Как сделать профилегиб: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Апв 8 универсал: трубогиб-профилегиб гидравлический
Станок профилегиб с возможностью трубогиба АП8-универсал создан российскими конструкторами для выполнения работ как в мастерской, та ки на выезде, на объекте. 3 вида гибки на одном станке. Профилегиб отличается простотой работы благодаря использованию в конструкции станка гидравлического домкрата. Малые габариты и небольшой вес профилегиба обеспечивают его мобильность. Работы можно проводить непосредственно на объектах. Станок легко помещается в багажник любого автомобиля. Высокое качество исполнения гарантирует надежную работу профилегиба, а инновационные конструкторские решения расширяют функциональность.
Особенности профилегиба АПВ 8-универсал:
-
радиусная гибка (методом прокатки на 3-х вальцах)
- гибка для труб профильного сечения методом намотки на шаблон
-
изгибание труб круглого сечения до 90˚по гибочным шаблонам
- Вальцы термически обработаны (закалены в двух средах: вода-масло)
- Боковые вальцы могут перемещаться по горизонтали
- Вальцы сделаны на подшипниках
- Станок имеет конструкцию с одним ведущим (верзним, прижимным) вальцом и двумя боковыми, нижними
-
На вальцах выполнены проточки 20-40-60 для удержания труб в плоскости гибки.

- Вальцы изготовлены из стали марки 45
- Домкрат (прижим) с гидравлическим управлением существенно облегчает работу
- Станок имеет функции 2 типов гиба: профилегиба (базовая комплектация) и трубогиба с сегментной гибкой (дополнительная оснастка). Для этого потребуется крепление сегментов, гибочные сегменты и боковые упоры.

Способы гибки труб и профилей на многофункциональном трубогибе-профилегибе АПВ-8:
Возможности профилегиба АПВ 8-У:
| форма | вид | мин. радиус дуги |
