Ручная плазма: Ручная плазменная резка: купить в каталоге оборудования для ручной воздушно-плазменной резки металла, цены от производителя
Содержание
Что такое плазменная резка металла: описание и особенности резки
Для резки металлов применяют несколько разных способов, которые отличаются друг от друга эффективностью и себестоимостью. Некоторые методы применяются только для решения промышленных задач, некоторые же можно использовать и в быту. К последним относится резка плазмой. Эффективность раскроя этим способом ограничивается только правильным выбором установки и опытом мастера. Что такое резка металла плазмой? На чем основывается принцип работ? В каких сферах используется этот метод раскроя металлов?
- Основы плазменной резки
- Принцип работы
- Точность и скорость порезки
- Обработка цветных сплавов
- Сфера использования плазменной порезки
- Преимущества и недостатки
- Сравнение лазерной и плазменной резки
Основы плазменной резки
Для того чтобы понять основы раскроя металла при помощи плазменного способа, необходимо вначале понять, что такое плазма? От понимания того, каким образом устроен плазматрон, и принципа работы с этим прибором будет зависеть конечное качество порезки.
Плазменная термическая обработка металлов зависит от определенных параметров рабочей струи жидкости или газа, которые под давлением направляются на поверхность обрабатываемой площади. Для достижения требуемого эффекта струю нужно довести до следующих показателей:
- Температура — для появления плазмы нужно воздух почти мгновенно разогреть до 5−30 тысяч градусов. Повышенная температура достигается за счет создания электрической дуги. Во время достижения требуемой температуры поток воздуха ионизируется и изменяет свои свойства, получая электропроводность. Технология плазменной обработки металла подразумевает применение осушителей, удаляющих влагу, а также систем нагнетания воздуха.
- Скорость — на поверхность материала струя направляется под высоким давлением. Можно сказать, что раскрой металла плазмой основан на разогревании материала до температуры плавления и моментального его выдувания. При этом рабочая скорость струи составляет приблизительно 2−5 км/сек.
- Наличие электрической цепи.
 Все о порезке плазмой металла узнать можно лишь на практике. Но определенные особенности нужно учесть еще до покупки установки. Так, есть плазмотроны прямого и косвенного воздействия. И если для первых обязательно, чтобы обрабатываемый материал был подсоединен в общую электросеть (выступая в качестве электрода) и пропускал электричество, то для последних нет этой необходимости. Плазма для порезки металла в этом случае получается при помощи электрода, который встроен внутри держателя. Этот вариант применяют для металлов и иных материалов, не проводящих электричества.
Все о порезке плазмой металла узнать можно лишь на практике. Но определенные особенности нужно учесть еще до покупки установки. Так, есть плазмотроны прямого и косвенного воздействия. И если для первых обязательно, чтобы обрабатываемый материал был подсоединен в общую электросеть (выступая в качестве электрода) и пропускал электричество, то для последних нет этой необходимости. Плазма для порезки металла в этом случае получается при помощи электрода, который встроен внутри держателя. Этот вариант применяют для металлов и иных материалов, не проводящих электричества.
Еще один немаловажный момент, который необходимо учесть, — это то, что плазменная порезка толстого материала практически не производится, поскольку это малоэффективно и приводит к высоким финансовым затратам.
Принцип работы
Главный принцип работы резки металла плазмой можно описать таким образом:
- Компрессор подает на горелку плазмотрона воздух под давлением.
- Поток воздуха мгновенно разогревается за счет действия на него электрического тока.
 С учетом разогревания воздушная масса через себя начинает пропускать электричество, вследствие этого и образуется плазма. В определенных моделях плазмотрона вместо воздушного потока применяют инертные газы.
С учетом разогревания воздушная масса через себя начинает пропускать электричество, вследствие этого и образуется плазма. В определенных моделях плазмотрона вместо воздушного потока применяют инертные газы. - Резка плазмой металла, если ее более подробно рассмотреть, производится способом узконаправленного быстрого разогревания поверхности до требуемой температуры с дальнейшим выдуванием расплавленного материала.
- Во время проведения работ неизбежно появляются некоторые отходы, которые включают в себя высечку либо остатки листового материала после высечения требуемых деталей, а также остатки расплавленного металла и окалины.
Поскольку процесс связан с мгновенным нагревом обрабатываемого материала до жидкого состояния, то его толщина при порезке должна составлять:
- медь — 8 см;
- алюминий — до 12 см;
- чугун — до 9 см;
- легированная и углеродистая сталь — до 5 см.
Есть два основных метода обработки материалов, от которых будут зависеть характеристики плазменной порезки. А именно:
А именно:
- Плазменно-струйная — в данном случае дуга появляется непосредственно в плазмотроне. Плазменно-струйный способ обработки является универсальным, так как дает возможность обрабатывать неметаллические материалы. Единственным минусом считается необходимость регулярной замены электродов.
- Плазменно-дуговая — этот вариант подойдет для любых разновидностей металла, которые могут проводить через себя электрический ток. Как правило, плазменно-дуговую порезку применяют для промышленного оборудования. Смысл этого метода сводится к тому, что плазма появляется благодаря дуге, которая возникает непосредственно между плазмотроном и поверхностью обрабатываемого материала.
Плазменная резка работает по принципу обычной дуговой, но без применения привычных электродов. При этом эффективность этого метода обработки зависит непосредственно от толщины обрабатываемого материала.
Точность и скорость порезки
Как и во время любого иного способа термической обработки, при плазменной порезке происходит некоторое оплавление металла, что сказывается на качестве реза. Есть и иные особенности, являющиеся характерными для данного способа. А именно:
Есть и иные особенности, являющиеся характерными для данного способа. А именно:
- Оплавление краев — вне зависимости от того, какие режимы обработки материала применяются, и от профессионализма мастера, который производит работы, не получается избежать незначительного оплавления поверхности во время самого начала проведения работ.
- Конусность — с учетом производительности установки и профессионализма мастера конусность может варьироваться в пределах 4−12 градусов.
- Скорость проведения работ — обычная порезка металла при помощи плазматрона производится быстро и с невысоким расходом электроэнергии. Согласно ГОСТ и техническим характеристикам ручного оборудования, скорость плазменной резки составляет не больше 6500 мм/мин.
- Характеристики реза — скорость и качество реза будут зависеть от того, какие конкретно операции требуется произвести. Таким образом, разделительный разрез с низким качеством делается быстрее всего, причем в основном ручные установки могут резать металл до 65 мм.
 Для фигурной обработки деталей возможна толщиной материала до 45 мм.
Для фигурной обработки деталей возможна толщиной материала до 45 мм.
От уровня профессионализма мастера значительно будет зависеть качество проведения работ. Точный и чистый рез с минимальным отклонением от требуемых размеров может сделать лишь работник с профильным образованием. Без необходимой подготовки сделать фигурную порезку вряд ли выйдет.
Обработка цветных сплавов
Во время обработки цветных металлов применяются различные способы резки с учетом плотности материала, его типа и иных технических показателей. Для разрезания цветных металлов необходимо соблюдение таких рекомендаций:
- Резка алюминия — для материала толщиной до 7 см, может применяться сжатый воздух. Использование его нецелесообразно во время низкой плотности материала. Качественный рез алюминиевого листа до 2 см достигается во время применения чистого азота, а с толщиной 7−10 см при помощи водорода с азотом. Порезка плазмой алюминия при толщине более 10 см производится смесью водорода с аргоном.
 Такой же состав советуют применять для толстостенной высоколегированной стали и меди.
Такой же состав советуют применять для толстостенной высоколегированной стали и меди. - Порезка нержавеющих сталей — для проведения работ не советуют применение сжатого воздуха, с учетом толщины материала может использоваться чистый азот или смеси с аргоном. Нужно учесть, что нержавеющая сталь довольно чувствительна к действию переменного тока, что может приводить к изменению ее структуры и более быстрому выходу из эксплуатации. Порезка нержавейки производится при помощи установки, которая использует принцип косвенного действия.
Сфера использования плазменной порезки
Применение плазмотронов такой большой популярностью пользуется не зря. Во время относительно простой эксплуатации, а также не очень высокой стоимости ручного оборудования (в отличие от других устройств для резки) можно добиться высоких показателей касательно качества полученного реза.
Использование плазменной порезки металла получило свое распространение в таких производственных сферах:
- Сооружение металлоконструкций.

