Вращающийся центр для токарного станка своими руками: Как сделать ВРАЩАЮЩИЙСЯ ЦЕНТР для токарного станка — YouTube
Содержание
Центр для токарного станка: неподвижный, вращающийся, грибковый
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.

- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.

Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности.
 Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение. - Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки.
 Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца. - В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
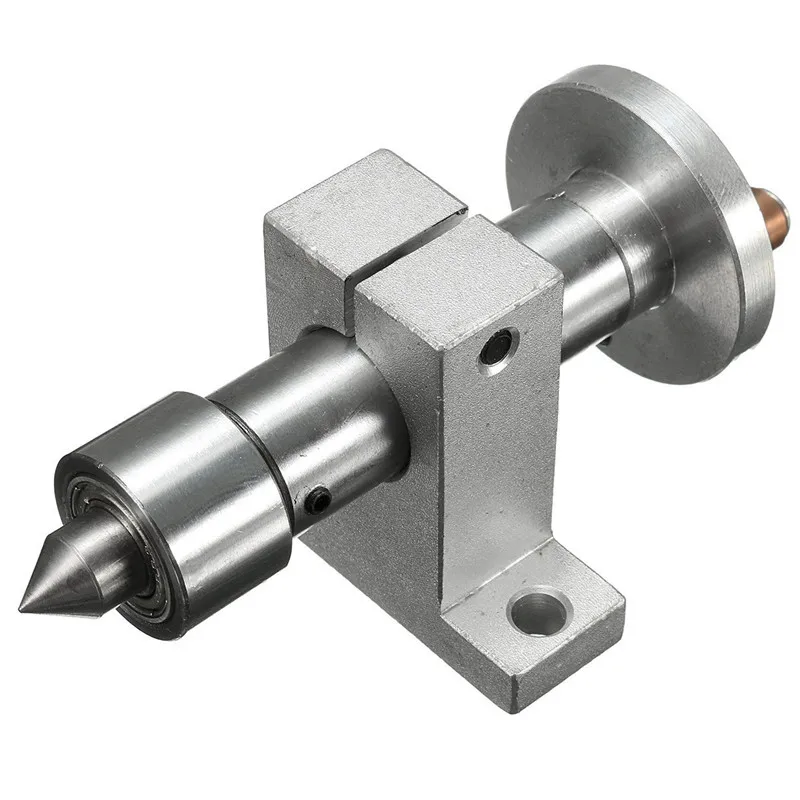
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
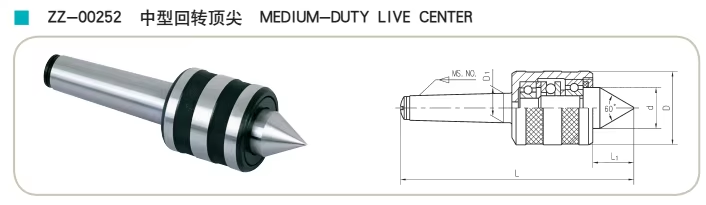
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающийся токарный центр
Наконец удалось реализовать идею изготовления универсального вращающегося центра. Тему эту я поднимал в ветке Мысли и идеи (… Консультация по вращаюшемуся токарному центру…). Конечный вид девайса таков.
Началось все с изготовления вала с КМ2. Эту деталь заказал на завод по моим чертежам. Геометрию детали соблюсти можно, но вот соответствующая закалка детали с последующей шлифовкой конуса и посадочных мест под подшипники мне пока не по силам, да и оборудования соответствующего нет.
Дальше точил на своем BD-7 все остальные детальки. Диаметры не маленькие для такого станка, поэтому предварительно кругляк вгрубе обдирал на ТВ-6 в клубной мастерской, а уж затем вылизывал на своем маленьком по вечерам.
Подшипнички уже были подобраны в процессе рождения идеи, благодаря консультациям и советам уважаемых гуру, которых на сайте не мало.
Я намеренно не вдаюсь в детали изготовления той или иной детали, т. к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
Вот такой наборчик перед сборкой получился.
Между корпусом центра и насадкой с конусом (недособранные детали на фоте)виден посадочный цилиндр. Удалось достичь такой посадки, что на сухую детали разьединяются с характерным …чпоком… А со смазочкой сложновастенько,просто плунжерная пара какая-то. ( восторгаюсь потому как для меня это достижение)
Сборка особых хлопот не доставила. Сначала подшипники на вал напресовал
Затем все это в корпус
Крышечку крепим и …готово !
Дальше начинаем гурманить. На очереди сменные насадочки которые востребованы бывают частенько
Здесь примечательно, что придерживался правила …деталь с одной установки… Ну и резьба М4 резцом — секас с плясками я вам доложу!
Следующий этап — изготовление насадки-грибка. Материал — дюраль. Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособ сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, …шоб було… другими словами. Ан нет, пригодились все таки!
Ан нет, пригодились все таки!
Насадку-грибок пришлось делать с двух установок с промежуточной стальной оправкой
Дальше финишная обработка детали, здесь ничего примечательного.
Первый опыт использования этого центра показал:
1. Мои опасения по поводу неповоротливости центра из-за (предположительно) повышенной массы не оправдались. Он охотно вращается при небольших поверхностях касания,даже при малых диаметрах пятна касания.
2. Мои опасения по поводу невозможности доступа резца к детали в краевых положениях — не оправдались ( пока во всяком случае)Но детали разные бывают, сейчас сложно предугадать все случаи.
3. Точность обработки детали с использованием центра, меня удовлетворила. Замеры обработанной детали длиной 100 мм и Ф10мм с обоих концов показали одинаковую величину. Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Приношу свои извинения за качество некоторых фот. Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Меня очень интересует мнение уважаемой публики по поводу сего девайса. Есть ли ошибки в изготовлении, какие, как можно было избежать? Интересует все!
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.
Содержание:
- 1 Сфера применения и особенности
- 2 Цена
- 3 Конструкция вращающихся центров
- 4 Разновидности
- 5 Специфика эксплуатации
- 6 Действующие ГОСТы
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.

- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
|---|---|---|---|---|
Неподвижный | JET | МК-3 | 500 | |
Вращающийся | JET | МК-2 | 1800 | |
Вращающийся | JET | МК-5 | 3000 | |
Вращающийся | JET | для средних работ | МК-3 | 2000 |
Вращающийся | JET | для легких работ | МК-2 | 2800 |
Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки токарного приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).

По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Читайте также: токарный станок с ЧПУ своими руками
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Поделиться в социальных сетях
Центры станочные и токарные патроны: виды, типы, описание
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками.
Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп.
 1 — центровой валик с конусом 60°;
1 — центровой валик с конусом 60°; - исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Вращающийся центр для токарного станка своими руками
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата.
В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт. Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма.
Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром.
Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.
Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Классификация
В зависимости от материала рабочей части центры подразделяются на два исполнения:
- Исполнение 1 – закаленный конус.
- Исполнение 2 – конус из твердых сплавов.
Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части. Последние используются при подрезании торцов, когда резцом необходимо дойти почти до оси вращения обрабатываемой детали.
В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку:
- с рабочим конусом для фиксации деталей с центрами и без сквозных или глухих продольных отверстий;
- с грибообразной насадкой для фиксации деталей с внутренним отверстием – труб, полых валов и т. д.;
- Упорные центры выпускаются с отжимной гайкой или без неё. Наличие гайки необходимо в тех случаях, когда на центр действует высокая осевая нагрузка. Применение отжимной гайки позволяет извлечь центр из пиноли без приложения больших усилий.
Порядок работы и техническое обслуживание.

4.1. Перед установкой вращающегося центра на токарный станок, его необходимо расконсервировать и проверить подвижность оси. При необходимости поверхности скольжения вращающегося центра (опоры качения) смазать машинным маслом, заливая масло в технологические отверстия и вращая ось центра.
4.2. После необходимой проверки и подготовки центр установить в пиноль задней бабки токарного станка.
4.3. После окончания работы центр протереть мягкой тканью и смазать противокоррозионной смазкой.
4.4. Условия эксплуатации вращающегося центра – ГОСТ 15150-69 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию изделия.
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали.
 Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
Ось конуса должна с высокой точностью совпадать с осью вращения заготовки. - Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Когда применяется крепление в центры
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.

Центры для токарных станков
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Различают три основных способа изготовления спиральной канавки сверла: вышлифованный профиль, фрезерованный профиль и винтовой прокат. В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
Заточка свёрл.
Если вы работаете с деревом, сверло можно не перетачивать годами. Другая история со свёрлами по металлу. Их изготавливают из быстрорежущей стали и твёрдость рабочей поверхности достигает HRC 62-64. Наиболее распространёнными марками стали являются Р9, Р6М5, Р18 и Р6М5К5. Особое место занимают твёрдосплавные свёрла из сплавов ВК8 и ВК6М, которые изготавливают, как монолитными, так и с напайными пластинами. Значительное количество типов сверл обуславливает и разный подход к их заточке и переточке.
Не последнюю роль играет и тип обрабатываемого материала от которого зависит угол в плане сверла. Для сверления конструкционных, легированных и подобных сталей он составляет как правило 2φ118°, а для более мягких сталей 2φ135°.
При заточке и переточке должен быть получен не только угол в плане φ, но и необходимые для резания задние углы α 8-18° и спад затылка. Это позволит исключить трение задней поверхности о дно отверстия. Качество заточки оценивают осевым биением кромок δ, зависящим от погрешности окружного шага канавок Δ и нецентричности сердцевины ω. Непрямолинейность режущих кромок не должна превышать 2 δ.
Биение легко проверить стрелочным индикатором часового типа, который крепится на стойке.
При обработке хрупких материалов происходит износ по задней поверхности и уголкам, а при обработке вязких материалов по ленточке. Помимо износа, на ленточках могут образовываться полипы. Главная задача, это сводное размещение образуещейся в процессе сверления стружки в канавке сверла. Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Заточка производится абразивными кругами, как прямого профиля из электрокорунда нормального 25А, так и чашечными ЧК. Доводка осуществляется кругами из карбида кремния зеленого 64С. Заточка твердосплавных свёрл осуществляется алмазными кругами тарельчатой и чашечной формы 12А2. Для правки кругов используются алмазные карандаши. При заточных работах, для избегания травм желательно использовать перчатки и защитные очки.
При заточке нельзя допускать перегрева сверла, так как могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы избежать этого, необходимо периодически охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.

- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.. При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе
После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Грибковые
- При заказе необходимо указывать тип центра, конус Морзе , размер D, а также размер d для грибковых центров со сменными коническими дисками.

- Для центров типа 8882 могут быть отдельно заказаны конические диски (тип 8883) и корпуса (тип 9157).
Наши специалисты всегда помогут Вам определиться с выбором оснастки, исходя из Ваших технологических задач.
| Центры вращающиеся грибковые 60° | ||||||
| Изображение, схема | Тип | Конус Морзе | A | C | D | L |
| Тип 8825 | 1 | 20 | 35 | 50 | 94 | |
| Тип 8825 | 2 | 30 | 35 | 60 | 105.5 | |
| Тип 8825 | 2 | 30 | 53 | 80 | 123 | |
| Тип 8825 | 3 | 30 | 53 | 80 | 140 | |
| Тип 8825 | 3 | 40 | 61 | 100 | 148 | |
| Тип 8825 | 3 | 50 | 70 | 120 | 157 | |
| Тип 8825 | 4 | 40 | 61 | 100 | 171 | |
| Тип 8825 | 4 | 50 | 70 | 120 | 180 | |
| Тип 8825 | 4 | 70 | 70 | 140 | 180 | |
| Тип 8825 | 5 | 50 | 70 | 120 | 207 | |
| Тип 8825 | 5 | 100 | 70 | 170 | 207 | |
| Тип 8825 | 6 | 180 | 107 | 292 | 298 | |
| Центры вращающиеся грибковые 75° со сменными коническими дисками | ||||||
| Изображение, схема | Тип | Конус Морзе | d | D | D1 | L |
| Тип 8882 | 3 | 80 | 150 | 95 | 180 | |
| Тип 8882 | 3 | 80 | 200 | 145 | 180 | |
| Тип 8882 | 4 | 100 | 150 | 95 | 206 | |
| Тип 8882 | 4 | 100 | 200 | 145 | 206 | |
| Тип 8882 | 4 | 100 | 250 | 195 | 206 | |
| Тип 8882 | 4 | 125 | 200 | 145 | 215 | |
| Тип 8882 | 4 | 125 | 250 | 195 | 215 | |
| Тип 8882 | 4 | 125 | 300 | 245 | 215 | |
| Тип 8882 | 5 | 125 | 200 | 145 | 242 | |
| Тип 8882 | 5 | 125 | 250 | 195 | 242 | |
| Тип 8882 | 5 | 125 | 300 | 245 | 242 | |
| Тип 8882 | 5 | 160 | 250 | 195 | 245 | |
| Тип 8882 | 5 | 160 | 300 | 245 | 245 |
Грибок шлифовальный “СТАМЕСКИНО”
Задался целью раз и навсегда решить для себя проблему шлифовки внутренних поверхностей чаш, ваз, ложек и пр.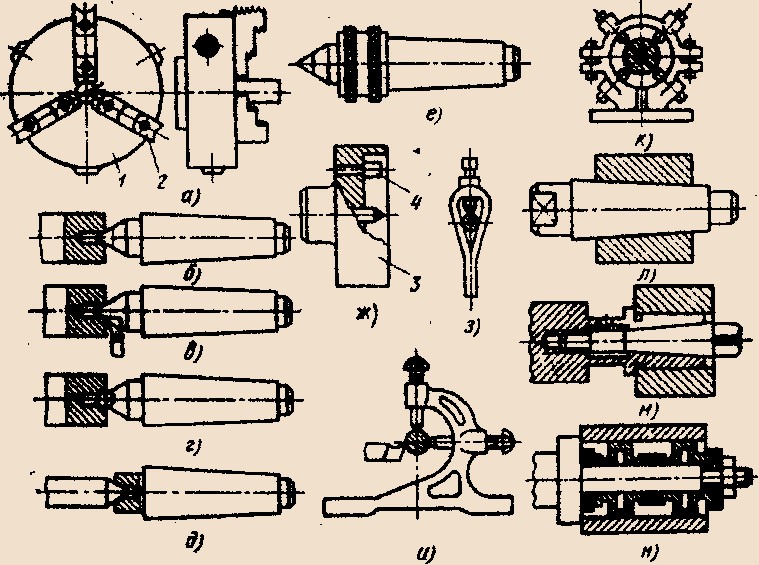 вогнутых поверхностей.