| пруток max 20 мм | 150 мм | |
| квадрат стальной max 20х20 | 150 мм. | |
| полоса 60х10 | 150 мм. | |
|
труба прямоугольная max 60х40х2мм
| 300 мм.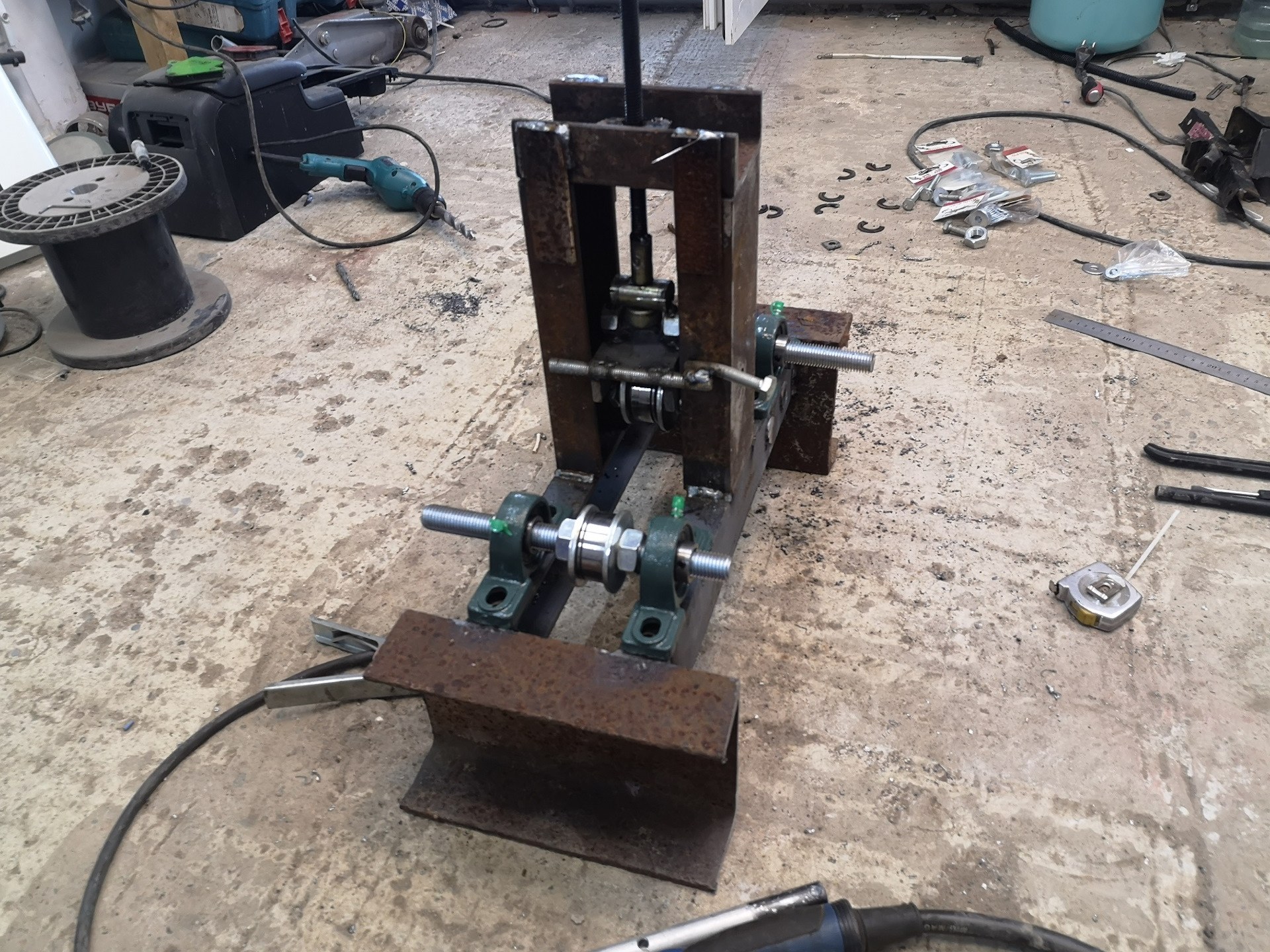 | |
| труба квадрат max 40х40х2мм | 300 мм. | |
| труба круглая max 42х42х3,5 мм | 150 мм. | |
| полоса на ребро max 40х4 мм |
150 мм.
|
Комплектация профилегиба АПВ 8-У:
Базовая:
- Профилегибочный станок
- Вальцы с проточками 20-40-60 для прокатки профильных труб
Дополнительная:
- Вальцы для работы с полосой
- Вальцы для работы с круглой трубой
- Вы можете заказать вальцы для работы с любым профилем!
Гибка профильных труб методом намотки:
ДЛЯ ГИБКИ ПРОФИЛЬНЫХ ТРУБ ПОД УГОЛ БЕЗ ПРОКАТКИ ИСПОЛЬЗУЕТСЯ МЕТОД НАМОТКИ
Для осуществления гибки профиля методом намотки Вам потребуется:
- силовая рама
- гибочные шаблоны
- упор
Распространенным является комплект для работы с трубами 20х20 и 25х25.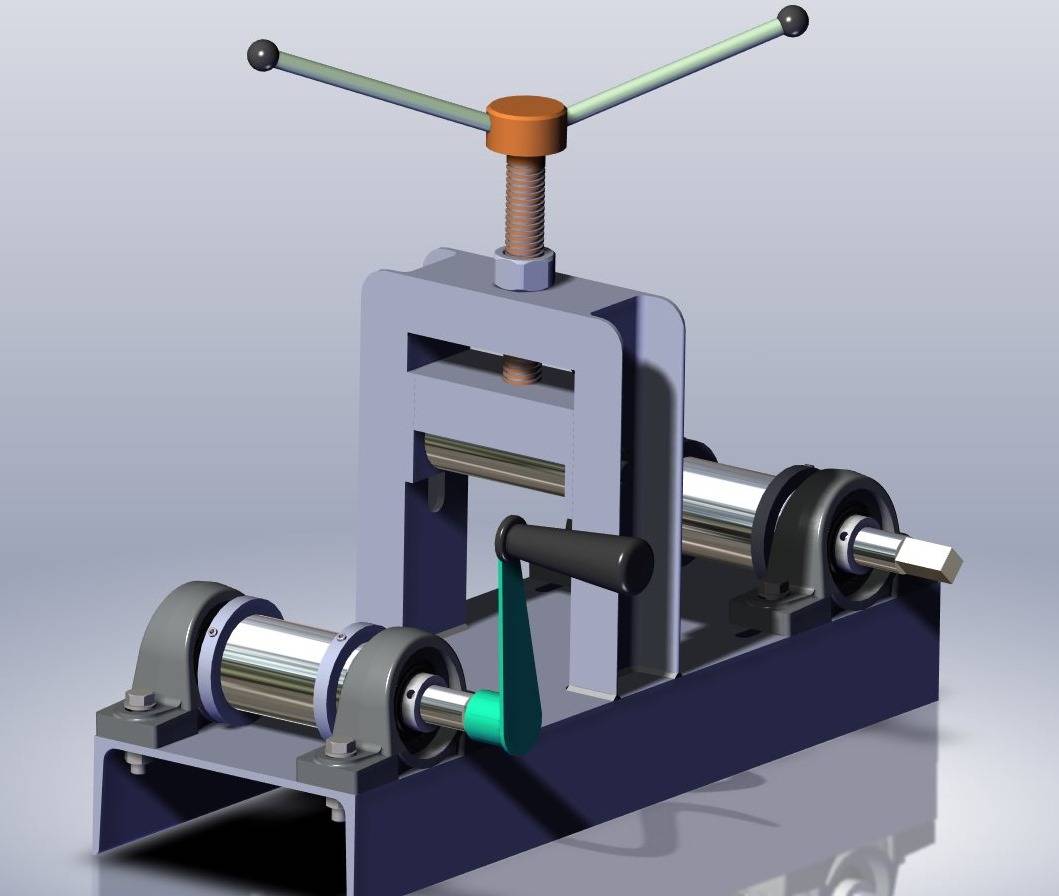
Для работы с другими сечениями труб оснастка обсуждается индивидуально.
Сегментная гибка труб по шаблону:
Для осуществления сегментной гибки труб Вам потребуются:
- Гибочный сегмент
Применяемые гибочные сегменты:
3/8″ (диаметр 17 — R56)
1/2″ (диаметр 21,3 — R60)
3/4″ (диаметр 26,5 — R80)
- 1″ (диаметр 33,5 — R100)
- Крепление гибочного сегмента
- Боковые упоры
Видео
Демонстрация возможностей трубогиба-профилегиба АПВ8 — универсал:
Документ
Скачать сертификат соответствия на трубогиб-профилегиб АПВ-8
Как избежать деформации трубы с тонкой стенкой при гибке?
Бренд:
АПВ
Доставка:
до терминала ТК
Страна — владелец бренда:
Россия
Страна производства:
Россия
Тип:
с ручным приводом
Масса нетто, кг:
38
Назначение:
для металлопластиковой трубы
max диаметр заготовки, мм:
42
Размер габаритный, мм:
490х1050
Как гнуть профильные трубы без потери геометрии?
