Как работает швеллер на изгиб: Как работает швеллер на нагрузку?
Содержание
Расчет швеллера на прогиб. Подробная инструкция. ⋆ Ремонт
Главная » Своими руками » Строительство своими руками » Расчет швеллера на прогиб. Подробная инструкция.
Рубрика: Строительство своими рукамиАвтор: laspihills
Строительство трудно себе представить без применения швеллера. Он очень популярен при строении дома, может использоваться в качестве балок перекрытия, перемычек и других видов строительства. Швеллер является распространенным металлопрокатом из всех других доступных.
Важно помнить, что в строительстве следует четко все просчитать и поэтому бездумно покупать и устанавливать швеллер не нужно. Для этого мы и рассмотрим как рассчитать швеллер, для того чтобы избежать непредвиденных ситуаций. Сам расчет производится в специальном калькуляторе по типам и по номеру.
Для этого мы и рассмотрим как рассчитать швеллер, для того чтобы избежать непредвиденных ситуаций. Сам расчет производится в специальном калькуляторе по типам и по номеру.
Рассмотрим каждый такой тип, а также приведем пример и узнаем, что он означает:
Тип 1 является балка однопролетная шарнирно-опертая с устойчивой распределенной нагрузкой. Примером первого типа будет балка с перекрытием между этажами.
Тип 2 является балка консольная с жесткой заделкой и распределенной равномерно нагрузкой. Примером второго типа это козырек, который был выполнен с помощью сварки двух швеллеров с одной стороны к стене и был заполнен пространством ввиде железобетона.
Тип 3 является балка шарнирно-опертая, которая держится с консолью на двух опорах с устойчивой распределенной нагрузкой. Примером третьего типа будет балка, которая перекрывает балконную плиту наружной стеной.
Тип 4 является балка однопролетная шарнирно-опертая, сосредоточенная одной силой. Примером четвертого типа будет перемычка, на которую опирается всего лишь одна балка перекрытия.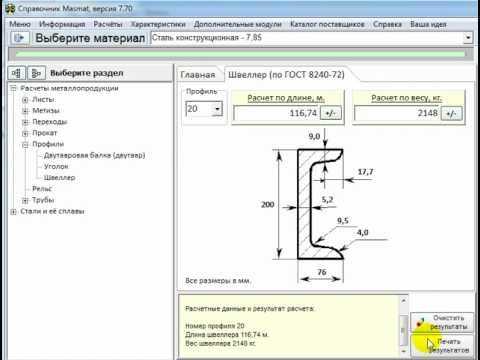
Тип 5 является балка шарнирно-опертая, сосредоточенная двумя силами. Примером пятого типа будет перемычка, на которую могут опираться около двух балок перекрытия.
Тип 6 является балка консольная, сосредоточенная одной силой. Примером шестого типа будет козырек или еще называется парад фантазий, работает по принципу второго типа, только кирпичная стенка находится там, где швеллеры, между которыми располагается металлический лист.
Калькулятор расчета швеллера
Калькулятор очень удобен тем, что вы в режиме онлайн можете производить расчеты швеллера. Подбирать необходимые вам размеры и устанавливать количество швеллеров, которые будут соответствовать определенным стандартам и ГОСТам.
А также сможете узнать массу швеллера, его длину, у вас получатся в результате с левой стороны исходные данные, а справа калькулятор покажет результат по прогибу. По графику вы четко увидите по осям расположение швеллера и какова будет нагрузка выдержки по этим осям, что является наглядным примером дальнейшей работы.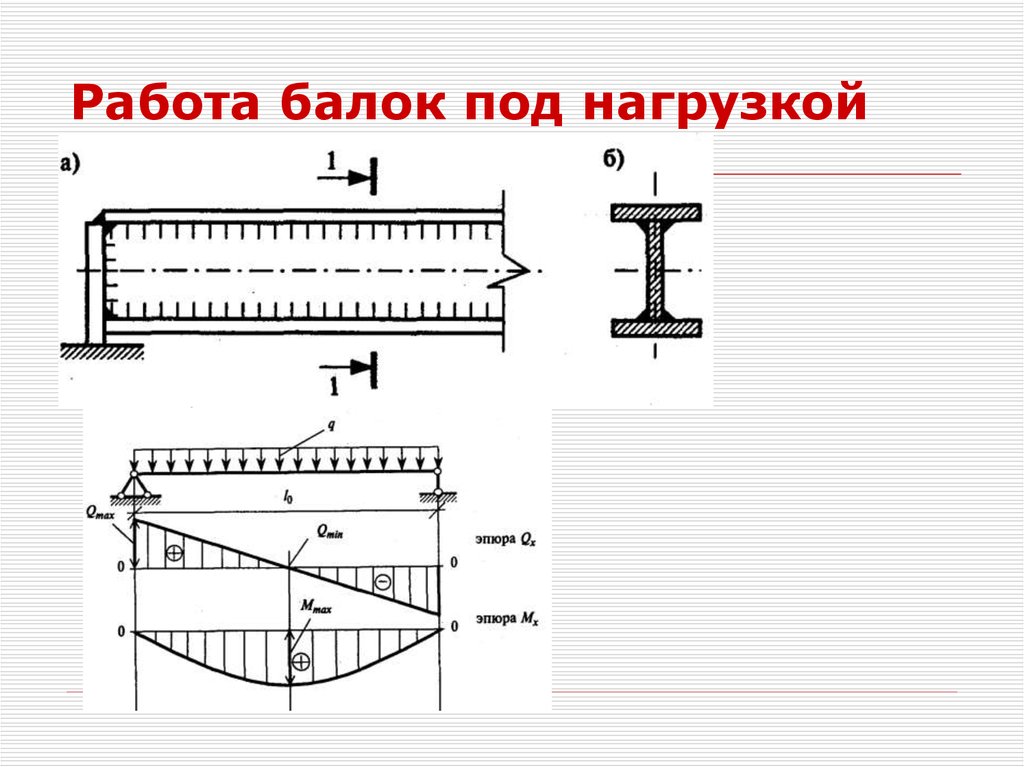
В исходные данные расчетного калькулятора входит:
— длина пролета обозначает L
— нормативная нагрузка измеряется в кг/м
— Fmax
— количество швеллеров минимум один
— расположение по осям (Х или У)
— расчетное сопротивление R
— размер швеллера ( с уклоном полок, с параллельными гранями, экономичные, специальные, легкой серии).
Результат расчета изгиба швеллера в калькулятор:
с параллельными гранями:
— Wтреб и Fmax
— расчет по прочности (Fбалки и запас)
— расчет по прогибу (Fбалки и запас)
С уклонном полок:
— расчет по прочности (Fбалки и запас)
И также само просчитываются и другие виды балок.
Выводы по работе со швеллером
Можно сделать выводы, что применение швеллера в строительстве набирает обороты и современные технологии позволяют в режиме онлайн прорабатывать всевозможные варианты строительства.