- Обработка металлопроката — при помощи плазмы можно разрезать почти любой вид металла, в том числе черный, тугоплавкий и цветной.
- Разные сферы промышленности, авиастроение, капитальное строительство зданий, машиностроение и т. д. — во всех этих областях не обойтись без применения плазменных резаков.
- Обработка деталей и художественная ковка. При помощи плазменного резака можно изготовить деталь почти любой сложности.
Использование станков с плазменной резкой ручных установок не заменило. Таким образом, художественная резка плазмой дает возможность изготовить уникальные детали, которые точно соответствуют замыслу художника для применения их в качестве декоративных украшений лестниц, перил, заборов, ограждений и т. д.
Преимущества и недостатки
Почти ни одно промышленное производство, которое каким-то образом связано с металлопрокатом, не может обойтись без порезки металла. Вырезание точных отверстий, фигурная декоративная резка, быстрое разрезание на заготовки листового металла — все это можно сделать довольно быстро при помощи плазмотрона. Преимущества этого способа состоят в следующем:
Вырезание точных отверстий, фигурная декоративная резка, быстрое разрезание на заготовки листового металла — все это можно сделать довольно быстро при помощи плазмотрона. Преимущества этого способа состоят в следующем:
- Экономичность — плазменный способ на фоне стандартных методов обработки материалов значительно выигрывает. Есть только одно ограничение, которое связано с толщиной материала. Экономически невыгодно и нецелесообразно разрезать при помощи плазмотрона сталь толщиной более 50 мм.
- Мобильность плазменных ручных агрегатов.
- Высокая скорость обработки деталей и производительность. В отличие от обычного электродного способа скорость работ увеличивается в 5−12 раз.
- Раскрой всех разновидностей металлов (медь, алюминий, сталь, нержавейка, титан и т. д. ).
- Безопасность.
- Точность — от тепловой нагрузки деформации почти незаметны и впоследствии не потребуют дополнительной обработки.
 При этом точность плазменной резки составляет 0,24−0,34 мм.
При этом точность плазменной резки составляет 0,24−0,34 мм.
Все эти достоинства плазменной резки объясняют, почему этот способ пользуется такой большой популярностью не только в производственных целях, но и в бытовых нуждах.
Но, говоря о преимуществах, нужно отметить и определенные отрицательные моменты:
- Четкие требования касательно проведения обработки деталей. Мастеру необходимо строго соблюдать угол наклона резака в районе 10−50 градусов. При невыполнении этого правила ускоряется износ комплектующих деталей, а также нарушается качество реза.
- Ограничения, которые связаны с толщиной реза. Даже у мощного оборудования наибольшая плотность обрабатываемого материала не может быть более чем 10 см.
- Помимо этого, рабочее оборудование очень сложное, что делает абсолютно невозможным применение одновременно двух резаков, которые подсоединяются к одному агрегату.
Сравнение лазерной и плазменной резки
Отличие плазменной от лазерной резки металла состоит в способах действия на поверхность материала. Лазерное оборудование обеспечивает большую скорость обработки деталей и производительность, причем после выполнения работ отмечается меньший процент оплавления. Недостатком лазерных устройств является их высокая цена, а также то, что толщина обрабатываемого материала обязана быть не более 2 см.
Лазерное оборудование обеспечивает большую скорость обработки деталей и производительность, причем после выполнения работ отмечается меньший процент оплавления. Недостатком лазерных устройств является их высокая цена, а также то, что толщина обрабатываемого материала обязана быть не более 2 см.
Плазмотрон, в отличие от лазера, стоит гораздо дешевле, а также имеет более широкие функциональные возможности и сферу применения.
Плазменная резка металла: технология, оборудование, преимущества
Екатерина
Плазменная резка листового металла – разновидность термической обработки материалов, их разделение на части при помощи струи плазмы. В последние 15 лет плазморезы используются не менее интенсивно, чем гидроабразивные и лазерные устройства. Свидетельством этому – активный покупательский спрос и множество позитивных отзывов от профессионалов. Такие вопросы, как «что такое плазменная резка?» и «как она работает?» могут возникнуть у начинающего сварщика. Давайте найдем на них ответы и разберемся, почему резка металла плазмой так популярна.
Такие вопросы, как «что такое плазменная резка?» и «как она работает?» могут возникнуть у начинающего сварщика. Давайте найдем на них ответы и разберемся, почему резка металла плазмой так популярна.
Содержание статьи
- Что задействовано при резке плазменной струей
- Виды плазменной резки
- Как работает плазменная резка
- Плазменная резка какого металла возможна
- Оборудование для плазменной резки металла
- Преимущества и недостатки резки плазмой
- Резка плазменной струей: примеры
- В заключение
Что задействовано при резке плазменной струей
плазменная резка металла
Оборудование для плазменной резки металла включает в себя:
- Источник питания. Чтобы плазменная дуга в процессе резки работала стабильно и не разбрызгивала металл, источник питания преобразует переменный ток в постоянный, а также регулирует его силу.
- Плазмотрон. Генератор плазмы состоит из электрода, изолированного от него сопла и механизма, которое закручивает плазмообразующий газ.
 Для качественной работы плазмотрону нужен защитный кожух.
Для качественной работы плазмотрону нужен защитный кожух. - Систему розжига дуги. Ее назначение – образовывать искру в плазмотроне, которая нужна для поджига плазменной дуги.
Виды плазменной резки
Современное оборудование для плазменной резки металла бывает двух разновидностей: ручное и механизированное (высокоточное).
Ручные системы преобразуют в плазму обычный воздух. Сила тока такого устройства – от 12 до 120 А. Минимальная толщина металла, которую может разрезать прибор на самых низких токах, составляет 3,2 мм.
Более технологичной разновидностью традиционных плазменных станков являются ручные механизированные. Они оснащены числовым программным управлением и предназначены для работ, которые требуют высокой производительности – например, для изготовления тяжелого промышленного оборудования. Сила тока — от 130 до 1000 А. Максимальная толщина разрезаемого материала – до 159 мм.
Высокоточные станки используются для очень качественной и быстрой резки с минимальным износом расходников. Отверстие сопла в таких аппаратах маленькое, что позволяет получить дугу с силой тока 40 -50 тысяч А на квадратный дюйм. Для выработки плазмы, кроме очищенного воздуха, используются кислород, азот, смесь из аргона, азота и водорода. Максимальная толщина реза — 160 мм.
Отверстие сопла в таких аппаратах маленькое, что позволяет получить дугу с силой тока 40 -50 тысяч А на квадратный дюйм. Для выработки плазмы, кроме очищенного воздуха, используются кислород, азот, смесь из аргона, азота и водорода. Максимальная толщина реза — 160 мм.
Как работает плазменная резка
устройство плазменной резки
Плазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.
Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга.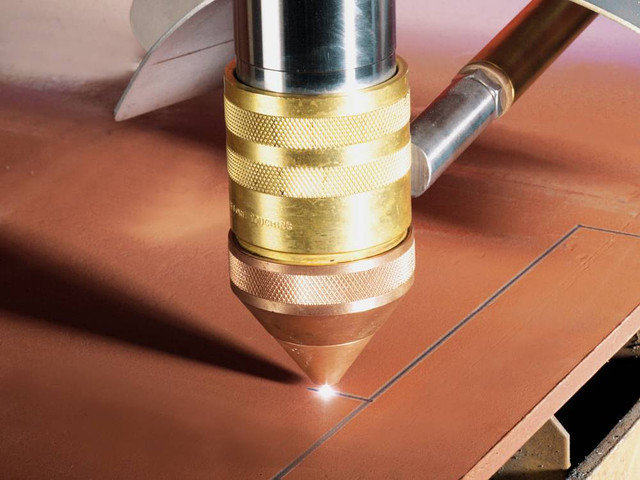 Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
плазмотрон
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным.
 Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится. - При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Плазменная резка какого металла возможна
нарезанные плазмой заготовки
Плазменный резак может использоваться как для цветных металлов, так и для черных и их сплавов. В первом случае в качестве основы для плазмы используются неактивные газы, а во втором – активные. Толщина материалов, которые способен обработать плазменный резак, может достигать 220 миллиметров. С помощью плазмы можно резать и тонкие металлы.
Однако обратите внимание, что даже самые дорогостоящие плазморезы не могут гарантировать отсутствие скоса, конусность резки все равно будет составлять 2-4 градуса.
Аппарат плазменной резки может производить как раскраивание металлического листа по прямой линии, так и фигурную резку, в том числе сверление отверстий. Минимальный диаметр отверстий при этом не может быть меньше 1,5 – 2 толщин металлической заготовки.
Оборудование для плазменной резки металла
Механизмы для резки плазменной струей бывают двух типов. Инверторные эффективны в случае, если вам необходима высокая производительность, а толщина металла не превышает 30 мм. Трансформаторные имеют меньший КПД, однако с их помощью можно нарезать более толстые детали.
По степени мобильности оборудование можно условно разделить на три разновидности:
- Ручные. Такая установка универсальна и компактна, но при этом потребляет много электроэнергии. Представляет собой коробку, оснащенную шлангом и горелкой.
ручная плазменная резка
- Портальные. Имеют вид станков с просторной рабочей поверхностью, на которой располагается разрезаемый материал. Для их размещения требуется много свободного пространства, а для работы – мощный источник электроэнергии.
портальная установка плазменной резки
- Переносные. Разрезаемый металл укладывается в отсек, имеющий вид рамы с рейками.
переносная плазменная резка
Преимущества и недостатки резки плазмой
К очевидным преимуществам плазменно-дуговой резки можно отнести следующие:
- Установки для плазменной резки имеют меньшую стоимость по сравнению с лазерными.
- Плазморезка может справиться с толщиной металла, недостигаемой для лазера.
- Нарезанию плазмой поддаются практически все металлы, проводящие ток (медь, сталь, латунь, чугун, титан и т.д).
- Толщина реза плазменной установки зависит от типа станка и его наконечников. Аппараты с минимальной толщиной реза снижают процент потери металла и увеличивают концентрацию потока плазмы.
- Дополнительная обработка реза не нужна.
- Безопасность плазменной установки. Ее конструкция не предполагает баллонов со сжатым газом, которые могут стать причиной пожара или взрыва.
- Вмешательство обслуживающего персонала при автоматической резке сводится к минимуму.
Минусов у плазморезов не так и много:
- Если нужно разрезать металл толщиной более 200 мм, придется прибегнуть к другим видам резки.
- Нужно обращать пристальное внимание на угол отклонения. Он не должен составлять более 50 градусов.
- К одному аппарату невозможно подключить два резака.

Плюсы и минусы плазменного раскроя металла по сравнению с лазерным мы уже раскрывали в одной из статей.
Резка плазменной струей: примеры
резка труб плазмой
Метод плазменной резки является довольно универсальным. Струей ионизированного газа можно разделять на части практически все металлы любых конфигураций. В строительстве и промышленности чаще всего к помощи плазмы прибегают в тех случаях, когда необходимо разделить на части тонкие листы металла, разрезать рулоны стали, изготовить металлические штрипсы или измельчить чугунный лом.
Оснащенные центраторами труборезы помогут вам разделить на фрагменты трубы любого диаметра. При этом функционал оборудования позволяет провести зачистку швов и разделывание кромок. С помощью плазмы осуществляют также сверление в металле отверстий.
художественная резка плазмой
Художественная плазменная резка широко распространена в строительстве. К этому методу прибегают при оформлении ограждений, уличных очагов, беседок, флюгеров, разнообразных элементов интерьера.
В заключение
Плазменная резка — быстрый и эффективный способ нарезать металл толщиной до 200 мм. Она может применяться для любых материалов, обладающих электропроводностью: меди, стали, латуни, чугуна, титана, алюминия, сплавов. Принцип действия плазменного резака основан на плавлении металла тонкой струей ионизированного газа и сдувании расплавленного материала с области реза.
Оборудование для нарезки плазмой бывает ручное и механизированное; инверторное и трансформаторное; ручное, портальное и переносное. Несмотря на различия в тех или иных характеристиках, любое из перечисленных приспособлений состоит из источника питания, системы поджига дуги и плазмотрона. Зная принцип работы устройства, собрать генератор плазмы для резки металла можно в домашних условиях.
Похожие публикации
Плазменная резка металла – аппараты, технология, видео процесса
- Суть плазменной резки
- Оборудование для плазменной резки
- Необходимые источники питания
- Как выполняется ручная плазменная резка?
В последнее время использование плазменного потока для раскроя материалов набирает все большую популярность. Еще более расширяет сферу использования данной технологии появление на рынке ручных аппаратов, с помощью которых выполняется плазменная резка металла.
Еще более расширяет сферу использования данной технологии появление на рынке ручных аппаратов, с помощью которых выполняется плазменная резка металла.
Плазменная резка металла значительной толщины
Суть плазменной резки
Плазменная резка предполагает локальный нагрев металла в зоне разделения и его дальнейшее плавление. Такой значительный нагрев обеспечивается за счет использования струи плазмы, формируют которую при помощи специального оборудования. Технология получения высокотемпературной плазменной струи выглядит следующим образом.
- Изначально формируется электрическая дуга, которая зажигается между электродом аппарата и его соплом либо между электродом и разрезаемым металлом. Температура такой дуги составляет 5000 градусов.
- После этого в сопло оборудования подается газ, который повышает температуру дуги уже до 20000 градусов.
- При взаимодействии с электрической дугой газ ионизируется, что и приводит к его преобразованию в струю плазмы, температура которой составляет уже 30000 градусов.

Полученная плазменная струя характеризуется ярким свечением, высокой электропроводностью и скоростью выхода из сопла оборудования (500–1500 м/с). Такая струя локально разогревает и расплавляет металл в зоне обработки, затем осуществляется его резка, что хорошо видно даже на видео такого процесса.
В специальных установках для получения плазменной струи могут использоваться различные газы. В их число входят:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон;
- пар, полученный при кипении воды.
Технология резки металла с использованием плазмы предполагает охлаждение сопла оборудования и удаление частичек расплавленного материала из зоны обработки. Обеспечивается выполнение этих требований за счет потока газа или жидкости, подаваемых в зону, где осуществляется резка. Характеристики плазменной струи, формируемой на специальном оборудовании, позволяют произвести с ее помощью резку деталей из металла, толщина которых доходит до 200 мм.
Характеристики плазменной струи, формируемой на специальном оборудовании, позволяют произвести с ее помощью резку деталей из металла, толщина которых доходит до 200 мм.
Устройство и принцип действия плазменной резки
Аппараты плазменной резки успешно используются на предприятиях различных отраслей промышленности. С их помощью успешно выполняется резка не только деталей из металла, но и изделий из пластика и натурального камня. Благодаря таким уникальным возможностям и своей универсальности, данное оборудование находит широкое применение на машиностроительных и судостроительных заводах, в рекламных и ремонтных предприятиях, в коммунальной сфере. Огромным преимуществом использования таких установок является еще и то, что они позволяют получать очень ровный, тонкий и точный рез, что является важным требованием во многих ситуациях.
Оборудование для плазменной резки
На современном рынке предлагаются аппараты, с помощью которых выполняется резка металла с использованием плазмы, двух основных типов:
- аппараты косвенного действия — резка выполняется бесконтактным способом;
- аппараты прямого действия — резка контактным способом.