Как сделать парник с помощью профилегиба АПВ-8?
Обзор профилегиба АПВ-8
Трубогиб своими руками для профильной трубы
При обустройстве участка или при подготовке к дачно-огородному сезону возникает потребность в дугах из профильной трубы. Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена в два раза выше, чем на тот же плоский прокат. Выход — сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена в два раза выше, чем на тот же плоский прокат. Выход — сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Содержание статьи
- 1 Конструкция профильогиба
- 1.1 Устройство трубогиба со средним подвижным роликом
- 1.2 С крайним подвижным роликом
- 2 Какие материалы и нюансы конструкции необходимы
- 3 Приемы изготовления труб гнуть проще
- 4 Порядок гибки профильной трубы на самодельных станках
- 5 Видео материалы
- 6 Как согнуть профильную трубу без станка
- 6.1 Получение дуги сваркой
- 6.2 Использование шаблона
Конструкция профильного станка
Станок для гибки профильных труб конструктивно отличается от обычного. Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся к корпусу. Они приподняты над базовой плоскостью. Для среднего валика приготовлена специальная U-образная станина. В середине ее перемычки установлен длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий ролик (можно приварить). Поворачивая этот винт, ролик поднимается и опускается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, с помощью которой труба прокатывается через станок. Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
С крайним подвижным роликом
В данной конструкции правый или левый ролик выполнен подвижным. Он движется вместе с частью основания. Эта часть соединена с остальной частью кровати прочными металлическими петлями.