Такой калькулятор вы с легкостью найдете в интернете, предлагается множество различных вариантов и видов калькуляторов.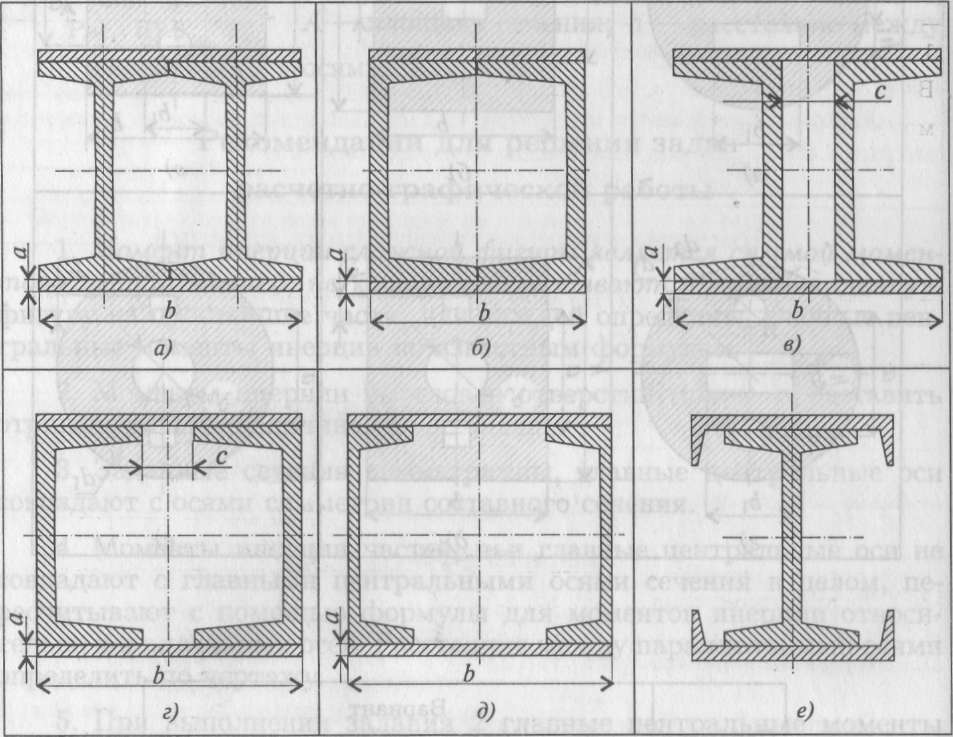 Следует выбирать тот калькулятор, который на ваш взгляд будет самым точным с достоверными результатами.
Следует выбирать тот калькулятор, который на ваш взгляд будет самым точным с достоверными результатами.
Рейтинг
( Пока оценок нет )
0
Понравилась статья? Поделиться с друзьями:
Отличия швеллера и двутавра. Что прочнее?
К наиболее распространенным видам металлопродукции относятся двутавр и швеллер. Это балки, которые отличаются повышенной прочностью и жесткостью, что позволяет использовать их в качестве несущих элементов металлоконструкций, зданий, сооружений, в качестве опорных частей промышленного оборудования, тяжелых машин. Несмотря на похожие функции, между этими элементами есть существенные отличия. Они касаются формы профиля поперечного сечения, прочностных параметров, сфер применения.
Рассмотрим особенности этих видов профильных металлоизделий, и чем отличаются друг от друга двутавр и швеллер.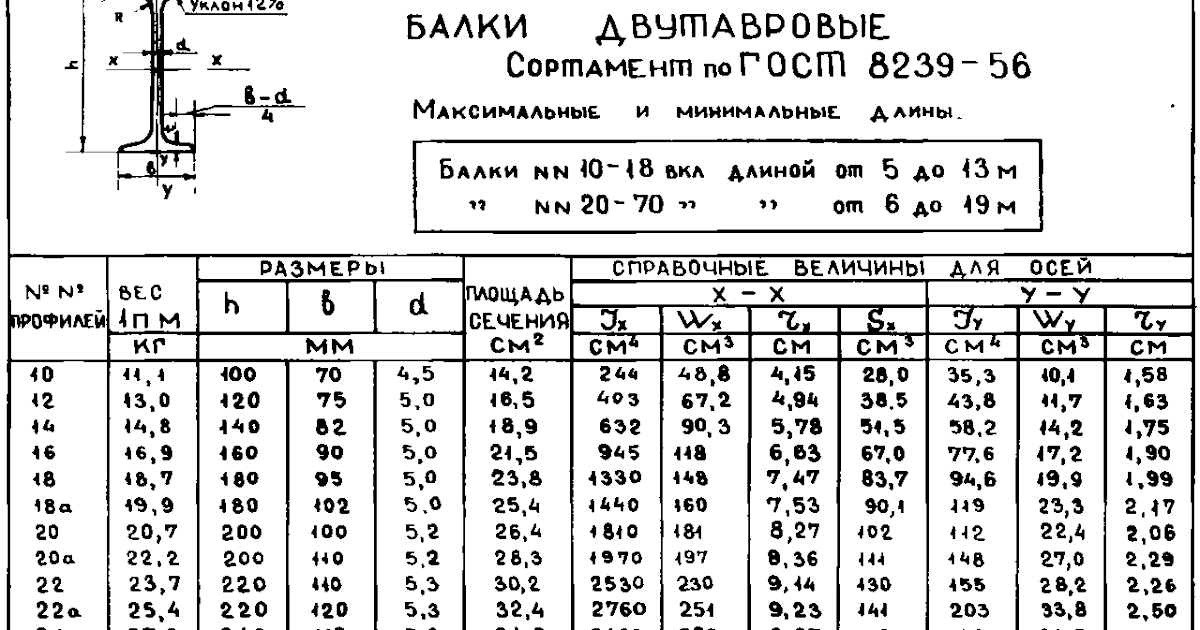
Особенности двутавровых балок
Двутавр — это вид металлопроката с Н-образным профилем поперечного сечения. Производится методом сваривания двух тавровых балок. Реже используется технология горячей прокатки.