Оборудование первого типа, в котором дуга зажигается между электродом и соплом резака, используется для обработки неметаллических изделий. Такие установки преимущественно применяются на различных предприятиях, вы не встретите их в мастерской домашнего умельца или в гараже ремонтника.
Аппарат для плазменной резки Ресанта ИПР-25
В аппаратах второго типа электрическая дуга зажигается между электродом и непосредственно деталью, которая, естественно, может быть только из металла. Благодаря тому, что рабочий газ в таких устройствах нагревается и ионизируется на всем промежутке (между электродом и деталью), струя плазмы в них отличается более высокой мощностью. Именно такое оборудование может использоваться для выполнения ручной плазменной резки.
Любой аппарат плазменной резки, работающий по контактному принципу, состоит из стандартного набора комплектующих:
- источника питания;
- плазмотрона;
- кабелей и шлангов, с помощью которых выполняется соединение плазмотрона с источником питания и источником подачи рабочего газа;
- газового баллона или компрессора для получения струи воздуха требуемой скорости и давления.

Главным элементом всех подобных устройств является плазмотрон, именно он отличает такое оборудование от обычного сварочного. Плазмотроны или плазменные резаки состоят из следующих элементов:
- рабочего сопла;
- электрода;
- изолирующего элемента, который отличается высокой термостойкостью.
Резак для ручной плазменной резки
Основное назначение плазмотрона состоит в том, чтобы преобразовать энергию электрической дуги в тепловую энергию плазмы. Газ или воздушно-газовая смесь, выходящие из сопла плазмотрона через отверстие небольшого диаметра, проходят через цилиндрическую камеру, в которой зафиксирован электрод. Именно сопло плазменного резака обеспечивает требуемую скорость движения и форму потока рабочего газа, и, соответственно, самой плазмы. Все манипуляции с таким резаком выполняются вручную: оператором оборудования.
Учитывая тот факт, что держать плазменный резак оператору приходится на весу, бывает очень сложно обеспечить высокое качество раскроя металла. Нередко детали, для получения которых была использована ручная плазменная резка, имеют края с неровностями, следами наплыва и рывков. Для того чтобы избежать подобных недостатков, применяют различные приспособления: подставки и упоры, позволяющие обеспечить ровное движение плазмотрона по линии раскроя, а также постоянство зазора между соплом и поверхностью разрезаемой детали.
В качестве рабочего и охлаждающего газа при использовании ручного оборудования может использоваться воздух или азот. Такая воздушно-газовая струя, кроме того, применяется и для выдува расплавленного металла из зоны реза. При использовании воздуха он подается от компрессора, а азот поступает из газового баллона.
Необходимые источники питания
Несмотря на то что все источники питания для плазменных резаков работают от сети переменного тока, часть из них может преобразовывать его в постоянный, а другие — усиливать его. Но более высоким КПД обладают те аппараты, которые работают на постоянном токе. Установки, работающие на переменном токе, применяются для резки металлов с относительно невысокой температурой плавления, к примеру, алюминия и сплавов на его основе.
В тех случаях, когда не требуется слишком высокая мощность плазменной струи, в качестве источников питания могут использоваться обычные инверторы. Именно такие устройства, отличающиеся высоким КПД и обеспечивающие высокую стабильность горения электрической дуги, используются для оснащения небольших производств и домашних мастерских. Конечно, разрезать деталь из металла значительной толщины с помощью плазмотрона, питаемого от инвертора, не получится, но для решения многих задач он подходит оптимально. Большим преимуществом инверторов является и их компактные габариты, благодаря чему их можно легко переносить с собой и использовать для выполнения работ в труднодоступных местах.
Более высокой мощностью обладают источники питания трансформаторного типа, с использованием которых может осуществляться как ручная, так и механизированная резка металла с использованием струи плазмы. Такое оборудование отличается не только высокой мощностью, но и более высокой надежностью. Им не страшны скачки напряжения, от которых другие устройства могут выйти из строя.
Резка по шаблону
У любого источника питания есть такая важная характеристика, как продолжительность включения (ПВ). У трансформаторных источников питания ПВ составляет 100%, это означает, что их можно использовать целый рабочий день, без перерыва на остывание и отдых. Но, конечно, есть у таких источников питания и недостатки, наиболее значимым из которых является их высокое энергопотребление.
Как выполняется ручная плазменная резка?
Первое, что необходимо сделать для того чтобы начать использование аппарата для плазменной резки металла, — это собрать воедино все его составные элементы. После этого инвертор или трансформатор подсоединяют к заготовке из металла и к сети переменного тока.
Далее технология резки предусматривает приближение сопла устройства к заготовке на расстояние порядка 40 мм и зажигание так называемой дежурной дуги, за счет которой будет осуществляться ионизация рабочего газа. После того как дуга загорелась, в сопло подается воздушно-газовый поток, который и должен сформировать плазменную струю.
Когда из рабочего газа сформируется плазменная струя, обладающая высокой электропроводностью, между электродом и деталью создается уже рабочая дуга, а дежурная автоматически отключается. Задача такой дуги состоит в том, чтобы поддерживать требуемый уровень ионизации плазменной струи. Случается, что рабочая дуга гаснет, в таком случае следует перекрыть подачу газа в сопло и повторить все описанные действия заново. Лучше всего, если нет опыта выполнения такого процесса, посмотреть обучающее видео, где подробно показана ручная резка металла.
Установки плазменной резки — Инвертор
Установки плазменной резки — Инвертор — оборудование для сварки и резки металлов
PnevmoCut
предназначены для воздушно-плазменной резки металлов любого типа
Толщина реза до 60ммПодробнее
MaxCut
отличается легкостью, компактностью, высокой надежностью
Толщина реза до 75ммПодробнее
PowerCut
линейка отличается широкими возможностями резки
Толщина реза до 120ммПодробнее
HighPowerCut
линейка для тяжелых, высоконагруженных работ
Толщина реза до 220ммПодробнее
Наше
оборудование
Все линейки
Аппараты предназначены для ручной и автоматизированной воздушно-плазменной резки изделий из стали и сплавов, цветных металлов и иных токопроводящих материалов.
Применимы для работы в комплексе с ЧПУ столами и другими автоматизированными комплексами
- Гарантия до 5 лет
- Толщина реза до 220мм
- Компактные и легкие
- Экономят расходники
- Совместимы с любыми ЧПУ
Технические характеристики CUT HV 160
| Параметры | CUT HV 160 |
|---|---|
| Параметры сети [В] | 3 фазы, 380 (от 300 до 450) |
| Максимальный ток резки [А] | 160 |
| Потребляемая мощность(при макс. токе) [кВт] | 25 |
| Выходное напряжение(при макс. токе) [В] | 150 |
| Напряжение х.х. [В] | 300 |
| Толщина реза от края в воздушной среде [мм] (ручная резка) | 50 | Толщина пробивки [мм] Под прямым углом | 25 |
| Толщина пробивки [мм] С перемещением плазмотрона | 50 |
| ПН на макс. токе [%] | 80 |
| Способ возбуждения дуги | Высокочастотный |
| Давление газа [атм.] | 6 — 10 |
| Расход газа [л/мин] | 200-300 |
| Охлаждение плазмотрона | Воздушное |
| Вес [кг.] | 24 |
| Степень защиты | IP 23 |
| Назначение | Проф. |
| Цена [т.р.] | 237 600 |
Технические характеристики моделей
| Параметры | PnevmoCut PC 125 | PnevmoCut PC 140 |
|---|---|---|
| Параметры сети [В] | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) |
| Максимальный ток резки [А] | 125 | 140 |
| Потребляемая мощность
(при макс. токе) [кВт] | 18 | 22 |
| Выходное напряжение
(при макс. токе) [В] | 140 | 150 |
| Напряжение х.х. [В] | 340 | 340 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В воздушной среде | 32 / 50 | 38 / 55 |
| Толщина пробивки [мм] Под прямым углом | 20 | 23 |
| Толщина пробивки [мм] С перемещением плазмотрона | 50 | 55 |
ПН на макс. токе [%] токе [%] | 100 | 80 |
| Способ возбуждения дуги | Пневмо | Пневмо |
| Давление газа [атм.] | 6 — 10 | 6 — 10 |
| Расход газа [л/мин] | 200-300 | 200-300 |
| Охлаждение плазмотрона | Воздушное | Воздушное |
| Вес [кг.] | 24 | 24 |
| Степень защиты | IP 23 | IP 23 |
| Назначение | Проф. | Проф. |
| Цена [т.р.] | 356 400 ₽ | 382 800 ₽ |
Технические характеристики моделей
| Параметры | MaxCut 200 | MaxCut 250 |
|---|---|---|
| Параметры сети [В] | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) |
| Максимальный ток резки [А] | 200 | 250 |
| Потребляемая мощность
(при макс. 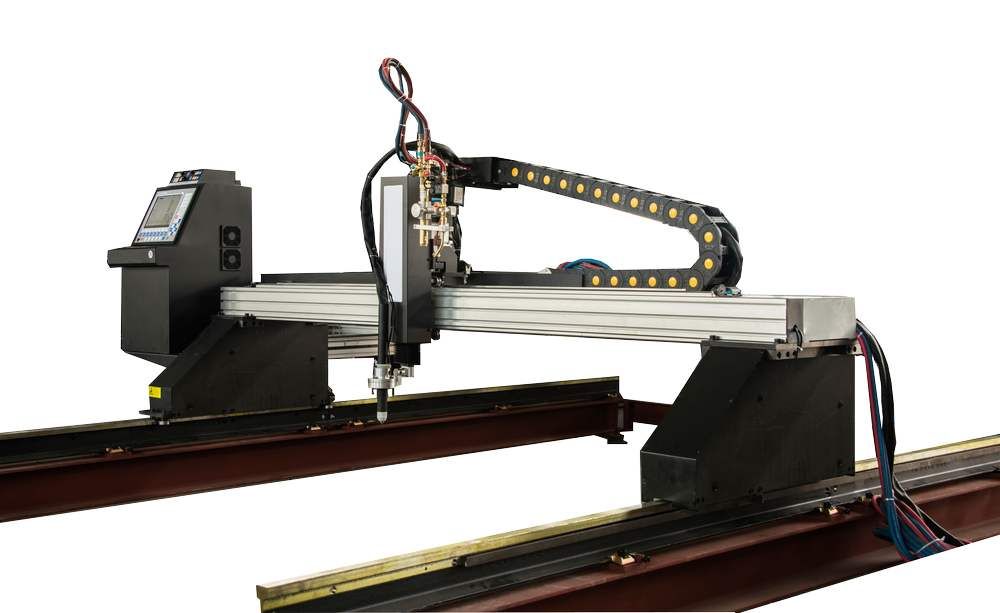 токе) [кВт] токе) [кВт] | 36 | 46 |
| Выходное напряжение
(при макс. токе) [В] | 180 | 180 |
| Напряжение х.х. [В] | 350 | 350 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В воздушной среде | 50 / 70 | 55 / 75 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В среде h45 | 60 / 84 | 66 / 90 |
| Толщина пробивки [мм] Под прямым углом | 30 | 40 |
| Толщина пробивки [мм] С перемещением плазмотрона | 70 | 75 |
| ПН на макс. токе [%] | 100 | 60 |
| Способ возбуждения дуги | Высокочастотный | Высокочастотный |
Давление газа [атм. ] ] | 6 — 10 | 6 — 10 |
| Расход газа [л/мин] | 200-300 | 200-300 |
| Охлаждение плазмотрона | жидкостное | жидкостное |
| Вес [кг.] | 45 | 45 |
| Степень защиты | IP 23 | IP 23 |
| Назначение | Пром. | Пром. |
| Цена [т.р.] | 1 134 980₽ | 1 270 500₽ |
Технические характеристики моделей
| Параметры | PowerCut PC 250 PRO | PowerCut PC 300 | PowerCut PC 350 | PowerCut PC 400 |
|---|---|---|---|---|
| Параметры сети [В] | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) |
| Максимальный ток резки [А] | 250 | 300 | 350 | 400 |
| Потребляемая мощность
(при макс.  токе) [кВт] токе) [кВт] | 46 | 75 | 105 | 125 |
| Выходное напряжение
(при макс. токе) [В] | 180 | 250 | 300 | 315 |
| Напряжение х.х. [В] | 380 | 380 | 380 | 430 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В воздушной среде | 55 / 75 | 75 / 90 | 90 / 105 | 105 / 120 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В среде h45 | 66 / 90 | 90 / 110 | 110 / 125 | 125 / 145 |
| Толщина пробивки [мм] Под прямым углом | 40 | 55 | 55 | 55 |
| Толщина пробивки [мм] С перемещением плазмотрона | 75 | 90 | 105 | 120 |
ПН на макс. токе [%] токе [%] | 100 | 100 | 100 | 80 |
| Способ возбуждения дуги | Высокочастотный | Высокочастотный | Высокочастотный | Высокочастотный |
| Давление газа [атм.] | 6 — 10 | 6 — 10 | 6 — 10 | 6 — 10 |
| Расход газа [л/мин] | 200-300 | 200-300 | 200-300 | 200-300 |
| Охлаждение плазмотрона | Жидкостное | Жидкостное | Жидкостное | Жидкостное |
| Вес [кг.] | 65 | 65 | 65 | 65 |
| Степень защиты | IP 23 | IP 23 | IP 23 | IP 23 |
| Назначение | Для тяжелых видов работ | Для тяжелых видов работ | Для тяжелых видов работ | Для тяжелых видов работ |
Цена [т. р.] р.] | 2 123 550 | 2 469 610 | 2 674 100 | 3 146 000 |
Технические характеристики моделей
| Параметры | HPC 400 | HPC 500 | HPC 500 PRO | HPC 800 | HPC 1000 |
|---|---|---|---|---|---|
| Параметры сети [В] | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) | 3 фазы, 380 (от 300 до 450) |
| Максимальный ток резки [А] | 400 | 500 | 500 | 800 | 1000 |
| Потребляемая мощность
(при макс.  токе) [кВт] токе) [кВт] | 125 | 165 | 165 | 300 | 400 |
| Выходное напряжение
(при макс. токе) [В] | 315 | 330 | 330 | 370 | 400 |
| Напряжение х.х. [В] | 430 | 500 | 500 | 500 | 500 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В воздушной среде | 105 / 120 | 115 / 125 | 115 / 125 | 160 | 185 |
| Толщина реза от края (Механизированная резка / Ручная резка) [мм] В среде h45 | 125 / 145 | 135 / 150 | 135 / 150 | 190 | 220 |
| Толщина пробивки [мм] Под прямым углом | 55 | 55 | 55 | 55 | 55 |
| Толщина пробивки [мм] С перемещением плазмотрона | 120 | 125 | 125 | 160 | 185 |
ПН на макс. токе [%] токе [%] | 100 | 60 | 100 | 100 | 100 |
| Способ возбуждения дуги | Высокочастотный | Высокочастотный | Высокочастотный | Высокочастотный | Высокочастотный |
| Давление газа [атм.] | 6 — 10 | 6 — 10 | 6 — 10 | 6 — 10 | 6 — 10 |
| Расход газа [л/мин] | 200-300 | 200-300 | 200-300 | 200-300 | 200-300 |
| Охлаждение плазмотрона | жидкостное | жидкостное | жидкостное | жидкостное | жидкостное |
| Вес [кг.] | 120 | 120 | 165 | 380 | 420 |
| Степень защиты | IP 23 | IP 23 | IP 23 | IP 23 | IP 23 |
| Назначение | Для тяжелых видов работ | Для тяжелых видов работ | Для тяжелых видов работ | Для тяжелых видов работ | Для тяжелых видов работ |
Цена [т. р.] р.] | 3 617 900₽ | 4 247 100₽ | 4 876 300₽ | 11 524 500₽ | 12 269 400₽ |
Станки ЧПУ
СПР 15/30
Станок начального уровня
Толщина реза до 15мм
Упрощенная система ЧПУ
Подробнее
МПР 20/60
Станок профессионального уровня
Толщина реза до 200мм
Высокоточные фрезерованные направляющие HIWIN
Подробнее
МПР 25/13
Станок промышленного уровня
Толщина реза определяется источником
Изготовление по размерам заказчика
Подробнее
Затрудняетесь с выбором?
Звоните! Наши специалисты помогут подобрать оборудование под Ваши задачи!
Контакты
*Согласен(-на) с политикой конфиденциальности и обработки персональных данных.
Соглашение
ПОЛИТИКА ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ
- Общие положения
- ООО «Инвертор» (далее по тексту – Оператор) ставит соблюдение прав и свобод граждан одним из важнейших условий осуществления своей деятельности.
- Политика Оператора в отношении обработки персональных данных (далее по тексту — Политика) применяется ко всей информации, которую Оператор может получить о посетителях веб-сайта aria-invertor.ru. Персональные данные обрабатывается в соответствии с ФЗ «О персональных данных» № 152-ФЗ.
- Основные понятия, используемые в Политике:
- Веб-сайт — совокупность графических и информационных материалов, а также программ для ЭВМ и баз данных, обеспечивающих их доступность в сети интернет по сетевому адресу aria-invertor.
 ru;
ru; - Пользователь – любой посетитель веб-сайта aria-invertor.ru;
- Персональные данные – любая информация, относящаяся к Пользователю веб-сайта aria-invertor.ru;
- Обработка персональных данных — любое действие с персональными данными, совершаемые с использованием ЭВМ, равно как и без их использования;
- Обезличивание персональных данных – действия, результатом которых является невозможность без использования дополнительной информации определить принадлежность персональных данных конкретному Пользователю или лицу;
- Распространение персональных данных – любые действия, результатом которых является раскрытие персональных данных неопределенному кругу лиц;
- Предоставление персональных данных – любые действия, результатом которых является раскрытие персональных данных определенному кругу лиц;
- Уничтожение персональных данных – любые действия, результатом которых является безвозвратное уничтожение персональных на ЭВМ или любых других носителях.