Чертеж профильного трубогибочного станка с подъемной платформой
Изменить высоту можно с помощью домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется поднятием подвижной части стола.
Трубогиб профильный с подъемной площадкой
В отличие от предыдущей конструкции, этот профильный трубогиб приводится в движение от центрального ролика — к нему приварена рукоятка. Чтобы уменьшить необходимое усилие, вы также можете приварить звездочку к двум неподвижным роликам и передавать крутящий момент с помощью цепи.
Какие нужны материалы и нюансы конструкции
Основание трубогиба делается из швеллера или двух сваренных уголков. Толщина полок не менее 3 мм, ширина полок и тыльной стороны швеллера должна соответствовать имеющимся деталям. Одно правило – фундамент должен быть прочным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно закрепить машину на каком-нибудь тяжелом основании с помощью саморезов большого диаметра. Фиксация необходима, так как при гибке труб с толстой стенкой усилия приходится прикладывать значительные и работать удобнее, если станок прочно закреплен.
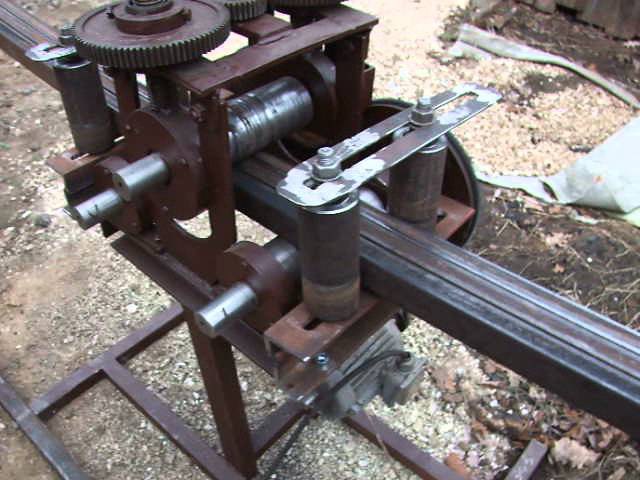
Так выглядит кровать в приваренных стойках для крепления подвижного ролика
Несколько слов о роликах. Они должны быть изготовлены из качественной, желательно из закаленной стали. Именно ролики и оси, которые их удерживают, несут на себе большую часть нагрузки.
Я также должен сказать о форме видео. Они не должны быть гладкими – по краям должны быть валики, которые не позволят трубе «гулять» во время прокатки.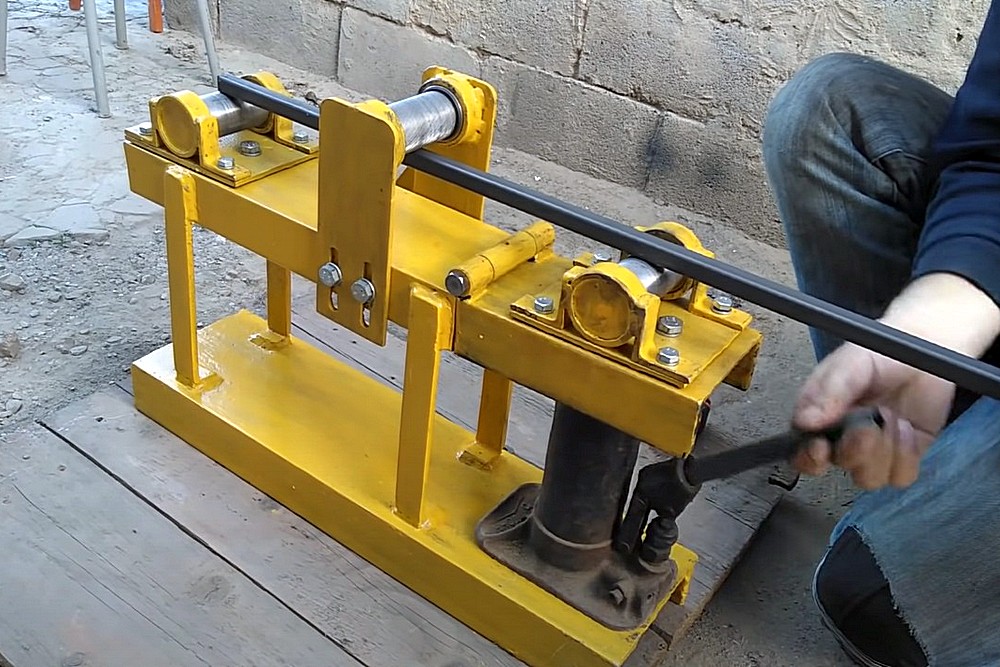 Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Ролики для гибки профильных труб разной ширины
На этом же фото видно, что верх станины неровный и зазубренный. С помощью таких зубьев ролики можно переставлять на разное расстояние и, таким образом, регулировать радиус изгиба.
