Как сделать самому контактную сварку: Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
Содержание
Самостоятельное изготовление аппарата для контактной сварки
- Устройство аппарата
- Изготовление АКС
- Эксплуатация АКС
В основе процесса контактной сварки лежит нагрев места соединения электрическим током с одновременным воздействием на него большим давлением. В промышленности контактная сварка нашла широкое применение при выполнении крестообразных соединений и стыков арматуры железобетонных или стальных конструкций, соединении медных и алюминиевых проводов, стальных труб. В домашних условиях возможна контактная сварка своими руками при помощи специального аппарата, который также можно сделать самостоятельно. После этого аппарат можно применить для сварки труб электросваркой своими руками.
Аппарат для контактной сварки (далее АКС) может использоваться для сваривания деталей из листов обычной и нержавеющей стали толщиной 0,08 — 0,9 мм или для соединения стальной проволоки до 1,5 мм толщиной.
Устройство аппарата
АКС содержит в своем составе два функциональных узла — блок питания и выносной сварочный пистолет. Узел блока питания состоит из электронного реле, собранного на тиристоре VS1 и мощном сварочном трансформаторе Тр2. К одному выводу его вторичной низковольтной обмотки с помощью сварочного кабеля подключен электрод. Второй вывод при сварке надо надежно соединить с наиболее массивной из свариваемых деталей. Первичная обмотка трансформатора Тр2 подключается к сети с помощью диодного моста на VD5…VD8 и тиристора VS1, включенного в его диагональ. Вспомогательный трансформатор Тр1 малой мощности питает сеть управления тиристора и лампу подсветки (обмотка II).
Чертеж №1 — Пистолет АКС
Сварочный пистолет собран из двух одинаковых по размерам и форме деталей, вырезанных из текстолита, гетинакса или другого прочного изоляционного материала. В передней части крепятся ламподержатель (поз. 28), переходник (поз. 2) и микропереключатель SA5. В задней — выключатель подсветки SA5, закрепленный между накладками винтами М2 и держателями (поз. 27). Накладки соединяются между собой винтами, вкручивающимися в ламподержатель, переходник и распорные планки. Между накладками располагается сварочный кабель, соединяемый с переходником с помощь контровочного винта (поз. 9). Управляющие провода фиксируются на сварочном кабеле и коммутируют переключатели SA2, SA5 и элементы БП. Сменные электроды (поз. 3) крепятся в отверстие переходника M8 и фиксируются контровочной гайкой (поз. 10). На основании без изоляционных прокладок монтируется второй вывод вторичной обмотки трансформатора Тр2. Кабель, подключенный к этому выводу, снабжается зажимом любого типа, для закрепления на одной из свариваемых деталей. Рекомендуемый тип зажима — струбцина.
27). Накладки соединяются между собой винтами, вкручивающимися в ламподержатель, переходник и распорные планки. Между накладками располагается сварочный кабель, соединяемый с переходником с помощь контровочного винта (поз. 9). Управляющие провода фиксируются на сварочном кабеле и коммутируют переключатели SA2, SA5 и элементы БП. Сменные электроды (поз. 3) крепятся в отверстие переходника M8 и фиксируются контровочной гайкой (поз. 10). На основании без изоляционных прокладок монтируется второй вывод вторичной обмотки трансформатора Тр2. Кабель, подключенный к этому выводу, снабжается зажимом любого типа, для закрепления на одной из свариваемых деталей. Рекомендуемый тип зажима — струбцина.
Изготовление АКС
Для того, чтобы собрать аппарат контактной сварки своими руками, следует воспользоваться нижеследующими рекомендациями. Габариты блока питания определятся размерами Тр2, поэтому сборку следует начинать с него. Конструкция трансформатора особого значения не имеет. Определяющим параметром является сечение магнитопровода, которое не должно быть меньше 60 см2.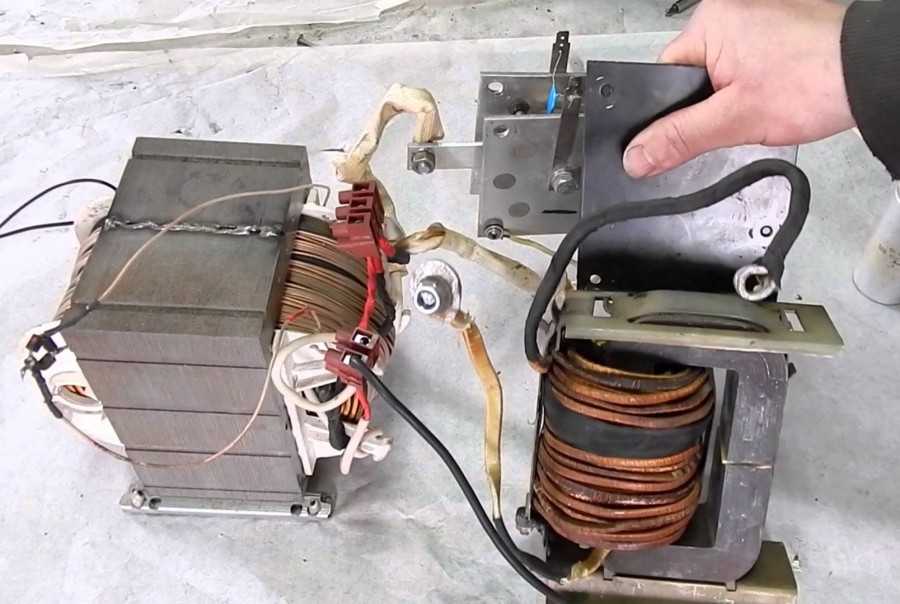 Магнитопровод можно использовать любой. Первичную обмотку, содержащую 160 — 165 витков, следует намотать на круглом каркасе из электрокартона проводом ПЭТВ диаметром 1,62…1,7 мм и разместить на одной из сторон магнитопровода, изолировав ее от него деревянными клиньями. Вторичная обмотка содержит 4,5 витка медной шины ПБУ 5,2 x 17,5 мм. Можно использовать другую шину или провод, но сечение не должно быть меньше 90 мм2.
Магнитопровод можно использовать любой. Первичную обмотку, содержащую 160 — 165 витков, следует намотать на круглом каркасе из электрокартона проводом ПЭТВ диаметром 1,62…1,7 мм и разместить на одной из сторон магнитопровода, изолировав ее от него деревянными клиньями. Вторичная обмотка содержит 4,5 витка медной шины ПБУ 5,2 x 17,5 мм. Можно использовать другую шину или провод, но сечение не должно быть меньше 90 мм2.
Чертеж №2 — пистолет АКС
Затем концы шины вторичной обмотки надо изогнуть петлей для последующего крепления к ним болтами сварочных кабелей. Перед намоткой шина по всей длине изолируется лентой из фторопласта или подобного материала в один слой. Можно использовать изоленту на х/б основе, сложенную в 2 — 3 слоя. Такой же лентой надо изолировать друг от друга все слои первичной обмотки. Ее выводы фиксируются х/б тесьмой. Пластины магнитопровода должны собираться «вперекрышку», то есть перекрывая длинной пластиной стык с короткой и так далее.
Чертеж №3 — трансформатор ТР2
Стяжку магнитопровода надо производить уголками и болтами М8. Сначала для выпрямления пластин выполняется предварительная стяжка. После этого верхнюю часть магнитопровода надо удалить и поместить на него каркасы с обмотками. Затем пластины верхней части надо поставить на место и выполнить окончательную стяжку пластин. Каркасы относительно магнитопровода должны фиксироваться деревянными клиньями.