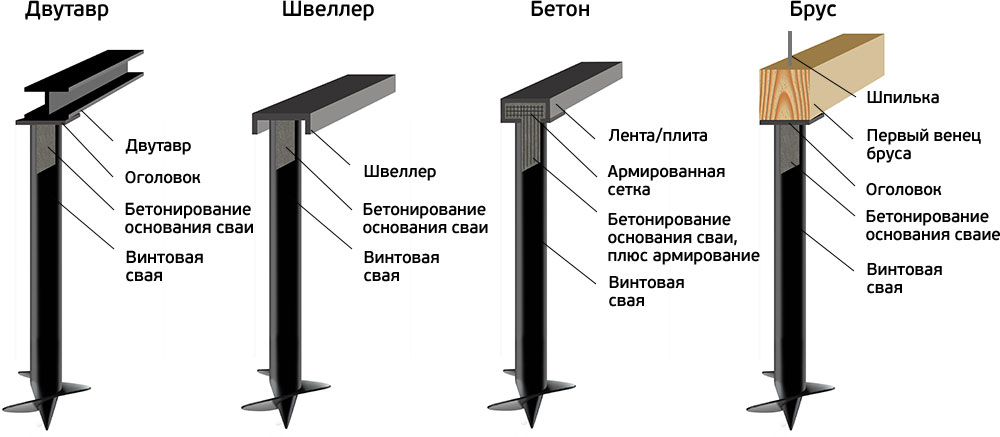
Посмотреть, как выглядит этот вид металлоизделий, можно на картинке:
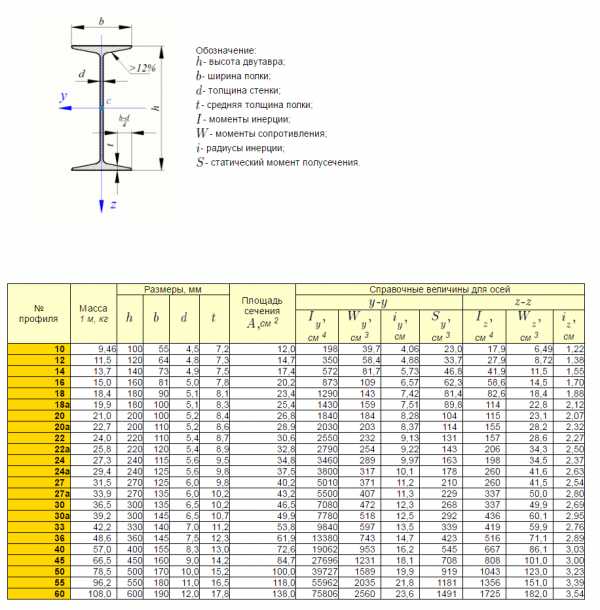
Грани полок могут быть наклонными и параллельными. Двутавр с параллельными гранями производится в соответствии с положениями ГОСТ 26020. Производство балок с наклонными полками осуществляется на основании ГОСТ 8239-89. Размеры сортамента приводятся в таблицах соответствующих стандартов.
Металлопродукция двутаврового профиля отличается высокой механической жесткостью и повышенной прочностью. Эти характеристики прокатных изделий определяются следующими параметрами:
- Марка стали, используемая для производства. В большинстве случаев применяется углеродистая сталь. Балки, рассчитанные на эксплуатацию с повышенными нагрузками и в тяжелых температурных условиях, производят из более прочных низколегированных сталей.
- Размер поперечного сечения. Увеличение толщины сечения повышает прочность двутавра, увеличение размера полок — повышает жесткость и устойчивость на изгиб.
- Длина пролета. Увеличение длины профиля уменьшает его несущую способность, уменьшает сопротивляемость прогибу.
Балки подбираются по прочностным параметрам в зависимости от характера действующих эксплуатационных нагрузок, их направления, метода крепления, используемого при монтаже возводимой конструкции.
Особенности швеллерного проката
Швеллер — вид металлического проката с П-образной формой поперечного сечения. Для его производства используется технология горячего проката. Кроме этого, применяется изготовления из заготовок в виде полосы соответствующей толщины и ширины методом гибки. Размеры сортамента определяются в таблицах ГОСТ 8240. В соответствии с этим стандартом швеллер может иметь высоту стенок от 500 до 400 мм. Грани полок этого вида металлопроката могут быть наклонными или параллельными.
Посмотреть, как выглядит швеллер, можно на фото:
Металлоизделия, изготовленные методом горячего проката с гранями полок наклонного типа, имеют повышенную площадь сечения. Это обеспечивает высокие прочностные параметры, по уровню которых швеллер приближается к профилю с двутавровым сечением. Материалом для изготовления металлопродукции служит высококачественная углеродистая или низколегированная сталь. Благодаря этому дополнительно повышается прочность, усиливается морозостойкость металлопроката, что позволяет ему хорошо переносить воздействие низких температур.
Внешние отличия
Разница между двутавром и швеллером легко заметна визуально благодаря разной форме профиля.
Швеллер имеет П-образную форму сечения в виде двух полок, которые крепятся на стенке перпендикулярно к ее плоскости или под наклоном.
Двутавр — балочный металлопрофиль, состоящий из двух равных полок, которые соединены в центре стенкой. Он имеет Н-образную форму поперечного сечения.
Он имеет Н-образную форму поперечного сечения.
Уровень прочности и сфера применения
Двутавровый металлопрокат отличается повышенной металлоемкостью в полках. Благодаря своей форме профиля он обладает более высокой прочностью на изгиб и жесткостью, что придает ему значительную несущую способность. Особенно это относится к профилю колонного и широкополочного типа. Полки, которые располагаются симметрично по отношению к стенке металлопрофиля, хорошо противостоят значительным вертикально направленным нагрузкам и воспринимают большой инерционный момент. Стенка двутавра работает, прежде всего, на сжатие. Скручивания балочного профиля этого типа возможно только при условии воздействия большой неравномерной нагрузки, действующей от уложенного сверху перекрытия или другого конструктивного элемента.
Особенность швеллера состоит в том, что его главная ось инерции не совпадает со стенкой. Это менее прочный профиль, но он хорошо работает на косой изгиб. Чтобы изготовить легкую и крепкую конструкцию, два швеллерных профиля сваривают вместе в короб.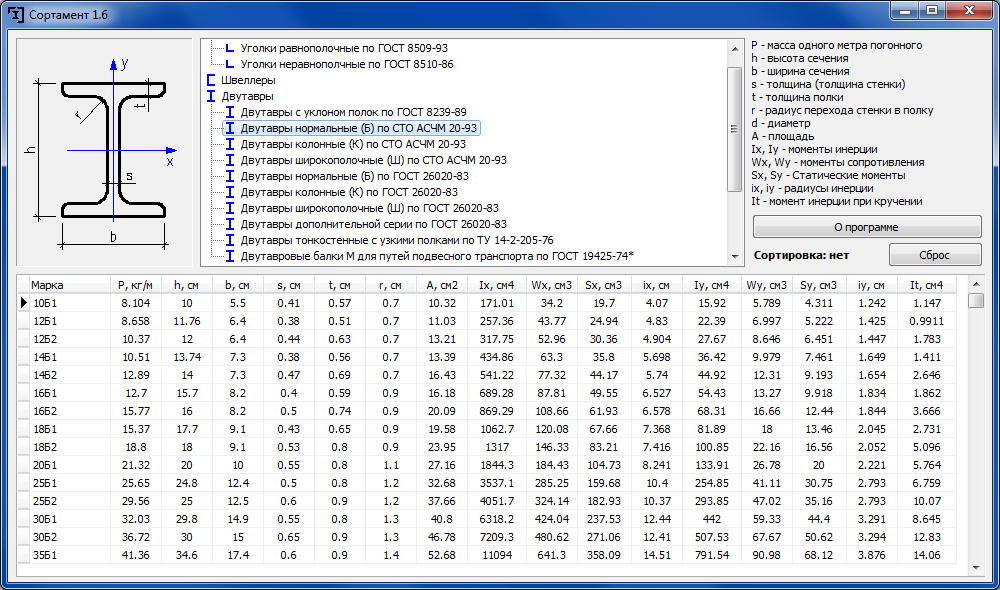 Усиление сварного шва выполняется стальными пластинами. Минус изготовления такой двойной конструкции заключается в достаточно высоких трудозатратах.
