Как сделать аппарат точечной сварки своими руками: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Точечная сварка своими руками — подробная инструкция
Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка.
Процесс точечной сварки
В промышленной индустрии процесс сваривания используют, большей части, для листов стали различных производителей, для сплавов цветных металлов, вне зависимости от толщины изделия, либо производственных заготовок (швеллеров, двутавров, уголков) и перемежающихся основ. В комнатных условиях ценным элементом при починке бытовой техники, в том числе, всевозможных эксплуатаций кабеля, алюминия или ремонтирования хозяйственного инвентаря, в основе лежит — точечная сварка.
В правильном положении соединяются подходящие части, внедряются посреди электродов и припирают друг друга. Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм.
Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм.
При непосредственном использовании автоматизированного инвентаря в индустриальных целях частоты сваривания могут достигать до 600 единиц в минуту. При высококачественном точечном сваривании в бытовых условиях следует тщательно контролировать скорость движения электродов, выводя, тем самым, необходимую величину давления и контакт соединяемых деталей.
Процесс нагревания деталей происходит путем проникновения тока и возникновением непрерывного импульса, с частотой — 0,01- 0,1 секунд, в зависимости от внешних условий. Далее происходит расплавление металлов, создается полноценное жидкое ядро частей, размерность которого составляет: 4 — 12 миллиметров.
По истечению работы кратковременной подачи импульсов тока, необходимо дать выкованной детали остыть, для того, чтобы произошел процесс кристаллизации.
Режимность точечной сварки
Важно, не забывать, при сваривании стальных изделий, необходимо увеличение времени нагрева аппарата, для торможения процесса охлаждения материала.

При сваривании нержавеющих деталей, наоборот, необходимо уменьшить уровень нагрева, для предотвращения коррозий поверхности металлов.
Для наилучшего взаимодействия электродов, обязательно наблюдение за значениями давления. Это повлечет за собой качественный шов, различных металлов. Давление, в свою очередь, несет ответственность за мельчайшие крупицы металла, которые в дальнейшем, превращаются в прочную первоначальную материю.
Для улучшения процесса кристаллизации расплавленного материала, следует делать перерывы в сварочном процессе.
Предписания к электродам
При электродной обработке металл становится устойчив к высоким температурам, что облегчает дальнейшую работу с материалом.
Для увеличения срока эксплуатации, необходимо соблюдать проверку рабочего аппарата, проводя время от времени охлаждение электродов водой.
Сварочный аппарат своими руками
В бытовых условиях, изготавливая сварочный аппарат, чаще используют портативные версии прибора, ради удобства использования при сваривании цветных и черных металлов.
Опорный план сборки аппарата
Для того, чтобы создать точечную сварку своими руками, необходим электрический импульс. Его можно получить из малого трансформатора, к нижней части обмотки которого присоединяется свариваемая запчасть, а к верхней — непосредственно, электрод.
Для полноценной функциональности аппарата потребуется выпрямительный мост и дополнительный трансформатор. Образуется конденсатор, держащий в себе импульс.
Началом работы служит однократное нажатие специальной кнопки «Импульс», отвечающей за открытие цепи. См. на видео.
У конденсатора имеется свойство потери заряда, для восстановления работы повторите процесс включения прибора более длительным нажатием кнопки «Импульс».
При создании более серьезного прибора, используйте трансформатор с большей мощностью
Основные характеристики прибора
У каждого прибора имеются показатели силы тока. Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1.
Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1.
Первичная обмотка прибора должна содержать свыше 200 витков. Рекомендации по использованию вторичного провода: ПВ З — 50 или ПЭВ 2/1,9.
Трансформатор производится, как правило, из подручных средств. Например, можно воспользоваться путем точечной сварки своими руками из микроволновой печи. Деталь выходит мало затратной, но с высокой мощностью. Диапазон сваривания подобного прибора, составит — 1 мм.
Конструктивные особенности электродов
Медные стержни различной толщины используют в качестве электродов.
Минимизируйте длину провода, подходящего к трансформатору. Учитывайте тот факт, что при наличии множества соединений, теряется мощность прибора. С двух концов провода закрепите медные колпачки, для наилучшего контакта с электродами.
Во избежание окисления меди, тщательно проверьте все контакты, жилы, при необходимости, спаяйте между собой.
Нижнему, неподвижному, электроду требуется изоляция от закрепляющих болтов, электроизоляционной лентой, либо латунными шайбами.
Электродные держатели разводятся пружинами. Начав работу можно путем включения аппарата в энергосеть. Следует помнить, что прибор предусматривает минимум — 20 А.
Инструменты использования
Включение и выключение прибора должно происходить при сжатых электродах, во избежание искрения электродов. Прибору необходимо вентилирование.
Купить станок точечной сварки сегодня не представляет никакого труда. Однако, не каждого мастера удовлетворят требования магазинных приборов. В таком случае, рекомендуем воспользоваться информацией, представленной выше и сделать точечную сварку своими руками. Желаем успехов!
Также предлагаем посмотреть видео инструкцию по созданию сварочного аппарата самостоятельно:
Точечная сварка своими руками в домашних условиях — Строим сами
Проще всего сделать в домашних условиях точечную сварку своими руками.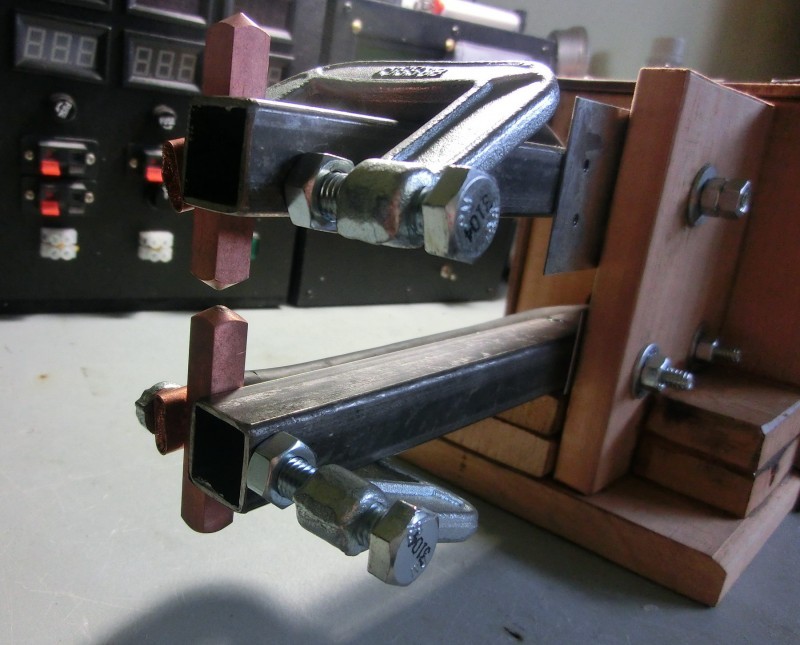 Это одна из разновидностей сварки, которая является контактной.
Это одна из разновидностей сварки, которая является контактной.
В условиях частного строительства наиболее распространена именно точечная сварка, так как сделать ее самостоятельно проще всего. Другие разновидности точечной сварки, такие как линейная и стыковая, в домашних условиях осуществить невозможно.
Сам по себе процесс сварки представляет собой способ соединения деталей, которые в дальнейшем не разъединяются. Если обратиться к физике, то можно сказать, что процесс соединения происходит за счет межатомной связи в образующемся шве.
Сварка считается одним из самых надежных способов соединения двух металлических деталей, с которым по крепости не сравниться ни один из иных соединений.
Сварка в больших масштабах применяется при возведении многоэтажных зданий, мостов, других конструкций, основой которых является металлический каркас. Современные способы сваривания металла и сплавов позволяют использовать сварочный аппарат в различных условиях: на воздухе, в закрытом помещении, даже под водой.
Конечно, подобные технологии ни к чему в частном строительстве. Но и в обычном хозяйстве применение сварке всегда найдется, используется при этом точечная сварка.
Сама точечная сварка своими руками едва ли доступна для людей, далеких от сварки и не имеющих элементарных представлений о технике. Если же вы знаете, как работать с прибором и принципы его функционирования, сделать сам прибор для точечной сварки для вас не составит труда, тем более полезную информацию можно найти тут expertsvarki.ru/tehnologii/svoimi-rukami-tochechnaya-svarka.html.
Весь процесс точечной сварки укладывается в несколько этапов. Свариваемые детали, приложенные друг к другу, помещаются между электродами сварочного аппарата в нужном месте и плотно прижимаются друг к другу.
Помните, что эксплуатировать сварочные аппараты «кустарного», «самопального» производства опасно! Существует система допуска по электробезопасности к выполнению данного вида работ. Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Затем детали нагреваются до очень высокой температуры, оставаясь при этом сжатыми. После воздействия электрического импульса в зажатом состоянии детали остаются еще некоторое время.
Можно несколько усилить сжатие, чтобы усилить эффект сваривания деталей. Далее давление постепенно ослабевает, а вы получаете в результате крепкое соединение металлических элементов.
Одним из слабых мест такого варианта сваривания является невозможность сделать герметичный шов. А вот положительных моментов можно насчитать несколько:
- Точечные швы достаточно прочные и способны выдерживать высокую нагрузку.
- Аппарат точечной сварки гораздо доступнее остальной аппаратуры.
- Точечные сварочные аппараты достаточно экономичны в эксплуатации.
- Пользоваться точечной сваркой довольно просто, для этого не требуется специального образования.
Перейдем к непосредственному изготовлению аппарата для точечной сварки. С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
Ранее их публиковали в технических журналах. Сегодня наши соотечественники сами «изобретают» точечную сварку для личного пользования.
Вариантов здесь может быть множество, но есть и элементы, которые используются в любом случае.
В первую очередь, сварочный аппарат точечного действия невозможен без трансформатора, который обеспечивает большой сварочный ток. Такой трансформатор можно достать, например, из старой микроволновой печи или другой подобной техники.
Для получения большей мощности сварочного аппарата, используются несколько трансформаторов. Перед монтажом их особым образом подготавливают.
С катушки удаляется вторичная обмотка. Если есть необходимость, удаляются также шунты ограничения тока. Словом, с трансформатора удаляются все ненужные детали.
Теперь на трансформатор наматывается новая вторичная обмотка. Это должна быть толстая медная проволока, чтобы устройство могло выдержать высокое напряжение.
Чем больше витков обмотки вам удастся сделать, тем выше напряжение будет в итоге, и дольше будет ток.
Использование одновременно двух трансформаторов наиболее эффективно, если вам необходимо получить аппарат для сваривания металлических деталей большой толщины.
В этом случае первичная и вторичная обмотка соединяется, в соответствии с показателями плюс-минус. Если перепутать показатели, вы получите короткое замыкание в момент включения.
В качестве электродов для аппарата вы можете использовать прутки меди. Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Электроды требуют периодической проверки, подтачивания и замены. При монтаже постарайтесь сделать провод между трансформаторами и электродами минимальной.
Как и любой сварочный аппарат, аппарат точечной сварки, особенно если вы сделали его своими руками, требует определенной доли осторожности при работе. Не забывайте о технике безопасности, если хотите использовать аппарат и в дальнейшем.
Точечная сварка своими руками — Точечная сварка
#1
Vadim
Отправлено 16 October 2009 14:56
Можно ли сделать аппарат точечной сварки самому. Т.е мысль такая: У меня есть сварочный аппарат постоянного тока ВД 301 У3. Сделать что то типа клещей, а сварочный ток использовать от моего аппарата. Или есть другие варианты?
Т.е мысль такая: У меня есть сварочный аппарат постоянного тока ВД 301 У3. Сделать что то типа клещей, а сварочный ток использовать от моего аппарата. Или есть другие варианты?
- Наверх
- Вставить ник
#2
Spec
Отправлено 16 October 2009 22:11
Можно ли сделать аппарат точечной сварки самому. Т.е мысль такая: У меня есть сварочный аппарат постоянного тока ВД 301 У3. Сделать что то типа клещей, а сварочный ток использовать от моего аппарата. Или есть другие варианты?
ВД-301 для контактной сварки без переделок не годится. Источник питания контактной сварки работает в режиме короткого замыкания. Вторичный контур имеет всего несколько витков, обычно 1 реже 2 витка. Токи сварки достигают нескольких тысяч ампер. В случае аппарата с выносными сварочными клещами напряжение вторичного контура трансформатора может достигать 10-20В для преодоления сопротивления токоподводящих кабелей.
Токи сварки достигают нескольких тысяч ампер. В случае аппарата с выносными сварочными клещами напряжение вторичного контура трансформатора может достигать 10-20В для преодоления сопротивления токоподводящих кабелей.
Рекомендую рассмотреть другие варианты. Характеристики трансформатора контактной сварки можно оценить из приложения.
