Как самому сделать станок листогибочный станок: как сделать листогиб, технические характеристики
Содержание
делаем станок для гибки листового металла
- Конструкция листогибочного станка
- Предварительная сборка
- Проверка станка на работоспособность и доводка
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
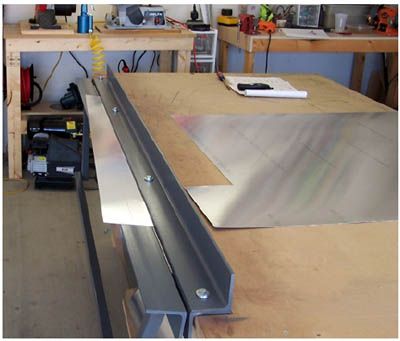
Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
- Подготавливаем петли и балки
- Соблюдая соосность, подгоняем выемки
- Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
- Привариваем гайку болта к укосинам
- Привариваем крепежную пластину
- Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле. - Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Как изготовить листогибочный станок своими руками, необходимые материалы и инструменты
В настоящее время все больше внимания уделяется конструированию и изготовлению своими руками разных инструментов, станков для облегчения физического труда человека. Приобретение оборудования производственного изготовления не всегда возможно. Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Содержание
1 Предназначение листогибочного станка
2 Конструкция листогибочного станка
3 Принцип работы листогибочного станка
4 Разновидности листогибочных станков
5 Изготовление листогибочного станка
6 Техники безопасности при работе на гибочном станке
Предназначение листогибочного станка
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей.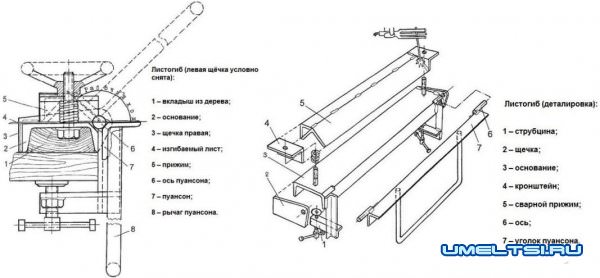 На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Конструкция листогибочного станка
Основными элементами самодельного листогибочного станка являются:
- Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс.
 Затачивать нож можно многократно.
Затачивать нож можно многократно. - Задний стол, предназначенный для помещения рабочего листа, который можно перемещать в необходимом направлении. На опорах стола устанавливают резак и сгибатель листа металла.
- Деревянная подставка, на которой размещается рабочий стол, чтобы листогиб не скользил. Возможно регулирование подставки по высоте.
- Передние упоры. Они дают возможность устанавливать ширину разреза.
- Упор сгиба угла и измерительная пластина. При помощи упора быстро устанавливается требуемый угол, а также изгиб может выполняться под произвольным, необходимым в конкретном случае углом.
Принцип работы листогибочного станка
Принцип работы устройства заключается в фиксации нужной заготовки на столе прижимом и в проведении изгиба выступающей заготовки поворотной балкой нужного угла. На таком станке возможно достичь максимального угла загиба до 135°, а догиб можно произвести до 180°. Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Разновидности листогибочных станков
Листогибочные станки, выпускаемые промышленностью, по виду привода делятся на:
По мобильности:
- стационарные;
- передвижные.
Все листогибочные станки используются для изготовления изделий из листовой стали.
От способа обработки материала такие устройства могут быть:
Ручные листогибочные станки, оснащены роликовым ножом, предназначенным для резки листа. Механические листогибочные станки функционируют от энергии маховика.Электромеханические оснащены системой привода, редуктором и электродвигателем.
Гидравлические станки используются для изготовления различных изделий из листовой низколегированной, углеродистой стали и полосового проката. Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Пневматические — их функционирование обеспечивает воздушный компрессор.
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
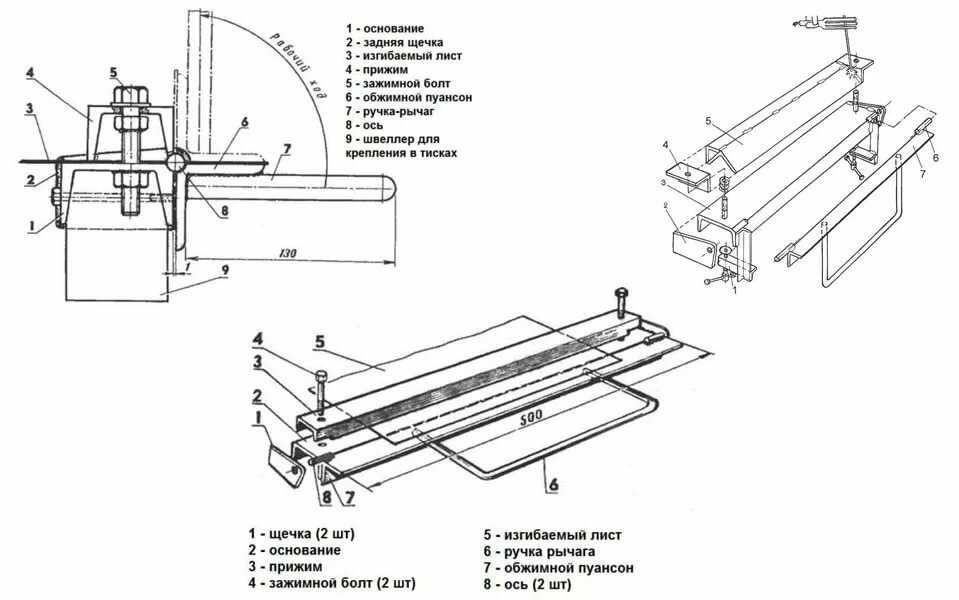
Для его изготовления необходимо иметь угольные отрезки и швеллера с прямолинейными кромками. Станок состоит из металлического основания, обжимного пуансона с ручкой и прижима. Основание выполняется из швеллера № 6, длиной до 500 мм. Из швеллера № 5 изготовляем прижим. По оси прижима делаются 2 отверстия 8,5 мм. Отверстия должны находиться в 30 мм от концов. Прижим от основания должен быть короче на 70 мм. Обжимный пуансон изготовляется из уголка с толстым профилем. Ручка-рычаг изготавливается из 15 мм арматурного круглого прута согнутого в П-образной форме. Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Техники безопасности при работе на гибочном станке
Листогибочный станок, сделанный своими руками, предназначен для изгиба и резки листового металла. Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
- Листогибочный станок, изготовленный собственноручно, должен быть устойчивым, удобным и безопасным.
- Станок должен быть выполнен из качественных материалов и деталей.
- Необходимо работать на листогибочном станке в спецодежде.
- Недопустимо гнуть листы металлические выше толщины, предусмотренной для станка.
- Перед запуском самодельного станка с электроприводом необходимо проверять исправность электрооборудования.
- Категорически запрещается включенный станок оставлять без присмотра.
- Все вращающиеся детали должны быть закрыты кожухами.
- Категорически запрещено работать на неисправном станке.
- Обязательно к листогибочному станку с электроприводом необходимо подвести заземление.
Итак, при использовании недорогих материалов и при небольшом количестве инструментов, не потратив на это много времени, можно изготовить своими руками несложный ручной листогибочный станок, который так необходим для домашнего хозяйства.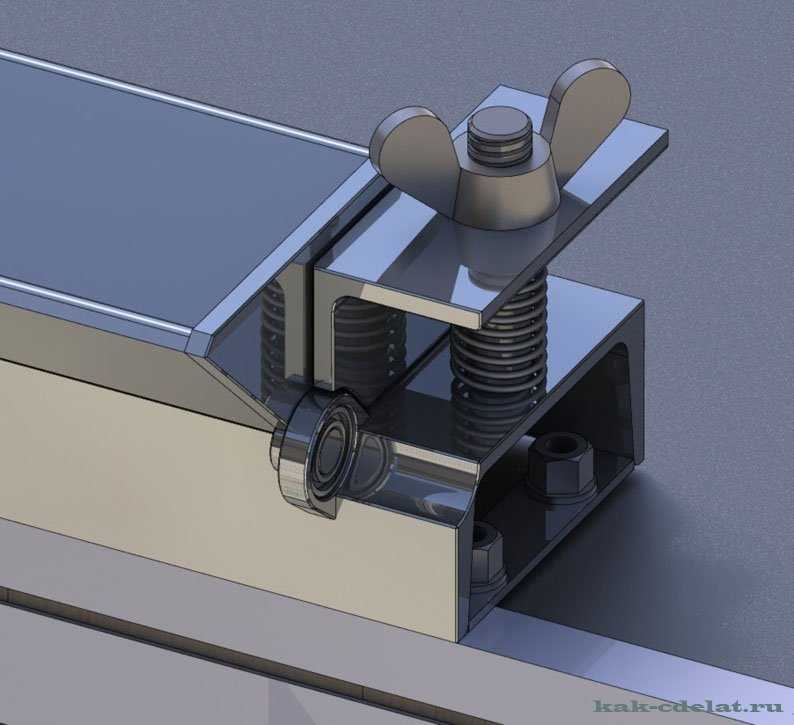
- Автор: pulin
- Распечатать
Оцените статью:
(1 голос, среднее: 4 из 5)
Поделитесь с друзьями!
как сделать самодельный гибочный станок
Арматурные стержни различных профилей, диаметров и классов прочности – металлоизделия, необходимые при возведении монолитных и монолитно-сборных фундаментов. Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Как сделать станки для гибки арматуры простейшей конструкции?
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.
Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Листогибочный станок или листогиб своими руками – видео, чертежи
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические машины, в которых листовой металл сгибается до формы матрицы путем удара. Матрица может быть прямой или изогнутой.
 Это оборудование профессиональное и применяется на предприятиях средней и большой мощности.
Это оборудование профессиональное и применяется на предприятиях средней и большой мощности. - Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку - Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине.
 Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем - Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи - К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры - К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.

- На той же планке приварена гайка от винта (с двух сторон).
- ручной;
- гидравлический;
- электрический.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки.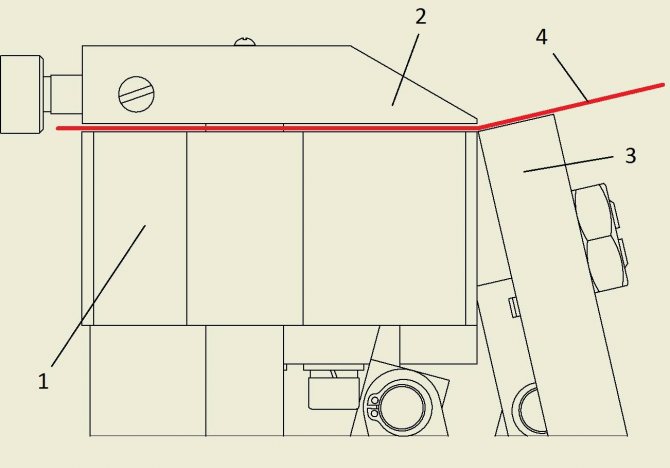 Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогиб для гибки листового металла
05Дек
Содержание статьи
- Виды и их конструкция
- Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
- Для понимания процесса рассмотрим виды листогибов
- Как выполнить загибочный станок своими руками
- Как и зачем делать станок для гибки листового металла своими руками
- С чего начать изготовление
- Листогиб: сложно ли сделать самому
- Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
- Самая популярная конструкция и ее улучшение
- Как сделать самодельный станок для гибки листового металла
- Листогиб для толстых листов
- Виды с фото
- Конструкция с чертежом
- Изготовление: этапы
- Техника безопасности
- Машина для зигзага
- Рекомендации по выбору
- Преимущества домашнего изготовления
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы изготовить конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна. Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металлического материала для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами изготовьте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.

Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металлического материала.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее изготовить две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей. С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для завершения темы посмотрим еще одно видео:
Меры предосторожности и советы по технике безопасности при использовании станка для гибки листового металла
Woodward Fab
Гибка металлов – это процесс, при котором с помощью пластической деформации изменяют форму листового металла и труб. Что такое пластическая деформация? Это процесс, при котором материал претерпевает определенные необратимые изменения из-за приложенных к нему сил. При определенных типах гибки, таких как гибка труб и гибка листов, можно реализовать несколько способов деформации металла. Листовой металл считается одним из самых универсальных металлов. В этом посте будут объяснены некоторые советы по безопасности, которые необходимо учитывать при использовании станка для гибки листового металла.
Чтобы получить желаемую производительность и обеспечить безопасную работу, вам необходимо соблюдать некоторые основные нормы безопасности при использовании листогибочного станка. Вот некоторые из основных:
- Знакомство с машиной и ее работой: Вы раньше управляли листогибочным станком? Если нет, то сначала нужно привыкнуть.
 Вы должны понять машину и ее работу, прежде чем начать ее использовать. Ознакомьтесь с работой машины. Для этого можно обратиться к инструкции по эксплуатации. Это поможет вам лучше понять машину и устранит любые шансы несчастных случаев или неудач во время ее работы. Вы также можете пройти обучение у тех, кто имеет опыт работы с листогибочным станком.
Вы должны понять машину и ее работу, прежде чем начать ее использовать. Ознакомьтесь с работой машины. Для этого можно обратиться к инструкции по эксплуатации. Это поможет вам лучше понять машину и устранит любые шансы несчастных случаев или неудач во время ее работы. Вы также можете пройти обучение у тех, кто имеет опыт работы с листогибочным станком.
- Прогрев машины в холодную погоду: В холодную погоду часто рекомендуется держать машину в тепле. Чтобы получить наилучшие результаты, вы всегда должны прогревать машину в течение нескольких минут перед ее использованием. Вы можете сделать это, запустив машину и дав ей поработать несколько минут. Как только это будет сделано, все готово для получения наилучших результатов от машины. Когда вы прогреваете машину, вы также устраняете вероятность того, что она подвергнется нагрузке.
- Держите лист параллельно гибочному станку: Расположение листа очень важно.
 Для безопасной работы всегда держите лист под правильным углом. Прежде чем начать процесс гибки, всегда следите за тем, чтобы лист был параллелен гибочному станку. Неправильное размещение может привести к тому, что простыня ударит вас по телу и вызовет травму.
Для безопасной работы всегда держите лист под правильным углом. Прежде чем начать процесс гибки, всегда следите за тем, чтобы лист был параллелен гибочному станку. Неправильное размещение может привести к тому, что простыня ударит вас по телу и вызовет травму.
- Береги руки: Будьте осторожны при работе с трубогибом. Когда вы кладете лист на сгибатель, вы должны следить за тем, чтобы ваши руки не поранились. Отсутствие внимания может привести к серьезным несчастным случаям или даже необратимым травмам.
Несколько советов по безопасности
При работе с листовым металлом вы можете пораниться. Вот несколько кратких советов по безопасности, которым вы должны следовать для безопасной работы:
- Никогда не забывайте надевать защитные перчатки. Они защищают ваши руки от травм острыми предметами.
- Всегда используйте защитные очки, чтобы защитить глаза от мелких частиц, летящих в процессе гибки.
- Используйте рабочие ботинки.
 Они предотвращают повреждение ног любым ломом или заостренным материалом.
Они предотвращают повреждение ног любым ломом или заостренным материалом. - Не проводите руками по острым порезам, даже если вы в перчатках.
- Всегда следите за тем, чтобы все заусенцы были правильно заточены.
- Всегда держите рабочую поверхность в чистоте. Удалите весь лом, так как он может представлять риск получения травмы.
- Обращаться с влажными металлическими листами следует с особой осторожностью. Влажные поверхности содержат влагу, которая при смешивании с грязью и маслом может сделать поверхность листа скользкой, что затрудняет ее удержание.
Вот некоторые из наиболее важных советов по безопасности, которым вы должны следовать для безопасной операции гибки листового металла. Если вы хотите узнать больше о листогибочных станках, вы можете связаться со специалистами Woodward Fab, ведущей компании по производству листогибочных станков.
Самый продаваемый листогибочный пресс и станок 3 в 1 Ассортимент продукции:
Связанный пост:
Профилегибочное Против.
 Листогибочный пресс — какой из них выбрать для вашего следующего производственного процесса?
Листогибочный пресс — какой из них выбрать для вашего следующего производственного процесса?Полное руководство по эффективной пробивке отверстий в листовом металле
Способы предотвращения распространенных ошибок при гибке листового металла
8 промышленных применений тисков Woodward Fab
Как защитить листогибочный пресс, чтобы предотвратить опасности?
Гибка листового металла, обработка листового металла
Гибка листового металла: лучшее руководство и советы
14 октября 2021 г.

Гибка листового металла является одним из основных производственных процессов, используемых для изготовления листового металла. Иногда его также называют просто изгибом, складыванием, торможением или окантовкой. Гибка листового металла означает деформацию заготовки для придания ей определенной желаемой геометрии.
С ростом спроса на изделия, изготовленные по индивидуальному заказу, применение листового металла расширилось. Гибка листового металла требует прохождения нескольких процессов и использования нескольких методов, прежде чем продукт примет свою первоначальную форму. В этой статье подробно описаны все необходимые методы и процессы гибки. Прежде чем мы углубимся в процессы, давайте рассмотрим основное определение гибки листового металла.
Что такое гибка листового металла?
Гибка листового металла — это метод гибки/формования листов металла для изготовления изделия определенной геометрии. Это также основная операция по изготовлению металлических штампованных деталей.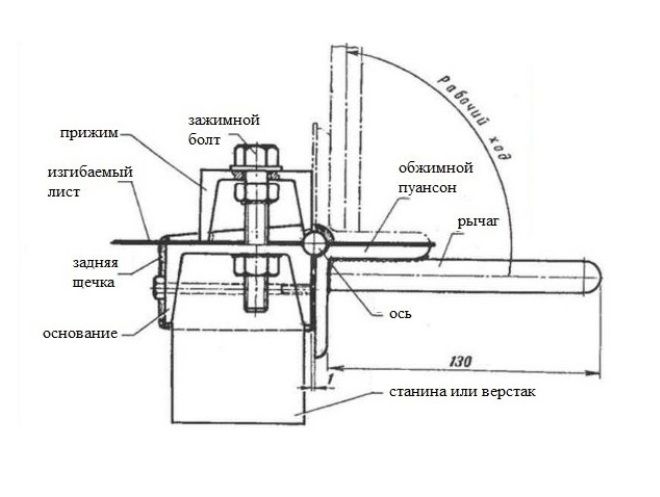 С помощью станка для гибки листового металла к заготовке прикладывают усилие, чтобы преобразовать ее геометрию и получить изделие желаемой формы. Процесс не так прост, как кажется, но есть определенные размеры и правила, которые необходимо соблюдать для выполнения процедуры гибки листового металла, например, проверка материала изделия, расчет k-фактора, форма металла. и многое другое. Свойство ковкости металла делает его особенным в операциях гибки.
С помощью станка для гибки листового металла к заготовке прикладывают усилие, чтобы преобразовать ее геометрию и получить изделие желаемой формы. Процесс не так прост, как кажется, но есть определенные размеры и правила, которые необходимо соблюдать для выполнения процедуры гибки листового металла, например, проверка материала изделия, расчет k-фактора, форма металла. и многое другое. Свойство ковкости металла делает его особенным в операциях гибки.
Существуют различные машины, выполняющие гибочные работы для обрабатывающей промышленности. Одна машина может использовать разные методы гибки для выполнения одной и той же работы. Все продукты, требующие гибки в процессе производства, проходят те же методы, которые будут рассмотрены далее в этой статье. Давайте погрузимся прямо в методы гибки листового металла.
Каковы общие методы гибки листового металла?
Все детали из листового металла имеют одну и ту же цель: согнуть лист металла для придания определенной формы изделию.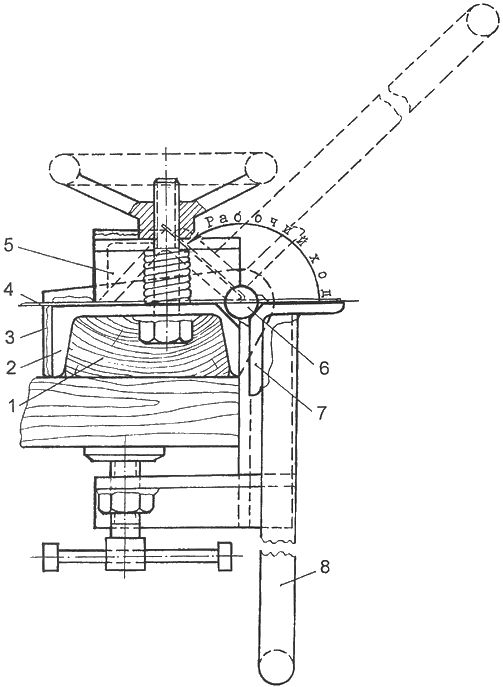 Но эти методы различаются по выполняемым операциям. Эти различные виды гибки листового металла выполняются с помощью машин. Разный листовой металл сгибается по-разному по углу сгиба и радиусу сгиба с одной и той же целью наряду со стандартными методами, которые не только обеспечивают точность результатов работы, но и улучшают эстетический вид изделия. Ниже упомянуты некоторые из основных методов и типов гибки листового металла.
Но эти методы различаются по выполняемым операциям. Эти различные виды гибки листового металла выполняются с помощью машин. Разный листовой металл сгибается по-разному по углу сгиба и радиусу сгиба с одной и той же целью наряду со стандартными методами, которые не только обеспечивают точность результатов работы, но и улучшают эстетический вид изделия. Ниже упомянуты некоторые из основных методов и типов гибки листового металла.
1. V-образная гибка
V-образная гибка — наиболее распространенный процесс гибки листового металла. Он включает в себя использование механических инструментов, предназначенных для штамповки и штамповки. Матрица, используемая в этом процессе гибки, имеет V-образную форму, а пуансон также имеет V-образную форму. Пуансон вдавливает листы металла в V-образную матрицу, и таким образом получается V-образный изгиб листового металла.
2. Гибка в рулонах
Этот метод гибки листового металла включает в себя изгибание листов в изогнутые формы. В этом методе используются критерии гибки листового металла, которые включают использование трех роликов, гидравлической системы прессования и тормоза. Расстояние между тремя роликами позволяет производителю изогнуть листы.
В этом методе используются критерии гибки листового металла, которые включают использование трех роликов, гидравлической системы прессования и тормоза. Расстояние между тремя роликами позволяет производителю изогнуть листы.
3. U-образный изгиб
U-образный изгиб в точности аналогичен методу V-образного изгиба. В этом методе используется U-образный пуансон вместе с U-образной матрицей. Единственная разница между V-образным изгибом и U-образным изгибом заключается в том, что полученный лист имеет U-образную форму, а не V-образную.
4. Поворотный изгиб
Метод поворотного изгиба применяется везде, где требуется изгиб под углом более 90 градусов. Его также можно считать аналогичным V-образному изгибу, но результат в этом процессе более равномерный и эстетичный, так как листогибочный станок, используемый в этом методе, не царапает поверхность листа.
5. Гибка кромок
Этот метод гибки кромок листового металла помогает производителю сгибать кромки, не повреждая их. Метод гибки кромок листового металла чаще всего используется в тех частях листового металла, которые короче, чем остальная металлическая часть. Это помогает устранить остроту углов и повысить эстетический вид результата.
Метод гибки кромок листового металла чаще всего используется в тех частях листового металла, которые короче, чем остальная металлическая часть. Это помогает устранить остроту углов и повысить эстетический вид результата.
6. Гибка с затиранием
В этом методе гибки используется штамп с затиранием. Лист металла осторожно помещается внутрь матрицы для очистки, и прижимная подушка оказывает давление на лист. Позже пуансон используется, чтобы сделать желаемый изгиб листа.
Выше обсуждались некоторые методы гибки листового металла. Это всего лишь несколько основных методов, чтобы покрыть обзор этих методов. С другой стороны, каждый из этих методов подразделяется на соответствующие категории. Теперь, двигаясь вперед, давайте сосредоточимся на требованиях к материалам для процесса гибки листового металла.
Какие материалы подходят для процессов гибки листового металла?
Нельзя сгибать упругопластический материал на гибочном станке. Если попытаться, то это может также повредить вашу машину. Особое внимание следует уделить выбору материалов, которые будут подвергаться гибке листового металла в процессе их производства. Давайте посмотрим на некоторые из хороших материалов, рекомендуемых для формовки и гибки листового металла.
Особое внимание следует уделить выбору материалов, которые будут подвергаться гибке листового металла в процессе их производства. Давайте посмотрим на некоторые из хороших материалов, рекомендуемых для формовки и гибки листового металла.
- Углеродистая сталь. Углеродистая сталь — один из самых гибких и прочных материалов, используемых при обработке листового металла. Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след.
- Алюминий. Алюминий в основном используется в легких изделиях. Следует соблюдать особую осторожность при изгибе алюминиевого материала, чтобы избежать разрушения или растрескивания в углах материала.
- Нержавеющая сталь. Нержавеющая сталь в первую очередь приходит на ум, когда конечный продукт должен обладать такими свойствами, как надежность и повышенная прочность металла. Нержавеющая сталь также требует использования мощного листогибочного станка для придания формы изделию.

- Титан. Титан — это устойчивый к коррозии и высокопрочный материал, который хорошо подходит для гибки листового металла. Если ваш товар — медицинский или спортивный инвентарь, то наиболее предпочтительным материалом из вашего списка должен быть титан.
- Медь. Стоимость — самый сильный антикоррозийный материал, но самый дешевый. Из меди получают высокую точность гибки листового металла. Медь — проверенный материал, который широко используется во многих отраслях гибки металлов для различных целей.
Это одни из лучших материалов, используемых при различных типах гибки листового металла. Углеродистая сталь является наиболее часто используемым материалом среди вышеупомянутых материалов. Есть много других металлов, которые могут быть полезны в процессе гибки. Но не забудьте провести хорошее исследование, прежде чем дорабатывать материал.
Наконечники для гибки листового металла
Чтобы убедиться, что ваша гибка металла проходит идеально, мы даем вам несколько советов, которые вы можете учитывать в своих методах гибки листового металла.
Используйте припуск на изгиб
Припуск на изгиб — это свойство металла в той мере, в какой он может быть изогнут. Мы рекомендуем выполнять расчеты допуска на изгиб, которые определяют длину листа, необходимую для выполнения изгиба под определенным углом и радиусом. Учет припуска на изгиб и силы изгиба в процессе производства поможет вам получить более аккуратный результат. Это также поможет вам получить точно сплющенную производственную модель.
Использование нагрева для толстых/тяжелых изгибов
Некоторые металлы могут сломаться или треснуть при изгибе под действием силы. Такие металлы требуют использования тепла вместо силы, чтобы сделать желаемый изгиб листового металла. Горячая формовка и отжиг — это два технических термина, когда речь идет о гибке под воздействием тепла. Отжиг помогает смягчить металл – сделать его более ковким. В то время как горячая гибка — это просто использование тепла до тех пор, пока металл не станет красным, а затем применение силы для его сгибания. Эти приемы значительно снижают риск торможения и растрескивания металла.
Эти приемы значительно снижают риск торможения и растрескивания металла.
Не сгибайте до острого внутреннего угла
Сгибание острого внутреннего угла означает большее внутреннее напряжение. Даже если металл пластичен и податлив, он может треснуть. Этой проблемы можно избежать, если учесть радиус гибочного инструмента. Вы должны медленно двигаться вперед и назад между линиями сгиба, пока листовой металл не будет согнут под нужным углом. Следует следить за внутренним радиусом изгиба, который должен быть равен толщине формируемого листового металла. Примером может быть так, если вы гнете лист толщиной 3 мм, то внутренний радиус изгиба тоже должен быть 3 мм. То же самое и с углом изгиба, а значит, он не должен быть больше общей толщины металлического листа.
Вот несколько советов, которые следует учитывать при гибке листового металла. Проверка каждого из приведенных выше советов поможет вам создать продукт с большей эффективностью.
Заключение
При производстве металлических изделий необходимо помнить о правилах гибки листового металла и владеть несколькими процессами, чтобы избежать поломок. Это может стать трудным, если не будут приняты надлежащие меры. Свяжитесь с WayKen, чтобы решить все ваши проблемы, связанные с гибкой листового металла.
Это может стать трудным, если не будут приняты надлежащие меры. Свяжитесь с WayKen, чтобы решить все ваши проблемы, связанные с гибкой листового металла.
Панелегибочные станки, фальцевальные станки и другие альтернативы для гибки больших заготовок из листового металла
Горизонтальные гибочные инструменты для листогибочного пресса обычно доступны в двух вариантах: поворотный гибочный инструмент (вверху) и зачистной инструмент (внизу). Изображения предоставлены Wilson Tool International.
Листогибочный пресс может иметь достаточную защиту, включая световые завесы по бокам и камеры или лазеры, обнаруживающие объекты непосредственно под наконечником пуансона. Но все защитные технологии в мире не могут сделать спину оператора листогибочного пресса лучше.
Исторически сложилось так, что два оператора тормоза напрягаются, чтобы поднять большую панель, когда она поднимается во время цикла формования. Работая с тонкими панелями, они заботятся о том, чтобы поддерживать работу, чтобы воздействие силы тяжести на часть заготовки, взбивающейся вверх, не искажало полученный изгиб. Они также стараются не мешать заготовке. Не очень приятно получить удар о заготовку, взметнувшуюся во время цикла гибки. Листогибочный пресс, который поднимает большую неподдерживаемую заготовку во время цикла формования, также может увеличить требуемое усилие формования.
Работая с тонкими панелями, они заботятся о том, чтобы поддерживать работу, чтобы воздействие силы тяжести на часть заготовки, взбивающейся вверх, не искажало полученный изгиб. Они также стараются не мешать заготовке. Не очень приятно получить удар о заготовку, взметнувшуюся во время цикла гибки. Листогибочный пресс, который поднимает большую неподдерживаемую заготовку во время цикла формования, также может увеличить требуемое усилие формования.
Изготовители обычно решают эту проблему несколькими способами. По крайней мере, листогибочный пресс имеет опоры спереди, которые помогают операторам позиционировать заготовку относительно заднего упора. У них также может быть что-то, кроме подъемника, для поддержки детали, когда она поднимается по дуге во время цикла гибки листогибочного пресса. Это может включать в себя какой-либо кран или подъемник, наиболее распространенный выбор для толстолистового проката.
Для тонкого листа у производителей есть опции, включая толкатель листа. Подписчик листов делает именно то, что говорит. Устройство, расположенное перед станиной листогибочного пресса, поддерживает и следует за большим листом, когда он поднимается вверх во время гибки.
Подписчик листов делает именно то, что говорит. Устройство, расположенное перед станиной листогибочного пресса, поддерживает и следует за большим листом, когда он поднимается вверх во время гибки.
Другой подход включает изменение способа изгиба. Вместо того, чтобы как короткая, так и длинная ноги изгиба поднимались вверх, когда пуансон опускается в V-образный штамп, длинная нога остается горизонтальной, а короткая нога изгибается вверх или вниз. Для изготовления краевых фланцев в больших панелях это имеет смысл.
У производителей есть несколько способов сделать это: с помощью специальных инструментов на листогибочном прессе или вообще на другом станке, таком как панельогиб или фальцеватель. Как и в случае с любой технологией, каждый выбор станка и инструмента имеет свои ограничения. Но для большинства применений листового металла у производителей есть множество вариантов.
Горизонтальная гибка на листогибочном прессе
Листогибочный пресс может использовать ряд специальных инструментов, но когда речь идет о горизонтальной гибке, то есть когда лист перед инструментом остается горизонтальным во время цикла гибки, существуют две категории Доступны инструменты: протирающие и вращающиеся.
Инструменты для протирки работают так, как они звучат: перфоратор, по сути, протирает лист о матрицу. Протирку можно охарактеризовать как операцию дна, и каждый набор штампов изготавливается для определенного типа материала, толщины, угла изгиба и радиуса. Таким образом, зачистка требует значительного тоннажа, поэтому вы редко видите операции зачистки мягкой стали толщиной более 0,125 дюйма. Большинство инструментов для очистки изготовлены в форме 9Изгибы под углом 0 градусов, но некоторые специальные инструменты для затирки могут быть изготовлены для формирования заготовок под другими углами.
«Поскольку инструмент предназначен для материала определенной толщины, небольшие отклонения в толщине материала могут вызвать проблемы с качеством», — сказал Грег Флаэрти, инженер-конструктор и специалист по листогибочным прессам компании Wilson Tool International ® , Уайт-Беар-Лейк, Миннесота. « Зазор между формующим пуансоном и стационарной матрицей является критическим. Если материал немного толще, чем предназначен для обработки зазора, протирочное действие имеет тенденцию оставлять следы или истирать материал. Если материал тоньше, чем зазор, вы получите перегнутый угол. В традиционном воздушном изгибе вы просто опускаете пуансон немного дальше, чтобы достичь нужного угла. Но в ситуации стирания вы застряли с
Если материал немного толще, чем предназначен для обработки зазора, протирочное действие имеет тенденцию оставлять следы или истирать материал. Если материал тоньше, чем зазор, вы получите перегнутый угол. В традиционном воздушном изгибе вы просто опускаете пуансон немного дальше, чтобы достичь нужного угла. Но в ситуации стирания вы застряли с
Он добавил, что иногда трудно контролировать отскок. Протирочный пуансон оборачивает листовой металл вокруг штампа, но после завершения цикла и сброса давления угол изгиба может немного ослабнуть.
Некоторые протирочные матрицы могут быть изготовлены таким образом, что они слегка вдавливаются в материал в определенных точках, уменьшая пружинение. Но Флаэрти предупредил, что иногда это не идеально. Пуансон, вдавливающий материал в затирочную матрицу, может смягчить пружинение, но он также имитирует заготовку, что может повредить ее и вызвать проблемы с целостностью материала.
При гибке панелей прижимные инструменты зажимают заготовку на месте, а гибочные лезвия формируют заготовку в положительном и отрицательном направлении. Фото любезно предоставлено Salvagnini America Inc.
Фото любезно предоставлено Salvagnini America Inc.
«Горизонтальные гибочные инструменты вращающегося типа могут формировать кромочные фланцы гораздо более контролируемым образом», — сказал Флаэрти.
Вращающиеся инструменты состоят из кулачка в форме Pac-Man, который находится в седле, в основном в круглом кармане инструмента. Оператор сдвигает лист к задней части инструмента. Когда поршень листогибочного пресса опускается, кулачок оборачивает материал вокруг матрицы, которая называется наковальня .
— Наковальня утоплена, так что вы можете перегнуть ее на несколько градусов, чтобы компенсировать пружинение, — сказал Флаэрти.
Для формирования фланца вниз кулачок является частью верхнего инструмента, который опускается вниз, образуя изгиб над наковальней. Чтобы сформировать фланец вверх, кулачок является частью нижнего инструмента; в этом случае наковальня опускается к вращающемуся кулачку.
«Вы также можете сгибать под разными углами, регулируя ход штока», — сказал Флаэрти, добавив, что вращающийся инструмент может сгибать углы между 75 и 135 градусами, а некоторые инструменты могут формировать открытые углы до 145 градусов. Обычно они используются для материала толщиной 0,25 дюйма и тоньше, но Флаэрти сказал, что иногда можно разработать специальные инструменты для обработки более толстого материала. Это достигается за счет создания большего кулачка, который дает вращающемуся инструменту большее отверстие.
Обычно они используются для материала толщиной 0,25 дюйма и тоньше, но Флаэрти сказал, что иногда можно разработать специальные инструменты для обработки более толстого материала. Это достигается за счет создания большего кулачка, который дает вращающемуся инструменту большее отверстие.
Вращающийся инструмент может учитывать различия в толщине материала. Если, скажем, инструмент прогибается, и приложенный угол оказывается немного больше, чем нужно, оператор может отрегулировать положение ползуна, чтобы добавить еще несколько градусов для перегиба.
Инструменты для горизонтальной гибки позволяют выполнять геометрии с несколькими изгибами, такие как ответные фланцы, состоящие из двух или более изгибов. Но эти инструменты имеют ограничения по глубине фланца. Размер инструмента определяет глубину фланца, которую вы можете достичь. Конечно, по мере роста размера инструмента растут и расходы.
Горизонтальная гибка больших заготовок на листогибочном прессе по-прежнему требует, чтобы операторы каким-либо образом поднимали и поддерживали лист. Два или более рабочих могут удерживать лист на месте или могут использовать опорный стол для размещения большой панели для гибки.
Два или более рабочих могут удерживать лист на месте или могут использовать опорный стол для размещения большой панели для гибки.
Альтернативные технологии, однако, используют совершенно другой подход к гибке, что, в свою очередь, меняет то, как операторы обращаются с заготовками, а также количество операторов (часто всего один), необходимых для обработки больших листов.
Фальцевальные машины
Для формирования заготовки на фальцевальном станке оператор (или автомат) помещает заготовку на стол заднего упора, который имеет утопленные направляющие с выдвижными пальцами, каждый из которых управляется индивидуально. Деталь скользит вперед и располагается под инструментами зажимной балки, которые фиксируют заготовку на месте.
В последние годы фальцевальные машины могут формировать как в положительном, так и в отрицательном направлении с помощью одного луча. Изображение предоставлено ООО «РАС Системс».
Столы с задним упором иногда имеют Г-образную форму с горизонтальной ножкой Г за складными инструментами. При работе с большими панелями многие операторы фальцевальных машин предпочитают работать сзади машины, а L-образный задний упорный стол позволяет им поддерживать работу на протяжении всего цикла фальцевания.
Высота инструментов с зажимной балкой обычно определяет предельную высоту для 90-градусного фланца в четырехсторонней коробке. Если заготовка имеет фланцы только с одной или двух сторон, у папок нет ограничений по высоте фланцев. Инструменты прижимной балки изменены и переставлены, чтобы приспособиться к различным длинам изгиба, избегая при этом столкновений с ранее сформированными фланцами.
Как только материал зажат, инструмент на качающейся балке касается и сгибает заготовку. «Луч может поворачиваться в пределах 0,1 градуса, что дает допуск на угол плюс-минус полградуса, — сказал Билл Кеннеди, вице-президент RAS Systems LLC, Пичтри-Сити, Джорджия. — Стандартные инструменты очень гибкие, и нет необходимости в смене инструмента для работы с материалами разной толщины».
Некоторые станки оснащены регулируемым по высоте столом заднего упора, который может помочь операторам обрабатывать различные виды деталей, например, для поддержки отрицательного изгиба. «Вы можете опустить стол заднего упора, чтобы измерить отрицательный изгиб», — сказал Чендлер Барден, национальный менеджер по продажам CIDAN Machinery Americas, Пичтри-Сити, Джорджия, 9.0009
Фальцевальные машины также могут формировать края и другие формы краев. Оператор перемещает деталь на стол заднего упора, и инструмент с зажимной балкой опускается, формируя кромку, будь то плоская, каплевидная или другой формы.
Десятилетия назад системы складывания создавали только положительные изгибы, такие как кромки или ответные фланцы вокруг коробки или панели, но современные системы складывания могут создавать как положительные, так и отрицательные изгибы. Складная балка делает это, качаясь вверх и вниз. Чтобы повернуться вниз, он должен поворачиваться наружу на ширину складного инструмента. Скажем, инструмент балки имеет ширину 0,6 дюйма. При первом изгибе вверх верхний край инструмента касается листа, чтобы сделать изгиб. Чтобы согнуть вниз, нижний край инструмента должен загнуть поверхность материала. Для этого требуется, чтобы точка поворота балки переместилась на 0,6 дюйма.
Скажем, инструмент балки имеет ширину 0,6 дюйма. При первом изгибе вверх верхний край инструмента касается листа, чтобы сделать изгиб. Чтобы согнуть вниз, нижний край инструмента должен загнуть поверхность материала. Для этого требуется, чтобы точка поворота балки переместилась на 0,6 дюйма.
«Кроме того, складывающаяся балка сама по себе является приводной осью и может быть отрегулирована на 5,9 дюйма, чтобы избежать любых столкновений с ранее согнутым фланцем», — сказал Кеннеди.
Более толстые инструменты на складной балке подходят для более толстых материалов. Более тонкие инструменты могут сгибать материал только такой толщины, но эти узкие инструменты также могут получить доступ к определенным областям, недоступным для более толстых инструментов, например, обратные изгибы, необходимые для узких смещений.
Автоматическая смена инструмента на листогибочных прессах становится все более популярной, и в последние годы автоматизация смены инструмента также появилась на рынке фальцевальных машин. «В этих машинах роботизированные манипуляторы меняют и переставляют инструменты зажимной балки в соответствии с выполняемой работой», — сказал Дэвид Прокоп, исполнительный вице-президент MetalForming Inc., Пичтри-Сити, штат Джорджия, 9.0009
«В этих машинах роботизированные манипуляторы меняют и переставляют инструменты зажимной балки в соответствии с выполняемой работой», — сказал Дэвид Прокоп, исполнительный вице-президент MetalForming Inc., Пичтри-Сити, штат Джорджия, 9.0009
В качестве альтернативы, некоторые системы складывания меняют инструмент автоматически, поворачивая верхнюю балку. Одна сторона балки может иметь обычный цельный инструмент зажимной балки, а другая сторона балки может иметь сегментированный инструмент зажимной балки. Как объяснил Барден, «оператор может выполнять любое количество изгибов сплошным инструментом, а на сегментированной стороне он может настроить инструменты для панелей разной ширины и других деталей».
Как и листогибочные прессы, фальцевальные станки теперь имеют опции автоматической смены инструмента, только здесь инструменты зажимной балки меняются и манипулируются, чтобы приспособиться к разным длинам изгиба и избежать столкновений с ранее сформированными фланцами. Фото предоставлено MetalForming Inc.
Фото предоставлено MetalForming Inc.
Для некоторых папок предусмотрена автоматизация, которая помогает исключить ручную загрузку и манипулирование большими заготовками. Это, конечно, улучшает эргономику оператора, что часто является основной причиной, по которой производители в первую очередь покупают фальцовщики.
«Многое изменилось в технологии складывания, чтобы устранить узкое место в формовочном цехе, — сказал Прокоп. «На сцену вышли полностью автоматизированные системы складывания с автоматической сменой инструментов и манипулированием деталями».
Варианты гибки панели
При гибке панелей лист располагается под инструментами держателя заготовок, которые опускаются и фиксируют заготовку на месте, при этом материал выступает с другой стороны. Чем дальше металл выступает за пределы оснастки — области станка, называемой горловиной, — тем выше будет полученный фланец. Чем глубже горловина, тем выше фланец.
Когда листовой металл установлен, гибочные ножи машины сверху и снизу перемещаются, чтобы согнуть металл. Для большинства операций движение гибочного лезвия, а не форма инструментов, определяет окончательный угол и радиус изгиба. Сегментированные держатели заготовок автоматически меняются в соответствии с требуемой длиной изгиба. Как и фальцевальная машина, панельногибочные станки могут формировать специальные формы, такие как кромки, с гибочными лезвиями, формирующими материал за 90 градусов, и прижимные инструменты опускаются, чтобы сформировать окончательную подгибку.
Для большинства операций движение гибочного лезвия, а не форма инструментов, определяет окончательный угол и радиус изгиба. Сегментированные держатели заготовок автоматически меняются в соответствии с требуемой длиной изгиба. Как и фальцевальная машина, панельногибочные станки могут формировать специальные формы, такие как кромки, с гибочными лезвиями, формирующими материал за 90 градусов, и прижимные инструменты опускаются, чтобы сформировать окончательную подгибку.
Гибка панелей превратилась из одного типа станков в технологию, включенную в различные системы, от ручной подачи до полностью автоматизированной.
Традиционные панельогибочные станки используют манипуляторы деталей, которые манипулируют деталью на протяжении всего цикла гибки. В этом случае оператор вставляет лист напротив установочных устройств, запускает цикл, и манипулятор завершает всю деталь. Другие станки для гибки панелей интегрированы в полностью автоматизированные системы резки и формовки. Листовой металл режется, перфорируется, а затем формуется на листогибочном станке, и все это на одной обширной системе.
В некоторых системах оператор приставляет заготовку к установочным штифтам, и машина выполняет все изгибы на этой стороне заготовки. Как только эти изгибы завершены, оператор поворачивает заготовку, снова упирает ее в установочные штифты, и панельогиб берет ее оттуда для всех изгибов на этом краю панели. В качестве альтернативы оператор может манипулировать деталью между каждым изгибом, если это необходимо.
«Поскольку у него нет манипулятора для перемещения детали внутрь и наружу, он позволяет машине изгибать определенные геометрические формы, которые нельзя было сделать с помощью манипулятора», — сказал Пол Крофт, менеджер по продукции для гибки Prima Power North America. , Арлингтон-Хайтс, Иллинойс,
Все эти системы превосходно подходят для производства большого ассортимента продукции, учитывая, что время переналадки минимально или вообще отсутствует. Некоторые из них имеют ограничения по размеру листа, в зависимости от модели станка и способа манипулирования листом во время цикла гибки. Некоторые предлагают функции, которые позволяют машине снимать детали с конечным фланцем, направленным вниз. Некоторые модели имеют функции, которые позволяют системам обрабатывать мелкие детали, например, встроенные ножницы, которые могут отрезать узкую часть от более крупного листа. Другие используют отдельный набор зажимных инструментов меньшего размера.
Некоторые предлагают функции, которые позволяют машине снимать детали с конечным фланцем, направленным вниз. Некоторые модели имеют функции, которые позволяют системам обрабатывать мелкие детали, например, встроенные ножницы, которые могут отрезать узкую часть от более крупного листа. Другие используют отдельный набор зажимных инструментов меньшего размера.
«[Рассмотрите] дверь и раму электрического шкафа, — сказал Том Бейли, менеджер по продукции TruBend в TRUMPF Inc., Фармингтон, Коннектикут. — Они всегда состоят из больших панелей и небольших каналов. Если вы можете делать и то, и другое, у вас есть идеальное применение для панелегиба».
Стол заднего упора с регулируемой высотой на фальцевальном станке позволяет операторам формировать детали сложной геометрии. Здесь таблица позволяет оператору определить отрицательный изгиб. Фото предоставлено CIDAN Machinery Americas.
Верх панели изгиба: как только заготовка вводится в станок автоматически или вручную, все гибки выполняются автоматически без участия оператора. Между циклами гибки универсальный инструмент для крепления заготовок перемещается, чтобы приспособиться к различным длинам гибки, но это все. Никаких изменений ширины штампа, никакого переключения с прямого пуансона на гусиную шею или каких-либо других сложностей, связанных с листогибочным прессом. А устройство для гибки панелей, как и инструмент для складывания и горизонтальной гибки на тормозе, позволяет рабочему листу оставаться плоским при изгибе краевого фланца.
Между циклами гибки универсальный инструмент для крепления заготовок перемещается, чтобы приспособиться к различным длинам гибки, но это все. Никаких изменений ширины штампа, никакого переключения с прямого пуансона на гусиную шею или каких-либо других сложностей, связанных с листогибочным прессом. А устройство для гибки панелей, как и инструмент для складывания и горизонтальной гибки на тормозе, позволяет рабочему листу оставаться плоским при изгибе краевого фланца.
Как и в случае любой технологии горизонтальной гибки, панельный станок подходит не для каждой детали. В зависимости от системы внутренние окна и вырезы могут мешать манипулятору иметь достаточную поверхность для захвата и перемещения изделия в нужное положение. А самой детали нужна ровная или почти плоская поверхность. Некоторые столы для гибки панелей имеют пылесосы или щетки для размещения нескольких обращенных вниз неглубоких форм, таких как жалюзи или тиснение. Но в целом станку требуется, чтобы деталь имела плоскую поверхность для перемещения детали от изгиба к изгибу.
Для обработки еще большего разнообразия деталей некоторые панельогибочные станки интегрированы как часть системы, которая включает в себя как листогибочный пресс с автоматической сменой инструмента, так и панельную гибку. Детали, помеченные штрих-кодом, поступают на гибочную станцию, где один оператор управляет листогибочным прессом и панельогибочным станком. Оператор сканирует штрих-код, который приводит в действие панельогиб или листогибочный пресс.
«К тому моменту, когда оператор доставляет деталь на гибочный станок, программа уже загружена и инструмент подготовлен», — сказал Билл Боссард, президент Salvagnini America Inc., Гамильтон, Огайо. «Станок формирует деталь, при необходимости использует автоматическую коррекцию угла, а затем завершает работу, когда оператор отправляет сформированную деталь и извлекает следующую, совершенно другую деталь».
В этой ситуации оператор может сформировать небольшой кронштейн на тормозе, затем извлечь панель (или использовать автоматизацию конвейера) и установить ее на панельногибочном станке, не требуя подъема.
Выбор больших заготовок
Каждый вариант, от специального тормозного инструмента до автоматизированных систем, включающих несколько станков, имеет экономическое обоснование. Что выбрать, зависит от текущей и потенциальной части производителя и состава клиентов.
Тем не менее, вариантов предостаточно. Для операторов, напрягающих спину, чтобы поднять большую панель в цикле гибки листогибочного пресса, это очень хорошо.
CIDAN Machinery Americas, www.cidanmachinery-americas.com
MetalForming Inc., www.metalforming-usa.com
Prima Power North America Inc., www.primapower.com
9
Оператор помещает заготовку под манипулятор деталей, который перемещает заготовку на протяжении всего цикла гибки панели. Фото предоставлено Prima Power North America Inc.
RAS Systems LLC, www.ras-systems.com
Salvagnini America Inc., www. salvagnini.com
salvagnini.com
TRUMPF Inc., www.us.trumpf.com
Wilson Tool International®, www.wilsontool.com
98 9 Гибка листового металла | Minifaber
Minifaber имеет пятидесятилетний опыт в области гибки листового металла : процесс холодной обработки металла, который происходит с помощью машины, называемой гибочным станком. Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Совместно с процессом резки и формования гибка листового металла используется на металлических поверхностях для получения полуфабрикатов и может выполняться на поверхностях разных типов: наша специализация — гибка алюминия, нержавеющей стали, железа и меди .
Что вы найдете на этой странице?
- Как работает гибка листового металла в Minifaber;
- Гибка алюминия;
- Гибка стали;
- Гибка железа;
- Гибка из нержавеющей стали;
- Гибка меди;
- Различные виды гибки листового металла;
- Наша специализация в гибке листов;
- Минифаберные машины.

Качество гибки листового алюминия
Каждый металл реагирует по-разному к операции гибки металлических листов, поэтому с каждым из них необходимо обращаться осторожно, в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 технологически продвинутых гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге, , в реальный готовый продукт или полуфабрикат.
Хотите узнать больше о наших услугах по гибке листового металла? Свяжитесь с нами для получения дополнительной информации
Гибка алюминиевого листа
Гибка алюминиевого листа является одним из самых простых процессов, благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, ковкость и легкость позволяют гнуть его без риска.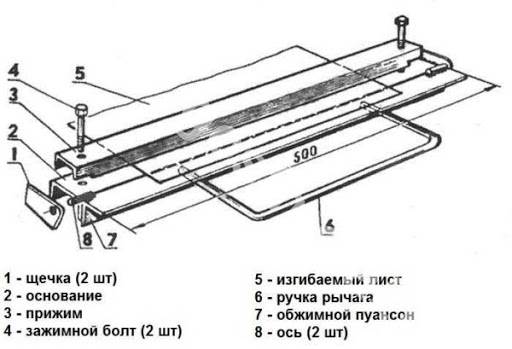 поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Гибка стального листа
Гибка, также известная как прессование, отбортовка, фальцовка и окантовка, является одним из наиболее часто используемых методов холодной обработки в производстве листового металла. Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. Гибка стали и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Гибка листового железа
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк спектр его применения. Чтобы удовлетворить все эти потребности, мы выполняем процессов гибки железа . Изгиб железного листа деформирует железный лист, но не меняет его толщины. Процесс всегда должен выполняться профессионалами из-за характеристик металла:
- температура обработки;
- стресс из-за предыдущих процессов;
- вид ребер, которые необходимо получить;
- длина и толщина заготовки.

Гибка листов из нержавеющей стали
Нержавеющая сталь особенно востребована в пищевой, фармацевтической и косметической отраслях из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены. Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Гибка листовой меди
Благодаря высокой электро- и теплопроводности медь является одним из наиболее востребованных металлов, например, в строительстве. Фактически, медь обладает несколькими характеристиками, которые делают ее лучшим выбором для операций гибки, несмотря на ее высокую стоимость. Для этих конкретных запросов в микроволокне изгиб меди соединен с изгибом других металлов. Благодаря нашей специализации в области холодной обработки металлов, в Minifaber мы успешно обеспечиваем гибка меди услуга, позволяющая получить именно тот продукт, который вы хотите!
Какие виды гибки листового металла существуют?
Изгиб листа требует приложения усилия к листовому металлу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы углубимся в детали, мы найдем:
Но это только общий процесс: если мы углубимся в детали, мы найдем:
- гибка листового металла с V-образной матрицей или воздушная гибка – самый распространенный, когда нужно достичь угла до 90°
- U-образная гибка , в которой используются цилиндрические формы
- ротационная гибка , когда металлогибочная машина изгибает плоскую металлическую поверхность благодаря использованию ротационной матрицы (цилиндра)
Наш процесс гибки листового металла
В зависимости от типа листового металла Minifaber выбирает наиболее подходящий процесс. Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
V-образная и воздушная гибка листового металла
V-образная и воздушная гибка называются так потому, что заготовка не полностью касается частей инструмента. В процессе воздушной гибки заготовка опирается на 2 точки, а пуансон продавливает изгиб. Это по-прежнему обычно делается с помощью листогибочного пресса, но нет необходимости в боковой матрице.
В процессе воздушной гибки заготовка опирается на 2 точки, а пуансон продавливает изгиб. Это по-прежнему обычно делается с помощью листогибочного пресса, но нет необходимости в боковой матрице.
Процесс гибки листового металла воздух-воздух обеспечивает большую гибкость. С помощью этого метода можно получить от 90 до 180 градусов. В случае, если нагрузка снята и пружинение материала приводит к неправильному углу, его легко отрегулировать, приложив большее усилие.
Конечно, это приводит к меньшей точности, чем другие виды обработки листового металла. При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
Процесс U-образного изгиба
U-образный изгиб очень похож на V-образный изгиб. Есть матрица и пуансон, на этот раз цилиндрической формы, которые приводят к изгибу листового металла. Это очень простой метод гибки, например, стальных U-образных профилей, но он не так распространен, так как такие профили можно изготавливать и другими, более гибкими методами.
Ротационная гибка листового металла
Роликовая гибка используется для изготовления труб или конусов различной формы с использованием цилиндрических форм. В зависимости от мощности машины и количества валков одновременно может выполняться один или несколько гибов.
Чтобы согнуть деталь с обоих концов и центральной секции, требуется дополнительная операция. Этот процесс гибки листового металла выполняется на гидравлическом прессе или листогибочном прессе. В противном случае края будут плоскими.
Минифаберные станки для гибки листового металла
Гибка листового металла осуществляется на станках с ЧПУ , которые могут сгибать большое количество или один кусок металла с одинаковой и предельной точностью .
В зависимости от ваших потребностей, это технологическое оборудование может выполнять различные виды гибки, такие как стандартные , U-образные или вращательные гибки . Minifaber может выбрать среди 7 гибочных станков весом от 30 до 180 тонн в зависимости от получаемого продукта.
Minifaber может выбрать среди 7 гибочных станков весом от 30 до 180 тонн в зависимости от получаемого продукта.
- Гибка листового металла: 5 удивительных архитектурных творений
- Штамповка листового металла, руководство для начинающих
Minifaber, 50 лет ноу-хау в процессах холодной штамповки металлов в малых и больших количествах.
Свяжитесь с нами для оценки и технико-экономического обоснования
Фальцевальные машины | Оборудование для обработки листового металла
Наши фальцевальные машины быстрые, эффективные и точные. Оборудование для гибки алюминиевых панелей, используемое в различных отраслях промышленности для различных продуктов и типов проектов, не может быть лучше для вашего производственного проекта, когда вам нужна надежная фальцевальная машина. RAS Systems выполняет комплексную гибку панелей для профилей и ящиков с дополнительными опциями в соответствии с потребностями вашего бизнеса.
ПрофильЦентр
Центр профилей сгибает профили, такие как дверные рамы, детали лифтов или кабельные каналы, партиями размером 1 благодаря своим гибким и автоматическим возможностям. Его уникальная система захвата FlexGripper автоматически перемещает, вращает и переворачивает заготовки во время гибки.
Макс. длина изгиба
3200 мм
Макс. толщина
2,00 мм/14 ga
Программирование
автоматический
Мультибенд-Центр 79.31-2
Добро пожаловать на новый уровень обработки металлов. Multibend-Center способен изгибать прецизионные детали на высоких скоростях в большом количестве автоматически и с высочайшим уровнем гибкости и полной повторяемости.
Макс. длина изгиба
3060 мм
Макс. толщина
2,00 мм/14 ga
Программирование
автоматический
Мультибенд-Центр 79.22-2
Добро пожаловать на новый уровень обработки металлов. Multibend-Center способен изгибать прецизионные детали на высоких скоростях в большом количестве автоматически и с высочайшим уровнем гибкости и полной повторяемости.
Макс. длина изгиба
2160 мм
Макс. толщина
2,0 мм (2,5 мм)/14 ga (13 ga)
Программирование
автоматический
Мультигиб-Центр 79.26-2 ЭКО
Multibend-Center ECO — это экономичное решение начального уровня для автоматической гибки панелей и коробов, которое включает в себя все функции высокотехнологичного листогибочного станка.
Максимальная длина изгиба
2560 мм
Максимальная толщина
2,0 мм / 14 ga
Программирование
автоматический
Мультибенд-Центр 79.26-2
Добро пожаловать на новый уровень обработки металлов. Multibend-Center способен изгибать прецизионные детали на высоких скоростях в большом количестве автоматически и с высочайшим уровнем гибкости и полной повторяемости.
Макс. длина изгиба
2560 мм
Макс. толщина
2,0 мм (2,5 мм) / 14 ga (13 ga)
Программирование
автоматический
Мультигиб-Центр 79.
 22-2 ЭКО
22-2 ЭКО
Multibend-Center ECO — это экономичное решение начального уровня для автоматической гибки панелей и коробов, которое включает в себя все функции высокотехнологичного листогибочного станка.
Максимальная длина изгиба
2160 мм
Максимальная толщина
2,0 мм / 14 ga
Программирование
автоматический
МиниБендЦентр
RAS MiniBendCenter — первый в мире автоматический фальцевальный центр для мелких деталей. Фальцовка, настройка инструмента и позиционирование заготовки выполняются автоматически, что помогает снизить затраты на деталь и повысить производительность.
Макс. длина изгиба
600 мм
Макс. толщина
3,0 мм / 11 шт.
Программирование
полуавтоматический
UpDownCenter 78.33-2
UpDownCenter предлагает полуавтоматическую гибку таких деталей, как панели и коробки, с возможностью складывания вверх и вниз, автоматическое позиционирование деталей и программное обеспечение для автоматического программирования одним щелчком мыши. Дополнительные устройства смены инструмента также могут сократить время наладки и повысить производительность.
Макс. длина изгиба
3200 мм
Макс. толщина
4,0 мм / 9ga
Программирование
автоматический
UpDownCenter 78.43-2
UpDownCenter предлагает полуавтоматическую гибку таких деталей, как панели и коробки, с возможностью складывания вверх и вниз, автоматическое позиционирование деталей и программное обеспечение для автоматического программирования одним щелчком мыши. Дополнительные устройства смены инструмента также могут сократить время наладки и повысить производительность.
Максимальная длина изгиба
4060 мм
Максимальная толщина
3,0 мм / 11 шт.
Программирование
автоматический
UpDownCenter 78.30-2
UpDownCenter предлагает полуавтоматическую гибку таких деталей, как панели и коробки, с возможностью складывания вверх и вниз, автоматическое позиционирование деталей и программное обеспечение для автоматического программирования одним щелчком мыши. Дополнительные устройства смены инструмента также могут сократить время наладки и повысить производительность.
Макс. длина изгиба
3200 мм
Макс. толщина
4,0 мм / 9ga
Программирование
автоматический
UpDownCenter 78.40-2
UpDownCenter предлагает полуавтоматическую гибку таких деталей, как панели и коробки, с возможностью складывания вверх и вниз, автоматическое позиционирование деталей и программное обеспечение для автоматического программирования одним щелчком мыши. Дополнительные устройства смены инструмента также могут сократить время наладки и повысить производительность.
Максимальная длина изгиба
4060 мм
Максимальная толщина
3,0 мм / 11 шт.
Программирование
автоматический
XXL-Центр 75.04-2
Автоматическое изготовление прецизионных длинных деталей с помощью XXL-Center. Этот складной центр автоматически вставляет, выравнивает, позиционирует и сгибает фланцы вверх или вниз — больше не требуется вращение или сложное обращение.
Максимальная длина изгиба
4250 мм
Максимальная толщина
1,5 мм / 16 ga
Программирование
автоматический
XXL-Центр 75.06-2
Автоматическое изготовление прецизионных длинных деталей с помощью XXL-Center. Этот складной центр автоматически вставляет, выравнивает, позиционирует и сгибает фланцы вверх или вниз — больше не требуется вращение или сложное обращение.
Максимальная длина изгиба
6400 мм
Максимальная толщина
1,5 мм / 16 ga
Программирование
автоматический
XXL-Центр 75.08-2
Автоматическое изготовление прецизионных длинных деталей с помощью XXL-Center. Этот складной центр автоматически вставляет, выравнивает, позиционирует и сгибает фланцы вверх или вниз — больше не требуется вращение или сложное обращение.
Максимальная длина изгиба
8480 мм
Максимальная толщина
1,5 мм / 16 ga
Программирование
автоматический
XL-центр
Доступный по цене гибочный станок, идеально подходящий для гибки профилей крыш и стен. Этот станок предлагает программирование деталей одним щелчком мыши, уменьшенную погрузочно-разгрузочные операции и возможности гибки вверх и вниз. Уменьшите объем погрузочно-разгрузочных работ и увеличьте скорость складывания с помощью XL-Center.
Макс. длина изгиба
3200 мм
Макс. толщина
1,5 мм / 16 ga
Программирование
автоматический
UpDownBend 78.40
UpDownBend позволяет легко сгибать сложные детали. Эта революционная система, способная несколько раз менять направление складывания без переворачивания детали, значительно повышает производительность и пропускную способность.
Максимальная длина изгиба
4060 мм
Максимальная толщина
3,0 мм / 11 ga
Программирование
полуавтоматический
UpDownBend 78.30
UpDownBend позволяет легко сгибать сложные детали. Эта революционная система, способная несколько раз менять направление складывания без переворачивания детали, значительно повышает производительность и пропускную способность.
Макс. длина изгиба
3200 мм
Макс. толщина
4,0 мм / 9ga
Программирование
полуавтомат
ГИГАбенд 76.30
Идеальное решение для гибки низкоуглеродистой стали толщиной от 0,5 до 6 мм. GIGAbend предлагает максимальное пространство для гибкости конструкции, при этом изгибая любые углы, радиусы, а также открытые и закрытые кромки. Его интеллектуальная система выпуклости и давление зажима обеспечивают идеальное сгибание деталей.
Макс. длина изгиба
3200 мм
Макс. толщина
6,0 мм / 1/4″
Программирование
преимущественно автоматическое
ГИГАбенд 76.40
Идеальное решение для гибки низкоуглеродистой стали толщиной от 0,5 до 5 мм. GIGAbend предлагает максимальное пространство для гибкости конструкции, при этом изгибая любые углы, радиусы, а также открытые и закрытые кромки. Его интеллектуальная система выпуклости и давление зажима обеспечивают идеальное сгибание деталей.
Макс. длина изгиба
4060 мм
Макс. толщина
5,0 мм / 6 шт.
Программирование
преимущественно автоматическое
XLTbend 71.30
XLTbend идеально подходит для тех, кто хочет формировать сложные прецизионные детали из листового металла небольшими партиями при точении профиля. Его простота в эксплуатации и автоматическое программирование деталей делают его идеальным решением для пользователей с высокими требованиями к гибкости.
Макс. длина изгиба
3200 мм
Макс. толщина
3,0 мм / 11 шт.
Программирование
автоматический
XLTизгиб 71.40
XLTbend идеально подходит для тех, кто хочет формировать сложные прецизионные детали из листового металла небольшими партиями при точении профиля. Его простота в эксплуатации и автоматическое программирование деталей делают его идеальным решением для пользователей с высокими требованиями к гибкости.
Максимальная длина изгиба
4060 мм
Максимальная толщина
2,5 мм / 13 шт.
Программирование
автоматический
ФЛЕКСИгиб 73.30
Создавайте уникальные сложные детали с высоким уровнем добавленной стоимости с помощью RAS FLEXIbend. Эта машина предлагает высокую гибкость дизайна продукта, предлагая простые в эксплуатации механизмы и возможности программирования как в офисе, так и в цеху.
Максимальная длина изгиба
3200 мм
Максимальная толщина
3,0 мм / 11 шт.
Программирование
преимущественно автоматические
ФЛЕКСИгиб 73.40
Создавайте уникальные сложные детали с высоким уровнем добавленной стоимости с помощью RAS FLEXIbend. Эта машина предлагает высокую гибкость дизайна продукта, предлагая простые в эксплуатации механизмы и возможности программирования как в офисе, так и в цеху.
Максимальная длина изгиба
4060 мм
Максимальная толщина
2,5 мм / 13 ga
Программирование
преимущественно автоматические
ТУРБО2плюс 62.
30-2
Созданный с помощью нашего программного обеспечения Bendex, TURBO2plus автоматически программирует детали и показывает идеальную последовательность гибки на мониторе в 3D. Упростите свои операции и сократите расходы с помощью TURBO2plus, предназначенного для использования одним оператором.
Максимальная длина изгиба
3200 мм
Максимальная толщина
2,0 мм / 14 ga
Программирование
автоматический
ТУРБО2плюс 62.25-2
Созданный с помощью нашего программного обеспечения Bendex, TURBO2plus автоматически программирует детали и показывает идеальную последовательность гибки на мониторе в 3D. Упростите свои операции и сократите расходы с помощью TURBO2plus, предназначенного для использования одним оператором.
Максимальная длина изгиба
2540 мм
Максимальная толщина
2,5 мм / 13 ga
Программирование
автоматический
ТУРБОбенд
Разработанный для кровельных и стеновых профилей, TURBObend является самым передовым, простым в использовании и точным фальцевальным станком для кровельщиков и сборщиков металлоконструкций в отрасли. Эта инновационная фальцевальная машина идеально подходит для всех материалов и стандартных толщин листа. Вы можете снизить себестоимость единицы продукции.
Максимальная длина изгиба
3150 мм
Максимальная толщина
1,5 мм / 16 ga
Программирование
в основном автоматический
Максимальная длина изгиба
0 мм (0 дюймов)
0
Макс. толщина
0,5 мм / 26 шт.
Направление изгиба
вверх и вниз
вверх
Программирование
автоматический
полуавтоматический
преимущественно автоматический
Автоматика
высокая
средняя
Запчасти
профили
Профили и коробки
Обзор семи лучших производителей фальцев и тормозов из листового металла
Фальцовщики и тормоза из листового металла используются для изготовления других металлических кровельных компонентов, таких как накладки, накладки на коньки и оклады. Узнайте о некоторых из лучших производителей и продуктах, которые они предлагают.
Кэти Боулз 05 июля 2022 г.
Независимо от того, являетесь ли вы подрядчиком или поставщиком кровельных панелей, вы можете использовать множество вариантов оборудования для изготовления металлоконструкций, чтобы сделать свою работу более эффективной. Покупка у лучших производителей листового металла или тормозов имеет решающее значение для получения качественного и надежного оборудования.
Компания New Tech Machinery (NTM) специализируется на производстве портативного оборудования для профилирования металлических кровельных панелей и бесшовных водосточных желобов. Однако нам часто задают вопрос: «Помимо профилегибочных станков, из которых изготавливаются кровельные панели, где я могу найти оборудование для изготовления других металлических кровельных компонентов, таких как наличники или оклады?»
Хотя NTM не производит оборудование для изготовления металлоконструкций, мы знаем и часто направляем клиентов к различным производителям металлических фальцевальных инструментов для фальцевания и гибки листового металла, чтобы вы могли самостоятельно изготовить все части металлической кровельной системы.
Поскольку существует множество производителей оборудования для производства металла, мы составили список лучших производителей фальцевального и тормозного оборудования, некоторых продуктов, которые они предлагают, и того, что следует учитывать при выборе производителя фальцевального и тормозного оборудования. .
Примечание. У этих производителей нет определенного порядка.
Что такое папка или тормоз для листового металла?
Оборудование для изготовления металлических кровель можно использовать для изготовления отделочных элементов, кровельных панелей и даже водосточных желобов. Если вы не знакомы с фальцевальными машинами и производственным оборудованием, давайте поговорим о том, что они делают.
Складыватели или тормоза из листового металла могут создавать сложные формы, для которых в настоящее время не существует профилегибочного оборудования. Процесс гибки включает в себя превращение листового металла в формы, которые обычно используются для z-затворов, отделки ендов, накладок коньков, карнизов или сайдинга. Они гнут металл под сложными углами и прямыми линиями, в отличие от профилегибочных машин, которые могут сгибать этот металлический материал в другие формы, которые не являются квадратными или прямыми линиями.
Оборудование для фальцовки листового металла может создавать полностью индивидуальные конструкции. Иногда они даже используются для создания металлических панелей крыши. Однако для панелей, изготовленных с помощью папки, может потребоваться особый процесс установки, поскольку длина панелей, которые они могут изготовить, ограничена длиной используемой папки. В результате, в зависимости от размеров панелей, может потребоваться их «притирка» в полевых условиях.
Складчики и тормоза для металлической кровли просты в управлении, часто с помощью педали, и автоматизированы с помощью компьютеров с сенсорным экраном. Они могут быть намного больше, чем портативные профилегибочные станки, но размер фальцевальной машины ограничивает длину детали, которую вы можете сгибать или складывать. Однако из более длинных папок можно сделать более длинные фрагменты обрезки.
Популярные производители профилегибочных станков и тормозов
#1 CIDAN Machinery Group
Штаб-квартира: Швеция (CIDAN Machinery — штаб-квартира США находится в Пичтри-Сити, Джорджия)
О компании: CIDAN Machinery Group начала свою деятельность в 1907 году в Гётене, Швеция, и именно здесь сосредоточена большая часть ее производства. На протяжении многих лет CIDAN Machinery Group объединялась и приобретала различные компании, в том числе Göteneds by CIDAN Machinery, CIDAN Machinery, Forstner CIDAN Machinery Group, nuIT и Thalmann.
Несколько дилеров и центров CIDAN Machinery также расположены по всему миру, включая Грузию, Китай, Австрию, Данию, Англию и Швецию.
Некоторые предложения продуктов:
- Металлические папки – фальцевальная машина CIDAN PRO Z, фальцевальная машина FORMA Z, фальцевальная машина CIDAN MEGAPRO, фальцевальная машина CIDAN PRO, фальцевальная машина CIDAN FORMA, серия CIDAN FX Combi (фальцевально-гибочная машина) , фальцевальная машина CIDAN серии FS и фальцевальная машина CIDAN F
- Длинные фальцеватели – TZ Long Folder, TD Double Folder и TC Double Folder (торговая марка Thalmann)
- Ножницы – ножницы по металлу CIDAN EVO DUO, ножницы по металлу CIDAN RAPIDO и СИДАН РАПИДО 32 ССМ
- Оборудование для обработки рулонов, продольной и поперечной резки
- Наматывающие устройства
#2 Tennsmith
Штаб-квартира: McMinnville, Tennessee
О компании: Raynsmith 900, S сначала известная как Smith Machine Tool Company. В 2011 году компания приобрела Roper Whitney и приобретенные ею компании: Pexto и Connecticut. Сегодня инструменты и оборудование для обработки листового металла Tennsmith включают в себя автоматические фальцовщики, ручные тормоза, ножницы, скользящие валики, гибочные станки, вырубные станки, ротационные машины и многое другое.
Некоторые предложения продуктов:
- Фальцеватели Up/Down – EvoBend Фальцеватели Up/Down: D300, D600 и D800
- Длинные фальцеватели – AutoMax AM2116 и AutoMax AM2114by Roper Whitney Folders (Folders MetalS and Ropers Straighters
- 0
- 0 Whitney’s AutoBrake) и многоинструментальные системы (серия MTS и серия Roper Whitney’s Kombi)
- Ручные тормоза (прямые, коробчатые и дисковые, универсальные)
- Оборудование для обработки рулонов – машины для продольной и поперечной резки
- Ножные и ручные ножницы
- Валкогибочное оборудование и гибочные станки
#3 RAS Systems LLC
Штаб-квартира: Peachtree City, Georgia
О компании в 1939 году Вильгельмом Рейнхардтом, а в 1946 году начала производство оборудования для обработки листового металла. В 1992 году родилась компания RAS Systems US, но в настоящее время у компании все еще есть действующие объекты в Эффрингене, Германия.
Некоторые предложения продукции:
- Фальцовальные машины для листового металла – особенно для металлоконструкций, кровли и фасадов, у них есть XXL-Center, XL-Center, TURBOBend, TURBO2Plus, FLEXIBend, UpDownCenter-2, GIGAbend
- Металлорежущие станки – PRIMEcut, SMARTcut, POWERcut
- Металлообрабатывающие станки – оборудование для обжатия, отбортовки кромок, замков, воздуховодов, скругления и заделки швов
#4 Van Mark Products Corporation
Штаб-квартира: Фармингтон-Хиллз, Мичиган
О компании: Основанная в 1964 году Джином Ван Кливом, компания Van Mark сначала начала с портативных гибочных прессов и с тех пор расширила свою продукцию и рынки, включив в нее множество других портативных инструментов для коммерческого металла. кровля и архитектура, установка водосточных желобов, а также жилой сайдинг, кровельные и оконные рынки.
Некоторые предложения продуктов:
- Переносные гибочные прессы
- Класс подрядчика: Metal Master® 20, Mark II TrimMaster®, Mark 1 Series™
- Промышленный класс: Industrial Metal Master® 20, Mark IV Industrial TrimMaster®
Mark II TrimMaster® Residential Heavy Duty
- Тормоза начального уровня / Самостоятельные тормоза: Trim-A-Brake II™
#5 Jorns AG
Штаб-квартира: Лоцвиль, Швейцария
9009 производитель гибочных станков О компании: , оборудование для обработки листового металла и станки для двойной гибки компания Jorns AG была основана в 1973 году Куртом Йорнсом. Хотя их производственные процессы происходят в Швейцарии, они продают, обслуживают и устанавливают эти машины по всему миру с помощью более чем 30 независимых агентств и дистрибьюторов.
Select Product Productions:
- JORNS JB Bending Machine
- JORNS JDB JDB Двойной изгиб Machine
- Accessories — Jorns Cutting Table, Jorns Marul Table Shears, поддержка ARMS
#6 Schechtl
#6 #6. 60018
#6. 60018
#6. #6. 60018. , Германия
О компании: Бизнес начался с кузнечного дела Йозефа Шехтля в 1910 году. 22 года спустя Шехтль изобрел первую фальцевальную машину. Компания Schechtl по-прежнему базируется в Эдлинге, Германия, и производит ножницы и фальцевальные машины для листового металла. Однако они работают с различными дистрибьюторами по всему миру.
Некоторые предложения продуктов:
- Папки – MAX, MAX-F, MAB, MAZ, MAE, MBM
- Ручные тормоза – HBM, UKV, UKF, HA
- Ножницы – SMT, MSB, MSC
0 #
0 900 7 Hershey’s Metal Meister, LLC / Variobend USA
Штаб-квартира: Mattoon, Illinois
О компании: Hershey’s Metal Meister — это семейный бизнес с историей профилирования и производства машин. Компания приобрела патентные права в Северной Америке на продукцию европейского производителя фальцовки Variobend и является производителем оборудования Variobend в США.
Некоторые предложения продуктов:
- Одинарные и двойные фальцевальные станки
- Двойной гибочный станок
- Одинарный гибочный станок
Заключительные мысли
Не существует конкретного поставщика листового металла, который подойдет каждому подрядчику или производителю фальцевального инструмента. , изучение оборудования и брендов, их местонахождения и дистрибьюторских сетей, а также понимание того, что вам нужно в вашем бизнесе, действительно помогает.
При поиске и выборе производителя скоросшивателя или тормоза важно учитывать возможности вашего бизнеса сейчас и в будущем и задавать вопросы при разговоре с различными производителями об их продуктах и компании.
Подумайте о следующем:
- Какие виды отделки или отливов вы планируете производить? Вам нужна машина с опциями радиуса?
- Вы ищете портативную или заводскую машину?
- Какая мощность или пространство у вас есть внутри магазина или фабрики?
- Машина оснащена компьютерной автоматикой или управляется вручную?
- Какие еще опции можно добавить к вашему производственному оборудованию? Что сейчас необходимо вашему бизнесу?
- Сколько стоит металлический фолдер или тормоз с нужными вам опциями?
- Предлагают ли они учебные занятия, чтобы помочь вам научиться правильно работать с оборудованием?
- Есть ли специалисты по обслуживанию для быстрой помощи или поддержки?
В то время как портативные профилегибочные станки и оборудование New Tech Machinery помогли изменить отрасль металлоконструкций, мы гордимся тем, что сотрудничаем с различными производителями и компаниями и направляем клиентов к ним, чтобы помочь им с их потребностями в специализированных машинах.