Сначала для выпрямления пластин выполняется предварительная стяжка. После этого верхнюю часть магнитопровода надо удалить и поместить на него каркасы с обмотками. Затем пластины верхней части надо поставить на место и выполнить окончательную стяжку пластин. Каркасы относительно магнитопровода должны фиксироваться деревянными клиньями.
Проверка
Затем надо выполнить электрическую проверку Тр2 — включить в сеть 220 В и измерить напряжение на вторичной обмотке. Оно должно быть равно 41 В, а обмотки не должны перегреваться.
Чертеж №4
После изготовления Тр2, учитывая его реальные размеры, надо вычислить габариты кожуха и основания и вырезать из листовой стали. Детали электронного реле можно расположить на плате из листового гетинакса или текстолита толщиной 3 — 5 мм.
Вспомогательный трансформатор
Готовый трансформатор Тр1 может быть любого типа и должен обеспечивать на вторичной обмотке значения напряжений 6 и 10-15 В. Самодельный Тр1 можно сделать на основе магнитопровода любого типа сечением 1 см2. Первичная обмотка должна содержать 8000 витков провода ПЭТВ — 2 диаметром 0,06 мм, вторичная — 800 витков того же провода, обмотка III — 200 витков провода ПЭТВ — 2 диаметром 0,2 мм. Обмотки между собой и магнитопроводом следует изолировать несколькими слоями фторопластовой ленты. В качестве сварочных можно использовать провода типа КОГ-2 с основной жилой диаметром 90 мм2 и четырьмя вспомогательными жилами.
Первичная обмотка должна содержать 8000 витков провода ПЭТВ — 2 диаметром 0,06 мм, вторичная — 800 витков того же провода, обмотка III — 200 витков провода ПЭТВ — 2 диаметром 0,2 мм. Обмотки между собой и магнитопроводом следует изолировать несколькими слоями фторопластовой ленты. В качестве сварочных можно использовать провода типа КОГ-2 с основной жилой диаметром 90 мм2 и четырьмя вспомогательными жилами.
Схема трансформатора ТР-1
- обмотка трансформатора
- радиатор тиристора
- тиристор
- верхняя пластина
- брусок
- ручка для переноски
- блок регулировки
- потенциометр (R12)
- клемма для подсоединения сварочного кабеля
- крепежный болт;
- нижняя пластина
- скоба для намотки сетевого кабеля
- сетевой кабель
Чертеж №5 — схема электрическая, принципиальная
Последовательность сборки сварочного пистолета
Создание сварочного пистолета рекомендуется начинать с изготовления электродов и переходника (см. чертеж). Из листа винипласта или текстолита вырезаются накладки, размеры которых могут быть изменены под руку владельца контактной сварки своими руками. В ламподержателе сверлятся каналы для проводов, ведущих к лампе подсветки. При помощи винтов М2 и двух держателей к накладкам крепится микропереключатель.
чертеж). Из листа винипласта или текстолита вырезаются накладки, размеры которых могут быть изменены под руку владельца контактной сварки своими руками. В ламподержателе сверлятся каналы для проводов, ведущих к лампе подсветки. При помощи винтов М2 и двух держателей к накладкам крепится микропереключатель.
Эксплуатация АКС
Мастер, работающий с АКС должен находиться на резиновом коврике и использовать защитные очки и резиновые перчатки. «Заземляющий» кабель надо подсоединить к детали, к которой требуется приварить другую деталь. Затем надо включить АКС, приложить друг к другу соединяемые детали, плотно прижать их электродом сварочного пистолета и нажать на кнопку SA5. Спустя 1 — 1,5 сек электрод можно снять с точки и установить на следующую. При необходимости можно включить подсветку.
Как сделать контактную сварку
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы.
Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы.
Содержание
Принцип действия точечной сварки
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.
Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
Для обеспечения нормальной мощности, их нужно несколько штук.
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя.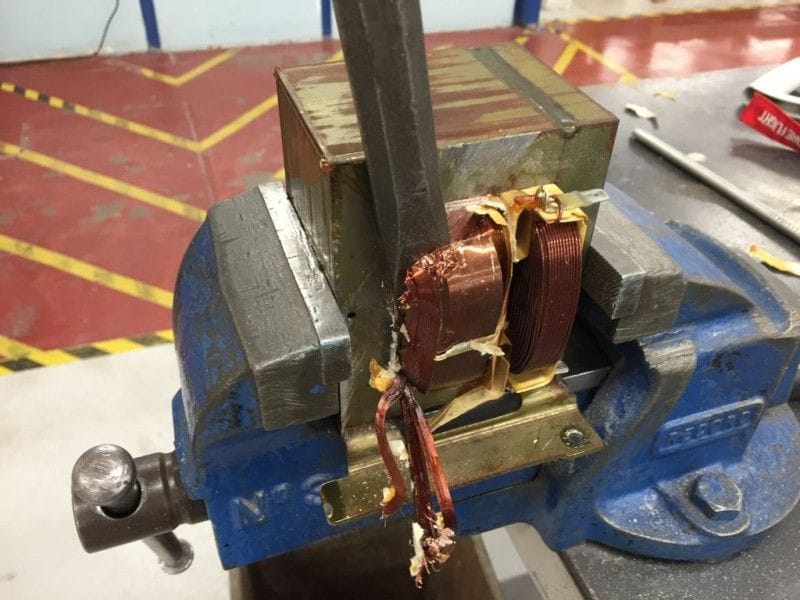 Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов.
 В некоторых случаях применяется реле времени для контактной сварки.
В некоторых случаях применяется реле времени для контактной сварки. - В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.