- Веб-сайт — совокупность графических и информационных материалов, а также программ для ЭВМ и баз данных, обеспечивающих их доступность в сети интернет по сетевому адресу aria-invertor.
- Оператор может обрабатывать следующие персональные данные:
- Адрес электронной почты Пользователя
- Номер телефона Пользователя
- Фамилию, имя, отчество Пользователя
- Также на сайте происходит сбор и обработка обезличенных данных о посетителях (в т.ч. файлов «cookie») с помощью сервисов интернет-статистики (Яндекс Метрика и Гугл Аналитика и других).
- Цели обработки персональных данных
- Цель обработки адреса электронной почты, номера телефона, фамилии, имени, отчества Пользователя — уточнение деталей заказа .Также Оператор имеет право направлять Пользователю уведомления о новых продуктах и услугах, специальных предложениях и различных событиях.
 Пользователь всегда может отказаться от получения информационных сообщений, направив Оператору письмо на адрес [email protected].
Пользователь всегда может отказаться от получения информационных сообщений, направив Оператору письмо на адрес [email protected]. - Обезличенные данные Пользователей, собираемые с помощью сервисов интернет-статистики, служат для сбора информации о действиях Пользователей на сайте, улучшения качества сайта и его содержания.
- Цель обработки адреса электронной почты, номера телефона, фамилии, имени, отчества Пользователя — уточнение деталей заказа .Также Оператор имеет право направлять Пользователю уведомления о новых продуктах и услугах, специальных предложениях и различных событиях.
- Правовые основания обработки персональных данных
- Оператор обрабатывает персональные данные Пользователя только в случае их отправки Пользователем через формы, расположенные на сайте aria-invertor.ru. Отправляя свои персональные данные Оператору, Пользователь выражает свое согласие с данной Политикой.
- Оператор обрабатывает обезличенные данные о Пользователе в случае, если это разрешено в настройках браузера Пользователя (включено сохранение файлов «cookie» и использование технологии JavaScript)
- Порядок сбора, хранения, передачи и других видов обработки персональных данных
- Оператор обеспечивает сохранность персональных данных и принимает все возможные меры, исключающие доступ к персональным данным неуполномоченных лиц.

- Персональные данные Пользователя никогда, ни при каких условиях не будут переданы третьим лицам, за исключением случаев, связанных с исполнением действующего законодательства.
- В случае выявления неточностей в персональных данных, Пользователь может актуализировать их, направив Оператору уведомление с помощью электронной почты на электронный адрес Оператора [email protected], либо на почтовый адрес г.Старый Оскол, ул. Николаевская, д.94, с пометкой «Актуализация персональных данных»
- Срок обработки персональных данных является неограниченным. Пользователь может в любой момент отозвать свое согласие на обработку персональных данных, направив Оператору уведомление с помощью электронной почты на электронный адрес Оператора [email protected], либо на почтовый адрес г.Старый Оскол, ул. Николаевская, д.94, с пометкой «Отзыв согласия на обработку персональных данных».

- Оператор обеспечивает сохранность персональных данных и принимает все возможные меры, исключающие доступ к персональным данным неуполномоченных лиц.
- Заключительные положения
- Пользователь может получить любые разъяснения по интересующим вопросам, касающимся обработки его персональных данных, обратившись к Оператору с помощью электронной почты [email protected], либо направив письмо на адрес г.Старый Оскол, ул. Николаевская, д.94.
- данном документе будут отражены любые изменения политики обработки персональных данных Оператором. В случае существенных изменений Пользователю может быть выслана информация на указанный им электронный адрес.
выбор аппарата для воздушно плазменной резки, станки и портативное оборудование
Договоримся-ка сразу. Если вас интересуют вопросы, касающиеся сварки в бытовых или кустарных условиях, то вам эту статью можно не читать. – не детский сад и никоим образом не домашний инструмент. Если работы простые и разовые, можно поработать болгаркой.
Если работы простые и разовые, можно поработать болгаркой.
Но уж если технические задачи стоят серьезные, а объемы работ огромные, то без резака для плазменной резки будет сложно. Это любимый инструмент в машиностроении всех профилей и многих других серьезных отраслях, где нужны «кройка и шитье» из металла.
Содержание
- Виды плазменных резаков
- Резаки инверторного типа
- Плазморезы трансформаторного типа
- Контактная плазменная резка
- Бесконтактная плазменная резка
- Ручные воздушно-плазменные резаки
- Аппараты плазменной резки машинного типа
- Водно-плазменные резаки
- Физика процесса плазменной резки
- Как устроен аппарат плазменной резки?
- Плазмотрон
- Электроды
- Сопло плазмотрона
- Защитные газы
- Преимущества метода плазменной резки
- Плазменный резак своими руками
- Какой резак выбрать
- Полезные советы по покупке и уходу
Виды плазменных резаков
Все зависит от того, какие у вам планы, и где вы собираетесь работать. Дело в том, что плазморезы отличаются высокой вариативностью моделей. Они отличаются друг от друга не только эстетически, но и конструктивно: у них, к примеру, разные виды поджига электрической дуги и разные системы охлаждения.
Дело в том, что плазморезы отличаются высокой вариативностью моделей. Они отличаются друг от друга не только эстетически, но и конструктивно: у них, к примеру, разные виды поджига электрической дуги и разные системы охлаждения.
Плазморезы могут быть переносными, могут представлять из себя целые портальные установки. Есть модели шарнирно-консольного типа, встречаются установки с приводом координатного вида. Особое место занимают аппараты с программным управлением.
Все резаки можно разделить следующим образом:
- Аппараты для работы в среде инертных и защитных газов: водорода, гелия и, конечно же, аргона.
- Резаки, функционирующие в среде окислительных газов – газов, которые насыщены кислородом.
- Резаки для работы с различными смесями.
- Для использования в стабилизаторах.
- Резаки с магнитной стабилизацией.
Принцип работы плазменной резки.
Классификация по виду потребляемой энергии:
- Бытовые резаки, которые подключаются к сети с напряжением 220 В.

