Фрезерный станок 6м13п технические характеристики: 6М13П станок консольно-фрезерный вертикальный повышенной точности. Паспорт, схемы, описание
Содержание
6М13П станок консольно-фрезерный вертикальный повышенной точности. Паспорт, схемы, описание
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13-1 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6305Ф4 станок продольно-фрезерный горизонтальный, 500 х 1250
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
6М13П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности.
 Назначение, область применения
Назначение, область применения
Станок консольно-фрезерный 6М13П заменил в производстве устаревшую модель 6Н13П и был заменен на более совершенную модель 6Р13.
Вертикальные консольно-фрезерные станки моделей 6М13П и 6М12БП представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
Консольно-фрезерный станок 6М13П предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
На станках 6М13П можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Принцип работы и особенности конструкции станка
По сравнению с ранее выпускавшимися станками серии Н в станках серии М увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Внешне станок 6м13 отличается от ранее выпускаемой модели 6н13 лишь наличием маховичка продольной подачи на передней стороне стола.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке 6М13П можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Класс точности станков Н.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Фото вертикального консольно-фрезерного станка 6М13П
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Перечень составных частей консольно-фрезерного станка 6М13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М13П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
1. Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6М13П. Смотреть в увеличенном масштабе
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Описание конструкции основных узлов вертикального консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель фрезерного станка 6м13п
Коробка скоростей консольно-фрезерного станка 6М13П
Коробка скоростей фрезерного станка 6м13п
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М13П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М13П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М13П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Механизм переключения скоростей
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка.
Механизм переключения скоростей фрезерного станка 6М12П
В коробках скоростей станков серии М механизм переключения скоростей является самостоятельным узлом (рис. 163).
На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель 2 и кнопочная станция 3 с переключателем освещения и кнопками «Пуск шпинделя», «Стоп шпинделя», «Толчок шпинделя», «Быстро стол». С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
- рукоятку переключения опускают вниз до выхода шипа из фиксирующего паза и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем 2; при этом щелчок фиксатора указывает, что лимб установлен в требуемом положении;
- нажимают кнопку «Толчок шпинделя», что дает кратковременный импульс на электродвигатель привода шпинделя для проворачивания зубчатых колес коробки скоростей и для их плавного переключения;
- рукоятку 4 переключения плавно возвращают в первоначальное положение, при этом обязательно шип рукоятки должен попасть в фиксирующий паз.

Механизм подач консольно-фрезерного станка 6М13П
Механизм подач консольно-фрезерных станков серии 6М
Механизм подач фрезерного станка 6м13п
Цепь подач консольно-фрезерного станка 6М13П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М13П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Читайте также: Коробка подач консольно-фрезерных станков серии 6М
Электрооборудование станка 6М13П
Схема электрическая принципиальная фрезерного станка 6М13П
Электрическая схема принципиальная фрезерного станка 6м13п
Схема электрическая принципиальная консольно-фрезерного станка 6М13П. Скачать в увеличенном масштабе
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Читайте также: Электросхемы фрезерных станков серии 6М
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и ЗКА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат ЗКА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт ЗКА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт ЗКА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата ЗКА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате ЗКА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя ЗКА).
в схеме диаграмму переключателя ЗКА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате ЗКА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт ЗКА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.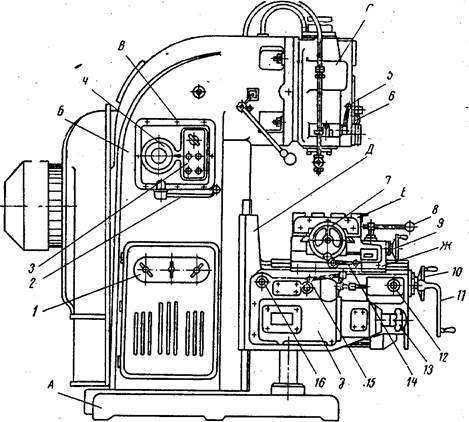
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.

- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.

Читайте также: Регулировка фрезерных станков
6М13П станок консольно-фрезерный вертикальный с поворотной головкой. Видеоролик.
iframe src=»https://www.youtube.com/embed/fPOHXN92cLo» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen>
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30. .520 .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5. .1180 .1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30. .1500 .1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ.
 Руководство по уходу и обслуживанию, Горький, 1966
Руководство по уходу и обслуживанию, Горький, 1966 - Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.
 Г. Фрезерные станки (Библиотека станочника), 1977
Г. Фрезерные станки (Библиотека станочника), 1977 - Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Фрезерный станок 6М13П: технические характеристики, паспорт
Консольно-фрезерный станок 6М13П успешно используется как в условиях индивидуального, так и для крупносерийного производства.
Отличается высокой точностью и жесткостью. Это позволяет с его помощью обрабатывать детали весом до 700 кг.
Содержание:
- 1 Краткая информация о производителе
- 2 Назначение и сфера применения консольно-фрезерного станка 6М13П
- 3 Конструкционные особенности
- 3.1 Габариты и размеры рабочего пространства
- 3.2 Коробка скоростей и шпиндель
- 3.3 Расположение органов управления
- 3.4 Механизм подач
- 3.5 Электрическая схема
- 3.6 Электрооборудование
- 3.7 Схема кинематическая
- 4 Технические характеристики
- 5 Эксплуатация и обслуживание, паспор
- 6 Основные неисправности и ремонтные работы
- 7 Техника безопасности
- 8 Зарубежные и отечественные аналоги
- 9 Отзывы
Краткая информация о производителе
Фрезерный станок 6М13П выпущен Горьковским заводом фрезерных станков. Предприятие основано в 1931 году. Специализируется на производстве широкого ассортимента универсальных стандартных фрезерных станков, а также оборудования с УЦИ и ЧПУ.
Это один из лидеров по производству различного металлорежущего оборудования в России. Начиная с 1961 года на этом предприятии выпускаются станки серии М, одним из которых является 6М13П.
Назначение и сфера применения консольно-фрезерного станка 6М13П
С помощью оборудования 6М13П можно выполнять фрезерование изделий из чугуна, цветных металлов, стали. При этом используются торцевые, цилиндрические, концевые, радиусные фрезы.
С помощью такого инструмента есть возможность обрабатывать горизонтальные и вертикальные плоскости, пазы, углы, зубчатые колеса, углы, также растачивать отверстия, создавать спирали, другие детали, которые при изготовлении требуют периодического или непрерывного вращения вокруг оси. Успешно обрабатывать детали на данном станке, используя метод фрезерования на скоростном режиме.
Конструкционные особенности
Особенности конструкции рассчитаны на качественное выполнение фрезеровальных работ на высоких скоростях и с деталями, выполненными из высокопрочных материалов.
Габариты и размеры рабочего пространства
Размеры и характеристики рабочего пространства позволяют обрабатывать крупные заготовки, что удобно в условиях промышленного производства:
- Размеры стола – 40смх160см.
- От торца шпинделя до стола расстояние 3–50 см.
- Параметры от оси шпинделя до вертикальных направляющих станины 45 см.
- Ход стола вдоль от руки – 80 см.
- Поперек от руки параметры хода стола – 32 см.
- Вертикальное перемещение – 42 см.
Высота станка составляет 2235 мм, при весе станка 4150 кг.
Коробка скоростей и шпиндель
Коробка скоростей расположена в верхней части станины и для управления имеет вставной узел переключения скоростей. Данный узел находится с левой стороны станины. Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.
В поворотной головке вмонтирован шпиндель. Сама головка крепится четырьмя болтами непосредственно к кольцевой выточке горловины станины. Поворотная головка имеет возможность поворачиваться на 45° от вертикальной оси. Чтобы увеличить параметры жесткости шпинделя во время работы имеется рукоятка, зажим которой стягивает корпус поворотной головки.
Технические характеристики шпинделя:
- частота вращения 31.5–1600 об/мин;
- количество скоростей шпинделя – 18;
- передвижение пиноли – 8.5 см;
- перемещение пиноли на одно деление лимба – 0.05 мм.
Расположение органов управления
Всего у агрегата имеется 34 детали, которые отвечают за регулировку, настройку и управление основных узлов. Помимо различных рукояток, кнопок и переключателей имеется и зажимная гайка. Все органы управления крепятся на основном корпусе оборудования с помощью них осуществляется регулировка и управление следующими процессами:
- охлаждением;
- продольным перемещением стола;
- пуск, торможение и остановка шпинделя;
- смазка рабочей поверхности;
- поперечное и вертикальное перемещение рабочей поверхности;
- переключение скоростей шпинделя;
- ограничение поперечного хода рабочего стола;
- поворот фрезерной головки.

Механизм подач
В консоли агрегата вмонтирован отдельный двигатель мощностью 1.7 кВт. От него и происходит привод подач. 18 подач осуществляется от узла к ходовым винтам в диапазоне 25–1250 мм/мин, винту вертикального перемещения также осуществляется 10 подач в диапазоне 8.3–450 мм/мин. В консоли расположены все узлы цепи подач. От электродвигателя передается движение к столу, салазкам, а также непосредственно к консоли.
Электрическая схема
Электрооборудование
Агрегат питается от трехфазной сети с показателями напряжения 380 В и частотой в 50 Гц. Вся пусковая электрика расположена в двух нишах станины. В каждой из них расположены по 2 панели, которые имеют общую монтажную схему. В левой нише имеется дверка с рукояткой вводного включателя для подключения электрооборудования к сети.
Также к электрооборудованию станка 6М13П относится:
- электронасос с включателем;
- электромагнит для привода фрикционной муфты быстрого хода и для отключения кулачковой муфты подачи;
- переключатель реверса;
- вводный включатель;
- электродвигатель шпинделя;
- электродвигатель подачи.
Управление движком шпинделя осуществляется кнопками.
Схема кинематическая
Технические характеристики
Агрегат относится к станкам с повышенной точностью обработки деталей. Его основные технические характеристики:
- отверстие фрезерного шпинделя – 29 мм;
- конус фрезерного шпинделя – №3 ГОСТ 836-62;
- скорость быстрых перемещений стола поперек – 3 м/мин;
- быстрые продольные перемещения – 3м/мин;
- вертикальные быстрые перемещения – 1 м/мин.
Станок снабжен упорами продольной, поперечной и вертикальной подач, а также блокировкой их раздельного включения и предохранительной муфтой от перегрузок.
Эксплуатация и обслуживание, паспор
Все детали станка могут быть заменены по мере износа, а потому сам агрегат не имеет точного срока эксплуатации. После капитального ремонта агрегат полностью восстанавливает свои технические характеристики, точность и эффективность обработки.
Поверхность, на которую устанавливается данный агрегат, должна быть идеально ровной. Оптимальный вариант – бетонный фундамент толщиной не меньше 30 см. При первоначальном пуске необходимо заполнить маслом резервуары смазочной системы и прогнать оборудование на холостом ходу.
Примерно через неделю эксплуатации нужно провести первую замену масла. Затем заменить масло спустя месяц, после чего замену можно производить регулярно раз в 3 месяца. Переключать режимы и скорости необходимо только после остановки головки.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного вертикального станка повышенной точности.