В основном самодельные гибочные станки для профильных труб собираются из того, что есть под рукой или что найдут/купят недорого. У кого есть возможность — точит ролики, вставляет подшипники. Те, у кого нет такой возможности, пользуются тем, что есть — вплоть до ступиц от велосипедных колес. В общем надо разбираться в конструкции и
Хитрости, облегчающие гибку труб
Чтобы ролики лучше двигались, используются подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Пример точеных роликов
Есть еще одна хитрость, позволяющая снизить необходимое усилие при изгибе профильной трубы. Можно использовать принцип повышения передачи как в велосипеде. Кстати, можно использовать и велосипедные звездочки. При этом ручка, приводящая в движение ролики, приваривается к небольшой звездочке. Он установлен где-то на корпусе. На оси вала приварены звездочки большего размера (но зубья с одинаковым шагом). Все это связано подходящей цепочкой.
Все это связано подходящей цепочкой.
При таком устройстве передачи крутящего момента электропривод не нужен — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы есть смысл его механизировать. В этом случае устанавливается двигатель, работающий на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
Сразу получить требуемый радиус изгиба вряд ли удастся — для этого требуется слишком много усилий. Вручную создать его нереально. Необходимый изгиб получается за несколько проходов:
- Сначала ролики выставляют так, чтобы получить небольшой изгиб, труба прокатывается в одном направлении, затем снимается с роликов, разворачивается и вставляется с другой стороны. Необходимо развернуть, чтобы получилась ровно изогнутая труба.
- При одном и том же положении роликов протягивается несколько раз, пока кривизна перестанет добавляться.
- Если требуемый радиус изгиба не достигнут, измените положение ролика и повторите шаги еще раз.

Трубогиб прокатный с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если вам нужно повторить один и тот же изгиб? Сделайте градуировку — отметьте высоту, на которую переместился валик, сколько раз он прокатывался в каждом положении. При повторении отличия если и есть, то незначительные.