вогнутых поверхностей.
Бродил по строй рынку, увидел круглую металлическую пластину в креп маркете, и пришло простое решение.
Выточил из липы грибок, вклеил в него резьбовую втулку – получился шлифовальный грибок.
Потом загорелся идеей обрезинить поверхность. Нашел жидкий полиуретан, выбрал наиболее мягкий состав (5020). Уже загустел спустя час после приготовления из двух компонентов.
К сожалению, сделать процесс обрезинивания в промышленных масштабах – слишком нетехнологично. Время полимеризации 24 часа. Это означает, что нужно приготовить немножко состава, покрыть на 1 раз, на следующий день повторить процесс, и так в течении недели.
Проверил как шлифуют грибки с покрытием и без – особой разницы не почувствовал.
Теперь о важных нюансах.
1. Наждачка. Она должна быть очень хорошего качества на тканевой основе. Я там же на рынке купил кусок наждачки. Типа немецкая Germa Flex, но когда дома пригляделся – Germa Fleks. Китаезы опять хулиганят. Плохая наждачка будет быстро рваться.
2. Выкройка. Долго подбирал разные выкройки, все оказывалось не то – рвется на вращении. В итоге пришел к такому варианту (красными линиями – разрезы):
3. Укладка. Перед укладкой наждачки на грибок, приклеиваем на Titebond верхушку, ждем десять минут пока схватится. Потом промазываем слегка остальной грибок и укладываем наждачку так, чтобы не образовывалось складок навстречу вращения оснастки (мигом порвет). Загибаем двигаясь по кругу и прижимаем пластиной и гайкой.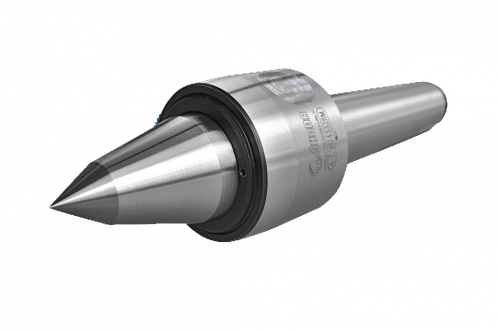 Отклеивается отработанная наждачка легко.
Отклеивается отработанная наждачка легко.
4. Скорость вращения. Должна быть небольшая. Чуть поддал овса под 10 000 оборотов – рвется. А если до 3000 оборотов (примерно), то держится отлично.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Особенности обработки
Жесткость установки в центрах будет обеспечена, если сохраняется соотношение длины и диаметра до 12-15. Более длинные детали поддерживают люнетами.
Центровые отверстия на обрабатываемой заготовке делают на подготовительной операции центровым сверлом.
Токарная обработка предусматривает автоматический цикл. Станок легко перенастраивается на изготовление детали с иными габаритными параметрами, за счет внесения изменений в программу управления. Нормы времени на операцию удается сократить в 1,5-2 раза относительно работы на универсальном станке.
В основе работы применение контурной системы обработки с линейно-круговой интерполяцией. Система выполняет обработку сложного контура с разбивкой на черновой и чистовой проходы. Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Траектория инструмента при изготовлении деталей за ряд черновых проходов, параллельна оси вращения детали, перпендикулярна или проходит под углом. За первый проход снимается с заготовки слой окалины и корректируются имеющиеся дефекты формы. У остальных черновых проходов постоянная глубину резания.
При изготовлении валов на станках многоступенчатого профиля припуск делят на участки, перпендикулярные к оси детали. Последовательность токарной операции на элементарных участках задают так, чтобы обрабатывающий элемент прошел наименьший путь.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.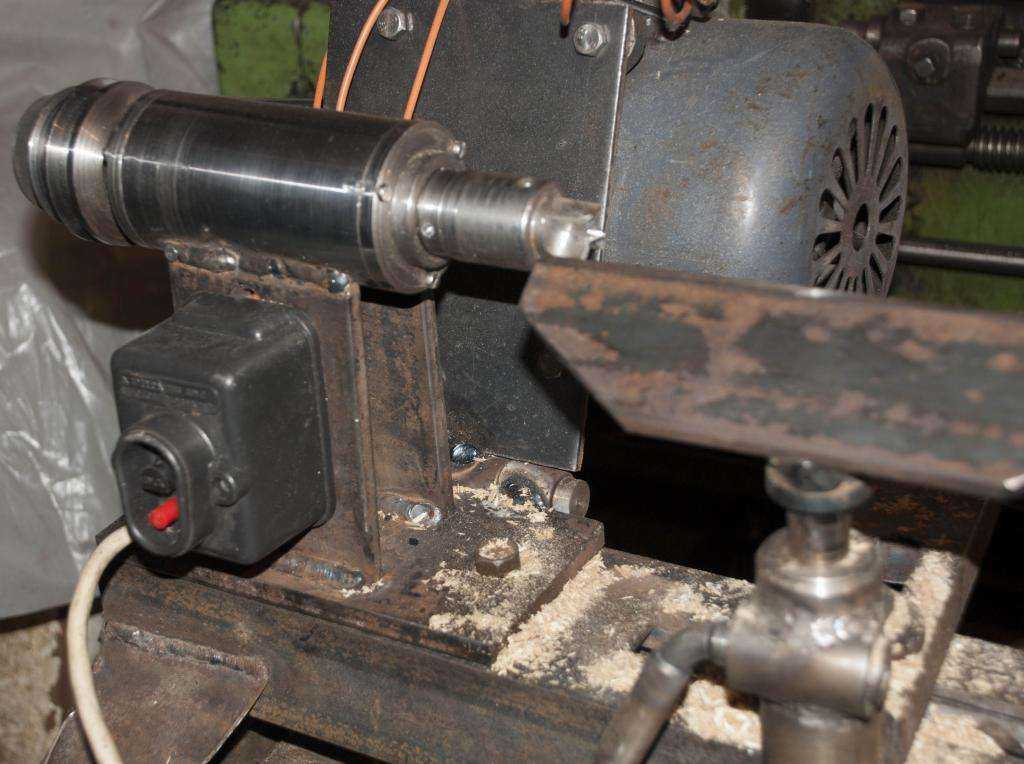
На какие основные параметры необходимо обратить внимание при выборе токарного станка?
- Мощность основного токарного шпинделя и развиваемый шпинделем крутящий момент: более мощный, высокомоментный шпиндель позволит повысить производительность, особенно при «тяжелой» обработке (деталей больших диаметров, обработке труднообрабатываемых материалов, обработке с большой глубиной и подачей резания).
- Максимальное число оборотов токарного шпинделя: более оборотистый шпиндель сделает обработку деталей малого диаметра более производительной по сравнению с низкооборотистым шпинделем, так как позволит в полной мере реализовать возможности современного металлорежущего нструмента.
- Размеры рабочей зоны: максимальный обрабатываемый диаметр, устанавливаемый диаметр заготовок, расстояние между центрами.
- Размер шпинделя: диаметр передней опоры шпинделя, а также проходного отверстия в нем: больший диаметр проходного отверстия в шпинделе позволит работать с прутковой заготовкой большего диаметра, а больший типоразмер шпинделя обеспечивает большую допустимую массу устанавливаемой заготовки.

- Величины рабочих и ускоренных подач по всем осям станка.
- Тип направляющих: направляющие скольжения или направляющие качения, размеры направляющих.
- Точность позиционирования и повторяемость по осям.
- Общая масса оборудования, как косвенный критерий жесткости оборудования: выше масса – выше жесткость и производительность.
- Наличие дополнительного оборудования: система автоматической привязки инструмента и обмера детали, система подачи СОЖ под требуемым давлением, мониторы нагрузки, системы гашения вибрации, системы компенсации температурных расширений.
- Современная система ЧПУ: удобный графический HMI-интерфейс, системы графической симуляции обработки в реальном времени, системы контроля и предотвращения столкновений, а также возможность подключения станка к MES-системе.
Конструкция вращающихся центров
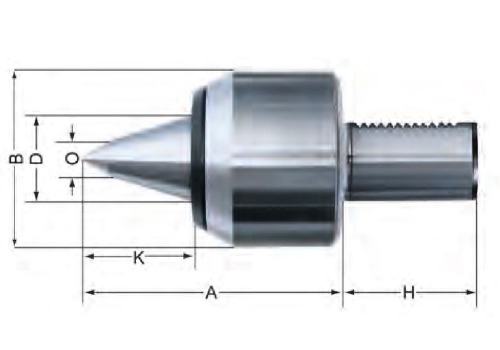
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.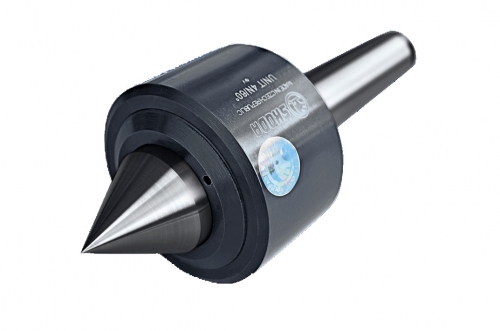
Задний центр — Большая Энциклопедия Нефти и Газа, статья, страница 1
Задний центр
Задние центры часто делаются вращающимися на шариковых или роликовых подшипниках в виде встроенных или вставных ( сменных) узлов. Осевая нагрузка на центр определяется, исходя из условий обработки, веса изделия и усилия подачи. При обработке длинных изделий требуется сохранение осевого усилия независимо от разработки центровых отверстий и теплового удлинения изделия при обработке.
Задний центр пиноли, перемещаемой от пневматического привода 12, задвинет заготовку в поводковый патрон 10, внутри которого расположен передний центр, после чего автооператор поднимается кверху. При вращении шпинделя с патроном 10 закрепленная в центрах заготовка подвергается обработке.
Задний центр 4 отводится в сторону, готовая деталь снимается с оправки съемником и передается на разгрузочный лоток.
Задний центр должен выступать из пиноли на величину, соответствующую полуторной высоте круга. Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Задний центр 5 закрепляет деталь, подводится шлифовальная бабка и цикл повторяется.
Задний центр при работе на повышенных оборотах детали должен быть наплавлен твердым сплавом или должен быть вращающимся.
Задний центр — грибковый вращающийся, передний — рифленый. Применение рифленого центра ( трехгранного или многозубого) позволяет полностью обработать гладкий вал или цилиндр по наружной поверхности и подрезать оба торца у заготовки, так как обработку ведут без поводка.
Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
Задний центр должен прилегать к центровому очъерстию по всей его конической поверхности.
Задние центры, установленные в пиноли задней бабки, неподвижны в процессе обработки и работают как подшипники скольжения с большими давлениями, подвергаясь сильному нагреву и износу. Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Разновидности токарных обрабатывающих центров
По способу управления такое оборудование подразделяется на следующие виды:
- Полуавтоматические;
- Автоматические;
- С ЧПУ.
Токарные обрабатывающие центры с полуавтоматическим управлением
При полуавтоматическом управлении технологические работы по обработке одной заготовки в пределах одного рабочего цикла выполняются автоматически. Однако при этом имеется необходимость вмешательства оператора для смены инструмента, загрузки и выгрузки заготовки. Поэтому они не подходят для работы в условиях серийного производства.
Токарные обрабатывающие центры с автоматическим управлением
В этом случае, работы по обработке заготовки выполняются в автоматическом режиме не только в пределах одного цикла, но всего рабочего процесса. Обычно входят в состав конвейерных линий по выпуску продукции.
Обычно входят в состав конвейерных линий по выпуску продукции.
