Что такое нагартовка: нагартовка | это… Что такое нагартовка?
Содержание
Что такое нагартовка металла
Главная » Разное » Что такое нагартовка металла
Наклеп и нагартовка — упрочнение металла: особенности и отличия
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается. Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает. Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным. Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.
Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.

Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит – это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений.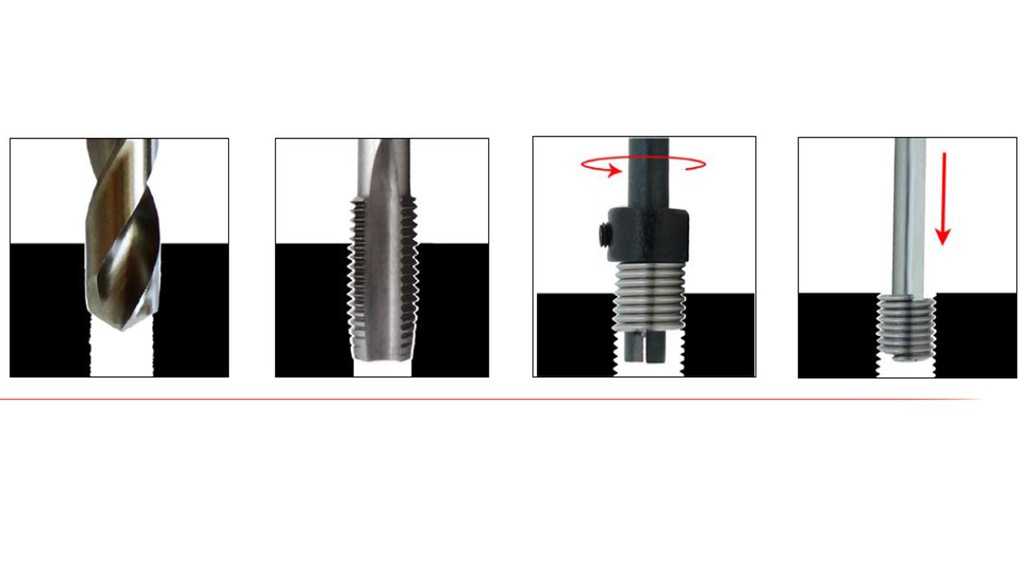 Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.
Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.
Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие. Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
Что такое автофреттаж?
В производстве металла под автофреттингом понимается процесс, при котором металлические сосуды под давлением подвергаются огромному давлению, чтобы укрепить сосуд для промышленного использования. Этот процесс также увеличивает прочность металла, из которого состоит сосуд. Целью процесса автофреттажа является создание остаточного напряжения сжатия для определения точки давления, при которой металл начинает изгибаться. После определения максимального предела упругости сосуд высокого давления повторно исследуется и реконфигурируется, чтобы увеличить величину остаточного напряжения сжатия, которое он может выдержать при использовании в будущем, предотвращая усталость.
После определения максимального предела упругости сосуд высокого давления повторно исследуется и реконфигурируется, чтобы увеличить величину остаточного напряжения сжатия, которое он может выдержать при использовании в будущем, предотвращая усталость.
Worker
Процесс изготовления металла методом автофреттинга состоит из нескольких этапов. Сначала металлическая часть помещается в приспособление либо членом группы исследований и разработок завода, либо машиной. Затем используется защитный экран для защиты оператора от любых побочных продуктов, которые могут образоваться в процессе автофреттинга.Как только экран будет закреплен, сосуд наполняется водой или веществом на нефтяной основе. Наконец, машина, которая усиливает давление, будет оказывать давление на деталь, удерживать ее в течение нескольких секунд и снимать приложенное давление.
Компонент был подвергнут автоматическому натяжению после того, как этот пошаговый процесс прошел несколько циклов. После этого ученые-исследователи записывают важные данные, такие как величина приложенного давления, предел упругости и многое другое. Специализированное программное обеспечение используется для сбора информации о статистическом контроле во время процесса. Техника автофреттажа позволяет команде предварительно нагружать ряд компонентов и настраивать их, чтобы справиться с любыми нагрузками, которым они могут подвергаться во время работы, будь то давление, температура или повторяющиеся нагрузки при использовании.
После этого ученые-исследователи записывают важные данные, такие как величина приложенного давления, предел упругости и многое другое. Специализированное программное обеспечение используется для сбора информации о статистическом контроле во время процесса. Техника автофреттажа позволяет команде предварительно нагружать ряд компонентов и настраивать их, чтобы справиться с любыми нагрузками, которым они могут подвергаться во время работы, будь то давление, температура или повторяющиеся нагрузки при использовании.
Металл, подвергнутый самоформованию, подвергается экстремальному давлению, достаточно высокому, чтобы согнуть часть сосуда под давлением, но недостаточно высокому, чтобы фактически расколоть или иным образом сломать деталь.Помимо использования в отраслях, где критически важны сосуды под давлением, таких как авиационная и нефтехимическая промышленность, автофреттаж все еще используется в производстве стволов. Фактически, история автофреттажа начинается с французской милиции в 1800-х годах, которая использовала эту технику для оптимизации долговечности и срока годности своего оружия и стволов для пушек.
У этого метода множество практических применений.Он используется для кондиционирования тяжелых труб, которые испытывают повторяющиеся циклические нагрузки и, следовательно, подвержены износу. Популярные компоненты, в которых используются такие тяжелые трубы, включают: топливопроводы и топливопроводы, гидроцилиндры, компоненты нефтяного месторождения, гидроабразивные цилиндры и обратные клапаны.
.
Общие сведения о ладах и износе ладов
Рис. 1. Измерение лада на ширину короны (А) и высота (B), а также размер зазубрины (C) и глубиной хвостовик (D).
Рис. 2. Вмятины и ямки на ладу. Причины проблемы с интонацией, создает дребезжание струн, препятствует плавным изгибам струны.
Рис.3. Плоский лад также создает хрип и интонацию. проблемы.
Рис. 4. Восстановление лада с помощью специализированный инструмент.
Рис. 5. Полный передел лад. дает гитаре новую жизнь.
5. Полный передел лад. дает гитаре новую жизнь.
Состояние ваших ладов определит как хорошо играет твоя гитара. Каждый раз, когда вы прижимаете струны к лады, трение между ними тонко изменяет форму ладов, вызывая их изнашивать. Со временем этот контакт металла с металлом может привести к образованию струны. дребезжание и интонация. Величайший повреждение ладов вызвано капо, особенно под простые струны.
Износ лада является обычным побочным продуктом играть на вашем инструменте.Как гитарист это важно уметь оценивать лад Повреди и пойми какие варианты ты надо это исправить. Большой вопрос, может ли Я ремонтирую лады или пора заменить их? Давайте исследуем тему, начиная с сам провод.
Из чего сделаны лады? Хотя на ладони часто называют «никелевым серебром», это не на самом деле содержат серебро. Скорее, это обычно состоит из 18 процентов никеля, 80 процентов медь и небольшие количества других материалы, такие как цинк, свинец и кадмий.В самом деле в хорошей проволоке для ладов больше цинка и меньше меди. Один из моих любимых брендов — Jescar, и их Формула NS — 62 процента меди, 18 процентов никель и 20 процентов цинка. Потому что это сложнее чем традиционный лад, он служит дольше.
Один из моих любимых брендов — Jescar, и их Формула NS — 62 процента меди, 18 процентов никель и 20 процентов цинка. Потому что это сложнее чем традиционный лад, он служит дольше.
Другой вариант — нержавеющая сталь. Нержавеющая со сталью очень сложно работать, но она длится значительно дольше, чем традиционные ладонь. Однако лады из нержавеющей стали бывают с изрядным ценником. Большинство мастеров заряжать более чем вдвое, чтобы перезарядить гитару нержавеющей сталью, потому что она почти разрушает их инструменты и работа занимает гораздо больше времени делать.В конечном итоге это может быть идеальный решение для вашей гитары, так как вы можете больше никогда не придется менять лады!
Каковы размеры ладов? Fretwire входит в разнообразие размеров и форм. Рис. 1 иллюстрирует четыре элемента, которые определяют конкретный стиль ладов. Они шириной и высота короны , размер зубца , и глубина хвостовика .
Заводная головка — это открытая часть беспокойствоКогда вы волнуете ноту, вы нажимаете шнурок до самого верха короны. подобно ряд крючков, зубцов прикрепляют лад к гриф. Ширина зазубрины определяет ширину лада и тангажа определяет глубина ладовой прорези, т. е. насколько далеко лада проникает в гриф.
Размер и форма каждого из этих четыре элемента специально разработаны для разных игровых предпочтений и типов гитары. Ширина короны может варьироваться от от сверхузкого (0,053 дюйма) до сверхвысокого размера (.118 дюймов). Высота лада может быть любой. от короткого 0,032 дюйма до высокого 0,060 дюйма. В ширина зубцов и глубина хвостовика также варьируются от 0,019 дюйма до 0,040 дюйма.
Все эти размеры имеют конкретное назначение и важны при выбирая лады. Например, более широкие лады могут производить более сильный тон, но поскольку они износ, интонация гитары «смещается» дальше чем с узкими ладами. Но узкая проволока имеет и его недостатки: узкие лады не вызывают ваша интонация так сильно дрейфует, но они изнашиваются быстрее широких ладов.
Высокие лады прослужат дольше, прежде чем они потребуются подлежит замене. Однако я не рекомендую их для тех, кто играет с крепкий хват. Если крепко сжимать шею во время игры или использования каподастра струны будут Тяните резко во время игры. С другой стороны, более короткие лады изнашиваются быстрее (особенно если вы используете каподастр) и его нужно заменить чаще.
Однако я не рекомендую их для тех, кто играет с крепкий хват. Если крепко сжимать шею во время игры или использования каподастра струны будут Тяните резко во время игры. С другой стороны, более короткие лады изнашиваются быстрее (особенно если вы используете каподастр) и его нужно заменить чаще.
Размер зазубрины и хвостовика сильное воздействие на гриф гитары, и если вы решили установить новые лады, это очень важно использовать правильный размер.Если зазубрины и хвост слишком узкие или неглубокие для прорезей лады не будут надежно сидеть в грифе. Это заставляет их поднимать выходить, когда погода меняется и дает неровные лады и много шумных или мертвых Примечания. Когда колючки и запах слишком широкие, они могут треснуть и расколоть гриф, или даже заставить шею изгибаться назад. В случае заднего лука вам придется повторно ладить гитара.
Подводя итог: шея должна иметь лады правильного размера, подходящие под размер грифа и игрок.В противном случае вы получите очень дорогой бардак!
Можно ли отремонтировать вмятины на ладах? Вмятины всегда создают проблемы с ладами. Но означает ли обнаружение вмятин, что вам нужно заменить лады или перекроить вариант?
Но означает ли обнаружение вмятин, что вам нужно заменить лады или перекроить вариант?
Это может произойти в любом случае, и ответ зависит от глубины вмятины. когда вмятины глубокие, ваша техника должна быть удалите слишком много материала из всех ладов правильно исправить проблемные. когда высота ладов ниже.038 «и это имеет глубокие ямки и вмятины, есть вероятность повторного лада в порядке.
Посмотрите на Рис. 2 и обратите внимание на глубокие ямки. в этих ладах. Эти вмятины слишком глубоки, чтобы ремонт, поэтому лады необходимо заменить.
Вмятины и ямки — не единственная причина заменить лады. Плоские пятна на ладьях еще один виновник. Чтобы лад работал правильно, у него должна быть куполообразная корона. Если корона плоская, как в рис. 3 , это приведет к дребезжание и интонация. Как вмятины и ямки, если лад имеет плоскую коронку и слишком короткий, его нужно будет заменить.
Если лады достаточно высокие, чтобы их можно было ремонтировать, они сначала выравниваются, а затем повторно увенчаются. Чтобы выровнять раздражение, ваши технологии измельчают и пескоструйны лады на одинаковую высоту. Это оставляет лады с плоской коронкой. Следующий шаг состоит в том, чтобы заново увенчать лад, удалив материал с его сторон, пока корона не предложит узкое место контакта струны Рис. 4 . Это очень кропотливый процесс, и требуются годы практики для разработки правильного навыки — определенно работа для профессионала.
Чтобы выровнять раздражение, ваши технологии измельчают и пескоструйны лады на одинаковую высоту. Это оставляет лады с плоской коронкой. Следующий шаг состоит в том, чтобы заново увенчать лад, удалив материал с его сторон, пока корона не предложит узкое место контакта струны Рис. 4 . Это очень кропотливый процесс, и требуются годы практики для разработки правильного навыки — определенно работа для профессионала.
Что значит перезарядка? В новом ладу, заменены все лады в грифе.Процесс очень точный и требует дорогие инструменты и большое мастерство. Базовый шаги включают разборку гитары, удаление всех старых ладов, строгание грифа, закругление грифа, чистка прорези для ладов, установка новых ладов и затем выравнивание и повторная коронка, очистка гриф и полировка ладов, и, наконец, сборка гитары Рис. 5 .
И это только базовый обзор процесс. Есть еще много, еще много шагов — достаточно, чтобы заполнить всю книгу.Перетяжка дорогая и трудоемкая, но в целом стоит своих затрат.
На протяжении многих лет у меня были клиенты, которые заменить старую шейку с болтовым креплением на новый, вместо того, чтобы выбирать повторный лад. Это может быть отличным выбором, но будьте осторожны — почти каждый новый гриф требует уровня лада. и коронация. Большинство заводов по производству гитарных деталей не тратьте время на то, чтобы мастер убедитесь, что лады выровнены. Так что держись помните, что к тому времени, когда вы заплатите за новый шею и дополнительную резьбу, вы могли восстановили оригинальную шею и некоторые остатки сдачи!
А как насчет частичного рефрета? Иногда просто заменяя несколько ладов, а не все они, выполняет свою работу.Обычно это предпочтительнее для шеи, есть износ только на первых шести или семи ладах и имеет ровный гриф. Если гриф в хорошем состоянии и остальные лады достаточно высоки, частичный рефрет — отличный способ сэкономить деньги. Не все гитары подходят для этой операции. Если на грифе есть крутите или махайте в нем, требуется полный перебор ладов.
Capo — это четырехбуквенное слово. Каподастр — злейший враг раздражения. Конечно люблю капо, потому что я люблю лепить! Если нет один использовал капо, мой доход от лепнины упадет как минимум на 60 процентов.Чем больше вы используете каподастр, тем больше вреда он наносит лады. Когда каподастр сжимает струны, он разбивает струны в лады и намного сложнее, чем если бы вы играли аккорд. В результате лады начинают сплющиваться и образовывать ямки и вмятины. Это круто новости для гитарного техника, но не очень хорошие для игрок.
Чтобы избежать ненужного «наложения капо» повреждение ладони, я предлагаю вам использовать каподастр с регулировка натяжения. Многие капо просто прижать струны к грифу не предлагая способа отрегулировать натяжение.Если вы используете каподастр с натяжением регулировки, вы можете зажать устройство достаточно силы, чтобы предотвратить дребезжание струн, еще уменьшить дополнительный износ лада.