При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
как собрать самому, инструкция, схема, правила безопасности
На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Содержание статьиПоказать
- Введение
- Детали и инструменты для сбора прибора своими руками
- Сварочный трансформатор
- Рычаги и управление сваркой
- Сварка и электроды
- Краткое послесловие
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда.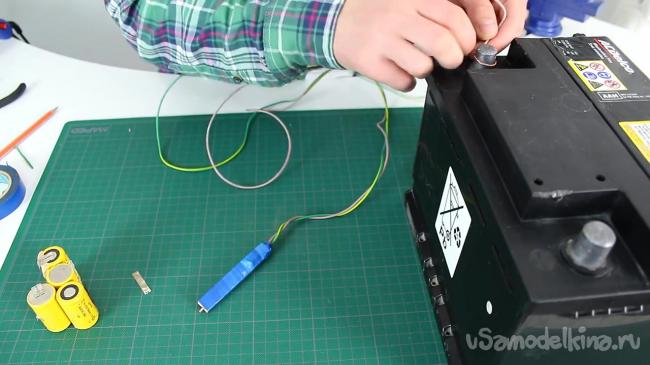 Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой
Своими руками можно собрать многое
Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды
Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Контактная сварка своими руками в гараже
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Содержание статьи
- Общая информация
- Преимущества и недостатки
- Разновидности контактной сварки
- Точечная сварка
- Рельефная сварка
- Шовная сварка
- Стыковая сварка
- Делаем аппарат для контактной сварки
- Вместо заключения
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления.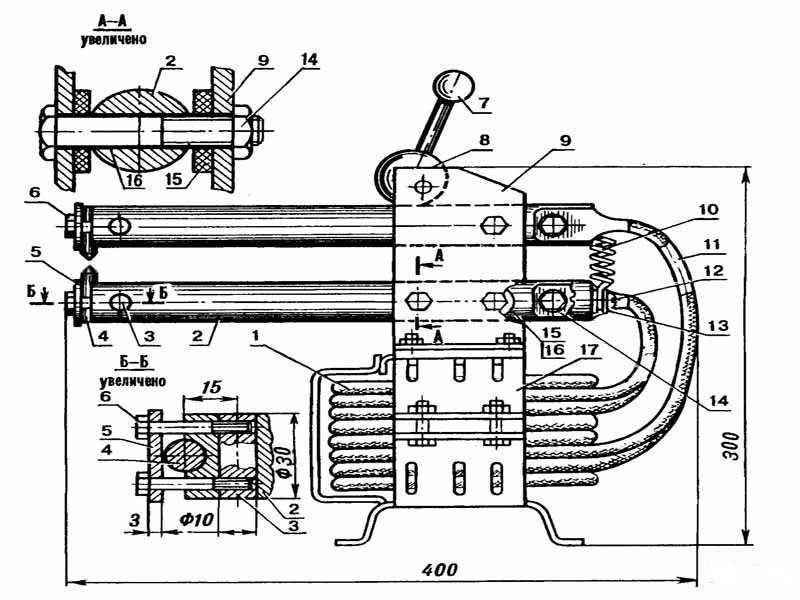 Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.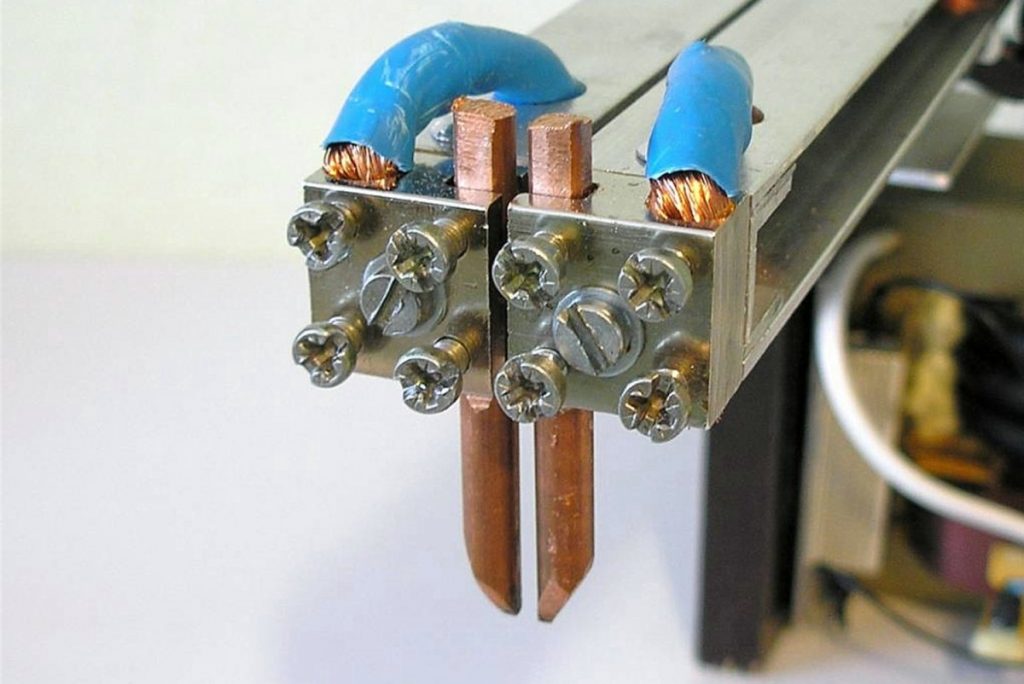
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением.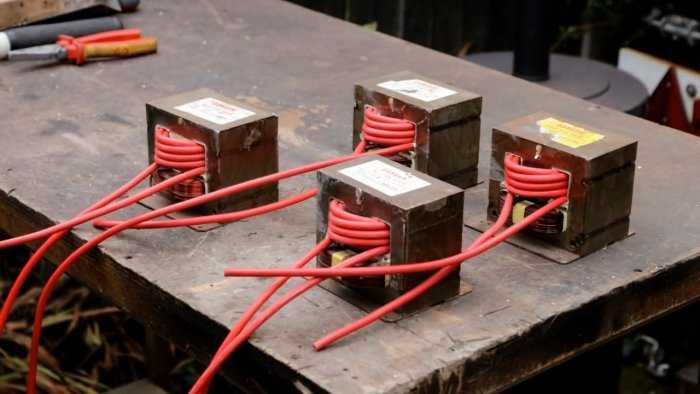 При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Точечная сварка своими руками из аккумулятора и сварочника
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.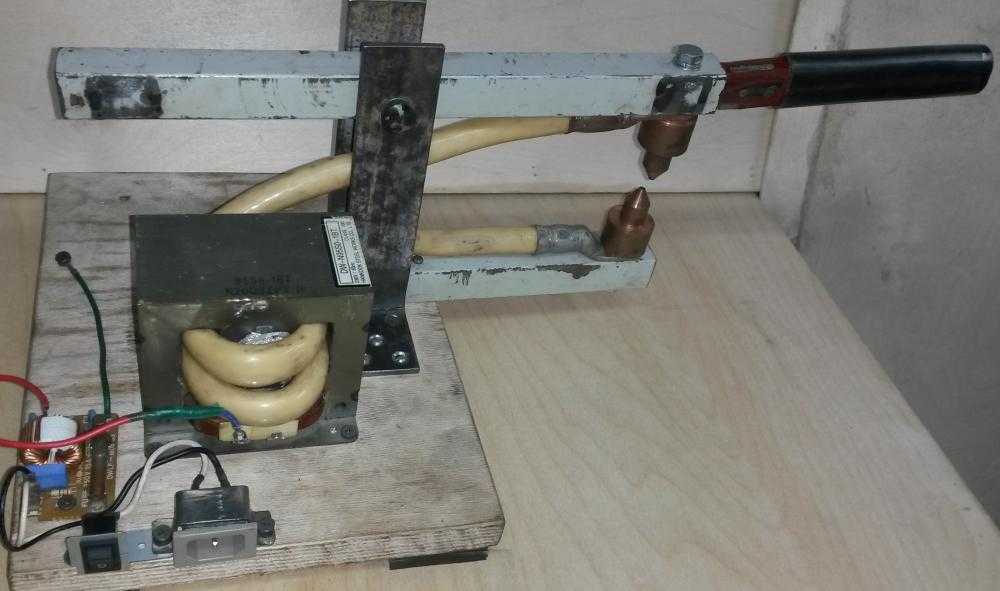
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.

Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов. Продолжительность нагрева и сила давления Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов. Продолжительность нагрева и сила давления Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора.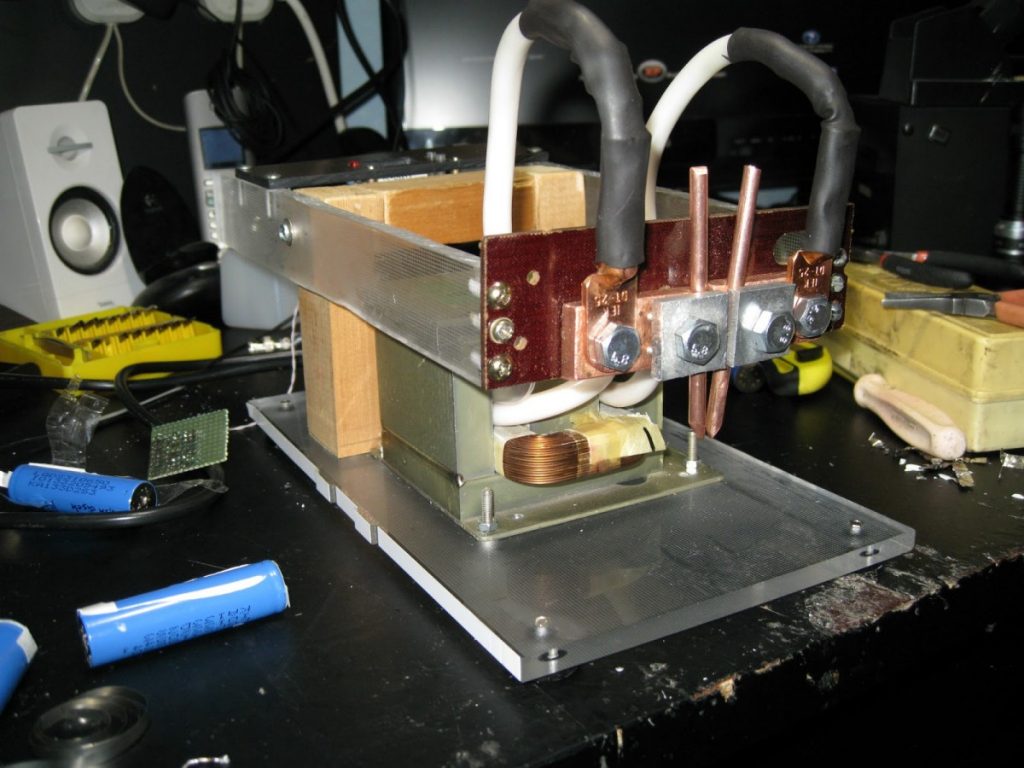 Как и кабель, электроды прочно зажимаются болтами.
Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Устройство сварочного инвертора
Перед тем как приступать к процессу, стоит узнать, что такое инверторный сварочный аппарат. Раньше данное устройство имело достаточно простую схему работы. Но в последнее время аппарат усовершенствовался и получил массу дополнительных функций, которые смогли сделать его модифицированным. Инженеры смогли дополнить его электроникой, это смогло повысить его функциональность.
Чтобы понять, что такое сварочный инвертор и как он работает, стоит рассмотреть его принцип работы:
- устройство может работать от сети переменного тока с показателем напряжения в 220 или 380 вольт и частоты тока 50 Гц. Обычный бытовой инверторный прибор достаточно подключить в бытовую розетку;
- поступивший в инвертор сварочный ток проходит через диодный мост. В этой области он сглаживается и становится постоянным;
- полученная электрическая энергия проходит через блок транзисторов, при этом наблюдается высокая частота коммутации.
 В итоге снова получается переменный ток, но он имеет высокий показатель частоты — 20-50 кГц;
В итоге снова получается переменный ток, но он имеет высокий показатель частоты — 20-50 кГц; - в последующий период происходит преобразование напряжения тока, оно на выходе из инвертора снижается до 70-90 вольт. А если следовать из принципов закона Ома, то снижение показателей напряжения вызывает повышение силы тока. На выходе (на конце электрода) будет наблюдаться сила тока, равная 100-200 ампер. Именно это и является силой тока сварочного процесса.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками.
 В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
Устройство инверторной сварки
Принцип работы осуществляется благодаря правильно подобранным основным узлам сварочного аппарата инверторного типа. К ним относятся:
- Сетевой выпрямитель — делает из переменного тока постоянный.
- Помеховый фильтр — не дает высокочастотным помехам попасть в питающую сеть.
- Инвертор — состоит из нескольких ключевых, очень мощных транзисторов, а также радиатор, который уводит лишнее тепло от этих транзисторов.
- Выходной выпрямитель — косой мост из диодов быстрого действия.
- Блок управления, можно выбрать, например, полуавтомат.
- В качестве резервного источника питания можно выбрать бензогенератор или генератор любого уровня.
Эти части входят в устройство любой модели инверторной сварки. Для изменения характеристик аппарата следует установить сварочный дроссель. Его назначение — стабилизация тока.
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Что такое сварка сопротивлением и как она работает?
Последнее обновление
Сварка сопротивлением заключается в соединении двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Как работает контактная сварка?
Сварка сопротивлением позволяет сварщикам соединять две металлические детали, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в месте его затвердевания. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Какие существуют виды контактной сварки?
Ниже приведены различные типы процессов сварки сопротивлением:
1. Точечная сварка сопротивлением
В этом процессе сварка создается с использованием тепла, выделяемого сопротивлением протеканию сварочного тока. Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевой стороны сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Изображение предоставлено: Дмитрий Калиновский, Shutterstock
2.
Сварка контактным швом
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
3. Сварка контактным выступом
Сварка выступающим электродом локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Стыковая сварка сопротивлением
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволокой
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
6. Сварка контактной сваркой
В этом методе для образования сварного шва используется контактная сварка и контактная сварка. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов. Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, таких как:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
2. Время сварки
При контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете большой ток для увеличения размера наггетса до такой же степени, как и у наконечника электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
3. Сварочное усилие
Сварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выталкиванию сварочного тока при включении сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
4. Контактное сопротивление
При контактной сварке контактное сопротивление обычно снижается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности. В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
5. Свойства материалов
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Изображение предоставлено: Pixabay
6. Поверхностные покрытия
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять определенную настройку параметров процесса. При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
7. Геометрия и размеры
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
- См. также: Что такое комбинированная сварка и как она работает?
Применение контактной сварки
Контактная сварка применяется следующими способами:
- Метод стыковой сварки используется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов. Метод также широко применяется в производстве мебели и бытовой техники
- Шовная сварка в основном используется в производстве контейнеров, теплообменников, небольших резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка крестообразной проволокой широко используется в производстве металлических проволочных сеток и покупательских тележек
Изображение предоставлено: Funtay, Shutterstock
Преимущества контактной сварки
- Это простой метод, не требующий эксперта для сварки
- Сварщики могут использовать этот метод для сварки как однородных, так и разнородных металлов
- Высокие скорости сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасен из-за требований к низкому напряжению
- Он безвреден для окружающей среды, так как производит мало отходов и не загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий уровень износа электродов
- Отсутствие портативности из-за стационарного источника питания
- Ограничение толщины заготовок (обычно до ¼ дюйма)
- Процесс ограничивается соединениями внахлест, что требует от сварщиков использования большего количества материала для сварки
Изображение предоставлено: Greeneries, Shutterstock
Часто задаваемые вопросы (FAQ)
1.
Зачем мне контролировать смещение?
Сварщики должны контролировать смещение или расширение наггета для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Зачем мне контролировать толщину заготовки?
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ. В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом шовной сварки?
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Изображение предоставлено: Шивани Хасрадж Дхаргаве, Shutterstock
4. Зачем мне контролировать проводимость?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При контактной сварке оптимальным является типичный трехфазный электрический ток силой 62-72 ампера. Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).
6. Является ли мощность самой важной частью качественной контактной сварки?
Нет. Чтобы получить качественную контактную сварку, наилучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Изображение предоставлено: Pixabay
7. Важна ли документация по качеству сварки?
Вы всегда будете нести ответственность за свою работу и качество сварки. Ответственность также распространяется на магазин и техника. Таким образом, всегда распечатывайте и документируйте все качество сварки.
8. Важна ли сила между электродами?
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым предотвратив выталкивание или заусенцы.
Заключение
Сварка сопротивлением необходима для соединения одинаковых или разнородных металлов с использованием тепла. Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Авторы избранного изображения: Дмитрий Калиновский, Shutterstock
- Как работает контактная сварка?
- Какие существуют виды контактной сварки?
- 1
- 1. Сварочный ток
- 2. Время сварки
- 3. Сила сварки
- 4. Контактное сопротивление
- 5. Свойства материала
- 6. Покрытие поверхности
- 7.0
Размеры и геометрия
- 1
- Применение контактной сварки
- Преимущества контактной сварки
- Недостатки контактной сварки
- Часто задаваемые вопросы (FAQ)
- 1. Зачем мне контролировать перемещение?