Основные неисправности и ремонтные работы
К основным неисправностям относятся:
- Замедление работы шпинделя. Это признак замыкания или препятствия цепи. Следует воспользоваться мультиметром, чтобы реально оценить ситуацию.
- Шпиндель вовсе не вращается. Причиной, может быть ненормальное напряжение, проблемы с приводом или ослабление винта у соединительного вала.
Также необходимо проверить привод и при необходимости его заменить. Большинство узлов в оборудовании легко подвергаются замене при наличии износа или поломок.
Техника безопасности
Практически все фрезерные станки требуют соблюдения аналогичных правил техники безопасности. К такому оборудованию нельзя подходить в состоянии алкогольного или наркотического опьянения, вся одежда должна быть заправлена и застегнута на все пуговицы. В рабочем комплекте у оператора должны быть защитные очки, которые предохраняют от попадания стружки в глаза.
Зарубежные и отечественные аналоги
Основные отечественные аналоги – это вертикально-фрезерные станки 6Р13 и 6Т13. Они имеют ниже показатели по точности обработке, но по технологическим операциям не отличаются от рассматриваемого агрегата.
Есть и другие аналоги агрегата 6М13П:
- X5032, X5040 – аналогичные станки зарубежного производства (Китай).
- FV321M, (FV401) – болгарские агрегаты.
- FSS315, FSS350MR, (FSS450MR) – отечественная продукция Гомельского станкостроительного завода.
Отзывы
Станок консольно-фрезерный 6М13П имеет множество положительных отзывов. Пользователи отмечают точность обработки при работе с деталями из самых разных материалов. Жесткость и надежность конструкции, а также высокие эксплуатационные характеристики позволяют успешно использовать данное оборудование некрупных и мелкосерийных производствах. Для домашнего использования агрегат слишком большой.
Горьковский завод фрезерных станков более полувека назад начал выпуск качественных консольно-фрезерных станков с повышенной точностью обработки и надежной конструкцией. Такой агрегат отлично зарекомендовал себя в разных отраслях промышленности и на мелкосерийном производстве.
Обзор фрезерного станка 6М13П — особенности и возможности
Вертикально-фрезерный станок 6М13П – один из наиболее популярных агрегатов на постсоветском пространстве. Эта техника относится к группе консольных фрезерных машин, поскольку оснащена специальным кронштейном, выступающим в качестве опоры для движения стола по вертикали. Этот кронштейн, который движется по направляющим станины, носит название консоли.
Агрегат 6М13П отличается высокой функциональностью и производительностью. Чтобы понять его технические особенности, нужно ознакомиться с его характеристиками, такими как:
- Размер рабочей поверхности стола, который составляет 1600х400 миллиметров. Этого достаточно для полноценной и комфортной эксплуатации оборудования.
- Расстояние от стола до торца в пределах 30-500 миллиметров, от направляющих станины до оси – 450 миллиметров.
- Мощный электродвигатель на 10 кВт и привод подач (3 кВт).
- Производительный рабочий насос – важный элемент системы охлаждения. Его мощность – 125 Вт.
- Количество подач составляет 18 штук.
- Станок 6М13П – довольно габаритный агрегат, который имеет размеры 2565х2235х2135 миллиметров и вес более двух тонн.
Частота вращения шпинделя вертикально-фрезерного станка 6М13П составляет 31.5-1600 оборотов в минуту, что дает возможность мастеру выбирать оптимальный режим обработки заготовки в довольно серьезном диапазоне. Шпиндель имеет 29-миллиметровое отверстие, а его конус соответствует стандарту №3 по системе, установленной ГОСТ 836–62.
Конструкция фрезерного станка 6М13П включает следующие важные составляющие:
- Систему автоматической подачи инструмента, облегчающую работу с техникой;
- Систему эффективного торможения шпинделя для увеличения производительности труда мастера;
- Упоры блокировки подачи;
- Антиперегрузочную муфту;
- Блокировку запуска подач независимо друг от друга;
- Систему запуска подачи.
Станок 6М13П отличает повышенная жесткость и точность обработки материалов. Техника предназначена для работы с различными металлами, в том числе с алюминием и медью. В процессе обработки заготовки могут быть использованы самые разные фрезы, будь то торцевые, радиусные, цилиндрические или концевые.
Практика показывает, что интегрирование агрегатов 6М13П в автоматические или поточные линии на больших предприятиях позволяет повысить эффективность труда мастеров. Техника легко справляется с обработкой плоскостей, зубчатых колес, пазов и углов. Более того, во время работы на круглом столе 6М13П способен легко фрезеровать детали, которые надо перемещать вокруг оси. Речь идет о создании спиралей, контуров, разверток и других деталей.
Основной элемент конструкции станка 6М13П – это шпиндель и коробка скоростей. Встроенная вставная коробка позволяет оператору легко подбирать скорость вращения инструмента. Чтобы добраться до внутренностей коробки, необходимо снять верхнюю крышку.
Вращение от коробки скоростей шпиндель получает посредством цилиндрической и конической передачи. С помощью особого зажима мастер может стянуть корпус головки, сделав тем самым шпиндель более жестким.
Основной вал фрезерного станка 6М13П монтирован на один радиальный и два упорных подшипника, которые стянуты шайбой. Другой вал устанавливается таким же образом. Регулировка зазора на подшипниках осуществляется путем подтягивания гайки, установленной слева на торце. Агрегат 6М13П имеет 3 дополнительных вала – два шлицевых и один для обеспечения предельной жесткости.
Коробка скоростей – это отдельный механизм в конструкции станка, который состоит из следующих ключевых элементов:
- Пластиковый лимб;
- Панель управления, включающая кнопки для управления машиной;
- Указательная стрелка;
- Рукоять переключения скоростей.
Конструкция агрегата включает цепь главного движения и цепь подач поверхности. Обе цепи работают независимо друг от друга. Схема подач отличается простотой: вал начинает вращаться с помощью мотора, а затем вращение передается второму и последующим валам.
Консоль станка – также важная его часть, в которой предусмотрены узлы цепи подач. Корпус консоли выполнен из металла. На ней располагаются направляющие. Также конструкцией предусмотрено устройство выборки люфта, позволяющее в ручном или автоматическом режиме осуществлять встречное или попутное фрезерование.
Выводы
Фрезерный станок 6М13П – агрегат советского производства, который, несмотря на то, что был разработан много лет назад, остается незаменимым помощником на многих цехах. Нельзя скрывать то, что техника эта морально устарела. При этом физическое состояние ныне функционирующих агрегатов также оставляет желать лучшего.
Гигантские габариты и огромный вес делают эту технику практически не мобильной. Но, при всем при этом, она остается популярной среди мастеров, которые по достоинству оценили ее надежность, производительность и дешевизну в обслуживании.
Если вы ищите надежный фрезерный агрегат – можно рассмотреть б/у станок модели 6М13П как доступную альтернативу более современным моделям. При этом найти существенную разницу в процессе выполнения основных операций между советским детищем и продукцией мировых брендов можно и не обнаружить.
Станок вертикальный консольно-фрезерный 6М13П | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок вертикальный консольно-фрезерный 6М13П
Станки предназначены для выполнения разнообразных фрезерных,сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Технические характеристики станка 6М13П
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Длина рабочей поверхности стола, мм | 1600 |
| Ширина стола, мм | 400 |
| Наибольшее перемещение по осям X,Y,Z, мм | 900_300_420 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 31,5 — 1600 |
| Мощность, кВт | 10 |
| Габариты, мм | 2565_2135_2235 |
| Масса, кг | 4155 |
| Начало серийного выпуска, год | 1971 |
| Завод-производитель | Завод Фрезерных Станков ЗФС, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок вертикальный консольно-фрезерный 6М13П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 6М13П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок вертикальный консольно-фрезерный 6М13П составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок вертикальный консольно-фрезерный 6М13П звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикальный консольно-фрезерный 6М13П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
-
-
В наличии
-
-
-
-
-
6М13П станок консольно-фрезерный вертикальный повышенной точности.
Паспорт, схемы, описание
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Эксплуатация и обслуживание, паспор
Все детали станка могут быть заменены по мере износа, а потому сам агрегат не имеет точного срока эксплуатации. После капитального ремонта агрегат полностью восстанавливает свои технические характеристики, точность и эффективность обработки.
Поверхность, на которую устанавливается данный агрегат, должна быть идеально ровной. Оптимальный вариант – бетонный фундамент толщиной не меньше 30 см. При первоначальном пуске необходимо заполнить маслом резервуары смазочной системы и прогнать оборудование на холостом ходу.
Примерно через неделю эксплуатации нужно провести первую замену масла. Затем заменить масло спустя месяц, после чего замену можно производить регулярно раз в 3 месяца. Переключать режимы и скорости необходимо только после остановки головки.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного вертикального станка повышенной точности.
Фото вертикального консольно-фрезерного станка 6М13П
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Техника безопасности
Практически все фрезерные станки требуют соблюдения аналогичных правил техники безопасности. К такому оборудованию нельзя подходить в состоянии алкогольного или наркотического опьянения, вся одежда должна быть заправлена и застегнута на все пуговицы. В рабочем комплекте у оператора должны быть защитные очки, которые предохраняют от попадания стружки в глаза.
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Перечень составных частей консольно-фрезерного станка 6М13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М13П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Зарубежные и отечественные аналоги
Основные отечественные аналоги – это вертикально-фрезерные станки 6Р13 и 6Т13. Они имеют ниже показатели по точности обработке, но по технологическим операциям не отличаются от рассматриваемого агрегата.
Есть и другие аналоги агрегата 6М13П:
- X5032, X5040 – аналогичные станки зарубежного производства (Китай).
- FV321M, (FV401) – болгарские агрегаты.
- FSS315, FSS350MR, (FSS450MR) – отечественная продукция Гомельского станкостроительного завода.
Описание конструкции основных узлов вертикального консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель фрезерного станка 6м13п
Коробка скоростей консольно-фрезерного станка 6М13П
Коробка скоростей фрезерного станка 6м13п
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М13П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М13П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М13П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Механизм переключения скоростей
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка.
Механизм переключения скоростей фрезерного станка 6М12П
В коробках скоростей станков серии М механизм переключения скоростей является самостоятельным узлом (рис. 163).
На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель 2 и кнопочная станция 3 с переключателем освещения и кнопками «Пуск шпинделя», «Стоп шпинделя», «Толчок шпинделя», «Быстро стол». С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
- рукоятку переключения опускают вниз до выхода шипа из фиксирующего паза и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем 2; при этом щелчок фиксатора указывает, что лимб установлен в требуемом положении;
- нажимают кнопку «Толчок шпинделя», что дает кратковременный импульс на электродвигатель привода шпинделя для проворачивания зубчатых колес коробки скоростей и для их плавного переключения;
- рукоятку 4 переключения плавно возвращают в первоначальное положение, при этом обязательно шип рукоятки должен попасть в фиксирующий паз.