Сложность гибки заключается в том, что нет шкалы и без опыта трудно получить нужный радиус гиба. Вы получите его рано или поздно, но можете испортить много материала.
Видео материалы
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без гибки профиля можно двумя способами — с помощью сварки и шаблона. Начнем со сварки.
Получить дугу сваркой
Профильная труба разрезана болгаркой с одной стороны. Их делают через каждые 15-30 см в зависимости от необходимого радиуса, сечения и толщины стены.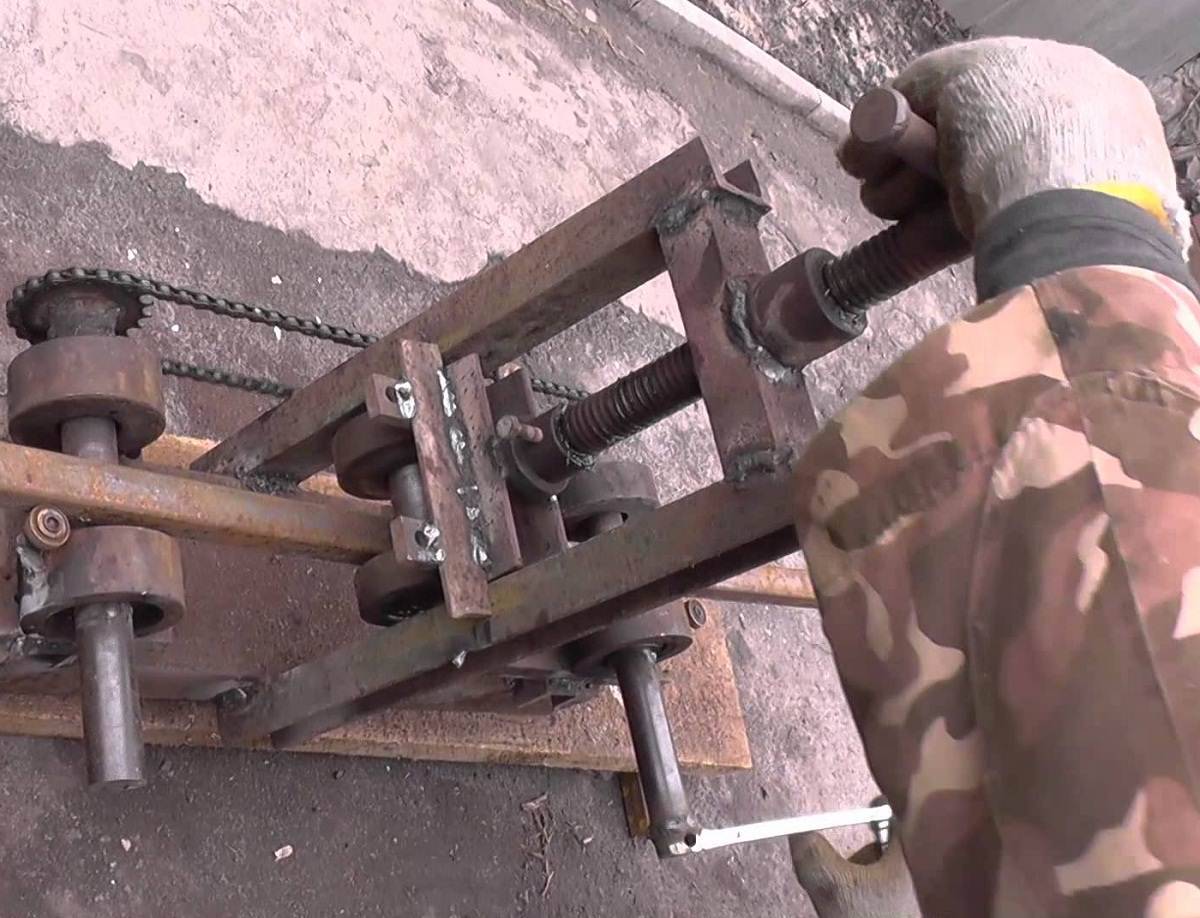 Срезы не должны касаться одной стороны – той, что снаружи.
Срезы не должны касаться одной стороны – той, что снаружи.
Результат гибки сваркой
Подготовленную таким образом запчасть сгибают, придавая желаемый изгиб. Для надежности края дуги можно зафиксировать, приварив к ним стержень. Затем их приваривают по всем разрезам, сваривая их. И последний этап – шлифовка мест сварки и обработка антикоррозийными составами.
С помощью шаблона
Тонкостенные профилированные трубы можно сгибать вручную с помощью шаблонов. Если вам нужна какая-то особенная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе струбцинами. На верстаке, где будем гнуть трубы, делают 8-10 отверстий. Шаблон размещается возле этих отверстий.
Процесс получения дуги из профильной трубы с помощью шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, образуя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон также можно изготовить на земле. Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Узор на земле
После вставления трубы ее тянут к дуге. Нужны большие усилия, работа тяжелая. Он может работать только с тонкостенной бесшовной трубой. Шов имеет слишком большое сопротивление в области шва. Вручную это очень сложно преодолеть.
Прогибочный станок MC150B (изгиб круглых труб с наружным диаметром до 2 дюймов) — Quantum Machinery Group
←
Назад к гибочным станкам
распродажа
Цена продажи: 9 137,00 долларов США Первоначальная цена: 11 425,00 долларов США
Готовы сделать заказ или есть вопросы?