Еще одно большое преимущество использования каподастра с регулируемым усилием зажима: помочь избежать проблем с настройкой по сравнению с нерегулируемым капо. Есть несколько отличных капо на рынке, которые уменьшат беспокойство повреждения и проблемы с настройкой, в том числе Planet Waves Dual Action Capo и все такое различные модели Шубба. Если ваш капо не предлагает регулировку натяжения, купить тот, который делает.Это сэкономит вам массу деньги в лепнине.
Есть несколько отличных капо на рынке, которые уменьшат беспокойство повреждения и проблемы с настройкой, в том числе Planet Waves Dual Action Capo и все такое различные модели Шубба. Если ваш капо не предлагает регулировку натяжения, купить тот, который делает.Это сэкономит вам массу деньги в лепнине.
Джон Леван, Нэшвилл гитарный техник, написал пять книг по ремонту гитар, все опубликовано Мел Бэй. Его бестселлер, гитара Уход, установка и обслуживание , подробно гид с нападающим Бобом Тейлором. Леван приветствует вопросы о своей колонке PG или книги. Напишите письмо на адрес [email protected] или посетите сайт guitarservices.com, чтобы узнать больше. информация о его мастерских по ремонту гитар. .
Как работает автомобильная формовка металла
Одно из самых важных свойств металла — это способность пластической деформации . Это не означает, что металл сделан из пластика, но он может делать одно из того, что может делать пластик: он буквально может принимать практически любую форму, которую мы можем себе представить.
Процесс деформации начинается с заготовки , количества металла в некоторой основной форме, которая претерпевает изменение формы. Заготовка становится заготовкой — деталью металла, которую необходимо изменить — в процессе обработки металла.Для автомобильной штамповки металла заготовка часто изготавливается из листового металла, который можно штамповать, вырезать или сгибать в форму, необходимую для кузова автомобиля. Как вариант, это может быть цельный металлический блок кубической или линзовидной формы. Вот несколько способов деформации металлической заготовки в процессе производства автомобиля:
Объявление
Гибка: При гибке к заготовке из листового металла прикладывается сила для создания кривизны поверхности.Гибка обычно используется для создания простых изогнутых поверхностей, а не сложных. Пресс с механическим приводом приводит пуансон в листовой металл, заставляя его попасть в простую матрицу с давлением, достаточным для постоянного изменения формы металла. Величина давления важна. Если приложить недостаточное давление, металл может просто вернуться в свою первоначальную форму. Если нанести слишком много, он может сломаться.
Величина давления важна. Если приложить недостаточное давление, металл может просто вернуться в свою первоначальную форму. Если нанести слишком много, он может сломаться.
Чертеж: На чертеже листовой металл прижимается к матрице, вырезанной в трехмерной, часто изогнутой форме, которую должен принять листовой металл.Фактически, штамп используется как пресс-форма для металла. Этот метод позволяет создавать относительно сложные формы. И снова к заготовке прикладывают давление с помощью пуансона с гидравлическим или механическим приводом. Существует ряд опасностей не столько для людей (поскольку процесс в значительной степени механизирован), сколько для самого металла. Он может треснуть от слишком сильного давления или сморщиться от взаимодействия с штампом. Можно использовать смазку, чтобы металл плавно скользил по матрице, избегая образования складок.Как вариант, морщинистые края можно отделить от металла отдельной операцией. Этот метод обычно используется для изготовления деталей кузова автомобилей и топливных баков.
Штамповка: При штамповке используется устройство, называемое штамповочным прессом, с серией штампов для резки и формовки металла различной формы. Это обычно используется для изготовления автомобильных деталей, таких как колпаки и крылья.
Экструзия: Экструзия может использоваться для производства длинных металлических предметов, таких как стержни и трубы.Металлическая заготовка вдавливается в матрицу с отверстием на противоположном конце. Металл выдавливается через отверстие, чтобы сформировать форму. Экструзию можно использовать для изготовления важных деталей трансмиссии автомобиля или анкеров, удерживающих ремни безопасности на месте.
Ковка: В процессе ковки используется молоток или пресс, который по сути является механизированной версией молотов, используемых древними кузнецами. Металл ударяется о поверхность, которая служит наковальней. Его можно многократно ковать молотком, чтобы получить сложные формы.Это можно использовать как альтернативу процессу рисования.
Вышеуказанные процессы обычно используются с холодным металлом. Также можно использовать горячий металл, иногда при достаточно высоких температурах, чтобы расплавленный металл можно было вылить в форму. Для этого требуются очень дорогие штампы, которые могут выдерживать нагрев и должны выполняться быстро, чтобы минимизировать воздействие расплавленного металла на штамп.
На следующей странице мы рассмотрим, как современные технологии обработки металлов давлением продвигают автомобилестроение в будущее.
.
Диатонический (в стиле цимбал) фреттинг — что это такое, как и зачем его использовать
Большинство людей знакомо, по крайней мере, на вид, с шестиструнной гитарой — будь то акустическая гитара, такая как Martin, или электрическая гитара, такая как Fender Stratocaster ™. Поэтому естественно, что когда люди думают о ладах или грифе, они думают о гитарном грифе — равномерно распределенном наборе ладов, которые становятся ближе друг к другу, чем дальше вы поднимаетесь по грифу к корпусу гитары.
Во-первых, давайте начнем с того, чем НЕ является диатонический лад (цимбал) …
Говорят, что на стандартной гитаре, такой как Fender Strat, упомянутой выше, или на гитаре из сигарного ящика на фотографии ниже, используется хроматическая шкала .Мы не собираемся вдаваться в теорию, лежащую в основе того, что это означает здесь, но просто уберем этот лакомый кусочек: хроматическая гамма, как на стандартной гитаре, позволяет вам играть каждую ноту, которая может вам понадобиться для песни. Все диезы, «натуральные» ноты и бемоль. Все здесь есть, и если вы не уверены в том, что делаете, довольно легко ударить острым или плоским, когда вы этого не собираетесь, что может вызвать резкое несоответствие.
Компромисс заключается в том, что инструмент с хроматическим ладом дает вам больше возможностей при игре — вы можете играть любую песню в любой тональности (если вы знаете, куда положить пальцы).Играть сложнее, но все музыкальные возможности всегда под рукой. Буквально.
Буквально.
Обратите внимание на фото гитары с коробкой для сигар выше, как лады проходят вверх по шее к корпусу гитары с немного меньшим расстоянием между ними. Это хроматический гриф, и на нем можно играть практически любую песню в любой тональности.
А теперь, чем диатонический (цимбальный) лад отличается от хроматического…
Существуют различные другие схемы ладов, которые использовались на протяжении всей истории струнных инструментов, но наиболее распространенная вариация хроматического стиля, описанная выше, основана на так называемой диатонической шкале . Этот стиль фреттинга иногда называют «фреттингом цимбал», потому что он наиболее часто встречается на инструментах стиля цимбал.
В основном, в диатоническом ладу диез и бемоль опускаются, оставляя только естественные или «цельные» ноты. Подумайте о шкале «DO RE MI», которую изучают дети. Это диатоническая гамма, просто ключевые ноты гаммы без диеза или бемоля, которые могли бы поднять настроение.
Посмотрите на лады канджо американской компании Canjo Company выше.Заметили, что между некоторыми ладами есть более широкие промежутки, чем на хроматической доске выше? Это потому, что некоторые лады были исключены — лады, которые позволили бы играть резкие и плоские ноты.
В результате получился гриф, который позволяет вам играть DO-RE-MI-FA-SO-LA-TI-DO, продвигаясь по грифу по одному ладу за раз. Использование диатонического стиля ладов может значительно упростить исполнение основных песен, так как меньше ладов (и, следовательно, нот) на выбор.Обратной стороной является то, что вы в значительной степени играете одной или двумя клавишами, и если песня, которую вы играете, включает резкую или плоскую ноту, которая не входит в базовую гамму, вы просто не найдете ее на своем грифе.
На приведенном выше рисунке показано параллельное сравнение хроматических и диатонических грифов одинаковой длины. Как видите, на диатоническом грифе некоторые лады пропущены. Мы обсудим лады, обозначенные пунктирной линией (№ 10 и № 22) ниже.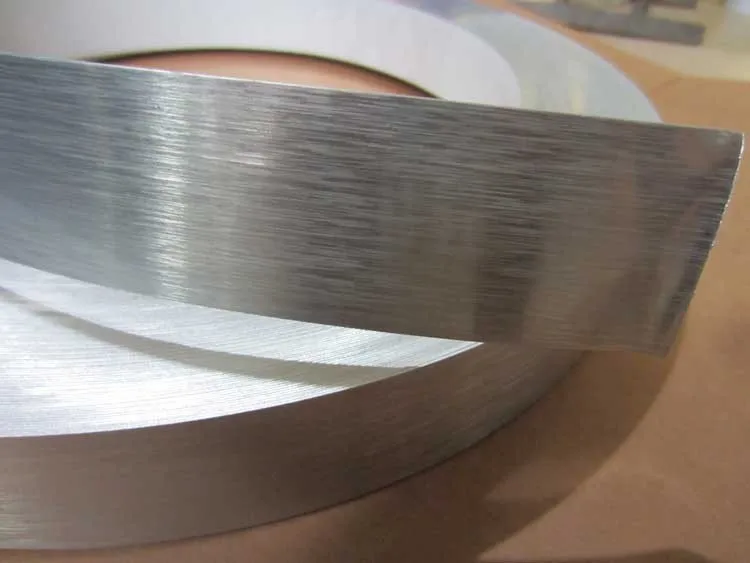
Итак, вот вкратце: чтобы создать диатонический (цимбал) гриф, просто начните с хроматического шаблона ладов и опустите следующие лады: 1, 3, 6, 8, (10), 13, 15, 18, 20, (22).
Наконец, несколько сверхсекретных высокотехнологичных продвинутых вещей: Blue Note
Хорошо, теперь о пунктирных линиях на ладах №10 и №22. Добавление этого лада дает вам то, что часто называют «голубой нотой» гаммы цимбалов. Говоря техническим языком, это плоская седьмая нота гаммы, и она позволяет делать две вещи:
- Позволяет добавить к песням нотку блюза, что может стать хорошим эффектом, который дает вам сразу узнаваемое ощущение блюза. Наличие этой «синей ноты» в гамме необходимо для исполнения ряда популярных песен.Конечно, он не используется в большинстве популярных песен, но используется в крутом и важном меньшинстве.
- С технической точки зрения, он позволяет играть двумя разными клавишами на одном и том же инструменте. Не слишком увлекаться, но если вы начнете гамму «до ре ми» с открытой (не натянутой) струны и подниметесь вверх по грифу (пропуская синюю ноту), это будет одним из ключевых моментов.
 Если вместо этого вы начинаете с ТРЕТЬЕГО лада и поднимаетесь по шкале, играя синюю ноту, но пропуская следующую за ней), это уже другая тональность.Итак, если у вашего инструмента одна струна, и эта струна настроена на тональность «C», то, начиная с третьего лада, будет тональность «F».
Если вместо этого вы начинаете с ТРЕТЬЕГО лада и поднимаетесь по шкале, играя синюю ноту, но пропуская следующую за ней), это уже другая тональность.Итак, если у вашего инструмента одна струна, и эта струна настроена на тональность «C», то, начиная с третьего лада, будет тональность «F».
Таким образом, просто добавив два дополнительных лада в положениях 10 и 22 и , вы можете эффективно удвоить универсальность инструмента. С другой стороны, наличие этой синей ноты дает вам еще одну потенциально неправильную ноту для удара, и тот факт, что она не находится в основной шкале «до ре ми» инструмента, означает, что если вы ударите ее случайно, он будет звучать более противоречиво, чем другие ноты на инструменте.
Если вы не уверены, включать ли лады синих нот, неплохо было бы не добавлять их в свою первую сборку. Привыкайте к игре на инструменте с диатоническим ладом. Если вы чувствуете, что хотите продвинуться в игре немного дальше, создайте еще один (или добавьте дополнительные лады к существующему и продолжайте.
)
Вкратце…
Надеюсь, это дало вам хорошее представление о том, что такое диатонический / цимбальный лад, и почему вы можете его использовать. Проще говоря, диатонический лад облегчает игру на инструменте, но в целом менее универсален.Если бы вы создавали для опытного музыканта, привыкшего к гитаре, вы, вероятно, не захотели бы давать ему диатонический лад. Но если вы создаете инструмент для людей, которые не умеют играть, или для детей, или для пожилых людей, или просто для широкой публики, которая хочет иметь возможность быстро выбирать мелодию, диатоника может быть хорошим вариантом.
Похожие записи
Связанные термины:
.
Нагартованные состояния алюминия – aluminium-guide.
 com
com
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий. Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Степень нагартовки
Нагартовку применяют для повышения прочностных свойств алюминия и алюминиевых сплавов, которые не упрочняются термической обработкой. Иногда эти сплавы – в основном сплавы серий 3ххх и 5ххх – называют в позитивном ключе: деформационно упрочняемыми. Основными «рычагами» для получения того или другого нагартованного состояния являются степень нагартовки – количество пластической холодной деформации и отжиг, полный или частичный – нагрев до температуры 350-400 °С при длительности, как правило, достаточной для полного прогрева.
Основными «рычагами» для получения того или другого нагартованного состояния являются степень нагартовки – количество пластической холодной деформации и отжиг, полный или частичный – нагрев до температуры 350-400 °С при длительности, как правило, достаточной для полного прогрева.
Используемое оборудование
Процедура деформационного упрочнения поверхности используется в различных отраслях промышленности, в которых предъявляются повышенные требования к устойчивости поверхности к растрескиванию.
Существует широкий выбор оборудования для наклепа металла. Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Полезный наклеп в промышленных масштабах выполняют на станках с высоким уровнем автоматизации. В основном используют дробеструйные установки.
Для снятия наклепа применяют температурный отпуск металла. Это способствует активизации процессов, которые возвращают материал в первоначальное состояние.
Наклеп металла – это процесс, который наряду с нагартовкой активно используют при изготовлении узлов и агрегатов в различных отраслях промышленности. А вы сталкивались с деформационным упрочнением поверхности? Как вы считаете, будет ли процесс наклепа и нагартовки востребован в обозримом будущем? Напишите ваше мнение в блоке комментариев.
Обозначение состояний алюминиевых сплавов
Для обозначения всех состояний алюминия и алюминиевых сплавов (и не только нагартованных) во всем мире широко применяется американская система обозначений, разработанная в свое время Американской Алюминиевой Ассоциацией.
- Первоначальная система обозначений состояний деформируемых алюминиевых сплавов изложена в американском стандарте ANSI h45.1.
- Эта система почти «один в один» принята международным стандартом ISO 2107 и европейским стандартом В 515.
- Отечественные стандарты (ГОСТ) пока применяют свою систему обозначений состояний, которая значительно отличается от международной.
Состояние материала в горячепрессованном состоянии без дополнительных обработок – термических или деформационных – обозначается стандартах В и ISO буквой F и никакие цифры за ней не следуют. В отечественных стандартах это состояние идет вообще без обозначения.
Состояние полностью отожженного материала обозначается буквой
«О» (не ноль) по международной классификации состояний алюминия и алюминиевых сплавов или «М» – по отечественным ГОСТам. Буква О с дополнительной цифрой относится к отжигу со специальными условиями.