- При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Механизм подач консольно-фрезерного станка 6М13П
Механизм подач консольно-фрезерных станков серии 6М
Механизм подач фрезерного станка 6м13п
Цепь подач консольно-фрезерного станка 6М13П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М13П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Электрооборудование станка 6М13П
Схема электрическая принципиальная фрезерного станка 6М13П
Электрическая схема принципиальная фрезерного станка 6м13п
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Основные неисправности и ремонтные работы
К основным неисправностям относятся:
- Замедление работы шпинделя. Это признак замыкания или препятствия цепи. Следует воспользоваться мультиметром, чтобы реально оценить ситуацию.
- Шпиндель вовсе не вращается. Причиной, может быть ненормальное напряжение, проблемы с приводом или ослабление винта у соединительного вала.
Также необходимо проверить привод и при необходимости его заменить. Большинство узлов в оборудовании легко подвергаются замене при наличии износа или поломок.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30. .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6. .786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Горький, 1966
- Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А. Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Фрикционный вал. Муфты фрикционные в металлорежущих станкахЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков ГЗФС, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерный станок 6р12, 6р12Б — выпускает:
- ООО «Станочный Парк»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Сравнительные характеристики консольно-фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Система смазки
Своевременная смазка предохраняет станок от износа и сохраняет на более длительный период его первоначальную точность.
Для смазки станка применяется масло индустриальное «20» (веретенное «3»), ГОСТ 1707-51.
Перед пуском станка резервуары с пробками 2, 9, 10 и 12 (рис. 22) заполняются маслом до уровня, определяемого верхними отверстиями соответствующих маслоуказателей 3, 4 и 11. Не допускается падение уровня масла ниже нижних отверстий маслоуказателей.
Смазка главного привода
Смазка шестерен и подшипников производится плунжерным маслонасосом, привод которого осуществляется от торцового кулачка 2 (рис. 23). Насос расположен в расточке станины и крепится четырьмя винтами. При монтаже насоса необходимо следить за герметичностью присоединения трубопровода к маслонасосу, чтобы не было подсасывания воздуха через зазоры в систему маслопровода.
Плунжером насоса масло нагнетается в маслораспределитель 1 и по трубкам подходит к местам смазки. Маслораспределитель имеет регулировочные винты, с помощью которых регулируется подача масла в ту или иную точку смазки станка.
К фрезерной головке смазка подается хлорвиниловым шлангом 4 (рис. 12), который соединен со штуцером 3 на верхнем фланце корпуса фрезерной головки. В результате регулировки винтом 5 достигается капельная подача масла к подшипникам передней и задней опор шпинделя. Регулировка считается правильной, если за 40. .60 сек. подается одна капля.
При продолжительной работе станка масло собирается во фланце 14. Для удаления излишков масла фланец имеет сливное отверстие. О работе маслонасоса можно судить по маслоуказателю на фрезерной головке.
Смазка консоли и коробки подач
Смазка консоли (рис. 24) осуществляется принудительно от плунжерного насоса 1, прифланцованного к днищу консоли. Насос засасывает масло через сетку фильтра 4 и подает его в маслораспределитель 2, находящийся на правой стороне консоли. О работе маслонасоса можно судить по пульсации масла в маслораспределителе.
Количество подаваемого масла в трубку регулируется при помощи винтов маслораспределителя.
Регулировка давления масла в системе смазки производится регулировочным клапаном.
Смазка вертикального винта консоли
В нижней части станины имеется масляная ванна, предназначенная для смазки винта вертикального хода консоли. Уровень масла при заливке определяется по маслозаливочному отверстию 10 (рис. 22). Заливка производится до тех пор, пока масло не начинает выливаться из этого отверстия. Консоль при заливке масла должна быть опущена.
Смазка салазок
Смазка салазок осуществляется от шестеренчатого насоса 27 механизма выбора люфта (рис. 18).
При нажатии на кнопку 4 начинает работать насос, подающий масло в распределитель, из которого оно поступает к точкам смазки.
Указателем начала подачи масла служит струйный маслораспределитель 1. Через 4..5 сек. после появления масла в маслоуказателе кнопку 4 следует отпустить. Смазку салазок нужно производить два раза в смену.
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина — 6Р12-1
- Поворотная головка — 6Р12-31
- Коробка скоростей — 6М12П-3
- Коробка подач — 6Р82-4
- Коробка переключения — 6Р82-5
- Консоль — 6Р12-6
- Стол и салазки — 6Р82Г-7
- Электрооборудование — 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6р12
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6р12
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Система охлаждения
Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали. Оно не только уменьшает нагрев режущих лезвий инструмента, но и улучшает условия резания металла.
Количество подаваемой эмульсии регулируется краном, которым можно пользоваться и как краном-выключателем эмульсии. В качестве охлаждающей жидкости применяются также эмульсии.
По боковой канавке стола (рис. 18, В — В) эмульсия стекает под уклон через фильтр 28, проходит сетки 29 и 30 и через трубку 31 поступает в канавку салазок, выполненную с уклоном. Далее через ниппель и шланг жидкость поступает, в консоль. По мере накопления стружки в фильтре 28 его следует очищать.
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6р12
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30. .400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1. .530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | — | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
- Аврутин С. В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С. А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
Вт 130 XFi Холодные фрезы | Wirtgen
US EPA Tier 4f
4 фута 3 дюйма
Компактный фронтальный погрузчик для широкого спектра фрезерных работ
Фронтальный погрузчик однометрового класса выделяется своей выдающейся производительностью и гибкостью при рабочей ширине 4 фута 3 дюйма (1,3 м).
Компактные размеры и оптимизированный вес машины делают эту холодную фрезу идеальной для широкого спектра операций на строительной площадке.
Фрезерный блок расположен в задней части машины с правой стороны, что позволяет машине подъезжать непосредственно к препятствиям сзади, например, при фрезеровании врезок.
Особенно большой угол поворота и скорость ленточного конвейера с фронтальной загрузкой можно гибко регулировать для оптимальной загрузки материала.
Современная система управления машиной с системой нивелирования LEVEL PRO PLUS и интуитивно понятным пользовательским интерфейсом делает возможным эффективное управление одним человеком.
Показать меньше
Особенности
Высокоточное интуитивное выравнивание с помощью LEVEL PRO PLUS
Эффективный многофункциональный подлокотник
Непревзойденная концепция обзора и комфорта
Комфорт и эргономичный дизайн на платформе оператора
Быстроповоротная правая задняя гусеница Быстрое и точное маневрирование
Выдающаяся производительность фрезерования при любом применении
Выдающаяся производительность и гибкость при загрузке
Мощные двигатели для невероятной производительности
Высокое тяговое усилие и оптимизированный вес
Холодное фрезерование компактными фрезами
В классе компактных фрез WIRTGEN сочетает в себе преимущества небольших фрез – маневренность, возможность обслуживания одним человеком и гибкость – с фронтальной загрузкой и производительностью больших фрезерных станков. Области применения варьируются от традиционных операций с небольшими фрезами, таких как точечный ремонт дорог, до полного удаления дорожного покрытия, которым обычно занимаются большие фрезы.
Узнать больше
Техника резки WIRTGEN
Высокое качество – цель каждого строительного проекта. Это относится к восстановлению дорог с использованием холодных фрез и холодных ресайклеров, а также к стабилизации грунта и добыче полезных ископаемых с помощью карьерных комбайнов. Для точного и эффективного удаления дорожного покрытия важно, чтобы барабан, держатель и резец идеально работали вместе. №
Компания WIRTGEN является лидером на рынке режущих технологий и предлагает клиентам высокопроизводительные режущие системы, компоненты которых полностью совместимы. Кроме того, WIRTGEN постоянно совершенствует эти компоненты технологии резки, используя при этом свой практический опыт и отзывы клиентов.
Узнать больше
Технология нивелирования WIRTGEN
Технология нивелирования WIRTGEN регулирует высоту, глубину и шаг для получения чрезвычайно точных результатов. При этом система постоянно сравнивает фактические значения с предварительно заданными целевыми значениями и пропорционально корректирует отклонения. Эта ультрасовременная технология неизменно гарантирует выдающиеся результаты выравнивания и значительно снижает нагрузку на оператора машины.
WIRTGEN предлагает клиентам надежное аппаратное и программное обеспечение собственной разработки. В этом контексте используются различные системы в зависимости от строительного проекта и местных условий на рабочей площадке.
Узнать больше
Система управления
Все машины WIRTGEN оснащены встроенной высококачественной системой управления. Ключевую роль в этом отношении играет тот факт, что большая часть программного обеспечения компании разрабатывается собственными силами: компания WIRTGEN уделяет особое внимание постоянному развитию, что значительно повышает эксплуатационную надежность ее машин. Многолетний опыт разработки программного и аппаратного обеспечения также позволяет достичь более гибкой и сложной функциональности станка с точки зрения спектра приложений и индивидуальных требований заказчика.
Узнать больше
Технические характеристики
- Категория выбросов выхлопных газов
- Эксплуатационная масса, CE
- Ширина фрезерования
- Глубина фрезерования макс.
- смещение
- Максимум. скорость хода в гусеничном исполнении
- Максимум. скорость фрезерования
- Максимальная мощность
- Категория выбросов выхлопных газов
- Агентство по охране окружающей среды США, уровень 4f
- Рабочий вес, CE
- 49 163 фунта
- Ширина фрезерования
- 4 фута 3 дюйма
- Глубина фрезерования макс.
- 13 в
- Рабочий объем
- 2,4 имп. галлона
- Макс. скорость хода в гусеничном исполнении
- 3,6 мили в час
- Макс. скорость фрезерования
- 1,6 мили в час
- Максимальная мощность
- 257 кВт / 345 л.с.
загрузок
Все детали, иллюстрации и тексты не являются обязательными и могут включать в себя специальное оборудование. Мы оставляем за собой право вносить технические изменения без предварительного уведомления. Данные о производительности зависят от реальных условий эксплуатации.
ФРЕЗЕРНЫЙ СТАНОК BARON® — CNC Masters
ПОСМОТРЕТЬ ЦЕНЫ И КОМПЛЕКТНЫЕ ПРЕДЛОЖЕНИЯ
СКАЧАТЬ НАШ КАТАЛОГ
Новая мельница Baron с ЧПУ за 6 350 долларов США, гарантия 1 год.
ОПИСАНИЕ
НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ ФРЕЗЕР С ЧПУ BARON «ЛАСТОЧНЫЙ ХВОСТ» 3-Х ОСЕВОЕ УПРАВЛЕНИЕ С КАБЕЛЯМИ ДВИГАТЕЛЕЙ (115 В ПЕРЕМЕННОГО ТОКА), С КОМПЬЮТЕРНЫМ УПРАВЛЕНИЕМ ШПИНДЕЛЕМ (2 л. С ПРЕДВАРИТЕЛЬНО ЗАГРУЖЕННЫМИ ГАЙКАМИ, ДОМАШНИМИ ВЫКЛЮЧАТЕЛЯМИ, СМАЗОЧНЫМ МАСЛОМ ONE-SHOT, ПРОГРАММНЫМ ОБЕСПЕЧЕНИЕМ MASTER MX И РУКОВОДСТВОМ ПОЛЬЗОВАТЕЛЯ.