- 2. Зачем мне контролировать толщину заготовки?
- 3. Как решить проблему захвата материала только одним колесом шовной сварки?
- 4. Зачем мне контролировать проводимость?
- 5. Какие электрические требования необходимы для контактной сварки?
- 6. Является ли мощность самой важной частью качественной контактной сварки?
- 7. Важна ли документация по качеству сварки?
- 8. Важна ли сила между электродами?
- Вывод
Сварка сопротивлением – типы, параметры и общие вопросы
Параметры контактной сварки
Принцип контактной сварки основан на законе нагрева Джоуля, где теплота Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле :
, где I — ток, проходящий через комбинацию металлов, R — сопротивление основных металлов и контактных поверхностей, t — продолжительность/время протекания тока.
Принцип кажется простым. Однако, когда он работает в реальном процессе сварки, существует множество параметров, некоторые исследователи определили более 100, которые влияют на результаты контактной сварки. Для систематического понимания технологии контактной сварки мы провели множество экспериментальных испытаний и суммировали наиболее важные параметры в следующие восемь типов:
1) Сварочный ток
Сварочный ток важный параметр в контактной сварке, который определяет тепловыделение в степени квадрата, как показано в формуле. Размер сварного шва быстро увеличивается с увеличением сварочного тока, но слишком большой ток приведет к выбросам и износу электрода. На рисунке ниже показаны типичные типы сварочного тока, применяемые при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее часто используется в производстве, трехфазный постоянный ток (DC), конденсаторный разряд (CD) , и недавно разработанный инвертор средней частоты постоянного тока. Обычно среднеквадратичное значение (RMS) сварочного тока используется в настройках параметров аппарата и управлении процессом. Поиск оптимального сварочного тока и времени для каждого отдельного применения сварки часто является утомительной работой инженеров-сварщиков.
2) Время сварки
Выделение тепла прямо пропорционально времени сварки. В связи с передачей тепла из зоны сварки к основным металлам и электродам, а также потерям тепла со свободных поверхностей в окружающую среду потребуется минимальный сварочный ток, а также минимальное время сварки. сварка. Если сварочный ток слишком мал, простое увеличение времени сварки само по себе не даст сварного шва. Когда сварочный ток достаточно высок, размер точки сварки увеличивается с увеличением времени сварки, пока не достигнет размера, аналогичного площади контакта кончика электрода. Если время сварки будет увеличено, произойдет выталкивание или, в худшем случае, электрод может прилипнуть к заготовке.
3) Сварочное усилие
Сварочное усилие влияет на процесс контактной сварки, оказывая влияние на контактное сопротивление на границах раздела и на площадь контакта из-за деформации материалов. Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выброс может произойти сразу после включения сварочного тока, поскольку контактное сопротивление слишком велико, что приводит к быстрому выделению тепла. Если сила сварки высока, площадь контакта будет большой. Это приводит к низкой плотности тока и низкому контактному сопротивлению, что снижает тепловыделение и размер сварного шва. При рельефной сварке сварочное усилие вызывает разрушение выступа в заготовке, что изменяет площадь контакта и, следовательно, контактное сопротивление и плотность тока. Кроме того, это влияет на тепловыделение и результаты сварки.
4) Контактное сопротивление
Контактное сопротивление на границе сварки является наиболее важным параметром, связанным с материалами. Однако он очень динамично взаимодействует с параметрами процесса. На рисунке ниже показано измеренное контактное сопротивление мягкой стали при различных температурах и различных давлениях. Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный скачок около 300°C и уменьшается почти пропорционально увеличению давления.
Все металлы имеют шероховатую поверхность на микроуровне. При увеличении усилия сварки увеличивается контактное давление, тем самым увеличивается реальная площадь контакта на границе раздела за счет деформации неровностей шероховатой поверхности. Поэтому контактное сопротивление на границе раздела уменьшается, что уменьшает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры часть поверхностных загрязнений (в основном на водной и масляной основе) выгорает за первую пару циклов, а металлы также размягчаются при высоких температурах. Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление оказывает наиболее значительное влияние только в первые пару циклов, оно оказывает решающее влияние на распределение тепла благодаря начальному выделению и распределению тепла.
5) Свойства материалов
Почти все свойства материалов меняются в зависимости от температуры, что влияет на динамику процесса контактной сварки. Удельное сопротивление материала влияет на выделение тепла. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью даже при высоком сварочном токе выделяется мало тепла, которое также быстро отводится. Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошими материалами для электродов.
При сварке разнородных металлов больше тепла выделяется в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании свариваемых деталей при рельефной сварке и выборе формы электродов при точечной сварке. Твердость материала также влияет на контактное сопротивление. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же усилии сварки из-за того, что неровности шероховатой поверхности труднее деформировать, что приводит к меньшей реальной площади контакта. Материалы электродов также использовались для воздействия на тепловой баланс при контактной сварке, особенно при соединении легких и цветных металлов.
6) Поверхностные покрытия
Большинство поверхностных покрытий наносятся для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытия поверхности должны быть выполнены специальные настройки параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия выбраны стратегически, чтобы обеспечить тепловой баланс на поверхности сварки. Большая часть поверхностных покрытий будет выдавлена во время сварки, часть останется на границе сварки в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и заготовок очень важны, поскольку они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки. Геометрия электродов при точечной сварке определяет плотность тока и размер сварного шва. Металлические листы разной толщины требуют разных сварочных токов и других параметров процесса. Расчет локальной проекционной геометрии заготовок имеет решающее значение при рельефной сварке, что следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, тиснение или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе сварки.
Узнайте больше о проектировании сварных швов >
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата оказывают значительное влияние на процессы контактной сварки. Электрические характеристики включают в себя динамическое время реакции сварочного тока и магнитные/индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень важным при микроконтактной сварке, так как общее время сварки часто очень короткое. Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при контроле процесса. К механическим характеристикам относятся скорость и ускорение следования электрода, а также жесткость нагрузочной рамы/плеч. Если движение электрода слишком медленное, при рельефной сварке может легко произойти выталкивание. На рисунке ниже показаны измеренные параметры процесса в процессе сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует захлопыванию выступа в заготовке.
Welding.Com » Введение в сварку сопротивлением
Сварка сопротивлением является одним из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени. Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Давление, оказываемое клещами и наконечниками электродов, через которые протекает ток, удерживает свариваемые детали в тесном контакте до, во время и после временного цикла сварочного тока. Требуемая величина временного тока в соединении определяется толщиной и типом материала, величиной временного тока и поперечным сечением контактных поверхностей сварочных наконечников.
Основы сварки сопротивлением
Точечная сварка сопротивлением осуществляется при пропускании тока через кончики электродов и соединяемые отдельные куски металла. Сопротивление основного металла протеканию электрического тока вызывает локальный нагрев в месте соединения и сварку.
Стержень контактной точечной сварки формируется внутри по отношению к поверхности основного металла. На приведенном ниже рисунке показана точка контактной точечной сварки по сравнению с газовой вольфрамовой дугой.
Пятно газовой вольфрамовой дуги выполнено только с одной стороны. Точечная сварка сопротивлением обычно выполняется электродами с каждой стороны заготовки. Точечная сварка сопротивлением может выполняться с заготовкой в любом положении.
Образец резистивной точечной сварки образуется при нагреве границы раздела сварного соединения за счет сопротивления поверхностей соединения протеканию электрического тока. Во всех случаях, конечно, ток ДОЛЖЕН протекать, иначе сварка не может быть выполнена. Давление кончиков электродов на заготовку удерживает деталь в тесном контакте во время сварки. Помните, однако, что машины для контактной точечной сварки НЕ предназначены для использования в качестве силовых зажимов для стягивания заготовок во время сварки.
