Как пользоваться резьбомером: Резьбомер: назначение, виды, инструкция использования
Содержание
Резьбомеры для метрических и дюймовых резьб
Для того чтобы определить шаг и профиль резьбы, широко используется такое средство контроля, как резьбомер. Он представляет собой, по сути дела, набор шаблонов, сделанных из металла и имеющих вырезы, которые как раз соответствуют эталонным (точнее, близким к ним) параметрам шага и профиля той или иной резьбы.
Резьбомеры, которые предназначены для того, чтобы определять значение шага метрических резьб, обозначаются надписью « М60° » (то есть значением угловой величины профиля метрической резьбы).
Резьбомер метрический
Для того чтобы определить шаг конкретной резьбы, необходимо из набора шаблонов выбрать именно тот, который наилучшим образом войдет во впадины измеряемой резьбы. После этого останется только взглянуть на значение шага, цифровое значение которого имеется на всех пластинах.
Используя резьбомер в сочетании со штангенциркулем можно получить практически полную информацию о том, какими именно параметрами обладает та или иная резьба. Следует заметить, что подавляющее большинство из них (причем как наружных, так и внутренних) соответствуют стандартам.
Следует заметить, что подавляющее большинство из них (причем как наружных, так и внутренних) соответствуют стандартам.
Резьбомер дюймовый
Широко используются также и резьбомеры, которые предназначены для определения свойств трубных и дюймовых резьб. Основными из их параметров являются количество ниток на длине одного дюйма. Такого рода резьбомеры обозначаются надписью « Д55° », потому что угловой размер профиля дюймовых и трубных резьб составляет 55°.
Нередко используется и достаточно простой способ, позволяющий определить шаг резьбы и без резьбомера. Для этого можно использовать ее отпечаток, оставленный на бумаге. Подсчет производится по формуле: P=L/n, где P— шаг резьбы, L – ее длина, определяемая с помощью линейки, а n – количество отпечатков на ней витков резьбы.
Метрическая резьба
При изготовлении машин, оборудования, различной бытовой техники и т.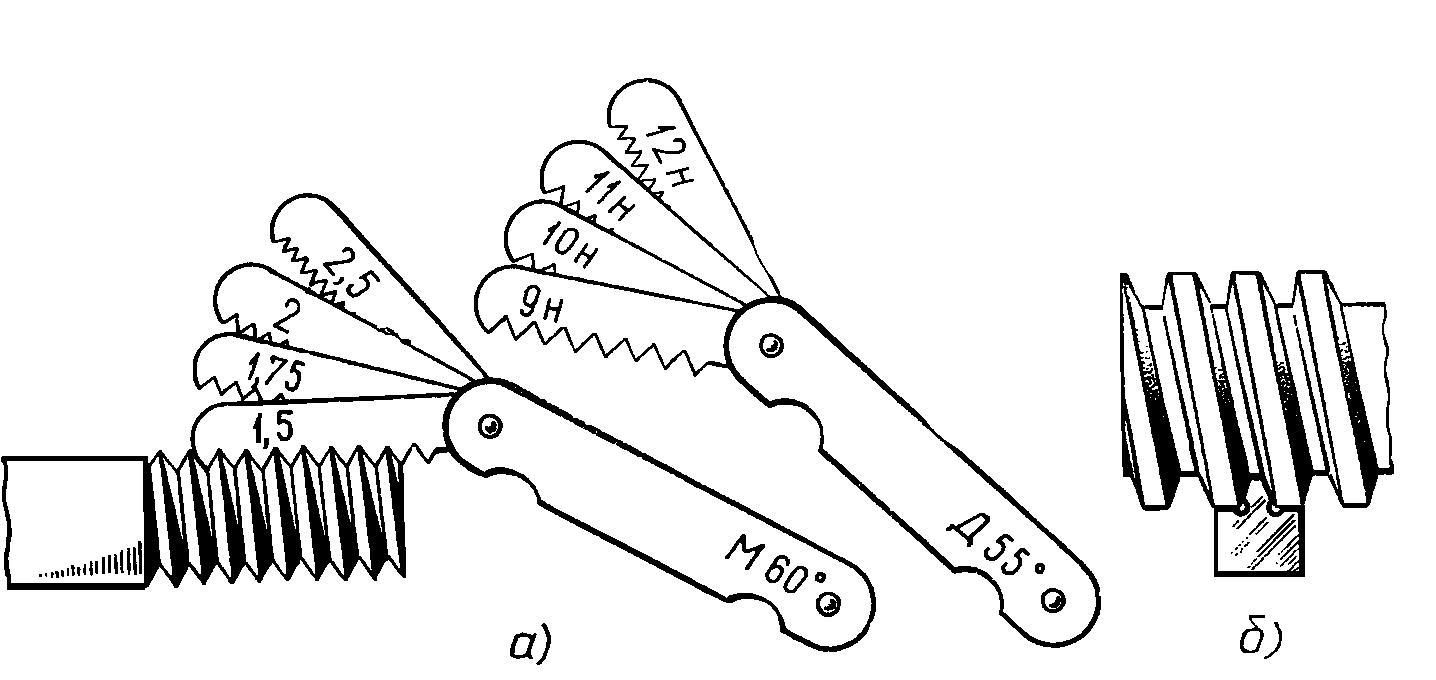 п. очень широкое применение находит метрическая резьба. Диапазон ее диаметров весьма широк и составляет от
п. очень широкое применение находит метрическая резьба. Диапазон ее диаметров весьма широк и составляет от 1 до 600 миллиметров. Шаг метрической резьбы измеряется в миллиметрах, а разброс его цифровых значений находится в пределах от 0,25 до 6 миллиметров. Что касается профиля метрической резьбы, то он представляет собой равносторонний треугольник, с величиной угла при вершине, равной 60°. Для обозначения метрической резьбы в технической документации используется буква « М ».