Компания CNC Masters представляет новый фрезерный станок с ЧПУ CNC Baron в линейке фрезерных станков с ЧПУ. Он специально разработан для машинистов, которым требуется эффективное и компактное оборудование по отличной цене. Фрезерный станок с ЧПУ Baron поставляется под ключ, прост в освоении и эксплуатации. Фрезерный станок с ЧПУ Baron прочный, с чугунным корпусом, но не размером с более крупную машину. Благодаря меньшей раме CNC Baron идеально подходит для больших и малых производственных предприятий, механических мастерских и множества других учреждений, которым требуется массовое производство одной детали, не занимающее много места. Наше специальное программное обеспечение CNC Master прилагается к каждой покупке наших фрезерных станков с ЧПУ. Наше программное обеспечение работает на операционных системах Windows. На фрезерный станок с ЧПУ Baron распространяется годовая гарантия. В дополнение к годовой гарантии наша компания проводит всестороннюю проверку качества всех наших машин.
Удовлетворение потребностей клиентов является нашим приоритетом номер один здесь, в CNC Masters. Мы предлагаем техническую поддержку станка с ЧПУ Baron Mill и его операционного программного обеспечения по телефону или электронной почте, пока вы или ваша компания владеете станком с ЧПУ.
- Полный 3-х осевой (4-й опционально) координированный контроль движения на биполярных двигателях.
- [X=21,5″] x [Y=7″] путешествия.
- Специальное ПО CNC Master в комплекте
- Работает с USB-подключением, 64-разрядные операционные системы: Windows 10 или 11
- Мощные микрошаговые двигатели для осей X, Y и Z — размер 34 с крутящим моментом 1200 дюймов/унций
Мельница с ЧПУ Baron прочная и точная, с чугунным корпусом и направляющими типа «ласточкин хвост» на квадратной колонне для вертикального выравнивания. Это универсальный настольный фрезерный станок с ЧПУ среднего размера, предназначенный для пользователей, которым необходимы как первичные, так и вторичные приложения с ЧПУ.
The Baron, наш новый фрезерный станок с ЧПУ, является отличной инвестицией для владельцев бизнеса, которые сокращают расходы, создавая собственные детали. Мельница проста в эксплуатации, предлагает немедленные решения по повышению эффективности, которые экономят время и деньги. Фрезерный станок с ЧПУ Baron с гордостью собирается прямо здесь, в США, и сочетает в себе детали как импортного, так и американского производства, чтобы предложить нашим клиентам наиболее конкурентоспособные цены в любом месте. Каждый фрезерный станок в CNC Masters проходит ручную проверку качества и производительности, прежде чем мы его упакуем, упакуем в ящики и доставим на грузовой автомобиль с нашего производственного предприятия в районе Лос-Анджелеса, штат Калифорния.
Фрезерные станки с ЧПУ играют важную роль в быстром и точном производстве высокоточных компонентов. Поскольку на рынке существуют различные типы передовых фрезерных станков, вот некоторые основные характеристики этих станков:
Станки с ЧПУ существуют в двух различных формах.
Когда шпиндель выполняет горизонтальную резку, он известен как горизонтальный фрезерный станок, тогда как вертикальный обрабатывающий центр имеет режущий инструмент, расположенный соответствующим образом. Головка фрезерного станка с ЧПУ Baron наклоняется для углового сверления, горизонтального фрезерования, прорезания пазов и многого другого. Направляющие типа «ласточкин хвост» на колонне, столе X и седле Y обеспечивают точное выравнивание и перемещение.
Они включают в себя универсальные движения как фрезы, так и заготовки.
В отличие от обычных обрабатывающих центров, процесс фрезерования включает контролируемые движения как заготовок, так и фрез на основе встроенного программного управления. Эти функции могут фактически выполнять производство сложных деталей на основе универсальных движений резания, поэтому фрезерные станки с ЧПУ доступны в различных моделях — 3-х, 4-х и 5-осевых станках. Мельница с ЧПУ Baron имеет полное 3-осевое (или опциональное 4-осевое) координированное управление движением биполярных двигателей, что намного превосходит униполярную технологию с точки зрения крутящего момента и мощности.
Работа основана на программной системе управления.
Большинство фрезерных станков с ЧПУ программируются компьютером для выполнения сложных фрезерных операций, направленных на минимизацию контакта между оператором и режущими инструментами.
Доступны различные размеры в зависимости от размеров компонентов.
Эти станки разных размеров изготавливаются на заказ для производства компонентов различных размеров. Крупногабаритные фрезерные станки с ЧПУ предназначены для изготовления крупных деталей и наоборот.
Прецизионная обработка с использованием фрезерных станков с ЧПУ имеет множество преимуществ для пользователей, в том числе:
- Компоненты, изготовленные с повторением и точностью
- Сложные 3D-компоненты, созданные с легкостью
- Программы и приборы можно сохранять для сокращения затрат на повторную настройку
- Высокоскоростная прецизионная обработка сокращает время выполнения заказа
- Большинство материалов (включая закаленные стали) можно резать с помощью новой технологии резания
Станок с ЧПУ Baron и контроллер изготавливаются на собственном складе в США. Мы не покупаем и не перепродаем нашу приводную систему с ЧПУ. Поэтому мы никогда не перенаправим вас к стороннему поставщику для ограниченной поддержки его контроллера или компьютера другого поставщика.
Чугунный фрезерный станок с ЧПУ Baron — это готовое решение, специально разработанное для тех, кому нужна эффективность в компактном пространстве. Добавьте жесткий контроль нарезания резьбы — не нужны насадки для резьбонарезных головок, — чтобы нарезать резьбу в серии отверстий после выполнения операции сверления нескольких отверстий. Добавьте четвертую ось, управление щупом для сканирования и дублирования деталей или ручное подвесное управление на станке с ЧПУ Baron Mill.
Вернуться к началу
ВЫБЕРИТЕ ВАРИАНТЫ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технические характеристики фрезерного станка с ЧПУ Baron®
| Модель | ЧПУ BARON |
|---|---|
| Ось X: перемещение стола влево/вправо | 21,5″ (546 мм) |
| Ось Y: переднее/заднее седловидное перемещение | 7″ (175 мм) |
| Ось Z: ход шпинделя вверх/вниз | 5″ (127 мм) |
| Максимальное расстояние от торца шпинделя до стола | 18″ (450 мм) |
| Угол поворота передней бабки в перпендикулярном направлении | +/- 90 градусов |
| Диаметр сверления | 0,75″ (19,05 мм) |
| Объем торцевой фрезы | 3 дюйма (76,2 мм) |
| Вместимость концевой фрезы | 0,75″ (19,05 мм) |
| Рабочая зона стола — характеристики стола с Т-образными пазами | 31,5″ x 9,5″ (800 мм x 240 мм) |
| Конус шпинделя | Цанга R8 |
| Двигатель шпинделя и мощность – компьютерное управление шпинделем | 2 л. с.; 220-240 В переменного тока, одна фаза |
| Шестискоростной редуктор с масляной ванной для увеличения крутящего момента | 60 Гц: 196, 388, 662, 893, 1768, 3000 об/мин |
| Концевые выключатели на противоположных концах хода | X Y Z |
| Max Rapid по X Y Z | 150 дюймов в минуту (3810 мм/м) |
| Масляный насос одноразового действия | Смазывает направляющие типа «ласточкин хвост», конические втулки и пиноль |
| Корпус и головка машины | Чугун |
| Подключение компьютера к блоку управления | USB-порт, Windows 10 или 11 ПК 64-разрядная версия |
| X Y Z W Шаговые двигатели | NEMA 34, биполярный, крутящий момент 1200 унций-дюйм |
| Общая длина без двигателя X (слева от конца стола до правого конца) | 35,375 дюйма (898,525 мм) |
| Габаритная ширина без контроллеров и двигателя Y (от передней до задней части машины) | 27,75 дюйма (704,85 мм) |
| Общая длина (от левого края стола до правого края рукоятки двигателя X) | 42 дюйма (1067 мм) |
| Общая ширина (от задней части машины с контроллерами до передней части Y-образной рукоятки двигателя) | 42 дюйма (1067 мм) |
| Высота машины (без подставки) | 42 дюйма (1060 мм) |
| Высота станины | 30 дюймов (760 мм) |
| Подставка для машины Поддон для стружки | 30,75” x 22,875” (781 мм x 581 мм) |
| Основание станка с 4 болтами для крепления к стойке | 22,25 x 12,75 дюйма (505,15 x 323,85 мм) |
| Максимальная рабочая зона | 62,5″ (1587,5 мм) x 42″ (1067 мм) |
| Вес | 800 фунтов. |
Требования к мощности фрезерного станка с ЧПУ Baron
| ЧПУ | BARON | ФРЕЗЕРНЫЙ | СТАНОК |
|---|---|---|---|
| Специальная цепь 110 В переменного тока с NEMA 5-15R | |||
| 220–240 В переменного тока, одна фаза с заземлением при 15 А, требуется обслуживание |
Допуски фрезерных станков с ЧПУ Baron
| Точность | +/- 0,003″ (или 0,0762 мм) |
|---|---|
| Повторяемость | в пределах 0,0005 дюйма (или 0,0127 мм) |
| Разрешение | 0,0002 дюйма (или 0,006 мм) |
ПРИМЕЧАНИЕ. Блок управления ЧПУ доступен в моделях на 110 или 220 В переменного тока. Модель на 110 В переменного тока будет поставляться, если не указано иное.
Может ли фрезерный станок с ЧПУ Baron пройти через дверной проем 35–36 дюймов? Да, может. Переместите фрезерный станок по диагонали. Двигатели X и Y отсоединены от осей для транспортировки. Вы можете снять рукоятки с каждого двигателя, вставить в них болт ½ дюйма и легко установить и закрепить рукоятки непосредственно на шариковых винтах X и Y для привода и позиционирования осей, чтобы вы могли перемещать машину через дверной проем, не демонтировать его. Однако, безусловно, можно разобрать фрезерный станок, открутив несколько болтов. Позвоните или напишите нам, чтобы провести вас через эту процедуру.
Могу ли я установить станок с ЧПУ Baron в подвале? Это возможно. Убедитесь, что лестничные пролеты могут выдержать вес машины. Используйте тележку типа холодильника, привяжите к ней машину. Используйте фанеру толщиной 3/4 дюйма, чтобы положить ее на лестницу, используйте подъемник с храповым механизмом, чтобы аккуратно опустить машину вниз по лестнице. Соблюдайте все рекомендуемые меры предосторожности.
Вернуться к началу
ХАРАКТЕРИСТИКИ
- Этот фрезерный станок с ЧПУ предназначен для работы с 64-разрядными операционными системами Windows 10 или 11 через стандартный порт USB.
- Мощные микрошаговые двигатели осей X, Y и Z имеют размер 34 и 1200 унций дюйма. крутящего момента. Более высокий крутящий момент в сочетании с микрошаговым движением позволяет фрезерному станку с ЧПУ Baron работать точно без потери шагов.
- Минимально возможное перемещение составляет 0,0002″ с минимальной скоростью 0,20″ в минуту. Максимальная скорость составляет 150 дюймов в минуту при быстрых настройках с эффектом замедления, чтобы предотвратить рывки фрезерного станка с ЧПУ.