Все обозначения нагартованных состояний начинаются с латинской буквы «Н». За ней могут идти от 1 до 3 цифр.
Только нагартовка – серия Н1
Чисто нагартованные состояния без дополнительных обработок образуют серию Н1. Полностью нагартованным состоянием материала, которое обозначают Н18, называют состояние, полученное при холодной деформации эквивалентной относительному обжатию при прокатке 0,75. Относительное обжатие – это отношение разности толщин исходного и конечного листа к исходной толщине листа. Относительная вытяжка 0,75 будет достигаться, например, при исходной толщине 10 мм и конечной толщине 2,5 мм: (10 – 2,5)/10 = 0,75. Состояние Н19 обозначает изделия с еще большей степенью нагартовки, чем в состоянии Н18. Оно применяется, например, для ленты толщиной 0,30 мм из алюминиевого сплава 3104 для изготовления корпуса пивной банки. Состояния Н16, Н14 и Н12 получают при меньшем количестве холодной деформации и они представляют, соответственно, тричетвертинагартованное
Относительная вытяжка 0,75 будет достигаться, например, при исходной толщине 10 мм и конечной толщине 2,5 мм: (10 – 2,5)/10 = 0,75. Состояние Н19 обозначает изделия с еще большей степенью нагартовки, чем в состоянии Н18. Оно применяется, например, для ленты толщиной 0,30 мм из алюминиевого сплава 3104 для изготовления корпуса пивной банки. Состояния Н16, Н14 и Н12 получают при меньшем количестве холодной деформации и они представляют, соответственно, тричетвертинагартованное
,
полунагартованное
и
четвертьнагартованное
состояния.
Состояния алюминия h211 и h212
При указании требований к механическим свойствам алюминия и алюминиевых сплавов часто употребляют обозначения состояний Н111 и Н112 из той же серии Н1. Состояние Н111 отличается от отожженного состояния О только небольшой степенью нагартовки, которую мог получить материал при правке или других технологических операциях. Состояние Н112 отличается от состояния F только небольшой степенью нагартовки (при горячей или холодной обработке), а также обязательным контролем механических свойств.
Перенаклеп
Это явление, характеризующееся разрушением кристаллической решетки материала. Процесс сопровождается шелушением и отслаиванием частичек металла, что снижает эксплуатационные показатели поверхности.
Обычно перенаклеп происходит при нарушении технологических требований механической обработки изделий. Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Данный процесс необратим: свойства металла невозможно восстановить даже с помощью термообработки.
Нагартовка и отжиг – серия Н2
Серия Н2 относится к материалам, которые были нагартованы до более высокой степени, чем это нужно было бы для заданных прочностных свойств, а затем снижают эту «лишнюю» прочность снимают с помощью частичного отжига. С увеличением степени нагартовки вторая цифра возрастает от 2 до 8 аналогично чисто нагартованным состояния: Н22, Н24, Н26 и Н28.
На рисунке схематически показаны нагартованные состояния серий Н1 и Н2 при различной степени нагартовки и различных длительностях отжига при постоянной температуре. Бывают аналогичные графики в зависимости от температуры отжига. У состояний с одинаковыми вторыми цифрами пределы прочности – одинаковые, а предел текучести у состояний с частичным отжигом ниже, чем у чисто нагартованных состояний. График роста прочности от степени холодной деформации имеет выпуклость вверх. Это отражает тот факт, что первые стадии холодной деформации дают максимальный прирост прочности.
Бывают аналогичные графики в зависимости от температуры отжига. У состояний с одинаковыми вторыми цифрами пределы прочности – одинаковые, а предел текучести у состояний с частичным отжигом ниже, чем у чисто нагартованных состояний. График роста прочности от степени холодной деформации имеет выпуклость вверх. Это отражает тот факт, что первые стадии холодной деформации дают максимальный прирост прочности.
Нагартованный металл это
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации.
Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации.
Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия.
Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается.
Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает.
Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным.
Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.
Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.
Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит ˜– это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале.
Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа.
Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода.
При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь.
Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с.
В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения.
В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие.
Серия Н3 – для сплавов алюминий-магний
Серия Н3 – состояния с нагартовкой и стабилизирующей обработкой: Н32, Н34, Н36 и Н38. Эту серию состояний применяют только для алюминиево-магниевых сплавов – сплавов серии 5ххх. Дело в том, что в нагартованном состоянии эти сплавы в течение некоторого времени могут терять, достигнутые нагартовкой прочностные свойства, за счет механизма естественного старения. Поэтому, если стабильность прочностных свойств важна, их часто нагревают до умеренных температур, например, 220 °С, чтобы завершить этот процесс старения, при этом несколько снизить прочность, но повысить пластичность и, тем самым, обеспечить последующую стабильность механических свойств и рабочих характеристик.
Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что определяется возможностью перемещения атомов.
При низких температурах подвижность атомов мала, поэтому состояние наклепа может сохраняться неограниченно долго.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние – возврат и рекристаллизация.
Т.е. процессы, происходящие при нагреве, подразделяют на возврат и рекристаллизацию. В свою очередь, при возврате различают отдых и полигонизацию.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки.
Процесс частичного разупрочнения и восстановления свойств называется отдыхом (первая стадия возврата). Имеет место при температуре
..
Возврат уменьшает искажение кристаллической решетки, но не влияет на размеры и форму зерен и не препятствует образованию текстуры деформации.
Полигонизация – процесс деления зерен на части: фрагменты, полигоны в результате скольжения и переползания дислокаций.
При температурах возврата возможна группировка дислокаций одинаковых знаков в стенки, деление зерна малоугловыми границами (рис. 8.3).
Рис. 8.3. Схема полигонизации: а – хаотическое расположение краевых дислокаций в деформированном металле; б – дислокационные стенки после полигонизации.
В полигонизированном состоянии кристалл обладает меньшей энергией, поэтому образование полигонов — процесс энергетически выгодный.
Процесс протекает при небольших степенях пластической деформации. В результате понижается прочность на (10…15) % и повышается пластичность (рис.8.4). Границы полигонов мигрируют в сторону большей объемной плотности дислокаций, присоединяя новые дислокации, благодаря чему углы разориентировки зерен увеличиваются (зерна аналогичны зернам, образующимся при рекристаллизации). Изменений в микроструктуре не наблюдается (рис.8.5 а). Температура начала полигонизации не является постоянной. Скорость процесса зависит от природы металла, содержания примесей, степени предшествующей деформации.
В результате понижается прочность на (10…15) % и повышается пластичность (рис.8.4). Границы полигонов мигрируют в сторону большей объемной плотности дислокаций, присоединяя новые дислокации, благодаря чему углы разориентировки зерен увеличиваются (зерна аналогичны зернам, образующимся при рекристаллизации). Изменений в микроструктуре не наблюдается (рис.8.5 а). Температура начала полигонизации не является постоянной. Скорость процесса зависит от природы металла, содержания примесей, степени предшествующей деформации.
Рис. 8.4. Влияние нагрева деформированного металла на механические свойства
Рис. 8.5. Изменение структуры деформированного металла при нагреве
При нагреве до достаточно высоких температур подвижность атомов возрастает и происходит рекристаллизация.
Рекристаллизация– процесс зарождения и роста новых недеформированных зерен при нагреве наклепанного металла до определенной температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия – первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2 стадия – собирательная рекристаллизация заключается в росте образовавшихся новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Температура начала рекристаллизации связана с температурой плавления
,
для металлов
для твердых растворов
для металлов высокой чистоты
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. В результате образования крупных зерен при нагреве до температуры t1 начинает понижаться прочность и, особенно значительно, пластичность металла.
Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень предварительной деформации (рис. 8.6).
Рис. 8.6. Влияние предварительной степени деформации металла на величину зерна после рекристаллизации
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической.
Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической.
Контрольные вопросы.
1. Что называется деформацией?
2. Какие виды деформации вы знаете? Приведите примеры.
3. Как осуществляется пластическая деформация в кристалле? Назовите две разновидности пластической деформации.
4. Дайте понятия «монокристалл» и «поликристалл».
5. Что такое «нагартовка» — «наклёп»?
6. Как вы понимаете понятие «текстура»?
7. Каким образом получают нагартованную текстуру?
8. Какие отрицательные свойства появляются у металла после нагартовки?
9. Что такое «возврат»? Виды возврата нагартованного металла.
10. Что такое «рекристаллизация»? Какие вам известны стадии рекристаллизации?
11. Медь имеет решётку ГЦК, а цинк — ГПУ. Какой из этих металлов пластичней?
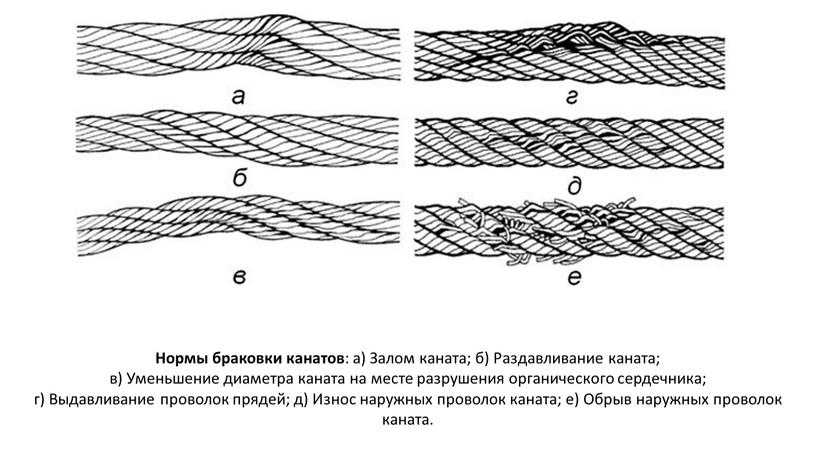
12. Стальная проволока для тросов производится методом холодной вытяжки. Чем объясняется высокая прочность тросов?
Стальная проволока для тросов производится методом холодной вытяжки. Чем объясняется высокая прочность тросов?
Задание.
Зарисуйте таблицу «Явления возврата и рекристаллизации наклёпанного металла» и заполните её.
| Параметры
| Наклёпанный металл
| Возврат | Рекристаллизация | ||
| График изменения мех. свойств: предела прочности…, твёрдости, пластичности…
| |||||
| График изменения размера зёрен | |||||
| Рисунок текстуры
|
Лекция 9
Дата добавления: 2018-11-26; просмотров: 425; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Производство нагартованной ленты на фурнитурном заводе UNION – часть 2 экскурсии по заводу
Производство нагартованной ленты на фурнитурном заводе UNION – часть 2 экскурсии по заводу
Завод ЮНИОН первый в России начал производить нагартованную стальную ленту как для собственной фурнитуры, так и для других заказчиков. Это уникальное производство, аналогов которому нет. Портал ОКНА МЕДИА посетил новый завод и увидел, как происходит «нагартовка» ленты в Мценске (Орловская область).
Это уникальное производство, аналогов которому нет. Портал ОКНА МЕДИА посетил новый завод и увидел, как происходит «нагартовка» ленты в Мценске (Орловская область).
Фото слева-направо: Чигодайкина Ольга ОКНА МЕДИА, Бешенцев Юрий ЮНИОН, Оборосова Ирина ОКНА МЕДИА © oknamedia
Нагартованная лента на фурнитурном заводе ЮНИОН
Производство нагартованной стали – это, как правило, отдельный металлургический бизнес, не связанный с производством фурнитуры. Производители фурнитуры во всем мире закупают такую сталь в специализированных компаниях, а затем делают из нее готовую продукцию.
Новый российский завод по производству оконной фурнитуры компании ЮНИОН не имеет аналогов во всем мире. Собственная «нагартовка» стала принципиальным моментом для открытия бизнеса. Владелец предприятия не хотел зависеть от рисков нехватки сырья и открыл на фурнитурном заводе отдельный цех и бизнес-направление по производству нагартованной стальной ленты.
Что это дает его бизнесу и другим компаниям?
Собственное производство нагартованной стальной ленты позволяет ЮНИОН всегда иметь в наличии достаточное количество стальных заготовок и контролировать качество конечного продукта.
Нагартованная стальная лента – разновидность стальных лент с упрочненными характеристиками. Нагартовка или деформационное упрочнение – технологический процесс по увеличению прочности и/или твердости металлов и сплавов. Предполагает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии. В результате металл становится прочнее, тверже, но теряет пластичность. |
Пойти на смелый и необычный для отрасли шаг руководству ЮНИОН помог большой опыт в металлообработке (компания с 2004 года выпускает стальное армирование для ПВХ-профиля). Мценск – город металлургов, где работают или ранее действовали Мценский литейный завод, МК Сталькрон, Латуни, Мценский завод по обработке цветных металлов и прочее.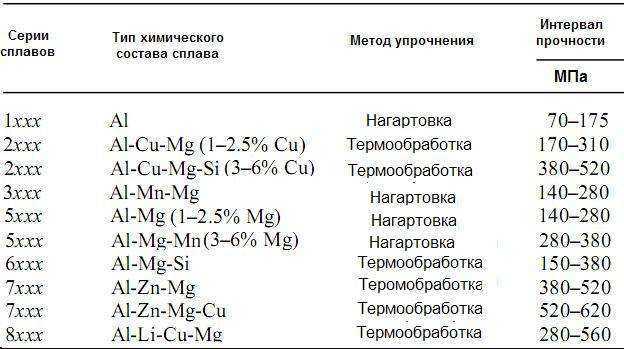 Это позволило найти необходимый высококвалифицированный персонал для нового завода.
Это позволило найти необходимый высококвалифицированный персонал для нового завода.
Фото: склад рулонов готовой нагартованной стальной ленты собственного производства на ЮНИОН, © oknamedia.ru
Производство нагартованной стали на новом заводе ЮНИОН поразило масштабом и автоматизацией процессов. Ниже расскажем о технологическом процессе производства «нагартовки».
Производство нагартованной стальной ленты для фурнитуры UPT
Нагартованная лента производится из стальной катанки – толстой проволоки (прута) диаметром около 10 мм.
Фото: рулон с катанкой на складе ЮНИОН, © oknamedia.ru Катанку ЮНИОН закупает на металлургических предприятиях в рулонах.
1. Проверка первичного материала – катанки
На начальном этапе работы с катанкой происходит отбор образцов (пруток длинной около 20 см) для его исследования в испытательной лаборатории ОТК завода ЮНИОН. Здесь определяются основные характеристики материала, необходимые для точной настройки оборудования.
Для этого:
- На спектрометре проверяют состав проволоки.
Фото: спектрометр для проверки характеристик катанки в ОТК ЮНИОН, © oknamedia.ru
- Механические свойства катанки определяются на разрывной машине в лаборатории.
Фото: разрывная машина для проверки катанки в ОТК ЮНИОН, © oknamedia.ru2. Изготовление ленты
Нагартованная стальная лента производится на автоматической линии. Катанка устанавливается на разматыватель, который подает размотанную проволоку.
Фото: размотка катанки на линии по производству стальной ленты в ЮНИОН, © oknamedia.ru Затем поверхность проволоки очищается от коррозии механическим способом под воздействием быстродвижущихся небольших камешков.
Центральная часть линии по внешнему виду напоминает пассажирские железнодорожные вагоны с окнами.