Усиление сварного шва выполняется стальными пластинами. Минус изготовления такой двойной конструкции заключается в достаточно высоких трудозатратах.
Прочностные характеристики и особенности двух видов металлопроката обуславливают разницу в сфере их применения.
Массивный, более крепкий и дорогой двутавр применяется в сфере промышленного и гражданского строительства для возведения капитальных высотных зданий. Он служит для монтажа колонн, устройства перекрытий и других элементов несущих и опорных конструкций, воспринимающих значительные эксплуатационные нагрузки. Кроме этого, двутавровый прокат применяют для монтажа технических сооружений, строительства мостов, эстакад, других объектов.
Более легкий швеллер широко применяется для изготовления металлоконструкций. Он обеспечивает достаточно высокую несущую способность. При этом швеллерная балка не сильно утяжеляет конструкцию. Кроме того, этот вид металлопроката используют для монтажа несущих элементов зданий в малоэтажном и коттеджном строительстве.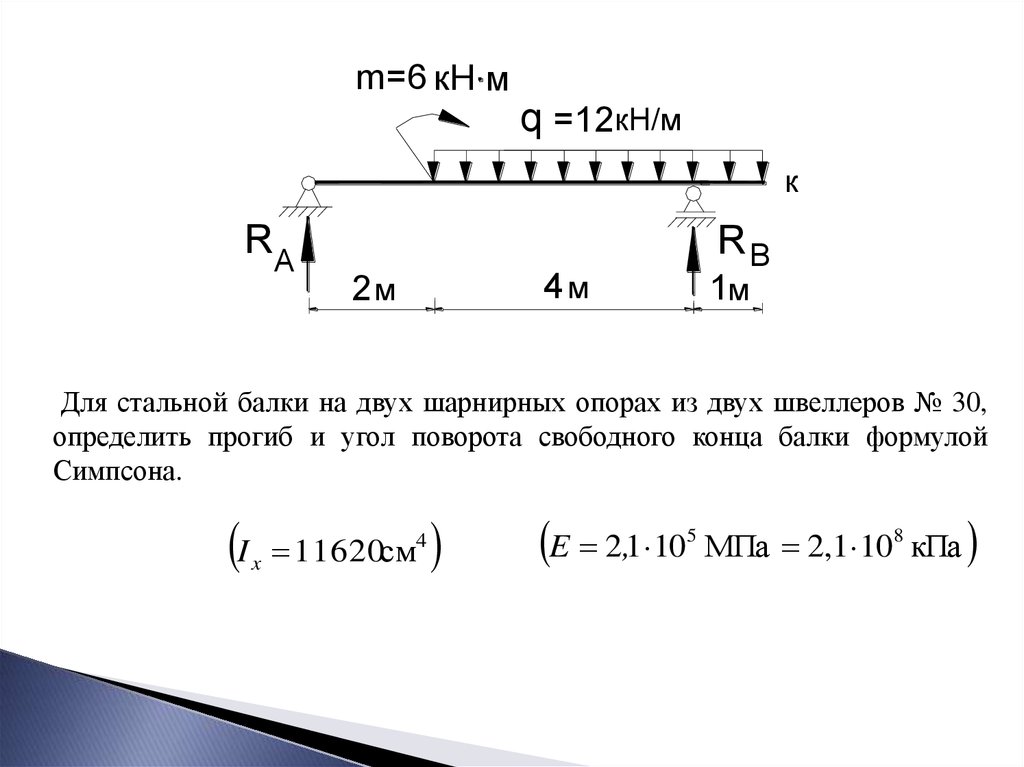 Также его применяют для постройки хозяйственных строений, гаражей, других малых объектов. Швеллерный металлопрокат отлично подходит для установки на плоских основаниях. Его применяют также для армирования железобетонных конструкций. В машиностроении этот профиль используется для изготовления силовых элементов машин, механизмов, промышленного оборудования.
Также его применяют для постройки хозяйственных строений, гаражей, других малых объектов. Швеллерный металлопрокат отлично подходит для установки на плоских основаниях. Его применяют также для армирования железобетонных конструкций. В машиностроении этот профиль используется для изготовления силовых элементов машин, механизмов, промышленного оборудования.
Технологии производства
Между двумя видами металлопроката есть разница и в технологии производства.
Преимущественным методом производства двутавровой балки является сварная технология. Этот способ предусматривает подготовку заготовок для стенки и полок из полосы соответствующей толщины. После этого конструкция металлопрофиля собирается и выполняется ее сварка. Применение современных сварных технологий позволяет получить высокое качество шва, что обеспечивает прочность металлического изделия. Намного реже производство двутавровых элементов осуществляется методом горячей прокатки. Использование этой технологии затруднено из-за сложности формы профиля и приводит к увеличению веса изделия.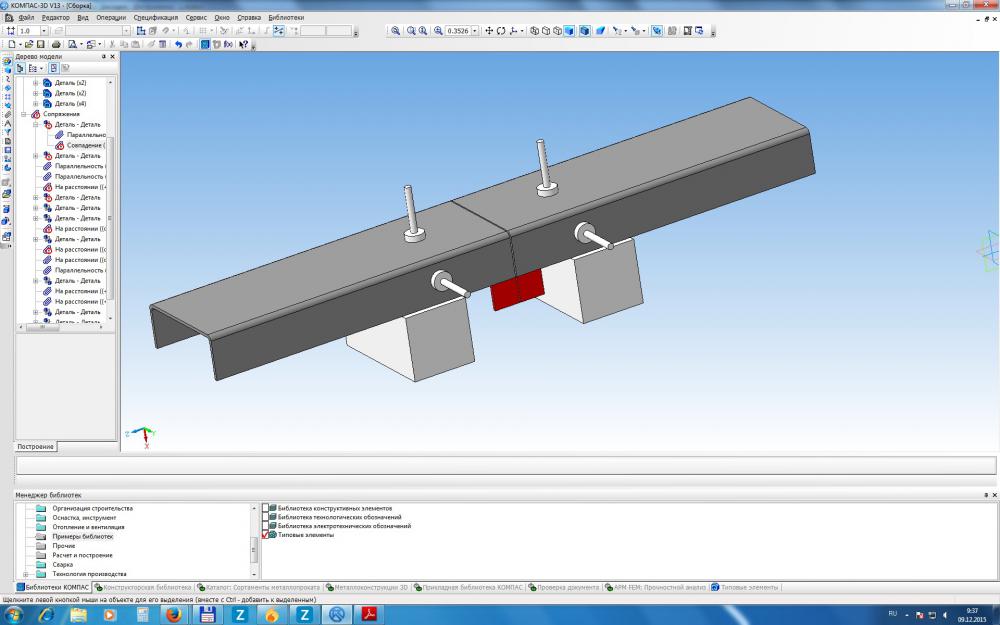
Для изготовления швеллера, наоборот, преимущественно используется технология горячего проката. Стальная заготовка нагревается до температуры рекристаллизации металла. Далее она пропускается через прокатный стан, где заготовке придается требуемая форма. Кроме этого, производство может выполняться методом холодной гибки. В этом случае заготовкой может выступать полоса или лист требуемой толщины.