1 – Выработка тепла
Можно внести изменения в закон Ома, если ватты и тепло считаются синонимами. Когда ток проходит через проводник, электрическое сопротивление проводника потоку тока вызывает выделение тепла. Основная формула для выделения тепла может быть сформулирована следующим образом:
H = I R, где:
H= ТЕПЛО, I2 = КВАДРАТ СВАРОЧНОГО ТОКА и R= СОПРОТИВЛЕНИЕ
Вторичная часть контура контактной точечной сварки, включая свариваемые детали, на самом деле ряд сопротивлений. Суммарное аддитивное значение этого электрического сопротивления влияет на выходной ток аппарата контактной точечной сварки и тепловыделение цепи.
Ключевым фактом является то, что хотя значение тока одинаково во всех частях электрической цепи, значения сопротивления могут значительно различаться в разных точках цепи.
Машины контактной точечной сварки производства Miller Electric Mfg. Co. сконструированы таким образом, чтобы трансформатор, гибкие кабели, щипцы и наконечники электродов оказывали минимальное сопротивление. Машины контактной точечной сварки Miller предназначены для наиболее эффективной подачи сварочного тока на свариваемое изделие. Именно в месте сварки требуется наибольшее относительное сопротивление. Термин «относительный» означает по отношению к остальной части фактической сварочной цепи.
В рабочей зоне есть шесть основных точек сопротивления. Это:
- Точка контакта между электродом и верхней заготовкой.
- Верхняя заготовка.
- Интерфейс верхней и нижней заготовок.
- Нижняя заготовка
- Контакт между нижней заготовкой и электродом.
- Сопротивление наконечников электродов.
2 – Время
Точечная сварка сопротивлением зависит от сопротивления основного металла и величины тока, протекающего для получения тепла, необходимого для выполнения точечной сварки. Еще один важный фактор – время. В большинстве случаев при точечной сварке используется сила тока в несколько тысяч ампер. Такие значения силы тока, протекающие через относительно высокое сопротивление, создают много тепла за короткое время. Для выполнения точечной сварки с хорошим сопротивлением необходимо строго контролировать время протекания тока.
3 – Давление
Необходимо тщательно учитывать влияние давления на контактную точечную сварку. Основная цель давления — удерживать свариваемые детали в тесном контакте на границе стыка. Это действие обеспечивает постоянное электрическое сопротивление и проводимость в точке сварки. Запрещается использовать щипцы и наконечники электродов для стягивания заготовки. Машина контактной точечной сварки не предназначена для электрического зажима типа «С». Свариваемые детали должны быть состыкованы ДО приложения давления.
4 – Наконечники электродов
Медь является основным материалом, обычно используемым для наконечников и клещей контактной точечной сварки. Назначение наконечников электродов состоит в том, чтобы проводить сварочный ток к заготовке, быть фокусом давления, прикладываемого к сварному соединению, отводить тепло от рабочей поверхности и сохранять целостность их формы и характеристик тепловых и электрических характеристик. электропроводность в рабочих условиях.
Информация предоставлена Miller Electric
Потрясающие времена | Сварка сопротивлением: случайное открытие, помогающее м
Среди случайных изобретений в истории есть одно, которое, похоже, осталось незамеченным. Мы воспринимаем многие повседневные вещи как должное, которые не были бы такими, как ожидалось, если бы не один процесс: контактная сварка.
Истоки контактной сварки восходят к более чем 130-летней давности и широко используются в автомобильной, аэрокосмической и промышленной областях.
Краткий обзор
Фраза «сварка сопротивлением» происходит от свойств электрического сопротивления металла, выделяющего тепло при протекании тока между двумя электродами.
В процессе контактной сварки два металлических элемента соединяются путем прижимания электродов к их поверхностям, создавая хорошие точки контакта. Затем ток проходит между электродами, создавая достаточно тепла, чтобы расплавить металл в точке контакта. Расплавленный металл от каждого куска смешивается, при отключении тока образуется прочное металлическое соединение.
Преимущества контактной сварки
Авторы на Weldguru.com раскрывают преимущества и недостатки контактной сварки:
Преимущества
- Более высокая скорость,
- Отлично подходит для обработки листового металла толщиной менее 1/4 дюйма
- Присадочные металлы или расходные материалы не требуются
- Относительно безопасен из-за требований к низкому напряжению
- Экологически чистый процесс
- Соединение выполнено надежно
Недостатки
- Требования к питанию
- Неразрушающий контроль
- Низкая усталость и прочность на растяжение
- Не является портативным
- Высокий уровень износа электродов
Элиу Томсон — отец сварки сопротивлением
Зарядом, побудившим одного из самых плодовитых изобретателей Америки заняться электричеством, стала книга по магии. Юный Элиу Томсон читал «Собственную книгу фокусника», в которой давал основные объяснения головоломок и трюков. Одна глава привлекла его внимание .
…глава по электрике меня сразу поразила, рассказала, как сделать из винной бутылки электрическую машину, и я тут же принялся за работу, сделал машину, запустил в работу, впервые увидел электрические искры из эта машина, мое первое знакомство с электричеством от этой машины. Я сделал целую кучу аппаратуры, которую рекомендовали сделать, вроде кувшинов-молний и мелочей притяжения и отталкивания, танцующих фигурок и так далее, и у меня было все оборудование вместе с табуреткой из бутылок и доской для того, чтобы изолировать лицо, которое хотело быть обвиненным. С этим моим отцом фу-еда размах всего дела, и я думал, что как-нибудь поквитаюсь с ним, поэтому я сделал батарею из пяти банок, и ввел их в действие, попросил его принять шок, которого я никогда не слышал после он принял, что шок больше любых (sic) замечаний о моем аппарате.
Один из самых плодовитых изобретателей Америки случайно стал отцом контактной сварки.
Во время подготовки лекции по электричеству (одной из пяти курсов) в Институте Франклина в Филадельфии в начале 1877 года я имел неосторожность пропустить разряд лейденской батареи через тонкую вторичную обмотку индукционной катушки Румкорфа, в то время как клеммы первичной катушки из довольно грубой проволоки соприкасались друг с другом. Поскольку Румкорф был моим собственным, я сделал его сам, я мог рискнуть испортить изоляцию. На проходе конденсатора искра около 35 мм. Длина, яркая вспышка появилась на соприкасающихся концах тяжелой первичной обмотки, и впоследствии я обнаружил, что они прочно спаяны друг с другом.
Это натолкнуло меня на мысль о возможности электросварки, и позже, примерно в 1885 году, как только представилась возможность, я построил первый электросварочный аппарат, используя трансформатор для перехода на очень короткую и тяжелую вторичную обмотку, между клеммами которой, с помощью подходящих зажимов свариваемые детали удерживались рядом или в контакте.
Сварка сопротивлением
Существует пять основных способов соединения двух или более металлических деталей:
- Болтовое соединение
- Клепка
- Пайка
- Дуговая сварка
- Сварка сопротивлением
Единственным методом из этих пяти, не требующим дополнительного материала для соединения металла, является контактная сварка. Проще говоря, для контактной сварки нужны два куска металла и электричество.
Различные типы контактной сварки
Несмотря на то, что контактная сварка была представлена миру еще в 1885 году, она по-прежнему очень распространена в современном мире. Существует несколько основных типов контактной сварки, применяемых в современном производственном мире. Эти типы включают точечные и шовные, выступающие, оплавление и сварку с высадкой. Давайте посмотрим на различия.
Сварные швы сопротивлением
Сварной шов представляет собой бесконечный шов вдоль стыка. Вы можете увидеть шовную сварку, используемую для создания газовых или жидких соединений для приложений, которые в основном используются в производстве листового металла в современном мире. Сварные швы создают очень прочный шов.
В 2020 году такие объекты, как стальные барабаны, радиаторы и изготовление консервных банок, все еще можно увидеть с использованием сварных швов. Каждый раз, когда вы замечаете прямой или изогнутый сварной шов, они были получены в процессе шовной сварки.
Точечная сварка сопротивлением
Точечная сварка соединяет два или более металлических листа, накладывая их внахлест между двумя электродами. Один электрод регулируемый, другой статический. Через электроды проходит сильный ток, в то время как верхний электрод оказывает давление за счет движения вниз. На рис. 1 показано, как выполняется контактная точечная сварка.
Преимущества точечной сварки
- Низкая начальная стоимость
- Производительность выше
- Не требует особой подготовки
- Подготовка кромок не требуется
- Автоматический или полуавтоматический режим
Недостатки точечной сварки
- Работы, требующие большей толщины, не могут быть выполнены точечной сваркой
- Изначально стоимость снаряжения высока
- Обслуживание оборудования требует более высокой квалификации
- Применение точечной сварки
- Авиационная и автомобильная промышленность
- Производство контейнеров
- Сталь Мебель для дома
Шовная сварка сопротивлением
Точечная и шовная сварка тесно связаны между собой. Основное различие между этими двумя методами заключается в том, что при шовной сварке электроды перемещаются с помощью колес с приводом от двигателя.
Как правило, шовная сварка используется для изготовления водонепроницаемых или непрерывных газовых соединений, таких как бензобак. См. Рисунок 2 для иллюстрации процесса шовной сварки.
Преимущества шовной сварки
- Меньше перехлестов по сравнению с другими методами
- Возможность изготовления нескольких параллельных швов
- Возможность создания непроницаемых для жидкости или газа соединений
Недостатки шовной сварки
- Оборудование дороже точечной сварки
- Любая толщина более 3 мм становится проблематичной
- Шовная сварка выполняется только по прямым линиям
- Применение для шовной сварки
- Используется для алюминия, нержавеющей стали и никелевого сплава
Сварка с выступом сопротивлением
Сварка с выступом сопротивлением представляет собой модифицированную форму точечной сварки и используется для создания нескольких отдельных точечных контактов. Это используется, чтобы сконцентрироваться на токе, который используется во время всего процесса. В большинстве случаев он образует различные мелкие выступы на одном куске свариваемого материала.
Некоторые из наиболее распространенных выступов могут быть округлыми ямочками, круглыми и удлиненными гребнями. Когда выступы генерируют тепло, они разрушаются по мере формирования сварного шва. После того, как произойдет процесс охлаждения, вы заметите несколько сварных швов, скрепляющих сварной шов. На рис. 3 показан процесс рельефной сварки.
Некоторые типичные виды производства с использованием выступающих сварных швов относятся к области электротехники, автомобилестроения и строительства. Как правило, это происходит из-за прочности, которую создает этот сварной шов.
Преимущества рельефной сварки
- Простота достижения надлежащего теплового баланса
- Возможность располагать сварные швы ближе, чем при точечной сварке
- Лучшая однородность и внешний вид, чем при точечной сварке
- Легче для сварки участков, где точечная сварка не может достигать
- Возможность сваривать более одной точки одновременно
Недостатки рельефной сварки
- Любые металлы, неспособные поддерживать выступ, приводят к плохим сварным швам
- Добавление проекции требует дополнительных операций
- Дорогостоящая начальная стоимость снаряжения
- Применения для рельефной сварки
- Маленькие крепежные детали, приваренные к более крупным деталям
- Решетки для сварки с перекрестной проволокой, холодильные конденсаторы
- Нержавеющая сталь
Сварка оплавлением сопротивлением
Сварка оплавлением — это форма сварки, для которой не требуется присадочный материал. Он подает постоянный ток на металл, позволяя зазору между двумя частями образовывать дугу, которая расплавляет металл, создавая сварной шов.
Для более толстых заготовок часто используется сварка оплавлением. Подумайте о производстве таких продуктов, как тяжелые якорные цепи, рельсы и трубы. Сталь является наиболее часто используемым материалом для контактной сварки оплавлением. Они также могут использовать его на никеле, алюминии и титане.
Сварка оплавлением сопротивлением/стыковая сварка
Сварка оплавлением и стыковая сварка решают одни и те же задачи, но разными способами. Эти два метода соединяют концы проводов, стержней, труб или листов. Разница между сваркой оплавлением и стыковой сваркой заключается в электрической дуге: сварка оплавлением создает электрическую дугу в пространстве между двумя материалами; стыковая сварка возникает из-за электрического сопротивления двух поверхностей. На рис. 4 показаны методы сварки оплавлением/стыковой сварки.
Преимущества сварки оплавлением/стыковой сваркой
- Процесс быстрее и дешевле
- Подготовка поверхности сварки не требуется
- Снижает энергопотребление
- Возможность соединения различных металлов с различной температурой плавления
Недостатки сварки оплавлением/стыковой сваркой
- Повышенный риск возгорания
- При оплавлении и осадке теряется металл
- Трудно держать два куска металла параллельно
- Сварка оплавлением/стыковая сварка
- Автомобильная и авиационная продукция
- Бытовая техника
- Сварные стержни, стержневые фитинги и металлические листы
Типы металлов
Удельные процессы контактной сварки определяются типом металла, его толщиной и конструкцией соединения.
Следующие основные металлы могут быть сварены контактной сваркой:
- Алюминий
- Инконель
- Низколегированная сталь
- Низкоуглеродистая сталь
- Магний
- Монель
- Никель
- Нейзильбер
- Драгоценные металлы
- Нержавеющая сталь
Следующие металлы можно сваривать, но они обычно не используются:
- Высокоуглеродистый
- Средний углерод
- Стальные сплавы
- Электроды
Выбор электродов становится важным для улучшения электрических, тепловых/механических характеристик.
Учитывается диаметр контактной поверхности электрода; если площадь слишком мала, то будут получаться сварные швы недостаточного размера с недостаточной прочностью; если диаметр электрода слишком велик, это приведет к непостоянным и нестабильным характеристикам роста сварного шва.
Электрод должен уметь:
- провести ток к заготовке
- механическое ограничение заготовки
- отводят тепло от заготовки
Материалы, используемые для изготовления электрода, должны выдерживать высокие нагрузки при высоких температурах, сохраняя при этом достаточную электрическую и теплопроводность.»
Высокий уровень тока, проходящего через электроды, в конечном итоге приводит к двум существенным проблемам : геометрические и металлургические изменения.
Геометрические изменения: диаметр наконечника электрода увеличивается из-за износа и деформации. Примеры включают ямки и грибы.
Металлургические изменения: свойства материала вблизи поверхности наконечника изменяются при контактной сварке. Электрод смешивается с обмазочными и листовыми материалами, а при перегреве кончик размягчается.
В сумме
Случайное изобретение Элиу Томсона улучшило производственный процесс. Ручной или автоматический, метод меняется, но сварка сопротивлением доказала свою ценность. Производство типов контактных сварных швов не дорого. Его качество неизменно и быстро готовится.
Потребность в таких видах сварки обеспечивается только контактной сваркой и никогда не исчезнет. Технологический прогресс постоянно повышает его эффективность, как в производстве, так и в стоимости.