Прикрепленные файлы
Трансформатор_для_контактной_сварки_ТКС_3500.doc 103К
2561 скачиваний
- Наверх
- Вставить ник
#3
marat
Отправлено 18 October 2011 21:07
доброго всем времени суток, прошу помощи, кто что может подсказать
гляньте видашку
есть большое желание обзавестись такой же штуковиной, есть ли возможность смастерить подобное саморучно?
конкретно вопрос по сварочнику.
- Наверх
- Вставить ник
#4
tig
Отправлено 18 October 2011 22:31
Этот аппарат называется «СПОТТЕР». Приварка происходит за счет разряда конденсаторов, так что «точечной» ее нельзя назвать. Рабочую схему как то в нете видел на каком то форуме. Особо сложного для повторения там ничего не было, но у ребят очень долго не получалось надежной приварки рабочих шпилек. Оказалось что все зависило от хим состава металла который применялся для изготовления этих шпилек. По внешнему виду медь, но самодельные медные или не держались, или приваривались намертво. Фирменные довольно дорогие.
По внешнему виду медь, но самодельные медные или не держались, или приваривались намертво. Фирменные довольно дорогие.
Не припоминаю что бы на форуме были обладатели этой техники. Поэтому пара ссылок для самообразования :
http://www.google.ru…ac2d2b61da9334e
http://www.google.ru…iw=1440&bih=733
http://www.sibcolor….?mid=24&pid=731
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#5
АВД
Отправлено 19 October 2011 21:00
http://www.autolikbe…/forum/topic_48
- Наверх
- Вставить ник
#6
димедрол
Отправлено 22 November 2011 20:13
Доброго. Прочитал статю по ссылке http://www.autolikbe…/forum/topic_48 и подумал не сделать ли мне функцию спотера в своем ПА DECA 5190 (почти такойже как 5180 http://www.dadada.co…?productID=1129), тем более что у меня завалялись 4 положения регулировки токов (на малых напряжениях),которым я никак не могу найти применения. Припоминаю продавец чтото говорил ,о функции точечной сварки (если не ошибаюсь), но надо было выложить еще 250$за какие то приспособления к апарату, о которых он сам толком не знал, а их еще приходилось заказивать и ждать непонятно сколько и чего.К томуже на тот момент я и так еле стянулся на этот ПА и у меня уже был «КРАБ» за 100$(чето не могу фотку скинуть).Кто делал чтото подобное пожалуста поделитесь опытом.Спасибо.
Прочитал статю по ссылке http://www.autolikbe…/forum/topic_48 и подумал не сделать ли мне функцию спотера в своем ПА DECA 5190 (почти такойже как 5180 http://www.dadada.co…?productID=1129), тем более что у меня завалялись 4 положения регулировки токов (на малых напряжениях),которым я никак не могу найти применения. Припоминаю продавец чтото говорил ,о функции точечной сварки (если не ошибаюсь), но надо было выложить еще 250$за какие то приспособления к апарату, о которых он сам толком не знал, а их еще приходилось заказивать и ждать непонятно сколько и чего.К томуже на тот момент я и так еле стянулся на этот ПА и у меня уже был «КРАБ» за 100$(чето не могу фотку скинуть).Кто делал чтото подобное пожалуста поделитесь опытом.Спасибо.
- Наверх
- Вставить ник
#7
димедрол
Отправлено 22 November 2011 21:49
Хотел отправить фото — выбивает «ошибка при загрузке»
может както так http://content. foto….h2y/13/p-15.jpg
foto….h2y/13/p-15.jpg
http://content.foto….h2y/13/p-18.jpg
- Наверх
- Вставить ник
#8
митька51
Отправлено 23 November 2011 21:10
Фото мелкое,ничего не понять.
- Наверх
- Вставить ник
#9
димедрол
Отправлено 24 November 2011 18:40
Фото мелкое,ничего не понять.
Могу скинуть по почте в полном размере, давайте адрес или подскажите как правильно загрузиться на сайт.
- Наверх
- Вставить ник
#10
димедрол
Отправлено 26 November 2011 17:33
Может так лутше? Мой старый КРАБ:
http://content.foto….h2y/13/i-20.jpg
http://content.foto….h2y/13/i-21.jpg
- Наверх
- Вставить ник
#11
митька51
Отправлено 27 November 2011 02:00
Надо сразу измерить напряжение на губках краба.Если 1-5 вольт примерно,можно пробовать.Сперва сделать обратный молоток,и все как по ссылке.
- Наверх
- Вставить ник
#12
димедрол
Отправлено 27 November 2011 11:02
Надо сразу измерить напряжение на губках краба.Если 1-5 вольт примерно,можно пробовать.Сперва сделать обратный молоток,и все как по ссылке.
Обратний молоток хочу для начала присобачить к своему ПА, об этом писал чуть выше #4 если не ошибаюсь,(напряжение сниму с держателя, задействую штатную кнопку, перекрою подачу газа и ослаблю прижим проволки на подаче).Это так, для начала, чтобы не тратить время если ничего не получится а краба я скинул просто чтобы похвастатсья, но он следующий на очереди. Спасибо.
- Наверх
- Вставить ник
#13
copich
Отправлено 01 December 2011 09:31
Споттер это «конденсаторная» сварка. Есть еще ударно-дуговая, но для других диаметров шпилек и немного другого принципа действия. Основной ее смысл делать разряд между шпилькой и металлом. Главное в этой технике — КОНДЕНСАТОРЫ. Несколько конденсаторов специальной конфигурации собераются в «батарею». Спец конденсаторы?! Это потому что они очень быстро заряжаются и еще быстрее разряжаются. И при этом надо выдержать большой ток. Если кто то не знает, что взяв электролитический конденсатор и несколько раз сделать заряд и на металл разрядить, то больше уже не будет конденсатором, потому что отвалятся контакты внутри этого конденсатора.
Есть еще ударно-дуговая, но для других диаметров шпилек и немного другого принципа действия. Основной ее смысл делать разряд между шпилькой и металлом. Главное в этой технике — КОНДЕНСАТОРЫ. Несколько конденсаторов специальной конфигурации собераются в «батарею». Спец конденсаторы?! Это потому что они очень быстро заряжаются и еще быстрее разряжаются. И при этом надо выдержать большой ток. Если кто то не знает, что взяв электролитический конденсатор и несколько раз сделать заряд и на металл разрядить, то больше уже не будет конденсатором, потому что отвалятся контакты внутри этого конденсатора.
Еще один момент! Шпилька, гайка или др. изделие которое нужно приварить, имеет специальный усик (прыщик). Если будете тупо приваривать обычную шпильку, т.е. с плоской поверхностью, то у вас ни чего не получится. Как раз результат будет не стабильным. Бдыщек нужен для первоначального разряда и пока горит дуга выберается зазор этого бдыщека. После чего осаждается за счет пружины шпилька в расплавенную ванну. Если бдыщека не будет, то контакт будет в произвольном месте и дуга если загорится, то будет не по центру. За счет этого не произойдет равномерного разогрева ванны и шпилька если и приварится, то однобоко.
Если бдыщека не будет, то контакт будет в произвольном месте и дуга если загорится, то будет не по центру. За счет этого не произойдет равномерного разогрева ванны и шпилька если и приварится, то однобоко.
Р.S. И еще, шпилька не медная, а обмедненная. Медных не встречал.
Правильнее называется МЕТИЗ для конденсаторной сварки. Яндекс поможет.
Да, на главное забыл ответить. Сварганить такую технику легко!!! Надо лишь купить ДОРОГИЕ конденсаторы. Модели не подскажу, т.к. в таких аппаратах эти конденсаторы без обозначения. На рынках не искал особо, т.к. от производителя получали банки.
- Наверх
- Вставить ник
#14
димедрол
Отправлено 01 December 2011 17:19
Сбылось мое нехорошее предчуствие. Обзавестись нахаляву споттером, воспользовавшись малыми напряжениями ПА, не получилось-баланс напряжений и токов не тот. Буду пробовать как по ссылке http://www.youtube.c…ayer_detailpage .Слышал есть инверторний споттер Кто нибуть видел?На счет спотера с конденсаторами: конденсаторы уже для вторичных токов или для создания импульса для первички? Если для вторички то какой должен быть магнитный пускатель для таких огромных токов? Пожалуста помогите вариантами схем, кто чем сможет.В поисках истины блуждал по нету и наткнусся на такой ролик http://rutube.ru/tracks/4660671.html на сколько он чисто работает , хоть вроде и не промышленного производства. Можете сравнить с работой даже дорогих фирменных апаратов http://weldzone.info…9-spotter-video
Обзавестись нахаляву споттером, воспользовавшись малыми напряжениями ПА, не получилось-баланс напряжений и токов не тот. Буду пробовать как по ссылке http://www.youtube.c…ayer_detailpage .Слышал есть инверторний споттер Кто нибуть видел?На счет спотера с конденсаторами: конденсаторы уже для вторичных токов или для создания импульса для первички? Если для вторички то какой должен быть магнитный пускатель для таких огромных токов? Пожалуста помогите вариантами схем, кто чем сможет.В поисках истины блуждал по нету и наткнусся на такой ролик http://rutube.ru/tracks/4660671.html на сколько он чисто работает , хоть вроде и не промышленного производства. Можете сравнить с работой даже дорогих фирменных апаратов http://weldzone.info…9-spotter-video
- Наверх
- Вставить ник
#15
жестянщик 36
Отправлено 04 December 2011 19:08
Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
- Наверх
- Вставить ник
#16
димедрол
Отправлено 04 December 2011 19:37
Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
У вас спотер трансфотматорный или какой посложнее?
- Наверх
- Вставить ник
#17
жестянщик 36
Отправлено 04 December 2011 20:52
У вас спотер трансфотматорный или какой посложнее?
трансформаторный
- Наверх
- Вставить ник
#18
copich
Отправлено 06 December 2011 12:09
трансформаторный
Уж проще некуда. Я понял про какой споттер идет речь.
Я понял про какой споттер идет речь.
Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два. Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
По теме применения ПА и других источников… Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
ни чего страшного не представляется. Какой источник вы испольщовали?
Какой источник вы испольщовали?
Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.)?
Какая минимальная масса возможна? те образцы что в видео — желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
- Наверх
- Вставить ник
#19
garry03
Отправлено 09 February 2012 12:59
По теме применения ПА и других источников.
.. Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.
Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
Доброго дня! Источник для ПА имеет «жесткую» характеристику,а ток регулируется скоростью подачи проволоки к детали и грубо-ступенями по вторичке транса в источнике(это для ПА неинверторного типа)… С УВ.
- Наверх
- Вставить ник
#20
miffaa
Отправлено 12 April 2012 19:03
видео класное
Но мне кажется растяжение метала остается и как стать таким специалистом и скока время занимает ето все
- Наверх
- Вставить ник
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.

Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).

Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
технология контактной сварки и схемы сборки
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.
При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.
Краткое содержимое статьи:
- Особенности аппаратуры
- Методы точечного сваривания
- Варианты сварочных работ
- Способы сваривания
- Особенности конструкции
- Изготавливаем сварку сами
- Техника безопасности
- Фото-инструкция, как сделать аппарат точечной сварки
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах.
Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.
Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.
Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.
Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.
Составные части прибора подбираются под параметры трансформатора.
Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.
Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.

- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Фото-инструкция, как сделать аппарат точечной сварки
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Как сделать точечную сварку своими руками: особенности и принцип работы
Если есть под рукой сварочный аппарат, то можно сделать не все, но многое. А если вы решили заняться кузовным ремонтом автомобилей, то наличие большого набора инструментов окажется кстати.
А если вы решили заняться кузовным ремонтом автомобилей, то наличие большого набора инструментов окажется кстати.
В статье мы расскажем о том, как сделать точечную сварку своими руками. Это устройство, которое пригодится для ремонта кузовов автомобилей, а также для иных повседневных нужд. С помощью такого инструмента можно быстро соединить несколько металлических элементов.
Принцип работы
Перед рассмотрением того, как сделать мини-точечную сварку своими руками, нужно узнать, как это устройство вообще работает. Спрос на подобные изделия крайне высокий: сварка окажется незаменимой при работе с металлом – такое соединение намного надежнее, нежели болтовое.
Работает сварочный аппарат достаточно просто – за счет энергии электрического тока происходит прогрев деталей из металла. Благодаря этому, формируется сварной шов. Качество конечного соединения зависит от того, какой использовался тип материала, и от его плотности.
Особенности работы со сваркой
Обязательно нужно при сварке обращать внимание на такие моменты:
- Сварка должна производиться малым напряжением.
 Зачастую напряжения до 10-12 Вольт достаточно для нормальной работы оборудования.
Зачастую напряжения до 10-12 Вольт достаточно для нормальной работы оборудования. - Процесс соединения элементов длится несколько секунд.