Фото: автоматическая линия нагартовки на ЮНИОН, © oknamedia. ru Здесь проволока пропускается через несколько рядов валков, чтобы поэтапно трансформироваться в ленту определенной высоты, ширины и толщины. Эти параметры настраиваются в автоматическом режиме. На выходе лента еще раз очищается от эмульсии, необходимой для проведения качественного процесса.
ru Здесь проволока пропускается через несколько рядов валков, чтобы поэтапно трансформироваться в ленту определенной высоты, ширины и толщины. Эти параметры настраиваются в автоматическом режиме. На выходе лента еще раз очищается от эмульсии, необходимой для проведения качественного процесса.
Фото: катанка и готовая нагартованная стальная лента для оконной фурнитуры, © oknamedia.ru
В конце линии установлен ряд валков, которые выравнивают ленту, чтобы лента была идеально ровной.
Линию обслуживает 1 оператор. В его распоряжении имеется пульт управления с мониторами, с помощью которых осуществляется полный контроль над всеми этапами технологического процесса.
Фото: пульт управления на автоматической линии по производству стальной ленты в ЮНИОН, © oknamedia.ru
Лента поступает на приемный барабан и наматывается в рулоны.
Фото: рулон готовой нагартованной стальной ленты собственного производства в ЮНИОН, © oknamedia.ru
Элементы фурнитуры, которые будут изготовлены из нагартованной стальной ленты, имеют разную жесткость.
Для элементов с большой жесткостью не требуется операция отжига ленты. Для элементов, которым требуется меньшая жесткость и большая гибкость, технологический процесс проводится с дополнительными операциями. Например, это касается угловой передачи.
Для таких элементов на линии из катанки производится лента размером на 5% больше по размеру от необходимого – для возможности последующего доведения размера до требуемого после процесса отжига в печи. Рулоны с такой лентой устанавливаются в колпаковую печь и нагреваются до 450-550 0С.
Фото: нагревательный колпак в печи отжига высотой 5 метров в ЮНИОН, © oknamedia.ru
После этого снимается колпак нагрева и одевается колпак охлаждения.
Фото: колпак охлаждения для колпаковой печи в ЮНИОН, © oknamedia.ru
В течение 12-18 часов в атмосфере азота лента постепенно охлаждается и получает требуемую жесткость.
После процесса отжига лента еще раз проходит через линию и доводится до финальных размеров.
Производительность автоматической линии по производству нагартованной стальной ленты в ЮНИОН обеспечивает производство до 10 млн комплектов фурнитуры в год.
Контроль качества нагартованной стальной ленты
Образцы готовой нагартованной стальной ленты проверяются в лаборатории завода ЮНИОН. Для наглядности и удобства оценки качества поверхности нагартованной стали на стендах представлены образцы:
- всех видов производимой на заводе нагартованной стали с допустимым качеством поверхности;
Фото: образцы с указанием допустимых по качеству образцов нагартованной стальной ленты в ОТК ЮНИОН, © oknamedia.ru
- образцы со всеми возможными видами брака поверхности.
Фото: типы возможного брака нагартованной стальной ленты в ОТК Юнион, © oknamedia.ru
Производство нагартованной стальной ленты для себя и других заказчиков
Собственное производство нагартованной стальной ленты в ЮНИОН позволяет иметь ряд преимуществ для партнеров, которые перерабатывают фурнитуру UPT:
- Низкие риски срывов поставки фурнитуры и стабильное планирование своей работы.
 Всегда есть уверенность, что необходимая фурнитура будет доставлена.
Всегда есть уверенность, что необходимая фурнитура будет доставлена. - Гарантия качества. Собственное производство нагартовки, контроль качества первичного материала (катанки) и готовой ленты позволяют обеспечивать высокий уровень качества.
- Конкурентные цены. Собственное производство ленты и нахождение производства ленты и самой фурнитуры на одной территории снижает логистические издержки, что позволяет устанавливать конкурентную цену на конечную фурнитуру.
- Для Юнион Полимер Технолоджи производство «нагартовки» – это еще и отдельное направление бизнеса. Предприятие принимает заказы на услуги по нагартовке от заказчиков и зарабатывает на этом.
Контакты для будущих партнеров: |
Вывод
ЮНИОН выбрал стратегию полномасштабного производственного цикла – от сырья до готовой продукции. Такое решение в новой реальности оказалось стратегически верным и экономически выгодным. Здесь можно не только производить для себя, но и зарабатывать.
Такое решение в новой реальности оказалось стратегически верным и экономически выгодным. Здесь можно не только производить для себя, но и зарабатывать.
Завод по производству новой российской фурнитуры можно считать успешным примером импортозамещения, которое позволяет быть готовым к внешним негативным факторам и не зависеть от разрыва экономических и логистических связей с иностранными компаниями.
Content Original Link:
https://www.oknamedia.ru/novosti/proizvodstvo-nagartovannoy-lenty-na-furniturnom-zavode-union-chast-2-ekskursii-po-zavodu-53133
Нагартованная сталь это — О металле
Наклеп и нагартовка металлов
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой.
Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1].
В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Наклеп и нагартовка
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка».
Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу.
Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести
Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры.
В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга.
В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации.
Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением.
Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)
Рисунок 3 – Ковка металла
Рисунок 4 – Прокатка металла
Рисунок 5 – Прессование металла
Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное.
Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь.
Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием.
Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию.
Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала.
При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное.
Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время.
По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна.
Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Что такое горячая деформация
В отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием.
Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления).
После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
Деформируемые алюминиевых сплавов
С металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы:
- деформационно-упрочняемые сплавы
- сплавы, упрочняемые термической обработки (старением).
Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением.
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
Рисунок 6 – Влияние деформационного упрочнения на механические свойства:
предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх.
В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной.
В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).
Рисунок 7 – Изотермические кривые отжига сплава 5754 [3]
Рисунок 8 – Изменение твердости и структуры при отжиге [3]
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35).
Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна.
Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
Рисунок 9 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3]
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (h3X), чем в «чисто» нагартованном металле (h2X). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3].
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью.
сплавов в этом состоянии к пластической деформации.
Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Влияние температуры нагартовки
Характеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации.
Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла.
Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2].
Источники:
1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002
2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486.
3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004.
- Окисление алюминия при переплаве алюминиевого лома
- Железо в алюминии
РусскийEnglish
Наклеп и нагартовка: особенности и отличия видов упрочнения металла
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации.
Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия.
Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
Явление наклепа, если оно относится к ферромагнитным материалам (например, к железу), приводит к тому, что у металла увеличивается значение такого параметра, как коэрцитивная сила, а его магнитная проницаемость снижается.
Если наклепанная область была сформирована в результате незначительной деформации, то остаточная индукция, которой характеризуется материал, снижается, а если степень деформации увеличить, то значение такого параметра резко возрастает.
Из положительных последствий наклепа следует отметить и то, что с его помощью можно значительно улучшить эксплуатационные характеристики более пластичных металлов, создающих значительное трение в процессе использования.
Наклепанный слой на поверхности металлического изделия может быть сформирован как специально, тогда такой процесс является полезным, так и неумышленно, в таком случае его считают вредным.
Чаще всего неумышленное поверхностное упрочнение металлического изделия происходит в процессе обработки резанием, когда на обрабатываемый металл оказывается значительное давление со стороны режущего инструмента.
Упрочнение (наклеп) при обработке резанием
Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки.
Если формирование наклепа может произойти в результате как осознанных, так и неосознанных действий, то нагартовка всегда выполняется специально и является, по сути, полноценной технологической операцией, цель которой состоит в поверхностном упрочнении металла.
Деформационное уплотнение кромки этого затвора произошло в результате эксплуатации, значит ˜– это наклеп
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале.
Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа.
Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода.
При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь.
Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с.
В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения.
В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие.
Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться.
Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
youtube.com/embed/w-ZvwJLZdLc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается.
Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение.
Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций.
Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др. ).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.
Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки.
Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации.
Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам.
Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.
Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка.
При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее.
В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается.
Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении.
В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние.
Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие.
Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
На видео ниже показан процесс упрочнения методом наклепа колес для железнодорожной техники в дробеметной установке.
Нагартованная сталь это — Справочник металлиста
Большинство обычных металлов нельзя упрочнить термической обработкой. Однако почти все металлы упрочняются – до той или иной степени – в результате ковки, прокатки или гибки. Это называют наклепом или нагартовкой металла.
Отжиг является видом термической обработки для умягчения металла, который стал нагартованным — наклепанным, чтобы можно было продолжать его холодную обработку.
Холодная обработка: медь, свинец и алюминий
Обычные металлы весьма сильно различаются по своей степени и скорости деформационного упрочнения — наклепа или нагартовки. Медь довольно быстро наклепывается в результате холодной ковки, а, значит, быстро снижает свою ковкость и пластичность. Поэтому медь требует частого отжига, чтобы ее можно было дальше обрабатывать без риска разрушения.
С другой стороны, свинец можно обрабатывать ударами молотка почти в любую форму без отжига и без риска его разрушения. Свинец обладает таким запасом пластичности, который позволяет ему получать большую пластическую деформацию с очень малой степенью деформационного наклепа. Однако, медь хотя и тверже свинца, обладает в целом большей ковкостью.
Алюминий может выдерживать весьма большое количество пластической деформации в результате формовки молотком или холодной прокатки, прежде чем ему понадобится отжиг для восстановления его пластических свойств. Чистый алюминий наклепывается намного медленнее, чем медь, а некоторые листовые алюминиевые сплавы являются слишком твердыми или хрупкими, чтобы позволять большой наклеп.
Холодная обработка железа и стали
Промышленное чистое железо можно подвергать холодной обработке до больших степеней деформации, прежде чем оно станет слишком твердым для дальнейшей обработки.
Примеси в железе или стали ухудшают способность металла к холодной обработке до такой степени, что большинство сталей нельзя подвергать холодной пластической обработке, кроме конечно, специальных низкоуглеродистых сталей для автомобильной промышленности.
Вместе с тем, почти все стали можно успешно пластически обрабатывать в раскаленном докрасна состоянии.
Зачем нужен отжиг металлов
Точная природа процесса отжига, которому подвергают металл, в значительной степени зависит от назначения отожженного металла. Существует значительное различие отжига по методам его выполнения между отжигом на заводах, где производят огромное количество листовой стали, и отжигом в небольшой автомастерской, когда всего лишь одна деталь требует такой обработки.
Если кратко, то холодная обработка – это пластическая деформация путем разрушения или искажения зеренной структуры металла.
При отжиге металл или сплав нагревают до температуры, при которой происходит рекристаллизация — образование вместо старых — деформированных и удлиненных — зерен новых зерен — не деформируемых и круглых. Затем металл охлаждают с заданною скоростью.
Другими словами, кристаллам или зернам внутри металла, которые были смещены или деформированы в ходе холодной пластической обработки, дают возможность перестроиться и восстановиться в свое естественное состояние, но уже при повышенной температуре отжига.
Отжиг железа и стали
Железо и низкоуглеродистые стали необходимо нагревать до температуры около 900 градусов Цельсия, а затем давать возможность медленно охлаждаться для обеспечения максимально возможной «мягкости». При этом принимают меры, чтобы предотвратить контакт металла с воздухом во избежание окисления его поверхности. Когда это делают в небольшой автомастерской, то для этого применяют теплый песок.
Высокоуглеродистые стали требуют аналогичной обработки за исключением того, что температура отжига для них ниже и составляет около 800 градусов Цельсия.
Отжиг меди
Медь отжигают при температуре около 550 градусов по Цельсию, когда меди разогрета до темно-красного цвета. После нагрева медь охлаждают в воде или позволяют медленно охлаждаться на воздухе.
Скорость охлаждения меди после нагрева при температуре отжига не влияет на степень получаемой «мягкости» этого металла.
Преимущество быстрого охлаждения заключается в том, что при этом металл очищается от окалины и грязи.
Отжиг алюминия
Алюминий отжигают при температуре при температуре 350 градусов Цельсия. На заводах это делают в подходящих печах или соляных ваннах. В мастерской алюминий отжигают газовой горелкой. Рассказывают, что при этом деревянной лучиной трут по поверхности нагретого металла.
Когда дерево начинает оставлять черные следы, то это значит, что алюминий получил свой отжиг. Иногда вместо дерева применяют кусок мыла: когда мыло начинает оставлять коричневые следы, нагрев нужно прекращать.
Затем алюминий охлаждают в воде или оставляют охлаждаться на воздухе.
Отжиг цинка
Цинк становиться снова ковким при температуре между 100 и 150 градусами Цельсия. Это значит, что его можно отжигать в кипятке. Цинк нужно обрабатывать, пока он горячий: когда он охлаждается, то сильно теряет свою ковкость.
Наклеп и нагартовка металлов
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка».
Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу.
Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Сущность наклепа металла
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры.
В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга.
В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой.
Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются.
Одним из наиболее известных путей намеренного создания наклепа является холодная формовка деталей и изделий.
Уменьшение плотности металла при наклепе
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения при наклепе
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» — в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Наклеп и нагартовка
Для того, чтобы увеличить прочность и твердость материалов, их подвергают тепловой обработке: нагревают и выдерживают в термопечи и охлаждают. Но этот метод не всегда подходит. В частности,его не используют для таких металлов, как медь и алюминий.
Тогда применяют нагартовку – технологическую обработку, которая включает изменение формы изделия посредством холодной пластической деформации. При этом твердость и прочность материала увеличивается, но падает пластичность – способность деформироваться без разрушения.
Для некоторых сплавов нагартовка является единственно возможным способом увеличения прочности. К таким сплавам, например, относятся стойкие к коррозии сплавы хрома и никеля.
Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения.
Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Термины наклеп и нагартовка часто считают практически синонимами, которые означают:
- процесс изменения структуры материала;
- повышение его твердости и прочности в результате этих изменений.
Но в части литературных источниках эти термины различают: под наклепом понимают процесс, который может быть как самопроизвольным, так и целенаправленным, а под нагартовкой – осознанный процесс, целью которого является упрочнение металла.
С этой точки зрения наклеп может быть процессом как полезным, так и вредным, а нагартовка – процесс, который может быть только полезным.
При повышении температуры способность к нагартовке заметно снижается. Например, нагартовка алюминия невозможна при температурах выше 200 °С. Эта температура (температура рекристаллизации) будет различной для разных веществ. Для легкоплавких металлов (к ним относятся цинк, свинец, олово) температура рекристаллизации может быть отрицательной.
- Описание процесса
- Виды наклепа
- Оборудование для наклепа
- Применение
Описание процесса
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру.Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом. Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
Но следует иметь в виду, что при наклепе пластические свойства материала становятся хуже. Например,пластичность низкоуглеродистой стали уменьшается в 5-6 раз. Также снижается устойчивость к сопротивлению пластической деформации при изменении ее знака (так называемый эффект Баушингера).
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
Виды наклепа
В основном, выделяют два вида наклепа:
- фазовый, когда изменения кристаллической решетки вызваны фазовыми изменениями;
- деформационный, когда изменения решетки вызваны внешними силами.
Формирование деформационного наклепа происходит при воздействии на обрабатываемую поверхность шариками или потока дробинок.
Оборудование для наклепа
Оборудование для процесса нагартовки алюминия и других металлов и сплавов достаточно разнообразно. В промышленности нагартовка полностью автоматизированный процесс, который выполняется на устройствах, контролируемых электроникой.
В частности, при формировании деформационного наклепа автоматически регулируется количество и скорость подачи дробинок.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов. Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются.
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
Электропровода из нагартованной проволоки не подвержены коррозии и обладают длительным сроком службы.
Также нагартованная проволока может служить как материал для нержавеющих сеток, из которых делают перегородки.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
назначение, преимущества, принципы, классификация, оборудование
Для изменения эксплуатационных свойств металлов используется метод термической обработки. Он позволяет повлиять на структуру исходного сырья с последующей корректировкой начальных характеристик. Под воздействием высокой температуры улучшается степень обрабатываемости заготовок и снимается остаточное напряжение с деталей.
Обработка металла.
Содержание
Историческая справка
Первые упоминания о термической обработке металлов появились в далеком прошлом. В Средневековье кузнецы отправляли заготовки для оружия в специальные печи, а затем остужали их водой.
В XIX в. появились первые технологии обработки чугуна. Для этого исходное сырье погружалось в резервуар со льдом, поверх которого высыпался сахар.
После этого начинался цикл равномерного разогрева, который занимал до 20 часов. Дальше разогретый металл подвергался ковке с получением требуемой формы.
В середине XIX в. металлург из Российской империи Д.К. Чернов опубликовал статью, в которой указал, что при нагревании металлических сплавов происходит изменение их технических характеристик. Ему присвоили звание автора новой науки — материаловедения.
Назначение термической обработки
Изделия для оборудования и коммуникационные узлы, выполненные из металла, часто оказываются под воздействием больших нагрузок. Кроме этого, они могут эксплуатироваться в условиях критических температур, которые негативно сказываются на рабочих свойствах.
С целью защиты деталей от быстрого износа, повышения их надежности и долговечности применяется цикл термической обработки.
В процессе нагрева и после него химический состав материала не меняется, при этом эксплуатационные свойства становятся другими. Такая процедура увеличивает устойчивость заготовки к коррозии, износу и разрушению от механических нагрузок.
Принципы термообработки
Термообработка подразумевает фазовые изменения внутренней структуры материала при подогреве или охлаждении.
Вся процедура включает в себя такие этапы:
- Нагрев, который влияет на структуру кристаллической решетки заготовки.
- Охлаждение, позволяющее зафиксировать изменения, которые были достигнуты во время предыдущего этапа.
- Отпуск, устраняющий напряжение и выравнивающий готовую структуру.
Ключевой особенностью термической обработки стальных изделий является то, что под воздействием температуры в 727 °C они приобретают форму аустенита — твердого расплава. В таком состоянии атомы углерода начинают проникать внутрь структурных ячеек железа, формируя равномерное соединение.
При постепенном охлаждении материал возвращается к прежнему состоянию, а при интенсивном — остается в виде аустенита или прочей структуры.
В зависимости от технологии охлаждения и последующего отпуска определяются конечные свойства закаленного металла. В данном случае применяется принцип: чем быстрее охлаждается исходное сырье, тем выше твердость и хрупкость готового продукта.
Термообработка является незаменимым технологическим процессом при работе со сплавами железа и углерода. Для примера, чтобы сформировать ковкую чугунную основу, нужно выполнить термическую обработку белого чугуна.
График термической обработки.
Ключевые преимущества
При производстве деталей для продолжительной эксплуатации термообработка является обязательным этапом.
Популярность технологии обусловлена ее следующими преимуществами:
- Улучшение устойчивости к износу металлической заготовки.
- Увеличение срока эксплуатации готовых изделий и снижение количества брака.
- Повышение коррозийной стойкости.
Обработанные конструкции справляются с большими нагрузками, а срок их службы увеличивается в несколько раз.
Чередование циклов подогрева и охлаждения положительно сказывается на твердости, износостойкости и ударной вязкости. Также подобная процедура позволяет вносить структурные изменения в поверхностном слое или оказывать воздействие на часть заготовки.
Совмещение термообработки и горячей обработки под давлением повышает твердость материала намного лучше, чем нагартовка или закалка.
Оборудование для проведения работ дешевле, чем установки механообрабатывающих и литейных предприятий.
Параметры твердости и ее показатели
Твердость является важной характеристикой для оценки технических характеристик материала и деталей на его основе. С учетом этого параметра вычисляется прочность, обрабатываемость и износостойкость конечной продукции.
В металлургии используются несколько вариантов проверки твердости:
- По Роквеллу. Наиболее быстрый автоматизированный способ испытаний. Для определения твердости применяется специальное приспособление со сферической или конической конфигурацией, которое изготовляется из сверхпрочных материалов, например алмаза или твердого сплава. Под воздействием давления от инструмента проверяется глубина проникновения.
- По Бриннелю. Технология распространена при диагностике конструкций с низкой и средней твердостью. Она подразумевает выбор закаленного стального шарика. Финальные показатели определяются прикладываемым усилием, диаметром шарика и конечного отпечатка.
- По Виккерсу. Метод одинаково эффективен при любой твердости металла. Его применяют при обработке заготовок, прошедших термическую и химическую обработки. В качестве приспособления для оценки показателей используют алмазную пирамиду с углом 136°.
Расчет твердости по Роквеллу.
Классификация и виды термической обработки
В металлургической отрасли распространено несколько методов обработки стали.
Среди них:
- Технический.
- Термомеханический.
- Химико-термический.
Каждый вариант представлен несколькими разновидностями.
Отжиг
Принцип сводится к нагреву материала до заданной температуры, удерживанию в таком режиме в течение нужного времени и последующему охлаждению до комнатных показателей.
В большинстве случаев отжиг применяется для:
- Улучшения механических свойств металла.
- Получения однородной консистенции материала.
- Повышения пластичности и степени сопротивляемости.
- Уменьшения внутреннего сопротивления заготовки.
В зависимости от специфики проведения работ отжиг бывает изотермическим, полным или неполным, диффузионным и т.д.
Цикл полного отжига позволяет улучшить технические характеристики исходного сырья для последующей обработки. В таком варианте изделие разогревается до критической температуры, а затем постепенно охлаждается.
Неполный отжиг подразумевает получение более пластичного и мягкого материала. Его осуществляют при температуре до 770°C.
Цикл охлаждения разделен на 2 этапа:
- В специальной печи.
- На открытом пространстве.
Изотермический отжиг популярен при подготовке сталей с высоким содержанием хрома. Технология позволяет уменьшить затраты времени на производство, т.к. она проводится с использованием ускоренного охлаждения.
Процесс отжига металла.
Отпуск
В зависимости от интенсивности нагрева разделяется на 2 типа:
- Низкий.
- Высокий.
В первом случае изделие подвергается нагреву до 120-200°C. С помощью технологии можно производить детали и инструменты с ювелирной точностью. После разогрева сырье удерживается в таком состоянии в течение заданного промежутка времени, а затем охлаждается естественным путем.
Под воздействием такой обработки сталь не только удерживает первичную твердость, но и становится более прочной. Это обусловлено разрушением отдельных остаточных компонентов.
В некоторых случаях измерительное оборудование и различные механизмы производят при температуре до 160°C.
При высоком отпуске заготовку нагревают до температуры 350-600°C. Цикл охлаждения выполняется на открытом воздухе. Технология популярна при подготовке углеродистой стали.
Отпуск металла.
Нормализация
С помощью нормализации можно сформировать мелкозернистую структуру. При обработке сталей с низким содержанием углерода получается феррито-перлитная структура, легированных — сорбитоподобная. Степень твердости конечного изделия достигает 300 НВ.
Процессу нормализации можно подвергать горячекатанные стали. Это приводит к увеличению сопротивления излому, прочностных свойств и вязкости.
Нормализация стали.
Закалка
Используется нагрев исходного сырья до критических значений. Охлаждение выполняется принудительным путем, а не постепенно. Для этой процедуры подходит сжатый воздух, водяной туман или жидкая закалочная среда. Помимо повышения прочностных свойств, металл становится менее эластичным и вязким.
Закалка может проводиться с использованием нескольких способов:
- Одной среды. Технология отличается простотой, но имеет ряд ограничений по типу исходного сырья. Она подразумевает быстрое охлаждение для получения неравномерности температур. Метод не подходит для обработки высокоуглеродистых металлов, т.к. они подвергаются разрушению при агрессивном тепловом воздействии.
- Многоступенчатой закалки. Изначально материал подвергается термообработке, а после нагрева — перемещению в соляную ванну. Когда температурный режим нормализуется, заготовку охлаждают с помощью воздуха, тумана или масла.
- Светлой закалки. Этот вариант подразумевает выдерживание металла в соляной ванне с включением хлористого натрия. Затем деталь остужается в резервуаре с едким калием и натрием.
Закалка металла.
Криогенное воздействие
Метод сводится к охлаждению стали до критически низких температур, после чего кристаллическая решетка подвергается тем же изменениям, что и при закалке на мартенсит.
Заготовку помещают в емкость с жидким азотом, имеющим температуру -195°C и удерживают там нужный промежуток времени (точный интервал определяется маркой стали и массой конструкции).
Затем деталь помещается в условия комнатной температуры, где разогревается естественным путем. Подобный цикл способствует повышению прочности и твердости. Кроме этого, изделие менее подвергается износу и становится долговечным.
Заморозка металла.
Химико-термическая
Метод совмещает несколько технологий и придает материалу твердость, прочность, вязкость и эластичность.
Вся процедура состоит из 3 этапов:
- Диссоциация.
- Адсорбция.
- Диффузия.
Величину диффузионного слоя определяют с учетом температуры и временного промежутка выдержки материала.
Среды, в которые погружается заготовка, бывают жидкими, твердыми и газовыми. Наиболее часто используется последний вариант, что обусловлено повышенной интенсивностью его нагрева.
Химико-термическая обработка металлов.
Термомеханическое воздействие
Под механическим давлением посредством нагартовки материал уплотняется и становится прочным. Эта особенность востребована при подготовке изделий комбинированным путем — с использованием горячей прокатки, волочения или штамповки.
Если нагартованный металл мгновенно погрузить в охлаждающую среду, его структура не успеет поменять свои свойства, а твердость будет повышена путем закалки.
Существуют 2 технологии термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
В 2 случаях нужно проводить повторную термообработку с отпуском в температуре 200-300°C.
Особенности термообработки цветных сплавов
Работая с цветными металлами, важно учитывать специфику строения их кристаллических решеток, степень теплопроводности и химическую активность в отношении водорода и кислорода.
Так, у металлургов не возникает сложностей при обработке сплавов алюминия или меди. А теплопроводность титана в 15 раз ниже, чем у алюминиевых заготовок.
При подготовке конструкций из деформируемых сплавов алюминия нужно придерживаться заданной температуры в пределах 450-500°C.
Оборудование, используемое для термообработки
В металлургической отрасли применяют разные типы специализированного оборудования.
Среди самых популярных:
- Шахтные печи.
- Камерные печи.
- Печи с выдвижным подом.
Антикоррозионная обработка изделий
После завершения цикла термической обработки необходимо защитить изделие от коррозийных процессов. Для этого нужно погрузить очищенные, промытые и просушенные заготовки на 5 минут в раствор нитрита 20-30% концентрации, а затем завернуть в пропитанную этим средством бумагу. В таком состоянии детали можно оставить на длительное время.
Что такое усиление безопасности в ИТ-среде?
Повышение безопасности — это процесс, с помощью которого организация снижает свою уязвимость к атакам, делая злоумышленнику «труднее» получить доступ или взломать среду. Чем больше поверхность атаки, тем выше вероятность кибератаки, поэтому важной частью работы ИТ-команды является поиск способов усиления защиты среды. Ведь понятно, что чем меньше дверей – тем меньше вероятность того, что кто-то войдет, а что-то выйдет.
Зачем использовать методы усиления безопасности?
По данным Forbes, укрепление поверхности атаки — лучшая линия защиты от кибератак. Разве это не достаточная причина? В наши дни кибератаки — это ежедневные заголовки новостей, а небезопасная ИТ-среда — открытое приглашение. Если есть простые шаги или изменения в процессах, которые вы можете предпринять, чтобы укрепить свою экосистему, сейчас самое время это сделать.
С чего вы начинаете думать об усилении безопасности?
Сначала подумайте, как можно уменьшить количество векторов атаки. Тут точно будет балансировка. В конце концов, единственный способ получить 100% безопасную среду — удалить все. Никаких систем или процессов, никаких данных о клиентах или сотрудниках и вообще никакого бизнеса. AwesomeITDudes.com — самый безопасный бизнес в мире, потому что я только что их придумал. Все среды будут иметь риск, но то, что вы хотите удалить, — это ненужный риск. У вас есть машины, которые все еще подключены к сети, но не используются? У вас есть подписки на облачные инструменты, которые бездействуют? Убедились ли вы, что все учетные данные и учетные записи бывших сотрудников нельзя использовать? Это лишь некоторые из вопросов, которые вы можете задать себе, чтобы убедиться, что нет открытых элементов, которые нужно закрыть.
Полезный совет: Инструменты Network Discovery могут помочь в обеспечении видимости неиспользуемых активов, таких как драйверы, службы или программное обеспечение, а также предупреждать вас о бездействующих системах и процессах.
Какие есть общие идеи по усилению безопасности?
Усиление безопасности может принимать различные формы, но как только вы почувствуете уверенность в том, что ничто не подвергает вас риску, который можно было бы устранить, пришло время взглянуть на ваши существующие процессы. Да, вам нужно принимать платежи и данные клиентов, но кому нужен доступ к этим данным? Если у вас есть облачные ресурсы, в которых хранятся ваши наиболее конфиденциальные данные, к ним следует применить самый строгий уровень привилегий или, если они расположены локально, отделить их от остальной части вашей среды. Подумайте об использовании принципа наименьших привилегий.
Каждый пользователь должен иметь только тот доступ, который ему необходим для выполнения его роли, и не более того. Если это означает больше запросов на доступ — это разумный компромисс для обеспечения безопасности конфиденциальных данных. Это отличный способ защитить вашу среду от потенциальной угрозы. Другие идеи, которые могут иметь реальное значение, не требуя огромных инвестиций или изменений:
Обучение персонала: Убедитесь, что все сотрудники и клиенты регулярно проходят обучение по последним угрозам и вызовам. Ведь 9По данным IBM, 5% нарушений безопасности происходят из-за человеческого фактора. Закалка вашей среды также означает закалку людей, которые используют эту среду.
Автоматизация установки исправлений и обновлений: Исправления и обновления безопасности должны быть частью вашего бизнеса, как обычно, но вы полагаетесь на ручную работу, чтобы обеспечить актуальность ваших компьютеров? Программные и аппаратные исправления могут обновляться автоматически, что гарантирует, что у вас никогда не будет пробелов, когда злоумышленники могут воспользоваться вашей задержкой.
Управление паролями: В конечном счете, слабые учетные данные — это слабая среда. В современном подключенном мире достаточно взломать только одну учетную запись пользователя, чтобы открыть всю среду для риска из-за горизонтального перемещения по сети. Вот почему так важно сбросить пароли по умолчанию, использовать хеширование для гигиены паролей и внедрить решение для ротации паролей и управления секретами.
Процессы передачи данных: Многие организации не задумываются о том, как они хранят и отправляют данные, несмотря на то, что это важная часть их работы. Посмотрите на инструменты SaaS, которые вы используете для совместной работы, отправки файлов или обсуждения конфиденциальной информации. Шифруют ли они и другие приложения, на которые вы полагаетесь, свои данные как при передаче, так и при хранении?
Ведите по-настоящему хорошие записи: Документация — важная часть укрепления безопасности, о которой часто забывают. Если что-то необычное, даже если это не сразу опасно — запишите! Это поможет вашим коллегам устранять неполадки в случае обострения ситуации и предоставит более точные сведения для реагирования на инциденты в случае угрозы.
Встроенные процессы повышения безопасности Windows 10
Не забывайте, что если вам нужны быстрые исправления, ваша система или операционные системы вашего клиента, вероятно, поставляются с некоторыми инструментами и приложениями в стандартной комплектации. Например, в Windows 10 вы должны убедиться, что используете Device Guard, Credential Guard, Application Guard и Exploit Guard, которые работают как меры защиты устройства и включаются при настройке машины.
Убедитесь, что вы включили защиту от программ-вымогателей, которая на самом деле не включена по умолчанию. Если вы хотите, вы также можете использовать Microsoft Edge в Windows в среде песочницы, что также может повысить безопасность вашей среды для определенных ситуаций, когда вы хотите иметь возможность просматривать без риска, например, если вы на 99,9% уверены о ссылке, но не хочу, чтобы эти 0,1% вернулись, чтобы укусить вас.
Повышение безопасности — это огромная тема, о которой можно говорить целый день! Если вас интересуют дополнительные советы и рекомендации по безопасности, вы посетили наш веб-семинар MSP Minds по кибербезопасности, на котором мы говорили с экспертами из технологических компаний, включая Microsoft, о том, как укрепить вашу защиту и укрепить экосистему MSP или ИТ-специалистов.
См. Atera в действии
Программное обеспечение RMM, PSA и удаленный доступ, которые изменят способ ведения вашего бизнеса MSP
Попробуйте Атеру бесплатно
Что такое «закалка»?
Эта страница пока недоступна на вашем языке.
Разработка и внедрение мер безопасности и лучших практик называется «усилением безопасности». Повышение безопасности — это непрерывный процесс выявления и понимания рисков безопасности и принятия соответствующих мер для противодействия им. Этот процесс динамичен, поскольку угрозы и системы, на которые они нацелены, постоянно развиваются.
Большая часть информации в этом руководстве посвящена параметрам и методам ИТ, но важно помнить, что физическая безопасность также является важной частью усиления защиты. Например, используйте физические барьеры для серверов и клиентских компьютеров и убедитесь, что такие вещи, как корпуса камер, замки, сигналы тревоги и средства контроля доступа, безопасны.
Ниже приведены действия по усилению защиты VMS:
- Понимание компонентов для защиты
- Усилить компоненты системы наблюдения:
- Защита серверов (физических и виртуальных) и клиентских компьютеров и устройств
- Защита сети
- Защита камер
- Документирование и поддержание параметров безопасности в каждой системе
- Обучайте и инвестируйте в людей и навыки, включая вашу цепочку поставок
Целевая аудитория
Каждый сотрудник организации должен понимать хотя бы основы безопасности сети и программного обеспечения. Попытки скомпрометировать критически важную ИТ-инфраструктуру становятся все более частыми, поэтому все должны серьезно относиться к защите и безопасности.
В этом руководстве содержится основная и дополнительная информация для конечных пользователей, системных интеграторов, консультантов и производителей компонентов.
- Основные описания дают общее представление о безопасности
- Расширенные описания содержат рекомендации для ИТ-специалистов по усилению защиты продуктов XProtect VMS. Помимо программного обеспечения, в нем также описываются соображения безопасности для аппаратных средств и компонентов устройств системы.
Ресурсы и ссылки
Следующие организации предоставляют ресурсы и информацию о передовых методах обеспечения безопасности:
- Международная организация по стандартизации (ISO),
- США (США) Национальный институт стандартов и технологий (NIST)
- Руководство по технической реализации безопасности (STIG) от Управления информационных систем Министерства обороны США (DISA)
- Центр интернет-безопасности
- Институт SANS
- Альянс облачной безопасности (CSA)
- Инженерная группа Интернета (IETF)
- Британские стандарты
Кроме того, производители камер предоставляют рекомендации для своих аппаратных устройств.
См. Приложение 1 — Ресурсы для списка ссылок и Приложение 2 — Сокращения для списка сокращений.
В этом руководстве используются национальные, международные и отраслевые стандарты и спецификации. В частности, он ссылается на Специальную публикацию 800-53 Национального института стандартов и технологий Министерства торговли США, редакция 4, Меры безопасности и конфиденциальности для федеральных информационных систем и организаций (http://nvlpubs.nist.gov/nistpubs/specialpublications/ нист.сп.800-53р4.pdf).
Документ NIST написан для федерального правительства США; тем не менее, это общепринято в индустрии безопасности как текущий набор лучших практик.
Это руководство ссылается на дополнительную информацию об элементах управления безопасностью. Руководство может содержать перекрестные ссылки на отраслевые требования и другие международные стандарты и рамки безопасности и управления рисками. Например, текущая структура NIST Cybersecurity Framework использует SP 800-53 Rev4 в качестве основы для средств управления и рекомендаций. Другим примером является Приложение H в SP 800-53 Rev 4, которое содержит ссылку на требования ISO/IEC 15408, такие как Common Criteria.
Аппаратные средства и компоненты устройств
Помимо программного обеспечения, компоненты установки XProtect VMS обычно включают аппаратные устройства, такие как:
- Камеры
- Энкодеры
- Сетевые продукты
- Системы хранения
- Серверы и клиентские компьютеры (физические или виртуальные машины)
- Мобильные устройства, такие как смартфоны
Важно включить аппаратные устройства в ваши усилия по усилению безопасности установки XProtect VMS. Например, камеры часто имеют пароли по умолчанию. Некоторые производители публикуют эти пароли в Интернете, чтобы клиентам было легко их найти. К сожалению, это означает, что пароли также доступны злоумышленникам.
В этом документе приведены рекомендации по аппаратным устройствам.
Была ли эта статья полезной?
Спасибо за отзыв!
Защита системы: простой для понимания обзор
Знаете ли вы, что в 2021 году правительство США выделило примерно 18,78 млрд долларов на расходы на кибербезопасность?
Причина этого ясно изложена в Отчете о киберстратегии Министерства обороны США:
Таким образом, многие компании, поддерживающие и продающие серверы и рабочие станции Министерству обороны США, обращаются к передовым инструментам укрепления системы и передовым практикам для повышения безопасности своих серверы и другие компьютерные системы, часто в качестве предварительного условия для ведения бизнеса с Министерством обороны.
В этом сообщении блога мы обсудим усиление защиты системы, его важность, типы защиты системы, способы обеспечения защиты системы и многое другое. К концу вы должны знать, какие шаги нужно предпринять, чтобы начать или расширить процессы и процедуры укрепления вашей системы.
Графика. Усиление защиты системы включает уменьшение поверхности атаки сервера или рабочей станции.
Что означает укрепление системы?
Повышение безопасности системы — это процесс защиты сервера или компьютерной системы путем минимизации поверхности атаки или поверхности уязвимости, а также потенциальных векторов атаки. Это форма защиты от кибератак, которая включает в себя закрытие системных лазеек, которые злоумышленники часто используют для взлома системы и получения доступа к конфиденциальным данным пользователей.
Одно из официальных определений защиты системы, согласно Национальному институту стандартов и технологий (NIST), состоит в том, что это «процесс, предназначенный для устранения средств атаки путем исправления уязвимостей и отключения второстепенных служб».
Часть процесса устранения защиты системы включает удаление или отключение ненужных системных приложений, разрешений, портов, учетных записей пользователей и других функций, чтобы у злоумышленников было меньше возможностей получить доступ к конфиденциальной информации критически важной компьютерной системы или инфраструктуры.
Но по своей сути усиление защиты системы — это метод защиты системы от атак, совершаемых киберпреступниками. Он включает в себя защиту в основном программного обеспечения компьютерной системы, а также ее микропрограммы и других элементов системы, чтобы уменьшить уязвимости и потенциальную компрометацию всей системы.
Теперь вы знаете, почему существует защита системы, но вам может быть интересно узнать о ее практическом назначении и о том, почему предприятия и организации внедряют методы защиты системы.
Основная цель внедрения методов и методов повышения безопасности системы — просто свести к минимуму количество потенциальных входов, которые злоумышленник может использовать для доступа к вашей системе с самого начала. Это часто называют следованием философии безопасности по дизайну.
Графика: существует несколько различных типов защиты системы, но все они взаимосвязаны.
Какие существуют типы защиты системы?
Защита системы включает в себя защиту не только компьютерных программных приложений, включая операционную систему, но и микропрограммы, базы данных, сети и другие важные элементы данной компьютерной системы, которыми может воспользоваться злоумышленник.
Существует пять основных типов защиты системы:
- Защита сервера
- Повышение безопасности программных приложений
- Повышение безопасности операционной системы
- Укрепление базы данных
- Защита сети
Важно отметить, что типы защиты системы достаточно широки, чтобы быть универсальными и хорошо применяться в различных конфигурациях серверов и компьютерных систем; однако методы и инструменты, используемые для практического достижения защищенного или безопасного по дизайну состояния, сильно различаются.
А пока давайте рассмотрим назначение каждого типа усиления защиты системы.
Защита сервера
Защита сервера — это общий процесс защиты системы, который включает защиту данных, портов, компонентов, функций и разрешений сервера с использованием расширенных мер безопасности на аппаратном, микропрограммном и программном уровнях.
Эти общие меры безопасности сервера включают, но не ограничиваются:
- Постоянное исправление и обновление операционной системы сервера
- Регулярное обновление стороннего программного обеспечения, необходимого для работы сервера, и удаление стороннего программного обеспечения, которое не соответствует установленным стандартам кибербезопасности
- Использование надежных и более сложных паролей и разработка политик надежных паролей для пользователей
- Блокировка учетных записей пользователей, если зарегистрировано определенное количество неудачных попыток входа в систему, и удаление ненужных учетных записей
- Отключение портов USB при загрузке
- Внедрение многофакторной аутентификации
- Использование дисков с самошифрованием или шифрования AES для сокрытия и защиты конфиденциальной информации
- Использование технологии отказоустойчивости встроенного ПО, шифрования памяти, защиты от вирусов и брандмауэров, а также расширенных пакетов кибербезопасности, специфичных для вашей операционной системы, таких как Titanium Linux
Повышение безопасности программных приложений
Повышение безопасности программных приложений или просто усиление приложений включает в себя обновление или внедрение дополнительных мер безопасности для защиты как стандартных, так и сторонних приложений, установленных на вашем сервере.
В отличие от усиления защиты серверов, которое направлено на защиту всей серверной системы в более широком смысле, усиление защиты приложений фокусируется на приложениях сервера, в частности, включая, например, программу для работы с электронными таблицами, веб-браузер или специализированное программное приложение, используемое для разнообразие причин.
На базовом уровне усиление защиты приложений включает в себя обновление существующего или внедрение нового кода приложения для дополнительной защиты сервера и реализацию дополнительных программных мер безопасности.
Примеры усиления защиты приложений включают, помимо прочего:
- Автоматическое исправление стандартных и сторонних приложений
- Использование брандмауэров
- Использование приложений для защиты от вирусов, вредоносных и шпионских программ
- Использование программного шифрования данных
- Использование ЦП с поддержкой Intel Software Guard Extensions (SGX)
- Использование приложения, такого как LastPass, для управления и шифрования паролей для улучшения хранения, организации и сохранности паролей
- Установка системы предотвращения вторжений (IPS) или системы обнаружения вторжений (IDS)
Повышение безопасности операционной системы
Повышение безопасности операционной системы включает установку исправлений и внедрение расширенных мер безопасности для защиты серверной операционной системы (ОС). Один из лучших способов обеспечить защищенное состояние операционной системы — автоматически устанавливать обновления, исправления и пакеты обновлений.
Защита ОС похожа на защиту приложений в том смысле, что ОС технически является формой программного обеспечения. Но в отличие от усиления защиты приложений, направленного на защиту стандартных и сторонних приложений, усиление защиты ОС обеспечивает защиту базового программного обеспечения, которое дает разрешения этим приложениям выполнять определенные действия на вашем сервере.
Часто разработчики операционных систем, такие как Microsoft и Linux, хорошо и последовательно выпускают обновления ОС и напоминают пользователям об установке этих обновлений. Эти частые обновления — а мы все их игнорировали — действительно могут помочь сохранить вашу систему в безопасности и устойчивой к кибератакам.
Другие примеры усиления защиты операционной системы включают:
- Удаление ненужных драйверов
- Шифрование жесткого диска или твердотельного накопителя, на котором хранится и размещается ваша ОС
- Включение и настройка безопасной загрузки
- Ограничение и проверка прав доступа к системе
- Ограничение или отмена создания и входа в систему учетных записей пользователей
Защита базы данных
Защита базы данных включает защиту как содержимого цифровой базы данных, так и системы управления базой данных (СУБД), которая представляет собой приложение базы данных, с которым пользователи взаимодействуют для хранения и анализа информации в базе данных.
Защита баз данных в основном включает три процесса:
- Контроль и ограничение привилегий и доступа пользователей
- Отключение ненужных служб и функций базы данных
- Защита или шифрование информации и ресурсов базы данных
Типы методов защиты базы данных включают:
- Ограничение администраторов и административных привилегий и функций
- Шифрование данных базы данных при передаче и хранении
- Соблюдение политики управления доступом на основе ролей (RBAC)
- Регулярное обновление и исправление программного обеспечения базы данных или СУБД
- Отключение ненужных служб и функций базы данных
- Блокировка учетных записей базы данных при обнаружении подозрительной активности входа
- Применение надежных и более сложных паролей базы данных
Защита сети
Защита сети включает обеспечение безопасности базовой коммуникационной инфраструктуры нескольких серверов и компьютерных систем, работающих в данной сети.
Двумя основными способами обеспечения защиты сети являются создание системы предотвращения вторжений или системы обнаружения вторжений, которые обычно основаны на программном обеспечении. Эти приложения автоматически отслеживают и сообщают о подозрительной активности в заданной сети и помогают администраторам предотвращать несанкционированный доступ к сети.
Методы защиты сети включают правильную настройку и защиту сетевых брандмауэров, аудит сетевых правил и прав доступа к сети, отключение определенных сетевых протоколов и неиспользуемых или ненужных сетевых портов, шифрование сетевого трафика и отключение сетевых служб и устройств, которые в настоящее время не используются или никогда не используются .
Использование этих методов в сочетании с системой предотвращения вторжений или системой обнаружения вторжений уменьшает общую поверхность атаки сети и, таким образом, повышает ее устойчивость к сетевым атакам.
Фото: NIST поддерживает один из нескольких стандартов повышения безопасности системы.
Какие существуют стандарты защиты системы?
Существует несколько отраслевых стандартов и руководств по усилению защиты системы. Национальный институт стандартов и технологий (NIST), Центр компьютерной информационной безопасности (CIS) для интернет-безопасности и Microsoft, например, поддерживают стандарты передовых методов защиты системы.
Например, передовой опыт по усилению защиты системы, изложенный NIST в Специальной публикации (SP) 800-123, документе, полностью посвященном усилению защиты системы, включает:
- Разработка плана обеспечения безопасности системы
- Исправление и обновление ОС
- Удаление или отключение ненужных служб, приложений и сетевых протоколов
- Настройка аутентификации пользователя ОС
- Правильная настройка элементов управления ресурсами
- Выбор и внедрение технологий аутентификации и шифрования
Другим примером стандарта по усилению защиты системы является CIS Benchmarks, обширный набор из более чем 100 руководств по настройке защиты системы, касающихся настольных компьютеров и веб-браузеров, мобильных устройств, сетевых устройств, серверных операционных систем, платформ виртуализации, облачных вычислений и часто используемые программные приложения.
Стандарты укрепления системы Центра СНГ приняты правительством, бизнесом, промышленностью и академическими кругами. Соответствующие эталонные тесты CIS доступны для бесплатного скачивания на веб-странице организации Free Benchmarks в формате PDF.
Графика: Существует несколько различных способов повысить безопасность вашего сервера или рабочей станции. Они включают в себя рассмотрение различных аспектов системы.
Как повысить безопасность системы?
Закалка системы — это динамичный и изменчивый процесс. Один из лучших способов начать или расширить процесс усиления защиты системы — это следовать контрольному списку усиления защиты системы или стандарту укрепления системы, например опубликованным NIST или CIS Center.
Как правило, степень защиты вашей системы зависит от конфигурации вашего сервера, операционной системы, программных приложений, оборудования и других переменных.
В стандартах и рекомендациях по усилению защиты системы, опубликованных NIST и CIS Center for Internet Security, например, обсуждаются методы повышения защиты системы, специфичные для Microsoft Windows, Unix и Linux.
Итак, если вам интересно, как начать процесс повышения безопасности системы, прочтите Специальную публикацию NIST 800-123 и бесплатные PDF-файлы эталонных тестов CIS Center for Internet Security. Затем вы можете, при необходимости, проконсультироваться с опытным специалистом по кибербезопасности о том, как продвигаться вперед по внедрению рекомендуемых этими стандартами процессов и лучших практик в вашем бизнесе или организации.
Однако существуют некоторые общепринятые методы повышения безопасности системы, о которых вам следует знать. Мы поместили несколько лучших практик в контрольный список ниже.
Хороший контрольный список повышения безопасности системы обычно содержит следующие действия:
- Пользователи должны создавать надежные пароли и регулярно их менять
- Удалите или отключите все лишние драйверы, службы и программное обеспечение
- Автоматическая установка обновлений системы
- Ограничить доступ неавторизованных или неавторизованных пользователей к системе
- Документируйте все ошибки, предупреждения и подозрительные действия
Фото: сервер BAM 3U компании Trenton Systems, защищенный защищенный сервер, устойчивый к киберугрозам.
Вывод: Trenton Systems обеспечивает защиту своих серверов с самого начала.
Trenton Systems сотрудничает с ведущими компаниями в области кибербезопасности и может вносить изменения в свое серверное оборудование, микропрограммы и программное обеспечение, чтобы еще больше защитить или укрепить свои серверы и рабочие станции.
Сервер 3U BAM — это наш последний блестящий пример надежных вычислений и защиты системы. BAM защищен с помощью Intel PFR, Intel SGX и Intel TME, и мы даже можем внести изменения в его порты, дополнительно защитить его BIOS, среди прочих улучшений, чтобы гарантировать, что ваш сервер BAM максимально устойчив к киберугрозам.
Кроме того, Star Lab, компания Wind River и технологический партнер Trenton Systems, предлагает пакет Titanium Security Suite для операционных систем Linux. Благодаря нашему партнерству со Star Lab мы можем включить этот пакет для клиентов по запросу. Мы также можем использовать диспетчер безопасности дисков FUTURA Cyber с самошифрованием, чтобы упростить управление FIPS 140-2 SED.
Для получения дополнительной информации о приобретении защищенного защищенного сервера или рабочей станции свяжитесь с нами. Наши штатные эксперты по кибербезопасности и партнеры по технологиям кибербезопасности готовы помочь вам на каждом этапе пути.
Что такое усиление защиты системы? Советы и рекомендации
Поиск
Масштабы киберпреступлений увеличиваются, и с каждым годом их число растет, а организации продолжают нести убытки, исчисляемые миллионами долларов. К сожалению, во время пандемии все стало еще хуже. В то время как ФБР сообщило о росте числа киберпреступлений на 400%, исследование Accenture State of Cybersecurity Survey также отметило, что количество атак программ-вымогателей выросло на 31% в течение одного года с 2020 по 2021 год. Хотя не существует единого способа защитить вас от всех типов атак, есть выход с усилением защиты системы.
Повышение безопасности системы — это процесс защиты вычислительных систем за счет уменьшения поверхности атаки , что делает их защищенными от взлома. Он состоит из набора инструментов и методологий, которые удаляют второстепенные службы, тем самым сводя к минимуму риски безопасности для вашей системы.
В этой статье мы обсудим усиление защиты системы, его преимущества, типы и рекомендации по успешному внедрению защиты системы.
Содержание
Что такое усиление защиты системы?
Злоумышленники могут поставить организацию на колени, используя уязвимости в системе, такие как неисправленное микропрограммное обеспечение, общие термины пароля, неправильно настроенные устройства, неправильные разрешения пользователей, незашифрованные данные и другие.
Усиление защиты системы выявляет потенциальные уязвимости безопасности, существующие в вашей системе, сокращает поверхность атаки и устраняет недостатки безопасности, чтобы сделать систему более защищенной. Таким образом, вы оставляете злоумышленникам меньше возможностей для взлома систем и инициирования кибератак. В целом, с усилением защиты системы вы повышаете эффективность работы вашей системы и обеспечиваете ее постоянное соответствие требованиям.
12 советов по снижению рисков безопасности в IoT и предприятиях, использующих BYOD
Преимущества усиления защиты системы
Повышение безопасности: При правильном выполнении усиление защиты системы значительно снижает риск того, что ваше предприятие станет жертвой кибератаки. Поскольку укрепление системы сводит к минимуму поверхность атаки, это автоматически снижает риск того, что ваша система подвергнется кибератакам и другим вредоносным действиям.
Улучшенная производительность: Работа с ограниченными, но жизненно важными защищенными системами и программами означает, что вы можете лучше отслеживать их и обеспечивать их оптимальную работу.
Долгосрочная экономия: Когда ваша система защищена, у вас будет меньше инцидентов безопасности. Таким образом, в долгосрочной перспективе вы потратите меньше денег на аварийное восстановление. Кроме того, поскольку усиление защиты избавляет от лишнего программного и аппаратного обеспечения, вы будете меньше тратить на техническое обслуживание.
Easy Audit: Меньшее количество приложений и программ позволяет управлять менее сложной инфраструктурой, что делает аудит более простым и относительно управляемым.
Типы защиты системы
Защита системы защищает не только программные приложения компьютера, но и остальные поверхности атаки, которые злоумышленник использует для компрометации вашей системы.
Существует несколько способов повысить безопасность вашей системы, в том числе:
1. Защита серверов
Киберпреступники часто могут получить незащищенных портов или неиспользуемых служб несанкционированный доступ к вашим системам. Усиление защиты сервера направлено на сокращение поверхности атаки сервера путем удаления ненужного программного обеспечения и настройки оставшегося программного обеспечения для обеспечения максимальной безопасности.
К мерам по усилению защиты относятся:
- Защита серверов до подключение их к внешним сетям
- Удаление ненужных портов и служб
- Установка исправлений и обновление серверов
- Использование политик надежных паролей
- Использование шифрования AES для защиты конфиденциальной информации
- Установка прав суперпользователя и администратора
функции вашей ОС, чтобы сделать ее более безопасной. Хотя операционные системы безопасны по своей природе, усиление защиты делает их еще более безопасными. Усиление ОС
включает в себя исправление и применение расширенных мер безопасности для защиты ОС сервера.
Повышение безопасности ОС включает:
- Развертывание систем безопасности конечных точек и брандмауэров
- Соблюдение контрольных показателей CIS для передовых методов обеспечения безопасности Защита базы данных
Защита базы данных включает в себя защиту системы управления базами данных от уязвимостей.
Примеры методов защиты базы данных включают:
- Регулярный аудит систем на наличие устаревших учетных записей
- Внедрение политик управления доступом на основе ролей (RBAC)
- Использование принципа наименьших привилегий
- Регулярное исправление и обновление программного обеспечения базы данных
- Отключение ненужные службы базы данных
- Использование надежных паролей базы данных
4. Усиление защиты сети
Сетевые устройства, включающие в себя SAN, маршрутизаторы, балансировщики нагрузки и шлюзы, и это лишь некоторые из них, очень подвержены кибератакам, поскольку они наиболее уязвимы для атак векторы. Укрепление сети относится к использованию методов защиты сети для защиты сети от неавторизованных пользователей.
Дополнительные шаги включают:
- Защита брандмауэров
- Реализация политик надежных паролей
- Отключение ненужных или неиспользуемых служб
- Аудит прав доступа
- Шифрование сетевого трафика Использование упомянутых выше методов обнаружения/вторжения2
- Обфусцирующий код, , чтобы злоумышленникам было трудно расшифровать информацию
- Разрешение запуска в системе только приложений из белого списка
- Использование белого бокса для выявления скрытых недостатков
- Реализация полиморфизма
- Выбирайте пароли из 8–10 символов, состоящих из прописных и строчных букв, цифр и символов
- Используйте разные пароли для разных учетных записей
- Обновите свою систему с помощью последние исправления для уменьшения уязвимостей
- Используйте систему двухфакторной аутентификации для обеспечения дополнительной безопасности
- Повышение безопасности сервера : Повышение безопасности сервера связано с защитой портов, данных, разрешений и функций сервера данных. Некоторые распространенные методы защиты серверов включают использование надежных паролей, блокировку учетных записей пользователей после определенного количества неудачных попыток входа в систему, реализацию многофакторной аутентификации, отключение USB-портов и т. д.
- Защита программных приложений : Повышение безопасности программных приложений направлено на обеспечение безопасности приложений, развернутых на сервере. Некоторые распространенные методы защиты программных приложений включают использование антивирусных программ, программ-шпионов, приложений для защиты от вредоносных программ, создание систем обнаружения вторжений и т. д.
- Повышение безопасности операционной системы : Усиление операционной системы относится к обеспечению безопасности собственной операционной системы системы. Некоторые распространенные методы обеспечения безопасности операционных систем серверов включают ограничение доступа персонала к работе с операционными системами, удаление ненужных драйверов устройств и т. д.
- Защита базы данных : Защита базы данных вращается вокруг защиты хранилищ данных любого предприятия. В основном он состоит из трех частей:
1. Управление уровнем доступа и разрешений, которые есть у каждого пользователя
2. Шифрование данных, присутствующих в базе данных, и удаление ненужных функций
3. Данные, присутствующие в базе данных.
Некоторые распространенные методы защиты базы данных включают реализацию политики доступа на основе ролей, ограничение привилегий администратора и пользователя и т. д. - Защита сети : Защита сети относится к процессу усиления защиты канала, который используется для связи между двумя портами. Наиболее эффективным способом обеспечения безопасности сети является установка системы обнаружения вторжений в канале связи, которая помогает заблаговременно обнаруживать потенциальную атаку. Настройка брандмауэров и шифрование сетевого трафика вашей организации также является хорошей практикой для защиты вашей сети.
- Национальный институт стандартов и технологий (NIST)
- Контрольные показатели компьютерной информационной безопасности (CIS)
- Microsoft
- Безопасная система : Укрепленные системы менее подвержены кибератакам из-за меньшего количества открытых уязвимостей в конструкции системы.
- Повышенная производительность: Защищенные системы имеют тенденцию работать лучше, чем другие системы, потому что в процессе повышения безопасности удаляются программы, не относящиеся к работе системы.
9003 система профилактики уменьшит поверхность атаки вашей сети , а поможет повысить статус безопасности вашей организации.
5. Усиление защиты программных приложений
Использование уязвимостей приложений для защиты от несанкционированного доступа в системы — обычная тактика, используемая киберпреступниками. Усиление защиты приложений включает в себя реализацию дополнительных мер безопасности для защиты приложений, установленных на вашем сервере, от методов мошенничества, таких как обратный инжиниринг, несанкционированное вмешательство или отладка.
Другие примеры усиления защиты приложений включают:
Читайте также: Рекомендации и стратегии по предотвращению потери данных (DLP)
Передовые практики
Проводите аудиты
Регулярное проведение частых и исчерпывающих аудитов существующей системы безопасности позволяет вам быть на шаг впереди злоумышленников.
Документирование всех действий может оказаться полезным при расследовании инцидентов безопасности. После того, как вы определили недостатки с помощью аудита, вы можете использовать несколько типов тестирования безопасности, таких как тестирование на проникновение, сканирование конфигурации, сканирование уязвимостей, чтобы выявить угрозы и уязвимости и исправить их.Используйте надежные пароли
Плохая практика защиты паролей может подвергнуть вашу организацию атакам грубой силы и фишинга. Наличие надежной политики паролей имеет решающее значение для ваших мер кибербезопасности. Вот несколько шагов, которым можно следовать для надежной политики паролей:
Используйте одобренные отраслевыми руководствами
Существует множество одобренных отраслевыми руководствами, которые помогут вам в процессе укрепления системы.
Например, Агентство оборонных информационных систем (DISA), Центр интернет-безопасности (CIS) и Национальный институт стандартов и технологий (NIST) получили международное признание за свои рекомендации по стандартам безопасности. Сопоставление оценок защиты вашей системы с ресурсами, предоставленными этими организациями, может помочь вам разработать надежные передовые методы укрепления системы для вашей организации.Настройка системы доступа на основе ролей
Другой рекомендуемой практикой является ограничение доступа к критически важным компонентам вашей инфраструктуры путем предоставления доступа на основе ролей пользователей. В системе доступа на основе ролей пользователи классифицируются на основе их ролей, что гарантирует им доступ только к той информации, которая абсолютно необходима для эффективного выполнения их обязанностей.
Регулярное обновление стороннего программного обеспечения
Состояние безопасности программного обеспечения (SOSS) 9Выводы 0023 показывают, что около одной трети из приложений имеют больше недостатков безопасности в сторонних библиотеках, чем в собственной кодовой базе.
Однако, несмотря на это, немногие предприятия относятся к этому серьезно. Стороннее программное обеспечение часто сопряжено со многими рисками безопасности; поэтому одна из лучших практик по усилению защиты системы включает в себя регулярное их обновление, чтобы убедиться, что вы не застигнуты врасплох вопиющей дырой в безопасности.Обеспечение эффективной кибербезопасности с помощью усиления защиты системы
Повышение защиты системы может быть сложным и длительным процессом, но это жизненно важно для эффективной политики кибербезопасности. Приложить усилия для ее реализации стоит, особенно если учесть последствия отсутствия надежной стратегии кибербезопасности.
Читать далее: Лучшие решения для управления привилегированным доступом (PAM) 2021
Следуйте за нами в социальных сетях
Узнайте больше
Что означает усиление защиты устройства?
Усиление защиты устройства означает повышение его устойчивости к злоумышленникам.
В мире кибербезопасности это означает сделать устройство более безопасным и устойчивым к атакам. Защищая устройство, вы затрудняете его взлом для хакеров.По сути, вы строите самую большую и прочную стену вокруг устройств и сервисов. Давайте объясним, почему это идеальный термин для безопасности устройства.
В информационной безопасности есть поговорка. Единственный безопасный компьютер — это тот, который выключен. Это потому, что не существует такой вещи, как идеальная безопасность. Если субъект угрозы достаточно захочет, он взломает компьютерную систему. Идея информационной безопасности заключается в том, чтобы сделать ваши активы более сложными для взлома, чем чужие.
Вот что значит усилить защиту устройства. Вы делаете свои компьютеры более трудными для взлома, чем чужие. Вы получаете очень низкую окупаемость инвестиций за взлом ваших систем, и, таким образом, коэффициент соотношения риска и вознаграждения слишком велик, чтобы большинство злоумышленников могли его учитывать.
Итак, вам нужно усилить защиту ваших устройств, но вы не знаете, с чего начать. К счастью, есть много хороших ресурсов, доступных в Интернете. Прежде чем пытаться усилить защиту всех ваших аппаратных и программных компонентов, уделите время разработке базовых показателей безопасности. Только после того, как вы убедитесь, что у вас есть минимальный уровень безопасности в вашей организации, вы можете начать попытки выследить и исправить случайные эксплойты в вашей организации. В противном случае вы можете просто устроить хороший ИТ-театр.
Обзор защитных устройств [ВИДЕО]
В этом видео тренер CBT Nuggets Кит Баркер рассказывает о том, что означает усиление защиты устройства, что является важным шагом в создании базового уровня безопасности.
Что такое базовый уровень кибербезопасности?
Базовый уровень безопасности в кибербезопасности — это минимальная рекомендуемая конфигурация программного обеспечения, служб или аппаратных устройств.
Имейте в виду, что эти рекомендации являются абсолютным минимумом для соблюдения требований безопасности. В зависимости от вашей отрасли вам может потребоваться соблюдение более строгих стандартов.Например, если вы работаете в сфере здравоохранения, вам необходимо соблюдать законы HIPPA и HITECH. Многие люди уже знакомы с HIPPA, но немногие знакомы с HITECH. Взломы как HIPPA, так и HITECH могут стоить компаниям десятки тысяч долларов в месяц за инцидент.
Каждое нарушение обычно также включает в себя несколько инцидентов. Поэтому при просмотре или создании базового уровня безопасности обязательно узнайте, нужно ли вам соблюдать какие-либо законы или правила в тех местах, где вы ведете бизнес. В противном случае вы можете легко получить сотни тысяч долларов в виде штрафов.
Базовые показатели безопасности — хороший контрольный список для ИТ-специалистов. Учитывая, насколько сложными сегодня являются информационные системы, даже для малого бизнеса легко пропустить изменение настройки или отключение определенной службы.
Хуже того, эти базовые контрольные списки безопасности необходимо постоянно проверять и тестировать по мере обнаружения новых уязвимостей.Создание и проверка базовых показателей безопасности — непростая задача. Для предприятий характерно использование различных устройств, таких как ноутбуки, настольные компьютеры, смартфоны и серверы. Аналогичным образом многие предприятия развертывают гибридную облачную среду. Это означает, что необходимо создать базовый уровень безопасности как для локального программного обеспечения, так и для веб-сервисов.
Многие поставщики предлагают бесплатную документацию по защите ИТ-сред. Например, Microsoft предлагает официальные документы, объясняющие, как защитить сервер, как контролировать доступ к таким ресурсам, как Office 365, и какие политики использовать для Windows в среде Active Directory. Не позволяйте этим ресурсам не использоваться в полной мере.
Где найти рекомендации по кибербезопасности
Хотя создать базовый уровень безопасности для вашей организации может быть непросто, это возможно.
Это потребует исследований и работы. К счастью, есть много поставщиков и государственных учреждений, которые делают всю тяжелую работу за вас. Все, что вам нужно сделать, это прочитать их документацию и следовать их указаниям.Я слышу, как скептики среди вас критикуют последнее утверждение. Почему вы когда-либо доверяли поставщикам или государственным учреждениям? Здоровая доля скептицизма — это всегда хорошо, но официальной документации от гигантов индустрии ИТ-поставщиков программного и аппаратного обеспечения доверяют уже не одно десятилетие. Точно так же, хотя такие агентства, как ЦРУ, могут не раскрывать всех своих секретов, у них есть специальные подразделения, предназначенные для помощи организациям в защите их ИТ-инфраструктуры. Фактически, ЦРУ и АНБ регулярно сообщают о найденных эксплойтах.
Хотя у многих поставщиков есть процедуры и рекомендации по обеспечению безопасности, доступные для их продуктов, и существует множество государственных учреждений, нам следует не упоминать здесь трех крупных игроков: Microsoft, Cisco и NIST.
Где найти рекомендации Microsoft по безопасности от Microsoft
Microsoft — один из крупнейших поставщиков корпоративного программного обеспечения. Их серверная ОС, операционная система Windows и пакеты для повышения производительности являются одними из самых устанавливаемых программ в мире. Точно так же приложения Microsoft являются одними из самых настраиваемых программ на планете.
Репутация Microsoft зависит от того, сможет ли она предоставить удобный и безопасный продукт. Таким образом, они также создают документацию для всех своих приложений, от сервера до Windows и Office, о том, как их настраивать, управлять и защищать.
У Microsoft есть много документов, в которых описаны рекомендуемые базовые уровни безопасности для их продуктов, но хорошее место для начала — здесь.
Где найти рекомендации Cisco по безопасности
Cisco — одно из самых узнаваемых имен, когда речь идет о сетевом ИТ-оборудовании. Таким образом, было бы разумно, если бы у Cisco было множество документов, объясняющих, как защитить их аппаратное и программное обеспечение.
К счастью, многие рекомендации Cisco по безопасности можно использовать и с оборудованием других производителей. Вам может понадобиться обратиться к документации этих других поставщиков, чтобы найти конкретные настройки или сделать перекрестные ссылки на терминологию конкретного поставщика, но это возможно.
Если вы хотите сослаться на документацию Cisco, см. документ номер 13608.
Где найти рекомендации по безопасности NIST
Одним из лучших мест, где можно быть в курсе новых уязвимостей безопасности, является NIST. У NIST есть база данных всех известных уязвимостей безопасности для большого количества программного и аппаратного обеспечения. Любой, кто занимается ИТ-торговлей, должен регулярно посещать веб-сайт NIST.
Упомянутая выше база данных тоже бесплатна. NIST не скрывает информацию за платным доступом. Хотя NIST каталогизирует проблемы безопасности, они не вникают в подробности того, как работает каждая уязвимость. Тем не менее, было бы целесообразно тщательно исследовать любые уязвимости, которые могут повлиять на ваш бизнес.
Однако NIST является идеальной отправной точкой для таких исследований.Одной из лучших функций, предлагаемых NIST, является их информационный бюллетень. NIST часто отправляет подписчикам уведомления о любых потенциальных новых уязвимостях до того, как эти уязвимости попадут в цикл новостей. К тому времени, когда о новой уязвимости сообщат более крупные технологические СМИ, можно предположить, что злоумышленники уже используют ее. Лучше всего подписаться на информационный бюллетень NIST и оставаться на шаг впереди кривой кибербезопасности.
Риск, связанный с мобильными устройствами
Представьте на мгновение, что ваша работа — охранять все секреты организации. Эти секреты хранятся в сверхзащищенном хранилище, но эта информация также хранится по частям на сотнях различных мобильных устройств, таких как ноутбуки и смартфоны. Как вы защищаете эти мобильные устройства?
Проблема с мобильными устройствами заключается в том, что их нельзя постоянно контролировать.
Слишком просто взять смартфон или ноутбук и уйти с ним. Как только это устройство окажется в руках злоумышленников, это только вопрос времени, когда они смогут украсть информацию с него. Часто эта информация стоит гораздо больше, чем само устройство.Вы можете защитить мобильные устройства. Например, вы можете отключить неиспользуемые учетные записи на ноутбуках с Windows и запретить кому-либо входить в них. Вы можете установить правильные разрешения для папок на накопителе этого ноутбука. Вы даже можете создавать политики, позволяющие удаленно удалять информацию с этого ноутбука. Однако все это не имеет значения, если злоумышленник может физически удалить хранилище с устройства.
Итак, чем ты занимаешься? Одним из способов защиты мобильных устройств является их шифрование.
Что такое шифрование диска?
Шифрование диска включает преобразование данных в нечитаемые фрагменты путем прохождения данных через различные алгоритмы. В зависимости от используемого алгоритма эти нечитаемые фрагменты нельзя будет использовать без ключа для обращения случайного шума, добавленного к этим данным.
Что такое диски с самошифрованием?
Диски с самошифрованием — это накопители (жесткие диски), которые не требуют программного обеспечения или вмешательства пользователя для шифрования данных, хранящихся на этом диске. Шифрование выполняется автоматически. Диски с самошифрованием используют доверенный платформенный модуль компьютера для хранения закрытых ключей, используемых для шифрования и дешифрования накопителя. Наиболее распространенным стандартом дисков с самошифрованием являются диски OPAL.
Что такое шифрование всего диска?
Шифрование всего диска — это процесс шифрования всех блоков памяти на диске, а не только отдельных файлов. Это отличается от шифрования на уровне файлов.
Шифрование всего диска обычно требует, чтобы пользователь ввел пароль, когда компьютер начинает расшифровывать диск. Это потому, что загрузочные файлы тоже зашифрованы. Компьютер не будет знать, что делать, пока диск не будет расшифрован. С другой стороны, шифрование на уровне файлов шифрует только определенные папки или файлы на диске.
Шифрование всего диска влияет на производительность компьютерной системы. Точно так же, как только диск расшифрован, его данные становятся хорошей добычей для хакеров. Поэтому обязательно взвесьте все за и против шифрования всего диска, прежде чем внедрять его. Это не волшебная пуля безопасности.
На сегодняшний день самым популярным способом шифрования всего диска является BitLocker. BitLocker — это продукт Microsoft. Он включен в Windows Pro и Enterprise по умолчанию.
Другое распространенное приложение для шифрования всего диска — True Crypt. Хотя True Crypt была прекращена много лет назад, у нее есть много ответвлений, которые все еще поддерживаются сегодня.
Подведение итогов
К настоящему моменту вы должны иметь хорошее представление о том, что означает усиление защиты устройства. Однако, прежде чем мы закончим эту статью, давайте кратко подведем итоги. Повышение безопасности устройства — это действие, направленное на то, чтобы сделать его более безопасным, чем чужое.
Не существует такой вещи, как идеальная безопасность, поэтому ваша задача как специалиста по кибербезопасности состоит в том, чтобы сделать вашу ИТ-инфраструктуру более сложной для взлома, чем чужую.Существует несколько способов упрочнения устройств. Один из первых шагов, которые необходимо предпринять, — это разработать базовый уровень безопасности. Базовый план безопасности похож на контрольный список задач, которые вы можете выполнить, чтобы соответствовать минимальному стандарту безопасности. По мере обнаружения новых эксплойтов этот базовый уровень безопасности должен обновляться, а устройства должны подвергаться аудиту.
Мобильные устройства требуют особого внимания просто потому, что они мобильные. Как только устройство оказывается вне досягаемости ИТ-администратора, у злоумышленников появляется масса способов украсть данные. Лучший способ предотвратить кражу данных с мобильных устройств — их шифрование.
Что такое усиление защиты системы? — GeeksforGeeks
Кибербезопасность — это новая область компьютерных наук, целью которой является разработка надежных и безопасных систем.
Усиление системы — это концепция в области кибербезопасности, которая относится к процессу защиты системы от внешних атак путем обнаружения и уменьшения уязвимостей в системе. Уязвимости — это ошибки в конструкции системы, которые используются хакером для получения доступа к ограниченным ресурсам системы.Защита системы:
Поверхность атаки включает в себя все недостатки и уязвимости, такие как пароли по умолчанию, плохо настроенные брандмауэры и т. д., которые могут быть использованы хакером для получения доступа к системе. Идея усиления защиты системы состоит в том, чтобы сделать систему более безопасной за счет уменьшения поверхности атаки, присутствующей в ее конструкции. Повышение безопасности системы — это процесс уменьшения поверхности атаки в системе, что делает ее более надежной и безопасной. Это неотъемлемая часть методов обеспечения безопасности системы.
Типы защиты системы:
Ниже приведены основные типы защиты системы:
Стандарты повышения прочности системы
Стандарты защиты системы — это набор рекомендаций, которым должны следовать все развернутые системы, регулируемые ими. Эти стандарты могут варьироваться от организации к организации в зависимости от потребностей бизнеса, но есть определенные требования, которые включены во все из них. Все правила компоновки стандартов ужесточения, касающиеся установки исправлений и обновлений ОС, физической безопасности, шифрования данных, контроля доступа, резервного копирования системы, аудита и мониторинга.
Некоторые из распространенных организаций, которые поддерживают рекомендации по усилению защиты системы, включают:
Зачем нужны стандарты?
Чтобы предотвратить доступ злоумышленников к вашим системам, вам необходимо убедиться, что поверхность атаки вашей системы мала.
Наличие стандартов защиты системы поможет вам гарантировать, что каждый новый продукт, поступающий в производство, будет должным образом защищен и не может быть легко использован для получения доступа к ресурсам системы. Эти стандарты позволяют выявлять такие уязвимости до развертывания продукта.Как выполнить усиление защиты системы?
Повышение безопасности системы — сложный, но необходимый процесс для обеспечения безопасности системы. Процесс укрепления системы будет варьироваться от системы к системе в зависимости от конфигурации системы и уровня сложности кодовой базы. Однако лучший способ обеспечить надлежащую защиту системы — использовать стандарты, установленные такими организациями, как CIS, NIST и т. д. Эти рекомендации помогут завершить контрольный список, на который следует ссылаться перед развертыванием любой службы.
С наступлением цифровой эры в двадцать первом веке насущной необходимостью является создание надежных и безопасных цифровых систем.
Lynis — это инструмент безопасности для защиты вашей собственной системы в Linux.Важность усиления защиты системы
Повышение защиты системы уменьшает поверхность атаки систем, тем самым уменьшая возможности, которые хакер может найти для получения доступа к системе до развертывания. Это повышает надежность системы и делает ее более устойчивой к несанкционированному доступу злоумышленников.
Проверяет систему на наличие проблем с неправильной конфигурацией и несовместимостью. Это также помогает нам идентифицировать программы, которые не требуются системе, и удаляет их. Процесс укрепления системы значительно упрощает систему, что облегчает процесс аудита системы.
Преимущества усиления системы:
Ниже перечислены преимущества усиления системы:
