около получаса времени.
Следующим этапом деталь моют под краном и кипятят в трех литрах воды на протяжении получаса. Обработанный элемент нужно хорошо просушить в течение двух часов. До полного высыхания деталь трогать нельзя. Чтобы поверхность заблестела, ее полируют мягкой тканью. На этом работу можно считать оконченной.
По окончанию работы следует позаботиться об утилизации отработанного вещества. Электролит нельзя выливать в канализацию, тем более выплескивать во двор, поскольку в нем содержатся вредные химические соединения и кислоты.
Полезные советы
Чтобы на выходе получить качественный результат и сохранить эффект надолго необходимо принять во внимание следующие советы:
- если процедура проводится впервые, сначала можно потренироваться на опытном образце;
- если по каким-либо причинам невозможно произвести хромирование в домашних условиях, допустимо хром заменить никелем;
- хромовое покрытие со временем может потускнеть, если это произошло, деталь нужно хорошо промыть в теплой воде с применением бытовой химии, затем изделие просушивают и натирают мягким материалом;
- под воздействием низких температур хромовое покрытие может быстро потускнеть;
- на заключительном этапе не стоит пренебрегать полировкой детали.

В настоящее время в магазине можно приобрести уже готовые детали с хромированным покрытием. Но в некоторых случаях эту процедуру приходится делать самостоятельно. Покрывать раствором можно и пластмассовые, и металлические детали. Процесс обработки сложен и требует подготовки. Однако если знать, как нужно производить хромирование в домашних условиях и позаботиться о безопасности, можно получить идеальную, блестящую деталь и не навредить при этом собственному здоровью.
Никелирование медных шин и деталей из меди, подслой никеля под защитные покрытия
Никелирование — процесс нанесения тонкого слоя металлического никеля на изделие для придания ему необходимых свойств. Покрытия широко применяются в качестве подслоя при покрытии драгоценными металлами, а также для улучшения электропроводности, повышения твердости, защиты в щелочных средах и придания высокодекоративного внешнего вида. Никель — серебристо-белый металл с сильным блеском. Атомная масса никеля 58,69 г/моль, плотность 8,9 г/см3. Имеет электрохимический эквивалент 1,095 г/(А*ч), его стандартный потенциал равен -0,25 В. Никелевые покрытия легко пассивируются на воздухе и под действием сильных окислителей. Благодаря этому покрытие обладает высокой коррозионной стойкостью. При толщине покрытия 125 мкм основной металл уже предохранен от воздействия промышленных газов и растворов. В менее агрессивных средах достаточно 50-100 мкм. Никель полностью устойчив в щелочах и органических кислотах окислительного характера.
Атомная масса никеля 58,69 г/моль, плотность 8,9 г/см3. Имеет электрохимический эквивалент 1,095 г/(А*ч), его стандартный потенциал равен -0,25 В. Никелевые покрытия легко пассивируются на воздухе и под действием сильных окислителей. Благодаря этому покрытие обладает высокой коррозионной стойкостью. При толщине покрытия 125 мкм основной металл уже предохранен от воздействия промышленных газов и растворов. В менее агрессивных средах достаточно 50-100 мкм. Никель полностью устойчив в щелочах и органических кислотах окислительного характера.
Никелирование металла используется для того, чтобы улучшить исходные физические характеристики основного металлического сплава:
- Повышение коррозийной устойчивости. Никель обладает высокой химической инертностью, поэтому он не вступает в контакт с кислородом и водой. Поэтому никель будет препятствовать появлению коррозии на поверхности металлического элемента.
- Защита от слабых кислот и щелочей. Никель также неплохо выдерживает воздействие слабых химических реагентов, поэтому с его помощью можно также создать дополнительный слой, который будет защищать основной материал от кислот и щелочей.

- Создание прочного внешнего покрытия. При механическом повреждении меняется вид металлического изделия, а также могут ухудшатся его технико-эксплуатационные характеристики. Создание дополнительно слоя из никеля выгодно тем, что при повреждении металла всегда можно быстро нанести новый слой.
- Никель обладает приятным серебристо-серым блеском, поэтому никелирование может выполняться и для декоративных нужд. Украшение металлических игрушек, создание красивых никелированных каркасов и так далее).
- Никелировать можно практически любой металл — сталь, чугун, различные железные сплавы, медь, латунь, алюминий, титан и так далее.
Основные технологии никелирования
- Гальваническое покрытие никелем. Основано на процессе электролиза.
- Химический метод. Нанесение слоя происходит под воздействием никелесодержащих химических веществ.
Гальваническое покрытие никелем заключается в осаждении его на поверхности металлической детали под воздействием электрического тока. Для гальванического никелирования изделий к поверхности изделия подключается отрицательный контакт через источник питания. После, аналогичным образом, соединяется с положительным контактом никелевые аноды. После этого, изделие погружают в электролит. Этот раствор состоит из воды и соли хлорида никеля. Благодаря электрическому току, присутствующему в электролите, соль хлорида никеля распадается на отрицательные ионы хлора и положительные катионы никеля. Отрицательный заряд изделия затем притягивает положительные ионы никеля, в то время как положительный заряд никелевого анода привлекает отрицательные хлорид-анионы. В результате этой химической реакции никель в аноде окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие.
Для гальванического никелирования изделий к поверхности изделия подключается отрицательный контакт через источник питания. После, аналогичным образом, соединяется с положительным контактом никелевые аноды. После этого, изделие погружают в электролит. Этот раствор состоит из воды и соли хлорида никеля. Благодаря электрическому току, присутствующему в электролите, соль хлорида никеля распадается на отрицательные ионы хлора и положительные катионы никеля. Отрицательный заряд изделия затем притягивает положительные ионы никеля, в то время как положительный заряд никелевого анода привлекает отрицательные хлорид-анионы. В результате этой химической реакции никель в аноде окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие.
Достоинства электрохимического метода:
- Простота. Технология, позволяет широко использовать гальваническое никелирование от коррозии как в промышленности, так и в домашних условиях, обеспечивая высокую производительность.

- Экономичность. Для организации процесса не нужно дорогостоящее специализированное оборудование и сырье, что делает технологию высокорентабельной.
- Качество. Гальванизация позволяет получить слой никеля, отличающийся высокой прочностью, обеспечивающей надежную защиту антикоррозийной поверхности от негативного внешнего воздействия.
- Эстетические характеристики. В результате поверхность детали становится гладкой и блестящей, устойчивой к механическим повреждениям.
Недостатки электролитического метода:
- Размеры обрабатываемых деталей ограничены габаритами гальванической ванны, поэтому невозможно покрыть никелем крупные объекты.
- Стационарность. Для промышленного процесса необходимо громоздкое технологическое оборудование, требующее особых условий эксплуатации, что делает невозможной обработку стационарно закрепленных объектов не подлежащих транспортировке.
- Тонкий защитный слой. При гальваническом никелировании максимальная толщина получаемого покрытия, равна 40-60 мкм, тогда как химический метод позволяет сформировать слой никеля любой толщины.

Этапы электролитического никелирования различных металлов
- Подготовка поверхности – важнейший этап, от которого зависит качество защитного слоя. Ошибки на этой стадии могут привести к отслоению покрытия. Технологии очистки поверхности:
- Механическая чистка. Желательна обработка пескоструйным аппаратом.
- Шлифовка. Позволяет получить идеально ровную поверхность и улучшить сцепление слоев.
- Обезжиривание. Обработка растворителями для очистки от жировых загрязнений, препятствующих адгезии. После обезжиривания деталь промывается в проточной воде и высушивается.
- Омеднение. Не является обязательным этапом, но позволяет улучшить качество поверхности, выровнять ее и повысить адгезионные свойства. Производится гальваническим методом с использованием медных катодов и электролитического раствора, состоящего из медного купороса и серной кислоты.
- Никелирование. Готовится водяной электролитический раствор из сульфатов никеля, магния, натрия, поваренной соли и борной кислоты.
 В сосуд опускают никелевые электроды. Заготовку подвешивают, чтобы она не касалась стенок и дна сосуда. На электроды подается напряжение до 6 вольт. Продолжительность процесса около 40 минут. Затем деталь извлекают из ванны, промывают и высушивают.
В сосуд опускают никелевые электроды. Заготовку подвешивают, чтобы она не касалась стенок и дна сосуда. На электроды подается напряжение до 6 вольт. Продолжительность процесса около 40 минут. Затем деталь извлекают из ванны, промывают и высушивают.
Химический метод никелирования — по сравнению с гальваническим, химический метод никелирования является более трудоемким и дорогим, поэтому не так распространен. Основные его преимущества – однородность и неограниченная толщина конечного покрытия. Помимо высокой цены, недостатки у технологии такие же как у гальванического метода нанесения покрытий из никеля, связанные с ограничениями по размеру изделий.
Этапы химического никелирования
- Подготовительный. Заключается в очистке поверхности различными методами: механической чистке, шлифовке и полировании с применением специального оборудования. В заключении деталь обезжиривают, промывают и сушат. Этап требует ответственного подхода и тщательности, поскольку от него напрямую зависит итоговый результат.

- Химическое никелирование. Заключается в погружении деталей в химический раствор на основе солей никеля, разогретый до 90ºC. Дополнительно в него добавляются и другие химические вещества, участвующие в реакции и стабилизирующие ее. Ванны для химического никелирования бывают двух видов:
- Кислотные – на основе сульфата никеля. Получили наибольшее распространение, благодаря предсказуемости реакции и ее устойчивости. Процесс идет с большой скоростью, получаемое покрытие отличается высоким качеством и прочностью.
- Щелочные – на основе хлорида никеля. Не так распространены, как химические, из-за неустойчивости процесса в щелочной среде, связанной с улетучиванием аммиака под воздействием высоких температур и низкой скорости реакции. Стабилизации процесса можно добиться добавлением солей лимонной кислоты и аммиака.
Подслой никеля под защитные покрытия
Подслой никеля создает благоприятные условия работы покрытий на трение, предотвращает диффузию основного металла при температурах до 350°C, способствует стабильности контактного сопротивления.
Нанесение подслоя никеля перед электролитическим оловянированием замедляет иглообразование и улучшает паяемость оловянных осадков.
В качества материала для изготовления электрических контактов чаще всего используется медь и ее сплавы, а в качестве покрытия используется серебро. Медь и серебро образуют твердые растворы, что облегчает взаимную диффузию этих металлов. При работе контактной пары это может привести к существенному изменению характеристик контакта и даже к полному исчезновению верхнего слоя серебра с поверхности детали. Кроме того, ухудшение характеристик электрических контактов связано с проникновением продуктов коррозии основы (при нанесении на медную основу, например, оксидов меди) через поры серебра на поверхность контактирующих изделий.
В отличие от меди никель не образует с серебром твердых растворов, что уменьшает возможность взаимной диффузии. При нанесении серебра не по меди, а по промежуточному подслою никеля постоянство значений переходного сопротивления во влажной атмосфере может обеспечиваться более тонким и, соответственно, более пористым слоем серебра. Кроме того, многослойное покрытие позволяет сократить или уменьшить число сквозных пор покрытия, доходящих до поверхности покрываемых изделий, при уменьшении толщины верхнего слоя драгоценного серебра. Именно этот слой должен обеспечивать низкое значение переходного сопротивления при контактировании и сохранение его во времени.
Кроме того, многослойное покрытие позволяет сократить или уменьшить число сквозных пор покрытия, доходящих до поверхности покрываемых изделий, при уменьшении толщины верхнего слоя драгоценного серебра. Именно этот слой должен обеспечивать низкое значение переходного сопротивления при контактировании и сохранение его во времени.
Применение подслоя никеля при осаждении серебра на алюминиевые детали позволяет избежать возможность отслаивания покрытия и повысить прочность сцепления с поверхностью алюминия.
Как снять никель с металла в домашних условиях
Главная » Разное » Как снять никель с металла в домашних условиях
Как и чем снять никель механическим методом? — Другие методы обработки
Есть части от настольной лампы покрытые никелем,но от времени никель начал слезать.
Хочу снять старое никелевое покрытие и покрыть заново никелем. Покрыть есть где,а вот как снять пока не знаю.
Детали стальные,но металл тонкий где-то 0,5мм,химическим методом сложно и даже не знаю где это можно сделать,да и боюсь химия съест заготовку.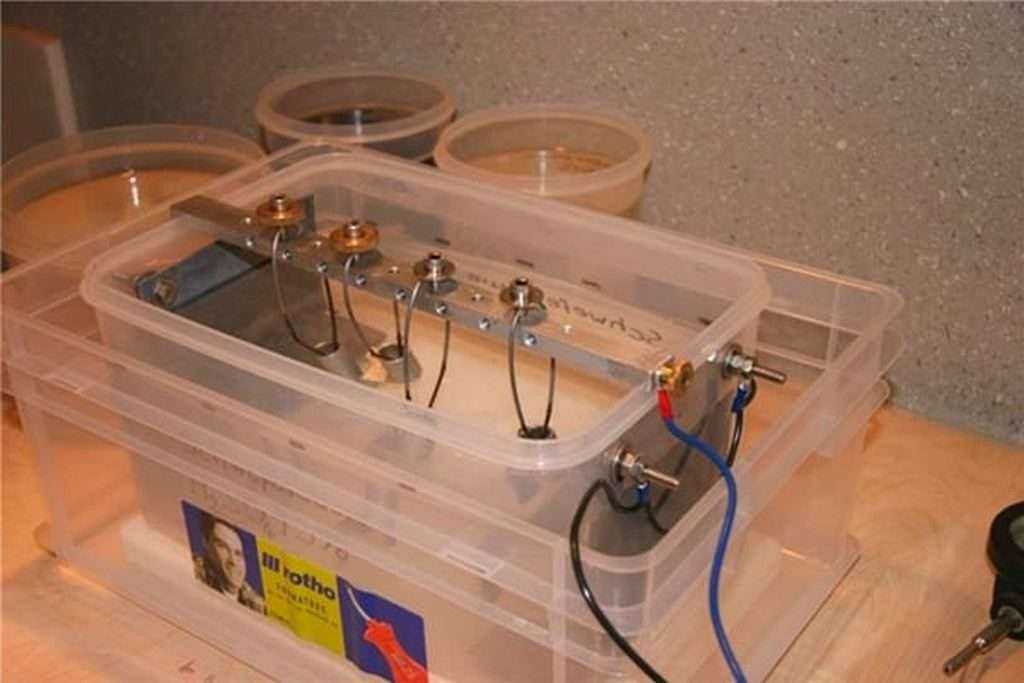
Поэтому хочу снять механическим способом,но чем конретно пока не знаю. Предполагаю что-то типа резинового или подобного абразивного круга.
Попробовал на точиле с мягким кругом,но не резиновым,никель почти не снимается — просто шлифуется поверхность(см.фото),а надо как-то его содрать.
Подскажите чем лучше снять старое никелевое покрытие?
Как удалить хром или никель со стали |
Автор: Габриель Блэк
Написано: 14 июля 2020 г.
Многие антикварные предметы были покрыты хромом или никелем, и владелец может пожелать восстановить его до первоначального состояния с помощью процесса снятия пластины. Хромовое и никелевое покрытие также может треснуть, испортиться или стать поврежденным со временем, и его необходимо удалить, чтобы можно было нанести новое покрытие.
Удаление хрома или никелирования со стали — простой процесс, если вы принимаете надлежащие меры безопасности.
Наденьте соответствующее защитное снаряжение, такое как респиратор, защитные очки и защитные перчатки. Налейте ацетон, нашатырный спирт или отбеливатель в большую металлическую миску или кастрюлю. Используйте только одно из этих химикатов; не смешивайте их.
Налейте ацетон, нашатырный спирт или отбеливатель в большую металлическую миску или кастрюлю. Используйте только одно из этих химикатов; не смешивайте их.
Погрузите объект, с которого вы хотите удалить хром, в химикат. Накройте контейнер алюминиевой фольгой, чтобы пары не задерживались. Дайте ему впитаться не менее двух часов.
- Многие антикварные предметы были покрыты хромом или никелем, и владелец может пожелать восстановить его до первоначального состояния с помощью процесса снятия пластины.
- Накройте контейнер алюминиевой фольгой для удержания дыма.
Удалите предметы из химикатов. Окуните зубную щетку в ацетон, нашатырный спирт или отбеливатель.
Тщательно очистите поверхность предмета зубной щеткой. Продолжайте окунать и тереть зубной щеткой, пока покрытие полностью не снимется.
Протрите зачищенную сталь чистой тряпкой.
.
Электрохимический метод улавливает до 24 процентов никеля в богатой металлами морской воде за 1 неделю — ScienceDaily
То же самое отложение, которое накапливается во многих чайниках или водопроводных трубах в районах, где вода, богатая кальцием, является нормой, может быть просто (дешевый) билет на избавление загрязненной морской воды от токсичных металлов. Согласно данным исследовательской группы, возглавляемой Шарлоттой Карре из Университета Новой Каледонии, расположенной на тихоокеанской территории Новой Каледонии во Франции, они опубликованы сегодня в журнале Springer Environmental Chemistry Letters .Исследователи окунули электроды из оцинкованной стали в загрязненную морскую воду и пропустили через нее слабый ток. В течение семи дней до 24 процентов никеля, изначально содержащегося в нем, было уловлено известняковыми отложениями из известняка.
