Как работает швеллер на изгиб: Расчет швеллера на изгиб, калькулятор швеллера
Содержание
Как установить швеллер на перекрытие– The-master.ru
При строительстве жилых зданий и прочих сооружений каждый сталкивается с необходимостью правильного расчета и монтажа перекрытия. Перекрытие представляет собой горизонтальную конструкцию, находящуюся внутри здания, которая делит его на смежные помещения по вертикали (этажи, чердак и т.п.). Кроме того, данная конструкция является несущей, так как она воспринимает все нагрузки, приходящие от мебели, людей, оборудования и самого перекрытия и передает их либо на стены, либо на колонны (зависит от типа сооружения).
Виды перекрытий
По назначению перекрытия можно разделить на:
- цокольные — отделяют первый этаж здания от цокольного этажа или подвала
- межэтажные — направлены на разделение между собой этажей здания
- чердачные. Первые . Из названия второго вида следует, что они .
 Последние отделяют чердачное помещение от жилого здания.
Последние отделяют чердачное помещение от жилого здания.
В зависимости от конструктивных особенностей перекрытия их можно разделить на плиточные и балочные:
- Плиточные перекрытия чаще всего монтируют в крупногабаритных каменных домах с использованием железобетонных плит.
- Балочные перекрытия используются при строительстве малоэтажных жилых домов. Для их монтажа могут применяться металлические или деревянные балки.
Швеллер для перекрытий
Рассмотрим более подробно конструкции из швеллера для перекрытия в качестве несущей основы. Именно они воспринимают всю нагрузку, приходящуюся на полы второго этажа. Если для монтажа перекрытия используется П-образный прокат, то необходимо учесть следующие моменты:
- швеллер необходимо укладывать вертикально, так как момент сопротивления сечения в это направлении в несколько раз превышает значение момента в противоположном
- схема укладки следующая – от середины перекрытия профиль должен быть развернут в противоположном направлении, так как центр тяжести швеллера не принадлежит его стенке
Такая схема укладки необходима для компенсации тангенциальных напряжений. Следует помнить, что швеллеры для перекрытия подвержены изгибным напряжениям.
Расчет на изгиб швеллера для перекрытий
Как рассчитать и выбрать размер швеллера — на странице «Моменты сопротивления швеллера по ГОСТ»
Произведем расчет швеллера для перекрытия исходя из следующих условий. Имеется помещение, размером 6х8 м. Шаг хлыстов швеллера перекрытия составляет р = 2 м. Логично предположить, что швеллер следует укладывать вдоль короткой стены, что позволит снизить максимальный изгибающий момент, действующий на него. Нормативная нагрузка на один квадратный метр составит 540 кг/м2, а расчетная – 624 кг/м2 (согласно СНиП, учитывая коэффициенты надежности для каждой составляющей нагрузки). Пусть швеллер перекрытия с каждой стороны опирается на стену длиной 150 мм. Тогда рабочая длина швеллера будет составлять:
- L = l+2/3∙lоп∙2 = 6+2/3∙0,15∙2 = 6,2 м
Нагрузка на один погонный метр швеллера составит (нормативная и расчетная соответственно):
- qн = 540∙р = 540∙2 = 1080 кг/м = 10,8 кН
- qр = 540∙р = 624∙2 = 1248 кг/м = 12,48 кН
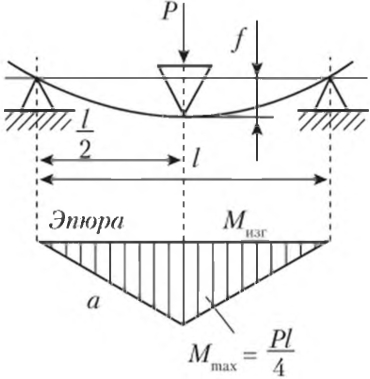
Максимальный момент в сечении швеллера будет равен (для нормативной и расчетной нагрузки):
- Мн = qн∙L2/8 = 10,8∙6,22/8 = 51,9 кН∙м
- Мр = qр∙L2/8 = 12,48∙6,22/8 = 60 кН∙м
Определим необходимый момент сопротивления сечения по выражению:
- Wтр = Мр/(γ∙Ry)∙1000, где
Ry = 240 МПа – сопротивление стали С245, расчетное
γ = 1 – коэффициент условий работы
Тогда Wтр = 60/(1∙240)∙1000 = 250 см3
Подбор сечения и проверка на жесткость швеллера
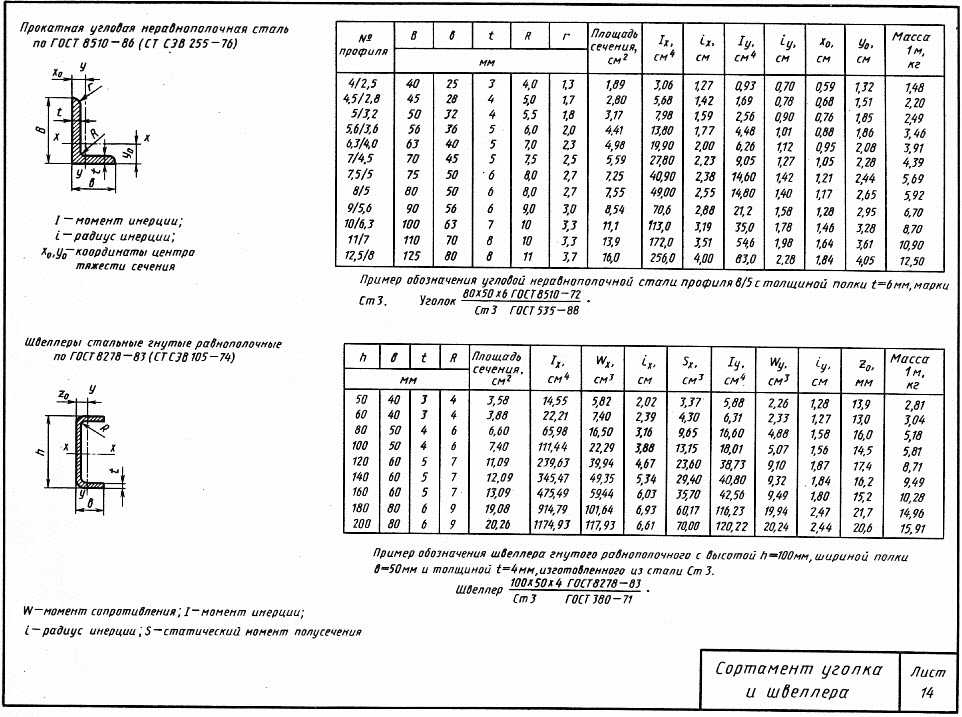
По справочнику (см. ГОСТ 8240-97 или ГОСТ 8278-83) подбираем профиль швеллера, который имеет момент сопротивления больше расчетного. В данном случае подходит швеллер 27П, Wx = 310 см3, Ix = 4180 см4. Далее необходимо осуществить проверку на прочность и жесткость на изгиб швеллера (прогиб хлыста).
Проверка на прочность:
- σ = Мр/(γ∙Wx)∙1000 = 60∙1000/(1∙310) = 193 Мпа< Ry = 240 МПа, что подтверждает условие прочности
Проверка на жесткость, изгиб швеллера где относительный прогиб f/L должен быть менее 1/150 и определяется по выражению:
- f/L = Мн∙L/(10∙Е∙Ix) = 60∙103∙620/(10∙2,1∙105∙4180) = 1/236<1/150
Условие жесткости обеспечивается. Следовательно, данный швеллер можно использовать для перекрытия по описанной схеме. Уменьшить номер швеллера можно, если хлысты укладывать с меньшим шагом.
Источник
При создании, расширении проемов различного характера – оконных, дверных, важно их качественное укрепление. Установка швеллера – самый популярный способ укрепления таких конструкций. Он широко используется для несущих сооружений из железобетона, кирпича. Как только стальной каркас устанавливается, вся нагрузка, которая до этого принималась удаленными частями перегородок, переходит на швеллер.
Подобное усиление положительно сказывается на строении: оно защищено от разрушения, образования трещин. Высота граней швеллера равна от 5 до 40 мм – это выражается цифрой на маркировке. Отличительной характеристикой изделия является п-образный формат. Металлоизделия имеют сопротивление на изгиб, сжатие, выдерживает значительные нагрузки строительных элементов. Они придают любой металлоконструкции дополнительную устойчивость, надежность. Изделия изготавливаются на производстве при ГОСТе 8240-89.
Для создания металлического каркаса необходимы точные результаты замеров и аккуратно сделанный проём. Если эти условия выполнены успешно, то крепление швеллера происходит быстро, легко, комфортно – нет пыли, грязи, лишнего шума. Еще один бонус – межкомнатные перегородки остаются сохраненными. Приведем краткий пример работ по оформлению проема металлопрофилем:
Если эти условия выполнены успешно, то крепление швеллера происходит быстро, легко, комфортно – нет пыли, грязи, лишнего шума. Еще один бонус – межкомнатные перегородки остаются сохраненными. Приведем краткий пример работ по оформлению проема металлопрофилем:
- перед вырезанием проема специалистами устанавливаются страховочные стойки, которые на период монтажу укрепят конструкцию и примут на себя нагрузку от нее;
- проводится разметка границ будущего проема;
- далее – демонтаж элементов стены;
- после этого проем укрепляется стальной балкой.
Швеллерный элемент монтируется из стоек, расположенных вертикально. Они обрамляют края свободного пространства. К стенкам привариваются полосы из металла горизонтальным форматом. Конструкция крепится к перегородке при помощи болтов, анкеров. В некоторых случаях – химическими анкерами, которые представляют собой капсулы с клеем. Они вкладываются в просверленные отверстия.
Дальше ставятся анкерные болты, которые разбивают клеевую смесь, вызывая химическую реакцию. Введенная смесь твердеет, после чего анкеры закручиваются гайками. Такое соединение имеет высокие качества надежности, оно долговечно, отсутствует потребность в дальнейших ремонтных работах. Индивидуально для каждого проекта рассчитывается расстояние между крепежами. Расчеты производятся инженерами на основании технического заключения. Каждый этап работ подробно описывается в проектной документации.
Введенная смесь твердеет, после чего анкеры закручиваются гайками. Такое соединение имеет высокие качества надежности, оно долговечно, отсутствует потребность в дальнейших ремонтных работах. Индивидуально для каждого проекта рассчитывается расстояние между крепежами. Расчеты производятся инженерами на основании технического заключения. Каждый этап работ подробно описывается в проектной документации.
Как организовывается проем в кирпичной стене?
Перед запуском работ происходит монтаж горизонтальной перемычки, состоящей из двух швеллеров. Это необходимо, чтобы кирпичная кладка оставалась в целостности. Штробление стены происходит над местом сконструированным проемов с обеих сторон. В получившиеся ниши вставляются П-образные металлопрофили.
Способы вставки:
- Один из не самых лучших способов вмонтировать швеллер в стену — использование изделие с уклонными полками с нахлёстом проёма. Из-за образованного пустого пространства швеллер с течением времени начинает соскальзывать и конструкция теряет прочность.
 Как правило, такое решение используют не профессионалы или же в случаях, когда нет других материалов укрепить стену.
Как правило, такое решение используют не профессионалы или же в случаях, когда нет других материалов укрепить стену. - Более изощрённый способ монтирования швеллера У в поверхность — заподлицо. В этом случае конструкция прочно держится и не теряет своих качеств в процессе эксплуатации. Из-за силы трения и давления вероятность потери соединения приближена к нулю. Минус данной конструкции в том, что её очень сложно создать — для этого потребуются специальные инструменты и точный замер.
- Один из самых распространённых методов усиления проёма — использование изделия с параллельными полками и монтаж внахлёст. Популярность такого способа обусловлена минимальными трудозатратами — стена не нуждается в ювелирной резке. Помимо этого, такое соединение имеет достаточную прочность, чтобы предотвратить осыпание и трещины в проёме.
- Наконец, самый крепкий и качественный из всех возможных вариантов монтажа — использование швеллера П с монтажом заподлицо. Данный способ эстетичен, его результаты впоследствии легко обрабатываются отделкой.
 Минус — дороговизна, так как нужно будет воспользоваться алмазной пилой.
Минус — дороговизна, так как нужно будет воспользоваться алмазной пилой.
Свободные пространства, получившиеся между металлом и кирпичом, затираются цементно-песчаным раствором.
Источник
Как установить швеллер на перекрытие– The-master.ru
При строительстве жилых зданий и прочих сооружений каждый сталкивается с необходимостью правильного расчета и монтажа перекрытия. Перекрытие представляет собой горизонтальную конструкцию, находящуюся внутри здания, которая делит его на смежные помещения по вертикали (этажи, чердак и т.п.). Кроме того, данная конструкция является несущей, так как она воспринимает все нагрузки, приходящие от мебели, людей, оборудования и самого перекрытия и передает их либо на стены, либо на колонны (зависит от типа сооружения).
Виды перекрытий
По назначению перекрытия можно разделить на:
- цокольные — отделяют первый этаж здания от цокольного этажа или подвала
- межэтажные — направлены на разделение между собой этажей здания
- чердачные.
 Первые . Из названия второго вида следует, что они . Последние отделяют чердачное помещение от жилого здания.
Первые . Из названия второго вида следует, что они . Последние отделяют чердачное помещение от жилого здания.
В зависимости от конструктивных особенностей перекрытия их можно разделить на плиточные и балочные:
- Плиточные перекрытия чаще всего монтируют в крупногабаритных каменных домах с использованием железобетонных плит.
- Балочные перекрытия используются при строительстве малоэтажных жилых домов. Для их монтажа могут применяться металлические или деревянные балки.
Расчет перекрытия по металлическим балкам
Необходимо ответственно подходить к выполнению расчетов, приняв решение сделать пол или потолок на основе стальных профилей.
При этом необходимо учитывать комплекс факторов:
- общий вес;
- нагрузочную способность;
- площадь формируемой поверхности;
- расстояние между балками;
- ширину пролета.
Выбор подходящего номера металлопроката, соответствующего высоте профиля, осуществляется с учетом воспринимаемой нагрузки.

Несущая способность составляет:
- 0,075 т/м2 – для перекрытий чердачных помещений;
- 0,150 т/м2 – для цокольной основы и межэтажных оснований.
Швеллер для перекрытий
Рассмотрим более подробно конструкции из швеллера для перекрытия в качестве несущей основы. Именно они воспринимают всю нагрузку, приходящуюся на полы второго этажа. Если для монтажа перекрытия используется П-образный прокат, то необходимо учесть следующие моменты:
- швеллер необходимо укладывать вертикально, так как момент сопротивления сечения в это направлении в несколько раз превышает значение момента в противоположном
- схема укладки следующая – от середины перекрытия профиль должен быть развернут в противоположном направлении, так как центр тяжести швеллера не принадлежит его стенке
Такая схема укладки необходима для компенсации тангенциальных напряжений. Следует помнить, что швеллеры для перекрытия подвержены изгибным напряжениям.
Технология усиления швеллером
Для демонтажа проемов лучше применять метод алмазной резки, поскольку он проще и быстрее, а главное не повреждает стену, т.е. не приводит к образованию трещин, чего нельзя сказать об обычном перфораторе или болгарке. Ровные края проема после алмазной резки существенно ускоряют и упрощают работы по монтажу элементов усиления. Перед началом вырезания проема, необходимо подстраховаться и установить временные подпорки, которые разгрузят перекрытия. Также не следует забывать об обесточивании электросетей и переносе при необходимости электропроводки.
Самый простой и распространенный способ укрепления проемов в нашем случае — это П-образная швеллерная рама, которая монтируется по краям вырезанного проема и состоит из горизонтальной перемычки и вертикальных подпорок.
Вся конструкция крепится к стене при помощи химических анкерных болтов или ребристых кусков арматуры, а на полу она приваривается к опорным пяткам из толстых металлических пластин.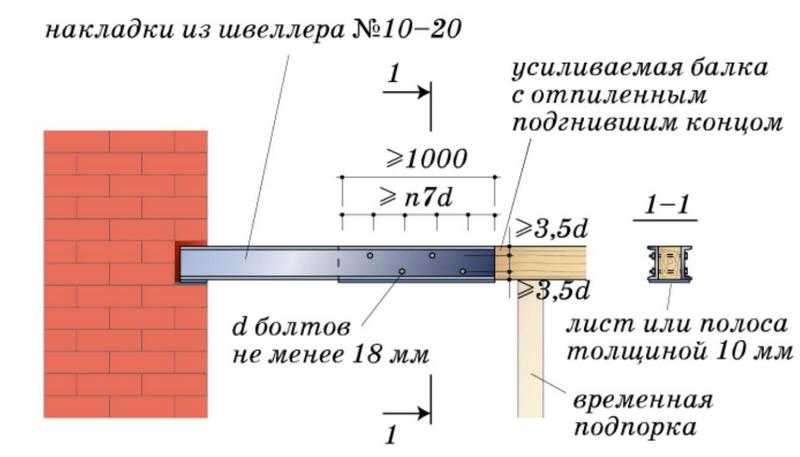 Для установки такой конструкции могут использоваться два типа швеллеров и разные способы их монтажа на стену (об этом читайте ниже).
Для установки такой конструкции могут использоваться два типа швеллеров и разные способы их монтажа на стену (об этом читайте ниже).
Поскольку зачеканивать раму из швеллеров после ее установки крайне затруднительно из за специфической конфигурации профиля, то она как правило монтируется на предварительно нанесенный слой цементного раствора. Для лучшей связки раствора со стеной на последней можно сделать насечки.
Любопытна технология крепежа швеллерного усиления с помощью химических анкеров. Для этого в просверленное отверстие вставляется касула с химическим клеевым составом, а затем устанавливается анкерный болт, который разбивает капсулу. Происходит реакция, и через 20 минут соединение затвердевает и болт затягивают гайкой. Такое соединение способно выдерживать огромные нагрузки, а главное, обеспечивает совместную работу материала стены и металла швеллера.
Если же в качестве анкерных стержней используется обычная арматура, то ее вставляют в заранее просверленные отверстия, заполненные цементно-полимерцементным раствором.
Шаг и взаимное расположение крепежных отверстий в стене определяются инженерными расчетами по проекту перепланировки и техническому заключению.
В углах металлоконструкции выполняется сварка ее вертикальных и горизонтальных элементов. Затем она покрывается специальной грунтовкой для защиты от коррозии.
Для усиления дверных проемов в кирпичных стенах может применяться т.н. комбинированное усиление, поскольку такие стены бывают намного толще бетонных. Как выглядит такое усиление? Как правило, это два швеллера, которые устанавливаются параллельно в качестве верхней перемычки и связываются стяжками через стену. Боковое обрамление такого проема выполняется из уголков. Все параллельные элементы такой рамы дополнительно стягивают поперечно приваренными пластинами.
При усилении проемов в кирпичной стене верхняя швеллерная перемычка устанавливается до начала резки проема, для чего стена штробится в нужных местах. При этом соответствующие пазы делаются несколько шире проема.
Вид стены, подготовленной к установке швеллера:
А вот швеллерная перемычка уже смонтирована (на картинке видно, что усиление комбинированное — сверху швеллер, а по бокам уголки, стянутые хомутами):
Еще примеры комбинированного усиления проемов (в кирпичной и бетонной стене):
Верхняя швеллерная перемычка без вертикальных подпорок часто применяется для усиления оконных проемов. Таким способом также укрепляют проемы на верхних этажах многоэтажек или в коттеджах – то есть там, где нет большой нагрузки. Длина профиля в этом случае подбирается так, чтобы он был шире проема и опирался на стену, будучи уложенным в пазы. Впрочем, иногда оконный проем усиливают и по контуру.
Расчет на изгиб швеллера для перекрытий
Как рассчитать и выбрать размер швеллера — на странице «Моменты сопротивления швеллера по ГОСТ»
Произведем расчет швеллера для перекрытия исходя из следующих условий.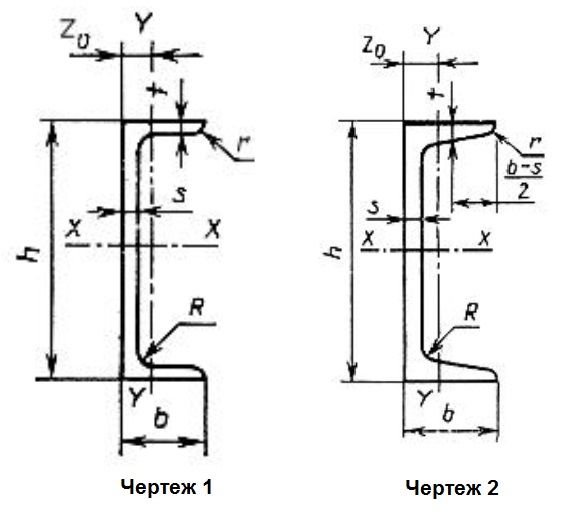 Имеется помещение, размером 6х8 м. Шаг хлыстов швеллера перекрытия составляет р = 2 м. Логично предположить, что швеллер следует укладывать вдоль короткой стены, что позволит снизить максимальный изгибающий момент, действующий на него. Нормативная нагрузка на один квадратный метр составит 540 кг/м2, а расчетная – 624 кг/м2 (согласно СНиП, учитывая коэффициенты надежности для каждой составляющей нагрузки). Пусть швеллер перекрытия с каждой стороны опирается на стену длиной 150 мм. Тогда рабочая длина швеллера будет составлять:
Имеется помещение, размером 6х8 м. Шаг хлыстов швеллера перекрытия составляет р = 2 м. Логично предположить, что швеллер следует укладывать вдоль короткой стены, что позволит снизить максимальный изгибающий момент, действующий на него. Нормативная нагрузка на один квадратный метр составит 540 кг/м2, а расчетная – 624 кг/м2 (согласно СНиП, учитывая коэффициенты надежности для каждой составляющей нагрузки). Пусть швеллер перекрытия с каждой стороны опирается на стену длиной 150 мм. Тогда рабочая длина швеллера будет составлять:
- L = l+2/3∙lоп∙2 = 6+2/3∙0,15∙2 = 6,2 м
Нагрузка на один погонный метр швеллера составит (нормативная и расчетная соответственно):
- qн = 540∙р = 540∙2 = 1080 кг/м = 10,8 кН
- qр = 540∙р = 624∙2 = 1248 кг/м = 12,48 кН
Максимальный момент в сечении швеллера будет равен (для нормативной и расчетной нагрузки):
- Мн = qн∙L2/8 = 10,8∙6,22/8 = 51,9 кН∙м
- Мр = qр∙L2/8 = 12,48∙6,22/8 = 60 кН∙м
Определим необходимый момент сопротивления сечения по выражению:
- Wтр = Мр/(γ∙Ry)∙1000, где
Ry = 240 МПа – сопротивление стали С245, расчетное γ = 1 – коэффициент условий работы
Тогда Wтр = 60/(1∙240)∙1000 = 250 см3
Железобетонное перекрытие
Ваше имя или e-mail: У Вас уже есть учётная запись? Если планируется перекрытие с лестничным проемом, то необходимо усиление арматурного каркаса по периметру и устройство бортовой опалубки.
Стальные балки силового каркаса либо прокатные, либо составные профили. В исходном варианте профлист укладывается не только на стены, но и на каркас из стальных балок прогоны , который и является несущим.
Количество и параметры балок высчитываются индивидуально, исходя из габаритов перекрываемого пролета и предполагаемых нагрузок, в среднем шаг составляет от 1,5 до 3 м, но на каждый лист должно приходиться три точки опоры — по центру и по краям. Профлисты укладываются поперек длинной стороны пролета, широкими гофрами вниз, по длине на прогонах внахлест, минимум на одну волну, по ширине встык.
Подбор сечения и проверка на жесткость швеллера
По справочнику (см. ГОСТ 8240-97 или ГОСТ 8278-83) подбираем профиль швеллера, который имеет момент сопротивления больше расчетного. В данном случае подходит швеллер 27П, Wx = 310 см3, Ix = 4180 см4. Далее необходимо осуществить проверку на прочность и жесткость на изгиб швеллера (прогиб хлыста).
Проверка на прочность:
- σ = Мр/(γ∙Wx)∙1000 = 60∙1000/(1∙310) = 193 Мпа< Ry = 240 МПа, что подтверждает условие прочности
Проверка на жесткость, изгиб швеллера где относительный прогиб f/L должен быть менее 1/150 и определяется по выражению:
- f/L = Мн∙L/(10∙Е∙Ix) = 60∙103∙620/(10∙2,1∙105∙4180) = 1/236<1/150
Условие жесткости обеспечивается. Следовательно, данный швеллер можно использовать для перекрытия по описанной схеме. Уменьшить номер швеллера можно, если хлысты укладывать с меньшим шагом.
Следовательно, данный швеллер можно использовать для перекрытия по описанной схеме. Уменьшить номер швеллера можно, если хлысты укладывать с меньшим шагом.
Источник
При создании, расширении проемов различного характера – оконных, дверных, важно их качественное укрепление. Установка швеллера – самый популярный способ укрепления таких конструкций. Он широко используется для несущих сооружений из железобетона, кирпича. Как только стальной каркас устанавливается, вся нагрузка, которая до этого принималась удаленными частями перегородок, переходит на швеллер.
Подобное усиление положительно сказывается на строении: оно защищено от разрушения, образования трещин. Высота граней швеллера равна от 5 до 40 мм – это выражается цифрой на маркировке. Отличительной характеристикой изделия является п-образный формат. Металлоизделия имеют сопротивление на изгиб, сжатие, выдерживает значительные нагрузки строительных элементов. Они придают любой металлоконструкции дополнительную устойчивость, надежность.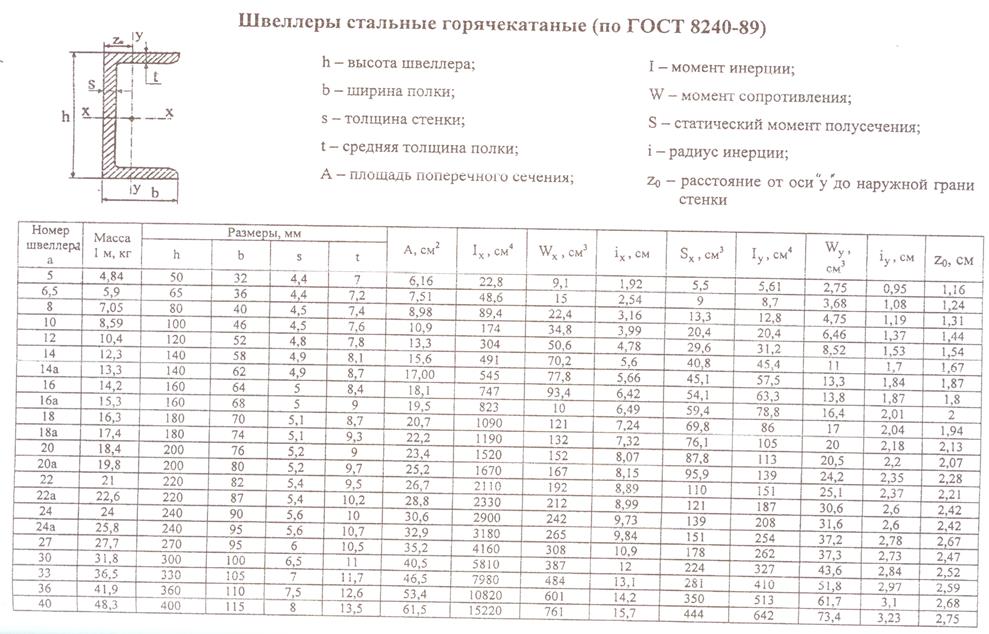 Изделия изготавливаются на производстве при ГОСТе 8240-89
Изделия изготавливаются на производстве при ГОСТе 8240-89
.
Виды швеллеров
Швеллер – это разновидность металлического профиля П-образного сечения (высотой 50—400 мм, с толщиной стенки 4—15 мм и шириной полок от 32 до 115 мм ). Стальные швеллера получают главным образом горячей прокаткой заготовки на сортовых станах, а также холодной или горячей прокаткой рулонной стали на профилегибочных станах. Швеллер предназначен для придания жесткости и устойчивости конструкции, в которой он применяется. Он хорошо работает на изгиб и воспринимает осевые нагрузки.
Швеллеры (ГОСТ 8240-89) делятся на:
- швеллер с уклоном внутренних граней полок (ставится буква У).
- швеллер с параллельными гранями полок (ставится буква П).
Как укрепляют проемы швеллерами?
Для создания металлического каркаса необходимы точные результаты замеров и аккуратно сделанный проём. Если эти условия выполнены успешно, то крепление швеллера происходит быстро, легко, комфортно – нет пыли, грязи, лишнего шума. Еще один бонус – межкомнатные перегородки остаются сохраненными. Приведем краткий пример работ по оформлению проема металлопрофилем:
Еще один бонус – межкомнатные перегородки остаются сохраненными. Приведем краткий пример работ по оформлению проема металлопрофилем:
- перед вырезанием проема специалистами устанавливаются страховочные стойки, которые на период монтажу укрепят конструкцию и примут на себя нагрузку от нее;
- проводится разметка границ будущего проема;
- далее – демонтаж элементов стены;
- после этого проем укрепляется стальной балкой.
Швеллерный элемент монтируется из стоек, расположенных вертикально. Они обрамляют края свободного пространства. К стенкам привариваются полосы из металла горизонтальным форматом. Конструкция крепится к перегородке при помощи болтов, анкеров. В некоторых случаях – химическими анкерами, которые представляют собой капсулы с клеем. Они вкладываются в просверленные отверстия.
Дальше ставятся анкерные болты, которые разбивают клеевую смесь, вызывая химическую реакцию. Введенная смесь твердеет, после чего анкеры закручиваются гайками. Такое соединение имеет высокие качества надежности, оно долговечно, отсутствует потребность в дальнейших ремонтных работах. Индивидуально для каждого проекта рассчитывается расстояние между крепежами. Расчеты производятся инженерами на основании технического заключения. Каждый этап работ подробно описывается в проектной документации.
Индивидуально для каждого проекта рассчитывается расстояние между крепежами. Расчеты производятся инженерами на основании технического заключения. Каждый этап работ подробно описывается в проектной документации.
Способы монтажа швеллеров на стену
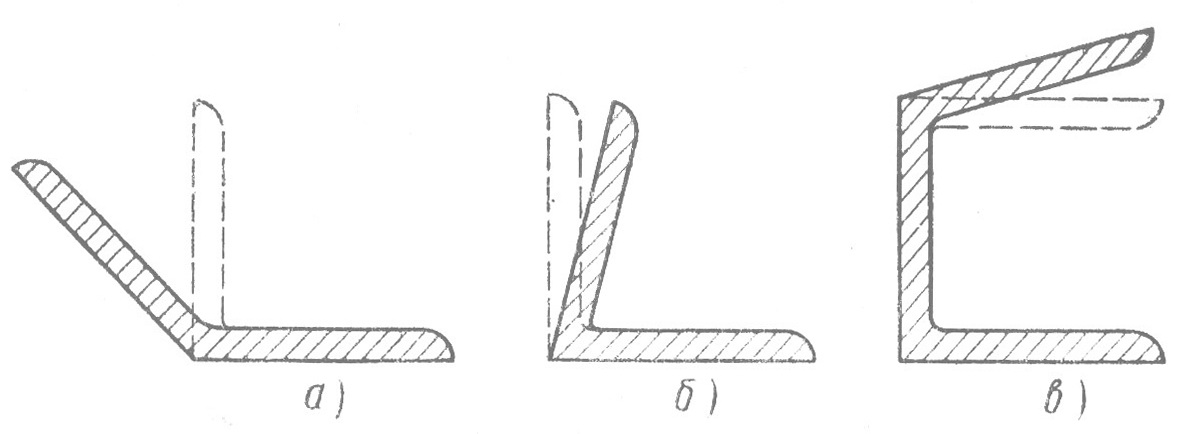
1. Накладка У-образного швеллера внахлест. Это самый простой и способ. Его недостаток состоит в том, что полки У-образного профиля скруглены и скошены, и при установке профиля, между швеллером и поверхностью стены образуется пустое пространство. Чтобы добиться как можно более плотного прилегания конструкции, зазор зачеканивается инъектированием, либо швеллер устанавливается на заранее нанесенный раствор.
2. Накладка У-образного швеллера заподлицо. Это более аккуратный способ монтажа швеллеров подобной формы, поскольку оштукатуривать стену после усиления проема будет проще: нет выступающих деталей. В этом случае перфоратором немного скашивают края стены, чтобы добиться более плотного соединения металла и бетона. Это весьма трудоемкая и не слишком распространенная процедура, поэтому чаще крепят, как в первом случае. К тому же, перфоратор — не слишком «филигранный» инструмент, и подобрать нужный угол наклона очень непросто.
Это весьма трудоемкая и не слишком распространенная процедура, поэтому чаще крепят, как в первом случае. К тому же, перфоратор — не слишком «филигранный» инструмент, и подобрать нужный угол наклона очень непросто.
3. Накладка П-образного швеллера на стену внахлест. Как и в первом случае, это очень простой способ, но требующий идеально ровной поверхности стены. При этом швеллер П-образной формы образует меньшие зазоры, чем У-образный.
4. Установка П-образного швеллера заподлицо. Также позволяет (аналогично п.2) легко оштукатурить стену после окончания работ по монтажу усиления проема. Боковые пазы для полок швеллера вырезаются алмазной пилой для получения ровной поверхности. Дорого, но красиво.
5. Как чаще всего укладывают швеллер на практике. Как мы уже отмечали, перфоратор не отличается ювелирной точностью, поэтому торец стены часто «подгогяется» под установку швеллера «на глаз». При этом рабочие часто халтурят и срубают края очень грубо — принцип показан на картинке. Промежуток между стеной и швеллером заполняется строительным мусором. При этом ни о каком заполнении полости раствором речь, конечно же, не идет.
Примечание: п ри установке швеллера внахлест он подбирается на размер-два больше стены, а при монтаже заподлицо — по размеру стены.
Как организовывается проем в кирпичной стене?
Перед запуском работ происходит монтаж горизонтальной перемычки, состоящей из двух швеллеров. Это необходимо, чтобы кирпичная кладка оставалась в целостности. Штробление стены происходит над местом сконструированным проемов с обеих сторон. В получившиеся ниши вставляются П-образные металлопрофили.
Способы вставки:
- Один из не самых лучших способов вмонтировать швеллер в стену — использование изделие с уклонными полками с нахлёстом проёма. Из-за образованного пустого пространства швеллер с течением времени начинает соскальзывать и конструкция теряет прочность. Как правило, такое решение используют не профессионалы или же в случаях, когда нет других материалов укрепить стену.