Токарные обрабатывающие центры с ЧПУ
Такие центры были рассмотрены выше. Поэтому здесь стоит отметить, что этот вид машин больше всего подходит на звание универсальных агрегатов. Их возможности по сути ограничены управляющей программой, числом позиций револьверной головки, и степенями свободы перемещения направляющих. По сути, некоторые модели способны заменить целый технологический цикл производства изделия.
Преимуществом такого оборудования является то, что оно способно выполнить наибольшее количество технологических работ за один проход. Это позволяет сократить время изготовления конечного изделия, и снизить его себестоимость. Закрытое исполнение центра обеспечивает безопасность при проведении обработки. Применение таких центров дает возможность сократить производственные площади.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте.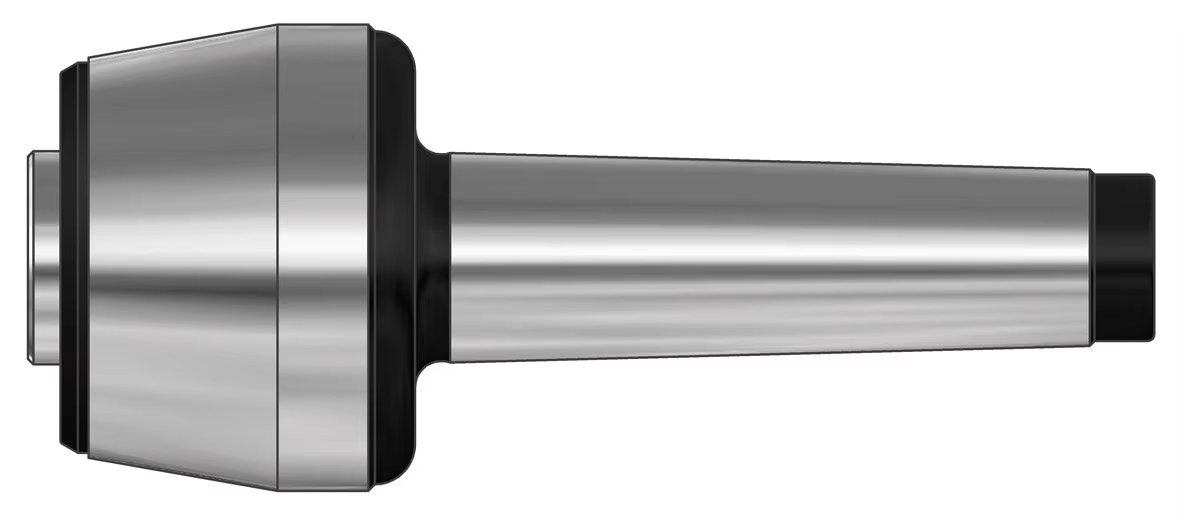 Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения.
 Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки. - Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.

Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача.
 При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов: Двухкулачковые – применяются преимущественно для крепления фасонных отливок. Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм. Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
Предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования.
Технологическая оснастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки. Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке
Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров
Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Вращающийся токарный центр
Началось все с изготовления вала с КМ2. Эту деталь заказал на завод по моим чертежам. Геометрию детали соблюсти можно, но вот соответствующая закалка детали с последующей шлифовкой конуса и посадочных мест под подшипники мне пока не по силам, да и оборудования соответствующего нет.
Дальше точил на своем BD-7 все остальные детальки. Диаметры не маленькие для такого станка, поэтому предварительно кругляк в грубе обдирал на ТВ-6 в клубной мастерской, а уж затем вылизывал на своем маленьком по вечерам.
Подшипники уже были подобраны в процессе рождения идеи, благодаря консультациям и советам уважаемых гуру, которых на сайте не мало.
Я намеренно не вдаюсь в детали изготовления той или иной детали, т.к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
Вот такой наборчик перед сборкой получился.
Между корпусом центра и насадкой с конусом (недособранные детали на фоте)виден посадочный цилиндр. Удалось достичь такой посадки, что на сухую детали разъединяются с характерным. А со смазочной сложновастенько,просто плунжерная пара какая-то. ( восторгаюсь потому как для меня это достижение)
Сборка особых хлопот не доставила. Сначала подшипники на вал напрессовал
Затем все это в корпус
Крышечку крепим и готово !
Дальше начинаем гурманить. На очереди сменные насадочки которые востребованы бывают частенько
Здесь примечательно, что придерживался правила деталь с одной установки… Ну и резьба М4 резцом — секас с плясками я вам доложу!
Следующий этап — изготовление насадки-грибка. Материал — дюраль. Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособления сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, другими словами. Ан нет, пригодились все таки!
Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособления сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, другими словами. Ан нет, пригодились все таки!
Насадку-грибок пришлось делать с двух установок с промежуточной стальной оправкой
Дальше финишная обработка детали, здесь ничего примечательного.
Первый опыт использования этого центра показал:
- Мои опасения по поводу неповоротливости центра из-за (предположительно) повышенной массы не оправдались. Он охотно вращается при небольших поверхностях касания,даже при малых диаметрах пятна касания.
- Мои опасения по поводу невозможности доступа резца к детали в краевых положениях — не оправдались ( пока во всяком случае)Но детали разные бывают, сейчас сложно предугадать все случаи.
- Точность обработки детали с использованием центра, меня удовлетворила. Замеры обработанной детали длиной 100 мм и Ф10мм с обоих концов показали одинаковую величину.
 Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Токарные приспособы своими руками | Хитрости Жизни
Содержание
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи..jpg) А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента.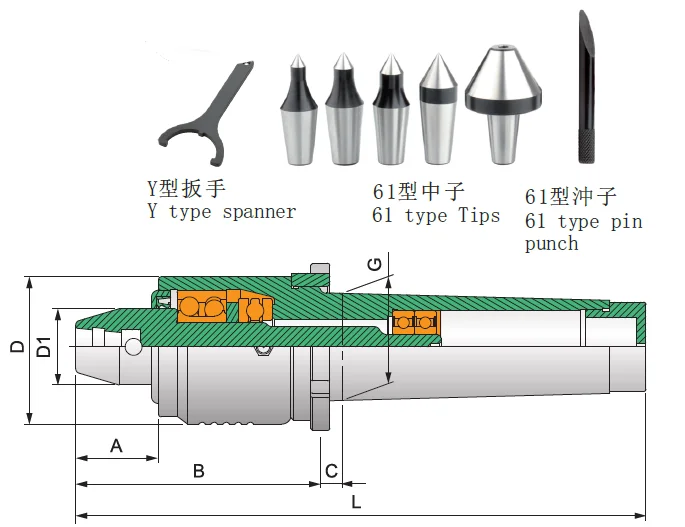 Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.

Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.
Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.
Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.
Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.
Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.
В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.
Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу.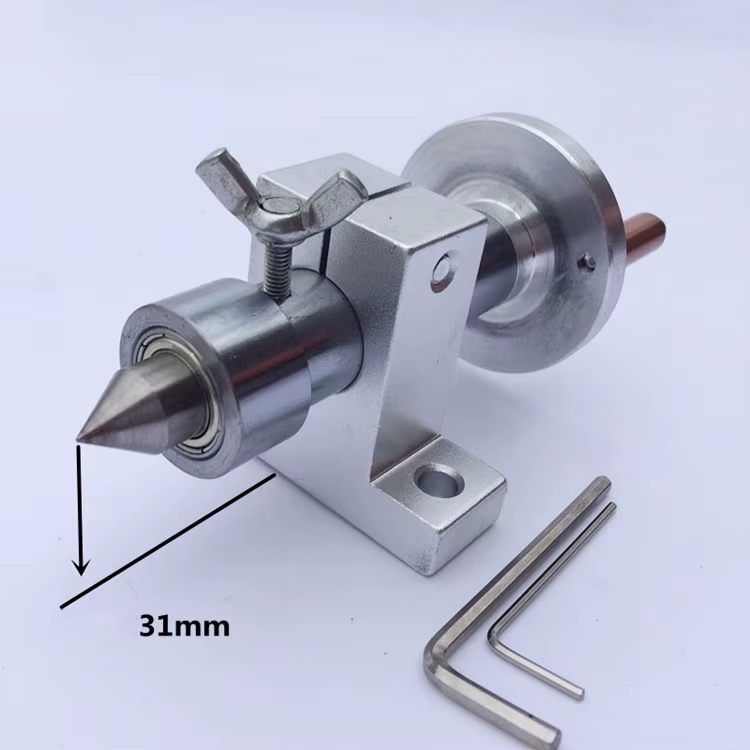 Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.
Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.
Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Очередная приспособа для токарного + анонс
Арендовав склад я решил обустроить его так, что бы он и неплохо выглядел и при этом обустройство сильно не ударило бы по карману. Естественно, что в первую очередь был наведен порядок в нем, вынесено все лишнее. После этого я решил, что нужно приобрести где-то стеллажи, но не новые, а слегка б/у, которые ничем не хуже, но стоят куда дешевле. Поискал в интернете и нашел хороший сайт, сюда попал абсолютно случайно, но все равно был невероятно доволен тем, что нашел. Ведь цены тут очень даже приемлемые, выбор широкий и получу я свой заказ очень даже быстро.
Естественно, что в первую очередь был наведен порядок в нем, вынесено все лишнее. После этого я решил, что нужно приобрести где-то стеллажи, но не новые, а слегка б/у, которые ничем не хуже, но стоят куда дешевле. Поискал в интернете и нашел хороший сайт, сюда попал абсолютно случайно, но все равно был невероятно доволен тем, что нашел. Ведь цены тут очень даже приемлемые, выбор широкий и получу я свой заказ очень даже быстро.
Роллы круглосуточно В полной мере осознавая, что жизнь коротка, большинство наших современников стремится насладится ее по полной. .. Кто-то отправляется в далекие путешествия, кто становится рабом дурных привычек, а многие
Печать ип В то время как изготовление факсимиле ни как не регламентируется на законодательном уровне, его использование ограничивается рядом подзаконных актов и Гражданским кодексом РФ. Стоит также помнить, что
Экокожа Лаковая кожа со своей сверкающе-гладкой поверхностью во все времена была и остается на пике моды. Обувь, галантерейные товары, а теперь ещё и одежда из лаковой кожи красивы, элегантны и привлекают к себе
Обувь, галантерейные товары, а теперь ещё и одежда из лаковой кожи красивы, элегантны и привлекают к себе
Экокожа Выбор не только красивой, но и правильной мебели – очень серьезное дело, которое требует полного учета многих факторов, главным из которых является общий дизайн интерьера. Рассмотрим, как правильно подобрать
Изготовление печатей Печати и штампы давно стали непременным атрибутом современного бизнеса. Сегодня изготовление этого вида продукции обеспечивают многочисленные отечественные, сертифицированные компетентными организациями
Кабинет агента Сегодня невозможно успешно вести дела, не используя в своей работе новейшие достижения науки в области исследования рынка, оптимизации производства и управления и анализа работы. Это главные условия
Где заказать лифт В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
Запчасти для септиков При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
При фильтрации через грунт сточная вода, прежде
Доска необрезная Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
«>
Series «Sergey Alexandrovich» Вращающийся центр для токарного станка ТВ16
Select the convenient viewing option and quality
matching your screen
There was a problem playing this video. |
Channel is not available details |
You are watching
Неизвестный науке инструмент
You are watching
MINIQ BG-5156E Настольный сверлильный станок 710W
You are watching
Чем резать листовой плексиглас (оргстекло), пластик, полистирол.
 Самодельный резак (самоделки)
Самодельный резак (самоделки)
You are watching
Land Rover. Защищенный смартфон X8G IP68 и карта памяти 32 г.б.
You are watching
На работу как на праздник. Работа сделанная без души называется Халтурой
You are watching
Снегири закончились. Птицеферма Саныча.
You are watching
Рация Baiston. Дополнительные принадлежности.
You are watching
Розыгрыш мульти инструмента 2017
You are watching
Мультитул GANZO G108
You are watching
Excellway 20A DC Многофункциональный цифровой измеритель мощности
You are watching
Вращающийся центр для токарного станка ТВ16
You are watching
Как резать поролон
You are watching
Резец для поролона 6 дек.
 2017
2017
You are watching
Расходка для дремеля своими руками
You are watching
Привет Саныч 6.12.2017
You are watching
Токарка (бесполезные советы)
You are watching
Чем сверлить каленую сталь. Сверлим ножовочное полотно
You are watching
Самодельный резак для резки листового пластика
You are watching
Проблемы со слухом.
 Лечение при помощи токарного станка.
Лечение при помощи токарного станка.
You are watching
Замена магнита в держателе бит
Description
Persons and teams
6 reviews
Вращающийся центр — Dicortools
Многоточечный вращающийся центр с 7 насадками
Код товара: NEMRC-07
Описание:
- В набор входит 7 различных насадок: 5 подвижных центров, 1 центр с внутренней резьбой, 1 центр с трубкой и ключом для извлечения.

- Имеют 3 подшипника
- Изготовлен из закаленной и шлифованной стали. Наконечники также имеют индукционную закалку.