- Профессиональные или промышленные, работающие только от сети с напряжением 380 В.
Следует учитывать, что даже бытовой с самыми скромными показателями мощности нужно проверить с подключением к общей сети: нагрузка сети будет очень серьезной. К тому же к резаку часто подключается компрессор для охлаждения. Его совсем немаленькую мощность также нужно учитывать при подключении.
Еще один критерий делит плазморезы ровно на две группы:
Резаки инверторного типа
отличный инструмент эконом-класса, который способен резать металл толщиной до 30-ти мм. Их используют чаще в быту и в малых мастерских. Энергопотребление у них весьма скоромное, они компактны: небольшого веса и изящных габаритов.
Большинство моделей являются переносными или ручными аппаратами. С их помощью можно работать в труднодоступных местах. Дополнительное преимущество – неплохой коэффициент полезного действия — выше на 30%.
Плазморезы трансформаторного типа
Они стоимостью подороже. Это больше походе на станок , как большой короб на колесиках. Режут металл с серьезной толщиной – вплоть до 80-ти мм. Они значительно тяжелее и больше по габаритам, чем инверторные.
Это больше походе на станок , как большой короб на колесиках. Режут металл с серьезной толщиной – вплоть до 80-ти мм. Они значительно тяжелее и больше по габаритам, чем инверторные.
Эти вес и размеры можно простить за большую надежность: обычно они не выходят из строя при скачках напряжения в сети, что чрезвычайно актуально для некоторых регионов. Продолжительность бесперебойного включения у этих аппаратов фантастическая – вплоть до 100%.
Это означает, что трансформаторный резак может работать весь день без перерыва. Кроме большого веса и крупных габаритов у этого вида аппаратов есть еще один недостаток: высокое потребление энергии. Как говориться, большому кораблю большое плавание.
Плазменные резаки можно разделить по виду контакта:
- Контактные, которые имеют контакт с металлом. Режут детали с толщиной не больше 18-ти мм.
- Бесконтактные, которым под силу резка металлов практически любой толщины.
Контактная плазменная резка
Это выглядит следующим образом: электрическая дуга соединяет плазмотрон и поверхность разрезаемой металлической детали, иными словами – дуга прямого действия. Вектор этой дуги всегда совмещается с потоком плазмы, выходящим из сопла под большим давлением с высокой скоростью.
Вектор этой дуги всегда совмещается с потоком плазмы, выходящим из сопла под большим давлением с высокой скоростью.
Схема режущего плазмотрона.
Раскаленный воздух представляет из себя плазму, он давит на дугу и сообщает ей режущие свойства. Если учесть высочайшую температуру на уровне 3000°С, происходит то самое механическое воздействие на металл, которое называется резкой.
Данный тип резки используется в работе с высокопроводными металлами. Преимущественно это детали с неправильными контурами, трубы, прутки, металлические полосы и уголки, различные отверстия в заготовках и т.д.
Бесконтактная плазменная резка
Здесь режущим инструментом является струя из плазмы, идущая из сопла с огромной скоростью. Что же касается дуги, то она формируется между наконечником плазмотрона и электродом.
Эта технология применяется в работе с материалами, которые плохо проводят ток. Это неметаллы, к примеру, камень.
Еще один принцип классификации резаков на аппараты ручной или машинной резки.
Ручные воздушно-плазменные резаки
Это самые демократичные модели и по цепне, и по сфере применения. Нельзя сказать, что они стали эдакими домашними котиками для резки новогодней фольги, но в автомастерских, к примеру, они стали широко использоваться для резки деталей самого разного калибра.
Производительность у них не бог весть какая прежде всего потому, что резак находится в руках у оператора, которому приходится держать его на весу и вести по линии разреза. Понятно, что об идеальной точности и ровности разреза говорить не приходится.
Чтобы исправить это, можно использовать специальный упор. Этот упор размещают на сопле, придавливают к поверхности заготовки и таким образом ведут резак по линии разреза.
Стоимость ручного плазменного резака зависит от их функциональных возможностей, включая применяемую силу тока и максимальную толщину металла, которую можно будет с их помощью разрезать.
На рынке появились чрезвычайно интересные универсальные модели, с помощью которых можно как резать, так и варить металлические детали. Стоят они недешево, но вполне приемлемо: около 500 USD. Заметить такие модели можно с помощью маркировки.
Стоят они недешево, но вполне приемлемо: около 500 USD. Заметить такие модели можно с помощью маркировки.
Аппараты плазменной резки машинного типа
Данные модели практически всегда снабжены программным обеспечением, благодаря которому участие оператора из процесса исключено. Понятно, что сразу же повышаются производительность и общая эффективность работы аппарата. Ну а главная фишка – идеальная точность резки.
Дополнительный бонус от машинного резака – отсутствие какой-либо необходимости обрабатывать края после резки, они и так идеальные.
Для начала работы вводится схема, по которой будет произведена любая форма или фигура резки.
Режимы плазменной резки.
Стоимость машинных устройств на несколько порядков выше, чем у ручных аппаратов . Данные аппараты состоят из мощных трансформаторов и технического стола в виде ровной поверхности с направляющими.
Цена зависит от комплектующих, габаритов и функциональности программного обеспечения. Так или иначе стоимость любой машинной модели будет находиться в диапазоне 3000 – 20000 USD.
Водно-плазменные резаки
Помимо аппаратов воздушно-плазменной резки существуют и модели водно-плазменного типа. В этом случае вода играет роль охладителя, а плазму образует не воздух, а водяной пар.
Устройства воздушно-плазменной резки – отличная опция благодаря низкой цене и компактности, но у них есть существенный недостаток – ограничения в толщине разрезаемого металла, этот лимит составляет всего 80 мм.
А вот мощность водно-плазменных резаков намного выше, и поэтому позволяет работать с массивными деталями. Если говорить о пресловутой стоимости, то да, эти модели дороже.
Принцип работы у них совсем другой. Вместо воздуха под давлением используется водяной пар. При таком раскладе не нужен компрессор для воздуха, не нужны баллоны с газом – водяной пар отлично справляется со всеми задачами самостоятельно.
Дело в том, что по консистенции водяной пар значительно более вязкий, чем воздух. В результате этой «счастливой» вязкости водяного пара нужно намного меньше.
При прохождении через плазмотрон электрической дуги в него подается вода, которая мгновенно начинает испаряться. Пар ионизируется под действием загоревшейся электрической дуги и рабочей жидкости, которая поднимает катод полюса с минусом от катода полюса сопла с плюсом.
Одна из самых известных моделей водно-плазменного типа – аппарат «Горыныч» со стоимость примерно 800 USD.
Физика процесса плазменной резки
Чтобы работал, нужны всего лишь воздух и электрическая энергия. На режущую часть аппарата подается ток с высокой частотой. В результате в плазмотроне формируется дуга с очень высокой температурой: около 8000°С.
Разновидности плазменных резаков.
Туда же, в плазмотрон, поступает и проходит через раскаленную дугу воздух в сжатом состоянии, который впоследствии ионизируется. В результате этот воздух становится отличным проводником тока, он становится той самой плазмой.
Плазма под большим давлением выходит из сопла и разогревает металлическую деталь до начала плавления. Расплавленный металл частицами выдувается воздухом, выходящим из сопла под большим давлением. Это и есть та самая резка металла.
Расплавленный металл частицами выдувается воздухом, выходящим из сопла под большим давлением. Это и есть та самая резка металла.
Скорость потока плазмы зависит от расхода воздуха: если его увеличить, скорость потока плазмы повысится. При силе переменного тока в 250 А скорость плазменного потока составляет примерно 800 м/сек.
Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла.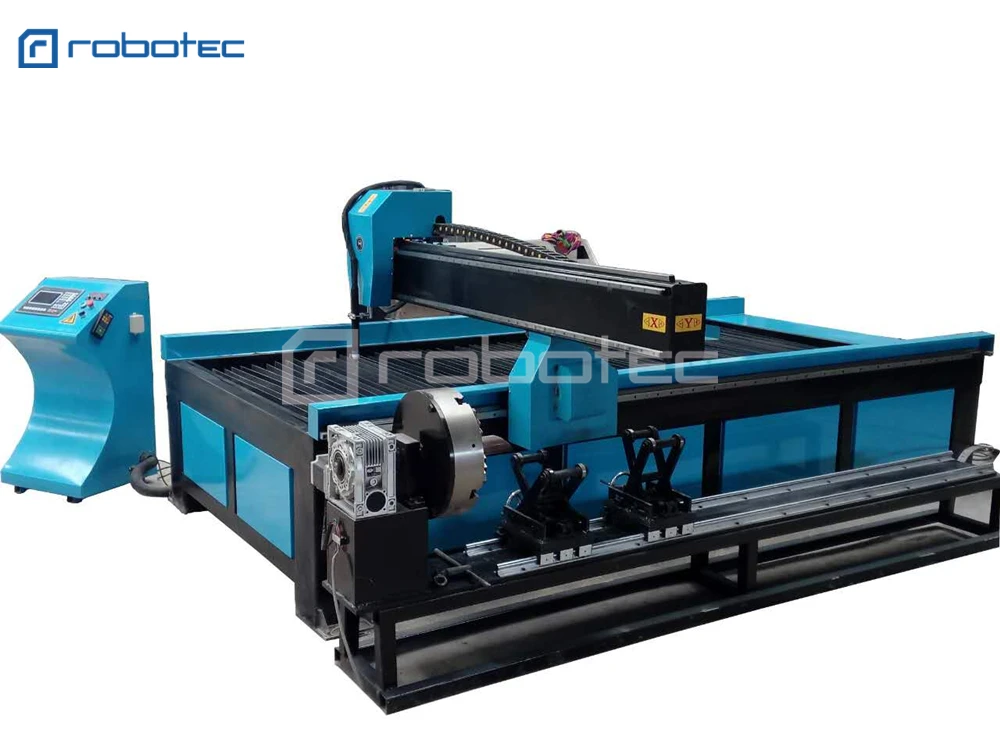 Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
С бериллием и торием нужно быть поосторожнее – эти элементы обладают радиоактивным компонентом.
Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.
Схема устройства плазменного резака.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.
Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм. Зато длина сопла больше – около 10-ти мм.
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://youtu.be/grj5WCpW9c8
Преимущества метода плазменной резки
Плюсы этих устройств нужно хорошо знать, равно как и минусы, без которых не обходится ни одно техническое приспособление.
Прежде всего помним, что скромные бытовые задачи по резке металла вполне можно реализовать с помощью обычной болгарки и не заморачиваться с дорогим и непростым плазменным оборудованием.
Плазменный резак обладает следующими положительными свойствам:
- Высокая скорость рабочего процесса. Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка.
- Большая толщина металла, который он способен резать в отличие от болгарки.
- Плазменному резаку под силу любой тип металла. Для этого важно знать и верно выставлять необходимые режимы согласно спецификациям.
- Непродолжительные и несложные подготовительные работы.
 Не нужна зачистка поверхностей.
Не нужна зачистка поверхностей. - Уникальная точность и ровность среза. Нет никаких наплывов, не нужны специальные упоры.
- Отсутствие каких-либо дефектов и деформаций металла благодаря невысокой температуре общего нагрева.
- Способность аппарата производить срезы любой формы, включая фигурные.
- Высокая безопасность процесса: нет баллонов с газом.
Чертеж устройства плазменного резака.
Недостатки плазменного резака:
- Высокая стоимость аппарата.
- Нет возможности резки одновременно несколькими резаками.
- Строгие требования к положению инструмента: плазма должна быть строго перпендикулярной поверхности заготовки. Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.
- Ограничение толщины разрезаемого металла – примерно до 10-ти с. В сравнении кислородная горелка режет металл толщиной в полметра.
При всех, казалось бы, значительных минусах плазморезы очень популярны. В небольших мастерских работают ручными моделями, которых предлагается на рынке огромное множество. Сегодня плазменная резка перестала быть недоступным элитарным методом работы.
В небольших мастерских работают ручными моделями, которых предлагается на рынке огромное множество. Сегодня плазменная резка перестала быть недоступным элитарным методом работы.
Плазменный резак своими руками
Сразу заметим, что плазменной резки не обязательно быть профессиональным сварщиком, опыт в сварке здесь не нужен. Если вы задумали сделать такой аппарат своими руками, примите к сведению, что у вас появится возможность идеально резать кроме металла другие материалы: пластик, дерево, керамику и пр.
Плазменный резак – дорогое удовольствие даже в виде самых простых ручных моделей, поэтому сделать самодельный аппарат имеет смысл: овчинка выделки стоит.
Единственное, что нужно купить – это источник питания и сопло. Если вы все сделаете правильно, ваш аппарат не будет уступать заводским экземплярам по своим рабочим качествам.
Если вы все сделаете правильно, ваш аппарат не будет уступать заводским экземплярам по своим рабочим качествам.
Для образования плазмы нужен воздух, а для системы охлаждения нужна вода или тосол, которые заливаются в специальную емкость.
Стержень нужно брать вольфрамовый., с его помощью будет формироваться электрическая дуга. Все комплектующие всегда имеются в хозяйственных магазинах. Собрав все необходимое оборудование для , аппарат производится по схемам, которые представлены в сети в большом количестве.
Какой резак выбрать
Начнем с факта, известного любому сварщику, который распространяется и на плазменную резку: чем выше сила тока, тем выше скорость рабочего процесса. Есть и другие параметры, которые следует учитывать при выборе инструмента для своей работы.
Есть и другие параметры, которые следует учитывать при выборе инструмента для своей работы.
Толщина и тип металла – один из главных критериев. В сети можно найти множество табличного материала с техническими характеристиками плазменных резаков в зависимости от них. К примеру, чтобы с успехом резать медный лист толщиной в 2 мм, вам понадобится устройство с допустимой силой тока в 12 А.
Важным правилом является обязательный «запас» силы тока: покупать резак помощнее, чем указывается в таблицах. Дело в том, что табличные параметры – это максимальные цифры, с этими значениями аппарат может работать лишь непродолжительное время.
Схема работы плазменного резака.
Грамотнее всего выбор по трем критериям: скорости рабочего процесса, времени резки и мощности.
- Нужная рабочая мощность определяется с учетом толщины планируемого металла и его вида. К примеру, мощность в 90А позволит резать металл толщиной до 30-ти мм.
- Если металл толще, нужно выбирать резак с мощностью в диапазоне 80 – 180А.

- Диаметр сопла и выбор типа потока всегда зависит от типа разрезаемого металла.
- Важными параметрами выбора станка плазменного резака являются также номинальное первичное напряжение и сила тока.
- Нужно решить, какой тип аппарата вам нужен – универсальный или специального назначения.
- Проверка адекватности аппарата к электрической сети обязательна: можно ли его подключать к общей сети или нужна профессиональная с другим напряжением. Аппараты попроще работают только при 220 или 380В, фазы питания могут быть одно- и трехфазными.
- Скорость резки металла измеряется в см/мин.
- Еще один важный и показательный критерий – способность резака работать непрерывно в течение долгого времени, иными словами – продолжительность работы без перерыва. Если она указана как 50%, это значит, что аппарат после 5-ти минут непрерывной резки должен быть выключенным также 5 минут.
Полезные советы по покупке и уходу
Особенности выбора и ухода за резаком:
- Если есть выбор, всегда останавливайтесь на тех моделях, у которых есть евроразъем.
В этих моделях не будет никаких проблем с подключением или удлинением кабель-шлангового пакета и других элементов между собой. - На расходных материалах не экономим.
Только качественные будут работать на идеальный рез и долговечность резака. Быстрее всего изнашиваются сопло и катод, следовательно, за стоянием этих элементов нужно следить с особой тщательностью. - Резак – это резак, поэтому правила безопасности в данном случае имеют железобетонный характер.
Нужно иметь защитный щиток, специальные очки. Имейте в виду, что плазменная резка – это брызги расплавленного металла. Поэтому вам не помешают и перчатки, и даже защитная обувь.
- Работа на максимальной мощности предопределяет последующую остановку в работе.
Одна из важнейших технических характеристик станков плазменной резки металла – продолжительность их работы без перерыва. - Если в вашем доме старая проводка, обязательно проверьте, как «подружится» ваш новый резак с вашей старой сетью.
Скорее всего, дружбы не выйдет, это нужно принять во внимание.
Газы для плазменной резки металла
- Home
- Статьи
- Газы для плазменной резки металла
В процессе резки металла с помощью оборудования для плазменной резки используются различные газы:
|
1.
Плазмообразующий газ — это все газы или смеси газов, которые можно использовать для создания потока плазмы и осуществления процесса резки.
| |
| Пусковой газ (ZG):
Этот газ служит для зажигания плазменной дуги. Он должен облегчать процесс зажигания и может положительно влиять на срок службы катода.
| |
|
Режущий газ (SG):
В результате ионизации режущий газ становится электропроводным и может образовывать основную электрическую дугу
| |
| Маркировочный газ (MG):
Термин «маркировочный газ» используется для обозначения газа при плазменной маркировке.
| |
| 2. Вихревой газ (WG):
Этот газ обволакивает струю плазмы. Он способствует повышению качества резки, так как дополнительно сужает и охлаждает электрическую дугу,
| |
| Барьерный газ (SpG):
Барьерный газ — это вихревой газ, подаваемый с уменьшенным расходом во время перерывов плазменной резки в воде.
| |
|
3. Контрольный газ (KG):
Этот газ направляется на головку горелки и контролирует наличие защитного колпачка на головке.
| |
|
Идентифицирующий газ (IG):
Этот газ представляет собой контрольный газ, возвращающийся от горелки.
| |
 Плазмообразующий газ (PG):
Плазмообразующий газ (PG):