Согласно данным исследовательской группы, возглавляемой Шарлоттой Карре из Университета Новой Каледонии, расположенной на тихоокеанской территории Новой Каледонии во Франции, они опубликованы сегодня в журнале Springer Environmental Chemistry Letters .Исследователи окунули электроды из оцинкованной стали в загрязненную морскую воду и пропустили через нее слабый ток. В течение семи дней до 24 процентов никеля, изначально содержащегося в нем, было уловлено известняковыми отложениями из известняка.
Добыча никеля в самой Новой Каледонии вызывает последующее загрязнение местных прибрежных вод. Восстановление металлов сопряжено со значительными проблемами, поскольку эти элементы, учитывая их химические свойства, никогда не могут быть разложены, а только стабилизированы.Поэтому исследовательская группа Карре решила найти эффективный, быстрый и недорогой метод удаления таких токсичных металлов из загрязненных вод.
Исследовательская группа окунула дешевые и имеющиеся в продаже оцинкованные стальные электроды в обогащенную никелем морскую воду и пропустила через нее довольно слабый электрический ток в течение семи дней.
По словам Карре, этот метод относительно недорог, прост в использовании и не требует регулярного контроля. «Металлические загрязнения притягиваются и удерживаются внутри известковых отложений, пока конструкция подключена к источнику питания», — объясняет она.
Через семь дней известковые отложения, образовавшиеся на электродах, смыли дистиллированной водой и исследовали с помощью методов оптической и рамановской спектроскопии. Было обнаружено, что отложения состоят из химического карбоната кальция (CaCO3), состоящего из равных пропорций арагонита (одна из двух природных кристаллических форм карбоната кальция) и брусита (минеральная форма гидроксида магния). Этот метод не привел к значительному снижению уровня кальция и магния в воде.Однако важно отметить, что до 24 процентов никеля, первоначально добавленного в воду, таким образом улавливалось наростом.
«Уже через семь дней эти коэффициенты становятся довольно высокими, — говорит Карре.
Через семь дней были сделаны макроскопические снимки отложений, образовавшихся на поверхности оцинкованной стальной проволоки. Это указывает на то, что присутствие никеля в растворе не препятствует образованию осадка, поскольку его толщина остается прежней.
Это указывает на то, что присутствие никеля в растворе не препятствует образованию осадка, поскольку его толщина остается прежней.
«Наши результаты раскрывают новый и эффективный метод, называемый известковым электрохимическим осаждением, который имеет потенциальное применение для удаления токсичных металлов из загрязненных вод», — говорит Карре, который считает, что его можно использовать для утилизации металлов для возможного повторного использования.«Можно даже повторно использовать электроды из оцинкованной стали и заряжать электрическую цепь с использованием возобновляемых источников энергии».
История Источник:
Материалы предоставлены Springer . Примечание. Содержимое можно редактировать по стилю и длине.
.
Как удалить ржавчину с металла? (с иллюстрациями)
Если вам нужно удалить ржавчину с металла, существует множество коммерческих продуктов. Большинство из них очень токсичны и для своей работы полагаются на какую-либо форму кислоты — фосфорной или щавелевой. Если вы их используете, обязательно наденьте резиновые перчатки и тщательно соблюдайте все инструкции и меры предосторожности, предоставленные производителем. Это удалит ржавчину и защитит вас от токсичных химикатов. Если вы предпочитаете избегать токсичных химикатов, есть несколько обычных предметов домашнего обихода, которые могут безопасно удалить ржавчину с металла, включая белый уксус, пищевую соду, наждачную бумагу и стальную вату.
Если вы их используете, обязательно наденьте резиновые перчатки и тщательно соблюдайте все инструкции и меры предосторожности, предоставленные производителем. Это удалит ржавчину и защитит вас от токсичных химикатов. Если вы предпочитаете избегать токсичных химикатов, есть несколько обычных предметов домашнего обихода, которые могут безопасно удалить ржавчину с металла, включая белый уксус, пищевую соду, наждачную бумагу и стальную вату.
Для удаления ржавчины с металла можно использовать наждачную бумагу. Белый уксус хорошо удаляет ржавчину с мелких металлических предметов.
Уксус
Белый уксус часто подходит для небольших предметов, таких как серьги.Просто налейте в стакан немного уксуса и дайте вещам хорошо пропитаться. После того, как вы увидите, что ржавчина растворилась, просто смойте украшение и вытрите насухо.
При удалении ржавчины с металла необходимо надевать резиновые перчатки.
Уксус также можно использовать для больших предметов. Либо вылейте его прямо на предмет, либо расстелите тканью. Когда ржавчина растворится, просто вытрите ее, сполосните вещь, а при необходимости просушите.
Либо вылейте его прямо на предмет, либо расстелите тканью. Когда ржавчина растворится, просто вытрите ее, сполосните вещь, а при необходимости просушите.
Пищевая сода
Использование пищевой соды — еще один способ удалить ржавчину с металла.Вы можете приготовить пасту, смешав пищевую соду и воду. Убедитесь, что раствор достаточно пастообразный, чтобы прилипать к поверхности, затем нанесите его на металл и оставьте. После того, как ржавчина освободится, ее можно стереть. Если пятна ржавчины очень глубокие, для их удаления может потребоваться дополнительное нанесение пасты. Пасту из пищевой соды также можно использовать по-разному в доме, и она является хорошей заменой для многих токсичных бытовых чистящих средств.
Грубые материалы
Если вы хотите удалить ржавчину с металла и не возражаете немного поработать, вы можете попробовать удалить ее вручную наждачной бумагой или другим грубым предметом, например, металлической мочалкой.Однако это может занять некоторое время. Если ржавчина широко распространена, может потребоваться несколько попыток, чтобы добраться до чистого металла.
Если ржавчина широко распространена, может потребоваться несколько попыток, чтобы добраться до чистого металла.
Предотвращение ржавчины
Конечно, лучше не допускать появления ржавчины на металле.Сохранение металлов как можно более сухими помогает предотвратить ржавчину, потому что вода — это то, что создает почву для появления ржавчины. Однако предотвратить это не всегда возможно, особенно если вы находитесь в местах с высокой влажностью, поэтому рекомендуется сразу же обработать ржавчину, прежде чем она начнет разъедать металл. Помните, что чем дольше ржавчина остается без обработки, тем труднее ее удалить и тем серьезнее повреждения.
Паста из пищевой соды и воды может удалить ржавчину с металла..
Как удалить наклейку с металлической поверхности
Ваш ребенок наклеил на металлический каркас кровати наклейки? Пытаетесь снять наклейку с металлического бампера автомобиля? Надеетесь помочь соседям, удалив различные стикеры с углового телефонного столба? ( Вы хороший человек — пусть у всех нас будет такая же гордость за соседство, как и у вас! ) С небольшим количеством смазки для локтей и осторожным использованием инструментов у вас не будет проблем с удалением наклейки и остатков клея. металлическая поверхность.Продолжайте читать, чтобы увидеть, как это делается.
металлическая поверхность.Продолжайте читать, чтобы увидеть, как это делается.
Лезвия
Basic отлично подходят для удаления наклеек с поверхности, но выберите пластиковое лезвие, если вы боитесь повредить основную поверхность или краску.
Используйте влажную ткань, чтобы обработать наклейку, чтобы влага впиталась по краям. Потрите наклейку влажной, чтобы удалить верхние слои, в зависимости от качества самой наклейки.Если он все еще прилип, возьмите пластиковое лезвие бритвы и осторожно снимите наклейку по краям, чтобы удалить как можно больше.
.
Хромирование любых поверхносте своими руками в домашних условиях
Полезные свойства металлов здорово влияют на их стоимость. Все хотят получить красивые блестящие элементы. Но изделия, целиком выполненные из хрома или никеля, мало того, что дорого стоят, технология изготовления и свойства не позволяют выполнить деталь требуемой формы и прочности.
Все хотят получить красивые блестящие элементы. Но изделия, целиком выполненные из хрома или никеля, мало того, что дорого стоят, технология изготовления и свойства не позволяют выполнить деталь требуемой формы и прочности.
К счастью, отливать изделия из цельного хрома не требуется, достаточно покрыть металл или даже пластик тонким слоем. В полезности технологии никто не сомневается:
- Хромирование деталей автомобиля придает им эстетичный вид.
- Металлические изделия, покрытые слоем хрома, получают идеальную защиту от коррозии и воздействия реагентов.
- Даже небольшая толщина защитного слоя добавляет прочности металлу, и особенно пластику.
Оборудование для хромирования деталей есть в гальваническом цеху любого предприятия по обработке металлов, или тюнинговой мастерской. Если у вас есть лишние деньги, можно обратиться к профессионалам. Однако технология не такая и сложная, декоративное и защитное хромирование вполне можно провести в домашних условиях.
Важно знать: Хромированное покрытие можно нанести не на любой материал. Непосредственно, хром держится только на никеле, меди или латуни. Соответственно, перед нанесением финишного слоя, следует организовать подложку.
Химическое хромирование в домашних условиях
Прежде всего, процесс связан с большим количеством вредных выделений в атмосферу.
Важно! Испарения содержат кислотные пары.
- Если выполнять подобные работы в замкнутом и плохо вентилируемом помещении – можно получить серьезные повреждения дыхательных путей.
- Вещества, попадающие в воздух, оседают на предметах интерьера, что приводит к их разрушению.
- Проведение химических процедур в жилых помещениях запрещено законодательством – за нарушение предусмотрено административное наказание.
Поэтому идеальное место для хромирования деталей в домашних условиях – это подсобные помещения: гараж, сарай, мастерская (при условии интенсивной вентиляции).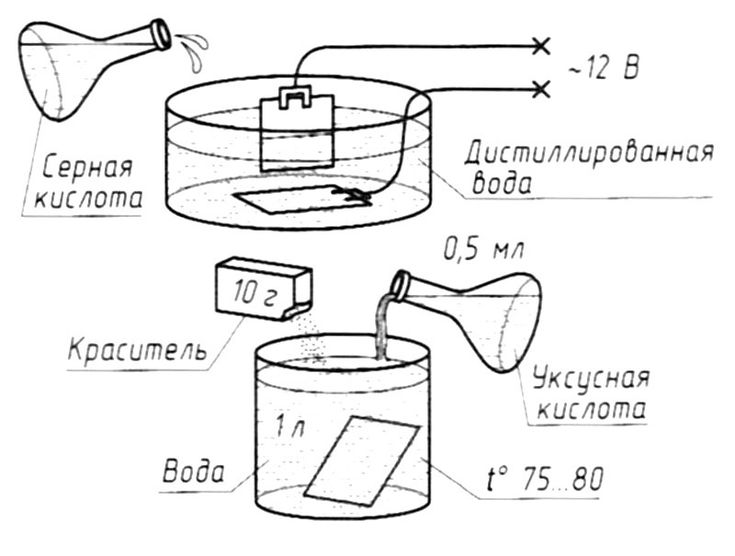 В теплое время года, эту процедуру надо выполнять на улице.
В теплое время года, эту процедуру надо выполнять на улице.
Кроме того, следует позаботиться об утилизации отработанного электролита. Он содержит кислоты и вредные химические соединения. Просто вылить его в канализацию или водосток нельзя.
Из чего состоит установка для гальванической обработки?
Готовые комплекты оборудования вряд ли можно купить в магазине сантехники, тем более что компоненты подбираются индивидуально. А промышленные установки стоят баснословных денег, и работают лишь с фирменной химией.
Итак, нам понадобится:
- Кислотоустойчивая емкость: стекло, пластик, пропилен, полиэтилен. Размер не может быть универсальным, иначе придется готовить много лишнего раствора. Если ванночка не оборудована сливом – следует позаботиться о плотной крышке, раствор будет испаряться в промежутках между использованием.
- Источник питания. Общая мощность не превышает 1 кВт. Для нормальной работы подойдет стабилизатор постоянного тока (вроде зарядного устройства для аккумуляторных батарей).
 Оптимальное напряжение 12 вольт, сила тока порядка 50 ампер.
Оптимальное напряжение 12 вольт, сила тока порядка 50 ампер. - Устройство подогрева электролита. Это может быть ТЭН с кислотной защитой (керамика), или внешний подогреватель для стеклянной ванночки.
Важно: Можно обойтись и без подогрева, просто тогда процесс будет происходить медленно.
- Стандартный термометр для жидкости, диапазон измерений – до 100°С.
Хромирование металла в домашних условиях требует приготовления специального химического раствора (электролита). Его компоненты придется где-то добывать, поскольку в аптеке такие реактивы не продаются (за исключением дистиллированной воды, вместо которой можно использовать и обычную, только с малым содержанием солей).
- Для получения устойчивого концентрата требуется ангидрид хрома (CrO3). Собственно из него осаждаются частички хрома при образовании декоративного слоя. Количество порошка 200-250 г/л раствора.
- Концентрированная серная кислота добавляется в готовый раствор в количестве 2-2,5 г/л.
 Ее как раз приобрести нетрудно, на автомобильном рынке.
Ее как раз приобрести нетрудно, на автомобильном рынке.
Потребуются еще вспомогательные материалы:
- соляная кислота
- ацетон
- листовой свинец
Приготовление электролита
Раствор можно готовить в бытовой стеклянной банке (7). Подогревается электролит на обычной водяной бане, тогда не потребуется защищенный ТЭН. В кастрюлю (1) наливается вода, и погружается кипятильник (5). Для сохранения тепла, кастрюлю можно утеплить.
В коробку (2) закладывается утеплитель (пенопласт или стекловата (4)). Для прочности можно проложить стеклоткань (3). Сверху надевается крышка из влагостойкой фанеры (8), в которой устанавливается термометр (6).
Поскольку процесс «созревания» составляет несколько часов, можно оснастить термометр датчиком и реле отключения кипятильника. Тогда не придется следить за температурой.
Компоненты смешиваются, и производится нагрев до 60°С. Когда раствор приобретет устойчивый коричневый окрас, он готов. Через него для закрепления свойств надо пропустить электрический ток 5-6,5 А в течение 3 часов. Раствор сохраняет свойства несколько месяцев, при условии герметичного хранения.
Хромирование пластиковых и металлических деталей в домашних условиях
Затем электролит заливается в емкость, соответствующую размеру деталей. Хромирование отражателей фар или дверных ручек требует небольшой ванночки.
А вот для колесных дисков потребуется тазик для белья, объемом не меньше 40 л.
Важно! Перед хромированием не забудьте провести химическое или гальваническое омеднение поверхности.
Деталь очищается с помощью натриевых растворов или соды. Затем поверхность активируется – необходимо погрузить изделие в горячий раствор соляной кислоты (на 30 минут). За это время подогреваем хромовый электролит до температуры 50-60°С.
Подготовленная деталь опускается в емкость, после чего надо дождаться «выравнивания» температур. Изделие и электролит должны быть разогреты до 55°С. К детали подключается минусовой провод блока питания. Для начала гальванического процесса надо подать «+» в электролит.
Изделие и электролит должны быть разогреты до 55°С. К детали подключается минусовой провод блока питания. Для начала гальванического процесса надо подать «+» в электролит.
Для этого используется чистая свинцовая пластина. Процесс занимает порядка 30 минут, после чего детали извлекаются и промываются чистой теплой водой.
Никелирование, серебрение и золочение | Так делают
Установить в гараже аппаратуру для электрохимического покрытия металлами других металлов и диэлектриков (трансформатор, выпрямитель, измерительные приборы, ванна и т. п.) довольно проблематично.
Сейчас применяется метод химического покрытия металлов и диэлектриков (пластмасс, стекла, фарфора и т. п.) другими металлами.
Процесс химического покрытия отличается своей простотой. Действительно, для того чтобы покрыть металлическую деталь, например, никелем, не нужно городить сложную установку. Достаточно располагать источником огня (газ, примус и т.п.), эмалированной посудой и подходящими химикатами. Час, два- и детали покрыты плотным и блестящим слоем никеля.
В этой статье мы рассмотрим только: никелирование, серебрение и золочение металлов. Однако существует много рецептов химического покрытия металлов и диэлектриков медью, кадмием, оловом, кобальтом, бором, двойными и тройными сплавами.
Никелирование
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей гипофосфитом натрия.
Плёнка никелевого покрытия получается блестящая или полублестящая. Структура покрытия — аморфная, из сплава никеля и фосфора. Плёнка никеля без термообработки слабо держится на поверхности основного металла, хотя ее твердость близка к твердости хромового покрытия.
Термическая обработка детали с никелевым покрытием, полученным химическим путем, в значительной степени увеличивает сцепление пленки никеля с основным металлом. Одновременно растет и твердость никеля, достигающая твердости хрома.
Термическая обработка детали с никелевым покрытием производится при температуре около 400°С в течение часа. При термической обработке закаленных стальных деталей с никелевым покрытием необходимо учитывать, при какой температуре эти детали отпускались, и не превышать ее. В этом случае термическую обработку производят при температуре 270- 300 °С с выдержкой до 3 ч.
Растворы для химического никелирования могут быть щелочными (рН- выше 6,5) и кислыми (рН- от 4 до 6,5).