Сварка сопротивлением — Soudax
Сварка сопротивлением – это процесс, при котором тепло выделяется на границе раздела при пропускании через него электрического тока. Выполняется под контролем времени и давления. Этот термин происходит от того факта, что сопротивление между заготовкой и электродами используется для выделения тепла на границе раздела. Эта технология используется в производстве металлических листов и компонентов. В настоящее время он является частью промышленных процессов.
История контактной сварки
Было время, когда сварка металлов производилась путем нагревания металлов до их температуры плавления, а затем их прессования. Технология сварки значительно продвинулась вперед после запуска электричества. Сварка сопротивлением, дуговая сварка и газовая сварка являются усовершенствованными формами этого явления. Теперь также присутствует ультразвуковая, электронно-лучевая и лазерная сварка. Сварка сопротивлением с огромными преимуществами уже много лет способствует росту промышленности.
Принцип контактной сварки
Работает по простым принципам. Сила и ток подаются через электроды. На границе металлических частей возникает тепло сопротивления. Это приводит к расплавлению швов. Хотя огромное количество текущих потоков. При этом опасности поражения электрическим током нет. Потому что присутствует низкое напряжение.
Особенности контактной сварки
- Одной из интересных особенностей контактной сварки является отсутствие флюса. Такие, как припой. Сварные детали легко перерабатываются.
- В процессе не образуются ультрафиолетовые лучи. Так аккуратный и чистый рабочий участок Доступен
- Это простая операция. Только нажатие кнопок приводит к автоматизации. Он не требует специальных навыков, таких как дуговая сварка и газовая сварка.
- Это недорогой и крупносерийный производственный процесс. Сварка может быть выполнена эффективно, не занимая много времени.
- Продолжительность процесса мала. Заготовки меньше подвергаются воздействию тепла.
- Оптимизация процесса зависит от материала и толщины свариваемой детали. Электрооборудование должно присутствовать из-за использования большого тока.
Применение контактной сварки
- Контактная сварка используется в автомобильной промышленности. Он специально используется для проектирования гаек и болтов.
- Сварка швов используется для изготовления резервуаров для воды и бойлеров.
- Сварка сопротивлением используется при сварке труб и трубопроводов
Типы контактной сварки
Процесс контактной сварки подразделяется на множество вариантов в зависимости от формы заготовки и формы электродов. Обычно используемые процессы сварки сопротивлением :
- Точечная сварка
- Выступающая сварка
- Сварка швов
- Стыковая сварка
Точечная сварка
Преобладающий процесс в автомобильной промышленности. Он используется при сборке кузовов автомобилей и их крупных компонентов. Используется для изготовления мебели и других бытовых изделий. В этом процессе выделение тока и тепла локализовано в форме электрода.
Выступающая сварка
Этот тип контактной сварки выполняется с помощью специально разработанных электродов для изменения формы заготовки. Выступающая сварка используется в электротехнике, электронике, автомобилестроении и строительстве. Этот процесс используется в производстве датчиков, клапанов и насосов.
Сварка швов
В этом процессе сварки сопротивлением , соединения герметичны за счет постоянного противодействующего усилия с электродами, состоящими из вращающихся колес . Шовная сварка применяется при изготовлении резервуаров, радиаторов, теплообменников и т. д.
Стыковая сварка
Это операция ковки, применяемая к заготовке при нагревании. Стойки это процесс контактной сварки для соединения металлических пластин или стержней с приложенным усилием электродов, зажимающих заготовку на концах. Применяется для изготовления колесных дисков, проволочных стыков и стыков железнодорожных путей.
Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата сильно влияют на процесс сопротивления сварке.
- Общее время сварки очень мало. Таким образом, время сварки вверх по склону имеет решающее значение. Крайне важно учитывать фактор магнитных потерь при точечной сварке.
- Одна из основных механических характеристик включает ускорение, а также жесткость рамы.
- Важное значение имеет динамическое время реакции сварки. Потеря индукции из-за размера сварочного окна и расходуемого материала.
- Плотность тока зависит от геометрии электродов.
- Необходим разный сварочный ток в зависимости от толщины металла.
- Для регулировки контактной сварки требуются специальные параметры . По покрытию поверхности заготовки.
Свойства материала
- Удельное сопротивление материала влияет на выделение тепла.
- Теплопроводность материала и теплоемкость определяют передачу тепла.
- В серебре и меди с низким удельным сопротивлением и высокой теплопроводностью при высоком сварочном токе выделяется незначительное количество тепла.
- Серебро и медь считаются хорошими материалами для электродов. При высоком удельном сопротивлении выделяется больше тепла.
- Твердость материала влияет на контактное сопротивление.
Сварка электрическим сопротивлением низкочастотная и высокочастотная
Способ сварки швов в нефтегазопроводах. Труба, изготовленная с помощью этого метода, образует стальной лист цилиндрической формы. Ток подается на кромки стали для нагрева стали, чтобы можно было сформировать соединение без использования сварочного присадочного материала. Он использует низкочастотный переменный ток. В последние годы он был заменен высокочастотным процессом, обеспечивающим высококачественный сварной шов. Сварные швы, выполненные этим способом, не подвергаются коррозии и не образуют крючковидных трещин. В конструкции трубопроводов для изготовления труб используется высокочастотный процесс. К высокочастотным методам относятся сварка оплавлением, сварка контактным выступом и сварка с осадкой.
Преимущества
Существует множество преимуществ контактной сварки для использования в промышленности и в коммерческих масштабах. Эти преимущества увеличили его использование во всех областях.
- Высокая скорость сварки
- Флюс или защитные газы не требуются
- Высокая производительность
- Метод прост и не требует высококвалифицированного труда
- Все типы металлов можно сваривать.
ТОЧЕЧНАЯ СВАРКА ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ — Tite-Spot Welders
Точечная сварка сопротивлением — это соединение наложенных друг на друга кусков металла с помощью давления и электрического тока. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени. При повышении температуры металл нагревается до пластического состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву. Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Как правило, кузовной цех сваривает сталь калибром от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление щипцов TITE-SPOT установлено в середине этого диапазона и не регулируется.)
Три типа таймеров точечной сварки :
Стандартный таймер сварки контролирует количество время прохождения тока в сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор игнорирует таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер контролирует процесс сварки. Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в условиях кузовного цеха имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора.) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания. Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
Существует два типа регуляторов сварочного тока . Аналоговый : использует ручку и настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину. Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести выбросы к минимуму. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки. Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка — это волшебство, которое ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переваривания. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″. Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Выбросьте сварочные наконечники, если высота в закрытом состоянии составляет 1 3/8 дюйма. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| СТАЛЬНЫЕ МАНИПУЛЯТОРЫ | расстояние между сварными швами | диаметр сварного шва | |||
| 2 шт. | 3 шт. | ||||
| МАНОМЕТР | В | ММ | в | в | в |
| 16 | 0,060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1. 219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0,024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точками сварки должно быть равно или превышать минимальные стандарты, указанные в таблице.
ПРОВЕРКА СВАРНЫХ ПРОВОДОВ:
Существует три формы проверки сварных швов. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание состоит из отрыва точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом заключается во вдавливании конического долота в зазор с каждой стороны проверяемого сварного шва до разрушения сварного шва или основного металла. Края долота не должны касаться проверяемого сварного шва. Этот тип испытания следует использовать, когда испытание на отслаивание невозможно. Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
ГАЛЬВАНИЗАЦИЯ
Цинкование – это покрытие металлическим цинком, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, температура его плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При щипковой сварке гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Гальванизация может «загрязнить» сварочные наконечники, что называется латунированием. Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали. Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе воска будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Общее правило при сварке двумя горелками – три чистые стороны. Между деталями нельзя использовать грунтовку для сварки. Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении.