- Полное 3-осевое или опциональное 4-осевое координированное управление движением на биполярных двигателях — намного превосходит униполярную технологию, когда речь идет о крутящем моменте и мощности. Настоящая интерполяция!
- Наклон головки для углового сверления, горизонтального фрезерования, прорезки пазов и т. д.
- Направляющие типа «ласточкин хвост» с коническими выступами на колонне, X-столе и Y-седле для точного выравнивания и перемещения
- One-Shot Oil Lube на всех пазах и направляющих
- Штурвалы на каждой оси для ручной обработки с функцией «отключение двигателя» для сохранения компьютерного управления скоростью шпинделя для фрезерного станка с ЧПУ
- X и Y шарико-винтовые пары с нулевым люфтом и предварительно нагруженными шариковыми гайками для устранения люфта на столе и перемещения седла, а также обеспечивают точность обработки до /-0,00025″ на один дюйм. Эти изготовленные на заказ прецизионные шарико-винтовые пары позволяют выполнять прецизионные операции обычного и попутного фрезерования, а также точные круговые и контурные резы без трудоемкой настройки.
- Фрезерный станок с ЧПУ Baron имеет предварительную нагрузку по оси Z, предназначенную для устранения люфта при движении вверх/вниз
- Прямые приводы по осям X и Y — без зубчатых ремней для регулировки. Это приводит к более плавным операциям и обеспечивает точность, в отличие от методов со шкивом и ременным приводом, которые могут привести к изгибу ремня, что приведет к неточным результатам. Эта уникальная конструкция прямого привода избавляет пользователя от необходимости менять ремень или регулировать его по мере износа.
- Датчики исходного положения на X, Y, Z, которые сохраняют исходное/нулевое положение в качестве первой строки вашей программы. Эта функция позволяет быстро вернуться в исходное положение в любой программе без повторной ручной установки нуля по трем осям.
- на всех противоположных концах перемещения по осям X, Y и Z позволяют уверенно тестировать программу, не беспокоясь о перемещении оси до конца и повреждении станка.
- Компенсация высоты инструмента с автоматическим отводом пиноли для простой быстрой смены инструмента при выполнении нескольких смен инструмента в одной программе. Ознакомьтесь с инструментами быстрой смены, которые необходимы для смены нескольких инструментов.
- Запустите путь к инструменту из любой строки вашей программы
- Простые в использовании функции толчкового режима и управление подачей с помощью компьютерной мыши или клавиатуры
- Используйте команду толчкового ввода режима обучения, чтобы автоматически записывать каждую строку траектории вашего инструмента, когда вы вручную перемещаете каждую ось с помощью компьютерной мыши, клавиатуры или дополнительного ручного джойстика дистанционного управления, чтобы сохранить как программу для повторного использования.
- Power Feed по осям X, Y, Z и W одним щелчком компьютерной мыши для определения точного относительного расстояния движения.
- Создан специально для вас, когда речь идет о высоте тона и разрешении. При настройке не требуется настройка или калибровка. Никаких дополнительных настроек не требуется. Разрешение дисплея составляет 0,0001 микрошага. Просто начните пользоваться своей машиной.
- Запускает файлы из популярных CAD-CAM, которые создают стандартные G-коды типа FANUC для обработки или гравировки сложных и детализированных деталей.
- Легко создавайте файл команд для обработки простых деталей, таких как сверление и прорезание канавок, без необходимости учиться пользоваться программой CAD-CAM.
- Цифровое считывание Отображение ваших счетчиков X, Y, Z (и опционального W) на экране вашего компьютера в ДЮЙМАХ или МЕТРИЧЕСКИХ СИСТЕМАХ с помощью мыши ПК, клавиатуры или нашего дополнительного ручного пульта дистанционного управления.
- Добавьте другие опции, такие как 4-я ось, управление жестким нарезанием резьбы, цифровой датчик, управление ручным подвесом, управление охлаждающей жидкостью, быстросменные инструменты и компьютер с манипулятором из нашей линейки аксессуаров.
- Регулируемая скорость вращения шпинделя с компьютерным управлением и головкой редуктора для быстрого изменения скорости при сохранении крутящего момента. Запрограммируйте скорость вашего шпинделя в программном обеспечении MX с помощью M-кодов, простых диалоговых команд на английском языке и «на лету» с помощью компьютерной мыши.
- Маховички на каждой оси для ручной обработки с функцией «отключения двигателя» для сохранения компьютерного управления скоростью шпинделя для фрезерного станка с ЧПУ
- Этот фрезерный станок с ЧПУ имеет удобную настройку для любого начинающего или опытного оператора. Легко учиться и работать. Смотрите наши отзывы.
- Фрезерный станок с ЧПУ Baron поддерживается нашей ГАРАНТИЕЙ CNC MASTERS на ОДИН ГОД или продлевается еще на два года.
- Неограниченная пожизненная техническая поддержка: пошаговые инструкции по устранению неполадок и пошаговые инструкции по электронной почте или телефону с понедельника по пятницу в обычные рабочие часы по тихоокеанскому времени, пока машина принадлежит вашей компании. (Номинальная плата для владельцев подержанных автомобилей.)
- Простота ремонта, замены деталей и обслуживания, в отличие от дорогостоящих сервосистем, требующих обслуживания.
- бесплатных обновлений операционной системы MX для первоначальных владельцев, если аппаратное обеспечение может их поддерживать.
Концевые выключатели
Возможности программного обеспечения
Вернуться к началу
Щелкните изображение, чтобы увеличить его или просмотреть в виде слайд-шоу.
1. Программное обеспечение MX — простое в использовании, простое в освоении — входит в комплект поставки станка
Программное обеспечение MX разработано для безупречной работы с вашим станком CNC Masters. Он предназначен для работы с ПК с Windows — настольным компьютером, ноутбуком или моноблоком — через стандартный USB. Используйте его в 64-разрядных операционных системах Windows 10 или 11. С MX не используется внутренний принтер/последовательный порт для преобразования в программное обеспечение USB или дополнительное оборудование для преобразования.
2. Бесперебойный интерфейс
MX разработан для станка с ЧПУ MASTERS, поэтому вам не нужно возиться с детальной сложной конфигурацией, которая может быть сложной. Просто загрузите MX и начните обработку!
3. Тур по функциям и учебники в комплекте
Экскурсия по функциям даст вам краткий обзор всех функций, которые MX может сделать для вас. Учебники просты в освоении даже для начинающих станков с ЧПУ. Не стесняйтесь загружать MX на любой из ваших компьютеров. Мы рекомендуем загрузить MX вместе с вашим программным обеспечением CAD и CAM, не выходя из офисного компьютера, чтобы сгенерировать программы траектории движения инструмента. Вам также не нужно подключаться к машине, чтобы протестировать свою программу в режиме моделирования.
4. Навигация и редактирование вашей программы через интерфейс MX с легкостью
С помощью нескольких щелчков мыши или с помощью технологии сенсорного экрана вы можете легко перемещаться по интерфейсу MX, импортируя сохраненные программы в редактор из раскрывающегося меню «Файл». . Используя стандартные функции Windows для редактирования вашей программы, вы можете затем заблокировать экран редактора, чтобы избежать случайного редактирования, а если вам нужно вставить строку в середине программы, просто нажмите [ReNum], чтобы перенумеровать список путей к инструментам. Вы можете создать программу или импортировать сгенерированные CAM траектории инструмента G-кода в редактор. Кнопки со стрелками X Y и Z W отображаются с точки зрения фрезы, чтобы избежать путаницы при движении стола и суппорта. Вы также можете регулировать скорость вращения шпинделя и управление подачей СОЖ во время толчкового перемещения по каждой оси.
5. Feed Hold – пауза в середине вашей программы
Feed Hold позволяет сделать паузу в середине программы. Оттуда вы можете выполнять свою программу по одной строке за раз, решив выключить шпиндель, а затем возобновить свою программу. Вы также можете написать PAUSE в середине вашей программы и независимо перемещать каждую ось, пока ваша программа находится в режиме паузы.
6. Горячие клавиши
Горячие клавиши — это альтернативный метод простого управления машиной с помощью жесткой или сенсорной клавиатуры. Можно нажать P, чтобы приостановить программу, нажать S, чтобы включить шпиндель, G, чтобы запустить программу, пробел, чтобы остановить, J, чтобы записать ваши индивидуальные движения по одной строке за раз, чтобы создать программу в режиме обучения.
7. Меню выбора — для программирования в диалоговом режиме
Записывайте G-коды в стиле FANUC непосредственно в редакторе или выбирайте команды из меню [Выбор] и записывайте свою программу траектории инструмента в диалоговом режиме, например, то, что написано в окне редактора. . Вы даже можете смешивать команды разговора и G-коды в одной и той же программе.
8. Список опций меню выбора
Используйте такие команды, как ДВИЖЕНИЕ, ВКЛ./ВЫКЛ. ШПИНДЕЛЯ, ВКЛ./ВЫКЛ. СОЖ, ПАУЗА, ЗАДЕРЖКА, ИДТИ ДОМОЙ…. для написания программ траектории инструмента в диалоговом режиме.
9. Нарисуйте траекторию инструмента, чтобы проверить ее, прежде чем нажать кнопку «Пуск».
Нажмите «Рисовать», чтобы просмотреть чертеж программы траектории инструмента, проверить время ее выполнения или даже смоделировать траекторию инструмента в 3D-режиме. Это может быть полезно для быстрой проверки вашей программы перед ее запуском. Вы также можете замедлить или ускорить процесс рисования или моделирования. Вы также можете нажать «Перейти» в самом окне рисования, чтобы проверить положение резака на машине. Текущая траектория инструмента будет выделена и одновременно будет показана следующая траектория, чтобы вы могли проверить, что фреза будет делать дальше в программе.
10. Запустите каждую траекторию инструмента независимо, чтобы изучить его движение
1. Запустите станок в режиме трассировки. Вы можете запускать каждую траекторию инструмента независимо, по одной строке за раз, чтобы изучить движение траектории инструмента на станке, чтобы проверить положение приложения и наличие какого-либо приспособления/тисков на пути фрезы. 2. Вы также можете проверить свою программу, нажав одновременно кнопки Trace и Draw. Это позволит вам просматривать каждую траекторию инструмента независимо по одной строке за раз в окне рисования.
11. Отображение счетчиков в дюймах или миллиметрах – непрерывная подача
1. При выполнении программы счетчики будут отображать показания «в реальном времени», пока станок находится в режиме ЧПУ, без подсчета перед перемещением. 2. Текущая траектория инструмента выделяется во время работы станка, не вызывая незначительных прерываний/пауз, поскольку программное обеспечение передает траекторию инструмента на станок. MX внутренне интерпретирует программу на десять строк вперед, чтобы обеспечить «непрерывную обработку», избегая небольших перерывов, пока станок ожидает следующей команды траектории движения инструмента. 3. «Время выполнения» сообщает вам, сколько времени требуется для запуска вашей программы траектории движения инструмента.