Газы имеют решающее значение для качества резки материалов.
В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов.
Каждый газ имеет специфические свойства , используемые для резки материалов различной вязкости.
Ниже дан обзор типовых газов, применяемых при плазменной резке для различных типов металла.
Газы для резки различных типов металла
| Материал | Плазмообразующий газ | Вихревой газ | |
|---|---|---|---|
| Конструкционная сталь | O2 | O2, воздух, N2 |
|
| Высококачественная сталь | N2/h3 | N2 |
|
| Ar/h3 | N2 |
| |
| Алюминий | воздух | N2 |
|
| N2/h3 | N2 |
| |
| Ar/h3 | N2 |
|
Свойства газов для плазменной резки
Газы оказывают большое влияние на качество резания.
Чтобы процесс плазменной резки был экономичен и при этом достигались оптимальные результаты,
должны использоваться плазмообразующие технологические газы, соответствующие обрабатываемому материалу.
При этом решающее значение имеют их физические свойства.
Необходимо учитывать их энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Аргон
Аргон является инертным газом. Это означает, при процессе резки он не реагирует с материалом.
Благодаря его большой атомной массе (самой большой среди всех газов для плазменной резки), он эффективно выталкивает расплав из прорези.
Это происходит благодаря тому, что может достигаться большая кинетическая энергия струи плазмы.
С учетом малого потенциала ионизации он превосходно пригоден для зажигания струи плазмы.
Однако аргон не может использоваться в качестве единственного газа для резки, так как он имеет низкую теплопроводность и малую теплоемкость.
Водород
В отличие от аргона, водород имеет очень хорошую теплопроводность.
Кроме того, водород диссоциирует при высоких температурах.
Это означает, что от электрической дуги отбирается большое количество энергии (а также при ионизации) и, тем самым,
происходит более хорошее охлаждение граничных слоев. Благодаря этому эффекту электрическая дуга сжимается,
т. е. достигается более высокая плотность энергии.
В результате процессов рекомбинации отобранная энергия снова высвобождается в виде тепла в расплаве.
Однако водород тоже не пригоден в качестве единственного газа, так как, в отличие от аргона,
он имеет очень малую атомную массу и поэтому не может достигаться достаточная кинетическая энергия для выталкивания расплава.
Азот
Азот — это химически пассивный газ, реагирующий с деталью лишь при высоких температурах.
При низких температурах он инертен.
В отношении свойств (теплопроводности, энтальпии и атомной массы) азот можно поместить между аргоном и водородом.
Поэтому его можно использовать в качестве единственного газа в диапазоне тонких высоколегированных сталей — как в качестве режущего,
так и в качестве вихревого газа.
Кислород
По теплопроводности и атомной массе кислород ближе к азоту.
Кислород имеет хорошее сродство к железу, т. е., в результате процесса окисления освобождается тепло,
которые можно использовать для увеличения скорости резки.
Несмотря на эту реакцию, процесс считается резкой расплавлением, а не выжиганием,
так как реакция с материалом происходит слишком медленно и перед этим материал уже успевает расплавиться.
Кислород применяется, в основном, в качестве режущего и вторичного газа для нелегированных и низколегированных сталей.
Воздух
Воздух состоит, в основном, из азота (ок. 70%) и кислорода (ок. 21%).
Поэтому могут одновременно использоваться полезные свойства обоих газов.
Воздух является одним из самых дешевых газов и применяется для резки нелегированных, низколегированных и высоколегированных сталей.
Смеси газов
Вышеперечисленные газы часто применяются и в виде смесей.
Так, например, хорошие тепловые свойства водорода можно сочетать с большой атомной массой аргона.
Высоколегированные стали и алюминий можно резать начиная с толщины 5 мм.
При этом доля водорода выбирается в зависимости от толщины материала.
Чем толще материал, тем выше должна быть доля водорода.
Можно использовать максимум 35 объемных %.
Разумеется, возможны и другие сочетания, например, смеси азота с водородом или смеси аргона, азота и водорода.
Чистота газа
Для наилучших и воспроизводимых результатов резки рекомендуется следующая чистота газов:
| Плазмообразующий газ | ||
| Сжатый воздух: | Максимальный размер частиц 0,1 мкм, класс 1, в соответствии с ISO 8573,
максимальное остаточное содержание масла 0,1 мг/м³, класс 2, в соответствии с ISO 8573, максимальная температура точки росы в условиях давления +3°C по классу 4 в соответствии с ISO 8573 | |
| Кислород: | 99,5 % | |
| Азот: | 99,999 % | |
| Водород: | 99,95 % | |
| Аргон: | 99,996 % | |
| Вихревые газы | ||
| Кислород: | 99,5 % | |
| Азот: | 99,996% (лучше 99,999%) | |
| Защитный газ из смеси водорода и азота | (смесь N2 95%, h3 5%) | |
Вы можете получить любые консультации по выбору оборудования для плазменной резки
у наших специалистов.
Повышение качества ручной плазменной резки
Если вы поддерживаете правильную скорость перемещения, искры будут выходить из заготовки под углом от 15 до 20 градусов.
Плазменной резке легко научиться, а резаки просты в использовании. На самом деле, это настолько просто, что многие пользователи сразу же приступают к работе, как только вынимают устройство из упаковки. Однако такой подход может не оптимизировать возможности вашего плазменного резака. Вот несколько советов и рекомендаций по передовому опыту, которые повысят вашу эффективность и точность, а также продлят срок службы вашего плазменного резака и
расходные материалы.
Прочитайте руководство
Первый и самый важный шаг, который не делают многие пользователи: найдите время, чтобы внимательно прочитать руководство и ознакомиться с вашим конкретным плазменным резаком. Это окупается, поскольку в руководстве содержится важная информация о том, как максимально эффективно использовать плазменный резак.
Обратите внимание, что при плазменной резке образуются пары и газы, которые могут быть опасны для вашего здоровья. Требуются надлежащая вентиляция и одежда. Пожалуйста, ознакомьтесь с руководством пользователя для получения важной информации по технике безопасности о надлежащих методах и одежде для плазменной резки.
Выполнение предполетной проверки
Разработайте «предполетную процедуру» для использования вашего плазменного резака, начиная с задней части машины и продвигаясь вперед.
- Проверьте шнур питания, чтобы убедиться, что он в хорошем состоянии и подключен к соответствующему типу основного источника питания. Некоторые устройства позволяют подключать их к любому источнику питания от 208 до 575 В. Для других устройств требуется определенное напряжение, поэтому вы сами должны убедиться, что устройство подключено к правильному источнику питания, а все переключатели выбора мощности установлены правильно. .
- Проверьте подачу воздуха, чтобы убедиться, что поток воздуха и давление на входе в машину правильные.
 В руководстве пользователя должны быть указаны требования к воздуху.
В руководстве пользователя должны быть указаны требования к воздуху. - Сухой воздух важен для плазменной резки, так как он увеличивает производительность резки. Установите на машину воздушный фильтр и/или осушитель, если они не установлены (см. Рисунок 1 ). Проверьте, очистите и замените фильтр и осушитель в соответствии с рекомендациями производителя. Важно иметь какой-либо герметик на соединении, чтобы уменьшить риск
утечка давления воздуха. - Подключите горелку, если она еще не подключена.
- Убедитесь, что все ваши расходные материалы находятся на своих местах и подходят для работы, а также что они плотно прилегают и надежно закреплены. Чрезмерное затягивание чашки может привести к прерывистому резанию.
- Если применимо, выберите правильный процесс. На некоторых высокопроизводительных станках переключатель позволяет пользователю выбирать между резкой и строжкой.
- Включите машину.
- Проверьте настройку воздуха (см.
 рис. 2). Фунты на квадратный дюйм
рис. 2). Фунты на квадратный дюйм
(PSI) настройки могут различаться для резки и строжки. На некоторых плазменных резаках вы можете уменьшить силу тока до нуля, что включает воздушный поток и позволяет установить правильное давление. - Установите правильную настройку выхода.
- Проверьте заземление заготовки. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне, насколько это практически возможно.
- Убедитесь, что все защитное снаряжение на месте. В вашем руководстве по эксплуатации будет больше подробностей, но, как правило, вам нужен тот же тип защитного снаряжения, который вы носите при сварке. Если стол мокрый и вы кладете на него голую руку, вы можете стать частью цепи и получить удар током, поэтому убедитесь, что на вас надеты сварочные костюмы, а также надлежащие перчатки и защитные очки. Обычно № 5
оттенок — это минимальная необходимая защита для глаз, но могут потребоваться более темные оттенки, в зависимости от силы тока. См. руководство пользователя для рекомендаций производителя. Также рекомендуется лицевой щиток.
См. руководство пользователя для рекомендаций производителя. Также рекомендуется лицевой щиток. - Сделайте пробный рез на материале того же типа, что и ваша заготовка, чтобы проверить настройки и скорость перемещения.
- Заранее отрепетируйте разрез, чтобы убедиться, что у вас достаточно свободы движений, чтобы сделать один непрерывный разрез. Трудно остановиться, а затем чисто продолжить длинный разрез.
Чистый рез зависит от нескольких факторов: скорости и направления перемещения, расстояния от рабочей поверхности, расходных материалов и техники.
Скорость движения и направление
В вашем руководстве по эксплуатации должна быть таблица, в которой толщина материала сравнивается со скоростью движения в дюймах в минуту (IPM).
Чем быстрее вы двигаетесь (особенно по алюминию), тем чище будет ваш рез. При работе с толстым материалом установите машину на полную мощность и изменяйте скорость движения. На более тонком материале вам нужно уменьшить силу тока и перейти на наконечник с меньшей силой тока, чтобы сохранить узкий пропил.
Чтобы определить, двигаетесь ли вы слишком быстро или слишком медленно, визуально следите за дугой, идущей от нижней части разреза. Дуга должна выходить из материала под углом 15–20 градусов против направления движения (см. 9).0022 вверху страницы ). Если он идет прямо вниз, это означает, что вы идете слишком медленно, и у вас будет ненужное накопление окалины или шлака. Если ты тоже пойдешь
быстро, он начнет распылять обратно. Поскольку дуга проходит под углом, в конце реза уменьшите скорость резки и направьте резак в сторону реза через последний кусок металла.
Человеческая механика облегчает тянуть факел, чем толкать его. Плазменная резка оставляет скошенный край и прямой край. Плазма кружится, выходя из наконечника, кусая одну сторону и заканчивая другой. Простой способ запомнить это — представить плазменный резак как автомобиль без заднего хода. Фонарь всегда движется вперед, а пассажирская сторона всегда прямая. Если это
важно для вашего проекта, планируйте соответственно.
Расстояние от заготовки
Если вы не используете защитный экран, поддерживайте расстояние от 1/16 до 1/8 дюйма между наконечником и заготовкой (см. Рисунок 3 ). Хотя прикосновение наконечника к рабочей поверхности отрицательно влияет на качество резки и срок службы расходных материалов, слишком большое удаление наконечника от заготовки снижает режущую способность устройства.
Рисунок 1
Воздушный фильтр и осушитель помогают поддерживать качество воздуха, необходимое для оптимальной резки.
Многие плазменные резаки поставляются с защитным экраном, который размещается на режущей поверхности для поддержания оптимального размера 1/8 дюйма. зазор (см. рис. 4). Это
особенно подходит, если ваши руки неуверенны, или для выполнения шаблонной резки. Это также помогает продлить срок службы наконечника.
Использование подходящих расходных материалов
Наконечники направляют поток плазмы на заготовку. Некоторые плазменные резаки используют отдельные наконечники для верхнего и нижнего пределов диапазона силы тока. Например, 80-амперный плазменный резак может использовать наконечники на 80 и 40 ампер, а также удлиненные версии наконечников для увеличения досягаемости, а также наконечники для строжки.
Некоторые плазменные резаки используют отдельные наконечники для верхнего и нижнего пределов диапазона силы тока. Например, 80-амперный плазменный резак может использовать наконечники на 80 и 40 ампер, а также удлиненные версии наконечников для увеличения досягаемости, а также наконечники для строжки.
Наконечник с большей силой тока используется, когда плазменный резак настроен на верхний диапазон силы тока для резки толстого материала. Как отмечалось ранее, для обеспечения тонкого пропила при резке листового металла установите станок на более низкий диапазон силы тока и используйте наконечник с низким током. Поскольку наконечник с малым усилием имеет меньшее отверстие, он поддерживает узкий поток плазмы при более низких настройках для использования на тонком материале. Использование 40-амперного
наконечник при настройке на 80 ампер деформирует отверстие наконечника и потребует замены. И наоборот, использование 80-амперного наконечника на более низких настройках не позволит вам также сфокусировать поток плазмы и создаст широкий разрез.
Используйте удлиненные наконечники, чтобы вырезать узоры или проникать в углы или узкие места.
Используйте насадки для строжки, чтобы распределить поток плазмы и дугу, чтобы вы могли удалить сразу большое количество материала за один проход.
Если вы используете чистый, сухой воздух и выполняете длинную резку, вы можете рассчитывать на то, что ваши расходные материалы прослужат примерно два часа непрерывной резки. Непрерывный перезапуск вспомогательной дуги при включении резака сокращает срок службы расходных материалов. Прикосновение наконечника к материалу без защитного экрана вызывает двойную дугу, потому что электрический ток пытается найти кратчайший путь к электроду.
заготовка. Это также снижает срок службы расходных материалов.
Best Techniques
Если вы не используете защитный экран или пытаетесь сделать очень точные разрезы, опустите нережущую руку (см. Рисунок 5 ) и используйте ее как направляющую для другой руки. Это положение руки для отдыха обеспечивает свободу движений во всех направлениях, помогая вам стабилизировать руку и поддерживать постоянную стойку.
Это положение руки для отдыха обеспечивает свободу движений во всех направлениях, помогая вам стабилизировать руку и поддерживать постоянную стойку.
По возможности держите резак перпендикулярно заготовке, за исключением снятия фаски.
Когда вы прокалываете тонкий материал, чтобы начать рез, вы можете пробить его с небольшим зазором по дуге или без него. Однако при работе с толстым материалом начните с резака под углом 45 градусов, чтобы первый выброс металла имел место быть. В противном случае металл будет плескаться и быстро изнашивать расходные материалы.
Как уже отмечалось, при оптимальной скорости движения дуга выходит из материала под углом от 15 до 20 градусов, противоположном направлению движения. Следовательно, срез также будет проходить под углом, противоположным направлению движения. В конце резки наклоните резак вперед, чтобы аккуратно срезать последний кусок металла (см. рис. 6).
Рисунок 3
Поддержание размера от 1/16 до 1/8 дюйма. зазор увеличивает срок службы ваших расходных деталей, обеспечивает более чистый срез и максимально увеличивает производительность вашего станка.
зазор увеличивает срок службы ваших расходных деталей, обеспечивает более чистый срез и максимально увеличивает производительность вашего станка.
Направляющие. Чтобы пометить материал, который нужно разрезать, используйте либо черный маркер, либо белый мел. Контраст делает метки более заметными.
Для более точной резки вы можете прикрепить к заготовке поверочную линейку для направления резака (см. Рисунок 7 ). Если вы будете делать несколько надрезов одной формы, создайте шаблон.
Убедитесь, что направляющая не воспламеняется. Алюминий предпочтительнее из-за его гладкой поверхности, но из-за его электропроводности алюминий должен касаться чаши горелки или защитного экрана, а не касаться наконечника.
Круглые направляющие также доступны для обеспечения точной резки (см. рис. 8). Центровочный пуансон используется при подготовке к использованию направляющей для вырезания кругов. Простой способ сделать косой срез — использовать в качестве направляющей кусок уголка (см. рис. 9).
рис. 9).
Хотя распаковать плазменный резак и начать резку может быть достаточно просто, найдите время, чтобы ознакомиться с его правильной работой. Стоит повторить, что вы должны сначала прочитать руководство пользователя.
Успешное лечение клинических признаков, связанных с печеночной энцефалопатией, с помощью мануального терапевтического плазмафереза у собаки
Отчеты о делах
. 2020 май; 30 (3): 312-317.
doi: 10.1111/vec.12940.
Epub 2020 20 февраля.
Кристин Каллер
1
, Аликс Рейнхардт
1
, Алессио Вигани
1
принадлежность
- 1 Университет штата Северная Каролина, Колледж ветеринарной медицины, Роли, Северная Каролина.

PMID:
32077185
DOI:
10.1111/век.12940
Отчеты о случаях заболевания
Christine A Culler et al.
J Vet Emerg Crit Care (Сан-Антонио).
2020 Май.
. 2020 май; 30 (3): 312-317.
doi: 10.1111/vec.12940.
Epub 2020 20 февраля.
Авторы
Кристин Каллер
1
, Аликс Рейнхардт
1
, Алессио Вигани
1
принадлежность
- 1 Университет штата Северная Каролина, Колледж ветеринарной медицины, Роли, Северная Каролина.