- Более изощрённый способ монтирования швеллера У в поверхность — заподлицо. В этом случае конструкция прочно держится и не теряет своих качеств в процессе эксплуатации. Из-за силы трения и давления вероятность потери соединения приближена к нулю. Минус данной конструкции в том, что её очень сложно создать — для этого потребуются специальные инструменты и точный замер.
- Один из самых распространённых методов усиления проёма — использование изделия с параллельными полками и монтаж внахлёст. Популярность такого способа обусловлена минимальными трудозатратами — стена не нуждается в ювелирной резке. Помимо этого, такое соединение имеет достаточную прочность, чтобы предотвратить осыпание и трещины в проёме.
- Наконец, самый крепкий и качественный из всех возможных вариантов монтажа — использование швеллера П с монтажом заподлицо. Данный способ эстетичен, его результаты впоследствии легко обрабатываются отделкой. Минус — дороговизна, так как нужно будет воспользоваться алмазной пилой.

Свободные пространства, получившиеся между металлом и кирпичом, затираются цементно-песчаным раствором. Источник
Способы закрепления швеллера при устройстве перекрытий
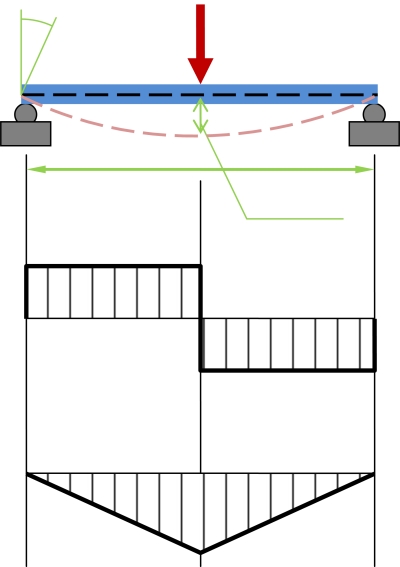
- Межэтажная балка перекрытия – шарнирно-опертая, испытывает равномерно-распределенную нагрузку.
- Козырек из двух швеллеров с железобетонным заполнителем – консольные балки с жесткой заделкой, нагружаются равномерно-распределенно.
- Балка перекрытия, выпущенная за пределы стены, – шарнирно-опертая с равномерной нагрузкой.
- Перемычка, предназначенная для опирания одной или двух балок перекрытия, – шарнирно-опертая с одной или двумя сосредоточенными нагрузками.
- Козырек из двух профилей со стальным листом между ними и с установленной стеной – консольные балки с сосредоточенной нагрузкой.
От правильного выбора номера швеллера, шага между балками и способа закрепления во многом зависит надежность строительной конструкции.
Недопустимое крепление швеллера анкерными болтами к стене
Если вы приварили швеллер к пластине, а эту пластину закрепили к стене четырьмя распорными анкерами (или другим количеством анкеров – не имеет значения), это будет шарнир
. Болты испытывают выдергивающее усилие, пластина – гибкая, все это приведет к повороту балки на опоре. Это не мгновенное разрушение конструкции, а растянутое во времени. Поначалу поворот происходит очень медленно и незаметно, но он постоянно увеличивается – и это будет происходить до критического момента, когда самый слабый элемент в конструкции не выдержит и вызовет аварийное состояние. И каким бы надежным и мощным ни был швеллер, если узел его крепление не надежен, вся конструкция считается аварийной.
Болты испытывают выдергивающее усилие, пластина – гибкая, все это приведет к повороту балки на опоре. Это не мгновенное разрушение конструкции, а растянутое во времени. Поначалу поворот происходит очень медленно и незаметно, но он постоянно увеличивается – и это будет происходить до критического момента, когда самый слабый элемент в конструкции не выдержит и вызовет аварийное состояние. И каким бы надежным и мощным ни был швеллер, если узел его крепление не надежен, вся конструкция считается аварийной.
Недопустимое крепление кронштейна из швеллера к существующей стене
Если вы выбьете в существующей стене нишу (не важно, на всю толщину стены или не на всю), приварите к швеллеру пластину и уложите все это на пластичный раствор, а нишу потом забетонируете (или заполните раствором), то такой вариант тоже является шарниром
. Чем меньше глубина заделки в стену, тем больше возможности у швеллера повернуться, и тем быстрее возникнет аварийное состояние. Но даже если заглубить швеллер на всю толщину стены, все равно у него останется возможность поворота, т.к. качественного заполнения раствором не получится при малых размерах ниши, швеллер под нагрузкой будет выкрашивать этот раствор и стремиться выскочить из гнезда. Такой вариант крепления возможен только для балки, опирающейся двумя концами, или для балкона с подкосом или стойкой на конце.
Но даже если заглубить швеллер на всю толщину стены, все равно у него останется возможность поворота, т.к. качественного заполнения раствором не получится при малых размерах ниши, швеллер под нагрузкой будет выкрашивать этот раствор и стремиться выскочить из гнезда. Такой вариант крепления возможен только для балки, опирающейся двумя концами, или для балкона с подкосом или стойкой на конце.
Крепление швеллера к стене – швеллер сверху
В данном варианте швеллер приваривается к пластине, которая крепится анкерными болтами к монолитному поясу (или монолитной подушке). Помимо этого важно заанкерить верхнюю часть швеллера, чтобы препятствовать повороту. Для этого к нему приваривается сверху уголок, который будет заделан в кладку стены, служащей в том числе пригрузом для швеллера. Уголок – это один из вариантов анкеровки. Можно также к верхней полке швеллера приварить металлический элемент, который в свою очередь будет приварен к закладной детали в монолитном поясе или в перекрытии. Главное – создать надежный анкер, препятствующий повороту швеллера.
Главное – создать надежный анкер, препятствующий повороту швеллера.
Следует обратить внимание, что для надежной конструкции балкона нужно не только выполнить расчет швеллера, но и расчет узла его опирания. Рассмотрим это на примере.
Пример.
Расчет консольной конструкции балкона в виде швеллерной балки без подкоса и узла опирания швеллера.
Межэтажное перекрытие по металлическим балкам
Задача перекрытий в здании — выполнять несущую и ограждающую функции, обеспечивать пространственную жесткость сооружения, его устойчивость, разделять этажи, соединять между собой стены, передавая им нагрузку. В малоэтажном строительстве есть несколько вариантов обустройства межэтажных перекрытий. Один из них – перекрытие по металлическим балкам. Их можно также использовать для устройства чердачных и подвальных перекрытий.
Преимущества металлических перекрытий
Металлоконструкции в отличие от деревянных балок надежнее в плане пожаробезопасности, стойкости к биологической угрозе (плесень, грибок). Они:
Они:
- значительно прочнее деревянных балок, при меньшей толщине выдерживают большие нагрузки. Их использование позволяет сэкономить место, дать больше полезного пространства;
- могут быть уложены на пролеты до 24 метров. Двутавровое (швеллерное) сечение металлопроката сохраняет статичность, устойчиво к изменениям амплитуды перекрытий, не подвержено прогибам.
К недостаткам металлических перекрытий многие относят невысокие теплоизоляционные, звукоизоляционные параметры, а также вероятность коррозии. Предотвратить последнюю можно путем тщательной антикоррозийной обработки металла перед монтажом. Чтобы устранить недостатки по звукоизоляции, концы двутавров оборачивают войлоком, наглухо заделывают в кирпичные стены цементным раствором, фиксируют анкерными болтами.
Большой вес металла, возможно, потребует применения крана при монтаже конструкции. Изменить размеры балок, обрезать или нарастить их, используя сварочный аппарат, будет очень трудно. Вследствие этого надо очень точно снимать размеры пролетов, прежде чем заказать металлопрокат на предприятии.
Единственные ограничения в применении перекрытий по металлическим балкам – финансовая сторона, а также размер, тип строения. Несущая часть постройки, стены здания должны выдерживать вес металлопроката, поэтому прежде, чем покупать материалы, надо рассчитать нагрузки на балочные перекрытия.
Монтируем перекрытие монолитное по металлическим балкам
Застройщиков привлекает цельная конструкция, изготовленная из бетона, усиленного арматурной решеткой.
После установки металлических балок, сооружения опалубки и обеспечения ее устойчивости производите работы по формированию монолитной плиты из железобетона по следующему алгоритму:
- Проверьте отсутствие щелей в деревянной опалубке и, если необходимо, загерметизируйте их.
- Соберите арматурный каркас, применяя металлические прутки с размером сечения 10–12 мм.
- Уложите каркас в опалубку, обеспечив постоянный интервал до поверхности будущей бетонной плиты 4–5 см.
- Залейте бетонную смесь в опалубку и тщательно уплотните бетонный массив с помощью вибратора.