- Широкое применение на небольших токарных мини-станках для любителей и моделистов
| Код продукта | Тип хвостовика |
|---|---|
| НЭМРЦ-07.1 | МТ1 |
| НЭМПС-07.2 | МТ2 |
| НЭМПС-07.3 | МТ3 |
Центры для труб
Код товара: NEPC-XXXX
Описание:
- 9001 9001 9001
- Изготовлен из термообработанной высокоуглеродистой легированной стали.
- Прецизионная заточка, Головка вращается.
- Высококачественные шарикоподшипники и конический подшипник поглощают комбинированные радиальные и осевые нагрузки.
- Гарантирует плавное движение с концентричностью +/- 0,02 мм
- Прецизионная шлифовка.
 Наконечник также закален.
Наконечник также закален. - Корпус с несколькими подшипниками для повышения производительности, например, конический подшипник и роликовый подшипник.
- Биение в пределах 20 микрон.
- Доступны модели с полной и половинной мертвой точкой с твердосплавными наконечниками или наконечниками из быстрорежущей стали.
- Наконечники из карбида / быстрорежущей стали впаяны в гнездо с минимальным допуском для обеспечения максимальной прочности.
- Угол наконечника 60 градусов
- 9001
- 9001
| Код продукта | Емкость | Длина | Тип хвостовика |
|---|---|---|---|
НЭПК-1980. 2 2 | 19 мм – 80 мм | 135 | МТ2 |
| НЭПК-2095.3 | 20 мм – 95 мм | 170 | МТ3 |
| НЭПК-2650.4 | 26 мм – 50 мм | 200 | МТ 4 |
Стандартный вращающийся центр
Код товара: NESRC-X
Описание:
- 9001 закаленная сталь.
| Товар. Код | Тип хвостовика | Диаметр корпуса (дюйм) | Диаметр корпуса (мм) | OAL (дюймы) | OAL (мм) |
|---|---|---|---|---|---|
| РВСНЦ-1 | MT1 | 1-3/4 | 44 | 5 | 125 |
| РВЦСС-2 | MT2 | 1-3/4 | 44 | 5-3/8 | 136 |
| NESRC-3 | MT3 | 2-1/2 | 63 | 7-1/2 | 190 |
| NESRC-4 | MT4 | 2-1/2 | 63 | 8-1/2 | 216 |
Тонкий длинный корпус Подвижный центр высокой точности
| Товар. Код | Конус Морзе | Диаметр корпуса | * О.А.Л. |
|---|---|---|---|
| NESRC-112.A | МТ2 | 32 мм | 130 мм |
| NESRC-112.B | МТ3 | 34 мм | 130 мм |
* O.A.L-Общая длина тела
Мертвые Центры Токана
Код. стандарты.
| Твердосплавный наконечник Изд. Код | Изделие с наконечником из быстрорежущей стали. Код | Изд. углеродистой стали. Code | Morse Taper | Length | Diameter | ||
| Inch | Inch | ||||||
| NELDC-C01 | NELDC-H01 | NELDC-S01 | MT1 | 3 -3/16 | 80 | 1/2 | 12.2 |
| NELDC-C02 | NELDC-H02 | NELDC-S02 | MT2 | 4 | 100 | 23/32 | 18 |
| NELDC-C03 | NELDC-H03 | NELDC-S03 | MT3 | 5 | 125 | 31/32 | 24.1 |
| NELDC-C04 | NELDC-H04 | NELDC-S04 | MT4 | 6/ 3/2008 | 160 | 1/1/2004 | 31. 6 6 |
| NELDC-C05 | NELDC-C05 | NELDC-S05 | MT5 | 8 | 200 | 1-25/32 | 44.7 |
Мини-вращающийся центр с хвостовиками MT0 и MT1
Код товара: NEMRC-MTX
Описание:
- Качественные мини-вращающиеся центры для ваших токарных станков.
- Доступен в размерах 0MT и 1MT. Отшлифованные хвостовики
- Диаметр корпуса 23 мм
| Коды | Хвостовики | Диаметр корпуса |
|---|---|---|
| NEMRC-MT0 | Хвостовик MT0 | 23 мм |
| NEMRC-MT1 | Хвостовик MT1 | 23 мм |
Мини-токарный станок Вращающийся центр для токарных станков Peatol и Pultra
Код товара: NEMRC-P23
Описание:
- Малый прецизионный вращающийся центр с хвостовиком, который подходит для токарных станков Pultra & Peatol,
- Маленький корпус диаметром 23 мм.

- для плавной и точной работы.
- Общая длина корпуса 60 мм
Качественные подшипники
Переходник для вращающегося патрона задней бабки для токарных станков Boxford и Myford
Код товара: NENRC-XXX
Описание:
- Переходник патрона задней бабки с тройным подшипником, 2MT, с резьбой Myford & Myford для токарного станка.
- Оснащен 2 коническими и 1 радиальным подшипником в корпусе с резьбой на носу 1-1/8″ x 12 TPI вместо центра точки. (в случае с резьбой Myford) и носик резьбы 1-1/2″ x 8 нитей на дюйм (в случае с резьбой Myford)
- Используется для длинномерных заготовок, которые трудно поворачивать из-за отсутствия опоры. Если вы используете люнет для токарного станка, он может мешать вам и вызывать проблемы. так что этот адаптер является решением, когда вы можете просто надеть патрон Boxford/Myford на нос и зажать свою работу между патронами.
- Длина корпуса (шланг подшипника): 51,0 мм
| Код товара | Носовая резьба | Диаметр корпуса | OAL (мм) |
|---|---|---|---|
| NENRC-Боксфорд | 1-1/2″ x 8 шагов на дюйм | 44,5 мм | 160 мм |
| NENRC-Майфорд | 1-1/8″ x 12 витков на дюйм | 44,5 мм | 160 мм |
Качественный вращающийся центр 2MT с конусом JT2 и сверлильным патроном 1-10 мм
Код товара: NE2MRC-JT2
Описание:
- Вращающийся центр идеального качества для малых токарных станков
- Малый диаметр корпуса 38 мм и длина корпуса подшипника 24 мм.

- Корпус из качественной инструментальной стали. Двойная нагрузка на подшипник.
- Поставляется с хвостовиком 2MT. Хвостовик твердый и точно отшлифованный.
- Поставляется с коническим сверлильным патроном JT2, диаметр 1–10 мм
Вращающийся центр Premium с тройным подшипником Standard Point
Код товара: NESRC-P.XX
Описание:
- Изготовлены из закаленной инструментальной стали и полностью отшлифованы для обеспечения точности.
- Высококачественные шарикоподшипники и конический подшипник поглощают комбинированные радиальные и осевые нагрузки, гарантируя плавное вращение.
| Товар. Код | Тип хвостовика | Диаметр корпуса (дюйм) | Диаметр корпуса (мм) | OAL (дюймы) | OAL (мм) |
|---|---|---|---|---|---|
| NESRC-P.MT1 | MT1 | 1-3/4 | 44 | 5 | 125 |
NESRC-P. MT2 MT2 | MT2 | 2 | 50 | 6-1/8 | 155 |
| NESRC-P.MT3 | MT3 | 2 | 50 | 6-1/8 | 155 |
| NESRC-P.MT4 | MT4 | 2-1/2 | 63 | 8-1/2 | 216 |
Премиум Стандартная точка Возобновляемая Центр Live
Код предмета: NEPSRC-XX
Описание:
- Особенности. Высокие двойные подшипники.
Корпус - изготовлен из легированной стали марки EN8D, а EN31 используется для пиноли/точки Center 9.0012
- Используется качественный подшипник типа Z (с покрытием), так что смазка внутри при плавлении при высокой температуре во время работы остается заблокированной и герметичной.
- Идентификаторы корпуса/корпуса подшипников вращающихся центров имеют внутреннее заземление, которые обеспечивают только механически обработанные идентификаторы.
 Это отшлифованное внутреннее тело обеспечивает лучший контроль биения после установки подшипника и пиноли.
Это отшлифованное внутреннее тело обеспечивает лучший контроль биения после установки подшипника и пиноли. - Поставляется с хвостовиками MT1, MT2, MT3, MT4 и MT5.
- Закаленный и точно отшлифованный
Начало работы
Начало работы
Ваш номер посетителя с 31.08.03
Copyright 2000-2002 Frank J. Hoose, Jr. Home
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Начало работы: материалы, инструменты и расходные материалы Tool Envy
Синдром (TES) Получение и распаковка
Очистка
Дополнительная очистка Установка на столе
Регулировка Эксплуатация
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18. 10.09)
10.09)
Вы услышали достаточно. Вы готовы совершить прыжок и получить
собственный министанок. А может вы уже заказали его и с тревогой смотрите
для грузовика UPS каждый день. Эта страница даст вам некоторые вещи, чтобы сделать во время ожидания и
помочь вам начать работу, когда эта большая коробка прибудет.
Если вы еще не совершили прорыв и просто хотите научиться
о минилате, ознакомьтесь с введением,
Возможности
и особенности
страницы.
Материалы, инструменты и расходные материалы
Если вы еще этого не сделали, есть определенные
материалы, инструменты и расходные материалы, которые вам необходимо заказать прямо сейчас, чтобы иметь
они будут под рукой, когда прибудет мини-станок. Вот список:
Для очистки и настройки:
- Керосин или WD-40 — доступны в банках объемом 1 галлон в Home Depot
и подобные магазины - Несколько чипов 2″ и 3″
кисти — дешевые одноразовые кисти доступны в отделе красок HD - Газета или картон для токарного станка во время очистки
процесс - Одноразовое пластиковое ведро для очистки деталей в керосине
- 7мм
гаечный ключ с открытым зевом и шестигранный ключ на 2 мм для регулировки клиньев — большинство других инструментов входят в комплект
токарный станок - Метрическая система
Набор шестигранных ключей с Т-образной рукояткой - Белый
литиевая смазка
Для ваших первых проектов:
- 5/16
Заготовки для инструментов - Прокладки для регулировки высоты инструмента (комплект в разобранном виде)
автомобильные щупы прекрасно работают) - Скамья
шлифовальный станок для формовочных инструментов - Циферблат
штангенциркуль или цифровой
Суппорт - Защитные очки (я использую тяжелые пластиковые
очки для чтения промышленного качества) - На складе:
алюминий, латунь, сталь различных диаметров - Дрель
патрон и оправка для задней бабки - Центр
сверла - Живой центр
(использовался и может по-прежнему входить в стандартную комплектацию HF 7×10) - Дюйм
и количество наборов сверл - Ассортимент метчиков 4-40, 6-32, 8-32, 10-32, 1/4-20, 3/8-16
и т. д.
д.
Конечно, есть много других аксессуаров
которые вы захотите, когда наберетесь опыта. Вот некоторые из них, которые я рекомендую вам
получите, как только сможете себе это позволить:
- 3 дюйма, 4 захвата
патрон (устанавливается непосредственно на планшайбе шпинделя) - Индикатор часового типа с регулируемым магнитным основанием
Синдром зависти к инструментам (TES)
Синдром зависти к инструментам (TES) — это серьезное заболевание, которое
поражает в той или иной степени почти всех людей, интересующихся механическими вещами. Это
очень важно распознать и справиться с этим состоянием, прежде чем оно станет серьезным;
если его не лечить, это может привести к гораздо более серьезному заболеванию: воспалению кредитной
Карта (ICC). Известно, что TES наносит удар при следующих обстоятельствах: 907:15
- Просмотр последних каталогов инструментов или рекламных листовок
- Посещение таких магазинов, как Grizzly или Harbour Freight (Предупреждение:
хотя в гораздо меньшей степени, чем в предыдущие годы, инструментальный отдел Sears по-прежнему может запускать
небольшие атаки) - Посещение магазина друга, у которого больше и/или лучше
инструменты, чем у вас есть - Просмотр веб-сайта кого-либо с хорошо оборудованным
магазин - Увидеть хорошо оборудованный магазин в таких журналах, как Home Shop
Машинист
Синдром зависти к инструментам чаще всего поражает молодых мужчин
жесткий из-за его тесной связи с похожим состоянием: синдромом приобретения передач (GAS).
Со временем у большинства мужчин оба этих состояния имеют тенденцию к уменьшению тяжести. На самом деле, это
можно показать, что постепенное накопление инструментов и приспособлений в течение нескольких лет может
контролировать оба состояния, сводя к минимуму риск воспламенения кредитной карты
(это называется зрелой фазой). Также широко известно, что вступление в брак
и наличие детей может снизить риск; в первую очередь, как полагают, благодаря консультированию
от любящей жены и отрезвляющего эффекта от того, что нужно оплатить гораздо больше счетов.
Синдром зависти к инструментам не может контролироваться никакими известными препаратами
(хотя его эффекты могут быть преувеличены употреблением алкоголя). Поэтому лечение является
в настоящее время ограничивается в основном методами консультирования. Первый шаг — признать, что вы
иметь проблему. Вот несколько дополнительных указателей:
- Избегайте ситуаций, которые могут вызвать атаку
- При посещении магазинов инструментов оставляйте кредитную карту дома
(Предупреждение: у тяжелобольных людей это может вызвать эмоциональный срыв, приступы
плач и другое иррациональное поведение) - Поразмышляйте над прекрасной коллекцией инструментов, которые вы уже
имеют; признать, что время сделает его лучше - Найдите тихое место.
 Визуализируйте свой идеальный магазин. Повторите, чтобы
Визуализируйте свой идеальный магазин. Повторите, чтобы
себе «Оно грядет»
Надеюсь, эта информация окажется для вас полезной. Как
Я сам страдал TES/GAS (сейчас в зрелой фазе), я чувствовал себя обязанным передать это вам.
Получение и распаковка токарного станка
Обычно ваш мини-станок доставляется UPS. В зависимости
о деталях доставки в ваш район большая коробка, скорее всего, останется включенной
ваш порог. Ящик весит около 90 фунтов, поэтому вам понадобится ручная тележка, тележка или тележка.
сильный друг, который поможет вам переместить токарный станок в ваш магазин. К счастью, мой магазин находится в моем
гараж (обновление 10/04 — больше нет),
так что это был короткий путь вверх по подъездной дорожке к магазину, что было сделано довольно легко
с помощью дешевой багажной тележки.
Большим преимуществом токарного мини-станка является то, что после распаковки
его может легко перемещать один человек. Для больших токарных станков обычно требуется вилочный погрузчик, мастерская.
Для больших токарных станков обычно требуется вилочный погрузчик, мастерская.
подъемный кран или другие средства, плюс 2-3 человека для их перемещения. Следующие фотографии иллюстрируют
правильная и неправильная техника перемещения тяжелых предметов.
Надлежащая техника
Неправильная техника! Да это бомба!
Министанки теперь (03.08) поставляются в картонной коробке
с пенопластовой внутренней оболочкой. Хотя это хорошо защищает токарный станок,
нет ничего необычного в том, что лоток для стружки погнулся. Это на самом деле не имеет большого значения, хотя и будет
не влияет на работу станка (на самом деле я использую кусок крашеного МДФ под свой токарный станок и
вообще не используйте лоток для стружки)
Когда вы открываете коробку, она выглядит так:
Большой круглый объект представляет собой лицевую панель, покрытую красным
упаковка смазка и завернутый в полиэтилен. Он мигрировал из формованного паза в
Он мигрировал из формованного паза в
пенопласта слева, но это не вызвало никаких проблем. Другие аксессуары спрятаны
в формованных пазах.
При снятии верхнего слоя пенопластового уплотнения открывается
(барабанная дробь…) токарный станок.
Как и лицевая панель, токарный станок покрыт красной смазкой и
завернутый в пластик. Снятие пластикового листа дает лучший обзор станка и
жир.
Вот изображение поврежденного угла чипа
лоток:
Очистка станка
Керосин — мой любимый растворитель для очистки красного
грязь, которая покрывает токарный станок. Он отлично справляется с растворением вещества и довольно безопасен.
для работы в помещении. WD-40 в галлонных банках также является хорошим выбором. Немного идет
длинный путь, и кварты, вероятно, более чем достаточно, чтобы очистить токарный станок. Лучше всего работать
Лучше всего работать
с ним в хорошо проветриваемом помещении и избегайте искр или пламени, включая возможные искры от
близлежащие двигатели (например, при проверке токарного станка!) или контрольные лампы печей и т. д.
Очистка упрощается, если токарный станок стоит на верстаке.
не нужно наклоняться или сидеть на полу. Подстелите несколько газет или картона под
токарный станок, чтобы поймать все капли и разливы. Если вы не планируете его хранить, коробка от
токарный станок — это готовый источник картона.
Я наливаю около пинты растворителя в пластиковое ведро и очищаю
мелкие детали прямо в ведре. Я использую 2-дюймовый или 3-дюймовый чип
щетки, смоченные в ведре, чтобы красить керосином более крупные детали токарного станка, такие как
станину и патрон, а затем тряпками вытрите красную смазку и керосин.
Я использовал несколько старых визитных карточек, чтобы соскоблить толстый слой
смазки, прежде чем идти на него с керосином.
Карточкой, щеткой и тряпкой удалите большую часть жира
из патрона. Для тщательной очистки патрона снимите его со шпинделя и используйте щетку.
чтобы очистить его в ведре керосина. Стопорные гайки на моем патроне были очень тугими, поэтому
Я вставил ключ патрона и крепко сжал его, чтобы патрон не вращался, пока я
приложил усилие, чтобы ослабить гайки крепления патрона.
При снятии зажимных гаек обязательно сохраняйте другие
положите руку под патрон так, чтобы патрон не упал на направляющие и не задел их.
В отличие от некоторых дорогих токарных станков, на этом пути не закалены. Некоторые владельцы размещают
тряпкой, доской или куском гофрированного картона о способах их защиты при снятии
патрон
Вам нужно почистить свиток и внутренние части
патрон, а для этого необходимо снять кулачки патрона. Обратите внимание, что губки необходимо переустанавливать в определенной последовательности.
Обратите внимание, что губки необходимо переустанавливать в определенной последовательности.
Когда вы снимаете их в первый раз, разложите их на верстаке рядом со слотом.
они пришли из. Теперь обратите внимание, что каждая челюсть пронумерована — 1, 2, 3. Хотя нет
важно, рекомендуется пометить прорези, чтобы всегда вставлять каждую челюсть в
тот самый слот, в который он пришел с завода. Это обеспечит согласованность. я пользуюсь центром
удар, чтобы пробить 1, 2 и 3 точки рядом с прорезями.
С помощью шестигранного ключа на 4 мм отвинтите два болта с головкой, которые крепят
крышка зубчатой передачи на месте. Затем снимите крышку, чтобы получить доступ к зубчатой передаче.
очистка.
Очистите зубчатую передачу с помощью щетки и тряпки. Чтобы сделать
более тщательной работы можно снять шестерни и почистить их щеткой в
ведро керосина. После сборки нанесите тонкий слой белой литиевой смазки на
зубья шестерни. Это обеспечит их бесперебойную работу и сделает их тише.
Это обеспечит их бесперебойную работу и сделает их тише.
при использовании силовой подачи.
Дополнительная очистка
В настоящее время следующий шаг необязателен, особенно если
вам не терпится опробовать токарный станок в действии, но для тщательной очистки я
рекомендуем снять седло с кровати. Сначала снимите блок подушки с
конец ходового винта с помощью шестигранного ключа на 6 мм:
Затем с помощью маховика переместите каретку вправо
пока он не сбежит с конца стойки. Крепко возьмитесь за каретку и сдвиньте ее с конца
кровати — будьте осторожны, она довольно тяжелая. Примечание: распространенная проблема, с которой вы можете столкнуться
при попытке снять каретку серийный номер, выбитый в конце
путями, создает область выступающего металла, которая препятствует свободному соскальзыванию каретки
конец путей. Используйте небольшой точильный камень или напильник, чтобы сгладить эти цифры и
ты будешь в пути.
Теперь вы можете получить лучший доступ к ходовому винту для очистки
нагар из резьбы:
Это также позволит вам очистить нижнюю часть
каретка в сборе:
Если вы хотите сделать действительно тщательную работу, сейчас самое подходящее время
разобрать компаунд и поперечный салазок, тщательно очистить их, смазать белилами
литиевой смазкой и отрегулируйте клинья. Или вы можете оставить эту задачу для другой
день. Но вот шаги, которые нужно выполнить:
Поверните составной ползун до упора назад, пока не почувствуете
отсоедините ходовой винт, затем вручную сдвиньте его с конца ласточкина хвоста.
Следите за острыми краями ласточкиного хвоста — они могут порезать вам пальцы!
Следите за планками планок — они удерживаются на месте
ласточкин хвост и может выпасть после снятия слайда.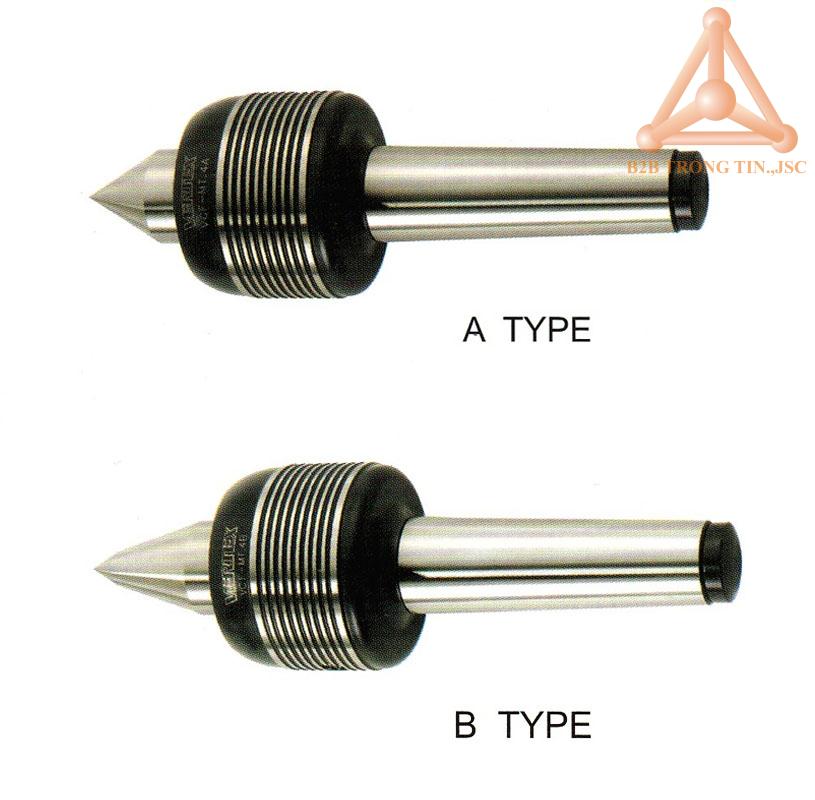 Если они выпадут, просто упакуйте их
Если они выпадут, просто упакуйте их
в положении с небольшими углублениями, совпадающими с кончиками регулировочных винтов и
удерживайте их на месте, пока вы двигаете затвор обратно на ласточкин хвост.
Теперь вы можете получить доступ к двум болтам с шестигранной головкой 6 мм, которые держат замок.
поперечное скольжение под определенным углом. Удалите эти два винта и поднимите составной слайд.
с поперечного слайда.
Теперь поверните рукоятку поперечного суппорта, пока поперечный суппорт не
отсоединится от ходового винта, затем сдвиньте его рукой до конца
ласточкины хвосты.
Используйте щетку, тряпку и керосин для очистки всех этих частей
Теперь нанесите обильный слой белой литиевой смазки.
(доступны в небольших трубках в отделе оборудования Sears) к ласточкиным хвостам и ходовым винтам. Обновление: теперь я использую масло 10-30 вместо белой литиевой смазки на большинстве
Обновление: теперь я использую масло 10-30 вместо белой литиевой смазки на большинстве
подвижные поверхности. Смазка в порядке, но имеет тенденцию задерживать стружку больше, чем масло. Плюс
масло легче найти, когда оно вам нужно.
Повторная сборка выполняется в обратном порядке. Когда ты
переустановите каретку на направляющие, убедитесь, что ведущая шестерня сдвинута в сторону
передней части фартука, иначе он будет висеть в конце путей и не позволит тележке
скольжение обратно на место. Сдвиньте каретку влево, пока не почувствуете стойку и
шестерня включается. Затем установите опорный блок на конец ходового винта и
ты готов идти.
Настольный монтаж
Если вам не нужно часто перемещать станок, я
настоятельно рекомендуем прикрутить его к прочному рабочему столу. Это удержит его от блуждания
вокруг во время тяжелых резов или когда вам действительно нужно нажать на ключ патрона.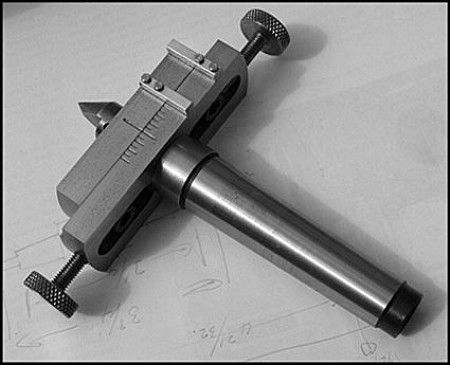 Полагаю
Полагаю
это также помогает уменьшить вибрацию, делая всю установку более жесткой. Скамья с ящиками
идеально, чем больше ящиков, тем лучше.
Я получил свой верстак с 5 ящиками от Sears примерно за 110 долларов в
распродажа и дополнил ее сборной столешницей из Formica от Home Depot и несколькими роликами.
так что я могу переместить его, когда это необходимо. Я усилил ножки 2×3, чтобы выдерживать ролики.
Скамья со встроенными колесиками будет лучшим выбором, если вам нужно много перемещать ее.
Моя мастерская довольно маленькая, и мне нужно иметь возможность передвигать стол токарного станка, чтобы получить доступ
на полки для хранения за ним.
Я установил токарный станок, вырезав отверстия для резиновых ножек в
кусок 1/2 «МДФ, повторная резьба отверстий под болты 1/4-20, а затем прикручивание токарного станка и МДФ
к моему станку токарного станка. МДФ заполняет пространство под токарным станком, который я нашел,
через множество разочаровывающих инцидентов, является идеальным укрытием для метчиков, сверл и других
мелкие детали, которые вам крайне необходимы для следующего шага вашей работы. Если вы решите сделать
Если вы решите сделать
Для этого используйте лоток для стружки в качестве шаблона для расположения монтажных отверстий.
Сохранение резиновых ножек может помочь уберечь кровать от
слегка скручивается, если верхняя часть вашего стола (или нижняя часть токарного станка) не
идеально выровнены. Я думаю, что это также может помочь уменьшить вибрацию и шум.
маленький. Это мои 2 на эту тему — и стоит каждой копейки!
Регулировка мини-токарного станка
После того, как вы все очистите и соберете, вы можете
необходимо внести некоторые основные коррективы. С 2001 года токарные станки, которые я видел,
довольно хорошо настроен и готов к работе из коробки, но по мере износа вам потребуется
вносить коррективы время от времени. Поскольку эти методы описаны в другом месте, я
просто дайте ссылки. 907:15
- Регулировка
накладки - Регулировка
поперечный зазор - Регулировка
седло
Ознакомьтесь с настройками
Страница для дополнительных настроек, которые вам могут понадобиться
Управление мини-токарным станком
Теперь вы готовы приступить к работе.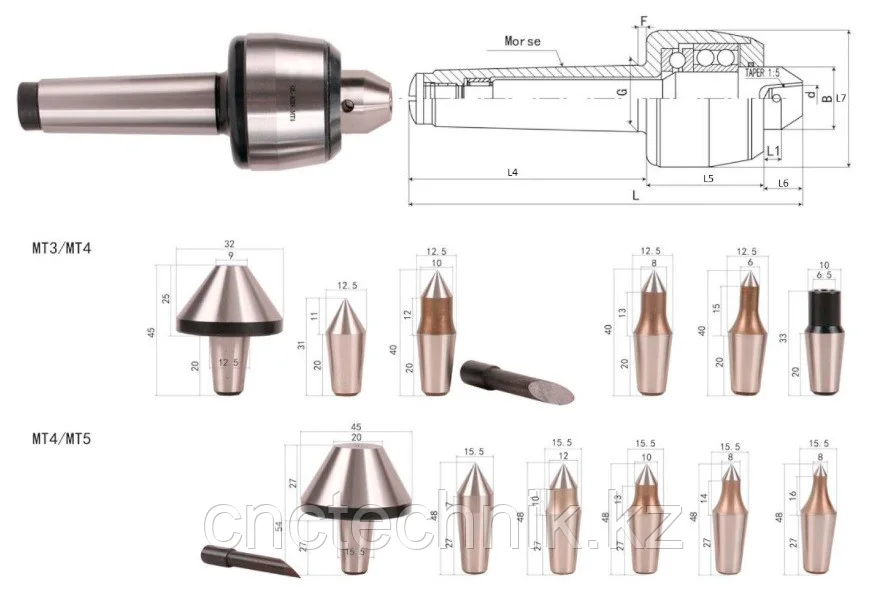 Но сначала ты
Но сначала ты
нужно будет кое-что подточить
режущие инструменты. Заточка инструментов может быть настоящим искусством, но на самом деле заточить инструмент очень легко.
несколько основных инструментов, которые удовлетворят большинство ваших потребностей с самого начала. Как только вы освоитесь
это, вы найдете шлифовальные инструменты для удовлетворения особых потребностей.
Одна вещь, которую я считаю настоящей головной болью, это
с помощью прокладок, чтобы отрегулировать кончик режущего инструмента так, чтобы он совпадал с центральной линией
токарный станок. По этой причине быстрое изменение
Инструментальная почта — отличное вложение, когда вы можете себе это позволить. При этом можно сделать прокладки
из любого тонкого куска металла, который удобно подойдёт под режущий инструмент. Один
хороший вариант — разобрать комплект пластинчатых автомобильных щупов. Выберите один или
больше листьев нужной толщины, чтобы выровнять кончик инструмента с острием
центр в задней бабке.
Теперь вы готовы изучать и практиковать несколько основных операций на токарном станке.
операции. 6061
алюминиевый стержень — хороший материал для практики, поскольку он дешев и прост в изготовлении.
машина. Инструкции по основным токарным операциям вы найдете по ссылкам
ниже. Не торопитесь, будьте в безопасности и получайте удовольствие!
- Защита токарного станка
- Облицовка
- Бурение
Операции - Токарные операции
- Операции разделения
LittleMachineShop.com
является отличным источником аксессуаров и запасных частей для вашего мини-токарного станка. Крис Вуд,
владелец LMS, сам увлекается министанками и активно участвует в
несколько онлайн-групп по интересам. LMS может рассчитывать на быстрое и вежливое
оказание услуг. LMS подготовила очень полезное руководство по
LMS подготовила очень полезное руководство по
minilathe, который вы можете скачать в виде файла PDF.
Еще один отличный источник информации о тренировках — Хосе.
Учебные ленты и DVD Родригеса. Хосе был одним из первых, кто продвигал
потенциал минилата, и он прекрасный инструктор. Его уроки носят неформальный,
домашний уют и наполнены полезной информацией. Я смотрел свой несколько раз и
подобрать еще несколько указателей каждый раз, когда я смотрю.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Защитная одежда для глаз Домашнее хозяйство-The Предохранитель для рук — один из
При извлечении центров соблюдайте осторожность, так как Теперь вы оба можете взять патрон и поставить его на
Не удаляйте стружку руками. Используйте плоскогубцы
Вы по-прежнему можете управлять углом файла с помощью Рис. 8 Правильная и неправильная полировка Это может вызвать защемление. Это защемляющее действие будет Работа станка — всегда останавливайте токарный станок, чтобы Всегда помните, что безопасность не случайна. |
 При заточке инструмента, если вы перегрелись (сгорели)
При заточке инструмента, если вы перегрелись (сгорели) Перчатки могут быть
Перчатки могут быть патрон или
патрон или Если патрон или планшайба заклинило на
Если патрон или планшайба заклинило на При удалении
При удалении 5. Патрон параллельный
5. Патрон параллельный  Когда
Когда Это также экономит время. При удалении заусенцев
Это также экономит время. При удалении заусенцев Держите один конец
Держите один конец Когда
КогдаВведение в точение по дереву
Вы когда-нибудь ловили себя на мысли, что точение по дереву выглядит как развлечение, но вы не занимались им, потому что опасаетесь, что начало работы будет слишком дорогим или сложным?
Это понятно. Токарная обработка — это специализированная отрасль деревообработки со своими собственными инструментами и набором навыков, и она может показаться совершенно другим миром, даже если вы хорошо разбираетесь в остальной части мастерской. Хорошая новость заключается в том, что начать не так сложно, как вы думаете. Вот краткое руководство по токарной обработке дерева.
1. Вам понадобится токарный станок
Здесь нет ничего удивительного: вам понадобится токарный станок. Но какой станок? Помимо множества доступных брендов, токарные станки бывают разных размеров. Как узнать, какой токарный станок вам нужен: мини-, средний или монстр-токарный станок?
Но какой станок? Помимо множества доступных брендов, токарные станки бывают разных размеров. Как узнать, какой токарный станок вам нужен: мини-, средний или монстр-токарный станок?
Ваш выбор, очевидно, будет зависеть от вашего бюджета и свободного места в вашем магазине, но вы также должны подумать о типах проектов, которые вы хотели бы реализовать.
Вы хотите повернуть ручки и ножи для пиццы или большие миски и массивные ножки стола? Вам нужна гибкость, позволяющая поворачивать что угодно, независимо от размера?
Ответы на эти вопросы важны, потому что они связаны с несколькими ключевыми техническими характеристиками, которые могут помочь вам сузить круг поиска токарного станка.
Расстояние между центрами: Это расстояние между центром привода или зубчатого колеса на передней бабке и центром вращения в задней бабке, когда задняя бабка выдвинута до упора. Он сообщает вам максимальную длину заготовки, которую можно обработать на этом токарном станке.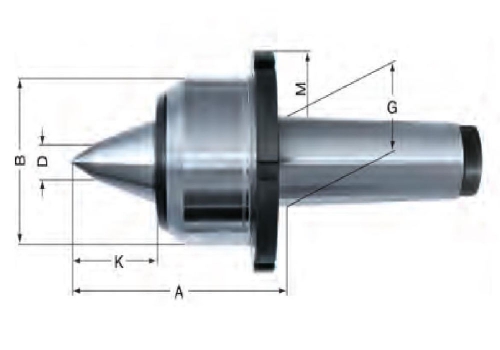 Таким образом, мини-токарный станок с расстоянием между центрами 18 дюймов может обрабатывать заготовки длиной 18 дюймов и короче. Это не сработает для вас, если вы хотите иметь возможность поворачивать ножки стола, длина которых обычно составляет 28–30 дюймов. В этом случае вы либо захотите посмотреть на токарный станок большего размера, либо посмотреть, доступно ли расширение станины для мини-токарного станка, чтобы увеличить расстояние между центрами. Но для точения небольших предметов, таких как ручки, мини-токарный станок идеально подходит.
Таким образом, мини-токарный станок с расстоянием между центрами 18 дюймов может обрабатывать заготовки длиной 18 дюймов и короче. Это не сработает для вас, если вы хотите иметь возможность поворачивать ножки стола, длина которых обычно составляет 28–30 дюймов. В этом случае вы либо захотите посмотреть на токарный станок большего размера, либо посмотреть, доступно ли расширение станины для мини-токарного станка, чтобы увеличить расстояние между центрами. Но для точения небольших предметов, таких как ручки, мини-токарный станок идеально подходит.
Поворот над станиной: Это двойное расстояние от конца привода или центра зубчатого колеса до станины станка. Он сообщает вам максимальный диаметр, который можно обработать на этом токарном станке — например, мини-токарный станок с поворотом 10 дюймов может обрабатывать заготовку диаметром 10 дюймов (или чуть меньше 10 дюймов) в самом широком месте. Если вы хотите для точения больших тарелок или мисок вам понадобится токарный станок побольше, но для маленьких мисок и кондитерских изделий подойдет мини-станок
Скорость: Во-первых, каков диапазон скоростей станка? Если вы планируете токарную обработку деталей большого диаметра, вам нужен токарный станок, на котором можно установить низкую скорость из соображений безопасности. Это связано с тем, что при данной настройке оборотов внешний край большой заготовки движется намного быстрее, чем шпиндель токарного станка. Если бланк вращается слишком быстро, повышается риск вибрации и вероятность того, что бланк может слететь.
Это связано с тем, что при данной настройке оборотов внешний край большой заготовки движется намного быстрее, чем шпиндель токарного станка. Если бланк вращается слишком быстро, повышается риск вибрации и вероятность того, что бланк может слететь.
Во-вторых, это токарный станок с фиксированной или переменной скоростью? Токарные станки с фиксированной скоростью предлагают заданное количество скоростей, которые обычно достигаются путем регулировки положения приводного ремня на наборах градуированных шкивов, прикрепленных к двигателю и шпинделю. Токарные станки с регулируемой скоростью допускают более широкий диапазон регулировки в заданных диапазонах скоростей, и их легче выполнять.
Мощность: Мотор мощностью 1/2 л.с. подходит для мини-токарного станка и небольших токарных работ. Токарные станки среднего размера будут иметь мощность от 3/4 л.с. до 1-1/2 л.с., а более крупные станки будут иметь мощность от 1-1/2 л.с. и выше.
Определившись с токарным станком, обратите внимание на две другие детали: конус Морзе шпинделя передней и задней бабки, а также размер и количество зубьев на дюйм (TPI) шпинделя передней бабки. Знание этих технических характеристик важно при покупке таких принадлежностей, как оправки для перьев и четырехкулачковые патроны для вашего токарного станка. Токарные станки обычно имеют конус Морзе № 1 или № 2 (обозначаемый как МТ-1 и МТ-2), причем МТ-2 является наиболее распространенным. Стандартные размеры шпинделя передней бабки: 3/4″ x 16TPI, 1″ x 8TPI и 1-1/4″ x 8TPI.
Знание этих технических характеристик важно при покупке таких принадлежностей, как оправки для перьев и четырехкулачковые патроны для вашего токарного станка. Токарные станки обычно имеют конус Морзе № 1 или № 2 (обозначаемый как МТ-1 и МТ-2), причем МТ-2 является наиболее распространенным. Стандартные размеры шпинделя передней бабки: 3/4″ x 16TPI, 1″ x 8TPI и 1-1/4″ x 8TPI.
2. Вам понадобятся токарные инструменты
Токарная обработка — это субтрактивный процесс: вы создаете, удаляя материал, чтобы выявить и придать окончательную форму. Как резчику или скульптору, вам нужны подходящие инструменты для достижения желаемого дизайна и деталей. При точении у вас есть две широкие категории инструментов с точки зрения инструментов: традиционные токарные инструменты и токарные инструменты с твердосплавными пластинами.
Традиционные токарные инструменты
Как следует из названия, традиционные токарные инструменты имеют долгую и уважаемую историю. На протяжении веков мастера использовали эти инструменты для создания красивых и функциональных токарных изделий. Современные версии изготавливаются из инструментальной или быстрорежущей стали; HSS предпочтительнее, потому что он может выдерживать более высокие температуры при заточке без снижения своей твердости.
На протяжении веков мастера использовали эти инструменты для создания красивых и функциональных токарных изделий. Современные версии изготавливаются из инструментальной или быстрорежущей стали; HSS предпочтительнее, потому что он может выдерживать более высокие температуры при заточке без снижения своей твердости.
Вот краткое введение в наиболее распространенные инструменты этой категории.
Выемки: Существует три основных типа выемок: черновая выемка (также называемая шпиндельной черновой выемкой), чашеобразная выемка и шпиндельная выемка (также называемая детальной выемкой). Названия инструментов намекают на важные различия между ними.
Черновые канавки и шпиндельные канавки используются в токарных шпинделях, в которых используется заготовка, длина которой обычно превышает ее ширину, и которая устанавливается на токарном станке с направлением волокон, параллельным оси токарной обработки. Черновые выемки используются для перехода от квадратного к круглому, а калибры шпинделя используются для создания бухт, валиков и других деталей. При токарной обработке шпинделя подручник токарного станка обычно располагается близко к заготовке, поддерживая инструменты близко к режущей кромке.
При токарной обработке шпинделя подручник токарного станка обычно располагается близко к заготовке, поддерживая инструменты близко к режущей кромке.
В отличие от этого, токарная бабка обычно устанавливается на токарном станке так, чтобы ее направление волокон было перпендикулярно оси токарной обработки, а подручник иногда должен располагаться в нескольких дюймах от бабки. В результате канавки чаши обрабатываются с более высокими стенками и более глубокими канавками, чтобы противостоять повышенным нагрузкам, с которыми они сталкиваются из-за увеличенного выступа на упоре инструмента.
Важным выводом здесь является использование инструментов по их прямому назначению и, особенно, НИКОГДА не используйте черновое долото для обработки заготовки чаши. Скорее всего, он зацепится, и, поскольку он не выдерживает напряжения при повороте чаши, он может сломаться и улететь. 9№ 0009
Стамески косые: Эти инструменты со скошенной режущей кромкой используются при токарной обработке шпинделя для выполнения гладких резов и формирования V-образных канавок и валиков.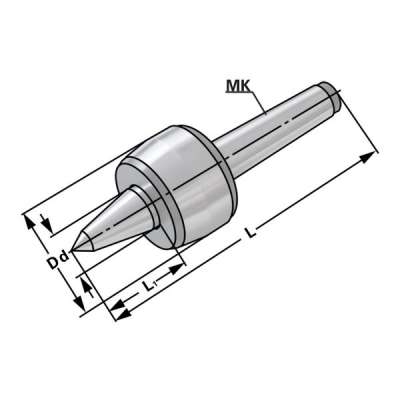 Они доступны в нескольких размерах и с плоскими, овальными или закругленными хвостовиками. Наклонная режущая кромка может быть прямой или изогнутой. Многие токари считают, что для того, чтобы овладеть наклонным зубилом, требуется изрядная практика.
Они доступны в нескольких размерах и с плоскими, овальными или закругленными хвостовиками. Наклонная режущая кромка может быть прямой или изогнутой. Многие токари считают, что для того, чтобы овладеть наклонным зубилом, требуется изрядная практика.
Отрезные инструменты: Эти V-образные инструменты предназначены для вырезания или «отделения» готового токарного шпинделя от остальной заготовки. Они доступны с прямоугольными или ромбовидными стержнями, а также в особенно тонких версиях. Отрезные инструменты также обычно используются для прорезания канавок для маркировки глубины резания на токарных станках шпинделя с различными профилями.
Специальные инструменты: К ним относятся другие инструменты, такие как скребки и инструменты с режущими профилями, предназначенные для вырезания деталей борта или для придания формы углублениям типа «ласточкин хвост», необходимым для крепления днищ заготовок чаш к расширяемому четырехкулачковому патрону.
Проход по фаске
«Прогон по фаске» — это фундаментальная техника токарной обработки, позволяющая безопасно и эффективно использовать традиционные инструменты, такие как стамески и косые долота. Он включает в себя несколько ключевых шагов: во-первых, убедитесь, что вал инструмента надежно прилегает к подручнику. Затем осторожно продвигайте инструмент до тех пор, пока фаска под режущей кромкой не коснется токарной заготовки. (Вы на самом деле не будете резать в этот момент.) В-третьих, удерживая вал инструмента напротив упора, а скос напротив заготовки, медленно отпустите инструмент назад и поднимите рукоятку инструмента до тех пор, пока режущая кромка не войдет в зацепление с заготовкой, создание стружки. Во время резки медленно наклоняйте инструмент в направлении реза и вращайте инструмент, чтобы «закрыть» или наклоните канавку и перемещайте инструмент в этом направлении. С практикой вы сможете делать ровные фигурные разрезы.
Rockler предлагает множество традиционных токарных инструментов, в том числе удобные высококачественные наборы, которые содержат некоторые из наиболее часто используемых инструментов. Если вы пойдете по пути традиционного инструмента, вы, вероятно, захотите начать со шпиндельной черновой выемки, шпиндельной выемки, чашеобразной выемки, отрезного инструмента и косого долота. Важно отметить несколько особенностей традиционных токарных инструментов:
Если вы пойдете по пути традиционного инструмента, вы, вероятно, захотите начать со шпиндельной черновой выемки, шпиндельной выемки, чашеобразной выемки, отрезного инструмента и косого долота. Важно отметить несколько особенностей традиционных токарных инструментов:
Во-первых, они требуют регулярной заточки. Это лучше всего достигается с помощью низкоскоростной шлифовальной машины или системы для заточки с водяным охлаждением, такой как Tormek, поэтому потребуются инвестиции в такое оборудование. А поскольку нанесение точных скосов на различных видах инструментов может оказаться трудным, могут потребоваться специальные приспособления для заточки. Во-вторых, при работе с традиционными токарными инструментами, особенно косым долотом, может потребоваться некоторая кривая обучения, поскольку техника «движения по фаске» имеет решающее значение для получения хороших результатов. Конечно, с практикой, связанной с изучением этой техники, приходит чувство выполненного долга и «чувство» поворота. Относительно новички в токарной обработке, эти инструменты никогда не нуждаются в заточке, потому что они оснащены сменными твердосплавными резцами, которые крепятся к валу инструмента с помощью винта.
Относительно новички в токарной обработке, эти инструменты никогда не нуждаются в заточке, потому что они оснащены сменными твердосплавными резцами, которые крепятся к валу инструмента с помощью винта.
Rockler предлагает полную линейку инструментов с твердосплавными пластинами трех различных размеров, подходящих для токарных работ любого масштаба: от ручек и других небольших изделий до изделий среднего размера, таких как подсвечники, и более крупных токарных изделий, таких как ножки стола. Все твердосплавные токарные инструменты Rockler оснащены эргономичными ручками, изготовленными из ясеня и покрытыми резиной для удобного и надежного захвата. Для начинающих токарей — и опытных токарей, которые не хотят беспокоиться о заточке — это отличный вариант.
3. Вам нужно подумать о безопасности
Чтобы понять важность надлежащего защитного снаряжения и практики, полезно вспомнить, что токарная обработка по дереву, по сути, включает в себя тыкание очень острым металлическим инструментом в кусок дерева, который вращается очень быстро. Вы хотите сделать все возможное, чтобы ничего не слетело с токарного станка и защитить себя в случае чего.
Вы хотите сделать все возможное, чтобы ничего не слетело с токарного станка и защитить себя в случае чего.
Как минимум вам потребуется:
- Маска для лица – не только защитные очки; они не могут помешать куску капа грецкого ореха ударить вас по носу.
- Сбор пыли и защита органов дыхания. Федеральное управление по безопасности и гигиене труда сообщает, что воздействие древесной пыли связано с кожными аллергическими реакциями, респираторными заболеваниями и даже раком. А контакт со стружкой, особенно из экзотических пород дерева, может вызвать раздражение кожи.
- Фартук Тернера — если вы хотите защитить свою одежду и не допустить попадания стружки на рубашку.
Помимо правильного защитного снаряжения, вам нужно сделать еще несколько вещей, чтобы защитить себя:
- Если у вас длинные волосы, завяжите их сзади. Не носите свисающие украшения. Закатайте длинные рукава. Удалите все, что может застрять в токарном станке.
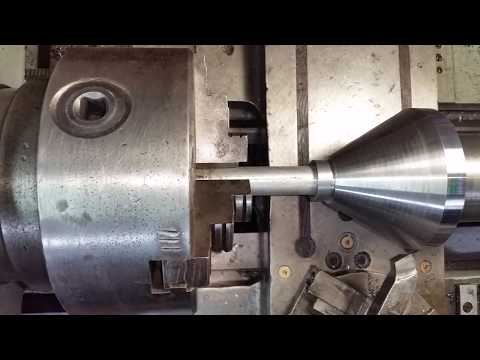
- Убедитесь, что заготовка надежно закреплена на токарном станке и сбалансирована, чтобы избежать чрезмерного биения.
- Убедитесь, что токарный станок работает на скорости, соответствующей заготовке. Если токарный станок начинает ходить по столу или полу, снизьте скорость.
- Держите подручник близко к ложе, чтобы уменьшить вероятность защемления инструмента между подручником и заготовкой.
- Убедитесь, что токарный станок установлен на нужной вам высоте. В идеале центр шпинделя должен быть на уровне локтя.
- Перед шлифованием снимите подручник
- При шлифовании держите абразив у дна заготовки (направление вращения от вас)
4. Вам понадобится токарный инструмент
Очевидно, вам нужно что-то точить. Теоретически, вы можете обтачивать любой кусок дерева, который подходит для вашего токарного станка, при условии, что он прочный и не имеет незакрепленных сучков или других структурных дефектов, которые могут привести к его отрыву от токарного станка. Тем не менее, для начинающих лучше всего начинать точение между центрами с запасом, который длиннее, чем его ширина — скажем, кусок квадрата 1-1/2 дюйма и длиной 12 дюймов. Хорошим выбором будет плотная древесина, такая как клен.
Тем не менее, для начинающих лучше всего начинать точение между центрами с запасом, который длиннее, чем его ширина — скажем, кусок квадрата 1-1/2 дюйма и длиной 12 дюймов. Хорошим выбором будет плотная древесина, такая как клен.
Как только вы наберетесь опыта, вы сможете расширяться. Иногда вы можете спасти хороший токарный станок из кучи дров. Просто убедитесь, что он качественный, и вырежьте из него максимально симметричную заготовку.
Вот и все. Все, что вам действительно нужно для начала, это токарный станок, несколько токарных инструментов, правильное защитное снаряжение и древесина. Общая цена во многом будет зависеть от приобретаемого вами токарного станка, но если вы возьмете с собой мини-токарный станок, набор эргономичных мини-карбидных токарных инструментов Rockler, базовую защитную маску и несколько пылезащитных масок, вы можете начать работу примерно за 500 долларов. . (Вам также нужно будет купить шлифовальные и отделочные материалы, но они не являются дорогими товарами. )
)
Скорее всего, как только фишки начнут летать, вы сядете на повороты. И как только вы увидите, как легко и весело делать единственные в своем роде подарки и особенные предметы для собственного дома, вы будете рады, что не ждали больше.
Введение в токарную обработку древесины. Что нужно для начала работы | Прибыль | Токарная обработка дерева
Добро пожаловать в удивительный мир токарной обработки дерева. Если вы не уверены, что вам нужно, этот пост поможет вам понять токарную обработку дерева и связанное с ней оборудование для токарной обработки. На данный момент мне нужно сделать несколько упрощающих предположений.
Сначала вам понадобится токарный станок. Токарные станки бывают разных размеров, от миниатюрных до полноразмерных, но они приводятся в действие двигателем, который вращает древесину для токарной обработки. Во-вторых, вы только начинаете и еще не определились с конкретной нишей для своего токарного дела. То есть, если вы просто хотите обтачивать большие чаши, вам нужен специализированный токарный станок с уникальными характеристиками. Обычный токарный станок по дереву будет вращать древесину от задней части к передней части станка, проходя сверху. Это направление необходимо для того, чтобы инструменты на подручнике правильно резали древесину.
Обычный токарный станок по дереву будет вращать древесину от задней части к передней части станка, проходя сверху. Это направление необходимо для того, чтобы инструменты на подручнике правильно резали древесину.
Базовая установка токарного станка
Сначала давайте познакомимся с деталями токарного станка. Все токарные станки, от миниатюрных выше до полноразмерных токарных станков, будут иметь эти компоненты. Головной убор находится слева. Это мощность нашего токарного станка, и он заставит дерево вращаться. Внутри приводного вала передней бабки находится приводной центр.
С правой стороны станка находится задняя бабка. Его можно перемещать вдоль станины токарного станка для обработки древесины разной длины. Живой центр размещен в задней бабке и вращается вместе с древесиной.
В центре станка находится подручник с банджо подручника. Банджо — это часть, которая удерживает подручник и имеет рычаг, с помощью которого можно регулировать положение подручника на токарном станке.
Live center и Drive center
Live center находится слева. Этот центр вращается, когда дерево точится на токарном станке. Центр привода находится справа, и на нем есть шпоры, чтобы врезаться в дерево и заставить его вращаться на токарном станке. Крайне справа находится выбивной стержень, который используется для удаления приводного центра с передней бабки или движущегося центра с задней бабки.
Эти центры будут иметь конус Морзе, описывающий форму за головой. Убедитесь, что конус Морзе (MT) ваших центров совпадает с конусом Морзе вашей передней и задней бабки. В этом случае все является #2 MT.
Это основная установка токарного станка. Цель состоит в том, чтобы приспособиться к размеру и форме древесины, которую вы точите, а затем надежно удерживать эту древесину, когда вы формируете древесину своими инструментами. Вам нужно будет обслуживать свой токарный станок и следить за тем, чтобы его было легко настроить и использовать. Вот как обслуживать ваш токарный станок.
Вот как обслуживать ваш токарный станок.
Два вида токарной обработки
Когда вы кладете токарную заготовку на токарный станок и волокна древесины параллельны станине станка, вы выполняете токарную обработку шпинделя. Ваша приводная шпора заставляет древесину вращаться, а подвижный центр помогает удерживать ее на токарном станке.
Когда зерно токарной заготовки находится под прямым углом к токарному станку, вы выполняете точение планшайбы или чаши. Есть разные способы удерживать заготовку чаши на токарном станке, но один из самых простых — установить токарную заготовку на планшайбу, которая затем навинчивается на приводной вал. Планшайба крепится к токарной заготовке с помощью шурупов.
Вы привинчиваете лицевую пластину к передней бабке так, чтобы при вращении приводного вала лицевая пластина и заготовка также вращались.
Ваши инструменты лучше всего подходят для точения шпинделя или чаши. Это то, что мы рассмотрим дальше.
Какие инструменты вам понадобятся?
Для токарной обработки шпинделя вы начинаете с черновой выемки, а затем можете использовать шпиндельную выемку или стамеску для обработки деталей.
Шпиндельная выемка используется многими токарями в качестве основной выемки детали. Он имеет форму уменьшенной версии черновой выемки, но вам нужна заточка другой формы, чтобы вы могли работать с деталями.
Косая стамеска может быть сложной задачей в освоении, но как только вы привыкнете к ней, вы сможете получить действительно гладкую поверхность, и это очень универсальный инструмент.
Для точения чаши вы будете использовать долото для чаши. Волокно древесины вращается перпендикулярно (под прямым углом) к токарному станку, и для плавных резов требуется чашеобразная выемка. Не используйте долото для черновой обработки для точения древесины с такой ориентацией.
Кроме того, вам понадобится инструмент для отделения древесины от токарного станка.
Давайте поближе познакомимся с токарными инструментами.
Общие токарные инструменты:
- Долото для черновой обработки шпинделя
- Долото чаши
- Долото шпинделя
- Косое долото
- Разделительный инструмент
Долото для черновой обработки шпинделя
Долото для черновой обработки шпинделя – это ваша рабочая лошадка для точения деревянных заготовок. Обычно это первый инструмент, который вы будете использовать при токарной обработке шпинделя. Более подробная информация находится здесь. Как использовать черновую выемку шпинделя.
Обычно это первый инструмент, который вы будете использовать при токарной обработке шпинделя. Более подробная информация находится здесь. Как использовать черновую выемку шпинделя.
Стакан (вверху) и шпиндель (внизу) долота
Эти два долота помогут вам придать форму вашей работе. Долото для чаши (вверху) предназначено для токарной обработки планшайбы или чаши. Используйте эту выемку всякий раз, когда зерно находится под прямым углом к токарному станку.
Выемка шпинделя имеет форму, позволяющую резать при вращении шпинделя. Деревянное зерно проходит параллельно токарному станку.
Долото чаши (сверху/слева) имеет более глубокую канавку, чтобы стружка могла выходить из чаши. Выемка шпинделя (внизу/справа) имеет неглубокую канавку. У обеих выемок верхние углы канавки отшлифованы, так что вы можете подносить инструмент к дереву, не зацепляясь за кончики. Внимательно посмотрите на черновую выемку, и вы увидите почти прямой угол на концах.
Инструменты многих токарных мастеров имеют разную форму и шлифовку. Если вы учитесь самостоятельно, вам нужно отшлифовать кончики долота, а затем придать форму кончику и посмотреть, как он поворачивается. Со временем вы найдете то, что работает для вас, и именно так вы должны шлифовать свои долота.
Косое долото
Косое долото похоже на настольное долото. Однако вы можете видеть, что шлифовка идет под углом.
Косая стамеска заточена с двух сторон к середине. Это похоже на топор. Заточка позволяет резать с обеих сторон инструмента, а не только с одной стороны, как стамеска. Старайтесь добиться равномерного помола с каждой стороны. Они не должны быть зеркальным отражением друг друга, но вам нужна красивая гладкая поверхность.
Инструменты для разделения
Это два инструмента для разделения, которые я использую. Верхний — узкий разделительный инструмент шириной 1/16 дюйма. Дополнительная глубина лезвия придает ему большую прочность.
Нижний разделительный инструмент имеет ширину 1/8 дюйма. Ромбовидная или заостренная форма позволяет вам разделяться в любом направлении. Инструмент для разделения режет прямо на кончике, поэтому остальная часть металла выполняет вспомогательную работу.
Дополнительные токарные инструменты
- Многокулачковый патрон
- Цанговый патрон
Вам не нужны эти инструменты немедленно. Однако они очень полезны. Многокулачковый патрон дает вам больше возможностей надежно и гибко удерживать древесину на токарном станке. Цанговый патрон можно использовать в передней бабке для удержания небольших кусков дерева. При использовании в задней бабке цангового патрона и сверла ваш токарный станок превращается в горизонтальный сверлильный станок. Это может быть очень полезно.
4-кулачковый или многокулачковый патрон
Предназначен для удержания древесины на токарном станке. Патрон навинчивается на приводной вал, и вы используете ключ, чтобы увеличивать и сжимать челюсти. Вам нужен патрон подходящего размера, чтобы он подходил к вашему токарному станку. Мой приводной вал имеет диаметр 1 дюйм и 8 TPI (витков на дюйм). Это обычный размер для токарных станков по дереву.
Вам нужен патрон подходящего размера, чтобы он подходил к вашему токарному станку. Мой приводной вал имеет диаметр 1 дюйм и 8 TPI (витков на дюйм). Это обычный размер для токарных станков по дереву.
Цанговый патрон
Этот патрон удерживает сверла в своих кулачках. Задний конец патрона вставляется в заднюю бабку. Существует три размера конуса Морзе (MT). Вы хотите, чтобы конус на патроне соответствовал конусу вашей задней бабки. Это МТ №2.
Общие инструменты для деревообработки
Это общие инструменты для деревообработки, которые помогут вам в токарных работах. Соблюдайте инструкции по технике безопасности, прилагаемые к каждому инструменту.
- Настольная пила – резка токарных заготовок
- Ленточная пила – изготовление и обрезка заготовок чаши
- Сверлильный станок – отверстия в токарных заготовках для ручек и других наборов
- Пила «ласточкин хвост» – отделка древесины от токарного станка
- поверочная линейка – определение центра заготовок шпинделя
- острый карандаш – хорошие четкие отметки
- малый долото или канцелярский нож для очистки после отрезного инструмента
- Деревообрабатывающее шило – маркировка центральной точки токарных заготовок
Шило для обработки дерева используется для отметки центра токарных заготовок шпинделя. Если у вас нет шила, вы можете заточить его на старой отвертке, конец которой изношен.
Если у вас нет шила, вы можете заточить его на старой отвертке, конец которой изношен.
Общая инструкция
Вращение дерева на любой скорости может быть опасным. Всегда надевайте защитные очки и защиту от пыли. Если у вас есть руководство для вашего токарного станка и любых других электроинструментов, которые вы решите использовать, обязательно сначала прочитайте руководство и соблюдайте все рекомендуемые меры предосторожности.
Если в какой-то момент предлагаемая процедура кажется вам небезопасной, остановитесь. Оцените то, что вы делаете, и посмотрите, есть ли более безопасный способ выполнения разреза или операции. Попробуйте другой инструмент или угол подхода к разрезу.
Вам также следует остановиться и отдохнуть, если вы устали или находитесь под воздействием наркотиков или алкоголя. Убедитесь, что у вас ясная голова и вы думаете о том повороте, который выполняете. Несмотря на то, что эти проекты не связаны с токарной обработкой больших заготовок, они все же могут травмировать вас, если они вылетят из станка и ударят вас.
Каждый раз, когда вы слышите незнакомый звук токарного станка, остановите токарный станок и убедитесь, что токарная обработка надежно закреплена. Затяните заднюю бабку и любой патрон, который вы используете. Вы хотите, чтобы эта древесина осталась на токарном станке. Осмотрите токарную заготовку и убедитесь, что на ней нет трещин и осколков.
Получайте удовольствие от своего станка. Токарная обработка дерева — отличный способ провести время, а в результате можно сделать отличные подарки или даже предметы для личного пользования. Теперь вам нужно немного дерева и чтобы получить его на вашем токарном станке. Вот как это сделать.
Если вы новичок в токарной обработке дерева, вот книга «Чертеж токарной обработки», которая поможет вам научиться токарной обработке. В книге есть семь проектов, которые помогут вам улучшить свои навыки токарной обработки. Кроме того, есть советы и обсуждения о том, как развивать бизнес-аспект вашего хобби токарной обработки дерева. Более подробная информация о Woodturning Blueprint доступна здесь.
Более подробная информация о Woodturning Blueprint доступна здесь.
Токарная обработка с целью получения прибыли
Если у вас есть какие-либо вопросы о токарной обработке или о токарном бизнесе, пожалуйста, оставьте мне комментарий внизу страницы.
Эти посты для тебя, токарь. Если вам нравятся токарные проекты или статьи, связанные с токарным бизнесом, подпишитесь на информационный бюллетень Turning For Profit. Обычно он выходит раз в неделю и содержит ссылки на текущие статьи, немного о том, чем я занимаюсь, и обычно вопрос для вашего ответа. Вы можете зарегистрироваться на правой боковой панели или чуть ниже на странице.
Я люблю точить по дереву и делиться с вами. Вы также можете подписаться на меня в Facebook. Спасибо, что присоединились ко мне в этом путешествии по токарной обработке дерева. Получайте удовольствие и не забывайте безопасно поворачивать.
Вращающийся центр с двойным подшипником DIY Аксессуары для мини-токарного станка
Описание продукта
Описание:
Вращающийся центр с двойным подшипником DIY Аксессуары для мини-токарного станка
Спецификация:
Материал: 009 90 Металл: серебро 90
Размер: 100×43 мм
Подходит для: широко используется в самодельных токарных станках деревообрабатывающих токарных станках миниатюрных автомобильных инструментах инструментах
Особенности:
– Выбор металлического материала, долгий срок службы.
– Высокая точность, высокая твердость.
– Компактный, простой в эксплуатации.
— Глубина отверстия может регулироваться и регулироваться.
— Простота и высокая эффективность.
Пакет Включен:
1x Возобновляемый Центр
2 X ДРУГЕНТ
Подробнее:
0009
Более подробные фотографии:
Дополнительная информация
Когда вы заказываете от Alexnld.com, вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная Авиапочта и Служба ускоренной доставки. Ниже приведены сроки доставки:
Ниже приведены сроки доставки:
| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно.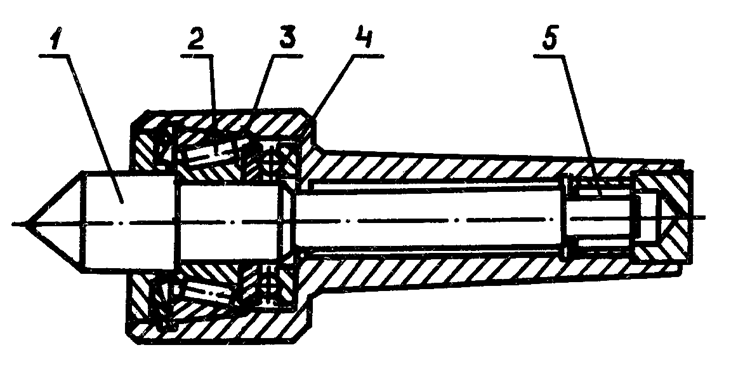 Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Убедительно просим вас вернуть нам ваш товар в новом или малопользованном состоянии без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем стоимость возврата только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