Позвоните нам по телефону (704) 703-9400
Цена: $9 137 46 220 В / 3 фазы / 60 Гц
480 В / 3 фазы / 60 Гц
220 В / 1 фаза / 60 Гц
Вальцегибочный станок MC150B Quantum Nargesa / Машина для гибки профилей и труб был разработан для радикального снижения производственных затрат и обеспечения максимальной производительности при гибке труб и профилей. Он был изготовлен для различных профилей, таких как плоский или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибка твердого стержня, как квадратного, так и круглого типов, спиральной трубы или даже для выполнения квадратных, прямоугольных или круглых труб в различные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Цель этих операций гибки варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов и многих других металлических изделий.
Он был изготовлен для различных профилей, таких как плоский или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, гибка твердого стержня, как квадратного, так и круглого типов, спиральной трубы или даже для выполнения квадратных, прямоугольных или круглых труб в различные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Цель этих операций гибки варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов и многих других металлических изделий.
Вся продукция Nargesa производится на наших предприятиях в Испании. Гидравлические и электрические компоненты полностью стандартны и от лучших ведущих европейских торговых марок, имеющих техническую поддержку по всему миру: Rexroth, Bosch, Roquet, Schneider Electric, LG, Telemecanique, Pizzato и т.д…
В НАЛИЧИИ! ДОБАВИТЬ В КОРЗИНУ
Изгиб MC150B:
Сплошной круглый: 1 дюйм с минимальным радиусом 8 дюймов
Сплошной квадрат: 1″ x 1″ с минимальным радиусом 8″ дюймов
Плоский стержень (жесткий способ): 2″ x 0,315″ с минимальным радиусом 12″ дюймов
C-образный канал (простой способ): 2 дюйма с минимальным радиусом 8 дюймов
C-образный канал (сложный способ): 2 дюйма с минимальным радиусом 10 дюймов
Круглая трубка: 2 x 0,120 дюйма с минимальным радиусом 24 дюйма
Квадратная труба: 1,5″ x 1,5″ x 0,120″ с минимальным радиусом 14″ дюймов
Плоский стержень (простой способ): 2,25″ x 0.
 75 дюймов с минимальным радиусом 8 » Дюймы
75 дюймов с минимальным радиусом 8 » ДюймыУгол (выход наружу): 1,5 дюйма с минимальным радиусом 20 дюймов Дюймы
Т-образный канал (простой способ): 1,5 дюйма x 1,5 дюйма с минимальным радиусом 8 » Дюймы
*Обратите внимание. Указанный минимальный радиус может потребовать многопроходной обработки. Показанные выше размеры представляют собой максимальную грузоподъемность с минимальными радиусами. Круглые профили и специальные профили, показанные выше, потребуют специального инструмента. При гибке небольших профилей станок может выполнять гибку очень малых радиусов.*
Характеристики и характеристики MC150B:
Скорость роликов: 6 об/мин
Диаметр осей: 1,5″
Полезная длина осей : 2,9 дюйма
Мощность двигателя: 0,75 кВт / 1 л.
 с.
с.Размеры: 37″Д x 27″Ш x 45″В
Нижний шкаф для роликов и аксессуаров.
Межцентровое расстояние между нижними осями: 9 дюймов
Миллиметровая шкала для изгиба верхнего вала.
Максимальная нагрузка на гибку круглой трубы : 2 дюйма или 50 мм
Два рабочих положения, горизонтальное и вертикальное на одном верстаке
Два приводных ролика Два нижних ролика моторизированы и снабжены накаткой для лучшего сцепления
Гарантия производителя: 3 года на все детали (выполняется Quantum Machinery Group.)
Нижняя скамья на поддонах позволяет легко транспортировать машину на рабочее место или хранить ее в случае нехватки места.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.

Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Стандартная конфигурация инструментов:
MC-150B оснащен 9 стандартными элементами, с помощью которых пользователь может работать со всеми видами профилей. Квадрат, прямоугольная труба, квадратные стержни, С-образный канал, Т-образный канал, угол, плоский стержень и кромочный плоский стержень.
Регулируемые ролики с шайбами по размеру профиля, что позволяет производить гибку под разные размеры профиля.
Когда пользователю необходимо согнуть какой-либо профиль радиусом более 2 м или если в помещениях есть проблемы с высотой, работать в вертикальном положении очень неудобно. Достаточно будет просто согнуть станок, чтобы операция гибки выполнялась горизонтально с помощью опоры или подставок, на которые мы кладем деталь, чтобы получить приемлемую работу.