Щелочные растворы. Их применяют при нанесении покрытий на коррозионностойкую сталь, алюминий, магний и диэлектрики. Покрытия, осаждаемые из щелочных растворов, имеют менее блестящую поверхность, чем полученные из кислых растворов. Но зато покрытия из щелочных растворов более прочно связаны с основой, чем из кислого.
У щелочных растворов есть еще один существенный недостаток- явление саморазряда. Оно наступает при перегреве раствора. Это мгновенное выпадение губчатой массы никеля из раствора, сопровождающееся выбросом кипящего раствора из ванны!
Регулировку температуры при отсутствии термометра можно вести по интенсивности газовыделения. Если газ выделяется не интенсивно, то можно быть уверенным, что саморазряда не будет.
Кислые растворы
Они находят применение при нанесении покрытий на детали из черных металлов, меди, латуни, особенно когда требуется высокая твердость, износостойкость и коррозионно защитные свойства поверхности, покрытой никелем.
Для справки. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников). Химреактивы должны применяться как минимум чистые (обозначение на этикетке — Ч).
Подготовка детали. Перед нанесением на основной металл каких-либо металлических пленок необходимо осуществить ряд подготовительных операций. Отполированную деталь обезжиривают, травят и декапируют.
Отполированную деталь обезжиривают, травят и декапируют.
Обезжиривание. Процесс обезжиривания металлических деталей проводят, как правило, когда эти детали только что обработаны (отшлифованы или отполированы) и на их поверхности нет ржавчины, окалины и других посторонних продуктов.
С помощью обезжиривания с поверхности деталей удаляют масляные и жировые пленки. Для этого применяют водные растворы некоторых химреактивов, хотя для этого можно использовать и органические растворители (трихлорэтилен, пентахлорэтан, растворители № 646 и № 648 и др.).
Обезжиривание в водных растворах проводят в эмалированной посуде. Заливают воду, растворяют в ней химреактивы и ставят на малый огонь. При достижении нужной температуры загружают в раствор детали. В процессе обработки раствор перемешивают. Ниже приводятся составы для обезжиривания (все дано в граммах на литр воды — г/л), а также рабочие температуры растворов и время обработки деталей.
Внимание! От качества проведения подготовительных операций в сильной степени зависит конечный результат всех работ.
Черные металлы обезжиривают в одном из растворов:
- Жидкое стекло (канцелярский силикатный клей) — 3—10, едкий натр (калий) — 20- 30, тринатрийфосфат — 25—30. Температура раствора — 70—90 °С, время обработки — 10—30 мин.
- Кальцинированная сода — 20, калиевый хромпик — 1. Температура раствора — 80—90°С, время обработки — 10—20 мин.
Медь и ее сплавы обезжиривают в одном из растворов:
- Едкий натр — 35, кальцинированная сода — 60, тринатрийфосфат — 15, препарат ОП-7 (или ОП-10). Температура раствора — 60—70 °С, время обработки 10—20 мин.
- Едкий натр (калий) — 75, жидкое стекло — 20. Температура раствора — 80—90 °С, время обработки — 40—60 мин.
Алюминий и его сплавы обезжиривают в следующих растворах:
- Жидкое стекло — 20—30, кальцинированная сода — 50—60, тринатрийфосфат — 50—60. Температура раствора — 50— 60 °С, время обработки — 3—5 мин.
- Кальцинированная сода — 20—25, тринатрийфосфат — 20—25, препарат ОП-7 (или ОП-10) — 5—7.
 Температура раствора — 70—80 °С, время обработки — 10— 20 мин.
Температура раствора — 70—80 °С, время обработки — 10— 20 мин.
Серебро, никель и их сплавы обезжиривают в растворах:
- Жидкое стекло — 50, кальцинированная сода — 20, тринатрийфосфат — 20, препарат ОП-7 (или ОП-10) — 2. Температура раствора — 70—80 °С, время обработки — 5-10 мин.
- Жидкое стекло — 25, кальцинированная сода — 5, тринатрийфосфат — 10. Температура раствора — 75—80 °С, время обработки — 15—20 мин.
Травление. Стандартная подготовка деталей под покрытие, обычно состоящая в обезжиривании и декапировании, вполне достаточна для большинства случаев. Однако для деталей, имеющих глухие отверстия, пазухи и т.п., необходимо проводить процесс травления.
Черные металлы травят в растворах:
- Серная кислота — 90—130, соляная кислота — 80—100, уротропин — 0,5. Температура раствора — 30—40 °С, время обработки — до 1 ч.
- Соляная кислота — 200, уротропин — 0,5. Температура раствора — 30—35 °С, время обработки — 15—20 мин.

Медь и ее сплавы травят в растворах:
- Серная кислота — 25—40, хромовый ангидрид — 150—200. Температура раствора — 25 °С, время обработки — 5—10 мин.
- Хромовый ангидрид — 350, хлористый натрий — 50. Температура раствора — 18— 25 °С, время обработки — 5—15 мин.
Алюминий и его сплавы травят в растворах:
- Едкий натр — 50—100. Температура раствора — 40—60 °С, время обработки — 5-10 с.
- Азотная кислота — 35—40. Температура раствора — 18—25 °С , время обработки — 3—5 с.
Декапирование. Этот процесс представляет собой удаление с поверхности металла различных пленок, мешающих осаждению металлов. Декапирование проводят непосредственно перед покрытием основного металла соответствующей пленкой другого металла.
Черные металлы декапируют в следующих растворах:
- Серная кислота — 30—50. Температура раствора — 20 °С, время обработки — 20—60 с.
- Соляная кислота — 25—45. Температура раствора — 20 °С, время обработки 15— 40 с.

Медь и ее сплавы декапируют в растворах:
- Серная кислота — 5. Температура раствора — 18—20 °С, время обработки — 20 с.
- Соляная кислота — 10. Температура раствора — 20—25 °С, время обработки — 10-15 с.
Алюминий и его сплавы декапируют в растворах:
- Азотная кислота — 10—15. Температура раствора — 20 °С, время обработки — 5-15 с.
- Едкий натр — 150, хлористый натрий — 30. Температура раствора — 30—40 °С, время обработки — 5—10 с.
После каждого процесса подготовки деталь промывают в горячей, а затем в холодной воде.
Никелирование меди и ее сплавов
Подготовленную (обезжиренную, протравленную и декапированную) деталь подвешивают в раствор для никелирования. Здесь есть одна тонкость, и если ею пренебречь, то процесс осаждения никеля не пойдет. Деталь должна быть подвешена в раствор на алюминиевой или железной (стальной) проволоке. В крайнем случае при опускании детали в раствор ее необходимо коснуться железным или алюминиевым предметом.
Эти «священнодействия» нужны для того, чтобы дать старт процессу никелирования, так как у меди меньший электроотрицательный потенциал по отношению к никелю. Только присоединение или касание детали более электроотрицательным металлом дает старт процессу.
Приводим состав некоторых известных растворов для химического никелирования меди и ее сплавов (все дано в г/л):
- Хлористый никель — 21, гипофосфит натрия — 24, уксуснокислый натрий — 10, сульфид свинца — 15 мг/л. Температура раствора — 97 °С, рН — 5,2, скорость наращивания пленки — 15 мкм/ч.
- Хлористый никель — 20, гипофосфит натрия — 27, янтарнокислый натрий — 16. Температура раствора — 95 °С, рН — 5, скорость наращивания — 35 мкм/ч.
- Сернокислый никель — 21, гипофосфит натрия — 24, уксуснокислый натрий — 10, малеиновый ангидрид — 1,5. Температура раствора — 83 °С, рН — 5,2, скорость наращивания — 10 мкм/ч.
- Сернокислый никель — 23, гипофосфит натрия — 27, малеиновый ангидрид — 1,5, сернокислый аммоний — 50, уксусная кислота — 20 мл/л.
 Температура раствора — 93 °С, рН — 5,5, скорость наращивания — 20 мкм/ч.
Температура раствора — 93 °С, рН — 5,5, скорость наращивания — 20 мкм/ч.
Здесь (и далее) сернокислый никель, хлористый никель и гипофосфит натрия — кристаллогидраты.
Для приготовления раствора для никелирования нужно растворить все компоненты, кроме гипофосфита натрия, и нагреть его до нужной температуры. Гипофосфит натрия вводится в раствор непосредственно перед завешиванием детали для никелирования. Этот порядок касается всех рецепторов, где имеется гипофосфит натрия.
Раствор для никелирования разводят в любой эмалированной посуде (миска, глубокая сковорода, кастрюлька и т.п.) без повреждений на поверхности эмали. Возможный осадок никеля на стенках посуды легко удаляется азотной кислотой (50%-ный раствор).
Допустимая плотность загрузки ванны — до 2 дм2/л.
Никелирование алюминия и его сплавов
Учтите, что для алюминия и его сплавов перед химическим никелированием проводят еще одну обработку (после всех подготовительных операций) — так называемую цинкатную.
Ниже приведены рецепты растворов для цинкатной обработки.
Для алюминия:
- Едкий натр — 250, окись цинка — 55. Температура раствора — 20 °С, время обработки — 3—5 с.
- Едкий натр — 120, сернокислый цинк 40. Температура раствора — 20 °С, время обработки — 1,2 мин.
Для литейных алюминиевых сплавов (силуминов):
- Едкий натр — 10, окись цинка — 5, сегнетова соль (кристаллогидрат) — 10. Температура раствора — 20 °С, время обработки — 2 мин.
Для деформируемых алюминиевых сплавов (дюралей):
- Хлорное железо (кристаллогидрат) — 1, едкий натр — 525, окись цинка — 100, сегнетова соль — 10. Температура раствора — 25 °С, время обработки — 30—60 с.
При подготовке растворов для цинкатной обработки поступают следующим образом. Отдельно в половине воды растворяют едкий натр, в другой половине — остальные химреактивы. Затем оба раствора сливают вместе.
После цинкатной обработки деталь промывают в горячей, а затем в холодной воде и завешивают в раствор для никелирования.
Ниже приведены четыре раствора для химического никелирования алюминия и его сплавов:
- Хлористый никель — 45, гипофосфит натрия — 20, хлористый аммоний — 45, лимоннокислый натрий — 45. Температура раствора 90 °С, рН — 8,5, скорость наращивания — 20 мкм/ч.
- Хлористый никель — 35, гипофосфит натрия — 17, хлористый аммоний — 40, лимоннокислый натрий — 40. Температура раствора — 80 °С, рН — 8, скорость наращивания — 12 мкм/ч.
- Сернокислый никель — 20, гипофосфит натрия — 25, уксуснокислый натрий — 40, сернокислый аммоний — 30. Температура раствора — 93 °С, рН — 9, скорость наращивания — 25 мкм/ч.
- Сернокислый никель — 27, гипофосфит натрия — 27, пирофосфат натрия — 30, карбонат натрия — 42. Температура раствора — 50 °С, рН — 9,5, скорость наращивания — 15 мкм/ч.
Говоря о химическом никелировании, нельзя не отметить следующее. Никелевое покрытие имеет хорошую смачиваемость припоями, что позволяет получить доброкачественную пайку с помощью мягких припоев. Обладая высокими защитными свойствами, они позволяют получать стойкие к коррозии паяные соединения.
Обладая высокими защитными свойствами, они позволяют получать стойкие к коррозии паяные соединения.
Никелирование стали
Для никелирования стали можно использовать один из следующих рецептов:
- Хлористый никель — 45, гипофосфит натрия — 20, хлористый аммоний — 45, уксуснокислый натрий — 45. Температура раствора — 90 °С, рН — 8.5, скорость наращивания — 18 мкм/ч.
- Хлористый никель — 30, гипофосфит натрия — 10, хлористый аммоний — 50, лимоннокислый натрий — 100 Температура раствора — 80—85 °С, рН — 8.5, скорость наращивания — 20 мкм/ч.
- Сернокислый никель — 25, гипофосфит натрия — 30, янтарнокислый натрий — 15. Температура раствора — 90 °С, рН — 4.5, скорость наращивания — 20 мкм/ч.
- Сернокислый никель — 30, гипофосфит натрия — 25, сернокислый аммоний — 30. Температура раствора — 85 °С, рН — 8.5, скорость наращивания — 15 мкм/ч.
Внимание! Однослойное (толстое!) покрытие никелем на один квадратный сантиметр имеет несколько десятков сквозных пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
Автомобильный бампер, к примеру, покрывают двойным слоем (подслой меди, а сверху — хром) и даже тройным (медь — никель — хром). Но и это не спасает деталь от ржавчины, так как и у тройного покрытия имеется несколько пор на 1 см2 . Что делать? Выход — в обработке поверхности покрытия специальными составами, закрывающими поры.
В домашних условиях можно рекомендовать следующие операции:
- Протереть деталь с никелевым (или другим) покрытием кашицей из окиси магния и воды и сразу же опустить ее на 1 — 2 мин в 50%-ный раствор соляной кислоты.
- После термообработки, еще не остывшую деталь, опустить в невитаминизированный рыбий жир (лучше старый, непригодный по прямому назначению).
- Протереть 2—3 раза отникелированную поверхность детали легко проникающей смазкой.
В последних двух случаях излишки жира (смазки) через сутки удаляют с поверхности бензином.
Обработку рыбьим жиром больших поверхностей проводят так. В жаркую погоду протирают их рыбьим жиром два раза с перерывом в 12—14 ч. Затем через 2 суток излишки жира удаляют бензином.
Эффективность обработки характеризует такой пример. Никелированные рыболовные крючки начинают покрываться ржавчиной сразу же после первой рыбалки в море. Обработанные рыбьим жиром те же крючки не корродируют почти весь летний сезон морской ловли.
При химическом никелировании возможны некоторые неполадки в ходе процесса. Это касается никелирования не только стали, но и меди, алюминия и их сплавов.
Слабое газовыделение (при нормальном ходе процесса по всей поверхности детали идет выделение газа средней интенсивности) есть первый признак малой концентрации в растворе гипофосфита натрия, и его необходимо добавить в раствор.
Просветление раствора (нормальный раствор — синего цвета) показывает на понижение количества хлорного (сернокислого) никеля.
Бурное газовыделение на стенках и дне сосуда и отложение на них никеля (темно-серый налет) объясняются местным перегревом сосуда. Чтобы избежать этого, надо нагревать раствор постепенно. Между сосудом и огнем желательно положить какую-либо металлическую прокладку (круг).
Чтобы избежать этого, надо нагревать раствор постепенно. Между сосудом и огнем желательно положить какую-либо металлическую прокладку (круг).
Серый или темный слой никеля на детали образуется при низкой концентрации в растворе третьих составляющих (компонент) — солей, кроме хлористого (сернокислого) никеля и гипофосфита натрия.
При плохой подготовке детали могут появиться вздутия и отслоения пленки никеля.
И, наконец, может быть и такое. Раствор составлен правильно, а процесс не идет. Это верный признак того, что в раствор попали соли других металлов. В этом случае делают другой (новый) раствор, исключая попадание нежелательных примесей.
Никелевое покрытие можно пассивировать — покрыть антикоррозийной (труднорастворимой пленкой). При этом деталь (изделие) длительное время не тускнеет. Пассивирование ведут в 5—8%-ном растворе натриевого хромпика.
Серебрение
Серебрение металлических поверхностей поделок — пожалуй, самый популярный процесс среди умельцев, который они применяют в своей деятельности. Можно привести десятки примеров. Например, восстановление слоя серебра на мельхиоровых столовых приборах, серебрение самоваров и других предметов быта.
Можно привести десятки примеров. Например, восстановление слоя серебра на мельхиоровых столовых приборах, серебрение самоваров и других предметов быта.
Для чеканщиков серебрение вместе с химическим окрашиванием металлических поверхностей — способ увеличения художественной ценности чеканных картин. Представьте себе отчеканенного древнего воина, у которого посеребрена кольчуга и шлем.
Сам процесс химического серебрения можно провести с помощью растворов и паст. Последнее предпочтительнее при обработке больших поверхностей (например, при серебрении самоваров или деталей крупных чеканных картин).
Серебрят обычно латунные и медные поверхности, хотя в принципе можно посеребрить сталь, алюминий, другие металлы и их сплавы.
Опыт показал, что серебряное покрытие лучше смотрится на латунной поверхности,
чем на медной или стальной. Это объясняется тем, что на более темной меди (стали) тонкий слой серебра просвечивает и поверхность выглядит более темной. При слое серебра более 15 мкм это явление не наблюдается. Если медь (сталь) покрыть предварительно тонким слоем никеля, то этого явления тоже не будет.
Если медь (сталь) покрыть предварительно тонким слоем никеля, то этого явления тоже не будет.
Вначале рассмотрим процесс получения хлористого серебра, так как оно является основным компонентом почти для всех рецептов серебрения.
В 1 л. воды растворяют 7—8 г. ляписа-карандаша (продается в аптеках, представляет собой смесь азотнокислого серебра и азотнокислого калия, взятых в соотношении 1:2 по массе). Вместо ляписа-карандаша можно взять 5 г. азотнокислого серебра.
К полученному раствору понемногу добавляют 10%-ный раствор хлористого натрия до прекращения выпадения творожистого осадка. Осадок (хлористое серебро) отфильтровывают и тщательно промывают в 5—6 водах. Затем хлористое серебро сушат.