- Не подвергайте твердеющий раствор нагрузкам на протяжении 4 недель и затем демонтируйте опалубку.
Обратите внимание на размер опорной поверхности по периметру плиты, который должен составлять более 150 мм.
Чем швеллер отличается от двутавра?
Под словом «металлопрокат» подразумевается совокупность изделий из стали, других металлов или их сплавов.
Виды металлопроката
- сортовой: изготавливается на специальных сортовых станках и различается формой сечения;
- трубный: представлен трубами различного диаметра или сечения;
- листовой: гладкие, профилированные, перфорированные листы, лента, толстолистовой прокат;
- фасонный: изделия квадратного, шестигранного сечения, уголки, Т-образные элементы и иная профилированная продукция.
В зависимости от типа изготовления металлопрокат бывает: сварной, гнутый, горячекатаный, холоднотянутый. Каждая из указанных категорий имеет свои характеристики и сортамент.
Металлопрокат активно применяется в различных сферах деятельности. Но прежде всего – это сфера промышленного, гражданского строительства, машиностроения, мостостроения, станкостроения, судостроения.
Швеллер и двутавр – сходные по техническим параметрам металлоизделия, которые имеют высокие прочностные характеристики, а потому пользуются повышенным спросом.
Швеллер и двутавр: отличия и характеристики
Характеристики сечения и его элементы
Швеллер состоит из двух горизонтальных полок и одной вертикальной стенки, соединенных между собой таким образом, что поперечное сечение напоминает собой букву «П».
Двутавровая балка имеет те же самые элементы – две полки и вертикальную стенку. Однако в поперечном сечении готовое изделие выглядит как буква «Н».
Размеры (сечение) обоих металлоизделий определяются одинаково – по ширине вертикальной стенки. При этом учитывается и толщина полок.
Технология изготовления
Виды металлических швеллеров:
- горячекатаный – изготавливается из заготовки путем горячей прокатки;
- холоднотянутый (гнутый) – производство гнутого швеллера ведется на специальных профилегибочных станках.
Геометрические характеристики двутавра оказывают свое влияние на технологию его изготовления, поэтому существуют следующие виды двутавров:
- горячекатаный – прокатка заготовки при температуре свыше 1000 градусов;
- сварной – собирается путем сваривания трех отдельных элементов.
Производство двутавров методом сварки имеет серьезное дополнительное преимущество. Поскольку сварная балка собирается как конструктор, появляется возможность изготовить изделия нестандартных типоразмеров. Можно дополнить их ребрами жесткости, перфорацией, полками. Также появляется возможность использовать различные марки стали для отдельных элементов конструкции.
Для производства двутавров используются материалы, имеющие повышенный индекс прочности – сталь или различные сплавы. Тогда как балка П-образного сечения может изготавливаться из разных материалов и сплавов.
Прочностные характеристики
Специфическая конструкция двутавра позволяет одновременно распределять действующие нагрузки сразу в двух направлениях – по вертикали и по горизонтали. Поэтому при одинаковых исходных данных (длина, толщина, материал, действующие нагрузки) прочность швеллера на изгиб будет ниже, чем прочность на изгиб двутавра. По этой же причине швеллер имеет меньшую прочность на прогиб.
Поэтому при одинаковых исходных данных (длина, толщина, материал, действующие нагрузки) прочность швеллера на изгиб будет ниже, чем прочность на изгиб двутавра. По этой же причине швеллер имеет меньшую прочность на прогиб.
Прочностные характеристики двутавра более предпочтительны по причине его лучшей реакции на нагрузки, в особенности на скручивание. У балки Н-образного сечения максимальный объем металла сосредоточен в горизонтальных полках – именно они воспринимают основные нагрузки. Причем симметричное расположение полок обеспечивает максимальный момент инерции. Вертикальная стенка по большей части работает на сжатие.
Тогда как швеллер характеристики на прочность имеет совсем иные. У него главная ось инерции не совпадает со стенкой, поэтому он нагрузки воспринимает хуже.
Экономика использования
Стоимость большинства продукции металлопроката формируется из расчета за одну тонну, а не за одну штуку. Хотя Н-образное сечение обеспечивает существенную экономию материалов при производстве, двутавровая балка будет тяжелее, чем швеллер аналогичного сечения. Однако, как указано выше, такая балка воспринимает нагрузки лучше, чем швеллер. Расчеты показывают: один двутавр по прочности способен заменить две балки П-сечения. Это значит, что использование двутавра с экономической точки зрения более целесообразно.
Однако, как указано выше, такая балка воспринимает нагрузки лучше, чем швеллер. Расчеты показывают: один двутавр по прочности способен заменить две балки П-сечения. Это значит, что использование двутавра с экономической точки зрения более целесообразно.
Область применения
Оба металлоизделия находят свое применение в самых разных направлениях деятельности и отраслях производства. Однако разные физические, а также технические характеристики вносят свои нюансы в особенности их использования.
Двутавр неоднократно подтвердил свою надежность при использовании. Поэтому применение двутавра широко распространено в местах с высоким уровнем действующих нагрузок. В частности, при возведении эстакад, путепроводов, мостов, высотных зданий, сооружений, ГЭС, а также при армировании проходов в шахтах, укреплении горных выработок и иных работах.
В свою очередь швеллер больше используется при возведении небольших зданий, гаражей, прочих сооружений. Облегченный алюминиевый швеллер широко применяют в ремонтных и отделочных работах, устройстве витрин, стеллажей, при изготовлении алюминиевых профилей для офисных перегородок.
Расчет балки на прочность, примеры расчетов металлоконструкций на изгиб, жесткости стальных конструкций
Подбор и проверка металлических конструкций в ПК ЛИРА 10.4 имеет ряд преимуществ и особенностей. Разберем подробно тонкости расчёта конструирования металлических конструкций.
В ПК ЛИРА 10.4 реализована функция автоматического определения характера работы элемента. В процессе расчёта производится внутрипрограммный выбор характера работы элементов стальных конструкций (центральное растяжение-сжатие; сжатие-растяжение с изгибом вокруг одной или двух главных осей; изгиб в одном или в двух главных направлениях). Данная функция программы освобождает пользователя от анализа работы элемента и, таким образом, снижает вероятность допущения ошибки, поскольку один и тот же элемент при различных комбинациях загружений может работать по-разному. Выбор производится в зависимости от соотношения действующих в рассматриваемом сечении усилий, которое определяется величиной относительного или приведенного относительного эксцентриситета (таблица 1).
Таблица 1.
| N < 0 (присутствует сжатие) | N > 0 (присутствует растяжение) | ||
| Приведенный относительный эксцентриситет для сжатой грани mef y(z) | Характер работы относительно рассматриваемой оси | Относительный эксцентриситет для растянутой грани m y(z) | Характер работы относительно рассматриваемой оси |
| Сжатие | Растяжение | ||
| Сжатие с изгибом | Растяжение с изгибом | ||
| Изгиб | Изгиб | ||
В настоящей версии программы выполняются следующие проверки стальных конструкций, в качестве нормативного документа будем рассматривать СП 16.13330.2011.
Первое предельное состояние
Прочность
Таблица 2.
| Проверки прочности | Обозначение | Формулы проверок |
СП 16. 13330.2011 13330.2011 | ||
| Прочность по нормальным напряжениям: | (106) – без учёта стеснённого кручения. (105) – без учёта стеснённого кручения. | |
| – без учёта развития пластических деформаций | ||
| – с учётом развития пластических деформаций | ||
| Прочность несимметричных сечений из высокопрочной стали по нормальным напряжениям растяжения | (107) | |
| Прочность по касательным напряжениям | (42) | |
| Прочность по приведенным напряжениям (совместное действие нормальных и касательных напряжений) | (44) |
- Прочность по нормальным напряжениям может проверяться с учётом, или без учёта развития пластических деформаций. Возможность учёта развития пластических деформаций задаётя пользователем в параметрах конструирования. При этом можно руководствоваться разд.
 8.1. Следует отметить, что в настоящей редакции СП 16.13330.2011, в связи с отсутствием коэффициентов учёта пластики для полного пластического шарнира, конструкции 3 класса по виду напряжённого состояния (полный пластический шарнир) считаются так же, как и конструкции 2 класса (ограниченное развитие пластики).
8.1. Следует отметить, что в настоящей редакции СП 16.13330.2011, в связи с отсутствием коэффициентов учёта пластики для полного пластического шарнира, конструкции 3 класса по виду напряжённого состояния (полный пластический шарнир) считаются так же, как и конструкции 2 класса (ограниченное развитие пластики).
В случае допустимости расчета с учетом развития пластических деформаций программой выполняется проверка фактического наличия пластики. Для этого выполняются две проверки:
- проверка 1 – с учетом развития пластических деформаций;
- проверка 2 – без учета развития пластических деформаций.
Если прочность по проверке 1 обеспечивается, а по проверке 2 – нет, то элемент в данном сечении действительно работает с учетом развития пластических деформаций. И только в этом случае производится учет пластики в дальнейших проверках устойчивости и местной устойчивости.
Формулы для проверки прочности по нормальным напряжениям, указанные в таблице 2 и используемые в программе, учитывают все составляющие усилий в рассматриваемом сечении.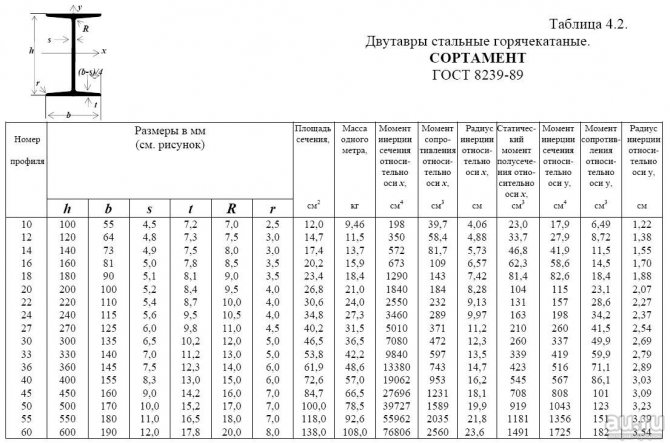
- Прочность по касательным напряжениям проверяется по формулам (42) в основе которых лежит формула Журавского.
- Прочность по приведенным напряжениям (совместное действие нормальных и касательных напряжений) проверяется по формулам теории прочности (44).
Общая устойчивость
Таблица 3.
| Проверки общей устойчивости | Обозначение | Формулы проверок |
| СП 16.13330.2011 | ||
| Устойчивость плоской формы изгиба | (70) – без учёта стеснённого кручения. | |
| Устойчивость по изгибной форме | (109), (120), (121) | |
| Устойчивость по изгибно-крутильной форме | (111) | |
| Устойчивость стержней, подверженных сжатию и изгибу в двух главных плоскостях | (116) |
- Устойчивость плоской формы изгиба
Проверка устойчивости плоской формы изгиба (по φb) производится для открытых профилей следующих типов: двутавр симметричный, двутавр несимметричный, тавр, швеллер, а также для полосы. При определении коэффициента устойчивости при изгибе φb используется расчётная длина lef b, которая задаётся пользователем по указаниям пунктов 8.4.2 и часто равна расчётной длине элемента в плоскости минимальной жёсткости. Коэффициент φb определяется в соответствии с указаниями приложения Ж. Все задаваемые исходные данные соответствуют таблицам указанных приложений. Если заранее известно, что для рассматриваемого конструктивного элемента такая проверка не понадобится или вид нагрузки и загруженный пояс определить невозможно (например, колонна каркаса здания), рекомендуется для симметричных двутавров и швеллеров задать балочную схему работы, два и более боковых закреплений, а для несимметричных двутавров и тавров задать вид нагрузки, вызывающий чистый изгиб.
При определении коэффициента устойчивости при изгибе φb используется расчётная длина lef b, которая задаётся пользователем по указаниям пунктов 8.4.2 и часто равна расчётной длине элемента в плоскости минимальной жёсткости. Коэффициент φb определяется в соответствии с указаниями приложения Ж. Все задаваемые исходные данные соответствуют таблицам указанных приложений. Если заранее известно, что для рассматриваемого конструктивного элемента такая проверка не понадобится или вид нагрузки и загруженный пояс определить невозможно (например, колонна каркаса здания), рекомендуется для симметричных двутавров и швеллеров задать балочную схему работы, два и более боковых закреплений, а для несимметричных двутавров и тавров задать вид нагрузки, вызывающий чистый изгиб.
Для сечений из несимметричных двутавров или тавров в программе отсутствует проверка устойчивости плоской формы изгиба для консолей, по причине отсутствия указаний для такой проверки консолей в действующих нормах.
Поскольку для сечений из полосы в нормах отсутствуют указания для проверки устойчивости плоской формы изгиба, в программе определение коэффициента устойчивости при изгибе φb производится по формулам (Ж.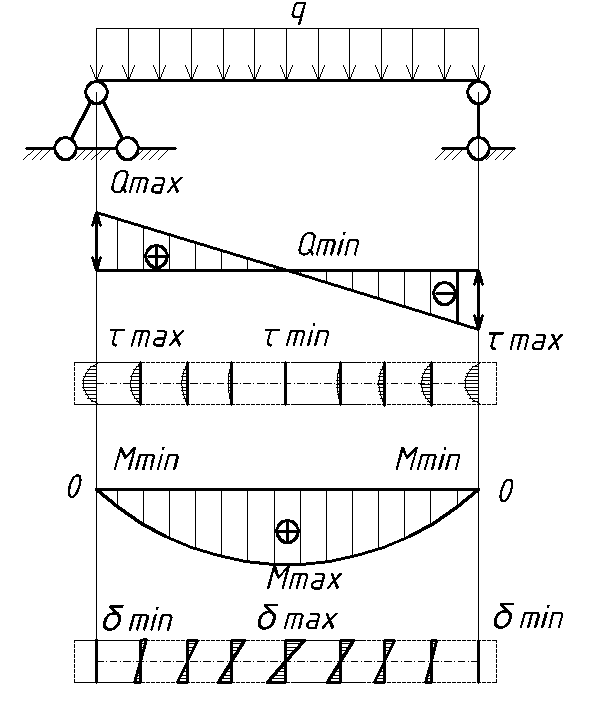 1), (Ж.2).
1), (Ж.2).
- Устойчивость по изгибной форме.
Важным вопросом при выполнении этой проверки является определение расчётных длин элементов. Расчётные длины задаются пользователем. При этом он может руководствоваться разделом 10, или специальной литературой (например, С. Д. Лейтес «Справочник по определению свободных длин элементов стальных конструкций», Москва, 1963 г).
Для сечений из одиночного уголка пользователь должен задать радиус инерции, используемый для данной проверки. При этом следует руководствоваться п. 10.1.4, 10.2.2 и 10.2.3.
Следует отметить, что в соответствии со всеми рассматриваемыми нормами коэффициент продольного изгиба при внецентренном сжатии не может быть больше коэффициента продольного изгиба при центральном сжатии (см. примечание п. 2 к таблице коэффициентов в рассматриваемых нормах). Поэтому проверка устойчивости центрально сжатых элементов рассматривается как частный случай проверки устойчивости по изгибной форме сжато-изогнутых элементов.
Для коробчатых сечений и для сечений из сплошного прямоугольника (полосы) обозначение соответствует проверке по формулам (121), соответственно обозначение – по формулам (120).
Для сечения из одиночного швеллера при наличии изгиба в плоскости большей жёсткости значения коэффициента формы сечения принимаются как для симметричного двутавра, о чём выводится соответствующее предупреждение.
Для несимметричных двутавров общего вида с произвольным соотношением площадей большей и меньшей полок, в нормах отсутствуют значения коэффициента формы сечения
. В программе коэффициент определяется с помощью кубической интерполяции между приведенными в нормах типами сечений. Параметром для интерполяции служит коэффициент (осевой коэффициент асимметрии несимметричного двутавра), где Afc и Аft соответственно площадь сжатой и растянутой полки.
В программе определяется значение коэффициента для каждого из перечисленных типов сечений, после чего между этими данными производится кубическая интерполяция по фактическому значению аk рассматриваемого профиля. Об этом выводится соответствующее предупреждение.
Об этом выводится соответствующее предупреждение.
Для сечений из круглой трубы или сплошного круглого сечения при проверке устойчивости по изгибной форме:
- если расчётные длины элемента в обеих плоскостях равны, т. е. если , используется результирующий момент, равный геометрической сумме моментов в двух взаимно-перпендикулярных направлениях: ;
- если , выполняются две независимые проверки: относительно оси Y1 с использованием момента Му и расчётной длины , и относительно оси Z1 с использованием момента Мz и расчётной длины .
- Устойчивость по изгибно-крутильной форме
Проверка производится по формулам (111.
Для сечения из одиночного швеллера при наличии изгиба в плоскости большей жёсткости значения коэффициентов α и β принимаются как для симметричного двутавра, о чём выводится соответствующее предупреждение.
При относительных эксцентриситетах в плоскости большей жёсткости параметр с определяется по формуле (43) полученной из условия (имеется в виду, что плоскость большей жёсткости X10Z1). При этом, в соответствии с указаниями п. 9.2.4 [9.11коэффициент φb, входящий в эту формулу определяется как для балки с двумя и более боковыми закреплениями, независимо от заданных пользователем.
При этом, в соответствии с указаниями п. 9.2.4 [9.11коэффициент φb, входящий в эту формулу определяется как для балки с двумя и более боковыми закреплениями, независимо от заданных пользователем.
Программой предусмотрена проверка устойчивости также и для растянуто-изогнутых элементов. Проверка производится на основании формулы
(1)
Сила растяжения в этом случае оказывает разгружающее действие, но это не гарантирует устойчивость сжатого пояса элемента.
Для сечения из полосы в нормах нет указаний для проверки устойчивости по изгибно-крутильной форме. Коэффициент с к формуле (111) определяется по формуле (2), полученной из условия (3
)
(2)
(3)
При проверке местной устойчивости стенок учёт локальных напряжений не предусмотрен. Предполагается также отсутствие продольных рёбер жёсткости. Наличие и шаг поперечных рёбер жёсткости задаёт пользователь, руководствуясь п. 8.5.9, п. 9.4.4. Для изгибаемых элементов отсутствие поперечных рёбер жёсткости приводит к увеличению толщины стенки, которая в этом случае проверяется из условия по требованию п. 8.5.9. В то же время программа не контролирует необходимость постановки поперечных рёбер жёсткости для сжатых и сжато-изогнутых элементов по п. 9.4.4, поскольку эти требования являются конструктивными и не влияют на расчёт.
Наличие и шаг поперечных рёбер жёсткости задаёт пользователь, руководствуясь п. 8.5.9, п. 9.4.4. Для изгибаемых элементов отсутствие поперечных рёбер жёсткости приводит к увеличению толщины стенки, которая в этом случае проверяется из условия по требованию п. 8.5.9. В то же время программа не контролирует необходимость постановки поперечных рёбер жёсткости для сжатых и сжато-изогнутых элементов по п. 9.4.4, поскольку эти требования являются конструктивными и не влияют на расчёт.
При проверке местной устойчивости коробчатых сечений, в общем случае, при наличии изгибающих моментов в обоих главных направлениях (Му ≠ 0, Мz ≠ 0), необходимо определить, какие из граней коробки считать стенками, а какие полками.
Таблица 4.
| Центральное сжатие. Стенками считаются все 4 стороны | Внецентренное сжатие вокруг оси Y1. Стенками считаются стороны, параллельные Z1 | Изгиб вокруг оси Y1. Стенками считаются стороны, параллельные оси Z1 Стенками считаются стороны, параллельные оси Z1 | |
| Внецентренное сжатие вокруг оси Z1. Стенками считаются стороны, параллельные оси Y1 | Внецентренное сжатие в двух направлениях. Стенками считаются стороны, параллельные оси Z1 | Стенками считаются стороны, параллельные оси Z1 | |
| Изгиб вокруг оси Z1. Стенками считаются стороны, параллельные оси Y1 | Стенками считаются стороны, параллельные оси Y1 | Изгиб в двух направлениях. Стенками считаются стороны, параллельные оси Z1 |
Второе предельное состояние
Прогибы
Прогибы элементов или конструктивных элементов проверяются в направлении их локальных осей Y1 и Z1. Необходимость такой проверки при подборе или проверке стальных конструкций задаётся пользователем на основании приложения Е СП 20.13330.2011 или других нормативных документов. При этом используются нормативные (эксплуатационные) значения постоянных нагрузок и длительные нагрузки, или длительно действующая часть кратковременных нагрузок со своими коэффициентами сочетаний.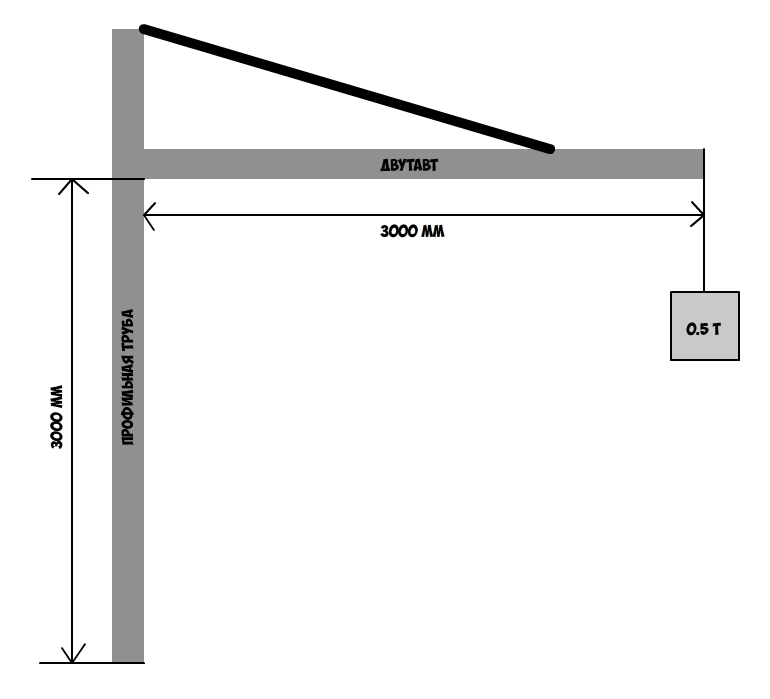 Такой подход справедлив для конструкций, загруженных постоянными, полезными, снеговыми и другими нагрузками, имеющими длительно действующую часть. К таким конструкциям относятся, например, стропильные балки, ригели покрытия, прогоны покрытия, балки и ригели перекрытий, балки рабочих и обслуживающих площадок, лестничные косоуры и марши, балки балконов и лоджий. Опоры конструктивных элементов (места, где прогибы принимаются равными нулю) задаются с помощью раскреплений. Если заданы раскрепления конструктивного элемента, то его прогиб считается относительно прямой линии, соединяющей эти раскрепления. При отсутствии раскреплений принимается полное перемещение сечений конструктивного элемента в составе расчётной схемы. Необходимость задания раскреплений определяет пользователь. Следует обратить внимание, что в режиме подбора сечения конструктивного элемента принято, что величина его прогиба изменяется обратно пропорционально изгибной жёсткости ЕI рассматриваемого конструктивного элемента и не учитывает перемещение других элементов расчётной схемы.
Такой подход справедлив для конструкций, загруженных постоянными, полезными, снеговыми и другими нагрузками, имеющими длительно действующую часть. К таким конструкциям относятся, например, стропильные балки, ригели покрытия, прогоны покрытия, балки и ригели перекрытий, балки рабочих и обслуживающих площадок, лестничные косоуры и марши, балки балконов и лоджий. Опоры конструктивных элементов (места, где прогибы принимаются равными нулю) задаются с помощью раскреплений. Если заданы раскрепления конструктивного элемента, то его прогиб считается относительно прямой линии, соединяющей эти раскрепления. При отсутствии раскреплений принимается полное перемещение сечений конструктивного элемента в составе расчётной схемы. Необходимость задания раскреплений определяет пользователь. Следует обратить внимание, что в режиме подбора сечения конструктивного элемента принято, что величина его прогиба изменяется обратно пропорционально изгибной жёсткости ЕI рассматриваемого конструктивного элемента и не учитывает перемещение других элементов расчётной схемы. Если при наличии раскреплений это предположение справедливо, то при их отсутствии такой подход может привести к неправильному результату. Поэтому в случае обоснованного отсутствия раскреплений окончательный расчёт сечений должен быть выполнен в режиме проверки.
Если при наличии раскреплений это предположение справедливо, то при их отсутствии такой подход может привести к неправильному результату. Поэтому в случае обоснованного отсутствия раскреплений окончательный расчёт сечений должен быть выполнен в режиме проверки.
Предельно допустимые прогибы задаются пользователем. При этом в каждом из направлений он может задать как величину прогиба в миллиметрах или в долях пролёта, так и автоматический выбор предельного прогиба по п. 2 таблицы Е.1 СП 20.13330.2011.
Для конструкций, у которых ограничены горизонтальные прогибы и перемещения от ветра по п. Е.2.4.1, Е.2.4.3, Е.2.4.4 СП 20.13330.2011 следует выполнить дополнительную проверку таких прогибов по локальным эпюрам перемещений, либо проверку горизонтальных перемещений соответствующих узлов от нормативных (эксплуатационных) значений ветровых нагрузок. К таким конструкциям относятся, например, колонны каркаса, стойки фахверка, ригели фахверка, опоры конвейерных галерей.
Проверку прогибов сложных стержневых систем, например, стропильных ферм или структурных блоков покрытия, следует выполнять по перемещениям характерных узлов в различных комбинациях загружений (с помощью РСН).
Гибкость
Необходимость такой проверки задаётся пользователем. Проверка гибкости конструктивных элементов производится на основании п. 10.4.1, 10.4.2 СП 16.13330.2011. Величину предельно допустимой гибкости задаёт пользователь. При этом он может задать требуемую величину сам, либо воспользоваться подсказкой программы, выбрав нужную строку из предлагаемых таблиц действующих норм.
Следите за нашими новостями и задавайте вопросы на форуме.
Как согнуть швеллер по радиусу
Изготовление гнутого швеллера
Опубликовано 20 Июл 2013 Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.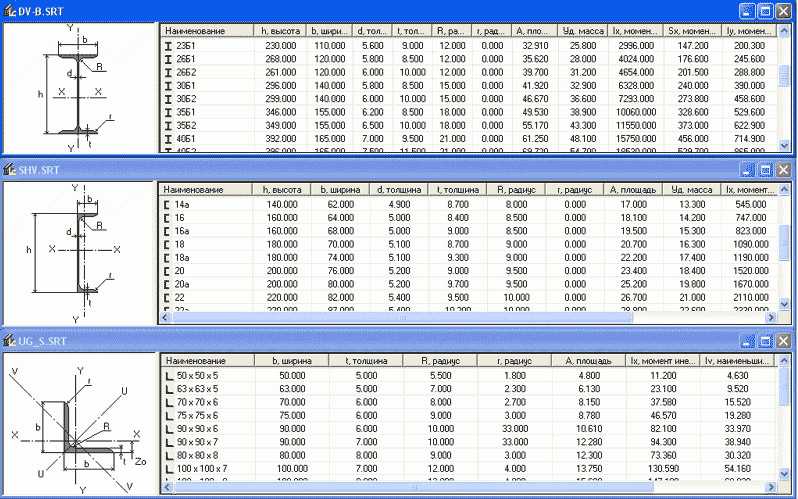
Пошаговая инструкция по установке
Начинается установка с определения места для раковины. При этом имеет смысл саму чашу взять в руки и физически приложить к стене в планируемом месте. Необходимо учитывать не только эргономичность, но и доступность подключения к водопроводу и канализации. Также стоит учесть, что высота умывальника-тюльпана может быть увеличена путём установки его на дополнительный пьедестал, а вот опустить чашу ниже длины ножки не получится.
Порядок действий по установке раковины следующий:
- C помощью построителя или строительного уровня на стене отчерчивается горизонтальная линия, соответствующая требуемой высоте раковины.
- Чаша прикладывается по месту монтажа, после через крепёжные проушины маркером размечаются точки установки кронштейнов в стене. Если конструкция умывальника не позволяет это проделать, то месторасположение кронштейнов вычисляется с учётом отступов от краёв чаши. В таких случаях схема крепления дополнительно приводится в документации.
- В стене высверливаются отверстия, в них забиваются пластиковые пробки.
- Вворачиваются кронштейны. При этом следует учитывать толщину стенок раковины.
- На кронштейны навешивается умывальник.
- Ориентируюсь на центр чаши, устанавливается пьедестал (нога).
- На раковину ставится сифон и подключается к канализации. В некоторых моделях тюльпанов этот шаг должен предшествовать установке пьедестала.
- Монтируется смеситель и подключается к линии водопровода. Резьбовые соединения желательно уплотнять фумлентой или льном со специальной пастой.
Завершив установку, имеет смысл пройти силиконовым герметиком линии стыка раковины со стеной. Это предотвратит отсыревание стены под умывальником из-за стекающих брызг воды.
Самый дешёвый и простой вариант установки раковины-тюльпана — это выполнение всех работ собственными руками. Процесс займёт минимум времени и не потребует особых навыков.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.

1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.

Как усилить швеллер
Чтобы швеллер противостоял прогибам, изгибам и скручиванию — его усиливают. Способ выбирают исходя из условий эксплуатации.
Усиление на изгиб и прогиб
Чтобы усилить балку на изгиб/прогиб используют три способа: устанавливают подпоры, увеличивают поперечное сечение или перераспределяют нагрузку по всей конструкции.
Установка подборы — один из самых простых способов. Нагрузка на балку снижается без существенных изменений металлоконструкции.
Опоры и балки соединяют исходя из типа нагрузки на них. При динамических воздействиях можно использовать только соединения клепками и болтами. Если же поперечная сила воздействует постоянно, то используются любые виды соединений деталей, которые обеспечивают высокую надежность и прочность.
Еще усилить швеллер на прогиб/изгиб можно, увеличив поперечное сечение. Для этого нужно приварить стальные накладки или уголки в продольном направлении. Если приварить дополнительный швеллер, то конструкция станет симметричной.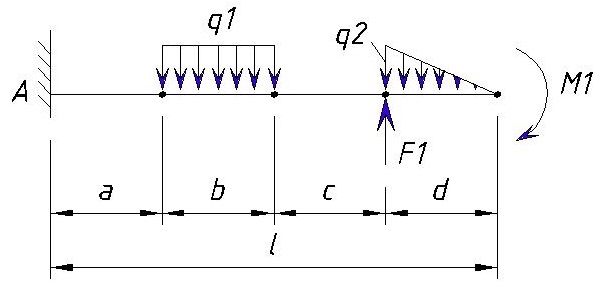
Третий способ заключается в следующем: основная нагрузка смещается с проблемной точки и равномерно распределяется по новой форме балки.
Если ни один из выше представленных методов реализовать нельзя, то вносят конструктивные изменения в каркас или его элементы. Для этого переделывают расчет всего объекта.
Усиление на скручивание
Чтобы нивелировать кручение швеллера, используют сварку или бетонирование. При сварке к основной балке приваривают дополнительную, располагая в параллельном направлении. В итоге получается двутавр или «коробка». При выполнении сварочных работ следует учитывать то, что нагретый во время сварки металл способен ослабить конструкции. Следственно разумнее использовать особые способы сварки с двух сторон.
Бетонирование улучшает жесткость, но в то же время повышает продольную нагрузку на швеллер. Но в некоторых случаях это единственно верный способ усилить балку на кручение.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.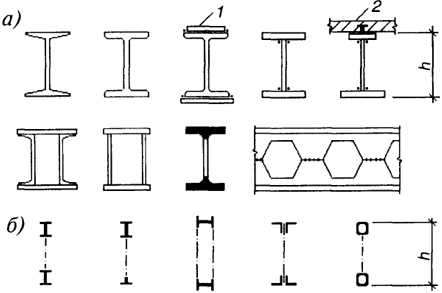
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.

Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как режут швеллер
Здесь мы не будем рассказывать, как швеллер разрезать на высокоточных станках. Рассмотрим полевой вариант, когда материалы режут в размер непосредственно на объекте. А там используют болгарку. Поэтому начнем с техники безопасности. Никогда нельзя надеяться на авось. Очень много примеров, когда диски во время работы разрушались и разлетались повсюду, нанося вред людям и имуществу. Такие инциденты длятся доли секунды, поэтому увернуться от летящих частей диска практически невозможно. А если не обезопасить себя, то такое воздействие может нанести непоправимый вред здоровью.
Основные правила работы с болгаркой:
- Перед работой убедитесь, что диск целый, не наклонен и расположен ровно. Следите за этим и во время работы.
- При нарезке положите балку на какой-то предмет, чтобы она была приподнята. За счет этого отрезанная часть будет опускаться под собственным весом.
- Во время работы делайте небольшие перерывы, чтобы диск успевал остывать.
- Во время работ находитесь немного сбоку, а не в плоскости реза.
- Диск на болгарке должен быть крепко затянут. Он легче раскрутится после работы, если под него подложить шайбу из картона.
- Ни при каких обстоятельствах не работайте, если кожух с УШМ снят. Без него работать крайне опасно.
- Работать нужно в защитной одежде. Кроме защитного костюма и закрытой обуви обязательно используют очки и перчатки.
- При работе болгаркой следите за тем, чтобы диск вращался от себя. Если по каким-то причинам болгарку вырвет из рук, то она упадет в стороне от вас.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.
Компактный станок, предназначенный для гибки полых прокатных профилейИсточник prom.st
Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Как провести радиусную гибку листового металла?
Одной из распространённых технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Радиусная гибка металла ( Instagram / gibkospb)
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов.
 Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину. - Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Радиусная гибка листового металла на листогибочном прессе AM AMB-15031 Как провести радиусную гибку листового металла? Ссылка на основную публикацию
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Какой принцип работы швеллера на изгиб?
Во время эксплуатации на швеллер воздействует давление внешнего веса по направлению на изгиб. Поэтому конструкторы просчитывают предстоящие нагрузки заранее. От чего специалисты отталкиваются?
Первое, что вычисляют конструкторы, так это максимальное значение момента в профиле швеллера (М). Используют они для этого сложную формулу. В учет берутся распределительная нагрузка и длина швеллера.
Вторым шагом специалисты ищут значение момента сопротивления сечения швеллера. Для этого тоже есть своя формула. В нее подставляется полученное ранее значение М и данные сопротивления материала по пределу текучести. Для последней величины данные берут с технических таблиц, значения отличаются для разных марок стали.
Полученные результаты из второй формулы специалисты сравнивают с ГОСТ 8278 в категории «момент сопротивления». На основании этого для каждого проекта они подбирают катаный или гнутый швеллер, который подходит под все критерии.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой.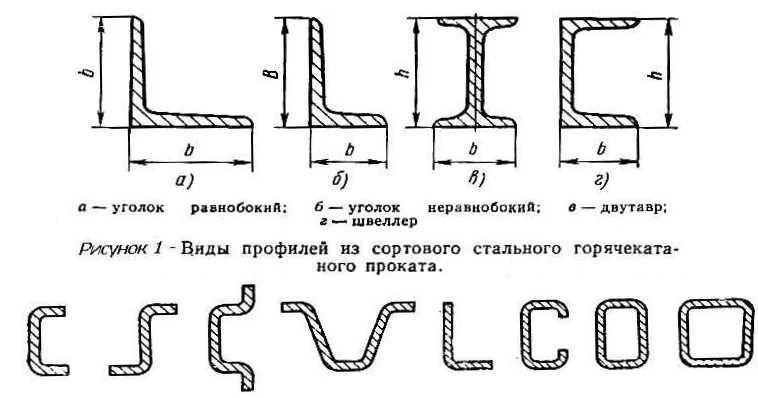 Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.

Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала.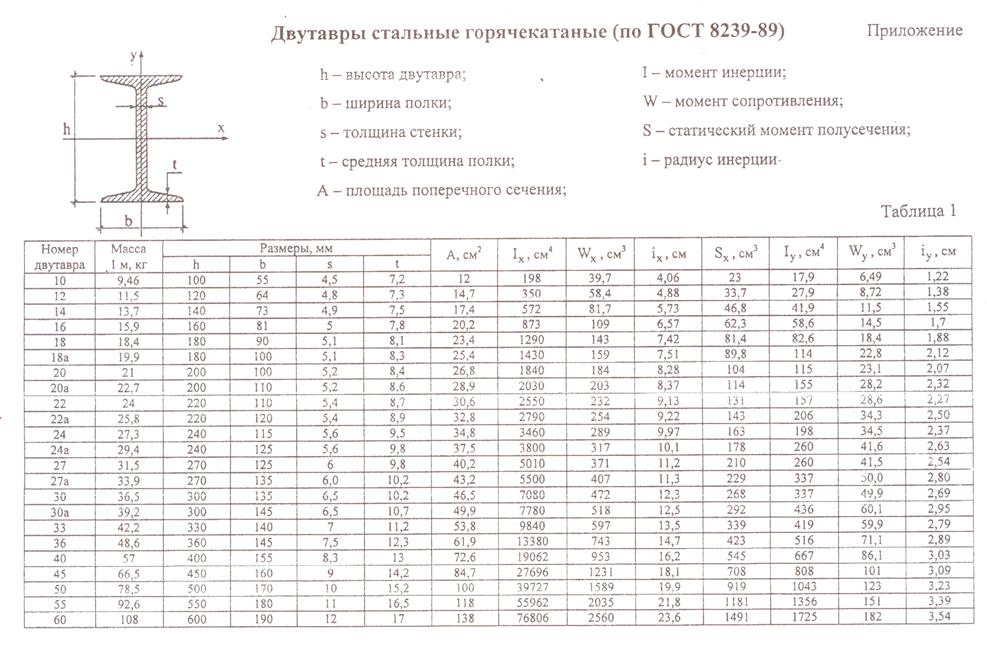 Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Детали, работающие на изгиб (в основном, балки), весьма распространены в любых конструкциях, в том числе и в машинах. Особенно сильно изгибу подвергаются детали, у которых поперечные размеры значительно меньше продольных.
Изгибом называют вид деформации, характеризующийся искривлением оси деформируемого объекта (балки, плиты, оболочки и т. д.) под действием изгибающих моментов.
Снижение напряжений в деталях, подверженных деформации изгиба, может быть достигнуто за счет уменьшения величины расчетного изгибающего момента и увеличения момента сопротивления внутренних сил. Рациональным размещением опор можно добиться уменьшения расчетного изгибающего момента, а выбором рациональной формы сечения детали — увеличения момента сопротивления.
Предположим, вы захотели сломать палку. Ухватившись руками за ее края, вы прикладываете палку серединой к колену и, сгибая, ломаете ее. Причем чем длиннее палка, тем легче ее сломать, чем короче — тем труднее. Последовательно уменьшая длину палки, вы заметите, что на каком-то этапе оставшийся кусок палки не будет поддаваться изгибающему моменту. Это объясняется тем, что при последовательном сближении рук (точек приложения сил) длина плеч уменьшается, и изгибающий момент, равный произведению силы на плечо, также уменьшается. Когда его величина станет меньше момента сил сопротивления, палку этим способом сломать невозможно.
Отсюда можно сделать вывод, что для деталей, работающих на изгиб, следует подобрать такое соотношение величины поперечного сечения детали к расстоянию между точками опоры, при котором детали наименее поддавались бы деформации изгиба.
На рис. 73 показан пример двухопорной установки зубчатого колеса. Если расстояние между опорами сократить в 3 раза, то максимальный изгибающий момент и напряжения в вале уменьшатся также почти в 3 раза, а максимальный прогиб — в 27 раз.
Рис. 73
Во многих случаях жесткость системы удается увеличить введением дополнительных опор. На рис. 74 показаны приемы увеличения жесткости и прочности шатунно-поршневого сочленения. Часто применяемая конструкция (рис. 74, I), в которой палец 2 работает на изгиб, обладает малой жесткостью, особенно, если в сочленении имеются радиальные (?1, ?2) и боковые (?) зазоры. Упрочнение шатунно-поршневого сочленения достигают увеличением числа опор и уменьшением пролетов, подвергающихся изгибу. В усовершенствованные конструкции (рис. 74, II и III) введены дополнительные опоры: в одном случае поршневой палец непосредственно опирается на поршень 3, в другом — на головку шатуна 1. Ввиду сокращения вдвое плеча действия сил напряжение изгиба уменьшилось в 2 раза, а деформация — в 8 раз по сравнению с исходной конструкцией.
Рис. 74
Рассмотрим теперь консольную балку. Возьмем доску, закрепленную одним концом в неподвижной опоре, и приложим к ее свободному концу силу F (рис.
Рис. 75
Нетрудно предвидеть, что в первом варианте (рис. 75, I) доска изогнется при сравнительно небольшой величине силы F. Во втором варианте (рис. 75, II) для достижения того же результата понадобится значительно большая сила. Чем отличается положение балок? В первом случае деформируемые слои материала доски в сечении ближе расположены к нейтральной оси (x — х), а во втором (ось у — у) — дальше. Из предыдущего материала уже известно, что нейтральная ось (нулевая линия) — это геометрическое место точек поперечного сечения, в которых нормальные напряжения равны нулю.
Отсюда можно сделать вывод: поскольку основное сопротивление изгибу оказывают периферийные слои материала, целесообразно при изгибе применять брусья с сечениями, в которых материал расположен дальше от нейтральной оси.
Этот пример помогает понять, почему рычаги машин, шатуны и другие детали, а также рельсы, балки, корпуса и рамы машин в плоскости действия изгибающего момента имеют особую форму сечения, при которой усилены части, наиболее удаленные от нейтральной оси. В целом эти сечения напоминают доску, поставленную на ребро (рис. 76).
Рис. 77
При конструировании для увеличения жесткости изделия стремятся всемерно устранить изгиб, заменить его сжатием и растяжением.
На рис. 77 показан пример конструктивного разгружения шатуна от изгиба. Внецентровое приложение нагрузки F (рис. 77,I) вызывает в стержне шатуна дополнительные напряжения изгиба, из-за чего приходится увеличивать сечение стержня, а следовательно, и массу конструкции.
Рис. 76
Пример нецелесообразного и целесообразного нагружения деталей на изгиб показан на рис. 78. В первом случае (рис. 78, I) кронштейн относительно направления изгибающей нагрузки ориентирован нецелесообразно, так как ребро жесткости, способное воспринимать большие нагрузки сжатия, испытывает большие напряжения растяжения. Следует иметь в виду, что большинство хрупких конструкционных материалов, таких, как чугун, лучше сопротивляются сжатию, чем растяжению. В другом случае (рис. 78, II) соотношение между максимальными напряжениями сжатия ребра жесткости чугунного кронштейна и растяжения его стенки наиболее рационально.
Рис. 78
Рис. 79
Многие детали машин, подвергающиеся нагружению изгиба, имеют непостоянное по длине поперечное сечение (кривошип, рычаги, шатуны, валы и др.). Это объясняется различием моментов, действующих в разных участках детали. Рассмотрим это более подробно.
Предположим, что на стойку, ввернутую в плиту (рис. 79, I), действует сила F, которая стремится изогнуть стойку. Наибольший изгибающий момент при этом равен произведению F • L: где L — высота стойки. Определим теперь изгибающий момент в некоторых сечениях стойки по высоте. На расстоянии L/4 от верхнего конца изгибающий момент равен (F • L)/4, посредине стойки — (F • L)/2, у основания — F • L.
Но если в разных сечениях стойки действуют неодинаковые моменты, то размеры сечений стойки по высоте также следует выполнить неодинаковыми: в верхней части стойки поперечные сечения должны быть меньше, чем в нижней части (рис. 79, II). Если сравнить две конструкции стоек, то нетрудно заметить, что на вторую потребуется меньше материала, чем на первую.
Рациональными формами сечений деталей, работающих на изгиб, являются двутавровые (рис. 80,I), швеллерные (рис. 80, II), коробчатые (рис. 80, III) и трубчатые (рис. 80, IV) полые сечения. Круглые полые сечения также эффективны при работе деталей на изгиб. Этим объясняется все более широкое применение этих сечений для вращающихся деталей, подвергающихся также изгибающим усилиям (например, для осей железнодорожных вагонов).
Рис. 80
Если материал балки имеет различную прочность на растяжение и сжатие, то наиболее рациональным будет сечение в виде несимметричного двутавра (рис. 80, V).
Способность поперечного сечения сопротивляться деформации изгиба характеризуется осевым моментом сопротивления изгибу W. Величина W зависит от формы и размеров поперечного сечения и от его ориентации по отношению к изгибающей силе. К обозначению W добавляют индекс, соответствующий обозначению нейтральной оси (например, Wх или Wy), относительно которой вычисляют момент сопротивления изгибу.
На рис. 81 приведена диаграмма соотношения моментов сопротивления Wx и Wy для некоторых профилей проката, широко применяющихся в машиностроении.
Рис. 81
Из диаграммы видно, что отношение Wx/Wy колеблется в больших пределах от 1 до 7. В связи с этим для лучшего использования материала в деталях с нагрузками в плоскостях «x—х» и «у—у» профиль проката следует выбирать в соответствии с величиной изгибающих моментов. Для стандартных профилей типа двутавров и швеллеров величины осевых моментов сопротивления изгибу приведены в справочниках.
|
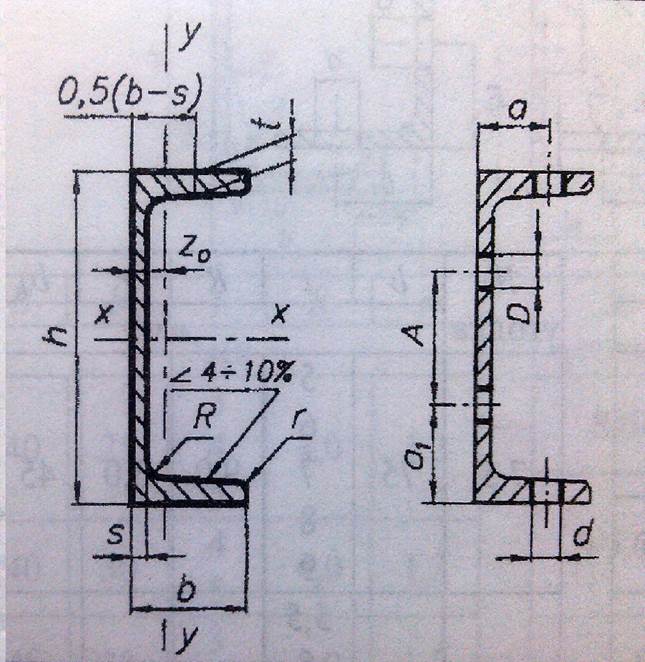

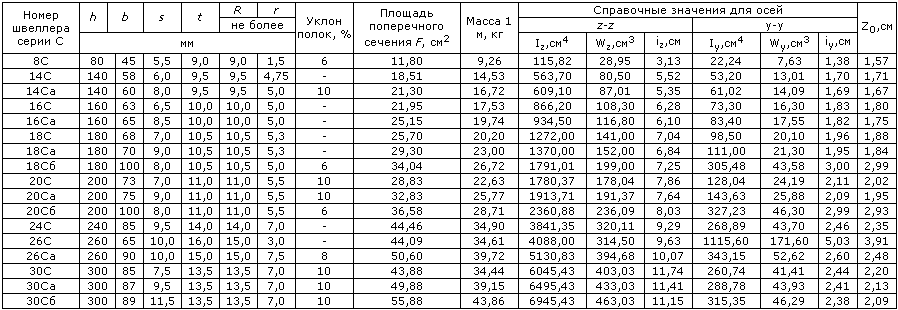 75). Будут ли все сечения равно- опасны? Опыт говорит, что нет. Возможные разрушения могут произойти прежде всего в сечениях, совпадающих с заделкой. Дело в том, что момент, создаваемый силой F (изгибающий момент), в этом сечении будет наибольшим. Ведь величина момента зависит не только от величины силы, но и от ее плеча, и именно для сечений, совпадающих с заделкой, плечо наибольшее.
75). Будут ли все сечения равно- опасны? Опыт говорит, что нет. Возможные разрушения могут произойти прежде всего в сечениях, совпадающих с заделкой. Дело в том, что момент, создаваемый силой F (изгибающий момент), в этом сечении будет наибольшим. Ведь величина момента зависит не только от величины силы, но и от ее плеча, и именно для сечений, совпадающих с заделкой, плечо наибольшее.
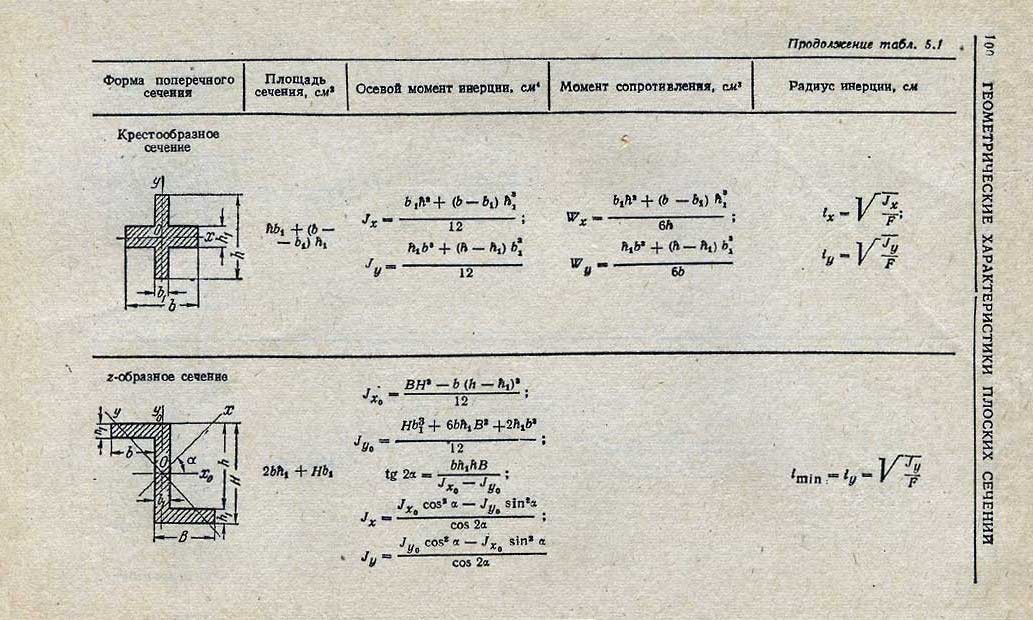 Тот же недостаток, но в меньшей степени, присущ конструкции, приведенной на рис. 77, II. Здесь внецентровой изгиб возникает вследствие асимметрии сечения стержня относительно направления действия сил. Рациональной является конструкция с симметричными относительно нагрузки сечения (рис. 77, III). В этом случае нагрузка приводится к одному сжатию при прочих равных условиях масса конструкции наименьшая.
Тот же недостаток, но в меньшей степени, присущ конструкции, приведенной на рис. 77, II. Здесь внецентровой изгиб возникает вследствие асимметрии сечения стержня относительно направления действия сил. Рациональной является конструкция с симметричными относительно нагрузки сечения (рис. 77, III). В этом случае нагрузка приводится к одному сжатию при прочих равных условиях масса конструкции наименьшая.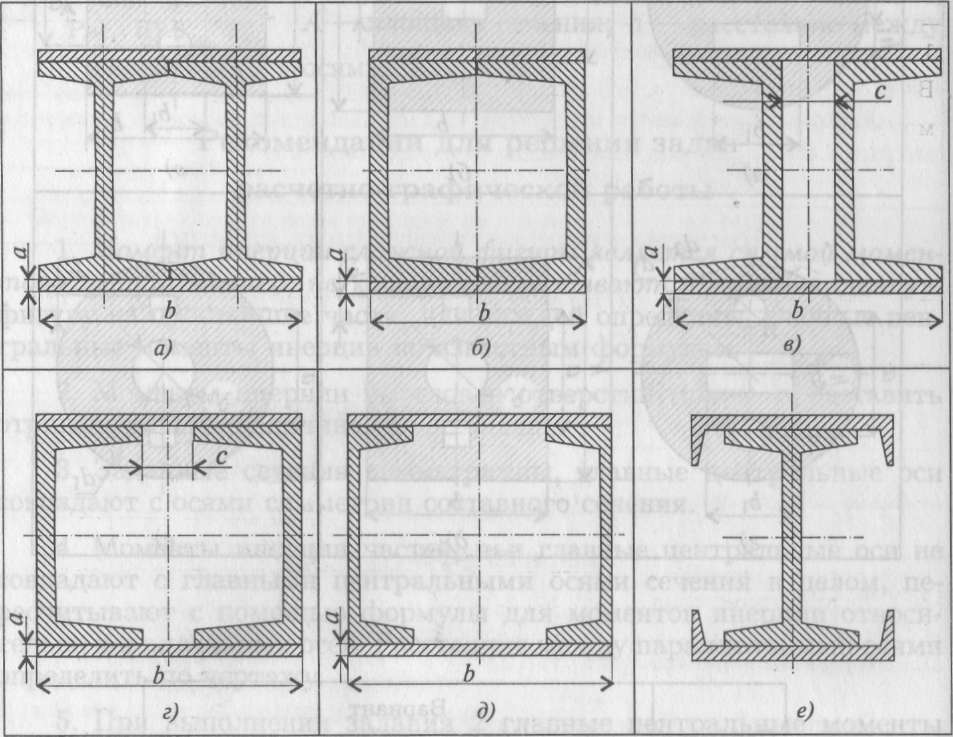
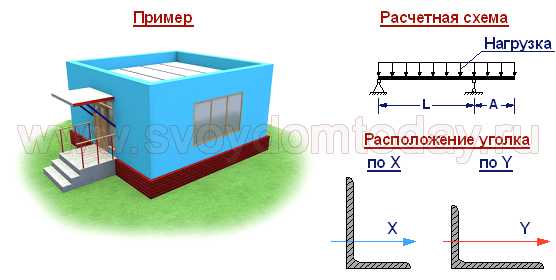

Гибка листового металла
Гибка листового металла является распространенным и жизненно важным процессом в обрабатывающей промышленности.
Гибка листового металла — пластическая деформация работы над осью,
создание изменения в
геометрия детали. Подобно другим процессам обработки металлов давлением, гибка меняет форму.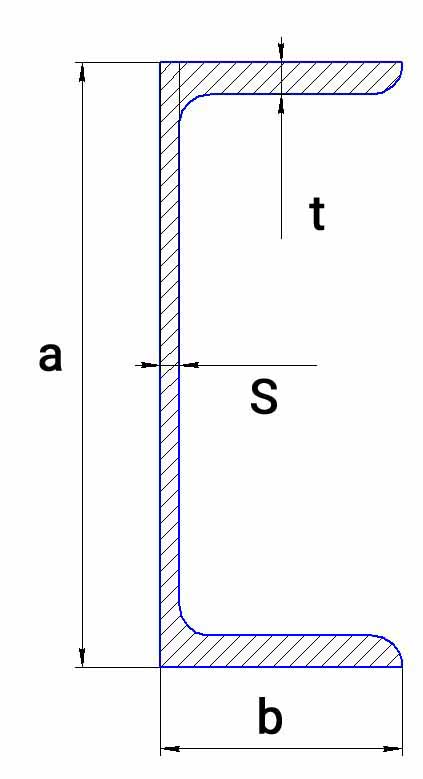
заготовки, а объем материала останется прежним. В некоторых случаях
изгиб может привести к небольшому изменению толщины листа. Для большинства операций,
тем не менее, изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, для изменения момента детали.
инерции, для косметического вида и устранения острых краев.
| Рисунок:264 |
Изгиб металла приводит к растяжению и сжатию материала. механический
принципы металлов, особенно в отношении упругой и пластической деформации,
важны для понимания гибки листового металла и обсуждаются в основах
участок формовки металла. Эффект, который свойства материала будут иметь в ответ на
условия производства будут иметь значение при проектировании процесса обработки листового металла.
Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть
нагревается до теплой или горячей рабочей температуры.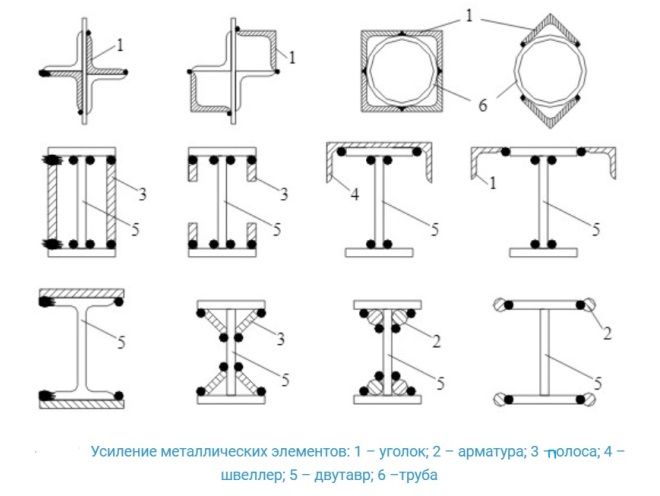
Большинство операций по гибке листового металла включают в себя настройку типа штампа с пуансоном, хотя и не всегда.
Существует множество различных геометрий штампов, настроек и приспособлений. Инструмент может быть
зависит от процесса гибки и желаемого угла изгиба. Материалы для гибки штампов
обычно изготавливаются из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Ассортимент материалов для пуансонов варьируется от твердой древесины до карбидов. Сила для
действие пуансона и штампа обычно обеспечивается прессом. Заготовка может
подвергаются нескольким процессам гибки металла. Иногда требуется ряд различных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивного изгиба
операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке
обсуждаются в этом разделе. Однако многие из рассматриваемых процессов также могут быть
применяется и для листового металла. Ссылки на детали из листового металла часто могут
включить пластину. Некоторые операции гибки специально предназначены для гибки
Некоторые операции гибки специально предназначены для гибки
металлических деталей различной формы, например, для ручек шкафов. Гибка труб и стержней
также широко применяется в современном производстве.
Гибочные процессы
Процессы гибки различаются методами пластической деформации
лист или плита. Материал обрабатываемой детали, размер и толщина являются важными факторами
при выборе способа гибки металла. Также немаловажным является размер
изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в
рабочий кусок. При проектировании обработки листового металла следует выбирать наиболее эффективный тип
процесс гибки в зависимости от характера желаемого изгиба и рабочего материала.
Многие изгибы могут быть эффективно сформированы с помощью множества различных процессов и
доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов производства листового металла является V-образная гибка.
V-образный пуансон вдавливает работу в V-образную матрицу и, следовательно,
изгибает его.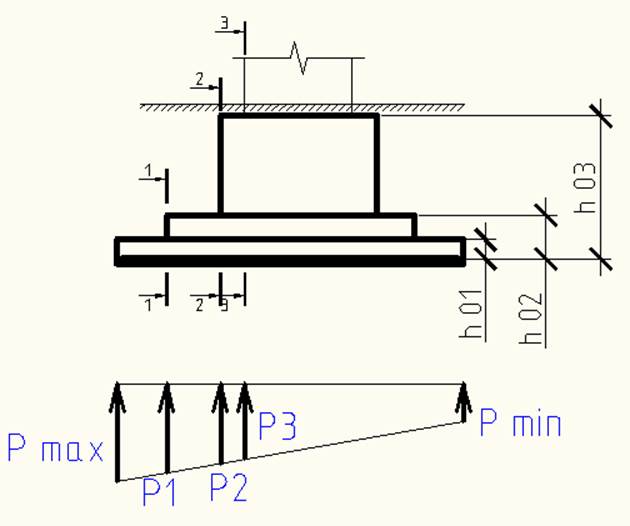 Этот тип процесса может сгибать как очень острые, так и очень тупые углы,
Этот тип процесса может сгибать как очень острые, так и очень тупые углы,
также все, что между ними, включая 90 градусов.
| Рисунок:265 |
Гибка кромок — еще один очень распространенный процесс обработки листового металла, который выполняется с
вытирая умирают. Изгиб кромки дает хорошее механическое преимущество при формировании
сгибать. Однако углы больше 90 градусов потребует более сложного
оборудование, способное передавать некоторую горизонтальную силу. Кроме того, вытирая штамп
используемые для гибки кромок, должны иметь прижимную подушку. Действие
прижимной подушкой можно управлять отдельно от пуансона. В основном давление
подушка удерживает секцию заготовки на штампе, область изгиба
расположен на краю штампа, а остальная часть работы удерживается в пространстве, например
консольная балка. Затем пуансон прикладывает усилие к секции консольной балки,
заставляя работу сгибаться над краем штампа.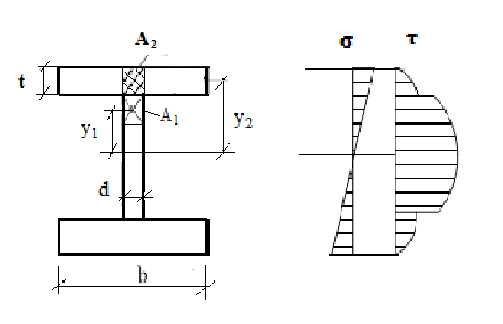
| Рисунок:266 |
Вращательная гибка формирует работу по тому же механизму, что и кромочная гибка.
Однако при ротационном изгибе используется иная конструкция, чем в зачистной матрице. А
цилиндр с вырезом под нужным углом служит пуансоном.
цилиндр может вращаться вокруг одной оси и надежно закреплен во всех остальных
степени движения за счет крепления к седлу. Лист
металл размещается консольно над краем нижнего штампа, аналогично
настройка на изгиб кромки. В отличие от кромочной гибки, при поворотной гибке
нет нажимной площадки. На пуансон передается усилие, заставляющее его сомкнуться.
работа. Размер канавки на цилиндре позволяет создать правильную
угловой изгиб. Канавка может быть меньше или больше 90 градусов позволяет
для ряда острых и тупых изгибов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с заготовкой, передавая давление и удерживая лист
металл на месте на нижней матрице.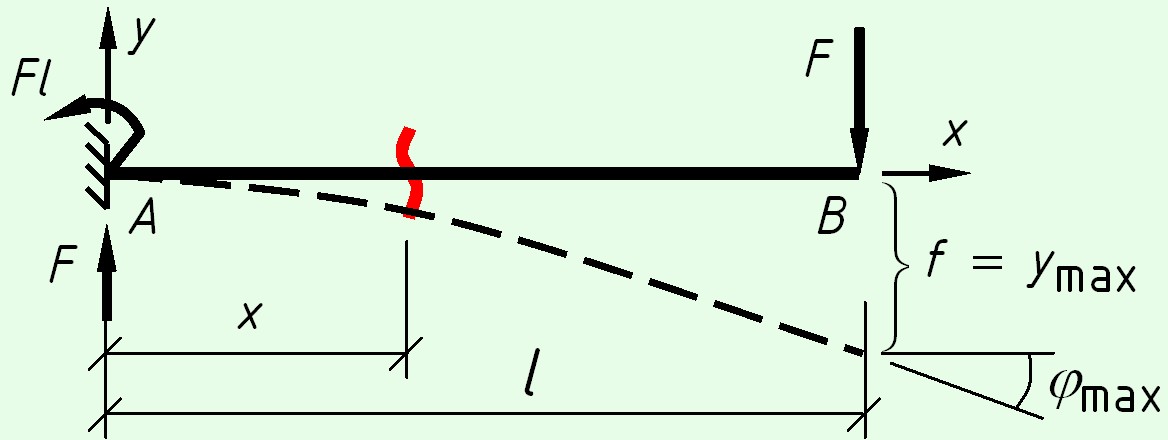 Когда сила передается через цилиндр, он вращается,
Когда сила передается через цилиндр, он вращается,
заставляя другую поверхность согнуть работу над краем матрицы, в то время как
первая поверхность продолжает удерживать работу на месте. Вращательный изгиб обеспечивает
хорошее механическое преимущество.
Этот процесс обеспечивает преимущества по сравнению со стандартной операцией гибки кромок, в
что он устраняет необходимость в прижимной подушке и способен наклоняться
90 градусов без какого-либо горизонтально действующего оборудования. Вращательный изгиб
относительно новый и набирает популярность в обрабатывающей промышленности.
| Рисунок:267 |
Воздушная гибка — это простой метод создания изгиба без необходимости
умереть геометрия. Листовой металл поддерживается двумя поверхностями на определенном расстоянии
отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между
две поверхности.
| Рисунок:268 |
Пуансон и матрица изготавливаются с определенной геометрией для выполнения
конкретные изгибы.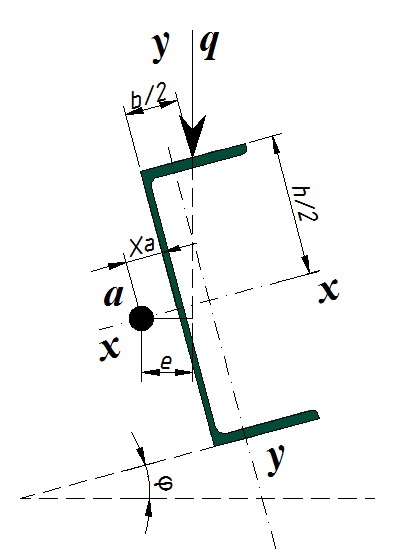 При гибке каналов используется фигурный пуансон и матрица для формирования листа.
При гибке каналов используется фигурный пуансон и матрица для формирования листа.
металлический канал. U-образный изгиб выполняется U-образным пуансоном правильной формы.
кривизна.
| Рисунок:269 |
Многие операции гибки были разработаны для получения смещений и
формировать листовой металл для различных функций.
| Рисунок:270 |
В некоторых операциях по гибке листового металла используется более двух штампов.
Круглые трубы, например, можно согнуть из листового металла с помощью многократного действия.
машина. Полая труба может быть сшита или сварена для соединения.
| Рисунок:271 |
Гофрирование – это тип процесса гибки, при котором симметричный изгиб
производится по ширине листового металла и через равные промежутки вдоль его
Вся длина.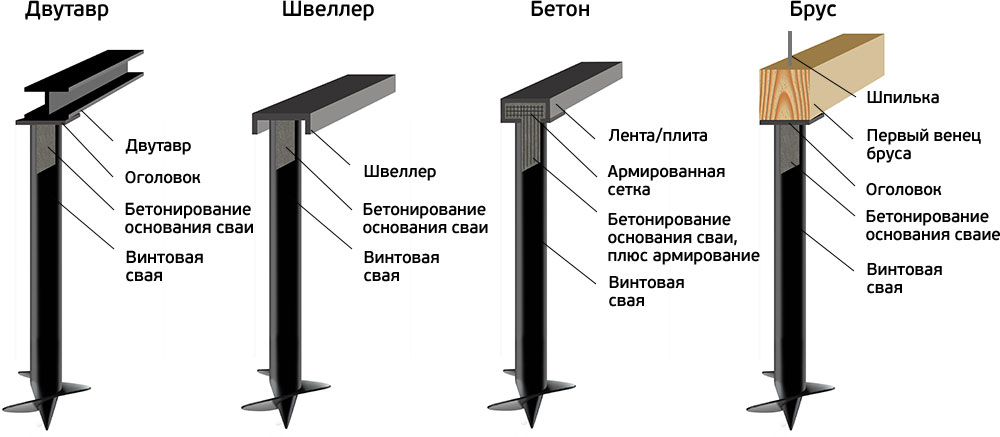 Для гофрирования используются самые разные формы, но все они имеют
Для гофрирования используются самые разные формы, но все они имеют
той же цели, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается закалкой
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в конструкционных применениях и
широко используется в строительной отрасли.
| Рисунок:272 |
Процессы гибки кромок
Листовой металл разных размеров можно согнуть бесчисленным количеством способов,
в разных местах для достижения желаемой геометрии детали. Один из многих
Важным фактором при производстве листового металла является состояние
кромки листового металла, особенно в части после изготовления. Край
гибочные операции обычно используются в промышленной обработке листового металла и
заключаются в изгибе участка металла, который является небольшим по отношению к детали. Эти
Эти
секции расположены по краям. Изгиб кромок используется для устранения острых краев,
для обеспечения геометрических поверхностей для таких целей, как соединение, защита детали,
для увеличения жесткости и косметического вида.
Отбортовка — это процесс, при котором кромка изгибается, как правило, под углом 90 градусов.
| Рисунок:273 |
Иногда материал листового металла намеренно подвергают растяжению или сжатию, в
процессы отбортовки с растяжением и отбортовкой с термоусадкой соответственно. В дополнение к
изгибая край, эти операции также придают ему изгиб.
| Рисунок:274 |
Выступы обычно используются при обработке кромок деталей из листового металла и могут
также использоваться для формирования рабочей конструкции деталей, таких как шарниры. Бисероплетение
образует завиток по краю детали. Эта бусина может быть сформирована над
Эта бусина может быть сформирована над
прямая или изогнутая ось. Существует множество различных техник формирования
шарик. Некоторые методы формируют шарик постепенно, в несколько этапов, используя
несколько различных компоновок штампов. Другие процессы кромкооблицовки листового металла производят
бусина с одной матрицей. В процессе, называемом проводкой, край металла сгибается над проволокой.
Способ формирования валика будет зависеть от конкретных требований
производственный процесс и деталь из листового металла.
| Рисунок:275 |
Подшивка – это процесс загиба кромки, при котором край листа
полностью зациклился на себе.
| Рисунок:276 |
Склеивание – это процесс соединения листового металла. Сшивание включает в себя сгибание
края двух деталей накладываются друг на друга. Прочность металла сопротивляется разрушению
соединение, потому что материал пластически деформируется в нужное положение. Как
Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру сустава. Двойной шов имеет
используется для создания водонепроницаемых или воздухонепроницаемых соединений между листовым металлом
части.
| Рисунок:277 |
Роликовая гибка
Роликовая гибка представляет собой метод, полезный для относительно толстых изделий.
Хотя могут использоваться листы различных размеров и толщины, это является основным
производственный процесс для гибки металла больших кусков листа. Гибка валков использует три
ролики для подачи и сгибания пластины до нужной кривизны. Расположение
валки определяют точный изгиб работы. Получаются разные кривые
контролируя расстояние и угол между валками. Подвижный ролик обеспечивает
возможность контролировать кривую. Работа может уже иметь некоторый изгиб, часто
будет прямо. Балки, стержни и другие заготовки металла также гнутся с использованием этого процесса.
| Рисунок:278 |
Профилирование листового металла
Профилирование листового металла представляет собой непрерывный производственный процесс, в котором для гибки используются валки.
поперечное сечение листового металла определенной геометрии. Часто может быть несколько рулонов.
используется последовательно для непрерывной гибки заготовки. Аналогично фасонному прокату, но
профилирование не предполагает перераспределения материала в работе, а только гибку.
Как и фасонная прокатка, профилирование обычно включает в себя последовательное изгибание заготовки.
шаги. Каждый рулон формирует лист металла до определенной степени, готовясь к
следующий рулон. Последний бросок завершает геометрию.
Каналы различных типов, желоба, сайдинг и панели конструкционного назначения
являются обычными изделиями, изготавливаемыми в массовом производстве методом профилирования. Роллы
обычно подается из рулона листового металла. Входной рулон подается по мере разматывания рулона
Входной рулон подается по мере разматывания рулона
во время процесса. После формирования непрерывные изделия можно разрезать на желаемую длину.
для создания отдельных деталей. Замкнутые участки, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон есть
изготавливается по этому методу. Рулоны листового металла часто гнут в рулон в тонкостенные
труба, сваренная по шву. Сварка непрерывного изделия
включается в процесс прокатки. Профилирование швеллеров непрерывное
альтернатива дискретному процессу изгиба канала, такому как тот, который показан на
фигура 269. На рис. 279 показана простая последовательность, используемая для создания канала.
| Рисунок:279 |
Этот канал можно изготовить с помощью пуансона и штампа. Однако в том
случае длина канала будет ограничена длиной пуансона и
умереть. Профилирование позволяет изготавливать непрерывную деталь (практически ограниченную длиной
рулона листового металла), который можно разрезать до любого необходимого размера. Производительность также увеличивается,
Производительность также увеличивается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла
обычно изготавливаются из серого чугуна или углеродистой стали. Смазка важна и
влияет на усилия и чистоту поверхности. Иногда валки хромируют, чтобы
улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала
свойства, характеристики и поведение металла. Особенно
важной является тема упругой и пластической деформации металла. Информация о
свойства металлов, связанные с производством, можно найти в более раннем
раздел, (металлообработка). Следует понимать также, что
изгиб листового металла вызывает локальную пластическую деформацию и практически не изменяет
толщина листа, для большинства операций. Не создает течения металла, влияющего на
области, удаленные от изгиба.
Сила, необходимая для выполнения изгиба, во многом зависит от изгиба и
конкретный процесс гибки металла, потому что механика каждого процесса может
значительно различаются.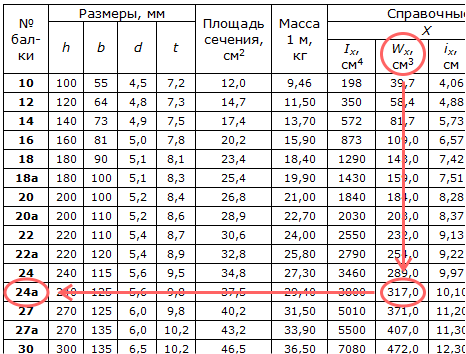 Правильная смазка необходима для
Правильная смазка необходима для
контролирующие силы и влияющие на процесс. При штамповке и штамповке,
размер отверстия штампа является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия матрицы уменьшит необходимый изгиб
сила. По мере изгиба листового металла необходимая сила будет меняться. Обычно важно
определить максимальное необходимое усилие изгиба, чтобы получить доступ к мощности машины
требования.
Важными факторами, влияющими на механику изгиба, являются материал,
толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба,
машины, оснастка и специальный процесс гибки металла. Изгиб листа создаст силы
действующие в области изгиба и по толщине листа. Материал
к внешней стороне изгиба находится в натяжении, а материал к внутренней стороне
находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении
от одного до другого должна существовать нулевая область. В этой нулевой области никакие силы не действуют.
воздействует на материал. При изгибе листового металла эта нулевая область возникает вдоль
непрерывная плоскость в толщине детали, называемая нейтральной осью. Местоположение
этой оси будет зависеть от различных факторов изгиба и листового металла. Однако,
общее приближение для расположения оси может составлять 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось заключается в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, по одну сторону от нейтральной оси материал находится в напряжении,
с другой стороны материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
| Рисунок:280 |
Если к металлической детали приложить относительно небольшую силу, она деформируется
упруго и восстанавливает свою форму при снятии силы. Для того чтобы
чтобы произошла пластическая деформация металла, минимальный порог силы должен быть
достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с
Сила, действующая на нейтральную ось, равна нулю и увеличивается с
удаленность от этого региона. Минимальный порог усилия, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
любом направлении. Материал между этими областями только пластически деформируется,
из-за малой величины сил. Эти области проходят параллельно и образуют
упругое ядро вокруг, нейтральная ось.
| Рисунок:281 |
Когда сила, используемая для создания изгиба, устранена, восстановление
упругой области приводит к возникновению упругого возврата . Пружинный возврат
частичное восстановление работы от изгиба до ее геометрии перед
прикладывалась сила изгиба. Величина пружинения во многом зависит от
модуль упругости и предел текучести материала. Как правило, результаты
Однако пружинение увеличит угол изгиба только на несколько градусов.
все процессы гибки листового металла должны учитывать фактор пружинения.
| Рисунок:282 |
Методы устранения пружинения
В обрабатывающей промышленности были разработаны методы, которые могут устранить
последствия пружинения. Одним из распространенных приемов является чрезмерное сгибание. Количество
рассчитывается пружинение, и листовой металл перегибается на меньший изгиб
угол больше необходимого. Восстановление материала после пружинения приводит к
рассчитанное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба
именно то, что планировалось изначально.
| Рисунок:283 |
Другим методом устранения пружинения является пластическая деформация
материала в области изгиба. Локализованные сжимающие силы между пуансоном и
штамп в этой области будет пластически деформировать упругий сердечник, предотвращая пружинение.
Это можно сделать, приложив дополнительное усилие через кончик пуансона после
завершение изгиба. Техника, известная как дно или дно
Техника, известная как дно или дно
ударить кулаком.
| Рисунок:284 |
Формование вытяжкой — это метод гибки металла, при котором устраняется большая часть
пружинение в повороте.
Подвергание работы растягивающему напряжению при изгибе заставит упругую область
пластически деформируется. Растяжка не может быть выполнена для некоторых сложных
изгибов и для очень острых углов. Величина натяжения должна контролироваться, чтобы
избежать растрескивания листового металла. Формование растяжением — это процесс, часто используемый в
авиастроительная промышленность.
| Рисунок:285 |
Гибкость листового металла
Изгибаемость листового металла – характерная степень, до которой конкретный
деталь из листового металла может быть согнута без повреждений. Изгибаемость связана с большей
общий термин формуемости, обсуждаемый в разделе формовки листового металла. Гибкость
Гибкость
будет меняться для разных материалов и толщины листа. К тому же механика
производственного процесса повлияет на изгибаемость, поскольку различные инструменты и геометрия листа
приведет к различному распределению сил.
Гибка металла, как правило, менее сложный процесс, чем глубокая вытяжка.
анализ сил, действующих во время операции. Один простой способ
Количественная оценка сгибаемости заключается в сгибании прямоугольного образца листового металла до тех пор, пока он не треснет.
на внешней поверхности. Радиус изгиба, при котором впервые появляется трещина, называется
минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через
толщина листа, (т.е. 2T, 4T). Чем больше минимальный радиус изгиба, тем ниже
сгибаемость. Минимальный радиус изгиба 0 означает, что лист можно
согнулся сам на себя.
Анизотропия листового металла является важным фактором при изгибе. Если лист
является анизотропным, изгиб следует выполнять в предпочтительном направлении. А
испытание для определения анизотропии обсуждается в разделе, посвященном штамповке листового металла.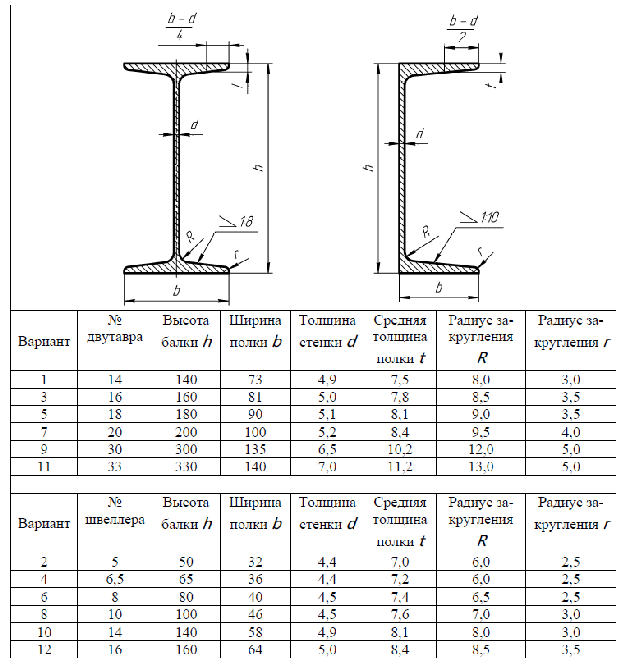
Состояние кромок листового металла влияет на способность к изгибу. Часто
трещины могут распространяться от краев. Неровные края могут уменьшить
изгибаемость детали из листового металла. Холодная обработка по краям или внутри детали,
также может уменьшить гибкость. Вакансии в листовом металле могут быть еще одним источником
разрушения материала при изгибе. Наличие вакансий уменьшит
гибкость металла. Примеси в материале, особенно в виде включений, могут
также распространяет трещины и снижает гибкость. Заостренные или острой формы
включения более вредны для изгибаемости, чем круглые включения. Поверхность
качество листового металла может иметь значение при изготовлении гибки. Грубый
поверхности могут увеличить вероятность растрескивания листа под действием силы.
Чтобы смягчить эти проблемы и оптимизировать гибкость листового металла,
должны пройти весь производственный процесс. Лист высокого качества
металл происходит из высококачественного металла. Эффективные методы очистки, а также
Надежный процесс прокатки листового металла должен закрывать вакансии, разрываться или
устраняют включения и придают листовому металлическому изделию гладкую поверхность.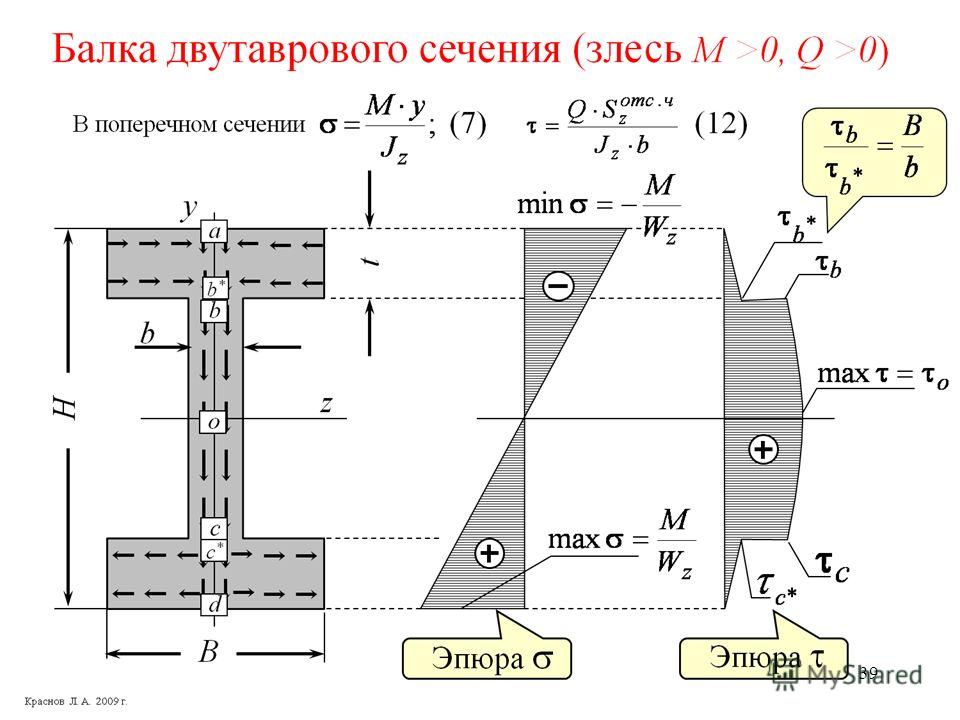
Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромок.
Иногда холодно обработанные участки могут быть обработаны. Отжиг детали до
устранение областей холодной обработки и повышение пластичности также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что нагревание приведет к повышению гибкости металла. Листовой металл может
также иногда образовываться в среде высокого давления, что является еще одним
способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.
Прорезь — это процесс, при котором лист разрезается и изгибается для создания выпуклой геометрии.
Прокалывание можно использовать для увеличения способности рассеивания тепла деталей из листового металла, например:
пример. Другим распространенным процессом, в котором используются как резка, так и сгибание, является прокалывание.
Не путать кузнечный процесс с пирсингом. Пирсинг используется для создания
Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пулю, прокалывание делает
не удалять материал. Пробойник заострен и может проткнуть лист. Как
пуансон расширяет отверстие материал сгибается во внутренний фланец для отверстия.
Этот фланец может быть полезен для некоторых применений.
| Рисунок:286 |
Выпуклость металлической трубы
Выпуклость труб — это процесс производства листового металла, при котором некоторая часть внутренней
геометрия полой металлической трубы подвергается давлению, в результате чего труба выпячивается наружу.
Выпуклая область обычно ограничивается матрицей, которая может контролировать ее геометрию.
Общая длина трубки уменьшится из-за расширения области выпячивания.
В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной основной группе процессов используется эластомерная заглушка, обычно полиуретановая. Этот
Этот
заглушка помещается внутрь трубки. К эластомеру прикладывается давление, вызывающее его вздутие.
Расширяясь наружу, заглушка изгибает трубку из листового металла. При снятии силы,
заглушка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки долговечны и создают хорошее распределение давления по поверхности
во время изгиба. Гидравлическое давление также может быть использовано для создания такого же вздутия.
эффект. Однако заглушки из эластомера чище, их легко снять и они требуют меньше усилий.
сложная оснастка. Разрезные штампы используются для облегчения удаления детали.
| Рисунок:287 |
Гибка металлических труб
Трубы, стержни, прутки и другие поперечные сечения также подвергаются операциям гибки металла.
Следует помнить, что при изгибе металлической детали пружинение всегда
фактор. Для гибки полых труб было разработано несколько специальных производственных процессов.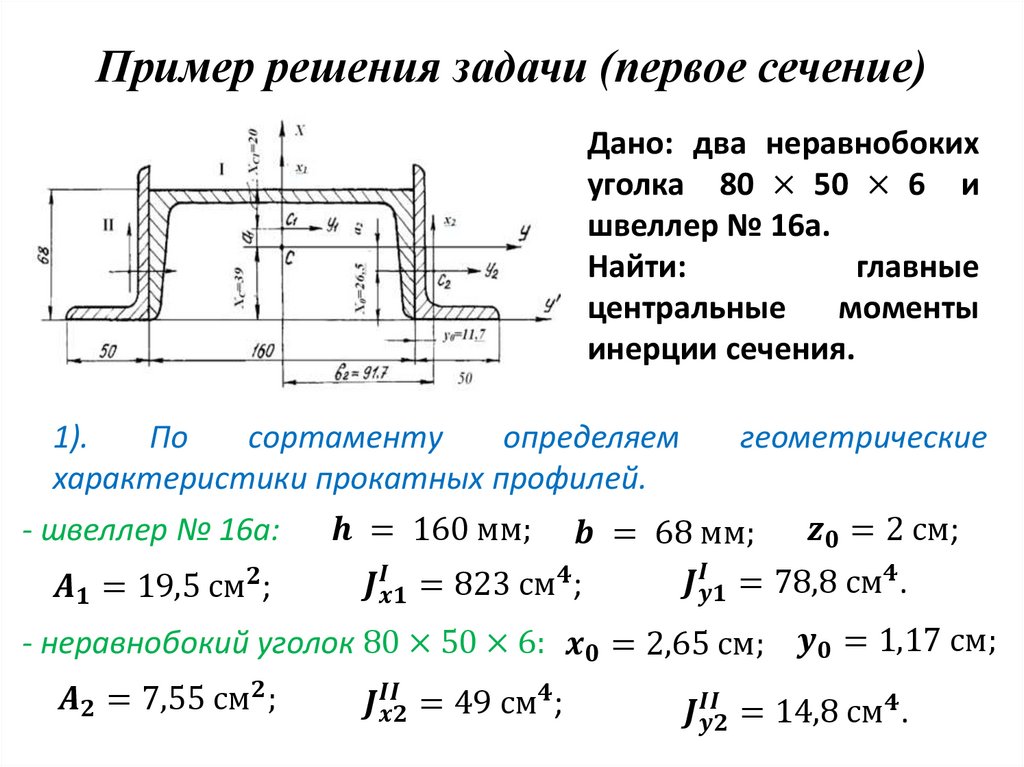
Эти операции можно использовать и на твердых стержнях. Полые трубы имеют
характерно то, что они могут разрушаться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении отказа трубы.
По мере уменьшения радиуса изгиба увеличивается склонность к разрушению. Радиус изгиба в
Изгиб металлической трубы измеряется от осевой линии трубы. Другим важным фактором, определяющим
коллапс — толщина стенки трубы. Трубы с большей толщиной стенки меньше
скорее всего рухнет. Изгиб толстостенной трубы на большой радиус обычно не представляет проблемы, т.к.
что касается коллапса. Однако по мере уменьшения толщины стенки и/или изгиба
радиус уменьшается, должны быть найдены решения, чтобы предотвратить разрушение трубы. Одно решение состоит в том, чтобы
заполните трубку песком перед изгибом. Другим способом может быть установка пластикового
вставьте какую-нибудь заглушку в трубку, затем согните ее. И песок, и пластиковая пробка действуют
обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность сгибать трубу
без коллапса.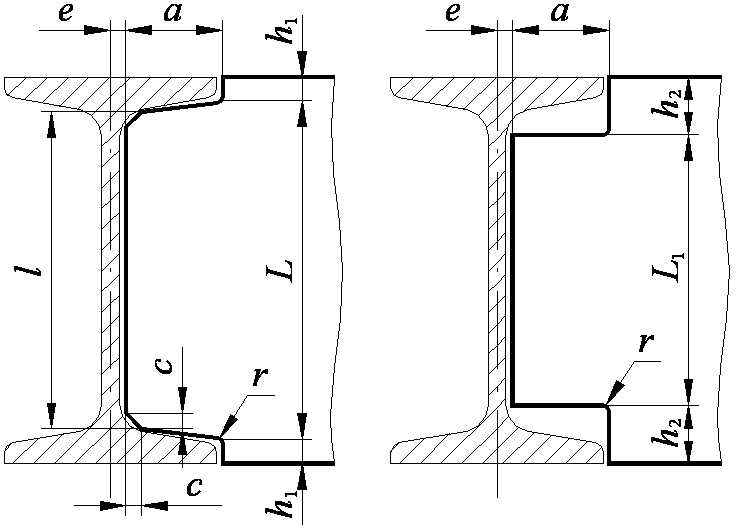
Гибка с растяжением – это процесс, при котором труба формируется под действием силы растяжения.
параллельно оси трубы, и одновременная изгибающая сила, действующая на трубу
над блоком формы. Блок закреплен, и силы приложены к концам
трубка.
| Рисунок:288 |
Гибка вытягиванием включает в себя зажим трубы рядом с ее концом на вращающемся опалубочном блоке.
Прижимная подушка также используется для удержания запаса трубки. Когда блок формы вращается,
трубка изогнута.
| Рисунок:289 |
Гибка сжатием — это процесс гибки труб, который имеет некоторое сходство с
гибка кромок листового металла зачистной матрицей. Запас труб удерживается силой, чтобы
блок фиксированной формы. Матрица, похожая на стеклоочиститель, прикладывает усилие, сгибая трубку над
формировать блок.
| Рисунок:290 |
ВЕРХНЯЯ ЧАСТЬ
Железный канал для гибки
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Железо для гибки канала
21-12-2014
#1
Изгиб железного канала
Есть ли «простой» способ согнуть стальной швеллер так, чтобы [ была обращена наружу, как на дышло прицепа? ] —- [
Желание согнуть стальной канал в язык прицепа, как в цистернах медсестер, которые мы используем на работе.
 Все, что я буду гнуть, это 3-дюймовый швеллер. Язык, который я только что заменил на работе, был 7-дюймовым швеллером, так что я уверен, что у них была гидравлическая машина.
Все, что я буду гнуть, это 3-дюймовый швеллер. Язык, который я только что заменил на работе, был 7-дюймовым швеллером, так что я уверен, что у них была гидравлическая машина.Спасибо за любые идеи. В моем распоряжении есть горелка, плазма, палка, миг и т. Д., Только никаких гидравлических инструментов.
Последний раз редактировалось TSCGG13; 21.12.2014 в 13:40.
Ответить с цитатой
21-12-2014
#2
Re: Гибка стального швеллера
Кислородно-ацетиленовой горелки и рычага должно хватить.
 Возможно, вам придется прикрепить удлинитель к железному каналу, чтобы получить достаточно рычага.
Возможно, вам придется прикрепить удлинитель к железному каналу, чтобы получить достаточно рычага.Скульптуры из меди и других металлов
http://www.fergusonsculpture.comSyncrowave 200
Миллерматик 211
Пистолет для сварочного аппарата
Плазменный резак Hypertherm 600
Термическая дуга GMS300
Факел Виктора О.А.
Самодельная кузнечная пропановая кузницаОтветить с цитатой
21-12-2014
#3
Re: Гибка стального швеллера
Я видел много трейлеров с канальным железом, но паутина всегда была обращена внутрь.
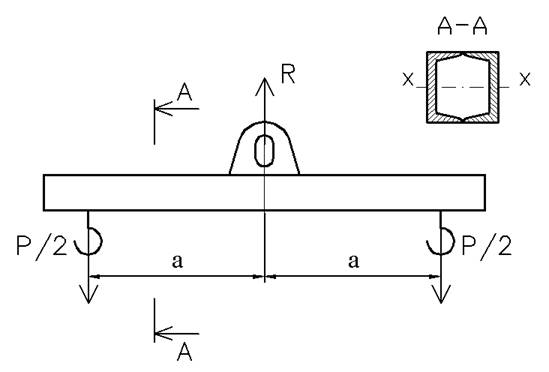
Ответить с цитатой
21-12-2014
#4
Re: Гибка стального швеллера
Я согнул около 4 дюймов на 5,4 фунта в 20-тонном прессе HF. В то время я не стремился к точности. Я наклонялся, чтобы посмотреть, смогу ли я, и в то же время посмотреть, как повлияют маленькие отверстия во фланцах. Конечно же, он треснул там, где была маленькая дырочка во фланце.
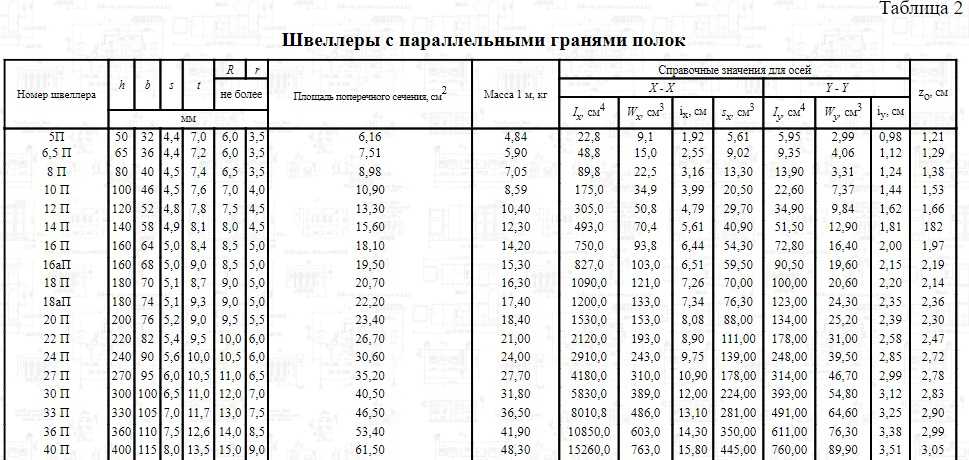 Это был короткий раздел, хотя. Я могу себе представить, что борьба с 6 или 10-футовой секцией в жиме стоя может быть проблемой.
Это был короткий раздел, хотя. Я могу себе представить, что борьба с 6 или 10-футовой секцией в жиме стоя может быть проблемой.«Что разрушит Америку, так это процветание любой ценой, мир любой ценой, безопасность превыше долга, а не долг, любовь к легкой жизни и теория жизни о быстром обогащении.» -Теодор Рузвельт
Ответить с цитатой
21-12-2014
#5
Re: Гибка стального швеллера
факела и обхода обычно хватает для канала узкой ширины.

и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
21-12-2014
#6
Re: Гибка стального швеллера
если перегородка снаружи (фланцы внутрь), просто подогните фланцы к тому, что вы хотите согнуть, скосите их, и канал будет очень легко изгибаться, и вы сможете полностью собрать фланцы вместе.
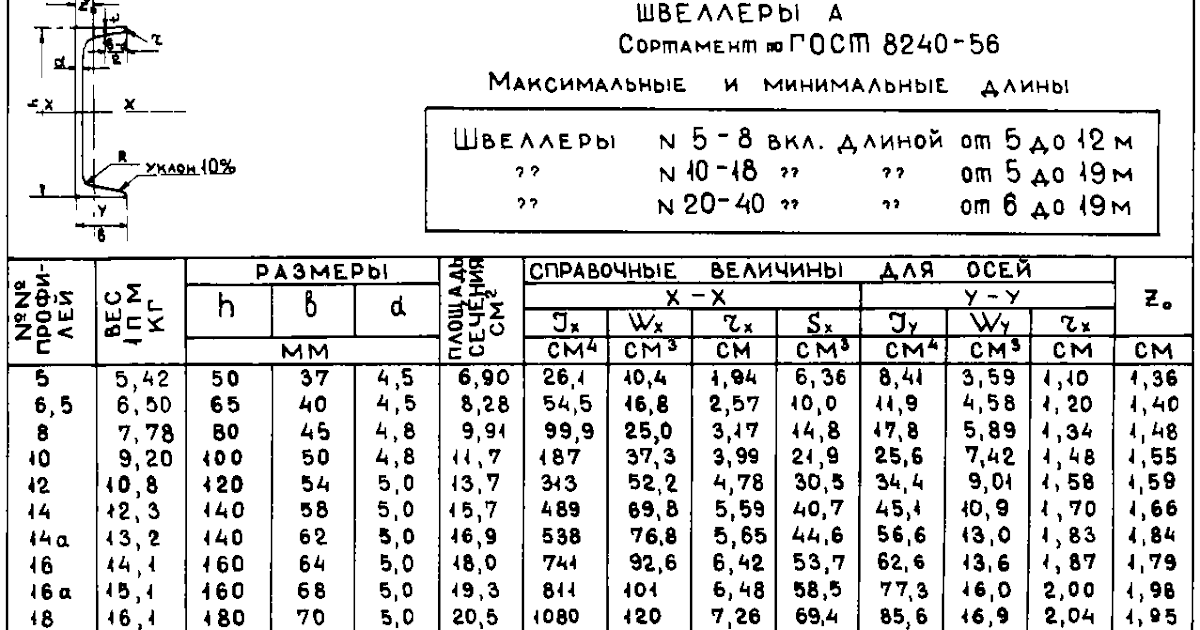
просто!
это то, что вы имели в виду под этим [ ] ?
вещи боссов:
первопроходец 325
maxstar 200мои вещи:
сб 200
Фрониус транспокет 180
100 ампер Lincoln ж/ф
97 f350 ДИТКевин
Ответить с цитатой
21-12-2014
#7
Re: Гибка стального швеллера
Я сделал печь для этого типа задачи, хотя она была для прямоугольной трубы при замене дышла прицепа несколько лет назад.
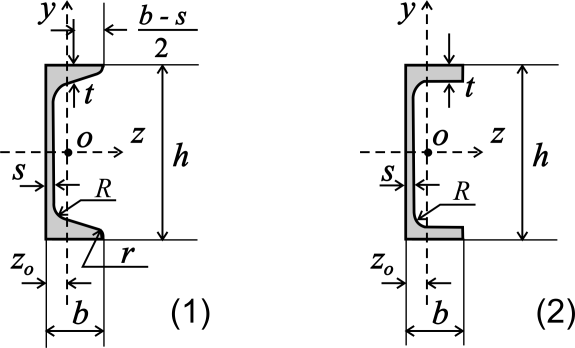 Я использовал пропановую горелку от старого водонагревателя (вход 45K BTU изменен до ~ 100K @ 10psi), нагревая стальную изолированную коробку, в которую вставлялась трубка и выходила через открывающиеся двери. Небольшой вентилятор с короткозамкнутым ротором подавал воздух для повышения температуры, и он нагревал трехфутовую секцию трубы, и вы могли сгибать ее вручную на стальном верстаке, пока она не остынет.
Я использовал пропановую горелку от старого водонагревателя (вход 45K BTU изменен до ~ 100K @ 10psi), нагревая стальную изолированную коробку, в которую вставлялась трубка и выходила через открывающиеся двери. Небольшой вентилятор с короткозамкнутым ротором подавал воздух для повышения температуры, и он нагревал трехфутовую секцию трубы, и вы могли сгибать ее вручную на стальном верстаке, пока она не остынет.Неряха
Поставщик сокровенных беспрецедентных знаний ни о чем обо всем.
Ах да, еще и беззастенчивый интернет-тролль тоже…..
Ответить с цитатой
21-12-2014
#8
Re: Гибка стального швеллера
Просто построить машину.
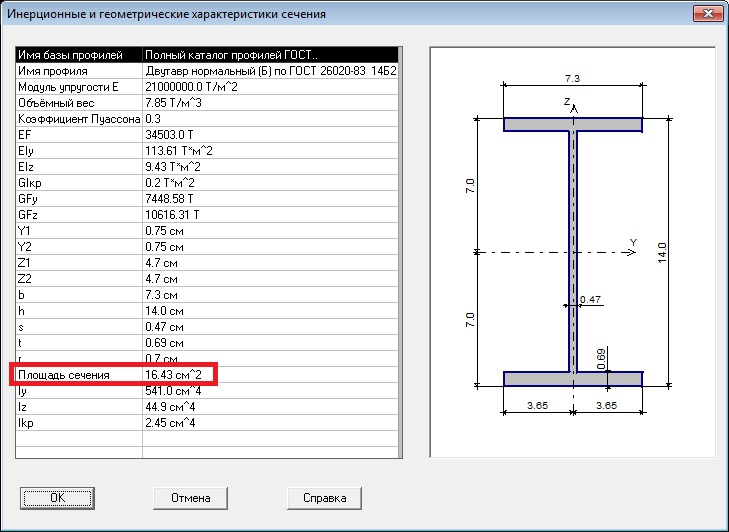 .. Мой друг собрал машину из металлолома..
.. Мой друг собрал машину из металлолома..Прикрепленные изображения
Эсаб/Лорх ET-220i
Тележка esab 160i
Эсаб CV353
Кормушки Thermal LM-200/ Lincoln
Тепловой 60i- 3 фазы
Пак 50
Термал 35С
Термал 15с
ИНЕ 1500
Клатч 220i
Синий Демон/140 м3/90стиОтветить с цитатой
21-12-2014
#9
Re: Гибка стального швеллера
Первоначально Послано M J D
Я видел много трейлеров с канальным железом, но паутина всегда была обращена внутрь.
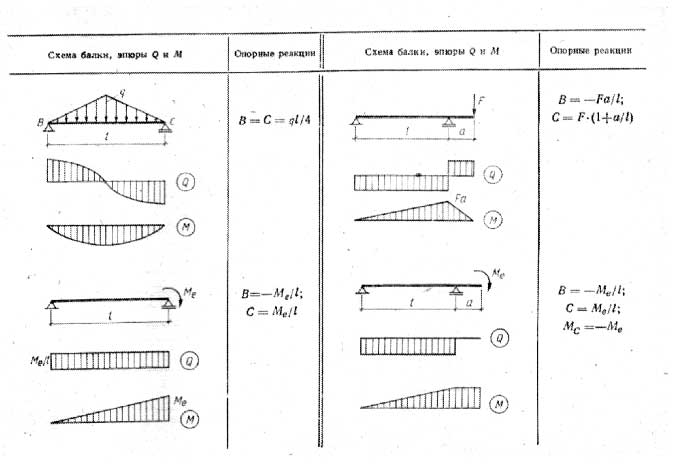
Да, обычно я тоже это видел. Однако меня не устраивает половинчатая возможность сварки поперечин в небольшой швеллер, который был размещен таким образом.
Первоначально написал Sandy
Я согнул около 4 дюймов на 5,4 фунта в 20-тонном прессе HF. В то время я не стремился к точности. Я наклонялся, чтобы посмотреть, смогу ли я, и в то же время посмотреть, как повлияют маленькие отверстия во фланцах. Конечно же, он треснул там, где была маленькая дырочка во фланце. Это был короткий раздел, хотя. Я могу себе представить, что борьба с 6 или 10-футовой секцией в жиме стоя может быть проблемой.
У меня есть небольшой трубогиб HF, которым я согнул кое-что странное, возможно, придется попробовать.
Исходное сообщение от 92dlxman
если перегородка снаружи, (фланцы внутрь), просто согните фланцы так, как вы хотите согнуть, скосите их, и канал будет очень легко изгибаться, и вы сможете полностью закрепить фланцы вместе .

просто!
это то, что вы имели в виду под этим [ ] ?
Доблестное усилие Однако я делал это раньше в предыдущих трейлерах, но я собирался использовать паутину, обращенную наружу, вот так ][ С пространством посередине, где находится центр трейлера. Часть, с которой я не уверен, что делать, это растяжение паутины… резервуары медсестер на работе, похоже, не имеют значительного отклонения или растяжения…
Ответить с цитатой
21-12-2014
#10
Re: Гибка стального швеллера
Первоначально Послано Slob
Я сделал печь для этого типа задачи, хотя это было для прямоугольной трубы при замене языка прицепа несколько лет назад.
 Я использовал пропановую горелку от старого водонагревателя (вход 45K BTU изменен до ~ 100K @ 10psi), нагревая стальную изолированную коробку, в которую вставлялась трубка и выходила через открывающиеся двери. Небольшой вентилятор с короткозамкнутым ротором подавал воздух для повышения температуры, и он нагревал трехфутовую секцию трубы, и вы могли сгибать ее вручную на стальном верстаке, пока она не остынет.
Я использовал пропановую горелку от старого водонагревателя (вход 45K BTU изменен до ~ 100K @ 10psi), нагревая стальную изолированную коробку, в которую вставлялась трубка и выходила через открывающиеся двери. Небольшой вентилятор с короткозамкнутым ротором подавал воздух для повышения температуры, и он нагревал трехфутовую секцию трубы, и вы могли сгибать ее вручную на стальном верстаке, пока она не остынет.Интересно… Я тоже гнул вещи на своем столе, так что я думаю, что стол все равно должен играть какую-то роль.
Ответить с цитатой
21-12-2014
#11
Re: Гибка стального швеллера
Первоначально Послано TSCGG13
Интересно.
 .. Я тоже гнул вещи на своем столе, так что я предполагаю, что стол все равно должен играть какую-то роль.
.. Я тоже гнул вещи на своем столе, так что я предполагаю, что стол все равно должен играть какую-то роль.Не совсем так, кроме как для удержания фигуры на месте. Сталь может выйти из печи очень мягкой, поэтому необходимо внимательно следить за правильной температурой для работы. Около 1600 градусов, если я правильно помню, и он будет очень пластичным, когда два парня могут согнуть его под нужным углом и дать ему остыть с небольшим отпружиниванием. Требуется немного практики, но не сложно. Я снова сгибал прямоугольную трубу, но угол, канал или луч были бы почти одинаковыми.
Неряха
Поставщик сокровенных беспрецедентных знаний ни о чем обо всем.
Ах да, еще и беззастенчивый интернет-тролль тоже…..
Ответить с цитатой
21-12-2014
#12
Re: Гибка стального швеллера
Я бы поместил 2 лонжерона на место на прицепе и прикрепил их покрепче.
 Прикрепите поперечину в том месте, где вы хотите согнуть. Нагрейте и согните первую рейку так, как вы хотите, затем прикрепите распорку, которая не мешает изгибу другой рейки. Затем нагрейте другую рейку и втяните ее зажимом. При сварке нужно быть осторожным, чтобы не вытащить его из-под палки. Как только он остынет, снимите скобу.
Прикрепите поперечину в том месте, где вы хотите согнуть. Нагрейте и согните первую рейку так, как вы хотите, затем прикрепите распорку, которая не мешает изгибу другой рейки. Затем нагрейте другую рейку и втяните ее зажимом. При сварке нужно быть осторожным, чтобы не вытащить его из-под палки. Как только он остынет, снимите скобу.Ответить с цитатой
21-12-2014
№13
Re: Гибка стального швеллера
Первоначально Послано M J D
Я бы поместил 2 lennts на место на трейлере и тяжело прикрепил их.
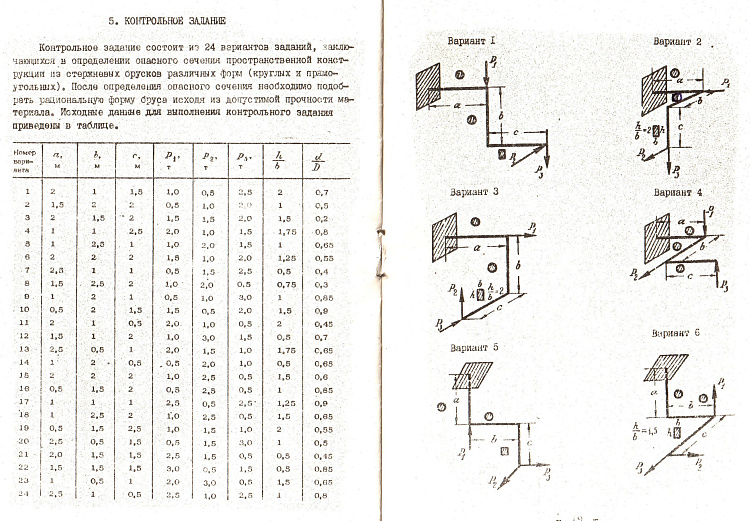 Прикрепите поперечину в том месте, где вы хотите согнуть. Нагрейте и согните первую рейку так, как вы хотите, затем прикрепите распорку, которая не мешает изгибу другой рейки. Затем нагрейте другую рейку и втяните ее зажимом. При сварке нужно быть осторожным, чтобы не вытащить его из-под палки. Как только он остынет, снимите скобу.
Прикрепите поперечину в том месте, где вы хотите согнуть. Нагрейте и согните первую рейку так, как вы хотите, затем прикрепите распорку, которая не мешает изгибу другой рейки. Затем нагрейте другую рейку и втяните ее зажимом. При сварке нужно быть осторожным, чтобы не вытащить его из-под палки. Как только он остынет, снимите скобу.Я думаю, что могу согнуть это в холодном состоянии, а затем соответствующим образом закрепить… У меня был запасной кусок 3 дюйма… Я вставил его в свой 12-тонный трубогиб HF и приступил к проворачиванию… Я имел минимальное отклонение, за исключением того, что канал хотел открыться в большую U-образную форму, однако несколько рукояток в тисках также исправили это.
Ответить с цитатой
21-12-2014
№14
Re: Гибка стального швеллера
Первоначально Послано Brand X
Просто построить машину.
 .. Мой друг собрал машину из металлолома..
.. Мой друг собрал машину из металлолома..Я не знаю, что это такое, но мне нравятся они и ролик. Очень хорошо!
Ответить с цитатой
21-12-2014
№15
Re: Гибка стального швеллера
Первоначально написал M J D
Я видел много прицепов с швеллерным железом, но паутина всегда была обращена внутрь.

Несколько производителей прицепов для оборудования, таких как Belshe, выпускают несколько хороших катков. Конечно, у них есть пресс на 500 тонн!
Ответить с цитатой
«
Предыдущая тема
|
Следующая тема
»
Разрешения на публикацию
Минимальный фланец, радиус изгиба и доступ к инструментам
Рисунок 1a
Плоский шаблон требует предсказания поведения материала при его изгибе. Прорезь — это воздушный зазор, оставленный режущим инструментом. Для штамповки требуется ширина пропила, равная толщине материала.
Читатель недавно попросил совета по использованию 3-D CAD для проектирования деталей из листового металла. Подводя итог рекомендации этого месяца: поймите, как изгибается листовой металл.
Мы предлагаем несколько деталей оборудования для гибки, которые могут быть незнакомы тем, кто находится за пределами производственного цеха:
- Некоторые конструкции из листового металла можно изготовить только на фальцевальном станке.

- Многие конструкции из листового металла можно гнуть только с помощью листогибочного пресса.
- Кроме того, некоторые изделия из листового металла могут быть изготовлены только путем штамповки или чеканки с помощью специального инструмента на штамповочном прессе.
Фальцевальные машины, также известные как фальцевальные тормоза, коробчатые тормоза и дисковые тормоза, зажимают заготовку из листового металла на неподвижной станине и поворачивают юбку тормоза — как лист на петле — для создания изогнутого фланца. Папки более распространены в архитектурных, декоративных и воздуховодных профессиях. («Изгиб вверх и вниз, переворачивание не требуется», The FABRICATOR , июль 2008 г., содержит дополнительную информацию о технологии складывания. Историю можно найти на сайте thefabricator.com по адресу www.thefabricator.com/article/folding/bending-up. -и-вниз-не-переворачивать-необходимо.)
Вот совет САПР: обратитесь в производственный цех, чтобы убедиться, что оборудование доступно для производства предполагаемого дизайна.
Независимо от используемого оборудования, листовой металл имеет характеристики во время гибки, которые будут очевидны в конечном продукте:
- Листовой металл растягивается при изгибе. Он может растрескиваться, а не растягиваться, в зависимости от нескольких переменных, включая применяемую оснастку и направление микрозерен материала.
- Если не используется специальный инструмент, внутренний радиус, вероятно, будет варьироваться от партии к партии или от цеха к цеху. Его часто регулируют, чтобы компенсировать вариации плоского бланка.
- Листовой металл обладает памятью и должен быть перегнут, чтобы достичь желаемого — неограниченного — угла изгиба.
Время растяжения: возьмите плоскую компоновку
Плоская компоновка, показанная на рис. 1a , представляет собой прогноз того, как будет выглядеть готовая деталь, показанная на рис. 1b , до того, как она будет сгибаться. Разработчики деталей из листового металла должны уделять большое внимание их плоской компоновке. В то же время проектировщики должны понимать, что производители будут корректировать плоскую компоновку в соответствии с непосредственными обстоятельствами, такими как доступные инструменты, оборудование и материалы.
В то же время проектировщики должны понимать, что производители будут корректировать плоскую компоновку в соответствии с непосредственными обстоятельствами, такими как доступные инструменты, оборудование и материалы.
Плоское планирование со стороны дизайнера может привести к лучшему дизайну разрезов при планировании внутренних выступов и фланцев. Расчетная ширина пропила, вероятно, будет определять, можно ли штамповать деталь, вырезать лазером или вырубать/вырезать из листового материала.
Вот совет САПР: ширина разреза по умолчанию равна толщине материала. Этот совет важен для перфорированных деталей. Меньшая ширина пропила, равная режущему отверстию, практична для деталей, вырезанных лазером или гидроабразивной резкой.
Точная плоская планировка помогает при планировании материалов и оценке затрат. Планирование материалов позволяет прогнозировать экономичный объем заказа (EOQ), как описано в части II этой серии. Пример гнезда плоских деталей показан на рис.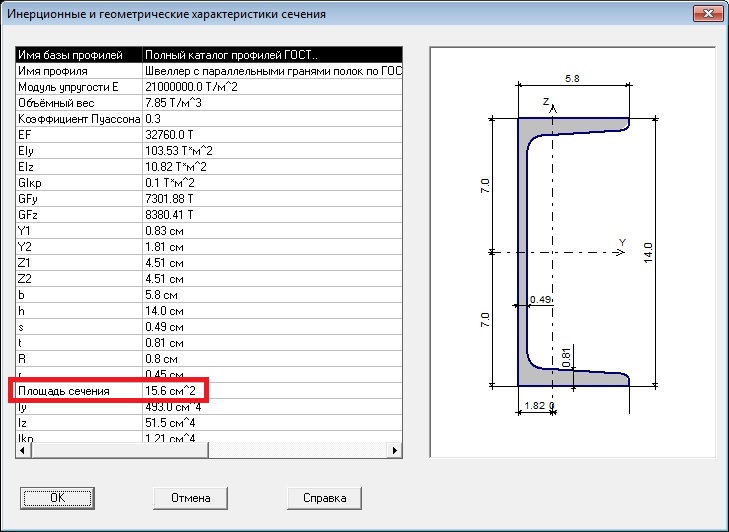 1с .
1с .
С одной стороны, плоские макеты обычно создаются нажатием кнопки в трехмерной САПР — это очень просто. С другой стороны, 90 672 точных 90 673 плоских макетов более сложны в изготовлении. Инструмент, используемый в тормозе, оказывает большое влияние на то, как материал растягивается при изгибе. Различия в толщине материала и скорости оборудования влияют на то, как заготовка будет реагировать на инструменты.
Вот еще один совет по САПР: в нестандартной ситуации, когда точность плоской компоновки имеет решающее значение для дизайна и функционирования продукта, специалист по САПР должен быть хорошо осведомлен о конкретном производственном процессе.
Рисунок 1b
Деталь в этом примере имеет внутренние выступы, перекрывающиеся углы и вырезы для снятия напряжения сгиба. Его плоская структура показана на рисунке 1а.
В большинстве проектов жокею САПР достаточно просто убедиться, что конструкция разворачивается. Применение того же вычета/допуска на изгиб, что и в фабричном цеху, является хорошей практикой, но не требуется для хорошего дизайна.
Применение того же вычета/допуска на изгиб, что и в фабричном цеху, является хорошей практикой, но не требуется для хорошего дизайна.
Не допускайте сумасшедших допусков
В соответствии с хорошей практикой проектирования задавайте допуски в готовой/согнутой конструкции, исходя из вашего понимания того, где могут возникнуть отклонения по мере того, как заготовка проходит различные этапы производства.
Каждое используемое оборудование, например, для резки или гибки, вносит свой вклад в изменение заготовки. Плоские детали, отрывающиеся от лазеров или высекателей, обычно постоянны в пределах ±0,004 дюйма. Прецизионные тормоза обычно повторяются в пределах ±0,004 дюйма9.0005
В качестве общей рекомендации, ±0,005 дюйма работает как раз на пределе точности плоского листового металла в условиях мастерской. Для гнутого листового металла изменение толщины исходного материала увеличивает рекомендуемую точность до ±0,010 дюйма на изгиб.
Метод компоновки
«Листовой металл растягивается при изгибе» является чрезмерным упрощением. При внимательном рассмотрении изгибов мы обнаруживаем, что листовой металл растягивается на внешней поверхности, а внутренняя поверхность как бы сжимается. «Основы применения функций изгиба» ( The FABRICATOR , ноябрь 2012 г.) Стива Бенсона объясняет это подробно. (Историю можно найти на thefabricator.com по адресу www.thefabricator.com/article/bending/the-basics-of-applying-bend-functions.)
При внимательном рассмотрении изгибов мы обнаруживаем, что листовой металл растягивается на внешней поверхности, а внутренняя поверхность как бы сжимается. «Основы применения функций изгиба» ( The FABRICATOR , ноябрь 2012 г.) Стива Бенсона объясняет это подробно. (Историю можно найти на thefabricator.com по адресу www.thefabricator.com/article/bending/the-basics-of-applying-bend-functions.)
Если суммировать все измерения внутренней глубины фланцев, то необходимо использовать припуск на изгиб для предварительного растяжения плоской заготовки, чтобы она сжалась до окончательного размера. И наоборот, если суммировать все внешние измерения, то для предварительной усадки плоской заготовки необходимо использовать вычет изгиба. Это традиционный метод, используемый в мастерских для расчета планировок квартир.
CAD-жокей мог бы или, вероятно, должен был бы использовать расчетные значения производственного цеха, чтобы плоский макет был готов к производству. Как упоминалось в Части II, это легко стандартизировать в САПР, используя таблицу размеров при настройке базовой полки. Таблица размеров может сопоставлять вычеты изгибов производственного цеха с К-факторами для системы 3-D CAD.
Таблица размеров может сопоставлять вычеты изгибов производственного цеха с К-факторами для системы 3-D CAD.
Руководство по проектированию № 1. Внимание к глубине полки
В фабричном цехе ширина V-образного штампа на листогибочном прессе ограничивает размер полки, которую можно согнуть. Во время гибки листовой металл должен полностью перекрывать V-образный штамп (см. 9).0511 Рисунок 2 ). V-образная матрица обычно выбирается так, чтобы ее толщина в 5–8 раз превышала толщину заготовки. Для хрупких материалов могут потребоваться V-образные матрицы в диапазоне от 8x до 12x. «Поиск идеального отверстия штампа» (The FABRICATOR, февраль 2013 г.) подробно описывает, как выбираются такие инструменты. (Историю можно найти на сайте www.thefabricator.com/article/bending/finding-the-perfect-die-opening.)
Если ширина V-образного штампа равна 5-кратной толщине материала, то для безопасно соединить матрицу. Верхний инструмент делит его пополам, и в результате 3-кратная толщина материала является рекомендуемым минимальным размером полки для гибки воздухом на листогибочном прессе.
Рисунок 1c
Развертка используется для размещения нескольких копий одной и той же детали на чистом листе исходного материала. Это полезно для оценки затрат и для прогнозирования экономичного объема заказа.
Меньшее значение V приводит к созданию радиуса изгиба, который более точно соответствует радиусу верхнего инструмента. Это связано с увеличением давления оснастки на листовую заготовку. Более широкие матрицы обеспечивают более мягкие изгибы из-за механических преимуществ. Повышенное давление также увеличивает потертости на заготовке. Они выглядят как полированные и рельефные линии, идущие параллельно длине полки.
В то время как общее правило для минимальной внутренней глубины полки составляет 3 толщины заготовки, фальцевальный станок не имеет этого V-образного инструмента, поэтому с помощью фальцевального станка можно формировать полки меньшей глубины по сравнению с листогибочным прессом с воздушной гибкой.
Вот дизайн для технологичности (DFM).
Руководство по проектированию № 2. Взгляд изнутри на внутренний радиус
Производственный цех, вероятно, отрегулирует настройку инструмента, чтобы компенсировать отклонения в плоской заготовке. Любое изменение выбора инструмента, например ширины V-образного штампа или радиуса верхнего инструмента, изменяет способ сжатия/растяжения плоской заготовки.
Если 3D-дизайн начинается с установки внутреннего радиуса примерно на то же значение, что и толщина, то у производственного цеха есть много вариантов с точки зрения инструментов и настройки. Это может привести к меньшему количеству брака и сокращению времени производства. Это значит деньги.
В качестве метода превращения плоской заготовки в точное готовое изделие выбор более широкого V-образного штампа позволяет превратить заготовку меньшего размера в более крупную общую деталь. В некоторой степени больший радиус в верхнем инструменте также улучшает прочность окончательного изгиба.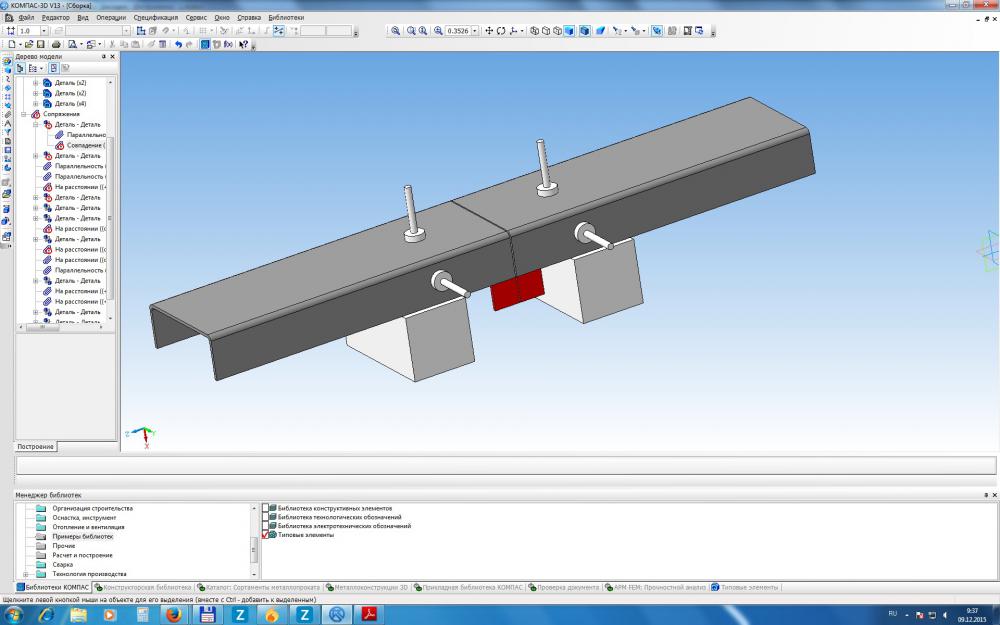
По мере уменьшения радиуса изгиба увеличивается напряжение в заготовке. При превышении точки усталости материала образуются трещины. Хрупкий металл, такой как алюминий, обычно требует большего радиуса изгиба, чем пластичный материал, такой как холоднокатаная сталь. Например, алюминий 6061-T6 очень трудно согнуть. Для этого требуется внутренний радиус изгиба не менее чем в 6 раз больше толщины материала. Алюминий 5052-х42 гнется примерно так же, как и мягкая сталь. 3003-х24 чрезвычайно пластичен, почти как медь. Пластичный материал отлично работает с малыми радиусами изгиба и малой глубиной полки.
Таким образом, правило 1x Толщина = Внутренний радиус работает для стали, нержавеющей стали и других пластичных материалов. Проконсультируйтесь с производителем при включении радиуса изгиба меньше толщины материала в конструкцию.
Руководство по проектированию № 3. Обработка углов
При пересечении двух краевых фланцев образуется угол. В углу полки могут перекрываться, перекрываться или соприкасаться. Главной заботой мастерской об углах является память листового металла. Изгиб каждого фланца необходим для того, чтобы он мог отскочить назад на правильный свободный угол. Эта тема была рассмотрена более подробно во второй части этой серии.
Главной заботой мастерской об углах является память листового металла. Изгиб каждого фланца необходим для того, чтобы он мог отскочить назад на правильный свободный угол. Эта тема была рассмотрена более подробно во второй части этой серии.
Руководство по проектированию № 4: Работа с U-образными профилями
Когда речь идет о двух или более близко расположенных изгибах, тема проектирования для производства чрезвычайно важна. U-образные каналы могут быть смоделированы разными способами: как часть эскиза базовой полки, пары краевых фланцев или углового фланца.
В фабричном цеху U-образные каналы изготавливаются путем последовательности двух операций гибки. Первый изгиб почти всегда дается легко, но существуют конструктивные ограничения. Общая конструкция ограничена максимальной глубиной полки досягаемостью заднего упора — 29дюймов, например, и ограничен по длине фланца станиной с инструментами и рамой тормоза — например, 72 дюйма.
Рисунок 2
Заготовка должна полностью пересекать V-образный штамп, так как верхний инструмент создает изгиб.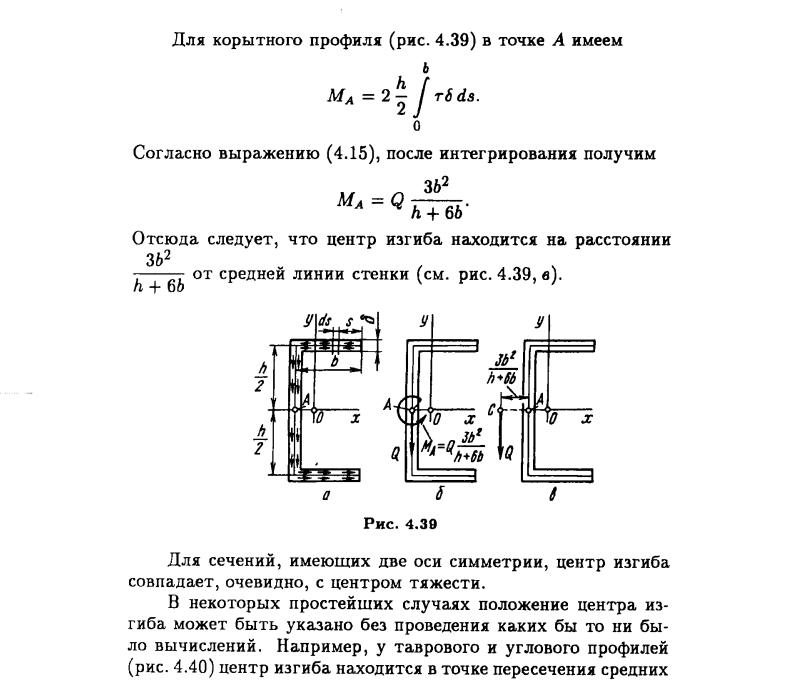 Ширина V-образного штампа в 6 раз больше толщины материала означает, что самый короткий фланец имеет толщину материала в 3 раза больше.
Ширина V-образного штампа в 6 раз больше толщины материала означает, что самый короткий фланец имеет толщину материала в 3 раза больше.
Второй изгиб U-образного профиля имеет дополнительные ограничения. Когда этот изгиб завершен, первый фланец поворачивается в положение, завершая U-образную форму. См. 9.0511 Рисунки 3a и 3b . Рама тормоза может помешать завершению этого поворота. Для небольших U-образных каналов сам инструмент может создавать помехи.
Вот совет DFM: может понадобиться сделать U из L и I, сваренных вместе.
Во время настройки в производственной мастерской шаблоны профилей тормозной оснастки можно использовать для визуального выбора верхнего пуансона. С помощью чертежа готового U-образного канала в масштабе 1 к 1 мастерская может расположить шаблон инструмента, чтобы убедиться, что доступ достаточен для выполнения второго изгиба. После этого можно с уверенностью загружать в тормоз настоящий инструмент.
Точно так же в магазине САПР модели тормозной оснастки, см.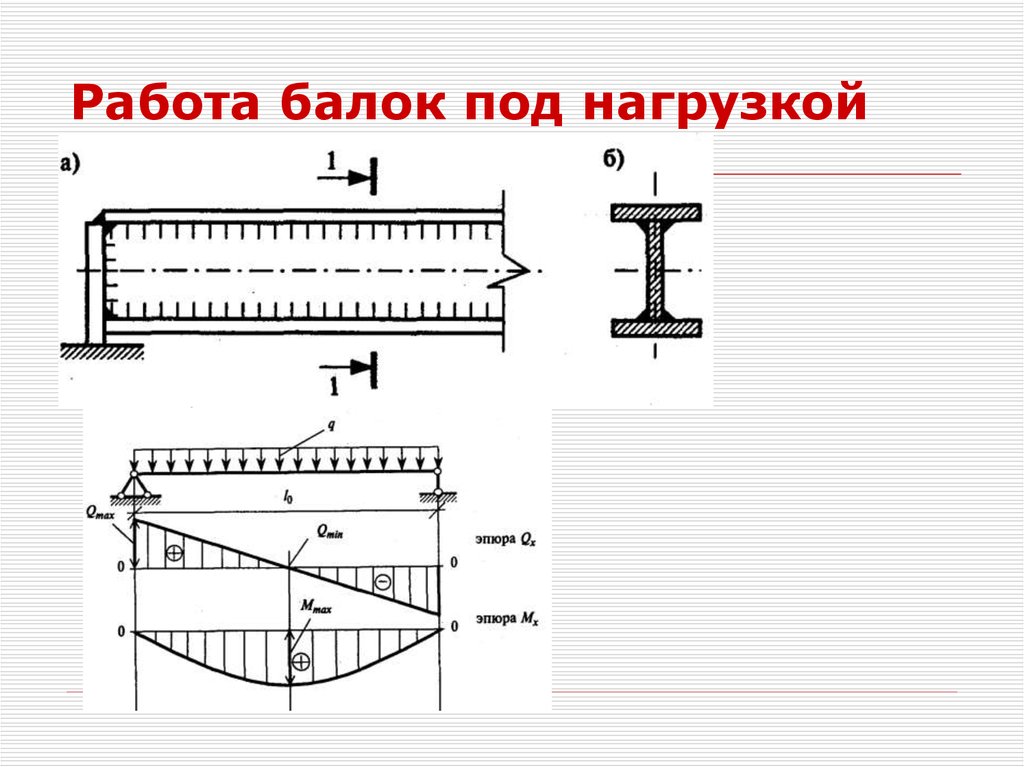 рис. 2, можно использовать для оценки конструкции для доступа к изготовлению. Доступ является важным требованием; Прочность инструмента также имеет значение.
рис. 2, можно использовать для оценки конструкции для доступа к изготовлению. Доступ является важным требованием; Прочность инструмента также имеет значение.
Тоннаж, необходимый для гибки детали, не менее важен. Большая длина фланца и большая толщина требуют увеличения грузоподъемности. Увеличение радиуса изгиба с помощью более широкого V-образного штампа помогает уменьшить тоннаж, необходимый для выполнения изгиба. Если вы сомневаетесь, проконсультируйтесь с производителем относительно его возможностей.
Верхняя челюсть складного тормоза ограничивает диапазон размеров U-образных профилей, которые могут быть сформированы, поскольку первый фланец поворачивается к ней. Узкие U-образные каналы обычно используются на складных тормозах. Листогибочным прессам труднее формировать близко расположенные изгибы из-за конструктивных требований прессования, а не складывания. Сила, необходимая для завершения изгиба, просто занимает место.
Инструмент «гусиная шея» используется в листогибочных прессах для формирования относительно узких U-образных каналов.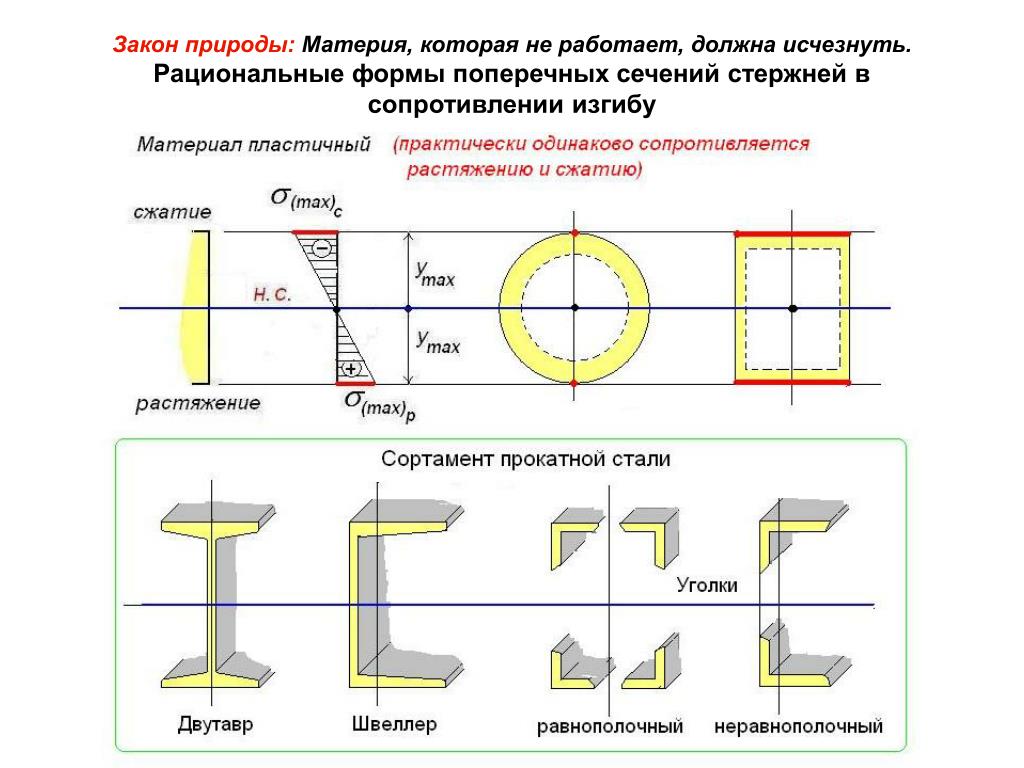 Однако форма этого инструмента по своей природе слабее, чем у прямого пуансона. Уточните в производственной мастерской максимальную толщину материала и минимальные размеры U-образного профиля.
Однако форма этого инструмента по своей природе слабее, чем у прямого пуансона. Уточните в производственной мастерской максимальную толщину материала и минимальные размеры U-образного профиля.
Джеральд Дэвис использует программное обеспечение САПР для проектирования и разработки продуктов для своих клиентов на сайте www.glddesigns.com. Пожалуйста, присылайте свои вопросы и комментарии по адресу dand@thefabri cator.com.
Китай Изгиб алюминиевых U-образных каналов Производители, Поставщики, Фабрика — Индивидуальное обслуживание
Во время гибки квадратной алюминиевой трубы и круглой алюминиевой трубы сначала необходимо согнуть, а затем искусственно состарить, но при гибке алюминиевого U-образного паза необходимо искусственное старение сначала а потом изгиб, иначе край паза сильно усядется
Hantar pertanyaan
Berbual sekarang
Подробная информация о гибке алюминиевого U-образного профиля
pengenalan produk
Производственный процесс для гибки алюминиевого U-образного профиля: во время гибки квадратной алюминиевой трубы и круглой алюминиевой трубы сначала необходимо согнуть, а затем искусственно состарить, но при изгибе алюминиевого U-образного паза его необходимо сначала искусственно состарить, а затем согнуть, иначе край паза сильно сожмется
Легирующий элемент
Alloy | Si | Mg | Fe | Cu | Mn | Zn | Cr | Ti |
6463 | 0. | 0.45~0.90 | ~ | ~ | ||||
6005 | 0.6~0.9 | 0.40~0.60 |
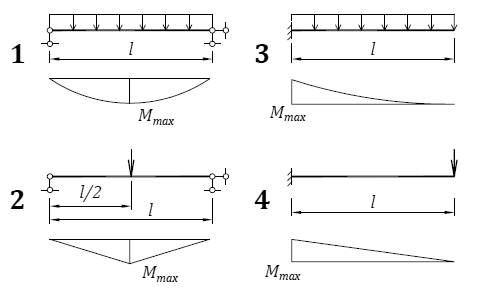 2~0.6
2~0.6Brand name | Alut (OEM/ODM) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Наименование продукта | Алюминиевый канал Алюминия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Гранд и температура | 6061 6063 6005 T5 T6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Features | Durable material, quality surface treatment | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
advantages | 1. Good quality of material 2. Experience workers 3. Competitive price | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Форма | Индивидуальный заказ и на складе | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обработка поверхности | Анодирование, силовое покрытие, пескоструйная обработка, полировка и матирование | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Price | Quotation with drawings | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Standard | GB/T5237. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Certificate | 1) ISO9001- 2008/ИСО 9001:2008; 2) Сертификация CQM; 3) SGS, CE, BV, JIS, AS, доступно | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обработка | Резка, гибка, штамповка, сверление, ЧПУ и т. д. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ТЕХОДНАЯ Обработка | в соответствии с требованиями клиентов | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Доставка | Guangzhou. Изгиб алюминиевого U-образного профиля требует изгиба, а затем искусственного старения, иначе его будет слишком сложно изгибается в U-образную форму Материал для гибки алюминиевого U-образного профиля марки AL6463. для продукта необходимо гальванопокрытие и полировка для достижения степени свечения Q1: Сколько времени занимает самая короткая доставка? Упаковка и доставка Детали упаковки: Упакуйте каждый радиатор в полиэтиленовый пакет или небольшую коробку, положите их в картонную коробку. Затем загрузите в контейнер. Мы также можем удовлетворить потребности различных клиентов в упаковке и загрузке контейнеров. Срок поставки: Отправлено через 30 дней после оплаты Применение: Подходит для кузова автомобиля, транспорта, мебели, офиса и всех видов солнечной энергетики на орбите, легкого кузова и конструкции автомобиля, энергосбережения и сокращение выбросов. Описание алюминиевого профиля Shell Алюминиевый профиль Shell, формованный алюминиевый профиль в соответствии с процессом. Мощный алюминиевый профиль корпуса двигателя, радиатор.
Детали упаковки: Индивидуальная пластиковая упаковка, не подвергающаяся фумигации, деревянный поддон или стальная полка. Вся древесина подвергается фумигации в соответствии с ISPM 15
Наши услуги: 1. Разработка форм и их обработка 2. Модификация продукта и его обработка 3. Материал и цвет продуктов могут быть изменены как требуется. 4. В зависимости от пресс-формы добавляются дополнительные расходы на модификацию и механическую обработку. Cool tags: bending aluminum u channel, China, manufacturers, suppliers, factory, custom, service Sepasang Bending Aluminum Channel Seterusnya tidak Anda mungkin juga berminat Hantar pertanyaan Исследование уровня воды в изгибающемся канале с помощью направляющей стенки | ВодоснабжениеПропустить пункт назначения навигации Исследовательская статья| Цзин Чжан; Цинхуа Чжан; Тяньтянь Ван; Цзиньмэн Ян; Сюэмэй Ли Водоснабжение (2019) 19 (8): 2494–2506. https://doi.org/10.2166/ws.2019.130 История статьи Получено: 06 мая 2019 г. Принято: 02 сентября 2019 г. Расширенный поиск Цитата Цзин Чжан, Цинхуа Чжан, Тяньтянь Ван, Цзиньмэн Ян, Сюэмэй Ли; Исследование уровня воды в изгибающемся русле с помощью направляющей стенки. Скачать файл цитирования:
Слушать Для исследования уровня воды на выпуклом и вогнутом берегах после установки направляющей стенки в колене водосливного желоба, при исходном условии, что Fr на входе в колено русла больше 1,0 (сверхкритическое течение) при наличии Если нет направляющей стенки, систематические эксперименты с направляющей стенкой проводились для трех радиусов (2,4 В , 3,2 В и 4 В ; B – ширина русла), уклоны дна (0,01, 0,005 и 0,02) и расходы (50, 100 и 150 м 3 h −1 ). поправочный коэффициент, эксперимент, направляющая стена, максимальная разница поверхности воды, уровень воды Слушать
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
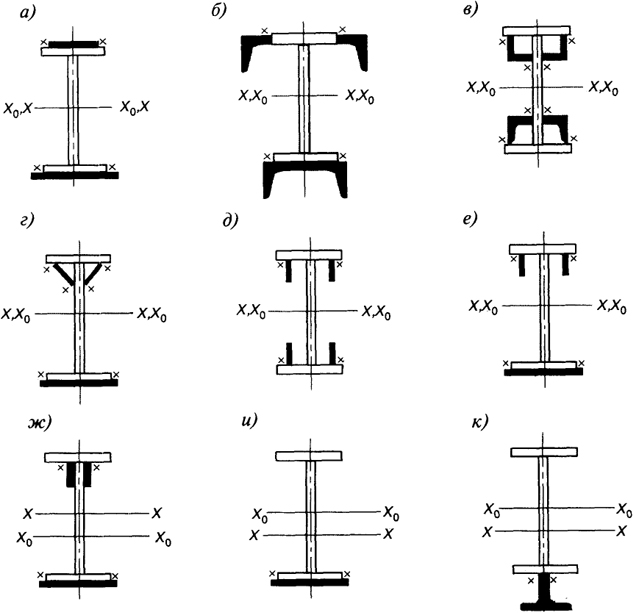 1-2008 Q/320281
1-2008 Q/320281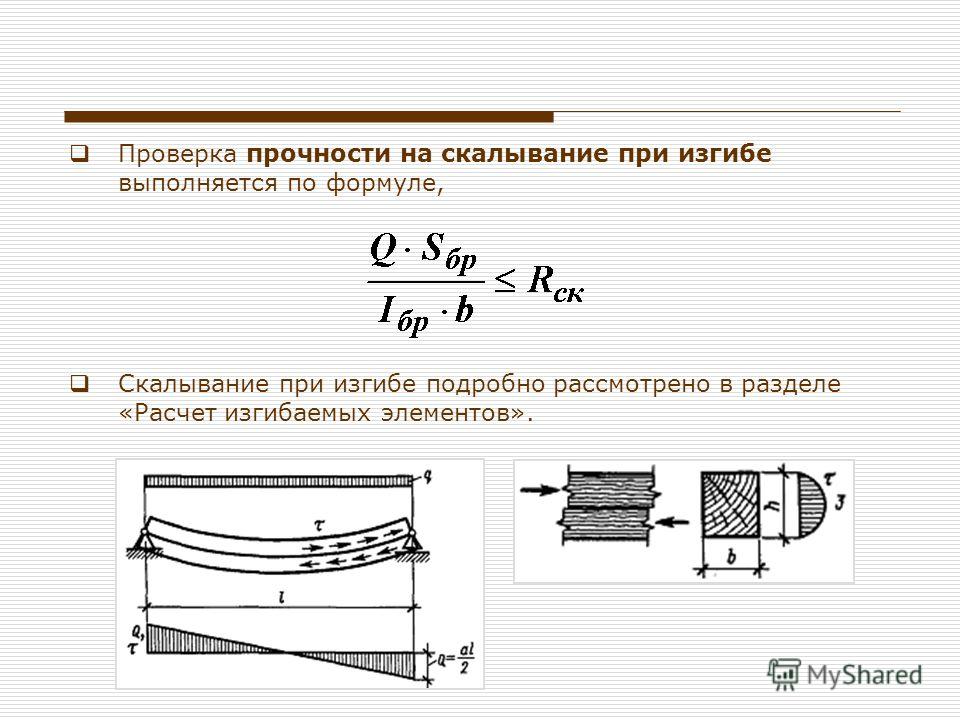


 Водоснабжение 1 декабря 2019 г.; 19 (8): 2494–2506. doi: https://doi.org/10.2166/ws.2019.130
Водоснабжение 1 декабря 2019 г.; 19 (8): 2494–2506. doi: https://doi.org/10.2166/ws.2019.130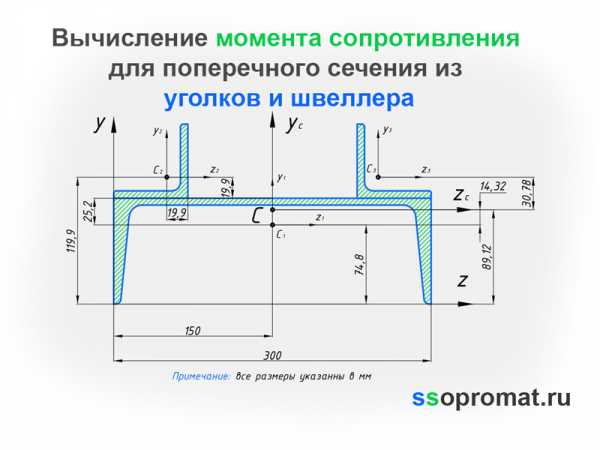 Результаты показывают, что, во-первых, после установки направляющей стенки Fr становится меньше и даже ниже 1,0, что означает смену состояния течения со сверхкритического на докритическое в некоторых условиях с помощью направляющей стенки. Во-вторых, глубина воды у выпуклого берега уменьшается с увеличением относительного осевого радиуса, в то время как у вогнутого берега это неблагоприятно. В-третьих, для разности сечений водной поверхности максимальное значение уменьшается с увеличением относительного осевого радиуса и увеличивается с увеличением расхода на единицу ширины или уклона дна. Кроме того, в этой статье была получена новая формула для расчета максимальной разницы поверхности воды.
Результаты показывают, что, во-первых, после установки направляющей стенки Fr становится меньше и даже ниже 1,0, что означает смену состояния течения со сверхкритического на докритическое в некоторых условиях с помощью направляющей стенки. Во-вторых, глубина воды у выпуклого берега уменьшается с увеличением относительного осевого радиуса, в то время как у вогнутого берега это неблагоприятно. В-третьих, для разности сечений водной поверхности максимальное значение уменьшается с увеличением относительного осевого радиуса и увеличивается с увеличением расхода на единицу ширины или уклона дна. Кроме того, в этой статье была получена новая формула для расчета максимальной разницы поверхности воды. 0005
0005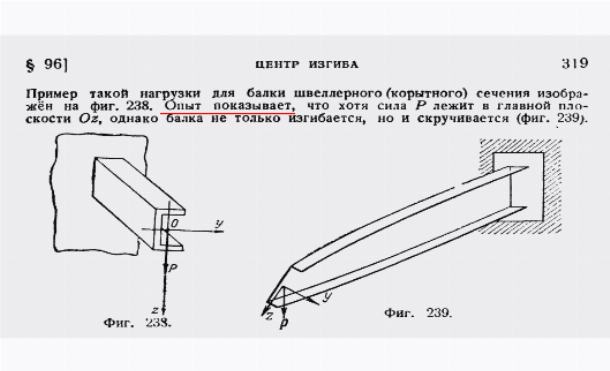 Многие исследователи добились успехов в области гидравлики водосброса или гидравлики сверхкритического течения. Райнауэр и Хагер (1997) исследовал картину течения, профили поверхности и типичные поля скоростей сверхкритического изгибного течения как теоретическими, так и экспериментальными методами. Hessaroeyeh & Tahershamsi (2009) выделили предсказание профиля поверхности свободного потока и классических поперечных сечений в сверхкритическом изгибном течении. Парсаи и др. (2015) проанализированы гидравлические характеристики потока через водосброс плотины и влияние формы направляющей стенки на режим течения численным методом на основе данных плотины Камаль-Салех. Dehdar-behbahani & Parsaie (2016) исследовали инженерный случай (плотина Баларуд) как экспериментальными, так и численными методами и нашли подходящую модель для моделирования картины потока вокруг направляющей стенки. Джахани и др. № (2018) исследовали влияние геометрии направляющих стен и опор на гидравлические характеристики водосброса плотины численным путем и сделали вывод, что основным влияющим фактором является вертикальный наклон направляющих стен и опор.
Многие исследователи добились успехов в области гидравлики водосброса или гидравлики сверхкритического течения. Райнауэр и Хагер (1997) исследовал картину течения, профили поверхности и типичные поля скоростей сверхкритического изгибного течения как теоретическими, так и экспериментальными методами. Hessaroeyeh & Tahershamsi (2009) выделили предсказание профиля поверхности свободного потока и классических поперечных сечений в сверхкритическом изгибном течении. Парсаи и др. (2015) проанализированы гидравлические характеристики потока через водосброс плотины и влияние формы направляющей стенки на режим течения численным методом на основе данных плотины Камаль-Салех. Dehdar-behbahani & Parsaie (2016) исследовали инженерный случай (плотина Баларуд) как экспериментальными, так и численными методами и нашли подходящую модель для моделирования картины потока вокруг направляющей стенки. Джахани и др. № (2018) исследовали влияние геометрии направляющих стен и опор на гидравлические характеристики водосброса плотины численным путем и сделали вывод, что основным влияющим фактором является вертикальный наклон направляющих стен и опор.
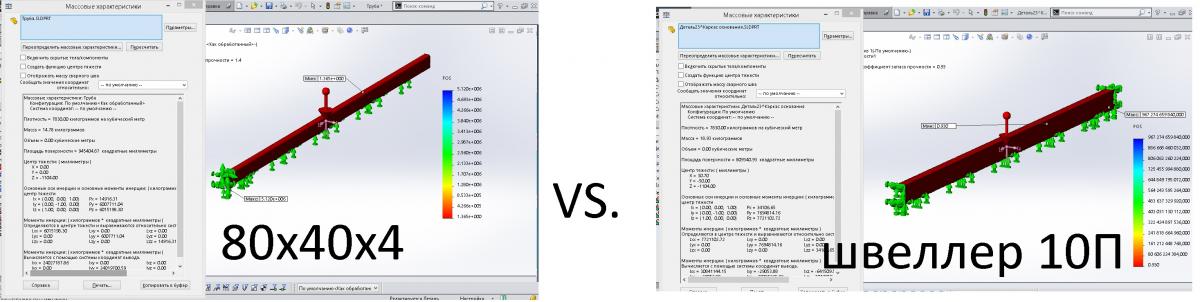 Направляющая стенка по оси или двум сторонам оси в отводном канале делит отвод на два и более желоба, тем самым уменьшая перепады поверхности воды между вогнутой и выпуклой сторонами поперечного сечения, делая течение более равномерным. В настоящее время исследования этой технологии в основном достигли следующих результатов: Odgaard & Kennedy (1983) сделал предварительное обсуждение усовершенствования механизма управления потоком погружной лопасти в изгибном канале. Рао и Прабху (2004) исследовали влияние направляющего аппарата и группы направляющих аппаратов на распределение перепада давления при повороте на 180°. В инженерном деле Yan et al. (2010) изучали влияние направляющей стены на рассеивание энергии при прыжках с трамплина. Хан и др. . (2011) использовали Fluent для анализа уменьшения вторичного потока в изгибе с одной и тремя лопастями. Чжай (2014) провел экспериментальное исследование характеристик потока при различных схемах установки направляющих стен изгибающегося канала водосброса.
Направляющая стенка по оси или двум сторонам оси в отводном канале делит отвод на два и более желоба, тем самым уменьшая перепады поверхности воды между вогнутой и выпуклой сторонами поперечного сечения, делая течение более равномерным. В настоящее время исследования этой технологии в основном достигли следующих результатов: Odgaard & Kennedy (1983) сделал предварительное обсуждение усовершенствования механизма управления потоком погружной лопасти в изгибном канале. Рао и Прабху (2004) исследовали влияние направляющего аппарата и группы направляющих аппаратов на распределение перепада давления при повороте на 180°. В инженерном деле Yan et al. (2010) изучали влияние направляющей стены на рассеивание энергии при прыжках с трамплина. Хан и др. . (2011) использовали Fluent для анализа уменьшения вторичного потока в изгибе с одной и тремя лопастями. Чжай (2014) провел экспериментальное исследование характеристик потока при различных схемах установки направляющих стен изгибающегося канала водосброса. На основе модельного теста Чжан и др. (2015) проанализировано динамическое давление на две стороны направляющей стенки в изгибающемся канале. Ван и др. (2016) проанализировано влияние направляющей стенки на разность сечений водной поверхности в изгибающемся канале. Чжан и др. (2016) использовали экспериментальные данные изгибного течения в водосливном желобе с одной направляющей стенкой для расчета ровности водной поверхности и скорости уменьшения неровностей водной поверхности на вогнутом и выпуклом берегах, а затем проанализировали влияние осевого радиуса, уклонов дна и расходов на улучшение характеристик потока. Дей и др. (2017) сосредоточился на погружной лопасти и изучил оптимальный угол изгиба канала на 180°. Ахтари и Сейедашраф (2018) изучили влияние средних лопастей с острыми изгибами на 60° как экспериментальными, так и численными методами.
На основе модельного теста Чжан и др. (2015) проанализировано динамическое давление на две стороны направляющей стенки в изгибающемся канале. Ван и др. (2016) проанализировано влияние направляющей стенки на разность сечений водной поверхности в изгибающемся канале. Чжан и др. (2016) использовали экспериментальные данные изгибного течения в водосливном желобе с одной направляющей стенкой для расчета ровности водной поверхности и скорости уменьшения неровностей водной поверхности на вогнутом и выпуклом берегах, а затем проанализировали влияние осевого радиуса, уклонов дна и расходов на улучшение характеристик потока. Дей и др. (2017) сосредоточился на погружной лопасти и изучил оптимальный угол изгиба канала на 180°. Ахтари и Сейедашраф (2018) изучили влияние средних лопастей с острыми изгибами на 60° как экспериментальными, так и численными методами.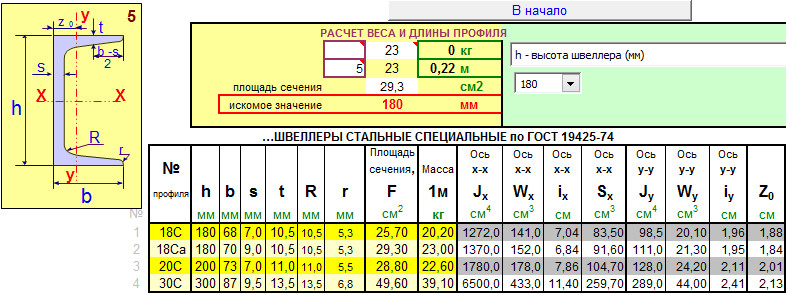 Однако некоторые из них эффективны только при одном расчетном расходе или одной глубине воды, а некоторые сложно построить или потреблять большие технические объемы.
Однако некоторые из них эффективны только при одном расчетном расходе или одной глубине воды, а некоторые сложно построить или потреблять большие технические объемы. Модель была выполнена с подземным резервуаром, насосом, прудом с высоким напором, расходомером, задвижкой, транспортировочным каналом, отстойником, модельной испытательной площадкой и подпорным каналом. На рис. 1 показана экспериментальная установка.
Модель была выполнена с подземным резервуаром, насосом, прудом с высоким напором, расходомером, задвижкой, транспортировочным каналом, отстойником, модельной испытательной площадкой и подпорным каналом. На рис. 1 показана экспериментальная установка. ° соответственно. Каждая модель была разделена на три условия испытаний, в которых уклоны дна ( и ) желоба составляли 0,005, 0,01 и 0,02 соответственно. Объект экспериментальной модели был изготовлен из листов ПВХ толщиной 0,008 мкм.
° соответственно. Каждая модель была разделена на три условия испытаний, в которых уклоны дна ( и ) желоба составляли 0,005, 0,01 и 0,02 соответственно. Объект экспериментальной модели был изготовлен из листов ПВХ толщиной 0,008 мкм.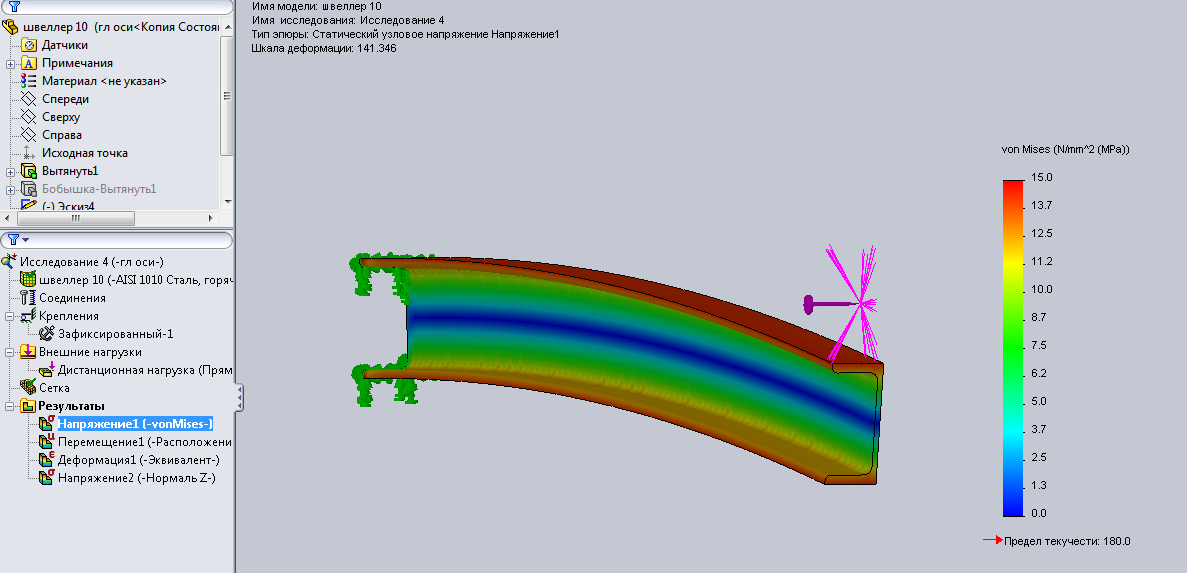
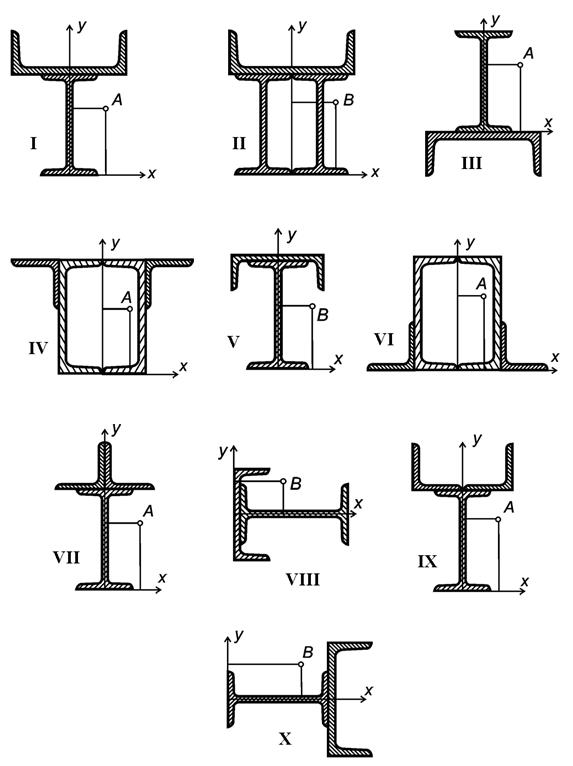
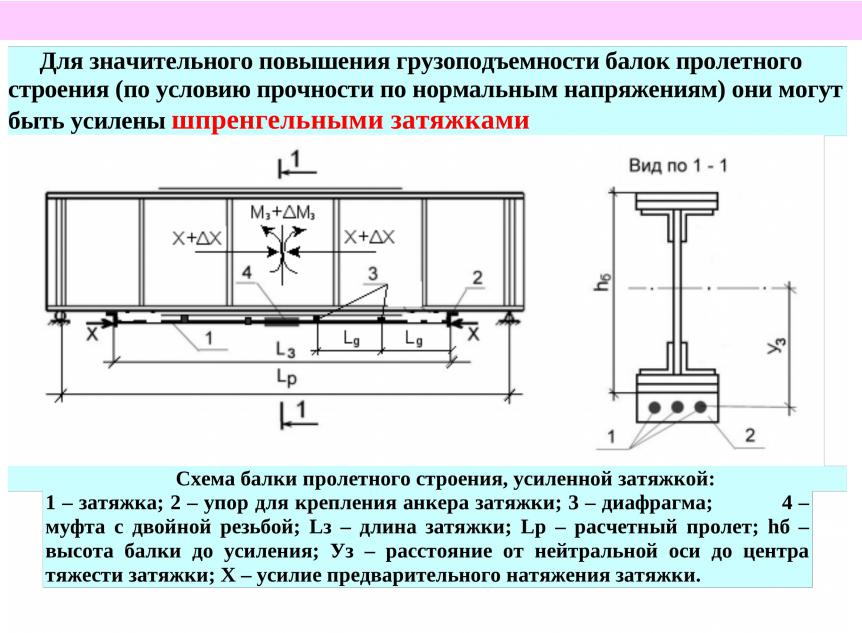 Электромагнитный расходомер был произведен компанией Kaifeng Instrument Co., Ltd. Направляющая стенка в желобе работала при трех гидравлических условиях, а именно: уровень воды был ниже, равен или выше направляющей стенки, поэтому три сброса (обозначены Q : 50 м 3 ч −1 , 100 м 3 ч 91 271 -1 91 272 и 150 м 91 271 3 91 272 ч 91 271 -1 91 272 ), соответствующие этим трем условиям.
Электромагнитный расходомер был произведен компанией Kaifeng Instrument Co., Ltd. Направляющая стенка в желобе работала при трех гидравлических условиях, а именно: уровень воды был ниже, равен или выше направляющей стенки, поэтому три сброса (обозначены Q : 50 м 3 ч −1 , 100 м 3 ч 91 271 -1 91 272 и 150 м 91 271 3 91 272 ч 91 271 -1 91 272 ), соответствующие этим трем условиям.
 Пиковый порог фильтрации равен 0,8, а обработанные данные показаны на рисунке 3(b). Постобработанная скорость за определенный период представляет собой измеренную скорость.
Пиковый порог фильтрации равен 0,8, а обработанные данные показаны на рисунке 3(b). Постобработанная скорость за определенный период представляет собой измеренную скорость.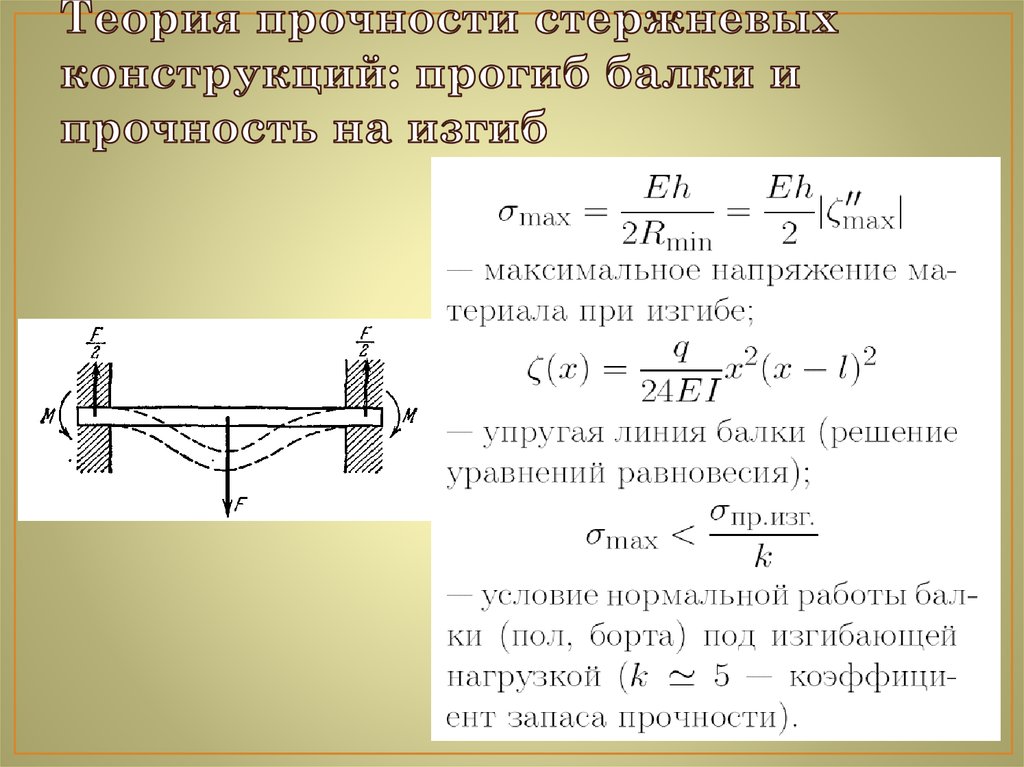 Для записи экспериментальных явлений была применена камера, а картина потока до и после установки направляющей стенки показана на рисунке 5.
Для записи экспериментальных явлений была применена камера, а картина потока до и после установки направляющей стенки показана на рисунке 5. Под действием направляющей стенки вода, глубина которой меньше высоты направляющей стенки, не может перетекать с выпуклого берега на вогнутый берег под действием центробежной силы. Таким образом, уменьшается перепад водного зеркала между левым и правым берегом, корректируется излучина течения и практически не возникают ромбовидные волны.
Под действием направляющей стенки вода, глубина которой меньше высоты направляющей стенки, не может перетекать с выпуклого берега на вогнутый берег под действием центробежной силы. Таким образом, уменьшается перепад водного зеркала между левым и правым берегом, корректируется излучина течения и практически не возникают ромбовидные волны.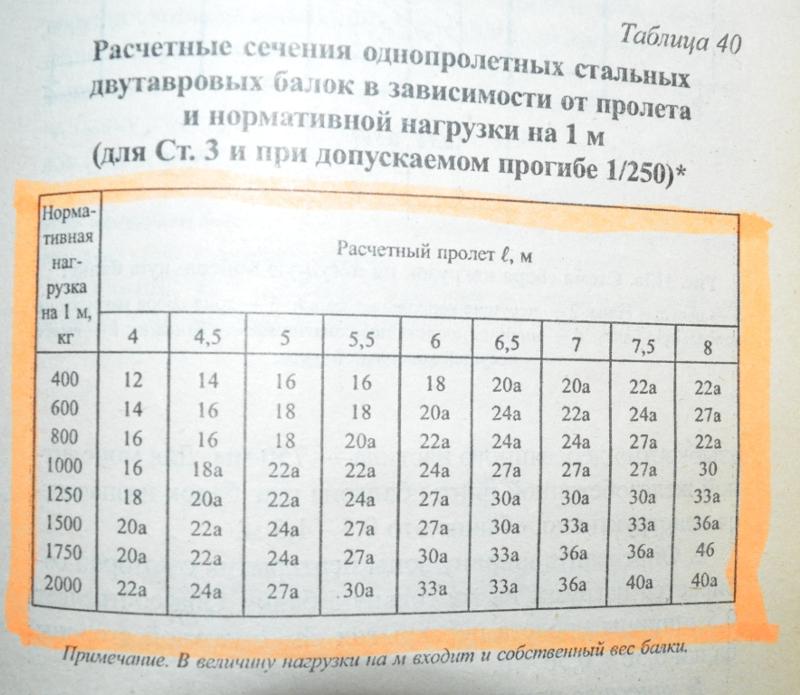


 005
005 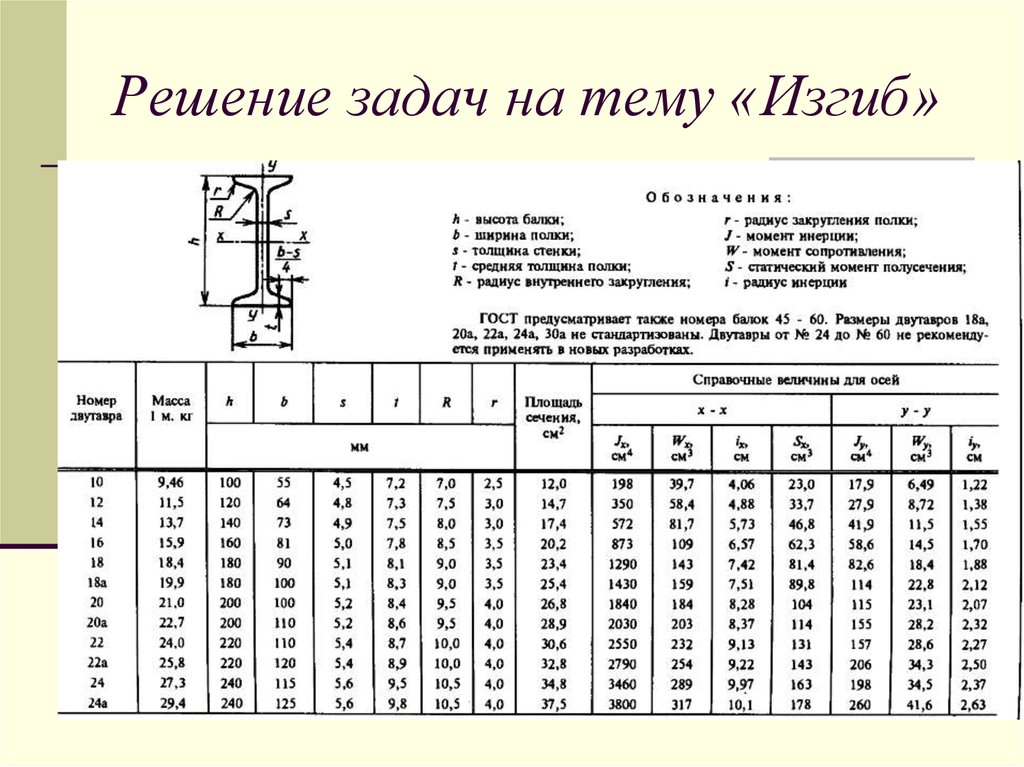 1769
1769 условия.
условия. 6(а) показано влияние уклона дна на уровень воды у вогнутого берега. Уровень воды с i = 0,005 выше уровня воды с i = 0,01, а уровень воды с i = 0,02 является самым низким из этих трех наклонов. Это свидетельствует о том, что при одинаковых расходах на единицу ширины и относительного радиуса чем круче уклон дна, тем ниже уровень воды у вогнутого берега.
6(а) показано влияние уклона дна на уровень воды у вогнутого берега. Уровень воды с i = 0,005 выше уровня воды с i = 0,01, а уровень воды с i = 0,02 является самым низким из этих трех наклонов. Это свидетельствует о том, что при одинаковых расходах на единицу ширины и относительного радиуса чем круче уклон дна, тем ниже уровень воды у вогнутого берега. Уровень воды с q = 300 m 2 h −1 is higher than the water level with q = 200 m 2 h −1 , while the water level with q = 100 m 2 h −1 — самый низкий из этих трех разрядов. Это свидетельствует о том, что при одинаковых относительном радиусе и уклоне дна чем больше расход на единицу ширины, тем выше уровень воды у вогнутого берега.
Уровень воды с q = 300 m 2 h −1 is higher than the water level with q = 200 m 2 h −1 , while the water level with q = 100 m 2 h −1 — самый низкий из этих трех разрядов. Это свидетельствует о том, что при одинаковых относительном радиусе и уклоне дна чем больше расход на единицу ширины, тем выше уровень воды у вогнутого берега. Это свидетельствует о том, что при одинаковых расходах на единицу ширины и относительного радиуса чем круче уклон дна, тем ниже уровень воды у вогнутого берега. Этот изменяющийся закон согласуется с вогнутым берегом.
Это свидетельствует о том, что при одинаковых расходах на единицу ширины и относительного радиуса чем круче уклон дна, тем ниже уровень воды у вогнутого берега. Этот изменяющийся закон согласуется с вогнутым берегом. Это свидетельствует о том, что при одинаковых относительном радиусе и уклоне дна чем больше расход на единицу ширины, тем выше уровень воды у выпуклого берега. Этот изменяющийся закон согласуется с вогнутым берегом.
Это свидетельствует о том, что при одинаковых относительном радиусе и уклоне дна чем больше расход на единицу ширины, тем выше уровень воды у выпуклого берега. Этот изменяющийся закон согласуется с вогнутым берегом.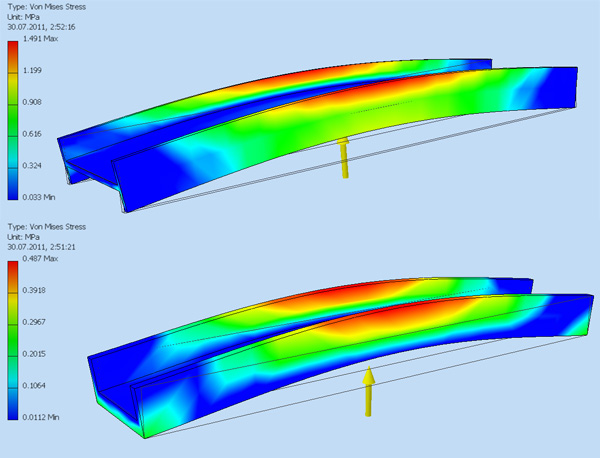 Как правило, уровень воды у вогнутого берега выше, чем у выпуклого. В этой статье разница поверхности воды между ними называется разницей поверхности воды поперечного сечения. Различия поверхности воды для каждого поперечного сечения различны, и самая большая разница в изгибе называется максимальной разницей поверхности воды.
Как правило, уровень воды у вогнутого берега выше, чем у выпуклого. В этой статье разница поверхности воды между ними называется разницей поверхности воды поперечного сечения. Различия поверхности воды для каждого поперечного сечения различны, и самая большая разница в изгибе называется максимальной разницей поверхности воды.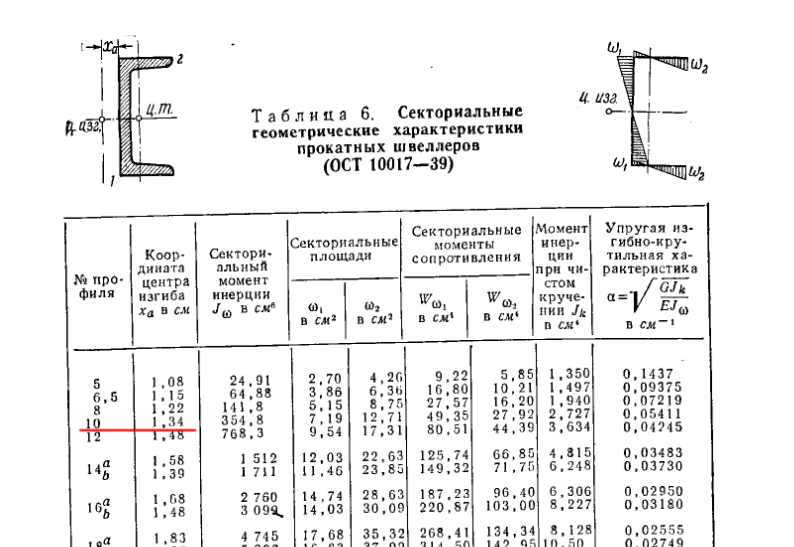 Однако на рисунке 7(c) при том же относительном радиусе и расходе на единицу ширины более крутой уклон дна приводит к увеличению максимальной разницы поверхности воды. Сравнение максимальных различий поверхности воды на этих трех рисунках также показывает, что уклон дна оказывает меньшее влияние на максимальную разницу поверхности воды, чем два других фактора для экспериментальных условий течения. Приведенный выше анализ согласуется с выводами, сделанными в другой литературе (Wang и др. 2016; Чжан и др. 2016).
Однако на рисунке 7(c) при том же относительном радиусе и расходе на единицу ширины более крутой уклон дна приводит к увеличению максимальной разницы поверхности воды. Сравнение максимальных различий поверхности воды на этих трех рисунках также показывает, что уклон дна оказывает меньшее влияние на максимальную разницу поверхности воды, чем два других фактора для экспериментальных условий течения. Приведенный выше анализ согласуется с выводами, сделанными в другой литературе (Wang и др. 2016; Чжан и др. 2016). по уравнению (4):
по уравнению (4):

 9. Это означает, что на поправочный коэффициент в основном влияют уклоны дна, а также расход на единицу ширины и относительные радиусы, в то время как относительный радиус оказывает наименьшее влияние среди этих трех факторов.
9. Это означает, что на поправочный коэффициент в основном влияют уклоны дна, а также расход на единицу ширины и относительные радиусы, в то время как относительный радиус оказывает наименьшее влияние среди этих трех факторов.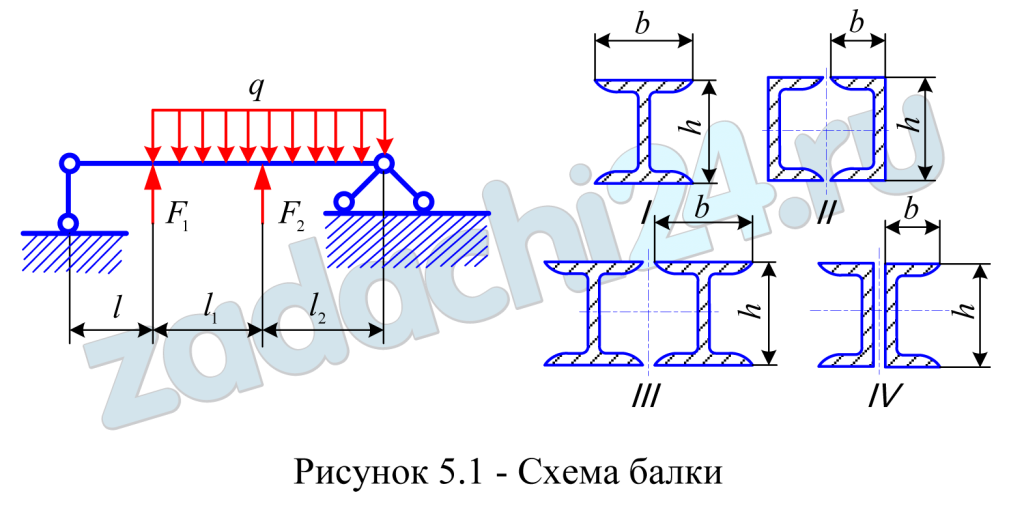 Результаты корреляционного анализа импакт-фактора корректировки представлены в таблице 4; ч — средняя глубина воды на входе в излучину, а v — средняя скорость на входе в излучину.
Результаты корреляционного анализа импакт-фактора корректировки представлены в таблице 4; ч — средняя глубина воды на входе в излучину, а v — средняя скорость на входе в излучину.