Сфера применения метрической цилиндрической резьбы весьма широка: машиностроение, приборостроение, производство разнообразных крепежных изделий (винты, болты, гайки, шпильки и т.п.), многие другие сферы. Можно с уверенностью сказать, что без использования метрической резьбы современное машиностроение практически невозможно себе представить. Резьбы этого типа отличаются относительной простотой изготовления, они способны выдерживать значительные нагрузки, отличаются универсальностью в применении и высокой надежностью.
Дюймовая резьба
Эта резьба характеризуется, прежде всего, тем, что угол ее профиля составляет 55°, а шаг дюймовых резьб установлен не в миллиметрах, а в количестве ниток на один дюйм длины. Чаще всего дюймовая резьба встречается в конструкции деталей старого оборудования, используется она в некоторых зарубежных странах.
Трубная цилиндрическая резьба
Так же, как и резьба дюймовая, трубная имеет профиль 55°, шаг ее точно так же выражается в количестве ниток на дюйм. Используется она для герметичного соединения труб, а для ее обозначения применяется буква « G ».
Микрометр и резьбомеры — Работа по чертежу и технологической карте с точностью обработки до 0,1 мм — Комплексные работы
Основные части микрометра
Микрометр с точностью измерений до 0,01 мм часто используют токари при изготовлении цилиндрических и конических деталей.
Пользуются микрометром так: измеряемую деталь или заготовку помещают между торцом микрометрического винта и пяткой. При вращении барабана от себя микрометричный винт приближается к заготовке. Вращают барабан при помощи трещотки, звук которой предупреждает о плотном зажатии измеряемой заготовки между пяткой и торцом микрометрического винта.
При вращении барабана от себя микрометричный винт приближается к заготовке. Вращают барабан при помощи трещотки, звук которой предупреждает о плотном зажатии измеряемой заготовки между пяткой и торцом микрометрического винта.
После этого микрометрический винт закрепляют стопором и держат микрометр перед глазами так, как показано на рисунке ниже, и читают результаты измерения.
| Чтение показаний по микрометру |
Стебель со шкалой имеет деления и числа 0; 5; 10; 15; 20; 25. Таким микрометром можно измерить деталь величиной до 25 мм. На шкале барабана нанесено 50 делений. При повороте барабана на одно деление винт микрометра перемещается на 0,01 мм.
На рисунке ниже показано нулевое положение, когда пятка скобы и торец микрометрического винта плотно сошлись, а на шкале нулевое деление совпало с нулевым делением нониуса.