Растворы для серебрения:
- Хлористое серебро — 7,5, железистосинеродистый калий (желтая кровяная соль) — 120, углекислый калий — 80. Температура раствора — около 100 °С.
- Хлористое серебро — 10, хлористый натрий — 20, виннокислый калий — 20.
 Температура раствора — кипение.
Температура раствора — кипение. - Хлористое серебро — 20, железистосинеродистый калий — 100, углекислый калий — 100, хлористый натрий — 40. Температура раствора — кипение.
- Сначала готовится паста из хлористого серебра — 30 г, виннокаменной кислоты — 250 г, хлористого натрия — 1250 г, и все разводится до густой сметаны. 10—15 г пасты растворяют в 1 л воды. Обработка в кипящем растворе Детали завешивают в раствор на цинковых проволочках.
Все четыре раствора позволяют получить за час слой серебра около 5 мкм.
Внимание! Растворы с солями серебра нельзя долго хранить, так как при этом могут образовываться взрывчатые компоненты. Это же касается всех жидких паст.
Пасты для серебрения:
- В 100 мл воды растворяют 20 г тиосульфита натрия (гипосульфита). В полученный раствор добавляют хлорное серебро до тех пор, пока оно не перестанет растворяться. Раствор фильтруют и добавляют в него отмученный мел (можно — зубной порошок) до консистенции жидкой сметаны.
 Этой пастой с помощью ватного тампона натирают (серебрят) деталь.
Этой пастой с помощью ватного тампона натирают (серебрят) деталь. - Ляпис-карандаш — 15, лимонная кислота — 55, хлористый аммоний — 30. Каждый компонент перед смешиванием растирают в порошок.
- Хлористое серебро — 3, хлористый натрий — 3, углекислый натрий — 6, мел — 2.
- Хлористое серебро — 3, хлористый натрий — 8, виннокислый калий — 8, мел — 4.
- Азотнокислое серебро — 1, хлористый натрий — 2, мел — 2.
В последних четырех пастах компоненты даны в частях по массе. Применяют их следующим образом. Тонкоизмельченные компоненты смешивают. Мокрым тампоном, припудривая его сухой смесью химреактивов, натирают (серебрят) нужную деталь. Смесь все время добавляют, постоянно увлажняя тампон.
При серебрении алюминия и его сплавов детали сначала цинкуют (см. «Никелирование алюминия и его сплавов»), а затем серебрят в любом составе для серебрения. Однако лучше серебрить алюминий и его сплавы в специальных растворах (все в г/л):
- Азотнокислое серебро — 100, фтористый аммоний — 100.

- Фтористое серебро — 100, азотнокислый аммоний — 100.
Температура обоих растворов — 80— 100°С.
Золочение
Покрытия золотом, несмотря на его высокую стоимость, широко применяются благодаря высокой декоративности и коррозионной стойкости.
Во всех растворах детали для золочения подвешивают на цинковых проволочках.
Растворы для золочения (все дано в г/л):
- Дицианоаурат калия — 8, двууглекислый натрий — 180. Температура раствора — 75 °С.
- Дицианоаурат калия — 5, лимоннокислый аммоний — 20, мочевина — 25, хлористый аммоний — 75. Температура раствора — 95 °С.
- Дицианоаурат калия — 3, лимоннокислый натрий (трехзамещенный) — 45, хлористый аммоний — 70, гипофосфит натрия — 8—10. Температура раствора — 80— 85 °С.
- Хлорное золото — 3, железосинеродистый калий (красная кровяная соль) — 30, углекислый калий — 30, хлористый натрий — 30 Температура раствора — кипение.
- Хлорное золото — 2, пирофосфат натрия — 80.
 Температура раствора — 90 °С.
Температура раствора — 90 °С. - Хлорное золото — 1, тринатрийфосфат — 80. Температура раствора — 25—30 °С.
- Смешать в равных объемах три состава:
A. Хлористое золото — 37, вода — 1 л.
B. Углекислый натрий — 100 г, вода — 1 л.
C. Формалин (40%) — 50 мл, вода — 1 л.
Температура раствора 25—30 °С.
В растворе 3 гипофосфит натрия вводится последним. Для всех растворов для золочения скорость наращивания пленки — 1—2 мкм/ч. При золочении меди необходимо дать подслой никеля, иначе пленка золота будет темной.
При необходимости получить толстые слои золота (это особенно необходимо при ремонте ювелирных изделий) можно воспользоваться старинным процессом. Он на языке ювелиров называется наводкой, или сортучкой. Процесс прост по исполнению, но вреден для здоровья, так как приходится пользоваться ртутью. Поэтому его проводят или на открытом воздухе или в вытяжном шкафу!
Глиняный тигель обмазывают влажным отмученым мелом. Сушат. В него помещают чистое золото, прокатанное как можно тоньше и свернутое в рулончик. Греют золото до светлого каления, добавляют шестикратное количество ртути (осторожно!). Греют все, постоянно перемешивая. Остужают и выливают в воду. Полученную золотую амальгаму прессуют, удаляя излишнюю ртуть. Хранят амальгаму под слоем воды.
Греют золото до светлого каления, добавляют шестикратное количество ртути (осторожно!). Греют все, постоянно перемешивая. Остужают и выливают в воду. Полученную золотую амальгаму прессуют, удаляя излишнюю ртуть. Хранят амальгаму под слоем воды.
Подготовленную поверхность предмета, подлежащего золочению, покрывают амальгамой. Ее все время размазывают медным шпателем по поверхности предмета. Затем предмет начинают медленно нагревать. Между горелкой и предметом помещают лист асбеста.
Предмет все время поворачивают, чтобы нагрев был равномерным. Образующуюся при нагреве жидкую пленку постоянно размазывают и разглаживают по поверхности кисточкой или ваткой. Сначала поверхность становится белой и матовой. По мере испарения ртути она начинает желтеть.
Надо иметь в виду, что при перегреве детали вся пленка золота может уйти в основной металл!
Сделай сам №4, 97
Л.А.Ерлыкин
Гальваническое покрытие в домашних условиях.
Довольно часто, многие мастера, хотят защитить какую то деталь автомобиля или мотоцикла от коррозии. Можно конечно это сделать с помощью грунтовки и краски. Ну а что делать мастеру, если например разболталось (выработалось) посадочное место под подшипник в картере двигателя или коробки передач и его проворачивает. Как восстановить изношенную поверхность и нарастить её размер (диаметр)? Краска здесь не поможет.
Можно конечно это сделать с помощью грунтовки и краски. Ну а что делать мастеру, если например разболталось (выработалось) посадочное место под подшипник в картере двигателя или коробки передач и его проворачивает. Как восстановить изношенную поверхность и нарастить её размер (диаметр)? Краска здесь не поможет.
Всё вроде бы довольно просто. Нужно нарастить поверхность детали гальваническим способом, то есть наложением тонкого слоя какого то металла, и если накладывать несколько тонких слоёв, то можно восстановить довольно глубокую выработку поверхности основного металла. Для покрытия металлической поверхности хромом или никелем, требуется сложное заводское оборудование, а так же куча вытяжных и вентиляционных систем, так как наложение этих блестящих металлов очень вредное для здоровья.
Предлагаю способ намного проще, который можно осуществить даже дома на кухне, и к тому же он безвредный. Не смотря на то, что этот способ не такой блестящий как никель или хром, зато он позволяет осуществить две важные функции. Это защита от коррозии стальной детали и восстановление её размера (если она изношена). Этим способом может воспользоваться каждый, даже двоечник по химии.
Это защита от коррозии стальной детали и восстановление её размера (если она изношена). Этим способом может воспользоваться каждый, даже двоечник по химии.
Для осуществления этого способа покрытия, необходимо купить в автомагазине немного обыкновенного электролита для аккумуляторов. Затем потребуется собрать немного металла, которым будет наноситься гальваническое покрытие. Этот металл стоек к коррозии и очень распространён — это цинк. Где его взять? Да везде. Вспомните сколько вы видели отработавших и валяющихся где попало батареек у себя и у друзей. Пособирайте их, и причём чем старее год выпуска батарейки, тем лучше у них цинк и проще его изъять. С помощью острого ножа, надрежьте корпус батарейки, и осторожно снимите цинк, как кожуру у мандарина, а затем промойте обрезки водой.
Теперь можно начинать сам химический процесс. Налейте в стеклянную или фарфоровую банку грамм 100- 150 электролита, а затем начинайте потихоньку (чтобы реакция проходила не слишком бурно) засыпать в него обрезки цинка. Вы увидите, что тут же начнётся химическая реакция, и в результате этого, образуется раствор сульфата цинка, который вам понадобится, а так же гремучий газ, состоящий из водорода и кислорода. Такой же газ выделяется и при зарядке аккумулятора и он очень взрывоопасен, поэтому проводите работы подальше от открытых источников огня и гоните курильщиков подальше. Если кому то лень возиться с электролитом, то можно поискать готовый сульфат цинка в магазинах химреактивов.
Вы увидите, что тут же начнётся химическая реакция, и в результате этого, образуется раствор сульфата цинка, который вам понадобится, а так же гремучий газ, состоящий из водорода и кислорода. Такой же газ выделяется и при зарядке аккумулятора и он очень взрывоопасен, поэтому проводите работы подальше от открытых источников огня и гоните курильщиков подальше. Если кому то лень возиться с электролитом, то можно поискать готовый сульфат цинка в магазинах химреактивов.
При добавлении кусочков цинка в электролит, он будет растворяться, и добавлять цинк нужно будет до тех пор, пока он не перестанет реагировать с кислотой (перестанет растворяться), то есть кислота расходуется на реакцию полностью и полностью «насытится» цинком. Так же, следует подготовить к покрытию металлические детали, которые вы собираетесь покрыть цинком. Очистите их от грязи и ржавчины, а если деталь декоративная, то желательно отполировать её до блеска, ведь любое гальваническое покрытие, в точности повторяет рельеф поверхности покрываемого металла. И если на поверхности есть царапины, то после покрытия, не важно чем, хоть хромом или никелем, все эти царапины будут видны на поверхности ещё лучше.
И если на поверхности есть царапины, то после покрытия, не важно чем, хоть хромом или никелем, все эти царапины будут видны на поверхности ещё лучше.
Кстати удалить всё ржавчину с поверхности металла можно не механическим, а химическим способом. Для этого следует опустить ржавую деталь в аккумуляторный электролит, соляную кислоту, можно даже в обыкновенный уксус. Но не в коем случае не в преобразователь ржавчины, как могут посоветовать местные знатоки, так как к образовавшейся от преобразователя плёнке фосфатов, цинк, да и хром тоже, никогда не пристанут. Преобразователем ржавчины следует пользоваться только тогда, когда вы хотите просто загрунтовать и покрасить деталь.
Продолжим работу. Подготовленный раствор сульфата цинка налейте в стеклянный или фарфоровый сосуд, размер которого зависит от размера детали, которую вы собираетесь покрыть цинком. Но если со стеклом или фарфором у вас проблемы, то можно использовать подходящее корытце, вырезанное из капроновой канистры.
Источник электропитания лучше всего использовать с регулировкой тока (переменным резистором) и амперметром, глядя на который удобно регулировать силу тока (Амперы). Большинство зарядных устройств имеют и амперметр и регулировку тока, поэтому можно использовать зарядное устройство и даже для зарядки аккумуляторов мотоцикла, так как ток для работы потребуется небольшой.
Большинство зарядных устройств имеют и амперметр и регулировку тока, поэтому можно использовать зарядное устройство и даже для зарядки аккумуляторов мотоцикла, так как ток для работы потребуется небольшой.
Сам принцип гальваники простой. Металл анода (кусочек цинка) под действием потока электронов переносится на катод (деталь). Анод переносится на деталь и утрачивается (растворяется), и его необходимо периодически менять, подвешивая на проволоке новый кусочек цинка. Подвешивая его, следите что бы в раствор электролита был погружён только кусочек цинка, но не проволока, к которой он прикручен. Иначе электролит загрязнится медью от проволоки, и в итоге коррозионная стойкость вашей детали намного ухудшится.
Ну а что же делать, если требуется покрыть цинком довольно большую поверхность, а подходящей ванны для этого нет? Существует довольно простой способ. Подготовьте анод так: обмотайте кусочек цинка ватой или марлей, смоченной в растворе сульфата цинка (см. фото ниже, а в качестве насыщенного раствора сульфата цинка используйте паяльную кислоту, которую можно купить на радиорынке) и подключите его к плюсу вашего источника постоянного тока (зарядного устройства), а минус к покрываемой детали. А если участок покрываемой детали невелик, то можно воспользоваться даже аккумулятором.
А если участок покрываемой детали невелик, то можно воспользоваться даже аккумулятором.
А как проверить необходимую величину силы тока? При нормальной величине тока, должно получится цинковое покрытие серого цвета. Если получается рыхлое покрытие чёрного цвета, то следует сразу уменьшить регулятором силу тока. Ну а если получается светло-серая поверхность детали, то следует немного увеличить силу тока. По опыту скажу, что обычно хватает силы тока всего в 0,5 — 1 Ампер.
В качестве индикатора тока и простейшего стабилизатора напряжения можно использовать обыкновенную лампочку на 12 вольт, которая при натирании детали не должна светиться слишком ярко. Лампочка подсоединяется в разрыв плюсового провода (наглядно это показано в видеоролике под статьёй). Если лампа светит слишком ярко, то следует немного ослабить силу тока.
После нанесения гальванического покрытия, готовую деталь хорошенько промойте водой. Ну а если вы использовали раствор сульфата цинка не от электролита, а от серной кислоты, то советую готовую деталь сначала ополоснуть раствором питьевой соды, чтобы нейтрализовать серную кислоту, а затем уже промыть деталь в воде.
Ну а как же восстановить размеры посадочного отверстия деталей? Ведь часто из-за этого многие выбрасывают картер, а картер или блок мотора — это номерная деталь, и восстановление её крайне важно. И если в блоке провернуло подшипник и посадочное отверстие потеряло размер (диаметр), то восстановить место подшипника в чугунном блоке, не составит труда описанным выше способом с помощью цинка, обёрнутого марлей.
Но корпуса коробок передач, всегда изготавливали из алюминиевого сплава, и блоки моторов новых автомобилей начали лить тоже из алюминия (гильзы цилиндров покрыты никасилем),который не так то просто чем либо покрыть. Существуют способы, но они дорогие и сложные, применимые только в заводских условиях. Но на то и существует этот сайт, чтобы любому мастеру можно было обойтись без сложного заводского оборудования. Выход есть всегда, и я всегда говорил, что металл не хуже пластилина и лепить из него можно всё что угодно.
Чтобы раствор сульфата цинка не попал внутрь подшипника к шарикам или сепаратору, нужно закрыть подшипник с двух сторон резиновыми прокладками, и наложенными на них текстолитовыми пластинами (толщина 3 — 5 мм), и затем стянуть этот «бутерброд» болтом с гайкой, а потом подвести к наружной обойме подшипника минус источника постоянного тока.
Пластины должны быть именно из диэлектрика (текстолита, пластика и т.п.), а не из металла, иначе цинк будет расходоваться и на покрытие металлических пластин, и вам не хватит металла цинка. Так же советую купить подшипник закрытого типа, так больше гарантии, что кислота не попадёт внутрь к шарикам.
А затем покрыв подшипник цинком, перед установкой его в блок мотора, при желании всегда можно удалить острым ножом закрывающие подшипник герметичные шайбы, и подшипник в итоге станет открытого типа (это нужно, чтобы он смазывался маслом изнутри блока двигателя).
А можно не погружать подшипник в ванну, а покрыть его наружную обойму вторым более простым способом, с помощью натирания кусочком цинка, обёрнутого марлей и подключенного к плюсу источника постоянного тока.
Хочу так же заметить, что для восстановления размера детали (например обоймы подшипника), можно использовать медное покрытие. Как антикоррозийное покрытие медь использовать нельзя, а вот для восстановления размера — легко. К тому же сейчас в кастомайзинге мотоциклов, пошло модное направление, называемое олдскул (старая школа).
К тому же сейчас в кастомайзинге мотоциклов, пошло модное направление, называемое олдскул (старая школа).
Так вот, для покрытия всевозможных трубок масло или бензо-проводов, различных мелких деталей, не только можно, а ещё и нужно использовать медное покрытие. После полировки таких деталей, ваш мотоцикл будет выглядеть не просто круто, а супер круто!!!
Ладно, я немного отвлёкся, кастомайзинг для меня больная тема, оно и понятно — творческих границ не существует. Вернёмся к банальному восстановлению размера деталей. Одно из достоинств медного покрытия, это то, что вам не потребуется возиться с кислотой. Так как медный купорос, а кто помнит из курса школьной химии, он же сульфат меди, из которого приготавливается раствор, очень легко найти и купить в хозяйственном магазине.
Ну и второе ощутимое достоинство при покрытии медью, это то, что вам не нужно будет разыскивать бэушные батарейки для анода. Ведь можно использовать медную пластинку, или просто пучок медных проводов, свёрнутых в кабель. В воде (лучше дистиллированной) нужно будет растворить максимальное количество порошка медного купороса. Силу тока подбирайте так же как я описал выше, при нанесении цинкового покрытия.
В воде (лучше дистиллированной) нужно будет растворить максимальное количество порошка медного купороса. Силу тока подбирайте так же как я описал выше, при нанесении цинкового покрытия.