12. Используйте команду «Перейти от строки», чтобы начать с середины вашей программы
Если вам когда-нибудь понадобится начать свою программу с середины, используйте [Перейти от строки], которую вы можете найти в разделе «Инструменты». . Справочное руководство расскажет вам, как расположить резак, не теряя его положения на машине.
13. Точное расстояние перемещения без выхода за пределы оси во время толчкового перемещения
Используйте «Относительное ВКЛ.» для ввода конкретной координаты для перемещения любой из ваших осей в точное положение без необходимости написания программы. Это похоже на использование «Power Feed», но проще. Вы можете бегать трусцой точное расстояние по любой из осей без необходимости удерживать клавишу нажатой и ошибочно превышать шаг движения, слишком медленно отпуская палец с кнопки толчкового перемещения. Допустим, вам нужно просверлить отверстие ровно 0,525 дюйма, используя Z. Поэтому вы вводите 0,525 в поле Z. Затем отрегулируйте ползунок JOG FEED RATE на желаемую скорость подачи. Затем «нажмите один раз» на кнопку +Z или -Z, чтобы активировать перемещение. В этом случае вы сначала нажимаете один раз кнопку -Z, чтобы просверлить отверстие ровно 0,525 дюйма. Затем нажмите один раз на кнопку +Z, чтобы переместить ось назад на 0,525 дюйма.
14. Режим обучения – Ввод толчкового режима
Вы можете создать программу траектории инструмента, сохраняя каждое движение от точки к точке, просто перемещая ось по одной за раз. Щелкните любую из кнопок Jog Input, чтобы сохранить каждое движение на экране редактора. Затем вы можете добавить Spindle ON, команды подачи и нажать GO для запуска новой программы по мере необходимости. Это отличная функция, которая поможет вам научиться создавать программу по движениям, которые вы выполняете на тренажере, без необходимости сначала писать всю программу целиком.
15. Коррекция «на лету», чтобы настроить толчковую подачу на быструю или скорость вращения шпинделя в середине программы
1. Толчковая подача и быстрая с коррекцией: вы можете настроить подачу с помощью ползунка от медленного минимума 0,1 дюйма в минуту. до скорости 100″ за минуту пути. Вы даже можете делать микрошаги со скоростью всего 0,01 дюйма в минуту. Кнопки [-][+] позволяют точно настраивать каналы с шагом 5% во время выполнения программы. 2. Скорость шпинделя с переопределением: Вы можете регулировать скорость с помощью ползунка от медленной минимальной скорости вращения до максимальной скорости вращения в соответствии с настройкой станка. Кнопки [-][+] позволяют точно настраивать каналы с шагом 5% во время выполнения программы.
16. Отрегулируйте счетчики с помощью Pre-Set, если вы не можете начать программу с 0,00
В ситуации, когда вы не можете начать свой резак с его позиции 0,00, вы можете «Pre-Set» непосредственно в счетчиках, введя свое начало координировать. Вы можете нажать Go отсюда, чтобы запустить вашу программу. Вы также можете «обнулить все» или «обнулить» свои счетчики независимо друг от друга. Одним нажатием кнопки [Вернуться к 0,0] все оси вернутся к соответствующим 0,0 на станке.
17. Установите и сохраните позицию 0.00 для будущих прогонов
Установите и сохраните позицию 0.00 на машине. Эти координаты будут записаны как первая строка программы на экране редактора. Если вы хотите вернуться к этой программе позже, вам нужно всего лишь нажать кнопку «Установить нулевой возврат». Это даст команду станку автоматически переместить каждую ось в ее сохраненную «установленную» позицию 0,00 в соответствии с записанными координатами в первой строке программы.
18. Создайте исходную позицию, чтобы очистить приложение и запустить его несколько раз
Допустим, вам нужно обработать одно приложение, умноженное на 100 штук. Обычно для этого требуется приспособление, чтобы удерживать эту физическую позицию 0,00. Но в этом случае вы хотите, чтобы программа закончилась с зазором осей, чтобы легко переключить следующий кусок заготовки и начать заново. С помощью Save Home у вас есть возможность сохранить это положение смещения (исходное), сохраняя при этом позицию Set Zero, в которой станок будет фрезеровать вашу деталь. Нажатие [Save Home] запишет эту новую позицию под строкой Set Zero в вашей программе. Нажатие [Go Home] вернет ваши оси обратно в «сохраненное исходное положение», где вы первоначально нажали команду «Сохранить исходное положение». Вы также можете ввести GO_HOME из меню выбора как собственный путь к инструменту в вашей программе. По завершении вашей программы оси окажутся в исходной позиции. Замените деталь, затем нажмите кнопку [Return to 0.0], чтобы позволить осям вернуться в нулевое положение, и нажмите Go, чтобы начать следующий цикл.
19. Отключите двигатели осей, чтобы вручную провернуть каждую ось на место
Легко обесточьте двигатели осей, щелкнув [Отключить двигатели], чтобы провернуть каждую ось вручную, а затем нажмите [Reset Control] для повторного включения питания. осевые двигатели.
20. Смените до 30 инструментов с компенсацией и сохраните свои коррекции инструмента для других программ
MX поддерживает… Компенсация высоты инструмента позволяет точно смещать высоту при смене инструмента с использованием быстросменных инструментов в рамках программы. Можно произвести до 30 смен инструмента. Эта функция может быть очень эффективной для повышения производительности, если ваше приложение требует нескольких смен инструмента. Сохраните библиотеку коррекций инструмента в окне «Настройка» > «Инструменты». Вы можете выбрать любой инструмент от 1 до 30, написав команду T# в отдельной строке программы. С помощью команды T шпиндель автоматически отключается и втягивается для замены инструментов без необходимости написания дополнительных строк кода. Коррекция радиуса инструмента также может быть выполнена. Если вы решите использовать G41/G42 для коррекции радиуса инструмента, вы можете ввести диаметр в окне инструментов в разделе «Настройка», и станок скорректирует радиус инструмента. Диаметр инструмента: Введя размер фрезы в окне «Настройка» > «Инструменты», вы также можете просмотреть траектории движения инструмента в соответствии с размером фрезы, обозначенным другим цветом в окне «Рисование».
21. Используйте дополнительную стойку ATC, вмещающую до 8 инструментов для фрезерования, сверления и нарезания жесткой резьбы
Стойка и инструменты для автоматической смены инструмента CNC Masters (патент США 9,827,640B2) могут быть добавлены к любому фрезерному станку с ЧПУ Masters, оснащенному опцией кодировщика жесткого нарезания резьбы. Учебное пособие проведет вас через процедуру настройки с использованием инструментов ATC.
22. Используйте дополнительный мастер жесткого нарезания резьбы без необходимости использования насадок для резьбонарезной головки
При заказе станка CNC Masters он должен быть оснащен дополнительным кодировщиком жесткого нарезания резьбы. Вы можете взять любую программу цикла сверления и заменить верхнюю строку кодом нарезания резьбы, созданным мастером, чтобы нарезать резьбу в серии отверстий диаметром до 1/2 дюйма.
23. Используйте дополнительный цифровой щуп для сканирования профиля и/или карманов ваших рисунков для развлечения/хобби, чтобы написать программу траектории движения инструмента и обработать дубликат вашего исходного дизайна
Для «поверхностного» сканирования объекта вы можно запрограммировать датчик вдоль плоскости X или Y. Перо пройдет по части, начиная с левого переднего угла объекта, и дойдет до конца части с правой стороны. В зависимости от того, как движется стилус, он будет записывать линейные и интерполированные движения по плоскостям X, Y и Z непосредственно в редакторе MX. Для «карманного» сканирования объекта, содержащего закрытый карман, такого как круги или квадраты, сканирование начинается сверху спереди, проходит внутри кармана и сканирует весь периметр кармана. В разделе «Настройка программного обеспечения MX» вы найдете вкладку «Датчик», которая позволит вам откалибровать и запрограммировать ваш датчик. Ваш «Шаг датчика», «Поток» и «Фильтр данных» также можно изменить на лету, пока датчик находится в середине сканирования вашего объекта.
24. Используйте смещения нулевой точки G54-G59 для раскроя
Смещения нулевой точки позволяют запрограммировать до шести различных мест обработки. Это как иметь несколько местоположений 0.0 для разных частей. Это очень полезно, особенно при использовании подпрограмм/вложенных приложений.
25. Создайте прямоугольный карман/паз с помощью нашего набора мастеров, которые помогут вам создать программу траектории движения инструмента
Мастер циклов для фрезерного или токарного станка позволяет легко создать простую траекторию движения инструмента без необходимости использования CAD и CAM программного обеспечения. В этом мастере прямоугольный карман/прорезь можно использовать для формирования глубокого прямоугольного кармана в материале или обработки прорези, дублируя столько проходов, сколько необходимо для ее полной глубины.
26. Мастер создания круглого кармана
Введите общий диаметр, шаг вниз и общую глубину, после чего будет сгенерирован код.
27. Выполнение резьбофрезерования с помощью мастера одноточечной фрезы
28. Вырезание зубчатого колеса с помощью мастера нарезания зубчатого колеса с дополнительной четвертой осью
С помощью мастеров сверления по окружности или прямоугольности можно запрограммировать станок на сверление неограниченного количества отверстий в плоскостях X и Y. Запрограммируйте его на сквозное сверление на всю глубину, используйте высокоскоростной цикл сверления или цикл сверления глубоких отверстий. Вы можете запрограммировать глубину врезания и точку возврата для применения сверла с управляемым шагом, чтобы максимизировать удаление стружки.
30. Интерфейс MX может быть легко переключен с фрезерного режима на токарный.
Используйте этот интерфейс для своего токарного станка с ЧПУ Masters. Он содержит все те же удобные функции и функции, что и режим фрезерования. Просто перейдите на страницу настройки и измените интерфейс.
31. Используйте компенсацию смены инструмента или дополнительную револьверную головку автоматической смены инструмента, если для вашего приложения требуется более одного инструмента в одной программе. Программа автоматически приостанавливает движение токарного станка и шпинделя, позволяя вам сменить инструмент или позволяя дополнительной револьверной головке ATC быстро перейти к следующему инструменту и продолжить обработку. В интерфейсе MX у вас также есть четыре кнопки «Позиция инструмента». Выберите желаемое положение T, и стойка автоматического инструмента быстро повернется и зафиксируется в этом положении.
32. Используйте цикл нарезания резьбы в мастере токарного станка, чтобы помочь вам запрограммировать внутреннюю или внешнюю резьбу вашего станка в дюймах или метрических единицах. выполнить CAM или написать длинную программу с несколькими проходами
34. Используйте цикл сверления Lathe Wizard Peck Drilling для помощи в программировании операций сверления или обработки торцевых канавок
35. Мастера циклов торцовки / обработки канавок / снятия детали — с постоянной скоростью резания
Эти циклы можно использовать с постоянной скоростью резания, что позволяет автоматически увеличивать скорость вращения шпинделя по мере уменьшения диаметра детали, обеспечивая стабильное качество обработки заготовки. Благодаря встроенному в мастер CSS нет необходимости разбивать цикл на несколько путей и несколько изменений скорости вращения шпинделя.