Относительная сложная технология производства в сочетании с большей металлоемкостью делает двутавр более дорогим материалом по сравнению со швеллерным прокатом.
Что прочнее?
При сопоставимых прочих параметрах, таких как длина, толщина сечения, марка стали, двутавровые балки отличаются более высокой прочностью на изгибание по сравнению со швеллерным прокатом. При этом устойчивость металлоизделия к прогибу зависит от значения длины его прогона, а также от того, насколько балка прочно и жестко будет крепиться на опорах.
Другие виды металлопроката
Кроме двутавра и швеллера для устройства несущих и связующих элементов металлоконструкций, зданий или сооружений применяются другие виды проката.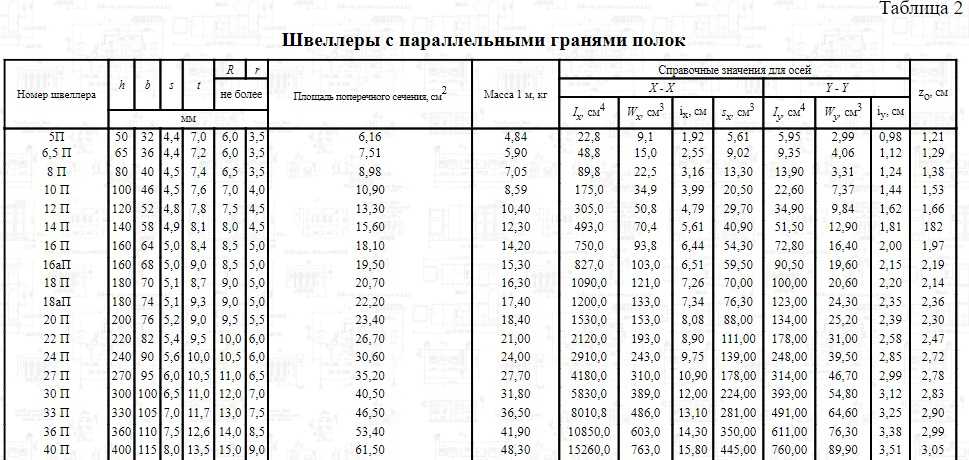 Наиболее распространенными из них являются уголок и тавр.
Наиболее распространенными из них являются уголок и тавр.
Уголок — металлопрокат с Г-образным профилем поперечного сечения. Он бывает равнополочным и неравнополочным. Этот вид проката применяют при монтаже металлоконструкций, для усиления углов зданий и сооружений, его также широко используют в машиностроении.
Тавр — прокат с Т-образной формой поперечного сечения. Двойной профиль этого типа образует двутавровую балку. Благодаря форме сечения тавр обладает высокой жесткостью и прочностью, выдерживает значительные нагрузки, что позволяет применять его для монтажа несущих и опорных элементов конструкций.
Еще один распространенный вид проката — профильные трубы. Они могут иметь прямоугольное или квадратное сечение. Такие трубы широко применяют при сборке металлоконструкций.
При выборе профиля обязательно учитываются эксплуатационные нагрузки, действующие на элемент конструкции.
Почему формование каналов малого размера может быть проблемой
Клиенты часто сбиваются с толку, когда по телефону объясняют, почему каналы определенных размеров не могут быть сформированы листогибочным прессом.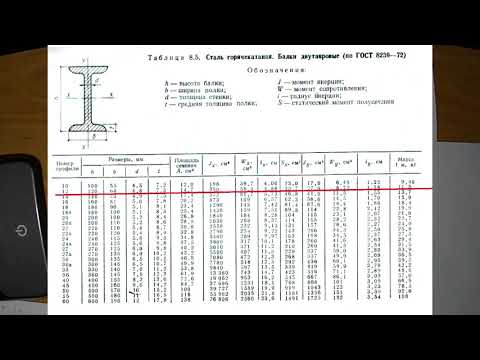 Хотя торможение прессом кажется простой концепцией, точность точности может быть довольно сложной.
Хотя торможение прессом кажется простой концепцией, точность точности может быть довольно сложной.
Этому есть несколько причин, но наиболее важная из них лучше всего показана на рис. 1.
Если канал имеет вертикальные опоры, которые слишком длинны по сравнению с основанием, опора, сформированная первой, врежется в формующие штампы. до того, как второй изгиб достигнет дна в 90 градусов.
Когда это произойдет, металл врежется в тормоз или формующие штампы, а ножки или основание (или и то и другое) растянутся и деформируются, что в основном разрушит канал.
Иногда эти ограничения можно преодолеть. Вот несколько рекомендаций по формированию каналов малого размера или каналов с глубоким отводом:
- Часто можно использовать или заказывать специальные штампы «собачья ножка», «гусиная шея» или «лебединая шея» (показаны на рис. 2), которые обеспечивают более плотное прилегание. сформированные каналы.
У большинства производителей металлоконструкций есть несколько наборов стандартных штампов для формирования каналов, но часто приходится заказывать специальные наборы штампов для штамповки металла, чтобы формировать и изготавливать необходимые детали.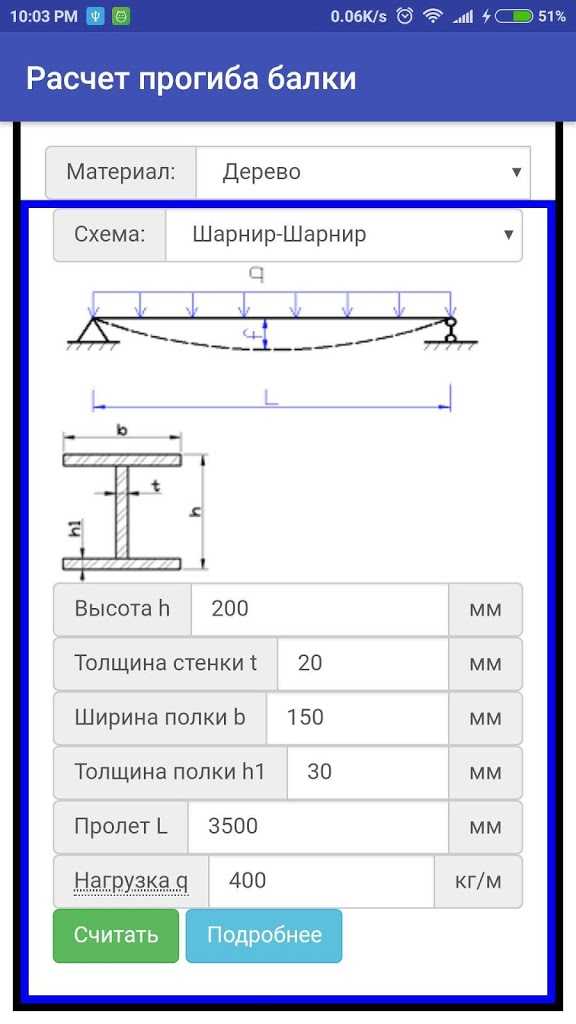
Эти типы штампов дороги, стоят несколько сотен долларов за фут, поэтому работы меньшего размера, особенно разовые, часто не котируются из-за чрезмерной стоимости покупки специального набора штампов.
- Некоторые изготовители предлагают «обратное изгибание» металлического канала, что также трудно объяснить словами, но можно попробовать.
Обратная гибка работает путем создания формы «W» в формованной части, а затем снова ударяет по каналу сплющивающим штампом, чтобы выбить среднюю часть из «W» (см. рис. 3).
Обратный изгиб (см. зеленую форму) удерживает ножку штампа от удара о точку удара, как показано на рисунке. Это хорошо работает, когда нужно согнуть всего несколько деталей, и производитель и заказчик совместно решают, что это имеет смысл.
Этот метод имеет несколько недостатков.
Во-первых, металлическая часть будет иметь линию посередине канала, где металл был сплющен, что может иметь или не иметь значения в зависимости от того, как используется деталь.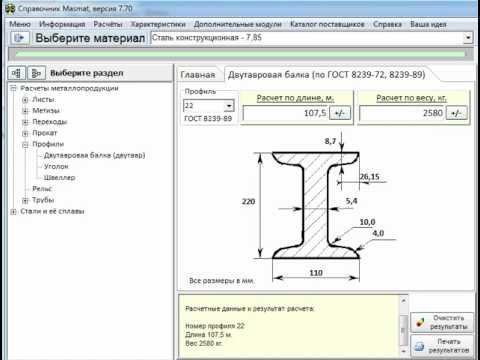 (См. красный треугольник на рисунке 4).
(См. красный треугольник на рисунке 4).
Во-вторых, это не очень эффективный способ формовки деталей, потому что он требует нескольких установок листогибочного пресса и многократной обработки деталей по сравнению с одной установкой, если деталь была сформирована с помощью штампов с гибкой шеей, показанных на рис. 2.
Все это просто означает, что формирование небольших или глубоких каналов в листовом металле, как мы изначально указывали, не так просто и очевидно, как можно было бы подумать.
Надеюсь, это поможет вам в работе с местным производителем металла.
Будущие темы по изготовлению металла и формованию листогибочных прессов, которые относятся к этому, будут включать формирование изломов (когда металл фактически ломается или ломается в процессе формирования), минимальные размеры формования (то, что слишком мало для формования) и формование по внутренним или внешним размерам.
Движение колебательных вихрей и его тепловые эффекты в изгибающемся канале | J.
 Теплопередача
Теплопередача
Пропустить Nav Destination
Исследовательская статья
Гейю Чжун,
Чуанью Чжан,
Сяофэн Го,
Пэн Ян,
Инвэнь Лю
Информация об авторе и статье
1 Автор корреспонденции. электронная почта: [email protected]
J. Тепломассообмен . Февраль 2023 г., 145(2): 021801 (13 страниц)
Номер статьи:
ХТ-22-1402
https://doi.org/10.1115/1.4056298
Опубликовано в Интернете: 9 декабря 2022 г.
История статьи
Получено:
31 мая 2022 г.
Пересмотрено:
5 ноября 2022 г.
Опубликовано:
9 декабря 2022 г.
Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
Делиться
- Твиттер
- MailTo
Иконка Цитировать
ЦитироватьРазрешения
Поиск по сайту
Citation
Чжун Г.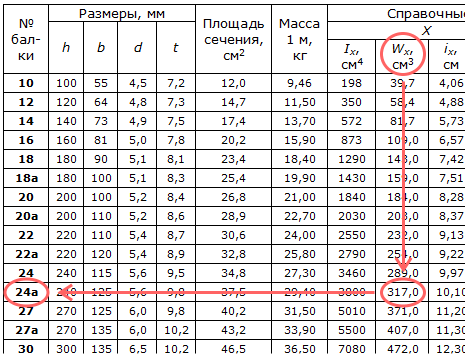 , Чжан К., Го С., Ян П. и Лю Ю. (9 декабря 2022 г.). «Путешествие колеблющихся вихрей и его тепловые эффекты в изгибающемся канале». КАК Я. J. Тепломассообмен . февраль 2023 г.; 145(2): 021801. https://doi.org/10.1115/1.4056298
, Чжан К., Го С., Ян П. и Лю Ю. (9 декабря 2022 г.). «Путешествие колеблющихся вихрей и его тепловые эффекты в изгибающемся канале». КАК Я. J. Тепломассообмен . февраль 2023 г.; 145(2): 021801. https://doi.org/10.1115/1.4056298
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
панель инструментов поиска
Расширенный поиск
Abstract
Вихри в колебательном потоке, вызываемые периодическим изменением направления потока, создают у стенки локальную область течения с высокой скоростью и низким давлением, что приводит к сложным физическим явлениям вязкой диссипации и теплопереносу. Это исследование фокусируется на вышеупомянутых особенностях, связывая пространственно-временные отношения между гидродинамикой и передачей энергии. Разработана двумерная модель колебаний термоакустического резонатора, учитывающая процессы нагрева и охлаждения в изгибных каналах. Рассмотрен процесс образования и передачи колебательных вихрей в изгибном канале. Поле скорости акустического потока получено путем постобработки и оказалось основным механизмом возникновения пространственных вихрей вблизи входа. Переносные вихри, вызванные изгибающимся каналом, подобны мини-насосам, занимающим области жидкости, которые способствуют локальному усилению теплопередачи и зависят от граничных условий стенки. Результат также показывает, что поверхностное трение в изгибающихся каналах составляет около 10–30% от общего сопротивления, а передаточное отношение более чувствительно к диссипации вязкости, чем волнистая высота изгибающего канала. Это исследование предлагает подход к пониманию основных механизмов улучшения теплопередачи на основе гидродинамики и вдохновения на разработку компактных теплообменников, используемых в колебательном потоке.
Это исследование фокусируется на вышеупомянутых особенностях, связывая пространственно-временные отношения между гидродинамикой и передачей энергии. Разработана двумерная модель колебаний термоакустического резонатора, учитывающая процессы нагрева и охлаждения в изгибных каналах. Рассмотрен процесс образования и передачи колебательных вихрей в изгибном канале. Поле скорости акустического потока получено путем постобработки и оказалось основным механизмом возникновения пространственных вихрей вблизи входа. Переносные вихри, вызванные изгибающимся каналом, подобны мини-насосам, занимающим области жидкости, которые способствуют локальному усилению теплопередачи и зависят от граничных условий стенки. Результат также показывает, что поверхностное трение в изгибающихся каналах составляет около 10–30% от общего сопротивления, а передаточное отношение более чувствительно к диссипации вязкости, чем волнистая высота изгибающего канала. Это исследование предлагает подход к пониманию основных механизмов улучшения теплопередачи на основе гидродинамики и вдохновения на разработку компактных теплообменников, используемых в колебательном потоке.
Раздел выдачи:
Принудительная конвекция
Ключевые слова:
колебательный поток,
изогнутый канал,
вихри,
улучшение теплопередачи
Темы:
Акустика,
Краевые задачи,
Рассеивание энергии,
Поток (Динамика),
Поток горячего воздуха,
Теплопередача,
колебания,
вихри,
Теплообменники,
Давление,
Плотность,
Циклы
Ссылки
1.
Чжан
,
К.Ю.
,
Го
,
Х. Ф.
,
Брюнет
,
стр.
,
Косталонга
,
М.
, и
Ройон
,
Л.
,
2019
, “
Акустические потоки вблизи острых структур и характеристика характеристик их перемешивания
”,
Микрожидкость. Наножидкость.
,
23
(
9
), с.
104
.10.1007/s10404-019-2271-5
2.
Яворский
,
А. Дж.
,
Мао
,
Х. А.
,
Мао
,
Х.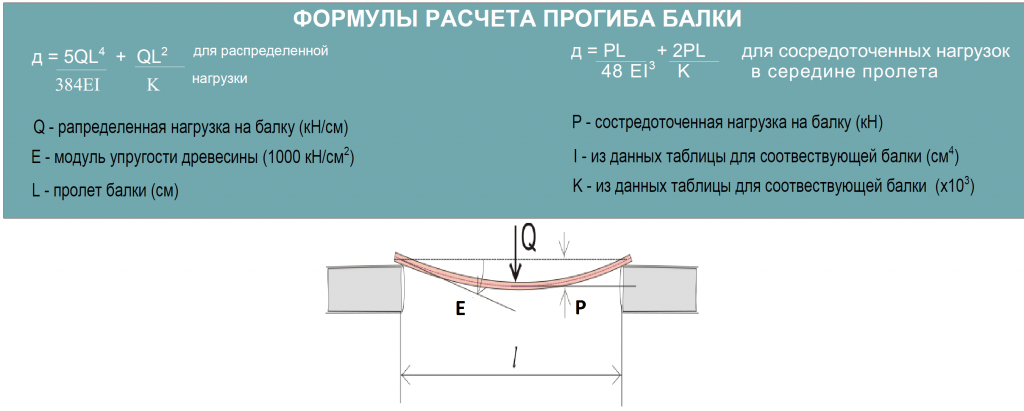 Р.
Р.
, и
Ю
,
З.,Б.
,
2009
, “
Входные эффекты в каналах пакета параллельных пластин в условиях колебательного потока
”,
Экспл. Терм. Науки о жидкости.
,
33
(
3
), с.0003
3.
Пикколо
,
А.
, и
Яворски
,
А. Дж.
,
2020
, “
Экспериментальное исследование характеристик теплопередачи ребристых трубчатых и круглопористых теплообменников в колебательном потоке
”,
Заявл. Терм. англ.
Терм. англ.
,
181
, с.
116022
.10.1016/j.applthermaleng.2020.116022
4.
Камсанам
,
Ш.
,
Мао
,
Х. А.
, и
Яворски
,
А. Дж.
,
2016
, “
Тепловые характеристики ребристых термоакустических теплообменников в условиях колебательного потока
”,
Int. Дж. Терм. науч.
,
101
, стр.
169
—
180
. 10.1016/j.ijthermalsci.2015.10.032
10.1016/j.ijthermalsci.2015.10.032
5.
,.
Б.
, и
Омар
,
М.К.
,
2001
, “
Численное исследование термоакустических теплообменников в пределе тонких пластин
”,
Номер. Теплопередача, часть А.
,
40
, стр.
445
—
471
.10.1080/10407780152619784
6.
Piccolo
,
6.
,
6.
,
6.
А.
,
2011
, “
Численный расчет термоакустических теплообменников с параллельными пластинами в колебательном потоке со стоячей волной
”,
Int. J. Тепломассообмен
J. Тепломассообмен
,
54
(
21–22
), стр.
4518
—
4530
.10.1016/j.ijheatmasstransfer.2011.06.027
7.
9444444444444444444444444444444444444444444444444444444444444444444444444444444н.
А.
,
2013
, “
Оптимизация термоакустических холодильников с использованием анализа второго закона
”,
Заявл. Энергия
,
103
, стр.
358
–
367
.10.1016/j.apenergy.2012.09.044
8.
Рахман
,
А.
, и
Чжан
,
Х. К.
,
2018
, “
Прогнозирование колебательного коэффициента теплопередачи для термоакустического теплообменника с помощью метода искусственной нейронной сети
”,
Междунар. J. Тепломассоперенос
,
124
, стр.
1088
—
1096
.10.1016/j.ijheatmasstransfer.2018.04.035
9.
ALI
44444444444444444444444444,035
9.
ALI
44444444444444444444444,035
С.
,
Менанто
,
С.
,
Хабчи
,
С.
,
Леменанд
,
Т.
, и
Харион
,
Ж.-Л.
,
2016
, “
Улучшение теплопередачи и перемешивания за счет использования нескольких свободно колеблющихся гибких вихревых генераторов
”,
Заявл. Терм. англ.
,
105
, стр.
276
—
289
.10.1016/j.applthermaleng.2016.04.130
10.
Schlichting
,
М.
, и
Герстен
,
К.
,
2017
, “
Теория пограничного слоя
,
Начало турбулентности (теория устойчивости)
,
Спрингер
,
Берлин, Гейдельберг, Германия
, стр.
415
–
496
.
11.
Ал
,
З.С.
,
Ислам
,
М. С.
, и
Саха
,
С.К.
,
2020
, “
Увеличение теплопередачи в модернизированном теплообменнике с гофрированными пластинами
”,
Междунар.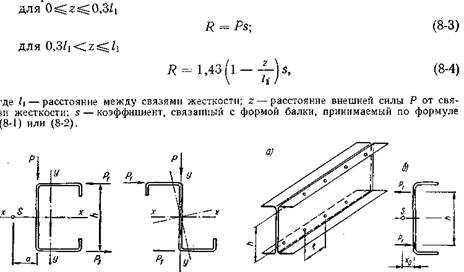 J. Тепломассообмен
J. Тепломассообмен
,
161
, с.
120226
.10.1016/j.ijтепломассообмен.2020.120226
12.
Токгоз
,
№
,
Тунай
,
Т.
, и
Шахин
,
Б.
,
2018
, “
Влияние фазовых сдвигов гофрированного канала на структуру течения и скорость теплообмена
”,
Экспл. Терм. Науки о жидкости.
,
99
, стр.
374
—
391
. 10.1016/j.expthermflusci.2018.08.011
10.1016/j.expthermflusci.2018.08.011
13.
vaedi
44444444444444444444444,011.
М.
,
Моллеи Барзи
,
Ю.
, и
Фирузи
,
М.
,
2021
, “
Двухфазное моделирование течения наножидкости в теплообменнике с рифленой стенкой
”,
J. Therm. Анальный. Калорим.
,
146
(
3
), стр.
1297
—
1321
.10.1007/S10973-020-10066-6
14.
-020-10066-6
14.
973-020-1006-6
14.
973-020-1006-6
14.
44444444444444444444444444444444444444444444444444444444443-020-1006-6
.
Ф.
,
де Конде
,
К. Э.
,
Гарсия
,
Э.К.
, и
Насименто
,
И. П.
,
2020
, “
Повышение эффективности теплопередачи в компактных теплообменниках за счет использования турбулизаторов на внутренней стороне
”,
Заявл. Терм. англ.
,
173
, с.
115188
.10.1016/j.applthermaleng.2020.115188
15.
Ши
,
Л.
,
Ю
,
З.Б.
,
Яворски
,
А. Дж.
, и
Абдулджалил
,
А. С.
,
2009
, “
Срыв вихрей на торце термоакустической батареи с параллельными пластинами в условиях колебательного течения
»,
Мехатрон. Произв. англ.
,
3
, стр.
80
–
87
в условиях колебательного потока
16.
Фэн
,
Х.
,
Лю
,
З.К.
,
Чжэн
,
NB
,
Лю
,
стр.
, и
Лю
,
Ш.
,
2018
, “
Численное исследование характеристик потока и улучшения теплообмена при колебательном течении в спирально-гофрированной трубе
”,
Int. J. Тепломассообмен
,
127
, стр.
402
—
413
. 10.1016/j.ijheatmasstransfer.2018.06.139
10.1016/j.ijheatmasstransfer.2018.06.139
17.
Wu
,
17.
W
Дж. З.
,
Ма
,
Г.Ю.
, и
Чжоу
,
М. Д.
,
2006
, “
Завихренность и динамика вихрей
,
Динамика завихренности при отрыве потока
,
Спрингер
,
Берлин, Гейдельберг, Германия
, стр.
234
–
252
.
18.
Илори
,
О. М.
М.
,
Яворски
,
А. Дж.
,
Мао
,
Х. А.
, и
Исмаил
,
OS
,
2021
, “
Влияние формы кромок на процессы теплоносителя в колебательных потоках
”,
Терм. науч. англ.
,
25
, с.
101004
.10.1016/ж.цеп.2021.101004
19.
Ши
,
Л.
,
Мао
,
Х. А.
, и
Яворски
,
А. Дж.
Дж.
,
2010
, “
Применение планарных лазерно-индуцированных методов измерения флуоресценции для изучения характеристик теплопередачи пластинчатых теплообменников в термоакустических устройствах
”,
Изм. науч. Технол.
,
21
(
11
), с.
115405
.10.1088/0957-0233/21/11/115405
20.
Свифт
,
Г. В.
,
2017
, “
Термоакустика II: объединяющая перспектива для некоторых двигателей и холодильников
,
Спрингер
,
Берлин, Гейдельберг, Германия
, стр.
171
–
197
.
21.
Чжун
,
Г.Ю.
,
Чен
,
П.Ф.
,
Лю
,
Ф.З.
, и
Лю
,
Ю.В.
,
2022
, “
Численный анализ характеристик теплопередачи колебательного потока в волнистом канале
»,
Междунар. Дж. Терм. науч.
,
172
, с.
107279
.10.1016/j.ijthermalsci. 2021.107279
2021.107279
22.
Чжан
,
К.Ю.
,
Го
,
Х. Ф.
,
Ройон
,
Л.
, и
Брюнет
,
стр.
,
2020
, “
Раскрытие механизмов акустических потоков, вызванных острыми краями
”,
Phys. Ред. Е
,
102
(
4
), с.
043110
.10.1103/PhysRevE.102.043110
23.
Меркли
,
ИП
, и
Томанн
,
Х.
,
1975
, “
Переход к турбулентности при колебательном течении в трубе
”,
J. Fluid Mech.
,
68
(
3
), стр.
567
—
576
.10.1017/S0022212075001826
24.
14444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444.
44444426
42 24.
14444426
42 24,
Ф.
, и
Яворски
,
А. Дж.
,
2017
, “
Численный прогноз турбулентности на ранней стадии при колебательном течении через пластинчато-параллельные теплообменники термоакустической системы
”,
Заявл. науч.
науч.
,
7
(
7
), с.
673
.10.3390/app7070673
25.
Vocale
,
стр.
,
Боццоли
,
Ф.
,
Райнери
,
С.
, и
Пальярини
,
Г.
,
2019
, “
Влияние тепловых граничных условий на локальную конвективную теплопередачу в змеевиках
”,
Межд. Дж. Терм. науч.
,
145
, с.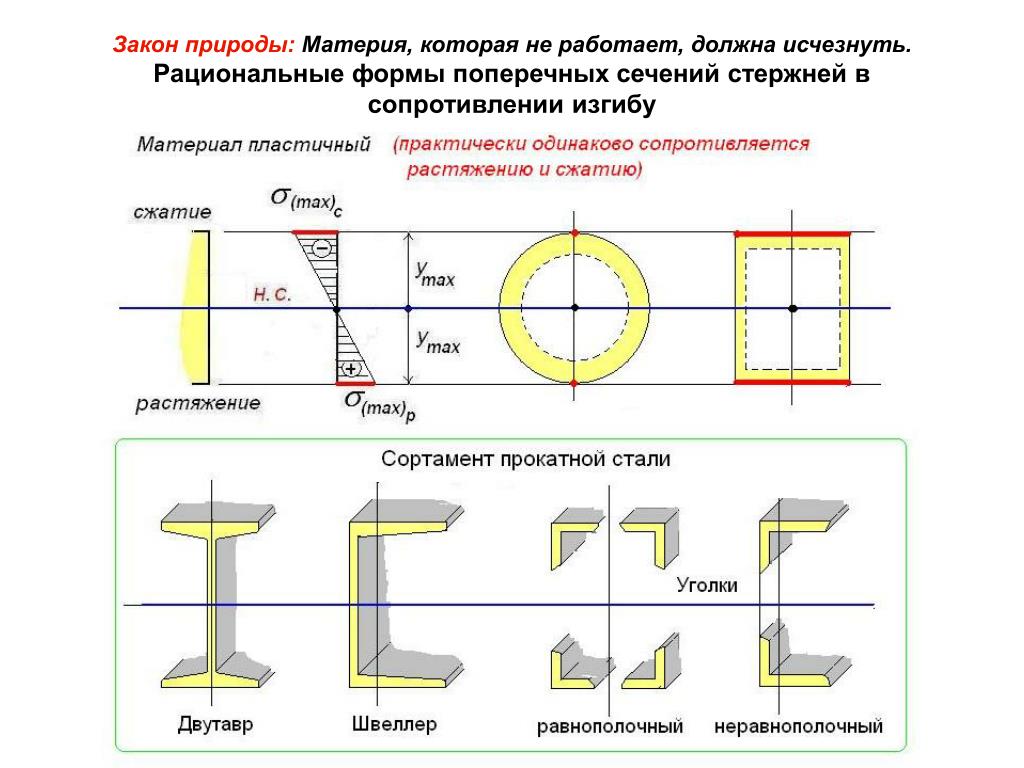
106039
.10.1016/j.ijthermalsci.2019.106039
26.
Ши
,
Л.
,
Ю
,
З.Б.
, и
Яворски
,
А. Дж.
,
2010
, “
Применение лазерной аппаратуры для измерения полей температуры и скорости с временным разрешением в термоакустической системе
»,
Междунар. Дж. Терм. науч.
,
49
(
), с.
1688
—
1701
.10.1016/j.ijthermalsci.