Как вы поняли, ничего сложного в такой науке как химия и нанесении гальванического покрытия в домашних условиях нет. И теперь для вас не существует проблема восстановления изношенной детали, и вы сможете восстановить любой картер, или просто защитить многие детали от коррозии. А мотоциклисты смогут довольно ярко освежить внешний вид своего мотоцикла. Ведь я согласен, что хром есть хром, но пора вносить разнообразие в дизайн.
Кстати, кто хочет восстановить цинковое покрытие оцинкованного кузова своего автомобиля, то читаем об этом вот эту статью, удачи всем и творческих успехов!
Теги: как восстановить размер детали гальваническим способом., как защитить деталь от коррозии гальваническим способом.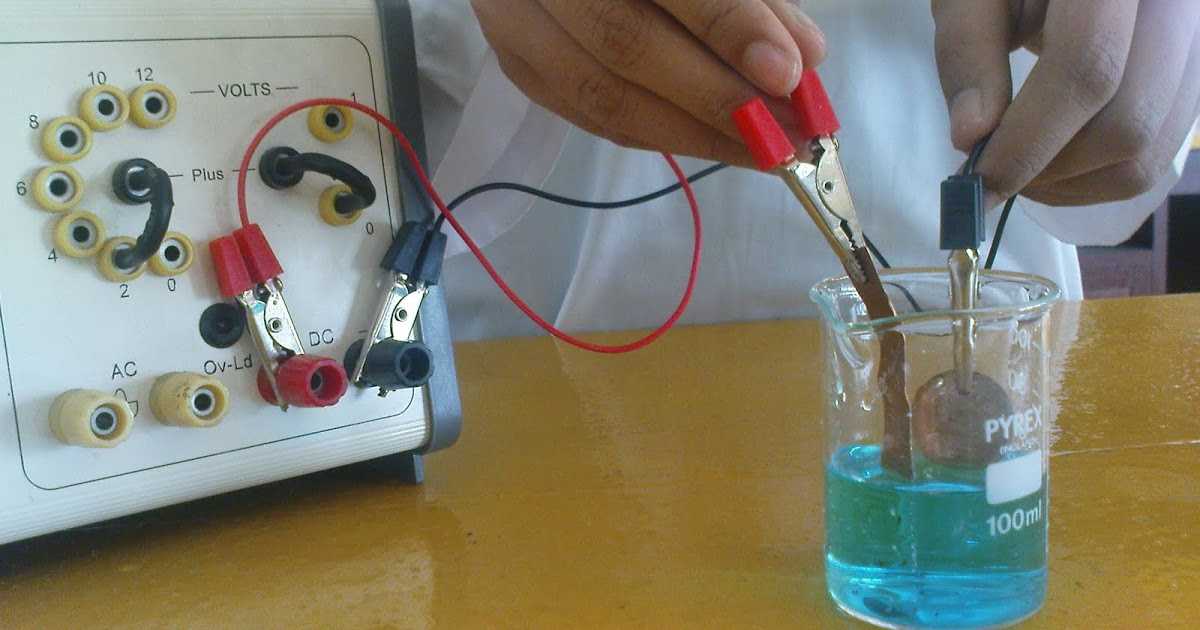
Glanznickelelektrolyt «Free-Nickel», 16,99 €
Никелевый гальванический электролит для самостоятельного никелирования
Наш высококачественный гальванический никелевый электролит был специально разработан для самостоятельного никелирования и может продаваться частным лицам без декларация конечного использования.
В зависимости от материала заготовки и детальной процедуры никелирования вы получите следующие результаты:
- надежная защита от коррозии за счет комбинации слоев, например медь-никель
- химически стойкий защитный слой от разбавленных кислот, щелочей, а также воздуха и воды
- защита от диффузии для последующих гальванопокрытий (например, диффузия основного слоя меди в покрывающий слой золота)
- с глянцевой поверхностью, которое также служит защитой от износа.
Декоративно-защитное покрытие
В качестве никелевого электролита для гальванопокрытий наш продукт подходит для гальванопокрытия в ванне, а также для гальванопокрытия штифтом (гальванопокрытие тампоном). Во время никелирования магнитные свойства заготовки сохраняются, и она приобретает блестящий серебристый цвет с ненавязчивым желтым оттенком. Столь же убедительным, как и конечный результат, является высокая скорость осаждения, которую демонстрирует никелевый электролит.
Во время никелирования магнитные свойства заготовки сохраняются, и она приобретает блестящий серебристый цвет с ненавязчивым желтым оттенком. Столь же убедительным, как и конечный результат, является высокая скорость осаждения, которую демонстрирует никелевый электролит.
Если вы никелируете сложную заготовку с изгибами и внутренними поверхностями, мы рекомендуем несложный процесс химического никелирования.
Никель с гальваническим покрытием — декоративное или защитное покрытие
Если заготовка или компонент простой формы должны быть покрыты защитным слоем, мы рекомендуем комбинацию меди и никеля. Таким образом, вы сразу же получаете надежную защиту от коррозии, которую в противном случае можно было бы получить только с помощью чистого никелирования с толщиной слоя от 25 до 50 мкм. Потому что только при такой толщине покрытие имеет требуемую свободу от пор, так как никелевые электролиты всегда осаждаются с мелкими порами.
Однако никель с гальваническим покрытием защищает не только от коррозии. Покрытие легко наносится, очень устойчиво к разбавленным кислотам и щелочам и служит защитой от износа.
Покрытие легко наносится, очень устойчиво к разбавленным кислотам и щелочам и служит защитой от износа.
Если планируется несколько этапов гальванопокрытия со слоями из разных металлов, в качестве барьерного слоя можно использовать гальванический никелевый электролит. Таким образом вы предотвратите диффузию или смешение цветов разных слоев. Для всех процессов не имеет значения, используете ли вы наш никелевый электролит для гальванического покрытия в ванне или гальванопокрытия штифтом (гальванопокрытие тампоном).
Для декоративного покрытия сочетание блестящего никеля и хрома идеально подходит для надежного получения ровных поверхностей, хотя в зависимости от применения может быть достаточно чистого блестящего никелирования.
Инструкции по применению нашего никелевого электролита без содержания никеля (блестящий никель)
Высокоэффективный никелевый электролит без содержания никеля предпочтительно обрабатывать при комнатной температуре (диапазон от 15 до 60 °C). Он подходит для всех распространенных металлов, полудрагоценных и драгоценных металлов, за исключением алюминия, хрома и титана.
Он подходит для всех распространенных металлов, полудрагоценных и драгоценных металлов, за исключением алюминия, хрома и титана.
Если вы планируете никелировать нержавеющую сталь самостоятельно, обязательно используйте нашу никелевую накладку для предварительной обработки, чтобы повысить прочность сцепления.
Перед гальваническим никелированием заготовку тщательно очистить. Полностью удалите ржавчину и обезжирьте деталь, напр. с изопропанолом. Обязательно работайте в чистых одноразовых перчатках, чтобы избежать попадания кожного сала на заготовку.
Особенно рекомендуется использовать никелевый анод — это дает очень большой диапазон, так как никель постоянно обогащается.
Обратите внимание на следующие рекомендации, в зависимости от используемого метода гальванического покрытия.
Параметры (могут отличаться, проверьте):
- Покрытие бака: 2,5–10 В (рекомендуется примерно 5–6 В на расстоянии 10 см)
- щеточное покрытие: 6–12 В (рекомендуется около 8–9 В)
- плотность тока: 0,3-1 А/дм² (до 3 А/дм² при движении ванны)
- рабочая температура: 15-60°C
- Значение pH: приблизительно 3,5-4,5 (может быть скорректировано, например, 10% серной кислотой)
- : около 0,3 мкм/мин при 1 А/дм² и 20°C
Скорость осаждения
При соблюдении указанных параметров на детали образуется блестящий однородный слой никеля.
Маркировка смеси:
Свободно-никелевый
(содержит никеля сульфат, никеля дихлорид, никеля бис(сульфамидат), никеля сульфамат, никеля ди(ацетат) ди(ацетат), )
Сигнальное слово: Предупреждение
h417 Может вызывать кожную аллергическую реакцию.
h512 Вреден для водных организмов с долгосрочными последствиями.
P102 Хранить в недоступном для детей месте.
P103 Внимательно прочитайте и следуйте всем инструкциям.
P261 Избегать вдыхания пыли/паров/аэрозолей.
P280 Носить защитные перчатки и средства защиты глаз/лица.
P302+P352 ПРИ ПОПАДАНИИ НА КОЖУ: Промыть большим количеством воды.
P333+P313 При появлении раздражения кожи или сыпи: обратиться к врачу.
P501 Утилизируйте содержимое/контейнер в соответствии с региональными/национальными нормами. Не выбрасывать вместе с бытовыми отходами.
Не выбрасывать вместе с бытовыми отходами.
| Содержимое: | 1 л |
Средний рейтинг товара
Дополнительная контактная почта (оставьте пустым)*
Я полностью согласен ничего не получать*
Поделитесь своим опытом с другими клиентами!
Все отзывы:
Free-Nickel DE
Здесь вы можете скачать паспорт безопасности на немецком языке.
Free-Nickel EN
Здесь вы можете скачать паспорт безопасности на английском языке.
Free-Nickel FR
Здесь вы можете скачать паспорт безопасности на французском языке.
Free-Nikkel NL
Здесь вы можете скачать паспорт безопасности на голландском языке.
Free-Niquel ES
Здесь вы можете скачать паспорт безопасности на испанском языке.
Free-Nichel IT
Здесь вы можете скачать паспорт безопасности на итальянском языке.
Можно ли никелировать дома? – Terasolartisans.com
Можно ли никелировать дома?
Можно ли никелировать в домашних условиях? Вы можете, хотя вам нужно носить перчатки и защитные очки. Все, что вам нужно, это 2 куска никелевого анода, которые вы можете купить онлайн. Вам также понадобится белый уксус и зажимы типа «крокодил» для батареи или источника питания.
Насколько дорого стоит никелирование?
Какова относительная разница в затратах на покрытие химическим никелем?
| Тип никелевой ванны, полученной химическим путем, Матрица | Стоимость депозита $ / Mil-Ft² |
|---|---|
| Ni-P | $1,00 – $3,00 |
| Ni-B | 10,00 – 20,00 долларов |
| Композит EN-P | $5,00 – $10,00 |
| Композит EN-B | 15,00–25,00 $ |
Как выполняется никелирование?
Гальваническое покрытие никелем — это процесс осаждения никеля на металлическую деталь. Перед нанесением покрытия детали, подлежащие покрытию, должны быть чистыми и свободными от грязи, коррозии и дефектов. Для очистки и защиты детали в процессе нанесения покрытия может использоваться комбинация термообработки, очистки, маскирования, травления и травления.
Перед нанесением покрытия детали, подлежащие покрытию, должны быть чистыми и свободными от грязи, коррозии и дефектов. Для очистки и защиты детали в процессе нанесения покрытия может использоваться комбинация термообработки, очистки, маскирования, травления и травления.
Сколько времени занимает гальваническое никелирование?
Сколько времени занимает никелирование изделий? A… При гальваническом никелировании, по существу, наносится больше покрытия металлического никеля, чем больше времени он находится в ванне. Как правило, лучше всего оставлять предметы на срок от 40 до 60 минут.
Какие металлы можно никелировать?
Какие металлы обычно получают никелирование? Большинство основных металлов могут быть никелированы. Типичные металлы включают все типы сталей, сплавы меди, сплавы никеля и железа и тугоплавкие металлы, такие как молибден, медь-молибден и медь-вольфрам.
Можно ли никелировать сталь?
Можно ли никелировать сталь? Как и твердое хромирование стали, никелирование углеродистой и мягкой стали мало чем отличается от других металлов. Вы все еще можете нанести слой никеля на нержавеющую сталь с помощью правильной процедуры, которая включает последовательность предварительной обработки, которая требует тщательной очистки и нанесения никеля.
Вы все еще можете нанести слой никеля на нержавеющую сталь с помощью правильной процедуры, которая включает последовательность предварительной обработки, которая требует тщательной очистки и нанесения никеля.
Для чего нужно никелирование?
Никелирование
обеспечивает уникальное сочетание коррозионной стойкости и износостойкости. Он может добавить яркости, блеска и привлекательности. Он также обеспечивает отличные адгезионные свойства для последующих слоев покрытия, поэтому никель часто используется в качестве «грунтовки» для других покрытий, таких как хром.
Сколько стоит гальваника?
Покрытие небольших электрических контактов золотом может стоить от 30 до 50 долларов за тысячу. Покрытие ствола другими мелкими деталями может стоить копейки за фунт. Покрытие лужением сверхмощных электрических контактов шириной в дюйм на стойках может стоить 25 центов за штуку.
Что лучше хромирование или никелирование?
Мы подробно рассмотрим твердое хромирование и химическое никелирование, но вот несколько ключевых различий между двумя методами покрытия: хромирование тверже и долговечнее, чем никелирование, тогда как никелирование лучше подходит для твердого покрытия. в труднодоступных местах и немного лучше защищает от коррозии …
в труднодоступных местах и немного лучше защищает от коррозии …
Почему мое никелированное покрытие чернеет?
То, что когда-то было яркого никелевого цвета, теперь стало серым, хотя по-прежнему выглядит ярко. Когда мы устанавливаем выпрямитель на правильную силу тока для нагрузки, кажется, что части сгорают. Кроме того, мы можем оставить детали только на 1-3 минуты, иначе они станут черными и дымчатыми.
Какой тип никелирования лучше всего подходит для моего применения?
Фактор
Какова необходимая толщина никелирования?
Сталь
Как сделать сульфат никеля для гальваники?
Наиболее распространенным решением для никелирования является никель Watts. Он состоит из: – от 225 до 300 г/л NiSO4.6h3O (гексагидрат сульфата никеля) – от 37 до 53 г/л NiCl2.6h3O (гексагидрат хлорида никеля) – от 30 до 45 г/л h4BO3 (борная кислота). Он работает при температуре 140 ° F, pH 4,0 и плотности тока до 40 ASF.
Он состоит из: – от 225 до 300 г/л NiSO4.6h3O (гексагидрат сульфата никеля) – от 37 до 53 г/л NiCl2.6h3O (гексагидрат хлорида никеля) – от 30 до 45 г/л h4BO3 (борная кислота). Он работает при температуре 140 ° F, pH 4,0 и плотности тока до 40 ASF.
Как гальванизировать никель?
6-вольтовая батарея имеет два контакта, которые облегчают подключение к системе, но вы можете использовать батарею более низкого напряжения.
Никелирование алюминия — гальваническое покрытие алюминия
Никелирование – это процесс нанесения никелевого покрытия на металлические детали путем химического восстановления или электролитических процессов. Никелирование является отличным методом отделки поверхности как в декоративных, так и в технических целях.
Никелирование является отличным методом отделки поверхности как в декоративных, так и в технических целях.
Никелирование алюминиевых деталей особенно популярно среди производителей благодаря множеству преимуществ. Алюминий по своей природе электроположителен и совместим с никелем. Таким образом, никелирование алюминия является более простым и экономичным.
Sunrise Metal предоставляет полный комплекс услуг по литью алюминия под давлением от проектирования до окончательной обработки. Никелирование – это лишь один из вариантов отделки, который мы предлагаем. Если у вас есть какие-либо другие требования к проектам литья алюминия под давлением, Sunrise Metal всегда готова вам помочь.
Для никелирования доступны различные процессы
Существуют различные варианты никелирования алюминиевых деталей. В основном они подразделяются на следующие две категории.
- Никелевое гальванопокрытие
- Химическое никелирование
Каждый из процессов совершенно другой. Мы обсудим эти два процесса никелирования, описав их относительные преимущества, процесс и применение.
Мы обсудим эти два процесса никелирования, описав их относительные преимущества, процесс и применение.
Гальваническое покрытие никелем Можно наносить только на металлы
Никель Гальваническое покрытие осуществляется восстановлением катионов при пропускании тока через электролитический раствор никеля. При этом на металлы наносится тонкий слой никеля. Но гальваническое покрытие требует, чтобы и покрытие, и деталь были металлическими.
Я буду объяснять процесс гальванического покрытия никелем шаг за шагом,
- Детали должны быть подвергнуты термообработке для снижения внутренних напряжений и повышения прочности.
- Затем проводится очистка, маскирование, травление и травление. Он удаляет загрязнения, такие как грязь, дефекты или коррозия, и защищает детали во время гальванического покрытия.
- Затем погрузите металлическую часть в раствор электролита с растворенным в нем никелем. Здесь металл выступает в роли катода, а растворенный никель — в роли анода.

- При пропускании электричества через эту гальваническую установку ионы никеля восстанавливаются до металлического никеля и осаждаются на поверхности металла.
Никелевое гальваническое покрытие может иметь различные характеристики в зависимости от используемых химикатов
Никелевое гальванопокрытие может иметь различные свойства в зависимости от типа соли никеля и буфера, используемого в качестве электролита. Следующие типы покрытий могут характеризовать никелевое гальваническое покрытие,
Сульфамат никеля
Обеспечивает лучшую коррекцию размеров, защиту от коррозии и износостойкость. Таким образом, это лучше для инженерных приложений. Часто используется в качестве подслоя под хромирование. Используемые химические вещества: сульфамат никеля, хлорид никеля и борная кислота.
Ванны Watts
Покрытие может быть блестящим или полусветлым. Светлые варианты имеют более привлекательный внешний вид и умеренную защиту от коррозии. Напротив, полусветлые покрытия обладают лучшими техническими свойствами. Он использует сульфамат никеля, хлорид никеля и борную кислоту для электролиза.
Напротив, полусветлые покрытия обладают лучшими техническими свойствами. Он использует сульфамат никеля, хлорид никеля и борную кислоту для электролиза.
Черный никель
Большинство никелевых покрытий имеют металлический блеск. Но покрытие из черного никеля наносится на бронзу, сталь, латунь и т. д. для образования неотражающей поверхности. Он в основном используется для улучшения внешнего вида, а не функциональности. В качестве электролитов используются сульфат аммония никеля, сульфат цинка и тиоцианат натрия.
Твердый никель
Название говорит само за себя. Он тверже, чем большинство других никелевых покрытий, а также обладает отличной прочностью на растяжение. Химические вещества, используемые для гальванопокрытий, представляют собой сульфат никеля, хлорид аммония и борную кислоту.
Полностью сульфатный
В полностью сульфатном никелировании для приготовления электролита используется только соль сульфата никеля, а в качестве буферного агента используется борная кислота. Такой тип покрытия используется, когда анод нерастворим в растворе.
Такой тип покрытия используется, когда анод нерастворим в растворе.
Полностью хлоридное покрытие
Полностью хлоридное покрытие аналогично полностью сульфатному, за исключением того, что на этот раз используется полный раствор хлорида никеля. Основное преимущество заключается в том, что он может работать при низком напряжении, что позволяет наносить более толстое покрытие. Но это также увеличивает внутреннее напряжение в деталях.
Сульфатно-хлоридная ванна
Сульфато-хлоридная ванна уравновешивает плюсы и минусы как полностью сульфатного, так и полностью хлоридного процессов. Он обеспечивает более высокую скорость осаждения при более низком напряжении, а внутреннее напряжение также меньше, чем у полностью хлоридного покрытия.
Каждый тип никелевого гальванопокрытия имеет определенное применение
При гальваническом никелировании можно получить покрытия с различными свойствами в зависимости от химических веществ, используемых для гальванического покрытия. Таким образом, каждый тип никелевого гальванического покрытия может использоваться как в качестве декоративного покрытия, так и в технических целях.
Таким образом, каждый тип никелевого гальванического покрытия может использоваться как в качестве декоративного покрытия, так и в технических целях.
Никелирование, используемое в декоративных целях, имеет более яркую и гладкую поверхность. Обладает хорошей устойчивостью к коррозии и износу. Декоративное никелевое покрытие предпочтительнее для открытых частей автомобиля, таких как бамперы, выхлопная труба и т. д.
Он также используется в бытовой технике, сантехнике и других вещах, где желательно иметь лучший внешний вид. Но никель, используемый в инженерных целях, больше ориентирован на производительность, чем на внешний вид.
Обладают лучшей коррозионной стойкостью и износостойкостью, чем декоративное никелевое покрытие. Они также вызывают меньше стресса при восстановлении размеров.
Химическое никелирование применимо для большинства материалов
Химическое никелирование не требует электричества. Это химический процесс, и он не требует никакого проводящего материала, как процесс гальванического покрытия. Таким образом, другие материалы, такие как пластик, также могут быть покрыты никелем.
Таким образом, другие материалы, такие как пластик, также могут быть покрыты никелем.
Химическое никелирование образуется в результате автокаталитической реакции. Таким образом, покрытие получается более равномерным, так как отсутствует фактор неравномерности плотности тока, обусловленный геометрией детали. Процесс химического никелирования описан ниже.
- Требуемая деталь должна быть тщательно очищена от поверхностных загрязнений. Для удаления различных типов загрязнений будет предусмотрена серия химических ванн.
- Неметаллические материалы или материалы с низкой электроположительностью сначала потребуют активации поверхности. Деталь обычно погружают в раствор электроположительного металла, чтобы обеспечить гальваническое действие.
- Затем погружение деталей в восстановительный раствор запустит процесс нанесения покрытия.
Химическое никелирование можно разделить на две категории в зависимости от типа используемого никелевого сплава.
- Химическое никель-фосфорное покрытие
- Химическое никелево-боровое покрытие
Химическое осаждение почти одинаково для обоих процессов, за исключением восстановителя. При никелево-фосфорном покрытии используется восстановитель на основе фосфора, а при покрытии никелем-бором используется восстановитель на основе бора.
Химическое никелево-фосфорное покрытие чаще используется в промышленности
Термин «химическое никелирование» часто используется в качестве синонима термина «химическое никелево-фосфорное покрытие». Никель-фосфорное покрытие применяется значительно чаще, чем другие методы химического никелирования.
Этот процесс использует раствор сульфата никеля в качестве источника и соль гипофосфита в качестве восстановителя. Но обычно требуется некоторая последующая обработка для предотвращения окисления или коррозии слоя.
Металлургические свойства, достигаемые никелево-фосфорным покрытием, могут варьироваться в зависимости от процентного содержания имеющегося в нем фосфора. Поэтому он делится на следующие виды.
Поэтому он делится на следующие виды.
Покрытие с низким содержанием фосфора
Такое покрытие имеет содержание фосфора менее 4%. Твердость покрытия измеряется до 60 единиц по шкале С Роквелла. Покрытия с низким содержанием фосфора в основном служат декоративным целям.
Среднее фосфорное покрытие
Покрытие может иметь различное содержание фосфора от 4 до 10 %. Покрытие лучше выглядит при меньшем содержании фосфора. Но по мере увеличения процентного содержания фосфора повышается его износостойкость, защита от коррозии, твердость.
Покрытие с высоким содержанием фосфора
Содержание фосфора составляет около 10-14%. Эти покрытия предпочтительны для очень суровых условий. Он имеет более высокую твердость, чем остальные, и поэтому обеспечивает исключительную защиту от коррозии и износа.
Итак, какой из них вам нужен, зависит от области применения ваших деталей. Покрытие с низким содержанием фосфора будет более блестящим и лучше поддается пайке.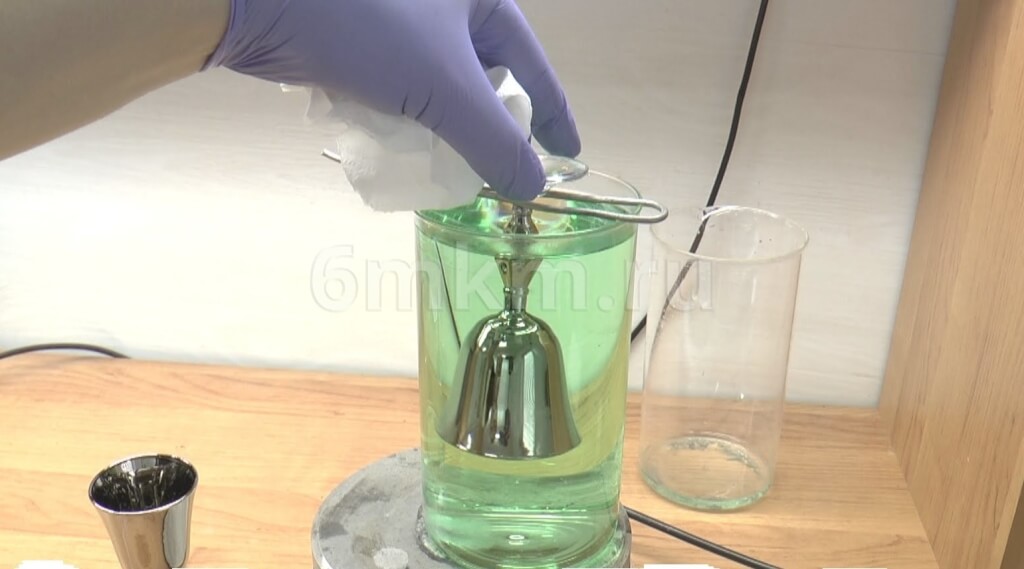 В то время как высокое содержание фосфора снизит пористость и улучшит механические свойства деталей.
В то время как высокое содержание фосфора снизит пористость и улучшит механические свойства деталей.
Химическое никель-фосфорное покрытие имеет широкий спектр применения
Никель-фосфорное покрытие обеспечивает большую твердость и превосходную защиту от износа и коррозии. А качество отделки гораздо более гладкое и однородное по сравнению с другими покрытиями.
Широко применяется во многих устройствах и аксессуарах. Некоторые важные области применения включают:
- Он используется для многих внутренних и внешних автомобильных деталей, таких как вал, ротор, клапаны, выхлопная труба и т. д.
- Благодаря своему блестящему внешнему виду он идеально подходит для домашней кухни и сантехники.
- Его повышенные свойства твердости желательны для электроинструментов, механического и электрического оборудования.
- Очень часто используется для сглаживания поверхности жестких дисков.
- Он широко используется для утилизации старых автомобильных деталей.

- также используют это никелевое покрытие.
Печатные платы
Химическое никель-боровое покрытие также имеет ограниченное применение
Никель-боровое покрытие является аморфным и откладывается на поверхности детали, сохраняя столбчатую структуру. Эти колонны перпендикулярны поверхности и создают узловатый рельеф.
Такая текстура помогает уменьшить трение между двумя поверхностями. Это также обеспечивает лучшее рассеивание тепла и снижает сопротивление потокам жидкости. Обычно покрытие будет содержать около 2,5-8% бора.
Благодаря этим свойствам химический никель-бор часто используется в бессмазочных пистолетах, гребных винтах, пильных дисках, втулках, шайбах, насосном оборудовании и т. д. Поскольку для этих применений требуются детали с меньшим трением.
Различия между гальванопокрытием никелем и химическим никелированием
Теперь, когда вы лучше понимаете оба процесса, давайте поговорим о различиях между этими двумя методами. Я также рассмотрю относительные преимущества и недостатки гальванического и химического никелирования.
Я также рассмотрю относительные преимущества и недостатки гальванического и химического никелирования.
- Для гальваники требуется ток через раствор электролита. Но химическое покрытие является автокаталитическим, и оно будет происходить самопроизвольно без какого-либо электрического тока.
- Химическое никелирование
- равномерно нанесено на каждую выемку деталей. Но при гальванике никеля геометрия детали будет влиять на ток, протекающий по различным областям подложки. Это приводит к неравномерному распределению покрытия.
- Химическое никелирование
- обычно обеспечивает более высокую коррозионную стойкость и твердость. Особенно это касается покрытий с высоким содержанием фосфора. Некоторые формы гальванического покрытия также могут иметь хорошие технические свойства.
- Химическое покрытие создает меньше внутренних напряжений в деталях, чем гальваническое покрытие.
- Химическое покрытие имеет более высокую стоимость химикатов, и в этом процессе будет наблюдаться потребность в автоматизированных устройствах.
 С другой стороны, гальваника требует сложных аппаратов. Итак, какой из них более рентабельный, зависит от многих факторов.
С другой стороны, гальваника требует сложных аппаратов. Итак, какой из них более рентабельный, зависит от многих факторов.
Факты Почему вам следует никелировать алюминиевые детали
Алюминий обладает многими превосходными свойствами, которые делают его хорошим выбором для производства. Тем не менее, существуют более дорогие альтернативы, которые могут предложить немного лучшую износостойкость и твердость, чем алюминий.
Итак, когда приложения вашего продукта требуют дополнительных преимуществ, стоит ли вам искать альтернативу? Может быть, вам и не нужно, потому что никелирование может значительно улучшить свойства ваших алюминиевых деталей.
Некоторые неоспоримые преимущества никелирования алюминиевых деталей:
- Повышает коррозионную стойкость
- Придает эстетический вид вашим частям
- Значительно повышает износостойкость
- Имеет превосходную твердость
- Может служить базовым слоем для других типов отделки
Итак, для достижения этих преимуществ желательно никелировать алюминиевые изделия. Но существует множество других процессов отделки поверхности, подобных никелированию. Одним из таких методов обработки поверхности алюминия является анодирование.
Но существует множество других процессов отделки поверхности, подобных никелированию. Одним из таких методов обработки поверхности алюминия является анодирование.
Различия между никелированием алюминия и анодированным алюминием
Анодирование и гальваническое никелирование являются электролитическими процессами. Но они работают немного по-другому. Анодирование осуществляется путем пропускания постоянного тока через раствор электролита, который добавляет оксидный слой поверх алюминиевой детали.
Обратите внимание, что слой образован самим оксидом алюминия, а не другим металлом. Анодирование не изменяет основной металл, в то время как никелирование покрывает алюминиевые детали, изменяя тем самым его свойства. Анодирование оставляет микропоры на поверхности алюминия. Размер пор пропорционален приложенному напряжению. При окрашивании деталей в подходящий цвет поры заполняются пигментами. Для защиты цветной отделки наносится дополнительное покрытие.
Как видите, анодирование повлияет на поверхность подложки. А длительное использование приведет к непосредственному повреждению поверхности. Таким образом, ремонт деталей с сохранением всех конструктивных свойств становится более сложным.
А длительное использование приведет к непосредственному повреждению поверхности. Таким образом, ремонт деталей с сохранением всех конструктивных свойств становится более сложным.
В случае никелирования никелевое покрытие будет справляться с большей частью коррозии и износа. Металлический блеск никелевых покрытий также сохраняется намного дольше.
Никелирование — SIFCO Applied Surface Concepts
Мы предлагаем множество растворов из чистых металлов и сплавов, которые можно наносить гальваническим способом практически на все распространенные металлы и сплавы, используемые сегодня в промышленности, включая никелирование и меднение.
Что такое селективное покрытие?
Процесс SIFCO® представляет собой селективный метод нанесения металлического покрытия кистью на локализованные участки без использования иммерсионного резервуара. Мобильный процесс позволяет наносить покрытие на стационарные детали, которые трудно перемещать или разбирать.
Мобильный процесс позволяет наносить покрытие на стационарные детали, которые трудно перемещать или разбирать.
Посмотрите наш видеоролик, демонстрирующий процесс нанесения никелевого покрытия щеткой.
Растворы для никелирования
Никелевая кислота
- Код 2080/5600
- Общее использование Утилизация, Разрешение на пайку алюминия, Предварительная пластина на многих основных материалах, Улучшение пайки на многих основных материалах
- Срок годности 10 лет
- Taber Wear (мг/1000 циклов) 85
- Структура месторождения Плотная
- Пластичность Очень плохая
- Чистота депозита 99%
- Максимальная толщина одного слоя 125 микрон 0,005 дюйма
- Содержание металла 110 г/л
- рН 3
- Тип Черные и цветные металлы
- Внешний вид с покрытием Светло-серый, от молочного до матового
- Спецификация соответствует AMS 2451/1A
AeroNikl® 250 (сульфамат никеля)
- Код 7280/5725
- Общее использование Спасение там, где требуется залог аэрокосмического качества, защита от коррозии, улучшение способности пайки или пайки сложных материалов.

- Срок годности 10 лет
- Taber Wear (мг/1000 циклов) 52
- Структура месторождения Столбчатая, плотная
- Пластичность Отличная
- Чистота депозита >99,9%
- Максимальная толщина одного слоя 375 мкм 0,015 дюйма
- Содержание металла 100 г/л
- рН 5
- Тип Черные и цветные металлы
- Внешний вид с покрытием Светло-серый, от молочного до матового
- Прочность сцепления при растяжении (ASTM C633) >10 080 фунтов на кв. дюйм
- Солевой спрей 216 часов при толщине 0,0005″
AeroNikl® 575 (сульфамат никеля)
- Код 7282/5727
- Обычное использование Утиль, где требуется более твердый залог аэрокосмического качества
- Срок годности 2 года
- Taber Wear (мг/1000 циклов) 33
- Депозитная структура Пластинчатая, плотная
- Пластичность Средняя
- Чистота депозита >>99%
- Максимальная толщина одного слоя 375 мкм 0,015 дюйма
- Содержание металла 97 г/л
- рН 5
- Тип Черные и цветные металлы
- Внешний вид как с покрытием Светло-серый, матовый налет
- Прочность сцепления при растяжении (ASTM C633) >10 080 фунтов на кв.
 дюйм
дюйм - Солевой спрей >216 часов при толщине 0,0005″
Никель Нейтральный
- Код 2085
- Общее использование Утиль
- Срок годности 10 лет
- Taber Wear (мг/1000 циклов) 65
- Структура отложений Микротрещины, пористые, узелковые
- Пластичность Очень плохая
- Чистота депозита >>99%
- Максимальная толщина одного слоя 375 мкм 0,015 дюйма
- Содержание металла 50 г/л
- рН 3
- Тип Черные и цветные металлы
- Внешний вид как с покрытием Светло-серый, матовый
- Прочность соединения при растяжении 11 300 фунтов на кв. дюйм (минимум)
- Остаточное напряжение 4000 фунтов на квадратный дюйм, растяжение
- Спецификация соответствует AMS 2451/1A
Никель High Speed, LHE®
- Код 5644
- Общее использование Утиль
- Срок годности 10 лет
- Taber Wear (мг/1000 циклов) tbd
- Депозитная структура Микропористая
- Пластичность Очень плохая
- Чистота депозита >>99%
- Максимальная толщина одного слоя 375 мкм 0,015 дюйма
- Содержание металла 50 г/л
- рН 6
- Тип Черные и цветные металлы
- Спецификация соответствует AMS 2451/1A
Никель XHB
- Код 5646
- Общее использование Утиль
- Срок годности 10 лет
- Taber Wear (мг/1000 циклов) tbd
- Депозитная структура Микротрещины
- Пластичность Очень плохая
- Чистота депозита >>99%
- Максимальная толщина одного слоя 375 мкм 0,015 дюйма
- Содержание металла 50 г/л
- pH 7
- Тип Черные и цветные металлы
- Спецификация соответствует AMS 2451/1A
Услуги по нанесению химического никелирования | Химическое никелирование
Мы рассмотрим следующие темы, посвященные химическому никелированию. Используйте ссылки ниже, чтобы перейти к каждому разделу.
- ВАЖНОСТЬ ПОКРЫТИЯ
- НАНЕСЕНИЕ РАСТВОРОВ ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ
- ПРОЦЕСС ЭЛЕКТРИЧЕСКОГО НИКЕЛЕВОГО ПОКРЫТИЯ
- ВИДЫ ЭЛЕКТРОНИКЕЛЯ
- РЕШЕНИЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ ОТ SPC
- ЧТО МОЖЕТ ПОЛУЧИТЬ ДЛЯ ВАС ЗАЩИТА ОТ ИЗНОСА ИЗ ЭЛЕКТРОНИКЕЛЯ
ВАШИМ ДЕТАЛЯМ НЕДОСТАТОК ДОЛГОВЕЧНОСТИ И ОБЩЕЙ ПРОИЗВОДИТЕЛЬНОСТИ?
Хотя гальваническое покрытие очень популярно из-за его низкой стоимости, многие клиенты позже понимают, что гальваническое покрытие никелем и хромом или использование нержавеющей стали не обеспечивает ожидаемого результата общее снижение стоимости жизни это было первоначальной целью.
ВАЖНОСТЬ ПОКРЫТИЯ
Обычно покрытие является единственным барьером между вашими деталями и атмосферными условиями работы. Часто на конечный продукт не наносится покрытие, поэтому в самом начале срока службы детали коррозия и износ ухудшают функциональность и, в конечном итоге, весь блок, в который он был собран. Вам не придется соглашаться с альтернативой использования в будущем дорогих металлических сплавов, таких как нержавеющая сталь, или менее качественного гальванического покрытия, чтобы уберечь ваши детали от поломки.
НАНЕСЕНИЕ РАСТВОРОВ ДЛЯ ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ
Одной из форм покрытия, которая обычно используется во многих промышленных применениях, является гальваническое никелирование, которое обеспечивает превосходную защиту от коррозии и повышает износостойкость. Однако решения для химического никелирования часто выбирают в качестве альтернативы гальванопокрытию никелем. В отличие от гальванического никелирования, химическое никелирование не требует использования электрического тока для получения желаемой реакции. Вместо этого осаждение металлического никеля происходит посредством автокаталитической реакции.
К преимуществам решений для химического никелирования относятся:
- Нет необходимости в электрическом токе, что позволяет минимизировать счета за коммунальные услуги
- Легче добиться равномерного покрытия деталей
- Большая гибкость в отношении объема и толщины покрытия
- Автоматический контроль пополнения запасов химикатов в процессе нанесения покрытия
- Возможность достижения различных уровней яркости отделки
Применяя химическое никелирование, вы можете быть спокойны, зная, что ваши детали будут служить неопределенно долгое время в соответствии с техническими требованиями. Вам больше не придется беспокоиться о росте стоимости экзотических металлов и обременительном вреде гальванического покрытия, которое создает детали, не соответствующие допускам, а также об отсутствии механической защиты и защиты от окружающей среды. Риск коррозии и износа снижается.
ПРОЦЕСС ЭЛЕКТРИЧЕСКОГО НИКЕЛЕВОГО ПОКРЫТИЯ
Ранние эксперименты по химическому никелированию впервые были проведены случайно почти полтора века назад. Только в середине 1940-х годов, что он требовал любого уровня серьезного лабораторного любопытства. Благодаря стремительным инновациям и захватывающему потенциалу в последующие десятилетия процесс нанесения покрытия химическим никелем резко изменился в отрасли отделки металлов. Сегодня различные типы никелирования химическим способом производят покрытие из сплава никеля и фосфора, которое обычно используется для отделки всего: от кухонной утвари и сантехники до роторов, приводных валов и механических инструментов.
Какова относительная разница в стоимости покрытия химическим никелем?
При рассмотрении типов покрытия никелем химическим путем необходимо понимать, как процесс влияет на готовое изделие. Стоимость покрытия химическим никелем варьируется в зависимости от типа используемой ванны для химического никеля. Другие факторы, влияющие на цену, включают доступность материалов и компонентов, а также текущие рыночные условия. Как правило, никель-фосфорный сплав является наименее дорогим вариантом, а композиты — наиболее дорогим. Используйте таблицу ниже, чтобы сравнить стоимость. Вы также можете связаться с компанией Sharretts Plating Company, чтобы получить бесплатное ценовое предложение на химическое никелирование и узнать больше обо всем процессе покрытия.
| Тип никелевой ванны для химического восстановления Матрица | Стоимость депозита $ / Mil-Ft² |
|---|---|
| Ni-P | $1,00 — $3,00 |
| Ni-B | 10,00–20,00 $ |
| Композит EN-P | $5,00 — $10,00 |
| Композит EN-B | $15,00 — $25,00 |
* Эти цифры были рассчитаны в различных точках в течение 2009 г. .
Химическое никелирование представляет собой процесс, при котором никелевый сплав наносится на металлическую поверхность посредством химической реакции. В отличие от гальванического никелирования, химическое никелирование не требует источника питания для получения покрытия. Химическое никелевое покрытие может помочь уменьшить эффекты коррозии и износа, что может продлить срок службы металлических деталей и оборудования.
Запросить бесплатное предложение
Для химического никелирования
Получите предложение сейчас
ТИПЫ ЭЛЕКТРОХИМИЧЕСКОГО НИКЕЛЯ
Как узнать, какой тип химического никелирования использовать?
Шаг 1: Ответьте на эти вопросы, чтобы определить, что вам нужно:
- Опишите промышленное применение этой детали.
Какие черты нужны? Некоторыми примерами могут быть магнетизм и проводимость. - Опишите среду, в которой будут находиться детали.

Сколько часов атмосферных испытаний должны пройти детали и при каких температурах? - Количественно определите необходимую твердость (по Роквеллу или Виккерсу) покрытия после нанесения покрытия.
Деталь подвергается ударам или износу до определенного уровня силы? - Какова приемлемая потеря веса покрытия (согласно индексу износа Tabor)?
- Опишите следующие этапы производства.
Деталь припаивается или приклеивается? Будет ли нанесено другое покрытие поверх никеля, полученного химическим способом?
Шаг 2: Выберите правильное химическое никелирование для своих деталей.
Ниже приведен список наших решений для химического никелирования, которые дают различные желаемые результаты в зависимости от ваших потребностей конечного применения.
Нажмите на продукт, чтобы получить более подробную информацию.
Химический никель ЗАЩИТА ОТ КОРРОЗИИ ПОКРЫТИЯ
- Химический никель с низким содержанием фосфора
- Химический никель со средним содержанием фосфора
- Химический никель с высоким содержанием фосфора
Химический никель ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ
- Бор Химический никель
- Композитные химические никелевые покрытия
- Карбиды/алмазы
- Полимеры
Электрохимический никель с низким содержанием фосфора
Эта химическая никелевая ванна содержит до 5 % фосфора и была разработана для работы в условиях более высоких температур, обеспечивает повышенную твердость и меньший износ. электрическая проводимость. Защита от коррозии плохая при воздействии кислых сред по сравнению с хорошей защитой в средах с высоким pH (щелочных), например. химическое производство каустической соды и хлора. Этот сплав создает сжимающее напряжение, которое снижает усталостное разрушение стальных сплавов. Это более экономичный выбор по сравнению с никелевым осаждением бором.
Химический никель со средним содержанием фосфора
Химический никель со средним содержанием фосфора, содержащий от 5% до 9% фосфора, обладает умеренной коррозионной стойкостью и износостойкостью. Это покрытие обычно яркое. Ванна является наиболее экономичной по сравнению с другими рецептурами ванн для химического никеля. Это отличный выбор для восстановления допуска деталей меньшего размера. Одна из ключевых проблем заключается в том, что эта ванна создает умеренный уровень растягивающего напряжения при осаждении на сталь.
Химический никель с высоким содержанием фосфора
Ванна с высоким содержанием фосфора определяется как содержащая более 10% фосфора и образующая осадок наилучшего качества для большинства коррозионно-активных сред, поскольку она образует истинно аморфную (стеклоподобную) поверхность без каких-либо кристаллических структур. Они обычно не содержат более 13% фосфора в своих отложениях. Химический никель с высоким содержанием фосфора полностью немагнитен и является отличным выбором для электроники, которой необходимы экранирующие характеристики для предотвращения помех от других электронных устройств.
Бор Химический никель
Эти ванны для химического никеля содержат от 0,5% до 5% бора. Существует два основных класса никелевых покрытий на основе бора. Первый класс содержит меньшее количество бора (0,5% — 3%) для улучшения паяемости и проводимости и предназначен для использования в электронной промышленности. Второй класс этих покрытий используется из-за их повышенной твердости и износостойкости по сравнению с покрытиями из фосфорно-химического никеля. Покрытие из химического никеля с высоким содержанием бора (3-5%) после нанесения покрытия такое же твердое, как хром, и может подвергаться дальнейшей термообработке, чтобы превысить этот уровень твердости. Этот второй класс никелевого покрытия на основе бора используется в основном в автомобильной и аэрокосмической промышленности в качестве замены хромового покрытия. Однако борсодержащие никелевые покрытия являются плохим выбором для защиты от коррозии по сравнению с люминофорными химическими никелевыми покрытиями, поскольку они имеют более высокое внутреннее напряжение осаждения, которое создает большую пористость.
SPC предлагает услуги по нанесению покрытия только на первый класс борсодержащего никеля (0,5-3%).
Композитные химические никелевые покрытия
Композитные химические никелевые покрытия создаются путем добавления в ванну частиц, которые затем поглощаются (осаждаются) никелевым сплавом. Эти частицы имеют размер от 0,5 до 10 мкм (от 20 до 400 мкм) в диаметре. Композитное покрытие из химического никеля в среднем содержит от 10 до 30% частиц. Эти композитные покрытия хорошо сочетаются с любыми матричными ваннами для химического как твердые, так и мягкие частицы в одном однородном покрытии.Потенциальный результат новой матрицы никеля, полученного химическим способом, будет варьироваться в зависимости от соотношения объемов твердых и мягких частиц, а также от применяемого метода.
Карбиды/Алмазы
Керамика и минералы очень твердые и во многих случаях почти не поддаются разрушению. Они служат отличным выбором, поскольку имеют очень высокие значения твердости, а также очень высокие температуры плавления, что снижает истирание и потери на износ всего никелевого композитного покрытия, полученного химическим методом. Композитные покрытия шероховатые и матовые, как гальванические. Шлифовка и полировка после нанесения покрытия могут улучшить визуальную эстетику. Эти покрытия более дорогие (см. Таблицу ниже) по сравнению с химическим никелированием бором и люминофором сами по себе. Некоторыми примерами типов частиц являются оксид алюминия, карбид кремния, карбид вольфрама и, в редких случаях, алмазы или другие добытые минералы.
Полимеры
Полимеры, такие как фторуглероды, используются для минимизации трения деталей, а также для уменьшения износа. Большинство никелевых композитных полимерных покрытий, полученных химическим способом, имеют состав частиц в диапазоне 10–30% по объему. Эти полимеры могут быть равномерно диспергированы и включены в никелевое покрытие. Покрытие создает внешний вид от матово-серого до мелово-белого цвета после гальванического покрытия. Наиболее популярным фторуглеродным покрытием является Teflon™. Размеры частиц находятся в том же диапазоне, что и размеры твердых частиц. Эти покрытия обладают хорошими антиадгезионными свойствами. Большинство полимеров имеют гораздо более низкую температуру плавления по сравнению с твердыми частицами и начинают плавиться при температуре около 330°C (626°F), например Teflon™, в то время как другие фторуглероды имеют более высокую температуру плавления ближе к 1000°C (1832°F).
РЕШЕНИЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ ОТ SPC
Многие производители оригинального оборудования (OEM) обращаются в Sharretts Plating Co., Inc. (SPC) за своими потребностями в области химического никелирования. OEM-производители хотят производить конечные продукты с преимуществом перед конкурентами. Другими потребителями химического никеля являются мастерские, которые хотят повысить ценность своих механически обработанных компонентов . Наша компания, занимающаяся промышленным гальванопокрытием, предлагает решения для химического никелирования продуктов различной степени использования, начиная от простой защиты от коррозии и заканчивая изделиями, требующими повышенной износостойкости за счет окклюзии и вливания в покрытие таких материалов, как керамика, а также композитов с низким коэффициентом трения, таких как фторированный углерод, создать сухое самосмазывающееся покрытие.
ЧТО МОЖЕТ ДЛЯ ВАС СДЕЛАТЬ ЗАЩИТА ОТ ИЗНОСА ЭЛЕКТРОНИКЕЛЕМ
Если вы ищете износостойкое покрытие, которое также является экономически эффективным, вам следует рассмотреть покрытия для защиты от износа химическим никелем от Sharretts Plating Company. В отличие от гальванопокрытия никеля, наш процесс получения никеля химическим способом не требует использования электричества. Вместо этого покрытие наносится путем погружения подложки в специально разработанную ванну, вызывающую уникальную химическую реакцию, которая способствует прилипанию никеля к подложке. В результате получается покрытие, которое наносится равномерно и обладает отличной износостойкостью благодаря своей высокой твердости и внутренней смазывающей способности. Сочетание этих свойств позволяет свести к минимуму влияние трения с течением времени.
Обеспечение максимальной коррозионной стойкости химического никеля
Существует множество вариантов покрытия химическим никелем. Коррозионная стойкость лучше всего достигается при использовании никель-фосфорного сплава, при этом необходимо выбрать соответствующий уровень фосфорного покрытия, соответствующий характеру агрессивной среды. Однако уровень фосфора — не единственный фактор, который максимизирует стойкость никеля к химической коррозии. Другие ключевые факторы включают в себя выбор надлежащей толщины покрытия, тщательный мониторинг процесса для сведения к минимуму присутствия совместно осаждаемых примесей, уменьшение количества дефектов подложки перед нанесением покрытия, выбор идеального цикла предварительной обработки и применение эффективных процессов обработки после нанесения покрытия.
Области применения, которые могут выиграть от коррозионной стойкости химического никеля
Преимущество коррозионной стойкости химического никеля может сделать его использование выгодным для компаний в ряде отраслей. Общие области применения включают производство деталей для автомобилей, самолетов и различных электронных устройств, а также для многочисленных операций химической обработки. Компании нефтегазовой отрасли также выбирают химическое никелирование для превосходной защиты от коррозии в суровых условиях эксплуатации.
МЫ — ПРИЗНАННЫЙ ЛИДЕР ОТРАСЛИ
Уже более 80 лет SPC помогает компаниям из самых разных отраслей повышать качество, улучшать производственные процессы и снижать эксплуатационные расходы. Наши процессы химического никелирования и другие промышленные процессы гальванического покрытия установили высокие стандарты для всей отрасли. Как компании, занимающиеся химическим никелированием, мы известны своей способностью предлагать инновационные решения, которые существенно влияют на прибыль компании.
УЗНАТЬ БОЛЬШЕ О ХИМИЧЕСКОМ НИКЕЛИРОВАНИИ
Хотите узнать больше о химическом никелировании? Ниже вы найдете ответы на многие вопросы:
- Химическое никелирование и никелирование: в чем разница?
Дополнительные ресурсы:
- 5 уникальных процессов химического никелирования
- 7 советов по максимальному повышению эффективности химического никелирования
- Черный химический никель
- Черный химический никель — новая тенденция в оружейной промышленности
- Химический (автокаталитический) VS. Электролитическое покрытие
СВЯЖИТЕСЬ С НАМИ, ЧТОБЫ УЗНАТЬ БОЛЬШЕ О НАШИХ РЕШЕНИЯХ ДЛЯ ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ
Все еще не можете найти ответ на свой вопрос? Смело обращайтесь к специалистам SPC. Мы также будем рады организовать выездную консультацию. Мы можем оценить ваши текущие производственные процессы, чтобы помочь вам определить, подходят ли наши решения для химического никелирования для вашей компании. Мы также можем предоставить бесплатное ценовое предложение на наши решения для химического никелирования.
Узнайте больше о наших услугах по химическому никелированию
Общие | Химическое никелирование в домашних условиях. | Практик-механик
Красноперка
Нержавеющая сталь
#1
У меня есть некоторые детали, которые нуждаются в покрытии «античным никелем» для внешнего вида. Мне сказали, что такое покрытие можно получить с помощью химического никелирования.
После того, как я получил цитату из тарелки, я огляделся и нашел набор для домашнего пивоварения
Я также увидел, что Википедия делает это немного более вовлеченным, чем люди, продающие набор (естественно).
Детали должны быть отшлифованы до латунного основного металла.
Если бы я использовал комплект, я мог бы наплавить 3-4 детали по той же цене, что и одна через пластинер, не считая моего труда, т.е. больше денег в моем кармане, меньше в чужом, и меньше шансов, что все пойдет ужасно ошибка в доставке туда и обратно.
У кого-нибудь есть опыт работы с этими наборами, или я должен просто заплатить за тарелку?
Д
Горячекатаный
#2
Оплатите услугу тарелки и передайте стоимость. Если что-то пойдет не так, сделайте это самостоятельно, например, недостаточно чисто, в любом случае следует иметь медное покрытие перед никелевым и т. Д. Раздеть их во второй раз обойдется в два раза дороже. мои $0,02
JRIowa
Алмаз
#3
1. ENC – недешевый и простой процесс. У нас всегда есть запчасти для этого. Мы также работали с плитером около 6 лет, чтобы упростить процесс. Даже тогда они все еще портят груз время от времени.
2. Почему ENC?? Любой хороший гальваник должен уметь «состарить» свое никелирование. Большинство хороших хромовых магазинов делают медь, никель, а затем хром.
JR
stuball48
Нержавеющая сталь
#4
Радд:
26.12.2006 — подробная инструкция как сделать никелирование в домашних условиях. Это может быть не то, что вы хотите, но стоит посмотреть. Просто введите «никелирование» в поиске, и это будет то, что указано на указанную выше дату.
Красноперка
Нержавеющая сталь
#5
JR, хорошо, я надеюсь, что ваш плательщик не тот в SC, от которого я наконец получил цитату. Звучит так, как будто мне нужно забыть делать процесс дома и отдать его на ферму.
В № 2 указан «антикварный никель» — мне сказали, что это предоставит ENC. Не слишком блестящий, не слишком плоский. Мне сказал это кто-то, кто делал ENC, конечно. Эти люди (клиенты) без ума от своих инструментов. Инструменты чокнутые. Если есть лучший способ, я весь внимание. Я почти ничего не знаю о гальванике. Возможно, мне нужно найти кого-нибудь из местных, кто ремонтирует бамперы. Раньше у этих парней дома был бардак, не знаю, существуют ли они больше, что с регистрами EPA и тому подобным.
спасибо D и JR. Я помешан на контроле, некоторые вещи мне нужно отпустить. Это сложно.
edit- stuball- Я должен был использовать функцию поиска для начала. Новая проблема = новый пост. Моя дурная привычка, извините.
Прочитав это, я убедился, что не хочу участвовать в тендере на покрытие, если у меня не будет значительно большего спроса. У меня действительно есть бородавки, но ни одной из них нет на стене.
Всем спасибо,
Радд
Левша
Алюминий
#6
Вы можете проверить в запчастях для оружия Brownells. Они занимаются гальванопокрытием и химикатами. Они имеют дело с химическим никелем, много информации о гальванике на их веб-сайте.
Это ведет непосредственно к нужной вам информации:
http://www.brownels.com/aspx/NS/store/ProductDetail.aspx?p=1069&title=ELECTROLESS+NICKEL+PLATING
Будет
металлмюнхр
Алмаз
#7
Радд,
Последнее, что вам может понадобиться, это кромсатель бамперов и хромер. Большинству из этих персонажей подойдет корпус главной передачи на D9.Кошка, но что-то меньшее слишком хрупкое для их умений
Возможно, вам стоит сосредоточить свои поиски на декоративной тарелке. По большей части промышленные мастера не обладают мышлением, необходимым для работы с предметами, внешний вид которых имеет первостепенное значение. Лучшие из декоративных мастеров (и некоторые не очень хорошие) в основном занимаются покрытием мотоциклов и автомобилей по индивидуальному заказу, потому что именно здесь сегодня объем и деньги в бизнесе по нанесению шрифтов в мастерских. Любой, кто занимается декоративным хромированием, также занимается никелированием, так как это часть процесса. Могут ли они сделать никелевую отделку, которую вы хотите, может ответить только гальваник. На юго-востоке отлично работают Chromemasters в Нэшвилле, штат Теннесси, и Brown’s Plating в Падьюке, штат Кентукки. Я видел работы в обоих магазинах, и декоративный хром просто не становится лучше. Возможно, стоит позвонить, чтобы узнать, может ли кто-то из них выполнить ваши роли. Имейте в виду, однако, что у любого первоклассного декоративного напыления в большинстве случаев будет минимум от 4 до 6 недель.
FWIW, я жил в Гринвилле, Южная Каролина, около 10 лет и никогда не знал никого в этом районе, кто бы занимался декоративным покрытием. Рядом со Спартанбургом есть один магазин, в котором они есть, но один владелец магазина, которого я знаю в Спартанбурге, когда-то пробовал их на некоторых деталях, и они их испортили, а затем не стали поддерживать их работу.
Только что вспомнил, еще одна декоративная тарелка, которая существует уже давно, — Graves Plating во Флоренции, Алабама. Я видел много их работ более 30 лет назад, когда занимался сборкой велосипедов, но в последнее время ничего не видел. В то время их работа была хороша с деталями в хорошем состоянии, но не хватало чего-либо, требующего ремонта, например, замены старых деталей.
http://www.brownsplating.com
http://www.chromemasters.com
http://www.gravesplating.com
Томвалз
Нержавеющая сталь
#8
Касвелл — неплохой наряд.
Покрытие довольно просто, если вы начинаете со всего нового, чистого и известного. Становится очень тяжело, когда у вас большая ванна, и вам приходится обслуживать ее партию за партией.
Если вы делаете это самостоятельно, будьте осторожны при утилизации.
Красноперка
Нержавеющая сталь
#9
Люди, от которых я получил цитату, — это B & E Electroform из Симпсонвилля, Южная Каролина. Я предполагаю, что вещь, которая действительно выбрасывает мою работу из моей мастерской (по крайней мере, для электролиза), заключается в том, что кажется, что решение действует только в течение определенного периода времени, т. е. я не мог сделать часть, сохранить материал и сделать другую часть. 6 месяцев спустя.
И похоже, что для большинства из этих вещей придется использовать химический метод, так как они будут включать в себя резьбовые втулки и гайки.
Спасибо за дополнительные контакты, я хотел бы получить еще одну или две цитаты, прежде чем я перейду к клиентам с ценой.
лазло
Алмаз
#10
Я думаю, что то, что действительно выбрасывает мою работу из моей мастерской (по крайней мере, для электролиза), заключается в том, что кажется, что решение действует только в течение определенного периода времени, т.
Нажмите, чтобы развернуть…
Ничего себе, верно? Я присматривался к набору для химического никеля Caswell, но не нашел в описании ничего, что указывало бы на то, что после смешивания раствора через некоторое время он испортится?
Причина, по которой я заинтересовался EN, заключается в том, что это лучшее покрытие, чем комплекты холодного синего цвета, для предотвращения ржавчины, когда вы наносите покрытие в магазине. Это сложнее и лучше выглядит.
металлмюнхр
Алмаз
#11
Если вам определенно нужна химическая установка, Greensboro Industrial Platers в Гборо, Северная Каролина, является еще одним источником. Они делают такие вещи, как шлифование валков, гальваническое покрытие и переточку на дому, поэтому они определенно умеют работать с точностью. Несколько лет назад у меня был разговор с одним из владельцев, когда кто-то направил его ко мне по поводу возможной работы для них. То, что им было нужно, выходило за рамки того, чем я занимался в то время, но беседа оставила у меня впечатление, что они были компанией, которая очень хорошо знала свое дело. Я помню, как он упомянул EN, потому что я понятия не имел, что включает в себя процесс, и он дал мне краткий курс о том, как это делается.
USMCPOP
Титан
#12
Вы можете задать вопрос на форуме оружейников. Есть такие места с хорошей репутацией: http://www.robarguns.com/index.htm
Красноперка
Нержавеющая сталь
№13
Лазло, посмотрите информацию по ссылке в Википедии, которую я разместил выше. В нем говорится, что «срок службы химикатов ограничен». Очевидно, вы наливаете в ванну соляную кислоту, которая запускает реакцию. Википедия заставляет меня думать, что литература по продажам Caswell не рассказывает вам всей истории.
металлмюнхр
Алмаз
№14
У компании Caswell есть собственная доска объявлений по вопросам полировки и покрытия. Тем не менее, это типичный инструмент продаж. Некоторая полезная информация со многих плакатов, но любое упоминание о том, что продукт, отличный от Caswell, хорош, или любое подозрение, что продукт Caswell меньше, чем окончательный, приведет к удалению сообщения. Долгое время они продавали кучу китайских буферов, моторы которых имели сильную склонность к возгоранию. Я никогда не имел дела с их гальванопокрытием, но обнаружил, что могу купить полировальные круги и составы, которые являются высококачественными отечественными продуктами, примерно по той же цене, что и их так называемые распродажные цены на импортный хлам.
У меня всегда было впечатление, что они вроде как пытались замалчивать опасности, связанные с обращением и использованием любых химикатов, связанных с гальванопокрытием. Это нормально для людей, которые знают об этих опасностях, но менее чем этичная практика для интернет-продаж, когда вы понятия не имеете об уровне знаний потенциального клиента. Со временем химические вещества для некоторых из этих безвредных процессов исчезли с их сайта без упоминания, что говорит о многом, ИМО.
Как вы, наверное, понимаете, я не совсем то, что вы бы назвали фанатом Кэсвелла
Красноперка
Нержавеющая сталь
№15
ОК, теперь я действительно убежден, что никогда не хочу ничего покрывать тарелками, кроме, может быть, хорошего портьерного носителя, что ж, спасибо. Я возьму это на тарелку в любой день. У меня есть размерные чертежи с жесткими линиями. Объявлен финиш. Идиот забыл общие допуски, но, эй, я могу это исправить.
Я разговаривал с специалистом по плитам в SC, пришел с отличными рекомендациями от члена этого совета. «На что это похоже?» Я описал деталь, сидя там и рассматривая чертежи.. «Эй, может быть, я мог бы отправить вам эти чертежи по факсу, вы посмотрите и прикиньте стоимость»
«О нет, судя по тому, что вы говорите, это будет 20- 30-40 баксов за деталь, просто отправьте их сюда» Простите, но WTF??? 200-процентная вариация в стоимости и «просто отправьте их сюда» ????/
Отправил электронное письмо людям в Алабаме с чертежами, получил милую записку: «Мы не цитируем цитату из рисунков, не могли бы вы прислать кувшин?? ?» Простите еще раз, но WTF? Вы собираетесь использовать безразмерный jpeg, чтобы выяснить, сколько квадратных дюймов приходится на часть? Вам нужна фотография, чтобы понять, как что-то выглядит????? Это действительно очень простые детали. Им даже не требуется двусторонняя орфографическая проекция, одна подойдет, спасибо.
Шхиееш. Это вещество должно убивать клетки мозга. IPA приятнее их убивать, для меня нет плакировки.
На более легкой ноте я выяснил, что производство деталей, которые я воспроизвожу, было прекращено до того, как в 1944 году был открыт химический никель. Один источник сообщил, что он не попал в промышленность до 1969 года. Итак, все эти люди сидят без дела со старинными действительно никель. Я сделаю их как новые, и через много лет после твоей смерти они будут выглядеть так, как сейчас.
Некоторые из этих разглагольствований могут быть вызваны, а могут и не быть, комбинацией действительно суетливого 2-летнего ребенка и первого «звонка по маркетинговым исследованиям», который я получил на свой мобильный телефон.
шт81
Чугун
№16
Резюме моего личного опыта
Я воскрешаю эту ветку десятилетней давности, чтобы добавить некоторую общую информацию для тех, кто будет читать ее в будущем. Следующие утверждения основаны на моем личном опыте и исследованиях. Обратите внимание, у меня есть степень бакалавра инженерных наук. и магистр наук. в физике, поэтому, когда я говорю, что требуется личная защита или что что-то не так, это означает, что требуется личная защита или что что-то не так, даже если вы расставите все точки над «i» и перечеркнете все «t», как ученый бы.
Хромирование — Даже не пытайтесь делать это в своем гараже. Это очень грязный процесс. Любая капля на любой материал оставит на нем пятна. Аноды должны быть пассивированы свинцом. Требуется перемешивание воздуха, при этом капли хромовой кислоты могут распыляться повсюду. Аноды нельзя постоянно оставлять в емкости для покрытия. Нужна плотность тока 1,4 А/дюйм2… означает большой источник питания. Поверьте мне на слово, не возитесь с ним в гараже. Я больше этим не занимаюсь, слишком много хлопот даже для меня!
Химическое никелирование — выполнимо, но требует больших затрат. Будьте готовы создавать новое решение для каждой работы с пластинами. Без надлежащих отбеливателей (обычно патентованных) будет получена матовая поверхность. Я делаю это, когда мне нужно никелировать нечетные геометрические формы. Это дорогое хобби, но можно дома
Цинковое гальваническое покрытие. Легкая, веселая, скучная отделка вероятна, возможна яркая отделка, если вы проведете свое исследование. Низкая плотность тока дает хорошие результаты, вам не нужен дорогостоящий источник питания.
Цинк-никелирование гальванопокрытием — я играю с этим сейчас, и пока мне это нравится. Я использую кислотную ванну, потому что у меня для этого есть химикаты, но если вы начинаете с нуля, я бы предложил щелочную ванну. Плотность тока около 0,1 А/кв. дюйм пригодна для использования, поэтому маломощный источник питания в порядке.
Caustic Black Oxide — я использую его время от времени, и это единственный процесс (который я все еще делаю … больше не занимаюсь хромированием), когда я ношу полное защитное снаряжение для резинового апринна, перчатки с высоким плечом и полнолицевой щиток с респиратором с правильными картриджами). 2 фунта нитрата натрия и 5 фунтов гидроксида натрия на галлон воды. Держите раствор кипящим от 270 до 290 градусов по Фаренгейту, чтобы получить хорошее черное покрытие. Это очень тонкое покрытие, которое не обеспечивает износостойкости. Это предпочтительнее паркеризации только в том случае, если требуется настоящий черный цвет или если точность размеров компонентов имеет первостепенное значение … это означает, что фосфатное покрытие сделает его недопустимым. Также это покрытие безопасно для пищевых продуктов, в отличие от паркета.
Паркеризация — АКА Фосфат марганца. Это мой любимый процесс. Работает при 90°C, раствор можно использовать повторно. Решение будет генерировать отходы и должно быть отфильтровано. Не используйте оксид марганца в качестве источника марганца, слишком медленное растворение. Используйте соли, содержащие марганец. Нитрат марганца — лучший выбор, но может быть экспансивным. Растворение элементарного Mn в фосфорной кислоте лучше, чем в оксиде Mn, но все же медленное. Рабочий рН составляет 2,75. Нитратные соли действуют как ускорители, позволяющие быстрее наносить покрытие. Фосфат цинка является еще одним вариантом, но он не обладает такой же износостойкостью, как фосфат Mn.
Для всех пористых покрытий (черный оксид и фосфат) коррозионная стойкость достигается добавлением масла на поверхность детали. Я получаю гораздо лучшие результаты, когда смазываю детали погружением в масло в вакуумной камере. Намного лучшее проникновение, чем даже оставление детали в масле на неделю. Я проверил это.
В случае всех кислотных ванн требуется термообработка в течение 2 часов после нанесения покрытия для всех высокопрочных деталей, чтобы предотвратить водородное охрупчивание. Вот почему ванна с едким цинком и никелем лучше. Выпечка не требуется. Выпекайте деталь при 170F минимум пару часов. Эту термообработку нельзя проводить на следующий день или через неделю, потому что водород соединится в h3 и не будет диффундировать обратно из металла, вызывая водородное охрупчивание. Для низкоуглеродистых перегонных кубов, ковкого чугуна или других материалов с низкой прочностью и твердостью водородное охрупчивание «обычно» не является проблемой.
Наслаждайтесь! Продолжай учиться…
метлкутр55
Чугун
# 17
Однажды я использовал комплект Caswell, купил его в качестве альтернативы клиенту, который настаивал на стандартных ценах на свои детали. Стандартный заказ был 20, но вскоре стал 10, а затем 5. У моего превосходного мастера в Лоуэлле, Массачусетс, была разумная, но твердая плата за партию. поэтому, когда я получил следующий заказ на 5, я купил и попробовал комплект. окраска (ирридность?) в частях. они приняли детали, но сказали, что только в этот раз, в следующий раз должно быть лучше. это была не первая проблема, с которой я столкнулся с покупателем, сжимающим голову в этой компании. Я сказал им, что цены теперь будут основываться на настройке и внешней работе, амортизированной в цену ПК. они бросили меня. Я не грустил по этому поводу.
Я увидел «мне нравится» на этом, думал, что комментарий id Я также использовал набор для самостоятельной сборки (может быть, caswell, а может и нет) для черного оксида и получил те же результаты, приемлемые, но незначительные. заставляет меня думать об этом форуме по сравнению с хобби механической обработкой и ЧПУ? если вы хотите профессиональных результатов, обратитесь к профессионалу.