36. Это наш список поддерживаемых кодов G и M, который можно найти в разделе «Инструменты» > «Список кодов G/M» в MX 9.0003
Если вы планируете использовать стороннее программное обеспечение CAM для создания программы траектории движения инструмента, используйте универсальный постпроцессор FANUC и отредактируйте его, чтобы он соответствовал нашему списку кодов. В качестве опции мы также продаем программное обеспечение Visual Mill/Turn CAM, которое поставляется с гарантированным постпроцессором для наших станков, чтобы легко генерировать ваши программы траектории движения инструмента на основе ваших чертежей CAD.
37. Мы обещаем вам…
Скачать все слайды в одном легко читаемом PDF-файле
Программное обеспечение MX в комплекте
Попробуйте новый Master MX. MX работает исключительно с ЧПУ CNC Masters MX, которые в настоящее время производятся с нашими фрезерными и токарными станками с ЧПУ. Программное обеспечение MX входит в комплект поставки станка CNC Masters.
Загрузить слайд-презентацию Master MX в формате PDF
Нажмите здесь, чтобы просмотреть список видеороликов, демонстрирующих программное обеспечение Master
Циклы Easy Wizard для быстрого создания траекторий движения инструмента, таких как круги и профили, пазы, прямоугольные карманы, резьбофрезерование, жесткое нарезание резьбы метчиками (с дополнительным комплектом энкодера) и сверление с насечкой.
Один из многих мастеров циклов. В этом окне создайте круговой карман без использования программного обеспечения CAD и CAM. Обработайте свои собственные шестерни и шлицы, добавив четвертую ось с ЧПУ. Легко создайте спиральное движение, управляя X, Y и Z одновременно для резьбы фрезерование. Выполняйте все виды циклов сверления от высокоскоростного сверления до операций глубокого сверления.
MX поддерживает…
- Компенсация высоты инструмента до 30 инструментов в одной программе
- Коррекция радиуса инструмента
- Feed Hold – пройтись по каждой строке программы, решив выключить шпиндель, а затем возобновить программу
- Пауза в середине программы и переход через одну строку за раз
- Регулятор охлаждающей жидкости – опционально
- Переменное управление шпинделем от 0 до макс. – опционально
- Датчик положения шпинделя для жесткого нарезания резьбы – опционально
- Режим толчковой подачи/обучения — создайте программу, просто перемещая оси
- Коррекция скорости подачи и скорости шпинделя на лету
- Относительно точное позиционирование движения без написания программы — введите одно движение и нажмите стрелку толчкового +/- одним нажатием, чтобы выполнить это точное движение
- Начните с другого места, отличного от 0. 00 — просто задайте новые координаты непосредственно в счетчиках
- Нажмите Go из другого места в вашей программе, чтобы управлять вашим резаком
- Сохраните позицию 0.00, а также исходную позицию смещения для будущих запусков программы
- Отображение счетчика в реальном времени во время движения ЧПУ без перехода вперед
- Отображает и работает в дюймах или миллиметрах
- Интерполяция 4-й оси – одновременное движение с другими осями – опционально
- Rapids до 100 дюймов в минуту
- Режим трассировки — независимо запускайте одну строку за раз от начала до конца в вашей программе, чтобы помочь вам изучить движение и установить настройку
- Редактор заблокирован/разблокирован, чтобы упростить запись и редактирование вашей программы и предотвратить случайный ввод текста во время запуска программы
- Отображает время работы
- Горячие клавиши — если вы предпочитаете управлять своим компьютером с помощью клавиатуры, такой как стрелки, пробел и буквы, просто откройте команду «Горячие клавиши»
- Запуск программ подпрограмм с использованием CALL для приложений раскроя или для массового производства одной и той же детали в постоянном цикле.
- Disable Motors — легко отключить моторы, чтобы вручную провернуть каждую ось. Повторно включите двигатели для управления ЧПУ одним щелчком мыши.
Ознакомьтесь с новым Master MX
Позвоните нам по телефону 626-962-9300, чтобы запросить бесплатную демонстрацию программного обеспечения MX.
Вопросы? Напишите нам по телефону [email protected] .
Вернуться к началу
Отзывы
Наверх
3-осевые вертикальные обрабатывающие центры | Makino
3-осевые вертикальные обрабатывающие центры | Макино
Перейти к основному содержанию
Горизонтальная обработка
Вертикальная обработка
ЭДМ
Шлифование
Центры обработки графита
Горизонтальная обработка, 4 оси
Горизонтальная обработка 5-осевой
Вертикальная обработка по 3 осям
Вертикальная обработка, 5 осей
Электроэрозионное сверление отверстий
Грузило EDM
Проволочный электроэрозионный станок
Получите точность и аккуратность для самых сложных работ с 3-осевой вертикальной обработкой Makino. Испытайте бесшумную резку; маневренность для высокоскоростного твердого фрезерования; и более высокая точность для сложной трехмерной геометрии с вертикальными обрабатывающими центрами Makino.
Выход за рамки традиционных решений
Наши 3-осевые вертикальные обрабатывающие центры обеспечивают гибкость для производства штучных изделий, опытно-конструкторских работ или сложного крупносерийного массового производства. Разработанные с учетом производительности и точности, вертикальные обрабатывающие центры Makino соответствуют самым жестким допускам и стандартам надежности, в конечном счете, сокращая время производства, снижая затраты на деталь и обеспечивая более быстрое время обработки.
3-осевая вертикальная обработка Makino предлагает еще больше:
● Наш высокоскоростной шпиндель обеспечивает непревзойденную скорость, высокую подачу и высокую точность для самых сложных операций.
● Наша технология охлаждения сердцевины уменьшает тепловое расширение и гарантирует, что первый дубль будет таким же плотным, как и последний.
● Наше передовое управление перемещением и технология Super Geometric Intelligence 5 (SGI 5) позволяют сократить время цикла на 20–60 %, повышая точность и качество поверхности.
Надежность и простота обслуживания Makino означают, что ваш 3-осевой вертикальный обрабатывающий центр сохраняет точность и производительность в течение многих лет, добавляя ценность и рентабельность инвестиций намного больше, чем любой другой станок на рынке.
Тонкая серия
Slim3n
Новый компактный вертикальный обрабатывающий центр Makino Slim3n обеспечивает высокую производительность и чрезвычайно эффективную обработку при крупносерийном производстве деталей.
Метрическая система
Английский
Стол:
600 мм x 400 мм
23,6″ x 15,7″
x:
500 мм
19,7 «
Y:
400 мм
15,7″
Z:
400 мм
15,7 «
IPM
Максимальный заготовка:
975 x 500 x 580 мм
38,4 «x 19,7» x 22,8 «
Впинделя Taper:
HSK — A50
HSK — A50
F -series
7
HSK — A50
.
F5
Идеальный твердосплавный фрезерный станок для сложных операций.
Вертикальный обрабатывающий центр F5 спроектирован так, чтобы обеспечить жесткость и жесткость для резки без вибрации, маневренность, ожидаемую от твердого фрезерного станка, и точность для сопряжений с жесткими допусками, типичных для сложной трехмерной контурной геометрии…
Метрическая система
Английский
Стол:
1000 x 500 мм
39,4 «x 19,7»
x:
900 мм
35,4 «
Y:
500 мм
19,7″
Z:
450 мм
17,7 «
Rapid:
450 мм
17,7″
:
450 мм
17,7 «
450 мм
17,7″
Z:
450 мм
17,7 «
20,000 mm/min
787 ipm
Maximum Workpiece:
1,000 x 500 x 450 mm
39. 4″ x 19.7″ x 17.7″
Spindle Taper:
HSK — A63
HSK — A63
F5 Pro 6
Идеальный фрезерный станок для сложных задач
Вертикальный обрабатывающий центр F5 Pro 6 спроектирован так, чтобы обеспечить жесткость и жесткость для резки без вибраций, маневренность, ожидаемую от твердого фрезерного станка, и точность для сглаживания с жесткими допусками, типичных для сложных трехмерных контуров…
Метрическая система
Английский
Стол:
1000 x 500 мм
39,4 «x 19,7»
x:
900 мм
35,4 «
Y:
500 мм
19,7″
Z:
450 мм
17,7 «
Rapid:
450 мм
17,7″
:
450 мм
17,7 «
450 мм
17,7″
Z:
450 мм
17,7 «
20,000 mm/min
787 ipm
Maximum Workpiece:
1,000 x 500 x 450 mm
39. 4″ x 19.7″ x 17.7″
Spindle Taper:
HSK — A63
HSK — A63
F8
Предназначен для обеспечения мощности, скорости, точности и универсальности при обработке крупных деталей.
Большой вертикальный обрабатывающий центр F8 обеспечивает мощность, скорость, точность и универсальность для обработки крупных деталей, а также крупных компонентов штампов и пресс-форм.
Метрическая система
Английский
Стол:
1550 x 800 мм
61 «x 31,5»
x:
1 300 мм
51,2 «
Y:
800 мм
31,5″
Z:
650 мм
25,5 «
750 MM
25,6″
9000 2
650 MM
25,6 «
7503
25,5″ 24 000 мм/мин
945 IPM
Максимальный заготовка:
1 550 x 800 x 550 мм
61 «x 31,5» x 21,7 «
Веретк. -A100 ОПТ)
F9
F9 предназначен для работы как с крупными производственными деталями, так и с крупными компонентами штампов и пресс-форм, обеспечивая жесткость и жесткость для безвибрационной тяжелой обработки, черновой и чистовой обработки на одном станке, маневренность для высокоскоростной / твердый помол и точность для смесей с жесткими допусками…
Метрическая система
Английский
Стол:
1850 x 800 мм
72,8 «x 31,5»
x:
1 600 мм
63 «
Y:
800 мм
31,5″
Z:
650 мм
25.6 «
25.6″
25.6 » мм/мин
945 IPM
Максимальный заготовка:
1 850 x 800 x 550 мм
72,8 «x 31,5» x 21,7 «
Веретк. A100 (опция)
Серия iQ
iQ300
iQ300 — идеальный прецизионный микрофрезерный станок для производителей светодиодной оснастки, отделки оптических поверхностей и других операций обработки с высокими допусками. Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до операций обработки в макромасштабе.
Метрическая система
Английский
Стол:
600 x 400 мм
23,6 «x 15,7»
x:
400 мм
15,7 «
Y:
350 мм
13,78″
Z:
200 мм
7.87 «
. мм/мин (X и Y), 8000 мм/мин (Z)
630 дюймов в минуту (X и Y), 315 дюймов в минуту (Z)
Максимальное количество обрабатываемой детали:
600 x 580 x 190 мм
23,6″ x 22,8 » x 7,48″
Конус шпинделя:
HSK E32
HSK E32
iQ500
iQ500 — идеальный прецизионный микрофрезерный станок для производителей светодиодной оснастки, отделки оптических поверхностей и других операций обработки с высокими допусками. Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до обработки в макромасштабе…
Метрическая система
Английский
Стол:
800 мм x 500 мм
31,5 «x 19,7»
x:
600 мм
23,6 «
Y:
500 мм
19,7″
Z:
300 мм
11,8 «
. мм/мин (X и Y) / 8000 мм/мин (Z)
630 дюймов в минуту (X и Y) / 315 дюймов в минуту (Z)
Максимальное количество обрабатываемой детали:
755 мм x 500 мм x 300 мм
29,7″ x 19,7″ x 11,8″
Конус шпинделя:
HSK E32
HSK E32
Серия L2
L2 APC
Вертикальный обрабатывающий центр L2 предназначен для крупносерийного производства мелких деталей. Сочетая в себе жесткую конструкцию, компактные размеры и гибкую конструкцию шпинделя, L2 представляет собой высокостабильную и надежную платформу станка для круглосуточной обработки деталей без присмотра.