Нулевое показание микрометра
На рисунке ниже видно, что расстояние между пяткой скобы и торцом микрометрического винта равно 17,85 мм, так как на шкале целых миллиметров показано 17 и деление 0,5 мм, а по нониусу сотые доли миллиметра с числом 35 совпали со шкалой стебля, поэтому отсчет показывает 17,85 мм.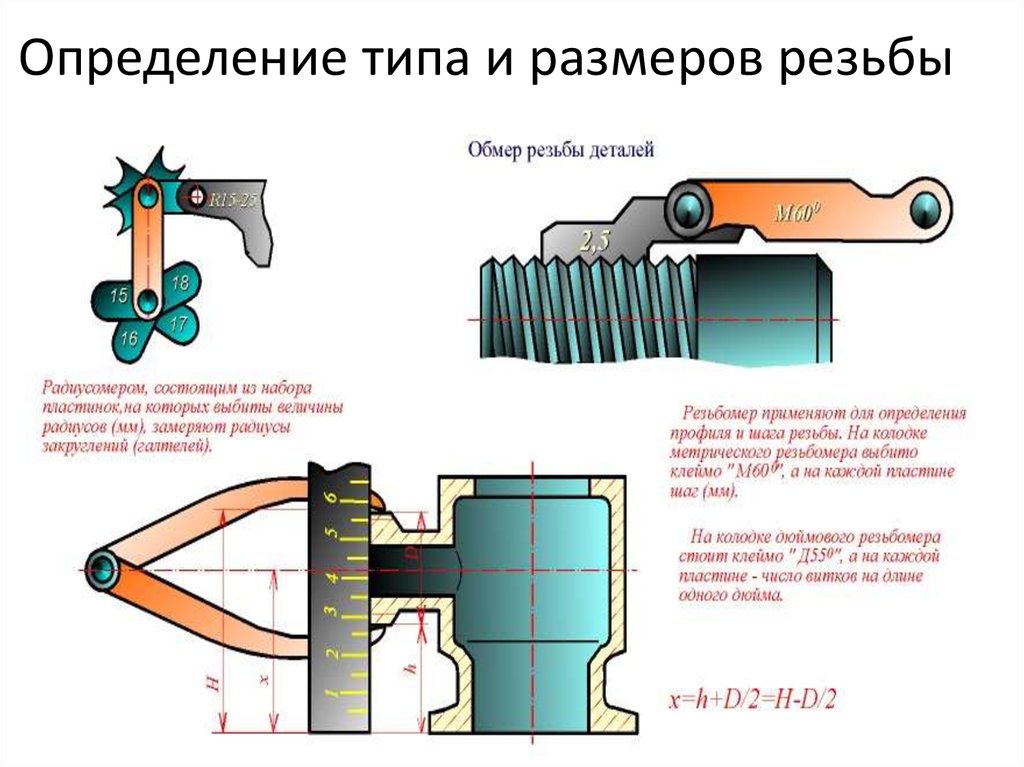
Отсчет по нониусу микрометра (17,85 мм)
На рисунке ниже показания составляют: 0,24 мм; 8,27 мм; 33,68 мм.
Чтение показаний
При измерении закрепленной заготовки в патроне токарного станка микрометр располагают так, чтобы скоба была обращена к себе и ее поддерживала снизу левая рука.
Приемы измерения детали микрометром
а — закрепленной в патроне токарного станка;
б — удерживаемой в руках;
в — установленной на призме.
Микрометры — инструменты повышенной точности, дорогостоящие. К ним надо относиться бережно и пользоваться ими умело. Запрещается измерять заготовку, закрепленную в патроне, во время работы станка. Хранить микрометр нужно в футляре. После окончания работы его протирают, смазывают специальным маслом, ослабляют стопор.
Резьбомерами — резьбовыми шаблонами определяют профиль и шаг резьбы. Диаметры резьбы измеряют штангенциркулем. Резьбомер — это набор пластин, на каждой из которых указана величина шага.
Диаметры резьбы измеряют штангенциркулем. Резьбомер — это набор пластин, на каждой из которых указана величина шага.
Резьбомер
Если зубья пластины плотно входят в резьбу проверяемой детали, то шаг данной резьбы надо прочитать на этой пластине.
На рисунке ниже показаны приемы измерения шага резьбы.
Приемы измерения шага резьбы резьбомером
а — болта; б — гайки.
Приемы измерения штангенциркулем наружной резьбы болта и гайки показаны на рисунке ниже.
Приемы измерения диаметра наружной резьбы штангенциркулем
а — болта; б — гайки.
Вопросы
- Назовите основные части микрометра.
- Как устроена шкала микрометра?
- Пользуясь рисунком расскажите о приемах измерения деталей?
Смотрите рисунок — Приемы измерения детали микрометром
- Как надо держать микрометр при чтении показаний?
- Для чего служит трещотка микрометра?
- Как хранят микрометр?
- Что измеряют резьбомерами?
- Что за числа (0,5; 0,6; 0,7; 0,8; 1,0; 1,25) проставлены на пластинах резьбомера?
- Каким инструментом можно измерить диаметр резьбы?
- Расскажите о порядке измерения диаметра наружной резьбы штангенциркулем.