- Сила тока в цепи очень высокая.
- Чем меньше площадь расплавления, тем будет выше качество сварки.
- Крайне важно, чтобы шов выдерживал высокие нагрузки.
Если будете соблюдать все правила, то конечный результат вас порадует – шов окажется не только красивым, но и прочным.
Стоит заметить, что перед тем как сделать мини-точечную сварку своими руками, следует рассмотреть несколько конструкций. Сделать даже самую простую достаточно сложно. Крайне важно при изготовлении строго придерживаться инструкции – от этого напрямую зависит то, как в дальнейшем будет работать аппарат.
Самые простые конструкции работают за счет изменения продолжительности импульса вручную. Другими словами, человек, работающий со сваркой, сам регулирует время протекания импульса. В более сложных конструкциях устанавливается реле времени. Заранее производится настройка продолжительности. Оператору остается только нажать на электроды, чтобы запустить процесс.
Заранее производится настройка продолжительности. Оператору остается только нажать на электроды, чтобы запустить процесс.
Важные конструктивные качества
Основной элемент сварочного аппарата – это трансформатор. Самоделкины часто используют устройства из микроволновых печек, старых телевизоров и т. д. Сначала нужно посчитать ток, необходимый для нормальной работы аппарата. Затем, оставив на сердечнике первичную обмотку (обратите внимание, что не всегда это возможно – далее расскажем, почему), полностью избавиться от вторичной. Она просто не нужна при работе сварочного аппарата.
При наматывании вторичной обмотки используют толстый медный изолированный провод. Чем больше сечение у него, тем выше будет сила тока в цепи. Обратите внимание на то, что для нормального пользования сварочным аппаратом нужно использовать не один, а два трансформатора от микроволновки, соединенных параллельно. Это позволит увеличить ток на выходе, следовательно, можно будет работать с более толстыми металлическими элементами.
Особенности схемы сварки
Перед тем как сделать аппарат точечной сварки своими руками, рекомендуется подробно изучить все возможные схемы. Это позволит ответить на много вопросов и в первую очередь на следующий: какой металл планируете варить аппаратом? Сварочники используются как для соединения листового металла, так и для кабелей проводки.
Обязательно следует учитывать такие моменты:
- Все оборудование должно работать от сети переменного тока 220 Вольт.
- На выходе трансформатора напряжение должно быть до 12 Вольт. Обычно хватает 3-7 В.
- Ток при сварке достигает 1500 Ампер – это вдвое больше, чем потребление при коротком замыкании стартера автомобиля.
Обязательно нужно составить подробную принципиальную схему, на которой указываете все элементы: автоматические выключатели, тиристоры и проч.
В том случае, если при выполнении сварочных работ возможно появление опасных ситуаций, необходимо предусмотреть наличие выключателя для отключения прибора. Допускается использование бесконтактных тиристорных однофазных выключателей, включенных в цепи питания первичной обмотки трансформатора.
Допускается использование бесконтактных тиристорных однофазных выключателей, включенных в цепи питания первичной обмотки трансформатора.
Схемы управления
Промышленностью выпускаются системы МТТ4-К, в которых устанавливается тиристорный ключ. Именно с его помощью производится коммутация питающего напряжения. Причем блок защиты может работать под напряжением до 800 Вольт и силой тока 80 А. В схеме имеются такие компоненты:
- Блок питания.
- Электромагнитное реле.
- Цепочка для настройки устройства.
Совместно с таким прибором можно использовать трансформаторы, мощность которых не превышает 20 Ватт. Обратите внимание на то, что устройство устанавливается в цепи питания первичной обмотки. Во вторичной напряжение не очень высокое, его можно при необходимости выпрямить при помощи полупроводниковых диодов.
Особенности трансформатора
На сегодняшний день можно встретить реализацию различных функций цепей управления. В том случае, если возникает необходимость включения прибора на определенный промежуток времени, достаточно верно задать значение.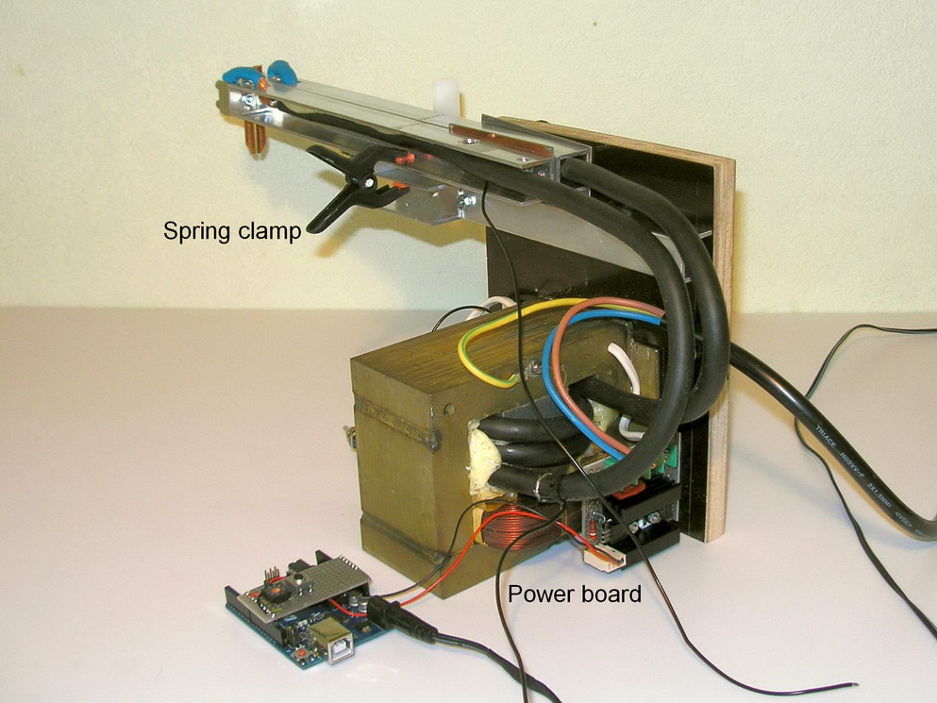 И указать его в настройках логики системы. При изготовлении устройства используются электролитические конденсаторы, желательно использовать приборы с запасом по напряжению до 50-100 Вольт.
И указать его в настройках логики системы. При изготовлении устройства используются электролитические конденсаторы, желательно использовать приборы с запасом по напряжению до 50-100 Вольт.
При изготовлении трансформатора особое внимание уделяется его обмоткам. Собственно, вам нужно полностью избавиться от них и оставить только сердечник.
Сначала производите намотку первичной обмотки – для этого используйте медный провод в лаковой изоляции. Обязательно надежно отделяйте первичную обмотку от вторичной – для этого прокладывайте 3-5 слоев лакоткани. Для изготовления первичной обмотки нужно использовать провод толщиной 1,5 мм – только такой способен выдержать высокий ток потребления.
Вторичная обмотка – это несколько витков толстого провода (примерно 20 мм, может, даже больше – зависит от конкретного случая).
Специалисты рекомендуют при намотке первичной обмотки делать промежуточные выводы – это позволит получить максимальную отдачу от устройства.
Клещи для сварочного аппарата
Перед тем как самому сделать точечную сварку своими руками, нужно определиться, для чего она будет использоваться. Ведь от этого напрямую зависит то, какие клещи необходимы:
Ведь от этого напрямую зависит то, какие клещи необходимы:
- Переносные.
- Стационарные.
Последние просты в использовании, у них изоляция надежная и качественная, но для того, чтобы обеспечить хорошее прижимное усилие, необходимо прикладывать силу.
Что касается переносных устройств, то они удобны в работе, а главное – у них небольшие габариты. Для контролирования усилия необходимо просто менять длину вынесения клещей за корпус аппарата. Для изготовления клещей используются медные прутья. Обратите внимание на то, что диаметр электрода должен быть таким же, как провод вторичной обмотки трансформатора. Нельзя, чтобы электрод был толще. Для улучшения качества сварочного шва концы электродов затачивают.
Трансформаторы из микроволновки
А теперь рассмотрим небольшую инструкцию, как сделать точечную сварку своими руками из трансформатора, который можно найти в простых микроволновых печках. Конечно, его придется немного модернизировать – полностью избавиться от обмоток. Обратите внимание: если вы будете использовать 2, 3 или 4 одинаковых трансформатора, то, вполне вероятно, вам не придется уничтожать первичные катушки. Такой подход возможен. По сути, если вы соедините 4 одинаковых обмотки параллельно, то можно считать (условно), что провод используется для ее намотки в 4 раза толще. Другими словами, эти четыре трансформатора смогут выдержать ток потребления в 4 раза больше, чем один.
Обратите внимание: если вы будете использовать 2, 3 или 4 одинаковых трансформатора, то, вполне вероятно, вам не придется уничтожать первичные катушки. Такой подход возможен. По сути, если вы соедините 4 одинаковых обмотки параллельно, то можно считать (условно), что провод используется для ее намотки в 4 раза толще. Другими словами, эти четыре трансформатора смогут выдержать ток потребления в 4 раза больше, чем один.
Кстати, насчет того, какую микроволновку брать. Конечно, не нужна новая. Вполне возможно, у вас, знакомых или соседей имеется пришедшая в негодность. Обычно в таких устройствах ломается не трансформатор, а магнетрон – специальный излучатель микроволн, которые, собственно, и прогревают пищу. Также под установку трансформатора и всех остальных устройств можно приспособить один из корпусов.
Немного про обмотки
Теперь приступаем к созданию трансформатора. Допустим, вы решили не испытывать судьбу и просто сделать из 2-х трансформаторов сварочник. Хорошее решение – не нужно заниматься расчетом первичной обмотки.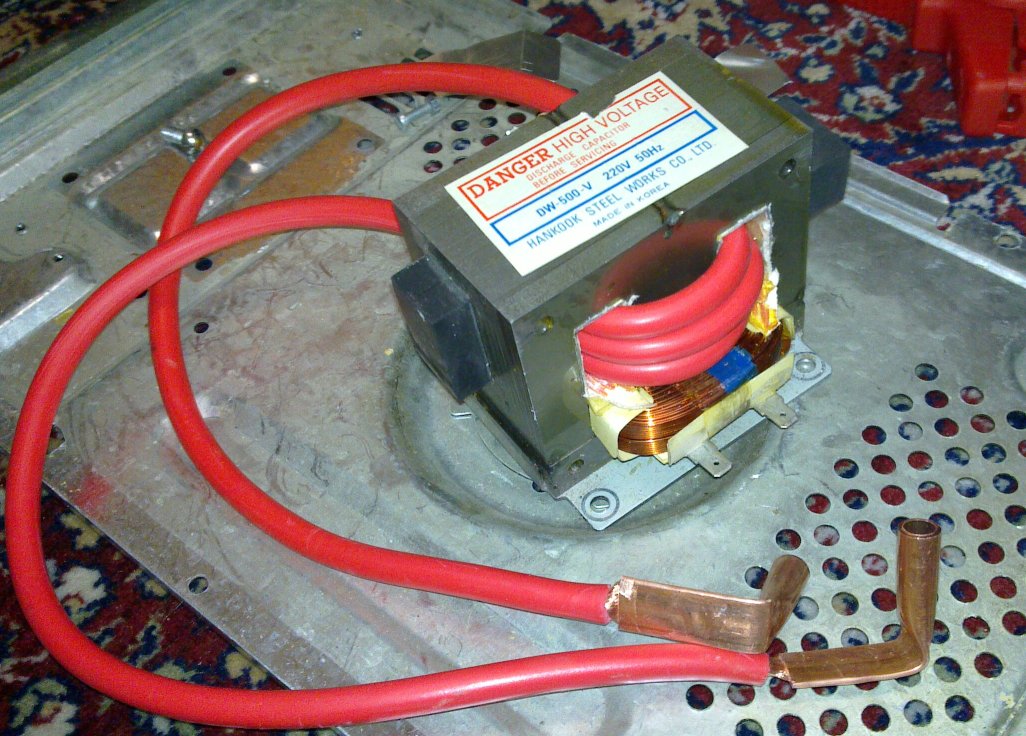 А это самое сложное. Данные вторичной обмотки рассчитать намного проще – это можно сделать даже опытным путем. Для этого наматываете несколько витков (например, 10) поверх первичной обмотки и включаете трансформатор в сеть. Измерив напряжение на выводах вторичной обмотки, можно вычислить, сколько вольт выдает один виток.
А это самое сложное. Данные вторичной обмотки рассчитать намного проще – это можно сделать даже опытным путем. Для этого наматываете несколько витков (например, 10) поверх первичной обмотки и включаете трансформатор в сеть. Измерив напряжение на выводах вторичной обмотки, можно вычислить, сколько вольт выдает один виток.