Метрическая система
Английский
Таблица:
120 мм Диаметр
4,75 «Диаметр
x:
400 мм
15,7″
Y:
300 мм
11,8 «
Z:
3003
9000 2
,8″
Z:
3003 3003
,8 «
Z:
3003 3003
»
Z:
300 MM
11,8 «
Z:
9000 2 300 мм
11,
Ускоренный ход:
48 м/мин
1890 дюймов/мин
Максимальная заготовка:
600 x 400 x 500 мм
39,4″ x 190,7″ x 170,7″
L2 СТОЛ
Вертикальный обрабатывающий центр L2 предназначен для крупносерийного производства мелких деталей. Сочетая в себе жесткую конструкцию, компактные размеры и гибкую конструкцию шпинделя, L2 представляет собой высокостабильную и надежную платформу станка для круглосуточной обработки деталей без присмотра.
Метрическая система
Английский
Стол:
600 x 400 мм
23,62″ x 15,74″
x:
400 мм
15,7 «
Y:
300 мм
11,8″
Z:
300 мм
11,8 «
дюйм/мин
Максимальная заготовка:
413 x 267 x 215 мм
16,23″ x 10,51″ x 8,46″
Серия PS
Makino PS105 (3-осевой вертикальный обрабатывающий центр)
Передовые технологии и повышенная производительность обеспечивают новый уровень производительности в производственной среде кустарного производства. Благодаря идеальному сочетанию мощности, точности, скорости и надежности 3-осевые вертикальные обрабатывающие центры PS65 и PS105 задают новый стандарт производительности вертикальных обрабатывающих центров…
Метрическая система
Английский
Стол:
1300 x 510 мм
51,1″ x 20″
x:
1,050 мм
41,3 «
Y:
510 мм
20,0″
Z:
460 мм
18,1 «
мин, по осям Y и Z — 36 000 мм/мин
По оси X — 1890 дюймов/мин, по осям Y и Z — 1417 дюймов/мин
Конус шпинделя:
CAT40 (HSK-A63, опция)
CAT40 (HSK-A63, опция)
PS65
Передовые технологии и повышенная производительность обеспечивают новый уровень производительности в производственных условиях. Благодаря идеальному сочетанию мощности, точности, скорости и надежности, PS65 и PS105 задают новый стандарт производительности вертикальных обрабатывающих центров в аэрокосмической, медицинской,…
Метрическая система
Английский
Стол:
920 x 510 мм
36,2 «x 20,0»
x:
660 мм
26,0 «
Y:
510 мм
20,0″
Z:
460 мм
18,1 «
460 мм
18,1″
460 мм
18,1 «
9000 2
18,1″
9000 2
18,1 «
9000 2
18,1″
-ось — 48 000 мм/мин, оси Y и Z — 36 000 мм/мин
Ось X — 1890 дюймов/мин, оси Y и Z — 1417 дюймов/мин (опция HSK-A63)
Другое
S33 APC
В вертикальном обрабатывающем центре S33APC используется шпиндель с конусом 40 и скоростью вращения 13 000 об/мин, обладающий жесткостью и жесткостью, необходимыми для операций твердого резания, и скоростью, необходимой для обеспечения высокого качества поверхности при обработке штампов и пресс-форм.
Метрическая система
Английский
Стол:
800 x 450 мм (600 x 450 мм)
(23,6″ x 15,7″) поддон
X:
650 мм
25,6 «
Y:
500 мм
19,7″
Z:
450 мм
17,7 «
rapd Travers:
40 000 мм/мин 9000 2
10002.
Максимальный заготовка:
(23,6 «x 15,7» x 16,5 «) поддона
(23,6″ x 15,7 «x 16,5») поддона
Spindle Taper:
Cat40
Cat40
V-series
70007
CAT40
V-series
70007 70007
V22
Прецизионный обрабатывающий центр V22 устраняет вибрацию, отклонение вращения и термическую деформацию, обеспечивая точность, аккуратность, надежность и превосходную стабильность.
Метрическая система
Английский
Таблица:
450 x 350 мм
17,7 «x 13,8»
x:
320 мм
12,6 «
Y:
280 мм
11,0″
Y:
280 мм
11,0 «
Y:
280 мм
11,0″
Y:
280 мм
0003
Z:
300 мм
11,8 «
Rapid Traverse:
20 000 мм/мин
787 дюйма/мин
Максимальный заработок:
450 x 475 x 200 мм
17. 7″ X 18.7 «x 475 x 200 мм
17,7″ X 18.7 «. 7,9»
Конус шпинделя:
HSK-E32
HSK-E32
V56i
Вертикальный обрабатывающий центр V56i обеспечивает высокоскоростную обработку с превосходной точностью, эффективным удалением стружки и простотой в эксплуатации для изготовления штампов/пресс-форм с длительным циклом обработки.
Метрическая система
English
Table:
1,050 x 550 mm
41.3″ x 21.6″
X:
900 mm
35.4″
Y:
550 mm
21.6″
Z:
450 mm
17,7″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальная заготовка:
1 050 x 720 x 450 мм
41,3″ x 28,3″ x 17,7″
Конус шпинделя:
HSK-A63 (опция HSK-F63)
HSK-A63 (опция HSK-F63)
V33i | Makino
Вертикальный обрабатывающий центр V33i обеспечивает высокоскоростную обработку с превосходной точностью, эффективным удалением стружки и простотой в эксплуатации. Интегрированная конструкция шпинделя и ротора приводного двигателя снижает вибрацию при работе на высоких скоростях — еще одна причина, по которой V33i — ваш идеальный жесткий диск…
Метрическая система
Английский
Таблица:
750 x 450 мм
29,5 «x 17,7»
x:
650 мм
25,6 «
Y:
450 мм
17,7″
Z:
9000 3502 350 MM
17,7 «
Z:
9000 29000 350 MM
17,7″
Z:
9000 2502 350 MM
17,7 «
Z:
9000 250 MM
17,7,7″
13,8″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальный размер заготовки:
750 x 635 x 250 мм
29,5″ x 25″ x 9,8″
Конус шпинделя:
CAT40 (опция HSK63)
CAT40 (опция HSK63)
V77 (конус 40)
Вертикальный обрабатывающий центр V77 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 400 x 700 мм
55,1 «x 27,6»
x:
1 200 мм
47,2 «
Y:
700 мм
27,6″
Z:
27.6 «
27,6″
25,6 «
Rapid Traverse:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
1 400 x 700 x 550 мм
55.1 x 27,6″ x 21,7 «
Spindle:
9000 35. CAT40 (опция HSK-63)
CAT40 (опция HSK-63)
V77 (конус 50)
Вертикальный обрабатывающий центр V77 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Стол:
1400 x 700 мм
55,1″ x 27,6″
X:
1,200 mm
47.2″
Y:
700 mm
27.6″
Z:
650 mm
25.6″
Rapid Traverse:
20,000 mm/min
787 в/мин
Максимальный заготовка:
1 400 x 700 x 550 мм
55,1 «x 27,6» x 21,7 «
Веретеное конус:
Cat50 (HSK-A100)
Cat50 (HSK-A100 OPT)
V77L (конус 40)
Вертикальный обрабатывающий центр V77L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 650 x 700 мм
64,9 «x 27,6»
x:
1 500 мм
59 «
Y:
700 мм
0002 27.6″
Z:
650 mm
25.6″
Rapid Traverse:
20,000 mm/min
787 in/min
Maximum Workpiece:
1,650 x 700 x 550 mm
55.1″ x 27,6″ x 21,7″
Конус шпинделя:
CAT40 (опция HSK-A63)
V77L (конус 50)
Вертикальный обрабатывающий центр V77L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 650 x 700 мм
64,9 «x 27,6»
x:
1 500 мм
59 «
Y:
700 мм
27. 6″
Z:
700 мм
27.6 «
27.6″
25,6″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемых деталей:
1 650 x 700 x 550 мм
55,1″ x 27,6″ x 21,7″
Конус шпинделя:
CAT50 (опция HSK-A100)
V99 (конус 40)
Вертикальный обрабатывающий центр V99 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Table:
1,800 x 1,000 mm
70.87″ x 39.37″
X:
1,500 mm
59″
Y:
1,000 mm
39.37″
Z:
800 mm
31,49 «
Rapid Traverse:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
1800 x 1000 x 650 мм
70,87″ x 39,37 «x 25. 59″
Spindle:
. CAT40 (опция HSK-A63)
V99 (конус 50)
Вертикальный обрабатывающий центр V99 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 800 x 1000 мм
70,87 «x 39,37»
x:
1 500 мм
59 «
Y:
1000 мм
0002 39.37″
Z:
800 mm
31.49″
Rapid Traverse:
20,000 mm/min
787 in/min
Maximum Workpiece:
1800 x 1000 x 650 mm
70.87″ x 39,37″ x 25,59″
Конус шпинделя:
CAT50 (опция HSK-A100)
V99L (конус 40) | Makino
Вертикальный обрабатывающий центр V99L был специально разработан, чтобы свести к минимуму термическую деформацию для повышения точности деталей и повысить качество отделки штампов/форм.
Метрическая система
English
Table:
2,300 x 1,000 mm
90.55″ x 39.37″
X:
2,000 mm
78.74″
Y:
1,000 mm
39.37″
Z:
650 mm
31,49″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемой детали:
2 300 x 1 000 x 650
90,55″ x 39,37″ x 25,59″
Конус шпинделя:
CAT40 (опция HSK-A63)
V99L (конус 50)
Вертикальный обрабатывающий центр V99L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Поддон:
2 300 x 1000 мм
Таблица:
90,55 «x 39,37»
x:
2000 мм
78,47 «
y:
1000 мм
39,377″
1000 2
39. 377 «
39,377″
39,377 «
10003
39.
800 мм
31,49 «
Быстрая траверса:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
2300 x 1000 x 650
90,55″ x 39,37 «X :
CAT50 (опция HSK-A100)
Избранный контент
Makino.Артикул
Противопандемическое производство
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока. Сосредоточившись на безопасности персонала, ограничив количество сотрудников в офисе и в цехах, многие…
9Новости 1995 года
Makino представляет U6 H.E.A.T. Extreme Wire EDM с использованием первой в своем роде технологии проволоки с покрытием диаметром 0,016 дюйма
Новый станок удваивает скорость черновой обработки без увеличения производственных затрат
Чтобы быть конкурентоспособными на рынке, производители должны постоянно выявлять возможности для повышения эффективности и увеличения производительности, сохраняя при этом высочайший уровень качества.