PMID:
32077185
DOI:
10.1111/век.12940
Абстрактный
Задача:
Описать использование мануального терапевтического плазмафереза (ТПО) для лечения печеночной энцефалопатии (HE) у собак.
Краткое описание дела:
У 9-летней кастрированной самки таксы развилась ХЭ, вторичная по отношению к ранее диагностированному портосистемному шунтированию. Несмотря на интенсивное медикаментозное лечение, гипераммониемия и тяжелые клинические признаки HE сохранялись. Для стабилизации перед хирургической перевязкой шунта был проведен терапевтический плазмаферез. Всего за один сеанс ручной ТПО был обработан 1 объем плазмы. Уровень аммиака непосредственно перед ТПО составлял 235 мкмоль/л (референтный интервал 10-30 мкмоль/л) и снижался до 117 мкмоль/л к концу сеанса. Собака показала значительное улучшение клинических признаков вскоре после сеанса и после этого оставалась стабильной. Лигирование шунта было выполнено через 5 дней без каких-либо осложнений, наблюдаемых при ТПО или в послеоперационном периоде. Собака была выписана через 3 дня после операции без неврологических симптомов и чувствовала себя хорошо через 100 дней после операции.
Всего за один сеанс ручной ТПО был обработан 1 объем плазмы. Уровень аммиака непосредственно перед ТПО составлял 235 мкмоль/л (референтный интервал 10-30 мкмоль/л) и снижался до 117 мкмоль/л к концу сеанса. Собака показала значительное улучшение клинических признаков вскоре после сеанса и после этого оставалась стабильной. Лигирование шунта было выполнено через 5 дней без каких-либо осложнений, наблюдаемых при ТПО или в послеоперационном периоде. Собака была выписана через 3 дня после операции без неврологических симптомов и чувствовала себя хорошо через 100 дней после операции.
Предоставлена новая или уникальная информация:
Насколько известно авторам, это первый опубликованный отчет о ручном ТПО для лечения ПЭ в ветеринарии. Терапевтический плазмаферез следует дополнительно изучить как возможную стратегию лечения клинических признаков HE у пациентов, которые не поддаются медикаментозному лечению. Достижение этого с помощью ручной ТПО может быть рассмотрено у пациентов, которые слишком малы для обычной ТПО из-за экстракорпорального объема или в ситуациях, когда традиционная ТПО недоступна.
Ключевые слова:
аммиак; критический уход; экстракорпоральная терапия; болезнь печени; плазмаферез; портосистемный шунт.
© Общество ветеринарной неотложной помощи и интенсивной терапии, 2020.
Похожие статьи
Успешное лечение острой билирубиновой энцефалопатии у собаки с иммуноопосредованной гемолитической анемией с использованием терапевтического плазмафереза.
Хеффнер Г.Г., Кавана А., Нолан Б.
Хеффнер Г.Г. и соавт.
J Vet Emerg Crit Care (Сан-Антонио). 2019 сен; 29 (5): 549-557. doi: 10.1111/vec.12876. Epub 2019 19 августа.
J Vet Emerg Crit Care (Сан-Антонио). 2019.PMID: 31423707
Использование терапевтического плазмафереза для снижения билирубина в сыворотке у собаки с ядерной желтухой.

Товар Т., Дейтшель С., Гюнтер К.
Товар Т. и др.
J Vet Emerg Crit Care (Сан-Антонио). 2017 июль; 27 (4): 458-464. doi: 10.1111/vec.12622. Epub 2017 12 июня.
J Vet Emerg Crit Care (Сан-Антонио). 2017.PMID: 28605161
Терапевтический плазмаферез в качестве дополнительной терапии у 3 собак с миастенией и миастеноподобным синдромом.
Витало А., Бакли Г., Лондоньо Л.
Витало А и др.
J Vet Emerg Crit Care (Сан-Антонио). 2021 Январь; 31(1):106-111. doi: 10.1111/vec.13022. Epub 2020 20 ноября.
J Vet Emerg Crit Care (Сан-Антонио). 2021.PMID: 33217167
Лечение интоксикации ибупрофеном у собак с помощью терапевтического плазмафереза.
Уолтон С., Райан К.А., Дэвис Дж.Л., Асиерно М.
Уолтон С. и др.
и др.
J Vet Emerg Crit Care (Сан-Антонио). 2017 июль; 27 (4): 451-457. doi: 10.1111/vec.12608. Эпаб 2017 8 мая.
J Vet Emerg Crit Care (Сан-Антонио). 2017.PMID: 28481451
Печеночная энцефалопатия у собак и кошек.
Лидбери Дж.А., Кук А.К., Штайнер Дж.М.
Лидбери Дж.А. и др.
J Vet Emerg Crit Care (Сан-Антонио). 2016 июль; 26 (4): 471-87. doi: 10.1111/vec.12473. Epub 2016 8 апр.
J Vet Emerg Crit Care (Сан-Антонио). 2016.PMID: 27060899
Обзор.
Посмотреть все похожие статьи
Цитируется
Разрешение тяжелых неврологических симптомов после внутривенной терапии липидной эмульсией у молодой собаки с портосистемным шунтом: клинический случай.
Спиллейн А.
 М., Харащак Д.Л., МакМайкл М.А.
М., Харащак Д.Л., МакМайкл М.А.
Спиллейн А.М. и соавт.
Передняя ветеринарная наука. 2021 8 декабря; 8: 798198. doi: 10.3389/fvets.2021.798198. Электронная коллекция 2021.
Передняя ветеринарная наука. 2021.PMID: 34957288
Бесплатная статья ЧВК.
использованная литература
ССЫЛКИ
Наканиши Т., Судзуки Н., Курагано Т. и др. Актуальные вопросы лечебного плазмафереза. Клин Эксп Нефрол. 2014;18(1):41-49.
Уолтон С., Райан К.А., Дэвис Дж.Л. и др. Лечение интоксикации ибупрофеном у собак с помощью терапевтического плазмафереза. J Vet Emerg Crit Care. 2017;27(4):451-457.
Уолтон С., Райан К.А., Дэвис Дж.Л.
 и др. Лечение передозировки мелоксикама у собак с помощью терапевтического плазмафереза. J Vet Emerg Crit Care. 2017;27(4):444-450.
и др. Лечение передозировки мелоксикама у собак с помощью терапевтического плазмафереза. J Vet Emerg Crit Care. 2017;27(4):444-450.
Крамп К.Л., Сешадри Р. Использование терапевтического плазмафереза в случае иммуноопосредованной гемолитической анемии у собак. J Vet Emerg Crit Care. 2009;19(4):375-380.
Матус Р.Э., Шрадер Л.А., Лейфер К.Э. и соавт. Плазмаферез как адъювантная терапия аутоиммунной гемолитической анемии у двух собак. J Am Vet Med Assoc. 1985;186(7):691-693.
Типы публикаций
термины MeSH
Ручной плазменный резак
Hypertherm, дилер, импортер, Индия
Hypertherm ручной плазменный резак, дилер, импортер, Индия
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 jpg» bgcolor=»#0E0E0E»>
jpg» bgcolor=»#0E0E0E»> Все права защищены.
Все права защищены.Плазменная обработка поверхности: Оборудование для улучшения адгезии: Enercon
Плазменная обработка поверхности: оборудование для улучшения адгезии: Enercon — Enercon Industries
e
enercon
Системы обработки поверхностиИнновационные люди. Обеспечение успеха вашего лечения.
- Плазменная обработка
- Приложения
- Клеи
- Автомобильный
- Электрические заливки
- Печать
- Батарея
- Провод и кабель
- Окна и двери
- Технологии
- Взорванный ион
- Дуговая дуга
- Пламя
- Товары
- Серия Blown-arc™
- Выдувной ион™ 125
- Выдувной ион™ 500
- Dyne-A-Grip ИТ
- Пламя серии
- Пламя серии Pro
- Плазма3 ВКП
- Ручки Дайна
- Винтаж Лекарства
- Библиотека
- Приложения
- Истории клиентов
- электронные книги
- Технические документы и статьи
- Обзор технологий
- Видео
- Вебинары
- Лабораторные испытания
- Советы по лабораторным испытаниям
- Поддерживать
- Свяжитесь с нами
- Запросить цену
- Контакты США
- Контакты в Великобритании
Очистка, травление и функционализация поверхностей
для увеличения поверхностной энергии
Онлайн-помощь
Получить дополнительную информацию
Посмотрите видео выше, чтобы узнать, что делают устройства для обработки поверхностей.
Плазменная обработка поверхности улучшает адгезию
Установки плазменной обработки производят плазменную обработку поверхности для улучшения адгезии чернил, клеев, покрытий, герметиков и красок. Производители интегрируют поточное оборудование для плазменной обработки для повышения адгезии к пластмассам, композитам, металлам и стеклянным поверхностям. Процесс предварительной плазменной обработки очищает, травит и функционализирует поверхности, чтобы активировать места склеивания за счет увеличения смачиваемости и поверхностной энергии.
Плазменные и пламенные установки Enercon для обработки поверхности обеспечивают промышленным производителям в сборочной, полиграфической и отделочной отраслях воспроизводимый контроль процесса склеивания. Во многих случаях плазменная обработка поверхности устраняет необходимость в опасных грунтовках и неэффективной ручной подготовке поверхности.
Во многих случаях плазменная обработка поверхности устраняет необходимость в опасных грунтовках и неэффективной ручной подготовке поверхности.
Являясь лидером в области технологий плазменной обработки поверхностей, компания Enercon разработала обширную библиотеку знаний по применению обработки поверхностей, которую вы можете найти ниже. Наши специалисты по применению плазмы могут предложить вам бесплатное лабораторное тестирование плазмы и помочь определить, какая плазменная технология лучше всего подходит для вашего применения. Получите больше информации сегодня.
Применение плазменной обработки
- Клеи
Получите информацию о плазме и пламени для улучшения клеевого соединения.
- Печать
Откройте для себя лучшую адгезию чернил с плазменной и пламенной обработкой.
- Автомобильная промышленность
Узнайте, как производители автомобилей используют плазменную и пламенную обработку.
- Электрическая заливка
Узнайте, как предварительная обработка улучшает адгезию при герметизации электрооборудования.

- Окна и двери
Получить информацию Плазменная и пламенная техника для сборки, покраски и декорирования.
- Провод и кабель
Узнайте, как плазма позволяет струйную печать на проводах и кабелях.
Прочие области применения
- Склеивание и клеи
- Очистка
- Покрытие
- Строительство
- Медицинский
- Оптика
- Упаковка
Пламенная и плазменная обработка поверхности
- Атмосферная плазма
Атмосферно-плазменные очистители, предназначенные для улучшения адгезии к широкому спектру пластиковых, металлических и стеклянных предметов.
- Объяснительное видео о лечении плазмой
Следуйте за Сэмом в его путешествии по открытию того, как плазменная обработка работает для очистки, травления и функционализации поверхностей.
- Пламенная плазма
Расширенный контроль горения для роботизированной или линейной интеграции.

Будет ли Plasma или Flame работать для вашего приложения? Спросите Enercon о наших бесплатных услугах по лабораторным испытаниям и испытаниям приложений
на вашем объекте. Узнать больше >
ПЛАЗМЕННЫЙ ТЕЛЕВИЗОР SAMSUNG РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Pdf Download
Содержание
4
страница
из
40Содержание
Оглавление
Исправление проблем
Закладки
Реклама
Содержание
5
Подключение и подготовка телевизора Проверка деталей
12
Управление каналами Сохранение каналов
14
Управление изображением
18
Звуковой контроль
20
Описание функции
24
Медиаигра
31
О Anynet
35
Рекомендации по использованию
Плазменный телевизор
руководство пользователя
представьте себе
возможности
Благодарим вас за покупку этого продукта Samsung.
Для получения более полного обслуживания зарегистрируйте
свой продукт по адресу
www.samsung.com/register
Модель
Серийный номер
Содержание
Предыдущая страница
Следующая страница
Содержание
5
Подключение и подготовка телевизора Проверка деталей
12
Управление каналами Сохранение каналов
14
Управление изображением
18
Звуковой контроль
20
Описание функции
24
Медиаигра
31
О Anynet
35
Рекомендации по использованию
Поиск и устранение неисправностей
См.