Но это вам не пригодится в случае с изготовлением сварочного трансформатора – здесь вам нужно использовать провод максимальной толщины. И сколько поместится его на свободном месте, столько и будет. Поэтому напряжение колеблется в пределах до 12 В. Кстати, для увеличения силы тока можно использовать два параллельно включенных трансформатора. Собственно, это мы и планируем сделать.
Сборка трансформатора: пошаговое руководство
Перед тем как сделать точечную сварку своими руками из микроволновки, нужно правильно рассчитать все элементы. И в первую очередь это касается трансформатора. Чтобы его сделать, выполняете такие манипуляции:
- При помощи ножовки или болгарки распиливаете сердечник пополам – иначе разобрать его не получится.

- Избавляетесь от обмоток.
- Изготавливаете каркас из плотного текстолита. Сечение каркаса должно быть таким же, как у сердечника трансформатора. Это внутренняя обойма, поверх которой будете наматывать провод.
- Производите намотку первичной обмотки.
- Устанавливаете каркас и собираете сердечник. Для соединения используете проводящий клеевой состав. Снаружи необходимо сердечник стянуть металлическими пластинами.
- Рекомендуется использовать для вторичной обмотки провод, который будет плотно входить в окно трансформатора. Это позволит получить максимальный ток. Укладываете столько витков, сколько получится.
Обратите внимание: если будете оставлять первичную обмотку родную, то резать сердечник не нужно. Наше руководство дано только для самого сложного варианта. Перед тем как своими руками быстро сделать точечную сварку, убедитесь, что все необходимые материалы имеются под рукой.
Завершающий этап
Пожалуй, теперь вы знаете, как сделать точечную сварку своими руками. Для аккумулятора (его зарядки) ее использовать не получится – напряжение низкое. А вот для соединения листового металла она будет в самый раз. Обратите внимание на то, что все соединения нужно делать максимально надежными. Все провода должны иметь наименьшую длину. Причем важно, чтобы они были рассчитаны на работу с максимально возможным током.
Для аккумулятора (его зарядки) ее использовать не получится – напряжение низкое. А вот для соединения листового металла она будет в самый раз. Обратите внимание на то, что все соединения нужно делать максимально надежными. Все провода должны иметь наименьшую длину. Причем важно, чтобы они были рассчитаны на работу с максимально возможным током.
Перед тем как сделать точечную сварку своими руками для авто, нужно продумать конструкцию клещей. Именно от них зависит то, насколько удобно будет использовать в дальнейшем устройство. И самое важное – надежный корпус. Он не должен быть хлипким — учитывайте это. Ведь сварочный аппарат может подвергаться сильным нагрузкам.
Electroweld Портативный ручной точечный сварочный пистолет с трансформатором 2. – Electroweld Industries
+
Часто задаваемые вопросы (FAQ):
Как мы можем запросить ценовое предложение или заказать машину для нашего конкретного применения сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
Для получения непосредственной помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в масштабе с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/WhatsApp: +91-9820160332
Звонок (США/Мексика. линию, и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях франко-завод FOB/CIF через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо на [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на индивидуальную настройку по адресу [email protected]
. Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу
— Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0007
— Машины обычно готовы к отправке в течение 4 недель после получения платежа.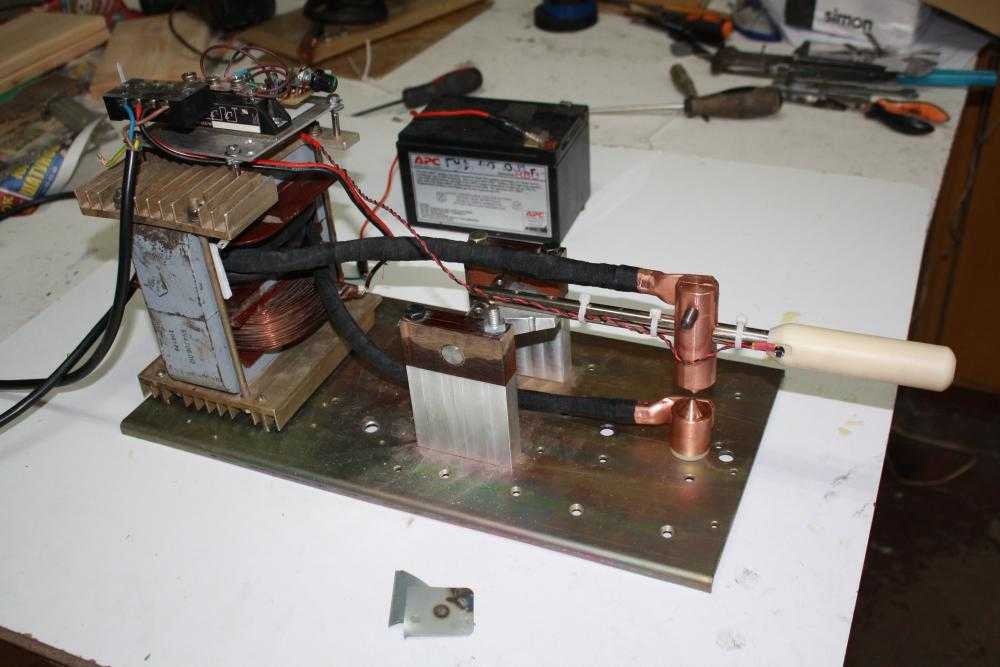 Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, Индия — 400074
9 9. Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214)-639-004 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C Marg
Chembur, Mumbai, India — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
/WhatsApp: + 9330
/WhatsApp: + 9330
/WhatsApp: + 9330
/WhatsApp: + 9330
/Whats. -9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
3 к вам как можно скорее
Как дешево сделать аппарат для точечной сварки! « Взломы, моды и схемы :: Гаджеты
- Автор Король случайностей
Типичный аппарат для контактной точечной сварки может стоить от 200 до 800 долларов, но, проявив немного изобретательности и немного свободного времени, вы можете сделать такой примерно за 10 долларов или меньше.
Перед тем, как приступить к этому проекту, вам следует просмотреть несколько видеороликов, потому что вам может понадобиться немного информации о том, как работает устройство. Во-первых, узнайте, как сделать плавильщик металла, а затем посмотрите, на что он способен.
Аппараты для точечной сварки используются для сплавления тонких листов металла.
Скорее всего, они используются в автомобильной промышленности, а также в ОВиК для сварки металлических воздуховодов.
Измерив основание моего плавильного станка, я обнаружил, что оно составляет около 4-1/4 дюйма 9.0004
Я нашел обычную доску 1×6 длиной 6 футов примерно за 4 доллара, которая на самом деле имеет размеры 5-1/2 дюйма, так что она отлично подойдет.
Два куска доски нужно будет разрезать до 12 дюймов. длины (5-1/2 дюйма x 12 дюймов), но остальные можно протолкнуть через настольную пилу, чтобы уменьшить ширину до 4-1/2 дюйма (на 1/4 дюйма шире, чем основание трансформатора).
Кусок обычной доски, который вы только что обрезали до ширины 4-1/2″, можно разрезать на 3 части размером:
- 4″ x 4-1/2″
- 12″ x 4-1/2″
- 24″ x 4-1/2″
Другие 2 части общей доски должны иметь размеры:
- 12″ x 5-1/2″ (x 2 шт.
 )
)
Вам также понадобится 4 штуки размером 2х2;
- 2″ x 2″ x 13-1/2″ (2 шт.)
- 2″ x 2″ x 4″ (2 шт.)
Это все дерево, которое вам понадобится для строительства кожух.
Я использовал скругляющую фрезу 3/4″ и фрезер, чтобы сгладить края и придать изделию более аккуратный вид. Примерно так он будет выглядеть в собранном виде.
Изображение с сайта Wonderhowto.com
На одном из рычагов 2×2 необходимо вырезать выемку, позже вы увидите, для чего это нужно. Я нашел кусок лома можно использовать в качестве шаблона.
Выемку можно вырезать ленточной пилой, пилой по дереву или любой другой пилой, с которой вы можете проявить творческий подход. Я использовал лобзик, но не рекомендовал бы его как самый безопасный вариант.
В задней панели (4″ x 4-1/2″) также вырезаны отверстия для электрического выключателя освещения и выемка для силового кабеля.
Детали шлифуются, грунтуются и окрашиваются. Я решил покрасить его в черный и желтый цвета.
Когда я спас трансформатор микроволновой печи в этом предыдущем проекте, я сохранил некоторые другие компоненты, которые можно использовать для нашего аппарата точечной сварки:
- Шнур питания
- Дверная ручка
- Выключатель питания с проводами и изолированными лепестковыми соединителями
изолированные лепестковые соединители
Помимо этого вам понадобятся только следующие предметы:
- Простой выключатель света, с лицевой панелью
- Медные выступающие наконечники для зажимов (2 шт.)
- Винты с шестигранной головкой 1/4 дюйма (2 шт.)
- Маленькие гвозди (2 шт.)
- Длина цельного медного провода ( 4AWG лучше, но в этом проекте я использовал 6AWG.
Наконечники имеют механизм, который можно затянуть отверткой для надежного соединения с проводом. Чем плотнее, тем лучше.
Теперь, когда дерево покрашено, отполировано и высушено (у меня на это ушло около 2 дней), можно собирать блок.

Задняя панель предназначена для выключателя света и шнура питания.
Перед тем, как прикрутить панель к основанию, убедитесь, что шнур вставлен первым. Толстый кусок на конце шнура не дает ему протянуться через отверстие.
Пришло время добавить к основанию 2 опорных блока размером 2 x 2 x 4 дюйма. Перед тем, как прикрутить их, убедитесь в правильности своих размеров. это сделано
Теперь плавильщик металла можно поместить внутрь, а когда будет найдено подходящее место, его можно привинтить к основанию парой маленьких винтов.
Теперь пришло время подключить электрическую систему.
Начиная со шнура питания, входящего в корпус, я зачистил черный провод и прикрепил его к нижней клемме выключателя света.
Изображение с сайта Wonderhowto.com
Затем я подключил один из спасенных проводов к правой клемме трансформатора.
Изображение с сайта wonderhowto.com
Затем оголил другой конец и прикрепил его к верхней части выключателя света.

Изображение с сайта Wonderhowto.com
С электрикой можно было почти покончить, но я хотел добавить еще один переключатель для безопасности и удобства, и вот тут-то и пригодится спасенный переключатель из микроволновки.
Изображение с Wonderhowto.com
Два провода, прикрепленные к выключателю, можно обмотать изолентой, чтобы закрепить соединение и защитить от поражения электрическим током.
Оба конца проводов зачищены, поэтому медный провод открыт.
Один провод соединяется с левой клеммой первичной обмотки плавильни, а другой провод соединяется с белым проводом силового кабеля, идущего обратно в дом.
Изображение с сайта Wonderhowto.com
Электрическая система готова!
Боковые стороны можно прикрутить 6 шурупами с каждой стороны. Я использовал 2-дюймовые шурупы после сверления направляющих отверстий, чтобы убедиться, что древесина не раскололась.
Триггерный переключатель прикреплен к кончику верхнего рычага сварщика под небольшим углом, чтобы его можно было легко нажать.
 Я обнаружил, что 2 маленьких гвоздя отлично удерживают его на месте.
Я обнаружил, что 2 маленьких гвоздя отлично удерживают его на месте.Оба рычага можно вставить в переднюю часть кожуха, и, если немного поразмыслить, можно просверлить отверстие в боковой части кожуха и в конце рычагов, чтобы при вставлении гвоздя он вращаться.
Теперь вы понимаете, зачем нужна была выемка на руке.
Чтобы рука оставалась в вертикальном положении, я добавил пару винтов и резиновых лент, чтобы сохранить натяжение. Это также обеспечивает небольшое противодавление и стабилизацию при использовании сварочного аппарата.
Медные наконечники можно добавить к концам плеч.
Я просверлил направляющие отверстия сверлом 3/16, затем закрепил выступы, вставив болты с шестигранной головкой сначала через отверстие в выступах, а затем через выступы на клеммах плавильного станка.
Один сверху и один снизу. Неважно, в какую сторону они идут, но я решил сделать свой верхний кабель на той же стороне, что и переключатель, потому что с ним было проще обращаться.

Если кончики электродов не выровнены идеально, их легко немного согнуть, пока они не выровняются.
Когда закончите, это должно выглядеть так.
Он будет работать только в том случае, если предохранительный выключатель на задней панели включен, и даже в этом случае питание не подается до тех пор, пока не будет нажат переключатель, управляемый большим пальцем.
Для использования поместите тонкие листы металла между наконечниками электродов, затем нажмите кнопку большим пальцем и удерживайте ее в течение 3-4 секунд. Мощный электрический ток, проходящий через металл, нагревает его до такой степени, что он сплавляется с другим листом. Вы можете убрать большой палец с переключателя и подождать, пока сварной шов не остынет достаточно, чтобы его можно было брать.
Сварка этих металлических шайб работала так хорошо, что я не мог сломать их вручную. Мне пришлось использовать 2 пары плоскогубцев, чтобы заставить их защелкнуться.
Изображения с сайта Wonderhowto.
 com
com Когда кончики электродов, находящихся под напряжением, касаются друг друга, вы можете увидеть искры высокой силы тока.
Изображение с сайта Wonderhowto.com
Примечание. При горении оцинкованных металлов могут выделяться пары оксида цинка. Сварку следует проводить в хорошо проветриваемом помещении.
Держатели электродов удерживаются только гвоздями, поэтому, если удалить гвозди, можно снять держатели, чтобы увеличить радиус действия сварщика и получить доступ к сложным углам.
Они очень легко собираются вместе, а резинку можно легко заменить при необходимости.
Изображение с сайта Wonderhowto.com
Когда наконечники электродов израсходованы, можно легко открутить болт, удерживающий их на месте, и добавить новый кусок медной проволоки.
Медная проволока относительно дешева. Вы можете получить кусок 12-дюймового провода 4AWG примерно за доллар. Это означает, что каждый наконечник стоит менее 10 центов каждый! осторожно запускайте сварочный аппарат слишком долго, потому что существует вероятность того, что провода нагреются настолько, что изоляция на кабелях начнет дымить и расплавится.
 0004
0004Теперь вы знаете, как сделать мою версию дешевого точечного сварочного аппарата.
Если вы еще не видели пошаговое видео, вы можете посмотреть его здесь.
Если вам нравится этот проект, возможно, вам понравятся некоторые из моих других. Проверьте их на www.thekingofrandom.com.
Обеспечьте безопасность соединения без ежемесячного счета . Получите пожизненную подписку на VPN Unlimited для всех своих устройств, совершив разовую покупку в новом магазине гаджетов, и смотрите Hulu или Netflix без региональных ограничений, повышайте безопасность при просмотре в общедоступных сетях и многое другое.
Купить сейчас (скидка 80%) >
Другие выгодные предложения:
- Скидка 41% на домашний анализатор Wi-Fi bootcamp
- Скидка 59% на редактор фонового видео XSplit VCam
- Hot
- Последние
Что делает точечный сварщик: Описание работы, обязанности и ответственность
Потратьте несколько минут, чтобы создать или обновить свое резюме.
 Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме точечной сварки.Обязанности точечной сварки
Вот примеры обязанностей из реальных резюме точечных сварщиков, представляющие типичные задачи, которые они могут выполнять в своих ролях.
- Работа на лазерном станке с ЧПУ, листогибочном прессе и иногда на сварочном оборудовании TIG и MIG.
- Управление пуансоном и ножницами с ЧПУ.
- Программирование и управление сварочным роботом Fanuc.
- Управляйте сварочным роботом Fanuc с двумя руками.
- Установка и эксплуатация ЧПУ, механического и гидравлического листогибочного пресса.
- Сварщик точечной сварки, сварщик МИГ, монтаж линии, ремонт металла и инспектор конечной линии.
- Управляйте сварочными роботами, тщательно устанавливая детали на место, чтобы можно было установить ходовую часть трансмиссии Toyota.

- Сварка, сборка и упаковка алюминиевых и оцинкованных стальных деталей, из которых состоят домкраты и другие вентиляционные изделия.
- Поддерживайте качество и следите за дефектами различных металлов, включая оцинкованную, нержавеющую и холоднокатаную сталь, а также алюминий.
- Выполните требуемый класс сертификации сварщика, требуемый для работы, которая соответствует строгим правилам AWS.
- Используйте специальные инструменты, такие как: штангенциркули, микрометры, калибры и приспособления для завершения процесса чтения «SPC».
- Программа OTC Diahen для роботизированной дуговой сварки.
- Эксплуатация, программирование и техническое обслуживание робототехники ABB.
- Обеспечение качества на протяжении всего производственного процесса и интерпретация диаграмм SPC.
- Требуется установка/эксплуатация роботизированного сварочного аппарата Panasonic, а также выполнение ручных сварочных работ.
Вакансии для точечной сварки, которые могут вам понравиться
Высокооплачиваемая работа для точечной сварки — от 39 тысяч долларов и выше0004
Не требуется опыт работы
Неполный рабочий день.
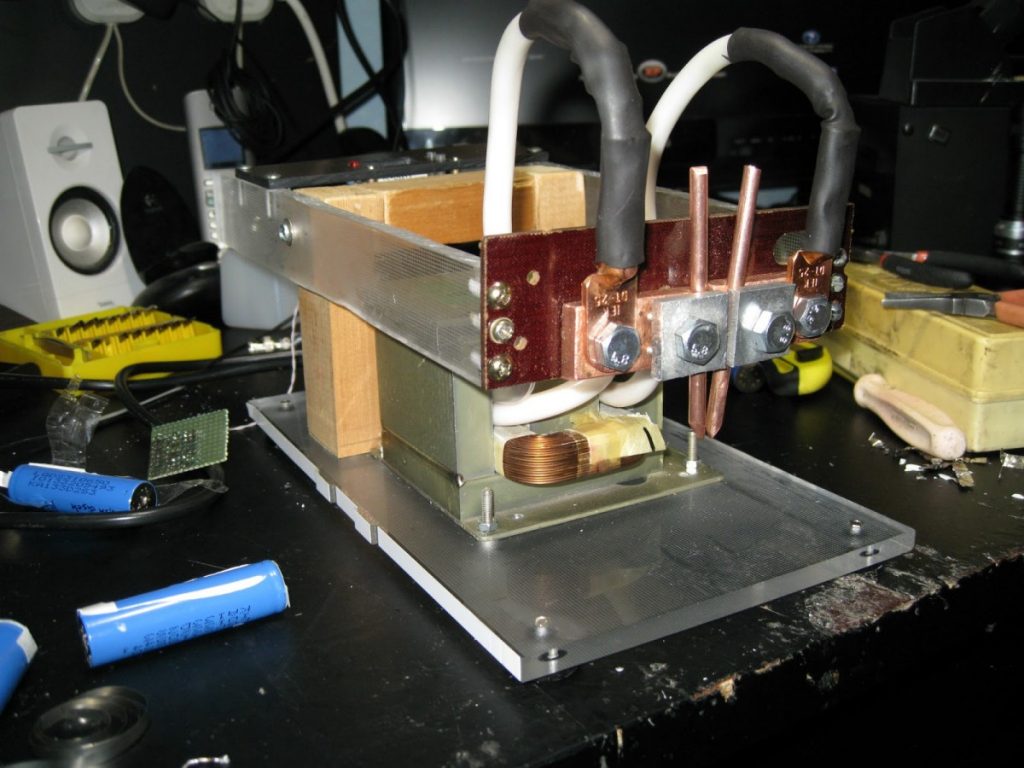 Поиск вакансий без диплома
Поиск вакансий без диплома
Нужно идеальное резюме точечной сварки?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Точечная сварка Описание работы
Когда дело доходит до понимания того, чем занимается точечная сварка, у вас может возникнуть вопрос: «Должен ли я стать точечной сваркой?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими профессиями, темпы роста точечных сварщиков описываются как «медленнее, чем в среднем» и составляют 3% в период с 2018 по 2028 год. Фактически, количество вакансий для точечной сварки, которые, по прогнозам, откроются к 2028 году, составляет 14 500 человек.
Среднегодовая зарплата точечной сварки составляет 32 277 долларов США, что составляет 15,52 доллара США в час. Однако точечные сварщики могут зарабатывать от 26 000 до 39 долларов.
 ,000 в год. Это означает, что самые высокооплачиваемые сварщики зарабатывают на 13 000 долларов больше, чем самые низкооплачиваемые.
,000 в год. Это означает, что самые высокооплачиваемые сварщики зарабатывают на 13 000 долларов больше, чем самые низкооплачиваемые.Когда вы станете точечным сварщиком, вам может быть интересно узнать, какие еще есть возможности. Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают оператора сварщика, сварщика первого класса, ученика сварщика и сварщика-сборщика.
Вакансии точечной сварки, которые могут вам понравиться
Создайте резюме профессионального точечного сварщика за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Jane Lee
Spot Welder
Contact Information
Montgomery, AL
(390) 555-4570
jlee@example.
 com
comSkills
- Drill Press
- MIG
- Preheat
- Tack
- Car Parts
- API
- Trouble Shooting
- Bond Components
- Company Standards
- Blueprint Specifications
Employment History
Spot Welder
2020 — Present
Rheem Manufacturing Montgomery, AL
- Листогибочный пресс и ножницы для подготовки алмазных плит, алюминия и стали.
- Fin Machine Mfg., EDM, паровой обезжириватель и GTAW аэрокосмических деталей на станции FAA / MRO.
Аппарат для точечной сварки
2014 — 2020
Rheem Manufacturing Montgomery, AL
- Выполнение аргонодуговой сварки сантехнической нержавеющей стали.
- Продемонстрировано безопасное использование ручных инструментов.
Robotic Welder
2004 — 2014
AerotekMontgomery, AL
Education
Some College Courses Precision Metal Working
2004 — 2004
Mississippi CollegeClinton, MS
Gabriel Boyd
Spot Welder
Contact Info
Saint Louis, MO
(670) 555-0157
gboyd@ example.
 com
comНавыки
Производственные требованияАвтозапчастиПравила безопасностиПроверки качестваРуководство по технике безопасностиСварщикиЧПУУправление технологическим процессомТяжелое оборудованиеРулетка
Опыт работы
Аппарат для точечной сварки
2019 – настоящее время
Amsted Rail
Сент-Луис, Миссури
- загрузка и выгрузка деталей в роботе для сварки, проверка деталей на наличие дефектов, изготовление и очистка
- соединение различных металлов (алюминий, сталь, медь и т.д.0283
Оператор робота
2017–2019
Adecco Staffing, США
Сент-Луис, Миссури
- Поставка сырья на производственные линии с помощью электрической тележки.
- Эксплуатация прессового оборудования
Запасы и инвентарь
Упаковка продукции на сборочной линии - Выполнял множество различных задач, в том числе управлял компьютерным прессом и руководил сборочной линией.
- Станки с приводом для сборочных линий
Линии P552, УФ-линия, вспомогательные ручки и механическая линия.
- Точечная сварка деталей вагона и ставка в час, работа на счетной машине,
Оператор вальцов
2014 — 2017
North American Lighting
Париж, Иллинойс
- Производство фар и задних фонарей для автомобильной промышленности
- Причина ухода — более высокая оплата и возможность использовать лицензию CDL
Мишель Крич (руководитель — 465-7800) - Соблюдала корпоративные процедуры безопасности, чтобы гарантировать отсутствие несчастных случаев на работе.
- Производство контейнеров из фибрового картона по спецификации заказчика с использованием сложного оборудования.
Education
Some College Courses General Studies
2014 — 2014
Valencia College
Orlando, FL
Габриэль Бойд
Точечный сварщик
Сент-Луис, Миссури
(670) 555-0157
gboyd@example.
 com
comОпыт
Точечный сварщик 2019 г. – настоящее время
- Соединение различных металлов (алюминий, сталь, медь и т. д.)
- Работал на таких машинах, как ножницы, прессы и мостовые краны, в отделе технического обслуживания. , также был выбран для сварки шоу-трейлеров.0283
Оператор робота2017–2019
Adecco Staffing, США•Сент-Луис, Миссури
- Поставка сырья на производственные линии с помощью электрической тележки.
- Эксплуатация прессового оборудования
Запасы и инвентарь
Упаковка продукции на сборочной линии - Выполнял множество различных задач, в том числе управлял компьютерным прессом и руководил сборочной линией.
- Станки с приводом для сборочных линий
Линии P552, УФ-линия, вспомогательные ручки и механическая линия. - Точечная сварка детали автомобиля и почасовая оплата, работа на счетной машине,
Roll Operator2014 — 2017
North American Lighting•Paris, IL
- Управление оборудованием для производства фар и задних фонарей для автомобильной промышленности
- Причина ухода — более высокая оплата и возможность использовать лицензию CDL
Мишель Крич (руководитель — 465-7800) - Соблюдала корпоративные процедуры безопасности, чтобы гарантировать отсутствие несчастных случаев на работе.
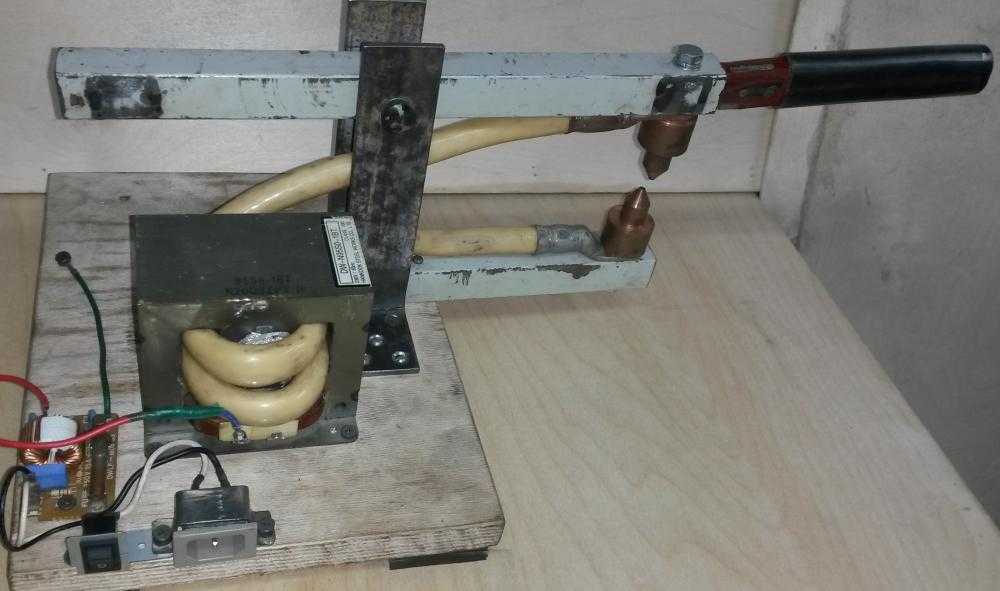
- Производство контейнеров из фибрового картона по спецификации заказчика с использованием сложного оборудования.
Skills
Production RequirementsCar PartsSafety RulesQuality ChecksSafety GuidelinesWeldersCNCProcess ControlHeavy EquipmentTape Measure
Education
Some College Courses General Studies2014 — 2014
Valencia College•Orlando, FL
Create Мое резюме
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества точечной сварки
Мы подсчитали, что 29% точечных сварщиков владеют автомобильными деталями, сверлильным станком и сборочной линией. Они также известны своими мягкими навыками, такими как компьютерные навыки, ловкость и механические навыки.
Мы разбили процент точечных сварщиков, у которых эти навыки указаны в их резюме, здесь:
- Автозапчасти, 29%
Использовал робот-сварщик для своевременной сборки более 4000 автомобильных деталей для отправки.
- Сверлильный станок, 11%
Сверлильный станок использовался для зенкования перфорированных отверстий для лучшей визуальной привлекательности винтов на внешней стороне отбойных/нажимных пластин.
- Сборочная линия, 6%
Обеспечено покрытие на сборочной линии производства.
- Стандарты качества, 6%
Автомат для точечной сварки, шлифовальный и упаковочный станок, обеспечивающий высокую производительность и превосходные стандарты качества.
- МИГ, 6%
Установка оборудования и сварных деталей с использованием методов дуговой сварки или сварки MIG.
- Нержавеющая сталь, 6%
Работа с различными металлами, включая нержавеющую сталь и медь, составление чертежей и предоставление соответствующих спецификаций потенциальным клиентам.
«запчасти для автомобилей», «сверлильный станок» и «сборочная линия» — не единственные навыки, которые мы нашли в списке точечных сварщиков в их резюме.
 На самом деле, мы нашли целый список обязанностей точечной сварки, в том числе:
На самом деле, мы нашли целый список обязанностей точечной сварки, в том числе: - Обязанности точечной сварки иногда требуют «физической силы». Обязанности, которые зависят от этих навыков, показаны в этой выдержке из резюме: «сварщики, резчики, паяльщики и паяльщики должны быть в хорошем физическом состоянии». Этот пример резюме показывает, как этот навык используется точечными сварщиками: использование ручных инструментов и электроинструментов для всех операций по отгрузке и получению.»
- В рамках описания точечной сварки вы можете обнаружить, что одним из навыков, которые могут быть полезны для работы, является «ориентация на детали». В резюме точечной сварки был такой фрагмент: «Сварщики, резчики, паяльщики и паяльщики выполняют точные работы, часто с прямыми краями и минимальными дефектами». Этот навык может быть полезен в следующем сценарии: «детальная сборка резервуаров для мороженого из нержавеющей стали с использованием система крепления сварщика.»
- Другим навыком, часто встречающимся в резюме точечной сварки, является «ловкость рук». Это описание навыка было найдено в нескольких резюме точечной сварки: «сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на одном месте». Вот пример из резюме того, как этот навык может вписаться в рабочий день. -обязанности точечной сварки в настоящее время: «Подъем заготовок к машинам вручную или с помощью талей или мостовых кранов».
- Eaton7 Spot Walders Jobs
- Экспресс занятость Indy South7 Spot Walders Работа
- Металлический сварщик Mayville5 Работа сварщики
Вакансии точечной сварки начального уровня
Практически не требуется опыта
Вакансии точечной сварки на неполный рабочий день
Вакансии на неполный рабочий день Найм сейчас 9Вакансии, добавленные за последние 7 дней в процессе создания выдающегося резюме архитектора.
Что делают операторы сварочных аппаратов
В этом разделе мы рассмотрим годовую заработную плату других профессий. Возьмем, к примеру, сварщика-станочника. В среднем годовая заработная плата сварщиков-станочников составляет $4,89.на 4 выше, чем в среднем за год точечные сварщики.
Хотя их заработная плата может различаться, у точечных сварщиков и операторов сварочных аппаратов есть одна общая черта — несколько навыков, необходимых для каждой профессии. В обеих карьерах сотрудники используют такие навыки, как автомобильные детали, сверлильный станок и сборочная линия.
Что касается сходства, то на этом оно заканчивается, поскольку обязанности точечной сварки требуют таких навыков, как «миг», «политика компании», «порошковая окраска» и «ручной труд». В то время как оператор-сварщик хорошо разбирается в «деталях машин», «прихватках», «гмау» и «воздушной дуге». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
Операторы сварочных аппаратов получают самые высокие зарплаты в технологической отрасли, средняя годовая зарплата составляет 54 740 долларов.
Но в автомобильной промышленности точечным сварщикам платят больше: средняя зарплата составляет 38 175 долларов.Уровень образования, который получают операторы сварочных аппаратов, немного отличается от уровня образования точечных сварщиков. В частности, операторы сварочных аппаратов имеют на 0,5% больше шансов получить степень магистра, чем сварщики точечной сварки. Кроме того, у них на 0,0% меньше шансов получить докторскую степень.
Каковы обязанности сварщика первого класса?
Теперь мы рассмотрим первоклассную профессию сварщика. В среднем сварщики первого класса зарабатывают в год на 12 739 долларов больше, чем точечные сварщики.
Не все в этих работах отличается. Возьмем, к примеру, их навыки. Сварщики точечной сварки и сварщики первого класса включают в свои резюме схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь».
Но в обеих профессиях также используются разные навыки, судя по резюме реальных точечных сварщиков.
В то время как обязанности точечной сварки могут включать такие навыки, как «автомобильные детали», «сборочная линия», «стандарты качества» и «политика компании», некоторые сварщики первого класса используют такие навыки, как «флюсовая сердцевина», «воздушная дуга», «плавка». и «фкау».Что касается образования, то сварщики первого класса имеют такой же уровень образования, как и сварщики точечной сварки. В целом, у них на 3,5% больше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Как ученик сварщика сравнивает
Ученик сварщика анализирует технические спецификации и технические чертежи для планирования компоновки и сборочных сварочных операций. Помимо использования линеек, штангенциркулей, комбинированных угольников и прямых кромок для закрепления, позиционирования и компоновки деталей и сборок в соответствии со спецификациями задания, ученики-сварщики также выполняют свои обязанности на основе установленных процедур безопасности и стандартов качества.
Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора.Теперь рассмотрим профессию ученика сварщика. В среднем эти рабочие получают более высокую заработную плату, чем точечные сварщики, с разницей в 1989 долларов в год.
Просмотрев резюме нескольких точечных сварщиков и учеников сварщиков, мы обнаружили, что обе должности используют схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь». Но помимо этого карьеры выглядят очень по-разному.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для очень хорошего выполнения работы. Например, собирая резюме точечных сварщиков, они, скорее всего, обладают такими навыками, как «запчасти для автомобилей», «сборочная линия», «стандарты качества» и «политика компании».
Но ученик сварщика может иметь такие навыки, как «ручные инструменты», «прихватка», «разметка» и «флюсовая сердцевина».Ученики сварщиков обычно учатся на том же уровне, что и сварщики. Например, у них на 0,6% больше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Описание сварщика-сборщика
Теперь мы рассмотрим сварщиков-сборщиков, которые обычно получают в среднем более высокую заработную плату по сравнению с годовой зарплатой точечных сварщиков. На самом деле разница составляет около 1303 долларов в год.
Согласно резюме как точечных сварщиков, так и сварщиков-сборщиков, некоторые навыки, необходимые для выполнения обязанностей на каждой должности, схожи. Эти навыки включают в себя «запчасти для автомобилей», «сверлильный станок» и «сборочная линия».0004
Несмотря на то, что несколько наборов навыков пересекаются, есть некоторые различия, которые важно отметить. Во-первых, точечному сварщику могут больше пригодиться такие навыки, как «политика компании», «проверка качества», «обеспечение соответствия» и «проверка деталей».
Между тем, некоторые сварщики-сборщики могут включать в свое резюме такие навыки, как «спецификации чертежа», «макет», «прихватка» и «gmaw».Сварщики-сборщики имеют такой же уровень образования, как и сварщики. Разница в том, что у них на 0,3% больше шансов получить степень магистра меньше, и на 0,1% меньше вероятность получить докторскую степень.
Hand Spot Welding Machine — Single Sided Spot Welding Machine Manufacturer from Rajkot
Brand Gorang Welding Machine Type 15kva-hand-spot-welding Model 15kva hand пятно Номинальная входная мощность Однофазный / двухфазный Использование/применение 0598 Model Name/Number 25kva-hand-spot Suitable For Welding Rod 1-2mm, 2-3mm, 3-4mm Material Metal, Steel, galvanize, Crc , GP, Gi, Gl, Эст. Voltage 220v/415v single phase / two phase Automation Grade Manual Phase Single Phase / Tow Phase Frequency 50fz Output Current Range 15kva heavy duty spot Dimensions 15*18*24 Weight 135kg Rated Duty Cycle 75% Duty Cycle Тип охлаждающего трансформатора Воздушное охлаждение Диапазон односторонней точечной сварки 00 — 99 Контроль тока 9059r5 электронный микроконтроллер 9059r5 таймер0598
Cable Length 3.5miter + 3.5 miter (Both) Current Monitor yes with Thyristor current controlling External Water Supply no any requirement in our machine Guaranty Полная гарантия на 2 года Код продукта 15 кВА-ручной прожектор с таймером I Deal In Только новые Dimensions (W x D x H) 15*18*24 Rated Input Power Capacity 15kva Max no load Voltage 10A Rated No load Voltage 10A Выходная сварка. 8Weld force adjustment yes Short circuit current 00 to 99 Net Weight(kg) 135kg Duty Cycle 75% Power ( KVA) 15kva Pack Type free Pack Cooling Mode Air HSN Code 8515, 7584 Machine Type Heavy Duty Country of Origin Made in India Hand Spot Welding Machine with Timer
Specification of Gun type Spot Heavy Duty
Input voltage : 440v 2ph
100 % меди Анод Windingcoppee: 16 мм (2 шт.) Медный кабель: 3,5 м на квадрат 95 мм. Система управления: электронный таймер. : 130 кг Корпус с силовым покрытием1 год полной гарантии#hand Spot Welding Machine
#Cable Spot Weling Machine
. Райкот.
#Gorang-welding-machineАппарат для ручной точечной сварки Спецификация Rated Capacity 10kva 15kva 20kva Inpur Voltage 220v 220v/415v 220v/415v Inpur Phase Single phase Singlec phase/ two phase Однофазный/ двухфазный Частота 50/60 Гц 50/60 Гц 50/60 Гц 5 Обмотка 9 Медь
Обмотка 100% Copper Winding 100% Copper Winding Welding Cable 35mm, 2 miter 95mm, 3.5 miter 95mm, 3.5 miter Earth Cable Lenght 35mm, 2 miter 95mm, 3,5 Mitres 95 мм, 3,5 Mitres Медный анод 16 мм (2 пис) 16 мм (2 пис -шкалы) 16 мм. 0598Electronic Timer Electronic Timer Weld Material M.S, S.S M.S, S.S, G.I, CRC, G.L. Ect M.S, S.S, G.I, CRC, G.L. Ect Wire Weld 0.01 to 3mm 1 mm To 6 mm 1mm to 7 mm Sheet Weld 40 Gauge to 26Gauge 34Gauge to 16Gauge 30Gauge to 14gauge Cooling System Air Cooling Air Cooling Air Cooling Insulation Class H H H Machine Weight 80 Kg 125 Kg 135 Kg Body Корпус с силовым покрытием0 Корпус с силовым покрытием0 Корпус с силовым покрытием0 Гарантия 2 года, полный Полный, 2 года, полный 2 года0598 Дополнительная информация:
- Код предмета: 15 кВА-Single-Side-Spot-Welding-Machine
- Производственная мощность: 15KVA. наш склад любой таймер
- Детали упаковки: Бесплатная упаковка и пересылка…..
Ручной точечный сварочный аппарат для точной сварки
Некоторые виды сварки не подходят для сварочной головки или требуют большей гибкости. Ручные сварочные приспособления позволяют сваривать изделия сложной геометрической формы. Кроме того, ручные приспособления дешевле сварочных головок. Сварочные приспособления просты в использовании, требуют минимального обслуживания и обеспечивают большую гибкость для небольших производственных циклов или лабораторных применений. Ознакомьтесь с приведенной ниже информацией для получения технических данных и изображений различных доступных насадок.
Как мы можем вам помочь
Advanced Integrated Technologies (AIT) является поставщиком оборудования для контактной сварки и поставщиком технической поддержки для сварочных аппаратов и принадлежностей для контактной сварки Nippon Avionics (Avio), а также сварочных аппаратов для контактной сварки Sunstone марки Sunstone.
Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.Ручные сварочные аппараты Avio
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены с помощью сварочной головки фиксированного типа, например, в зоне заклинивания. Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.НА-54А
Характеристики NA-54A Диапазон давления (Н) 7,8-44,1 Ход электрода Макс. 10 ммГлубина кармана 50 мм Способ вождения Руководство Подходящий электрод Серия EL-125 Размеры (мм) 30 x 195 x 47 Сварочный кабель 1500 мм NA-54LA
Характеристики НА-54ЛА Диапазон давления (Н) 7,8-44,1 Ход электрода — Размер глубины кармана — Способ вождения Руководство Подходящий электрод ЭЛ-54Л Размеры (мм) 30x195x47 Сварочный кабель 1500 мм NA-57A
Характеристики НА-57А Диапазон давления (Н) 9,8-49 Ход электрода — Глубина кармана — Способ вождения Руководство Подходящий электрод Специально для NA-57A Размеры (мм) 36 Φ xГ207мм Сварочный кабель 1500 мм NA-58A
Характеристики NA-58A Диапазон давления (Н) Руководство Ход электрода Макс. 1 ммРазмер глубины кармана 75 мм Способ вождения Руководство Подходящий электрод Специально для NA-58A Размеры (мм) 24x16x157 Сварочный кабель 1100 мм Принадлежности сварочного аппарата Sunstone Tweezer
Для некоторых видов сварки сварочная головка не подходит или требует большей гибкости. Ручные сварочные приспособления позволяют сваривать изделия сложной геометрической формы. Кроме того, ручные приспособления дешевле сварочных головок. Сварочные приспособления просты в использовании, требуют минимального обслуживания и обеспечивают большую гибкость для небольших производственных циклов или лабораторных применений. Ознакомьтесь с приведенной ниже информацией для получения технических данных и изображений различных доступных насадок.
Pthp LP — Tweezer
рукаОсобенности:
• Противоположная сварка рука
• Принимает 3/16 ”электроды
• 1 Пара RWMA II Electrodes (EL18777777777777”
• 1 пара RWMA II II (EL1877777777777777777 ”
• 1 пара )
• Доступны молибденовые электроды
• Диапазон давления 0,5–6 фунтов силы
• Стандарт кабелей 8 AWG(PTHP LP) Ручной пинцет с приводом от давления — малой мощности
Сила пружины 1–6 фунтов Размер электрода 3/16” Размеры 0,75″ x 2,5″ x 7″ Вес 0,56 фунта / 0,25 кг Сварочный аппарат CD 100 — 1000 (мс) AWG для CD 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА AWG для кВА 4 AWG Pthp MP — Tweezer
. электроды
• Доступны вольфрамовые электроды
• Диапазон давления 1–10 фунтов силы
• Стандарт кабелей 4 AWG( PTHP-MP ) Наконечник пинцета с приводом от давления – средней мощности
Сила пружины 1–10 фунтов Размер электрода 3/16” Размеры 1 x 3 x 6 дюймов Вес 1,3 фунта / 0,59 кг Сварочный аппарат CD 100 — 1000 (мс) Провод AWG 4 AWG — 1 AWG Сварочный аппарат переменного тока (кВА) 2,5 кВА AWG для кВА 3 АВГ PTHP HP — Пинцет с приводом от давления
НаконечникХарактеристики:
• Противоположный сварочный наконечник
• Подходит для электродов 3/16”
• 1 пара медных электродов RWMA II
– 1913 электродов давления
• Вольфрамовые электроды доступны в диапазоне 1 – 1913 электродов давления фунт-сила
• Кабельный стандарт 1 AWG( PTHP-HP ) Наконечник пинцета с приводом от давления – высокая мощность
Сила пружины 1–10 фунтов Размер электрода 3/16″ Размеры 1 x 3 x 6 дюймов Вес 1,4 фунта / 0,64 кг Сварочный аппарат CD 1000 вс Провод AWG 1 AWG Сварочный аппарат переменного тока (кВА) 5,0 кВА AWG для кВА 3 АВГ PASP HP CP-Активированный давление одиночная
Кличка аллигатора давления .
• Для труднодоступных сварных швов
• Электрод 1/8” RWMA II
• Большой зажим типа «крокодил» для простой установки
• Кабельный стандарт 6 AWGPASP — зажим типа «крокодил» Сила пружины 1-6 фунтов Размер электрода 1/8″ Размеры 1,125 x 3,5 x 9 дюймов Вес 3,35 фунта / 1,5 кг Сварочный аппарат CD 100-1000 (ш) Провод AWG 6 АВГ Сварочный аппарат переменного тока (кВА) 2,5 кВА PASP HP MAG-Активированный давление
ОДНОГО ПЕРЕДИТЕЛЬНОЙ ПЕРВА
• Для сварки в труднодоступных местах
• Электрод 1/8” RWMA II
• Большой магнитный зажим для простой установки (основной материал — железо)
• Кабельный стандарт 6 AWGPASP — магнитный зажим Сила пружины 1-6 фунтов Размер электрода 1/8″ Размеры 1,125 x 3,5 x 9 дюймов Вес 3,35 фунта Сварочный аппарат CD 300-1000 (вс) Провод AWG 6 AWG — 1 AWG Сварочный аппарат переменного тока (кВА) 2,5 кВА PASP HP H — Активируемый давлением, одинарный
Наконечник зонда СотовыйОсобенности:
7
34 1311 • Регулируемая уставка давления
• Сотовый закрепочный электрод (закругленный или плоский)
• Большой зажим типа «крокодил» для простой установки
• Кабельный стандарт 1 AWGPASP — Соты Размер электрода 1/4” Размеры 1,125 x 3,5 x 9 дюймов Вес 4 фунта / 1,8 кг Сварочный аппарат CD 1000 вс Провод AWG 4 AWG — 1 AWG Сварочный аппарат переменного тока (кВА) 5,0 кВА SPHP — Одиночная пьеса рука
Функция:
• 1/4 ”Диаметр Медный Шанк
• 80009
9
9
99 99 9”.
0003 (SPHP) Ручка с одним датчиком Размер электрода 1/4″ Вес 0,55 фунта / 0,25 кг Сварочный аппарат CD 200-1000 Вт AWG для CD 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА AWG для кВА 4 AWG DPHP — двойной зонд ручной пьесу
Особенности:
• 1/4 ”Диаметр RWMA II Shank
• 8 AWG Cabling(DPHP) Наконечник с двумя датчиками Размер электрода 1/4″ Вес 0,65 фунта Сварочный аппарат CD 200-1000 Вт AWG для CD 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА AWG для кВА 4 AWG THP — Ручка для пинцета
Особенности:
• Прочь для сварки ручной работы
(THP) Tweezer Hand Hand Размер медного прутка 1,2″ x 1/16″ Вес 0,8 фунта Сварочный аппарат CD 200-1000 Вт AWG для CD 8 АВГ Сварщик переменного тока (кВА) 1,5 кВА — 5,0 кВА AWG для кВА 4 AWG PG2
Ручка с пистолетной рукояткой и кнопкой.
Подходит для электродов с резьбой
.Особенности:
• Простота в обращении
• Удобно расположенный триггерный переключательPGHP — насадка для пистолета Poke Gun Размер электрода 3/8 дюйма Размеры (Ш х В х Д) 1 x 3 x 6 дюймов Вес фунт/кг 1,3 фунта / 0,59 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG Провод AWG 4 — AWG 1 Сварочный аппарат переменного тока (кВА) 2,5 кВА PASP HP RS-Активированный давление одиночная
Стоимость рулона закуска
. колесо (EL-ROLL)
• Большой зажим типа «крокодил» для простой установки
• Кабельный стандарт 1 AWGPASP — Прокатное пятно Размер электрода Хвостовик 1/4” Размеры (Ш х В х Д) 1,125 x 3,5 x 9 дюймов Вес фунт/кг 1,3 фунта / 0,59 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG Провод AWG 4 — AWG 1 Сварочный аппарат переменного тока (кВА) 2,5 кВА SPHP LP
Особенности:
• 1/4 ”диаметром латунной хвоки
.Наконечник с одним датчиком — малой мощности Размер электрода 1/16” Вес фунт/кг 1,5 фунта / 0,68 кг Сварочный аппарат CD (ws) 100 — 400 (ш) Провод AWG 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА SPHP MP
Особенности:
• 5/8 ”диаметр.
0004Наконечник с одним датчиком – средней мощности Размер электрода 1/8” Вес фунт/кг 2 фунта / 0,9 кг Сварочный аппарат CD (ws) 320 — 1000 (мс) AWG для CD 4 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА SPHP HP
Особенности:
• 7/8 ”диаметром латунный хвостовик
• 1 кабель AWG
• Принимает электрод диаметром 3/16”Наконечник с одним датчиком — высокая мощность Размер электрода 3/16” Вес фунт/кг 3,5 фунта / 1,6 кг Сварочный аппарат CD (ws) 320 — 1000 (мс) AWG 1 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА DPHP MICRO
Особенности:
• Для Термалампресс -связи
• 10 AWG CABLINGНаконечник с двумя зондами — микро Размер электрода Хвостовик 1/8” Вес фунт/кг 2 фунта / 1 кг Сварочный аппарат постоянного тока (ws) DCD 320/DC-5 AWG 10 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 2,5 кВА DPHP LP
Features:
• 1/4” diameter brass shank
• 8 AWG cabling
• Accepts 1/16” diameter electrodesНаконечник с двумя датчиками — малой мощности Размер электрода 1/16” Вес фунт/кг 2 фунта / 0,9 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА DPHP MP
Характеристики:
• Диаметр 5/8” латунный хвостовик
• Кабели 91/4 AWG0004DPHP MP — ручной блок с двумя зондами — средней мощности Размер электрода 1/8” Вес фунт/кг 2 фунта / 0,9 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG 4 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА DPHP HP
Features:
• 7/8” diameter brass shank
• 1 AWG cabling
• Accepts 3/16” diameter electrodesDPHP LP — ручной блок с двумя датчиками — высокая мощность Размер электрода 3/16” Вес фунт/кг 3 фунта / 1,36 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG 1 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА Пакет HP RWMA
Наконечник RWMA II В комплект входят насадки Sunstone
DPHP и TH-SPHP, сварка SPHA.Особенности:
• Противоположная сварка рука
.Ручка для пинцета (RWMA) Размер медного прутка 1/2” x 1/16” Вес фунт/кг 2,5 фунта / 0,36 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG 8 АВГ Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА .1311 • Длина хода 1 дюйм
• Разработан для интеграции с ACS Sunstone
• Можно использовать противоположные электроды 1/8 дюймаTHP P — Ручка с пневматическим пинцетом Сила 5–50 фунтов Размер медного прутка 1/2” x 1/16” Вес фунт/кг 2,5 фунта / 0,36 кг Сварочный аппарат CD (ws) 100 — 1000 (мс) Провод AWG 1 AWG Сварочный аппарат переменного тока (кВА) 1,5 кВА — 5,0 кВА PG5M
style=»text-align: center;»>Плоскогубцы PG5M являются самыми маленькими в линейке
. Разработанный для использования в электронной промышленности,
обеспечивает высокую степень точности.PG2W
PG2W представляет собой версию PG2,
, с водяным охлаждением, позволяющую использовать его в более тяжелых условиях рабочего цикла.
Подходит для электродов с резьбой.PG3W
Пистолет PG3 с водяным охлаждением. Подходит для компрессионных электродов
.PG EL125 — Адаптер
Резьбовой адаптер для наконечников Poke, подходит для электрода
размером 1/8 дюйма.PG EL187 — Адаптер
Резьбовой адаптер для наконечников Poke, подходит для электрода
3/16 дюйма.PG EL
Диаметр 3/8 ”, копленговый медный электрод
(поточный Электрод с медным колесом, тип резьбового соединения.PG EL-Roll C
2-дюймовый медный колесный электрод, компрессионный фитинг типа
.PASP 2
Наконечник с одним датчиком, приводимым в действие давлением
PG1
4
PG1 — самое маленькое одноствольное ружье. Он может быть оснащен
прямым или 90-градусным наконечником и имеет встроенный переключатель
. Подходит для электродов с резьбой.PG1/2
PG1/2 — самый маленький односторонний пистолет. Модель
может быть оснащена прямым наконечником или наконечником под углом 90 градусов. Запускается
ножной педалью. Подходит для электродов с резьбой.PG4
Горелка PG4 предназначена для серийной сварки. Этот пистолет
будет наносить 2 точки одновременно. Подходит для компрессионных электродов
.Точечная сварка своими руками из микроволновки — схема, видео, Фото | vseznayko.
com.uaТочечная сварка, как известно, выполняется на специализированном оборудовании, однако такое устройство можно не только найти в серийном производстве, но и сделать своими руками: для этого потребуется трансформатор, вынутый из старой микроволновки. Аппарат, полученный в результате, даст возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Важнейшим элементом любого такого аппарата для точечной сварки является трансформатор: его задача, повысить входное напряжение до требуемой величины. Чтобы справиться с этим, устройство должно иметь высокий коэффициент преобразования. Такими трансформаторами оснащены большие микроволновые печи, один из которых нужно найти. Когда вы найдете такую модель микроволновки, нужно будет очень аккуратно вынуть из нее трансформатор.
Схема работы изящной сварки и схема сварочного аппарата
Технологию сборки аппарата точечной сварки более или менее подробно можно увидеть на видео ниже.
Пример этого самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Более подробно о деталях сборки читайте в полной статье.Снимите трансформатор с микроволновой печи
Если в самодельном аппарате точечной сварки используется трансформатор, имеющий мощность 700-800 Вт, то с его помощью можно соединять металлические листы, толщина которых достигает 1 мм. Этот трансформатор относится к разряду устройств повышающего типа, для питания магнетрона он способен выдавать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. За счет этого подключенный к нему трансформатор имеет меньшее количество витков на своей первичной обмотке и большое их количество на вторичной. Последняя создает напряжение около 2 кВ, затем увеличивается в два раза с помощью специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подаваемого на его первичную обмотку, нет смысла.
Извлеките трансформатор из микроволновой печи
Осторожно извлеките трансформатор из микроволновой печи. Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.
Вам придется демонтировать вторичную обмотку за ненадобностью, для чего вам понадобятся молоток и зубило. Очень важно не повредить и не раздавить первичную обмотку, поэтому действовать необходимо с максимальной осторожностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, которые служат для ограничения тока, их также необходимо удалить.
Вторичную обмотку можно срезать зубилом
Если магнитопровод трансформатора не клееный, а сварная конструкция, то вторичную обмотку лучше снять с него зубилом или обычной ножовкой.
Если обмотка очень плотно набита в окне магнитопровода, то ее, перерезав провод, необходимо просверлить или выкопать. Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.После разборки необходимо намотать новую вторичную обмотку. Для этого вам понадобится провод диаметром не менее 1 дел. Если такого провода нет в наличии, его придется купить. Не обязательно покупать одножильный многожильный провод такого сечения, можно использовать пучок из нескольких отдельных жил, что в сумме обеспечит необходимый диаметр. После установки новой вторичной обмотки ваш модернизированный трансформатор сможет вырабатывать ток силой до 1000 А.
Старую обмотку можно разрезать ножовкой по металлу
Если вы хотите сделать аппарат точечной сварки более мощным, технических возможностей одного трансформатора вам может не хватить. Здесь нужно использовать два таких устройства (в соответствии с разборкой двух микроволновок).
Тонкости модернизации трансформатора от СВЧ
Для изготовления вторичной обмотки необходимо намотать ее на сердечник 2-3 витка, что обеспечит выходное напряжение около 2 В, а силы короткого замыкания Максимальный сварочный ток — более 800 А.
Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.Новая вторичная обмотка заняла свое место
Если вам необходимо сварить листы толщиной до 5 мм, имейте в виду, что для этого требуется аппарат для точечной сварки, который имеет большую мощность. Чтобы сделать его своими руками, необходимо использовать два трансформатора, соединенных в одну цепь. При выполнении такого подключения обязательно соблюдение соответствующих правил. Если допустить ошибку и неправильно соединить выводы первичной и вторичной обмоток двух трансформаторов, может произойти короткое замыкание.
Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром.После правильного соединения одинаковых клемм двух трансформаторов необходимо измерить величину тока, который они образуют вместе. Обычно самодельные трансформаторы, предназначенные для аппаратов точечной сварки, которые планируется эксплуатировать в домашних мастерских, ограничивают силу тока — не более 2000 А. Превышение этого значения вызовет перебои с электроэнергией не только в вашем доме, но и в вашем доме. непосредственные соседи. А это, естественно, приведет к конфликтам. Амперметром проверяют величину тока, выдаваемого подключенными трансформаторами, а также наличие короткого замыкания в их цепи.
Еще один пример сборки точечной сваркой представлен в видео ниже:
Рекомендации по соединению двух трансформаторов
Каких результатов можно добиться, если два трансформатора, соединенные по правилам, не имеют большой мощности? Если взять два одинаковых прибора со следующими характеристиками: мощность — 0,5 кВт, входное напряжение — 220 В, выходное напряжение — 2 В, номинальный ток 250 А, — то, соединив их первичную и вторичную обмотки последовательно, на на выходе вы получите удвоенный номинальный ток, то есть 500 А.
Кратковременный сварочный ток будет возрастать практически так же, но при его формировании будут значительные потери, ввиду большого сопротивления такой электрической цепи. Оба конца вторичной обмотки — провода О 1 см — подключаются к электродам аппарата точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если у вас два мощных трансформатора, но их выходного напряжения недостаточно для самодельного устройства, их вторичные обмотки можно соединить последовательно, которые должны иметь одинаковую количество ходов. До такой степени им это удается, если просто намотать витки на вторичную обмотку невозможно из-за недостаточного размера окна на магнитопроводе.
Это подключение необходимо контролировать, чтобы было согласовано направление витков на вторичных обмотках подключаемых устройств, иначе может выйти противофаза, и выходное напряжение такого комбинированного устройства будет близко к нулю.
Для экспериментального определения правильности подключения желательно использовать тонкие провода.Соединяем два трансформатора по схеме №2
Как определить выводы одноименных трансформаторов
Если выводы обмоток соединительных устройств не маркированы, необходимо определить среди них одноимённые, соединить их. Эту задачу можно решить следующим образом: первичную и вторичную обмотки двух и более трансформаторов соединяют последовательно, на вход такого комбинированного устройства подается напряжение, а на выходные выводы (выводы из последовательно соединенных вторичных обмоток ) подключите вольтметр переменного тока.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показать то или иное значение напряжения;
- вообще не показывают напряжения в цепи.
Если вольтметр выдает какое-то напряжение, значит, в цепи подключения и первичная, и вторичная обмотки имеют разные выводы.
При неправильном соединении обмоток происходят следующие процессы: Высокое напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается вдвое; повышение напряжения происходит на вторичных обмотках, каждая из которых имеет одинаковый коэффициент трансформации. Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе.Определите выводы трансформаторов на этой схеме
Если вольтметр показывает значение «0», это означает, что напряжение, исходящее от каждой из последовательно соединенных вторичных обмоток, выравнивается по величине, но имеют разные знаки, поэтому компенсируют друг друга. Другими словами, хотя бы одна из пар обмоток, соединенных в цепочку, соединена одними и теми же штырьками. При этом правильное соединение элементов схемы достигается изменением порядка соединения первичной или вторичной обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обратить внимание на то, чтобы их диаметр соответствовал диаметру проволоки, с которой они подключены.
В качестве таких элементов можно использовать медные стержни, а для маломощных устройств подойдут жала от профессиональных паяльников.В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Для корректировки их геометрических параметров их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды подключаются к аппарату точечной сварки, должны иметь минимальную длину, иначе они сильно потеряют мощность аппарата. Потери мощности будут серьезными в том случае, если электрическая цепь «электрод — аппарат точечной сварки» имеет много соединений. Если вы хотите повысить КПД своего самодельного оборудования, то лучше на проводах, которыми соединяются электроды, припаять медные наконечники. Воспользовавшись следующими советами, вы избежите потери мощности в точках контакта из-за повышенного сопротивления обжимки или любых других соединений.
Провода, соединяющие электроды с аппаратом точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды у такого устройства съемные, пайка в местах стыков не производится. Конечно, в таких местах, постоянно подвергающихся окислению, тоже происходит потеря мощности, но чистить их намного проще, чем прессованные наконечники.
Установка электродов на сварочный аппарат
Как уже было сказано выше, электрод для контактной сварки можно изготовить из медной проволоки или жала паяльника у профессионала, если мощность аппарата невелика. Провод от прибора соединяется с электродом с медным наконечником, который соединяется с ним пайкой.
Установка нижнего электрода
Наконечник соединяется с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потеря мощности аппарата для точечной сварки.
Для выполнения такого соединения в электроде и наконечнике делают отверстия одинакового диаметра.Болты и гайки, которыми будут соединяться электроды и клеммы с проводами, лучше всего выбирать из меди или ее сплавов, характеризующихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающие обслуживание аппарата для контактной сварки, довольно легко изготовить своими руками.
Органы управления для самодельной точечной сварки
Управление аппаратом для точечной сварки (особенно сделанным из микроволновки своими руками) не представляет особой сложности. Для этого достаточно двух элементов: рычага и переключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать надежный контакт деталей в месте сварки, соединения. Для выполнения этих важных требований рычажные механизмы таких устройств могут быть дополнены винтовыми элементами, обеспечивающими еще большую силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов проста. Удобства добавит простой ластик, закрепленный над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают компрессионные элементы, создающие давление от 50 до 1000 кг — в зависимости от необходимости. А на аппаратах точечной сварки, которые используются для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, что такой механизм создает давление на 30 кг. Для удобства и простоты работы на устройстве точечной сварки его прижимной рычаг делают длиннее. , это также увеличит усилие сжатия до необходимого значения.
Для самодельного бытового прибора достаточно рычага, длина которого будет 60 см. С помощью этого рычага вы можете увеличить усилие в 10 раз. Соответственно, если нажать на рычаг с усилием 3 кг, электроды и детали, соединяемые с усилием сжатия 30 кг. Чтобы такой рычаг при нажатии не сдвинулся с места устройство, основание оборудования должно быть надежно закреплено к поверхности рабочего стола струбциной.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока на сварочные электроды, подключается к цепи первичной обмотки трансформатора тока, ток в котором значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, и его контакты под действием сильного тока будут намертво спаяны.
Если в качестве прижимного механизма используется рычаг, то переключатель лучше поставить на него, тогда другая рука будет свободна (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивными искренними электродами и, следовательно, с их активным горением. Получить начальный опыт работы на таком устройстве можно с помощью обучающего видео.
См. полный список навыков точечной сварки.
Сварщики, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали бизнес и общие науки, в то время как небольшая группа точечных сварщиков изучала точную металлообработку и уголовное правосудие.
Когда вы будете готовы стать точечным сварщиком, вам может быть интересно, какие компании нанимают точечных сварщиков. Согласно нашему исследованию на основе резюме точечных сварщиков, точечные сварщики в основном нанимаются Eaton, Express Employment Indy South и Metalcraft of Mayville. Сейчас самое время подать заявку, так как в Eaton есть 7 вакансий точечных сварщиков, 7 из них в Express Employment Indy South и 5 в Metalcraft of Mayville.
Если вас интересуют компании, в которых сварщики точечной сварки зарабатывают больше всего, вам следует подать заявку на вакансию в General Electric, Eaton и VisionCorp Rep. Мы обнаружили, что в General Electric средняя зарплата точечной сварки составляет 39 873 доллара. В то время как в Eaton сварщики точечной сварки зарабатывают примерно 38 904 доллара. А в VisionCorp Rep средняя зарплата составляет 38 275 долларов.
Подробнее о зарплатах точечных сварщиков в США.
Три компании, которые нанимают самых престижных точечных сварщиков:
