Как сделать точечную сварку в домашних условиях: Как сделать точечную сварку в домашних условиях
Содержание
Точечная сварка своими руками: аппарат, схема, чертежи (видео)
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них – нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше – за счет этого увеличится и время остывания жидкого ядра.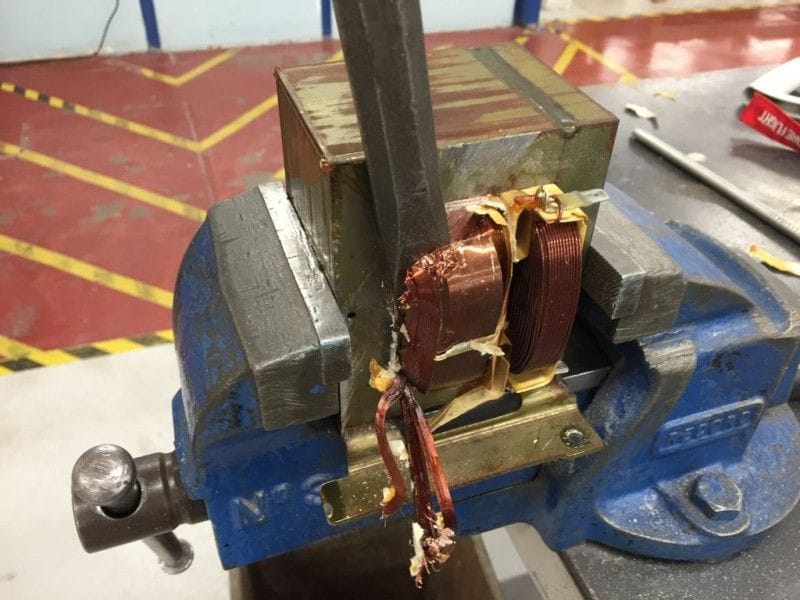
Вернуться к оглавлению
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Изготовление трансформатора сварочного агрегата
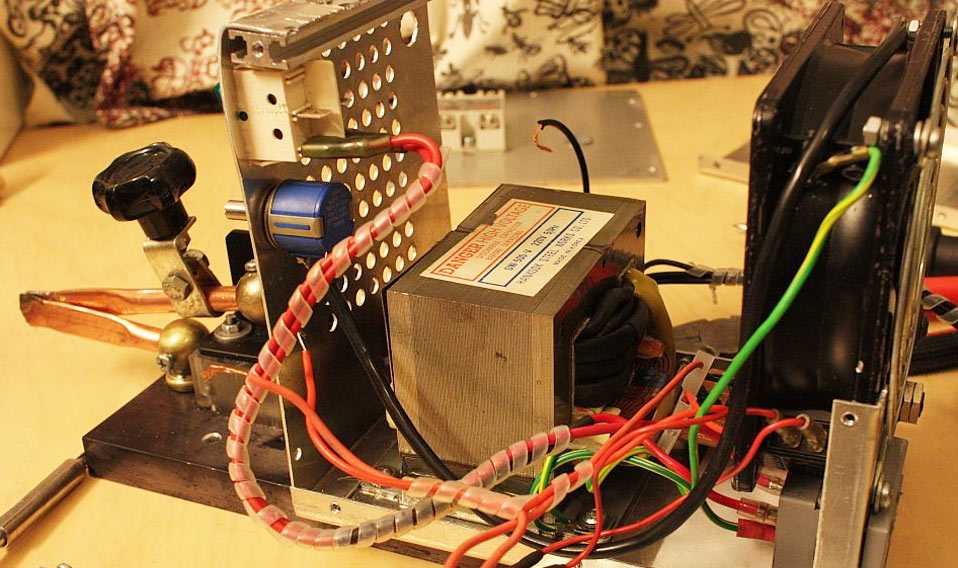
Основная часть, которую имеет самодельная установка для проведения контактной сварки – трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Сборка корпуса устройства
Последний этап – изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
Изготовление точечной сварки из микроволновки
Очень часто возникает в домашнем хозяйстве потребность в наличии точечной сварки.
При точечной сварке нагрев металла осуществляется путем прохождения тепла от одной детали к другой через место их контакта.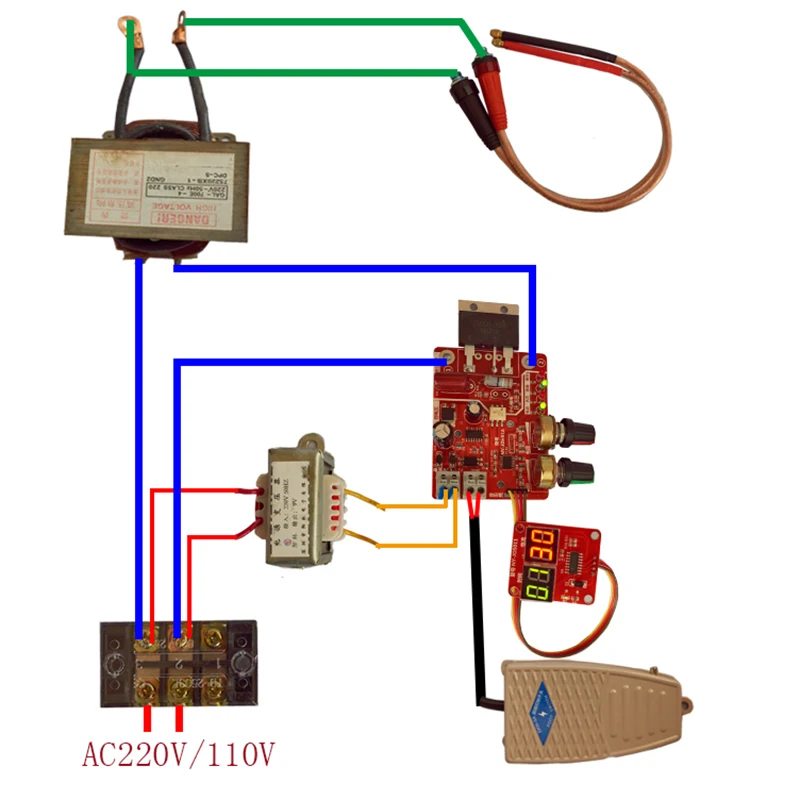
В домашних условиях можно сделать точечную сварку из микроволновки. Аппарат точечной сварки идеален для осуществления процесса сваривания нержавейки и оцинкованной листовой стали толщиной до 1 мм.
Подготовка трансформатора для аппарата точечной сварки
Из старой микроволновки извлекается только трансформатор.
Желательно, чтобы трансформатор был как можно мощнее, так как от этого параметра зависит сила тока, которую он вырабатывает, а чем выше сила тока, тем больше толщина металла, которую можно будет сваривать при помощи созданного агрегата.
Читайте также:
Для чего нужен регулятор тока.
Особенности контактной сварки.
О сварке под флюсом читайте здесь.
Вернуться к оглавлению
Извлечение и разборка трансформатора
Схема устройства трансформатора
При извлечении трансформатора из конструкции микроволновки требуется соблюдать особую осторожность, так как даже в выключенном состоянии некоторые детали способны причинить вред здоровью человека путем нанесения удара электрическим током. Извлеченный трансформатор включает в своей конструкции сердечник и две обмотки. Первичная обмотка состоит из толстого провода и имеет небольшое количество витков. Вторичная обмотка сделана из более тонкого медного провода и имеет большое количество витков.
Извлеченный трансформатор включает в своей конструкции сердечник и две обмотки. Первичная обмотка состоит из толстого провода и имеет небольшое количество витков. Вторичная обмотка сделана из более тонкого медного провода и имеет большое количество витков.
Извлеченный трансформатор требуется переделать. Потребуется заменить вторичную обмотку. Скрепление элементов сердечника осуществляется путем двух тонких сварных швов. Для того чтобы разобрать трансформатор и заменить вторичную обмотку, потребуется небольшая болгарка или ножовка по металлу, помимо этого, потребуется наличие молотка и долото. Все эти инструменты с легкостью позволят добраться до обмоток трансформатора.
При помощи ножовки по металлу или небольшой болгарки осуществляется срезание сварных швов, расположенных с двух сторон трансформатора. При помощи долота и молотка производится разъединение элементов трансформатора. После того как разобран трансформатор, осуществляется извлечение обмоток. В процессе извлечения первичной обмотки требуется соблюдать предельную аккуратность, чтобы во время проведения манипуляций не нанести повреждения покрытию обмотки. После извлечения первичной обмотки она откладывается в сторону, в дальнейшем этот конструктивный элемент потребуется при сборке трансформатора.
После извлечения первичной обмотки она откладывается в сторону, в дальнейшем этот конструктивный элемент потребуется при сборке трансформатора.
Намотка вторичной обмотки является достаточно плотной, а ее извлечение, как правило, сопряжено с некоторыми трудностями. По этой причине, если не планируется дальнейшего ее использования, лучше всего ее разрезать и извлечь из сердечника трансформатора по частям. Такой подход облегчит выполнение задачи.
Вернуться к оглавлению
Сборка трансформатора и установка новой обмотки
Схема обмотки трансформатора.
Разобранный трансформатор представляет собой три отдельные части. Эти элементы представляют собой сердечник, разделенный на две части по сварным швам, а также аккуратно демонтированную первичную обмотку. После разборки трансформатора с его поверхности удаляется вся изоляционная бумага и клей.
Осуществив зачистку сердечника и основания, проводят монтаж родной первичной обмотки на трансформатор. Для намотки вторичной обмотки потребуется наличие медного кабеля, имеющего сечение такое же, как и прорези в сердечнике.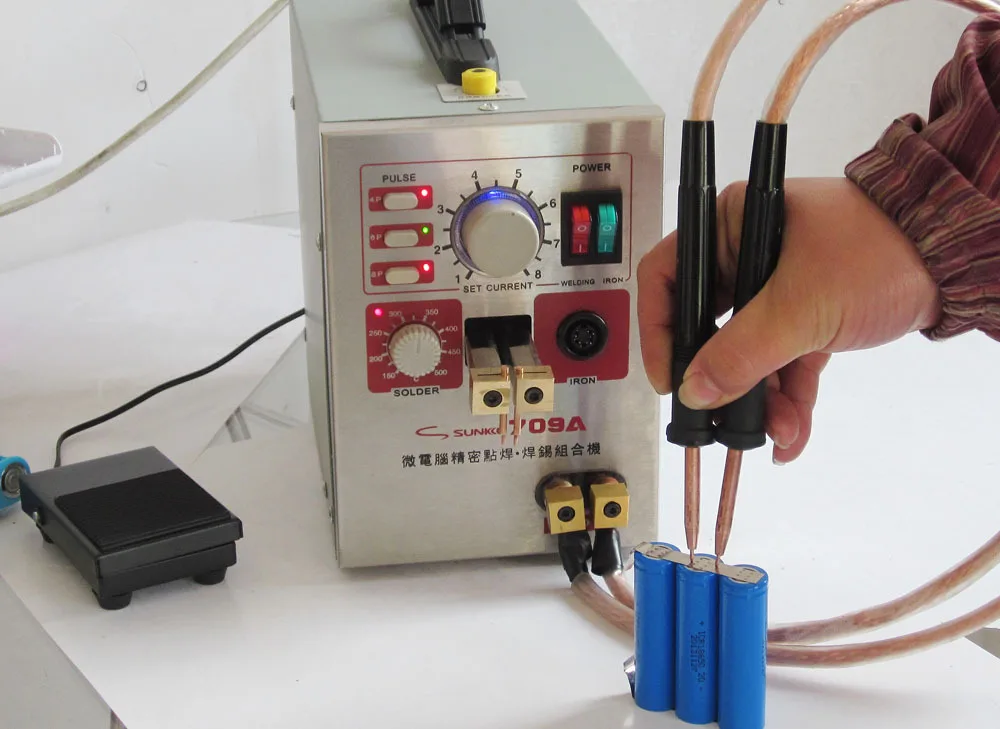 Как правило, этот показатель равен 7 мм. Кабель вторичной обмотки наматывается в два витка.
Как правило, этот показатель равен 7 мм. Кабель вторичной обмотки наматывается в два витка.
После зачистки основания его крепят к сердечнику при помощи эпоксидного клея. До полного затвердевания клея трансформатор помещается в тиски и зажимается. Процесс высыхания эпоксидного клея занимает 24 часа.
Готовый трансформатор проходит тестирование. Оно осуществляется путем использования ампервольтметра. Напряжение составляет, при правильно подобранном проводе вторичной обмотки, немногим более 2 вольт, а показатель силы тока превышает 800 ампер. Этой силы тока вполне достаточно для того, чтобы осуществлять сваривание заготовок.
Вернуться к оглавлению
Изготовление корпуса аппарата
Чертеж для изготовления точечной сварки.
Изготовление корпуса сварочного аппарата можно осуществить путем использования такого материала, как дерево. Точных размеров не существует, так как все зависит от размеров исходного трансформатора, который имела микроволновка. Изготовить все детали можно при помощи циркульной пилы. После изготовления компонентов корпуса края заготовок закругляются при помощи использования фрезы. При изготовлении рычага в его корпусе делается вырез для того, чтобы легко осуществлять его подъем до упора в корпус. В задней панели корпуса делается два отверстия, рассчитанных под сетевой провод и выключатель.
После изготовления компонентов корпуса края заготовок закругляются при помощи использования фрезы. При изготовлении рычага в его корпусе делается вырез для того, чтобы легко осуществлять его подъем до упора в корпус. В задней панели корпуса делается два отверстия, рассчитанных под сетевой провод и выключатель.
После того как все детали корпуса изготовлены, они подвергаются шлифовке, грунтовке и окрашиванию. На верхней панели корпуса закрепляется при помощи саморезов ручка для двери, которая служит для удобства транспортировки. Сборка корпуса осуществляется при помощи саморезов и гвоздей.
При изготовлении самодельного аппарата для точечной сварки используются следующие материалы:
- ручка для двери;
- выключатель;
- шнур электрический для питания аппарата;
- держатели из меди для контактных электродов;
- провод медный одножильный для изготовления контактных электродов, диаметром не менее 5 мм;
- саморезы.
Помимо перечисленных материалов, в работе потребуется использовать такие инструменты, как молоток, отвертка, кусачки, плоскогубцы и молоток.
Вернуться к оглавлению
Окончательная сборка аппарата для точечной сварки
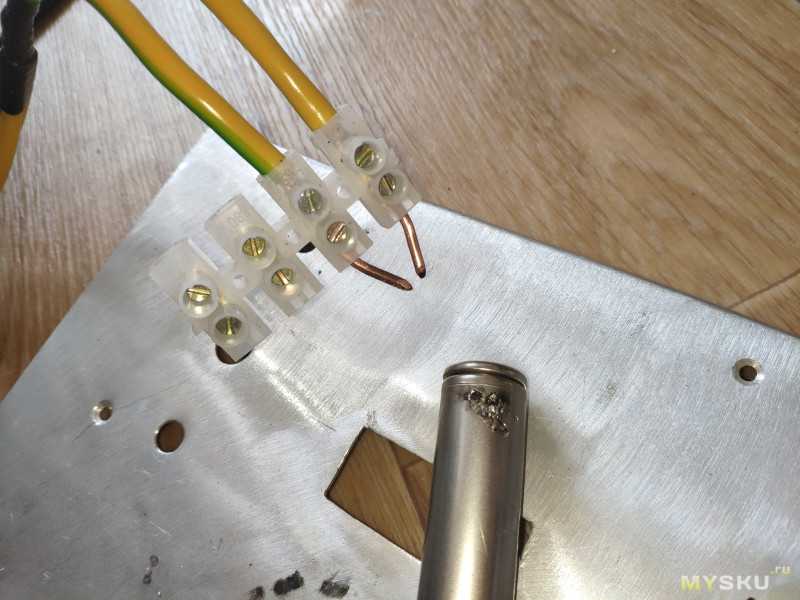
Для изготовления контактной группы необходимо использовать медный прут.
После высыхания окрашенного корпуса можно приступать к процессу окончательного монтажа агрегата. Контактная группа изготавливается из медного провода. Для изготовления контактной группы потребуется наличие медного прутка длиной 2,5 см. Готовые контактные электроды зажимаются в специальных держателях при помощи винтов обычной отверткой. На задней панели закрепляется выключатель, кабель для подключения к сети протягивается через соответствующее отверстие и закрепляется. Трансформатор закрепляется в корпусе устройства на деревянном основании при помощи саморезов. После этого подключаются питающие провода и провод заземления.
Дополнительно для контроля работы аппарата устанавливается выключатель на рабочем рычаге. Установка этого выключателя позволяет работать устройству при включенном центральном выключателе только в случае его использования, то есть после опускания рычага и замыкания электродов.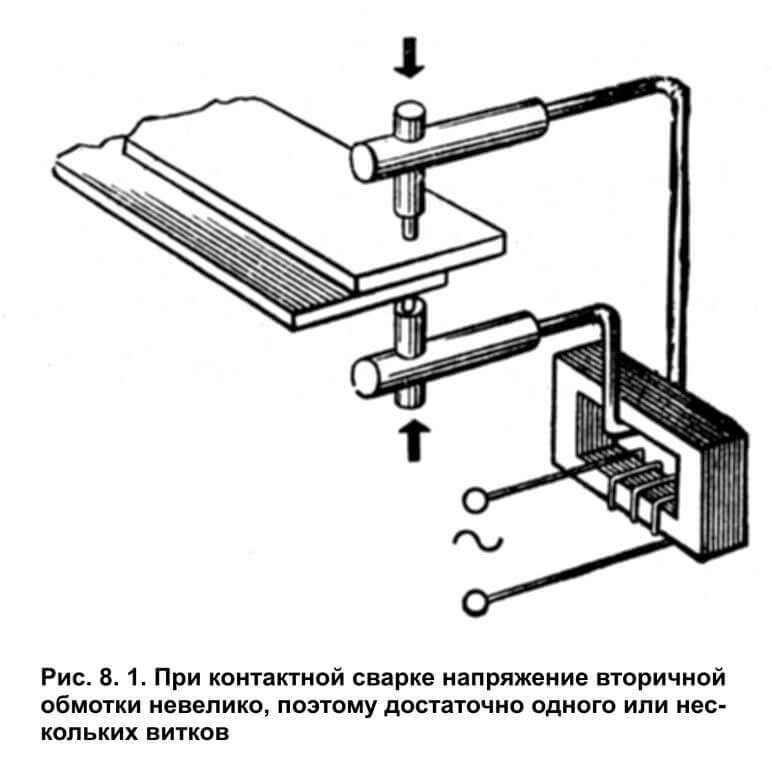 Точечная сварка при наличии такого выключателя становится достаточно энергоэкономным устройством, которое, находясь во включенном состоянии, не потребляет электрическую энергию, а потребление происходит в случае замыкания электродов сварочного аппарата. При подключении проводов требуется обеспечить качественный контакт и изоляцию.
Точечная сварка при наличии такого выключателя становится достаточно энергоэкономным устройством, которое, находясь во включенном состоянии, не потребляет электрическую энергию, а потребление происходит в случае замыкания электродов сварочного аппарата. При подключении проводов требуется обеспечить качественный контакт и изоляцию.
Вернуться к оглавлению
Установка рабочих рычагов и осуществление процесса сваривания заготовок
Боковые стенки корпуса устанавливаются на свои места и закрепляются при помощи саморезов. Рычаги закрепляются тем способом, который является наиболее удобным для мастера. Контактные электроды устанавливаются на торцах рычагов. Для удобства в работе контактные провода вторичной обмотки разводятся в разные стороны. Для постоянного нахождения верхнего рычага в поднятом состоянии, что является очень удобным в процессе использования устройства, требуется при помощи обычной резинки в натянутом состоянии соединить верхний рычаг с корпусом.
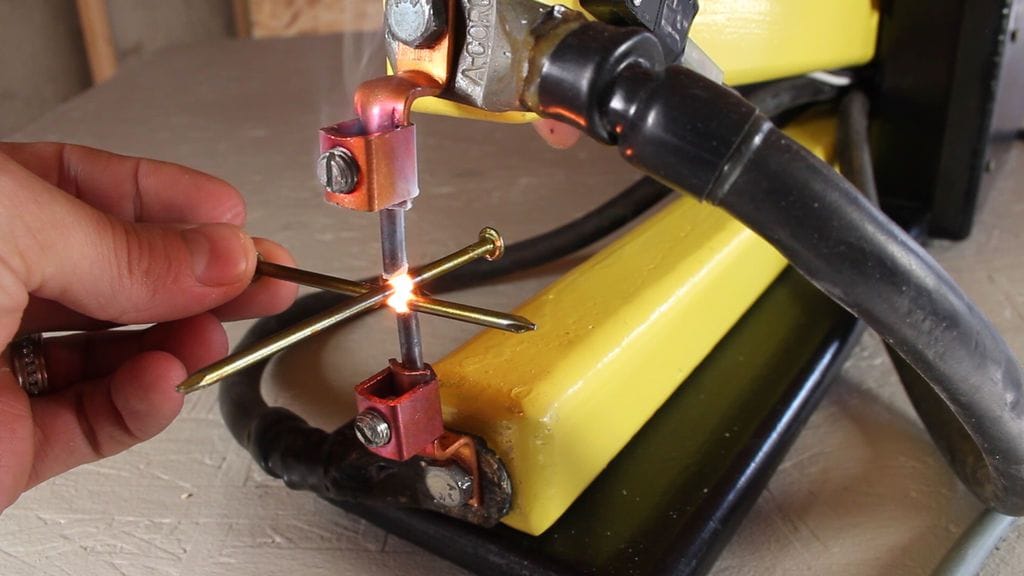
Для осуществления точечной сварки требуется поместить тонкие листы металла между электродами рычагов и опустить верхний рычаг на 3-4 секунды. Замыкание контактов приводит к прохождению мощного импульса тока через заготовки, что ведет к разогреву металла до температуры его плавления.
Замыкание контактов приводит к прохождению мощного импульса тока через заготовки, что ведет к разогреву металла до температуры его плавления.
В процессе сваривания металлов, имеющих цинковое покрытие, выделяется большое количество паров и окислов цинка, что наносит большой вред здоровью человека. По этой причине работы по свариванию заготовок из оцинкованной стали требуется проводить в помещении, имеющем мощную вентиляцию. В процессе работы сварочного аппарата происходит постепенное выгорание медных электродов, которые после выхода их из строя заменяются новыми.
Точечная сварка такой конструкции, изготовленная на основе трансформатора, который устанавливается в микроволновую печь, является просто незаменимым устройством в домашнем хозяйстве, так как позволяет осуществлять сваривание любых металлических конструкций с толщиной металла до 1,5 мм.
| ||||||||||||||||||||||||||||||||||||||||||||||||
 webpublications.com.au/static/images/interface/as/v3/top.jpg» alt=»» valign=»middle»> webpublications.com.au/static/images/interface/as/v3/top.jpg» alt=»» valign=»middle»>
| ||||||||||||||||||||||||||||||||||||||||||||||||
ПОИСК | ||||||||||||||||||||||||||||||||||||||||||||||||
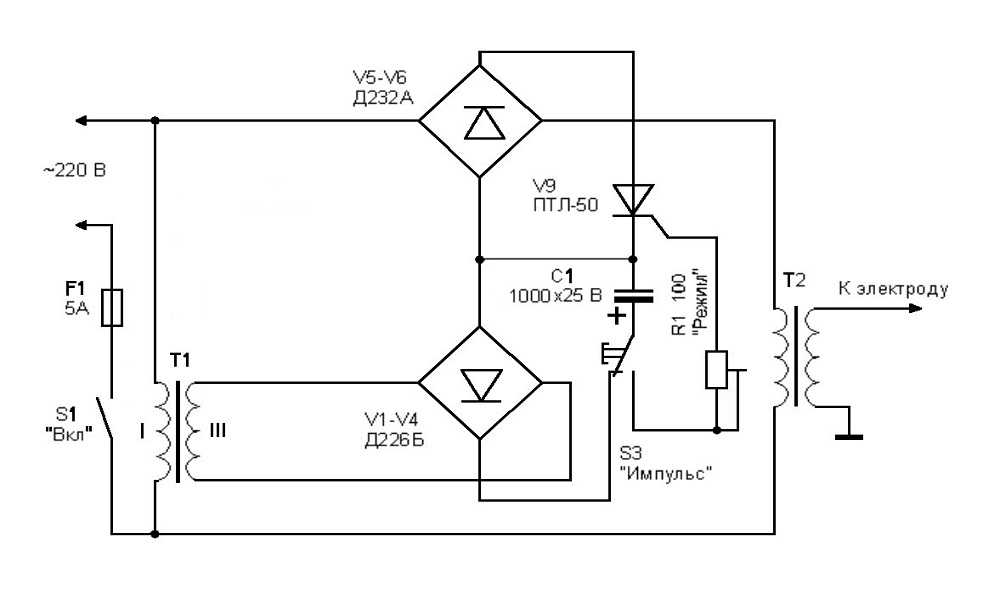
Каждый автомобиль, изготовленный из стали, использует множество точечных сварных швов для соединения частей кузова. Точечная сварка прочная, дешевая и быстрая. Могут ли эти преимущества быть применимы и к использованию в домашней мастерской? Ну, новости не все хорошие. Но сначала, как вообще работает точечная сварка? Как работает точечная сваркаТочечная сварка, также известная как контактная точечная сварка, является одним из старейших процессов электросварки. Элиу Томпсон, американский инженер английского происхождения, изобрел точечную сварку, и его главный патент в этой области был выдан в 1885 году. Он описал эту сварку как простой процесс: быть подключенным к На этой диаграмме показано то, что описывал Томпсон. Трансформатор состоит из первичной обмотки (подключенной к сети) и вторичной обмотки, подсоединенной к сварочным клещам или рычагам. Трансформатор снижает напряжение сети (например, 240 В) до гораздо более низкого напряжения (например, 2 В). В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.) Когда такой сильный ток проходит через сэндвич из зажатых листов металла, более высокое сопротивление, присутствующее в месте соединения двух металлов, вызывает выделение тепла. Этого тепла достаточно, чтобы создать «самородок» расплавленного материала, который при остывании соединил два листа. Металл не добавляется, и сварной шов фактически находится внутри соединения двух листов, а не снаружи их. На этой диаграмме сравнивается точечная сварка (слева) со сваркой, выполненной путем сверления отверстия в одном листе, а затем с помощью сварки MIG или TIG через отверстие для соединения листов (т. е. сварка электрозаклепками). Обратите внимание, что точечный сварной шов полностью внутренний. Чтобы тепло выделялось на стыке двух металлов, а не где-либо еще во вторичной цепи, все остальные сопротивления должны быть чрезвычайно низкими. Именно по этой причине точечные сварщики используют толстые медные стержни для формирования плеч и электродов. Это также является причиной того, что, хотя алюминий можно сваривать точечной сваркой, требуемые токи примерно в два раза выше, чем для сварки мягкой стали. (Алюминий является гораздо лучшим проводником, чем сталь, поэтому тепло, выделяемое на стыке двух листов, меньше.) Параметры сварки Чем больше ток, протекающий через сопротивление, образованное двумя свариваемыми листами, тем сильнее происходит нагрев. На самом деле, если ток удваивается, теплотворная способность умножается в четыре раза, поэтому небольшие изменения тока имеют большее значение, чем вы ожидаете на первый взгляд. Помимо количества протекающего тока, еще одним важным фактором является синхронизация каждого шага процесса. Эти шаги: — Время сжатия – время, в течение которого листы сжимаются электродами до подачи тока. — Время сварки – как долго протекает ток, часто измеряется в циклах (то есть частота сигнала переменного тока – обычно 50 или 60 циклов в секунду). -Время удержания – время, в течение которого электроды остаются в контакте со сварным швом после его формирования. Давление, с которым металлические листы удерживаются вместе, влияет на сопротивление в месте соединения. Если листы зажаты слишком сильно, сопротивление будет ниже (а значит, и нагрев). Но если сила слишком мала, электроды могут прилипнуть к работе, а также может произойти выброс расплавленного материала. Вмятина, образованная электродами, никогда не должна превышать 25 % толщины объединенных листов. Контроль времени сварки очень важен, и в некоторых машинах это фактически единственный параметр, который оператор может изменить. Время выдержки, когда электроды находятся в контакте со сварным швом, но ток больше не течет, важно для определения скорости охлаждения сварного шва. Давление, приложенное во время выдержки, также способствует проковке сварного шва, когда он еще пластичен. Проверка сварных швовВ отличие от сварки MIG или TIG, когда внешний осмотр опытным глазом может многое сказать о качестве сварного шва, при точечной сварке внешний осмотр дает относительно мало информации. Поэтому лучшим способом оценки качества точечной сварки является разрушающее испытание образца. (Обратите внимание, что без этого вида контроля может быть получено совершенно неправильное представление о прочности сварного шва. Особенно при использовании машин меньшей мощности разрушающий контроль образцов сварных швов должен быть выполнен . Два теста — «отслаивание» и «долото». Испытание на отслаивание состоит из отслаивания пары кусков, сваренных точечной сваркой. Хорошей точечной сваркой является сварка, в которой: 1. В одном из кусков разорвано отверстие диаметром не менее диаметра заготовок 2. Средний диаметр заготовок превышает указанный в таблице ниже
Справа показан пример испытания на отрыв высококачественного точечного сварного шва, выполненного из листа толщиной 1 мм + 1 мм. Испытание долотом вдавливает долото в зазор между соседними точечными сварными швами до тех пор, пока не произойдет разрушение основного металла или сварного шва. Во время испытания долото не должно касаться сварного шва. Опять же, производительность сварного шва оценивается по диаметру сварного шва и по наличию разрыва отверстия в одном из листов. Аппараты для точечной сварки в домашней мастерской Самым большим ограничением при использовании аппаратов для точечной сварки в домашней мастерской является величина тока, который можно получить от сети, и, следовательно, величина тока, доступного во вторичной цепи для выполнения сварка. Все крупные промышленные сварочные аппараты рассчитаны на 415 В, трехфазные, поэтому могут быть очень мощными. Но однофазные, общие точки питания, как правило, ограничены номинальным значением 15 ампер, и даже это обычно требует специальной схемы на плате счетчика. Итак, какие однофазные небольшие ручные точечные сварочные аппараты доступны? А что они могут сварить? Telwin Modular 20/TI типичен для любителей. Для него требуется вилка на 15 ампер, а максимальный выходной ток короткого замыкания составляет 3800 ампер при вторичном напряжении 2 В. Устройство имеет таймер, регулируемый от 0,1 до 1,2 секунды, а усилие зажима может варьироваться от 40 до 120 кг. Он весит 10,5 кг и стоит около 1100 австралийских долларов. Важно отметить, что производитель указывает, что максимальная толщина стального листа, который он может сварить, составляет 1 мм + 1 мм.
Описанный выше аппарат Telwin является «правильным» сварочным аппаратом от известного производителя. Так что насчет гораздо более дешевых единиц, которые доступны? Многие дешевые ручные аппараты для точечной сварки, представленные на рынке, имеют электроды, которые сужены до тонких концов, что, в свою очередь, делает самородок меньше в диаметре. Некоторые дешевые аппараты также имеют меньшую мощность, чем Telwin, но при этом утверждают, что могут сваривать более толстые материалы (например, 1,5 мм + 1,5 мм). Очевидно, некоторые вещи здесь не складываются! Короче говоря, чтобы получить новый аппарат для точечной сварки, который будет давать хорошие точечные сварные швы, скажем, на стальном листе толщиной 2 мм + 2 мм, обычно требуется трехфазный блок с потребляемой мощностью около 16 кВт. Это ставит его вне диапазона домашней мастерской — как по стоимости, так и по требованиям к электропитанию. Помещая некоторые цифры в контекст, упомянутый в этой истории, Toyota заявляет, что для ремонта некоторых из их нынешних автомобилей требуется давление точечной сварки силой 300 кг вместе с подачей тока 10 000 ампер в течение 0,3 секунды. Таким образом, сборка кузова автомобиля с помощью точечной сварки того же качества, что и на заводе, невозможна в домашней мастерской. Но при этом остается огромное количество изделий из листового металла, которые может сваривать небольшая машина для точечной сварки. Любой проект с использованием необработанного или оцинкованного тонкого листового металла, где вы, возможно, ранее использовали заклепки или винты и гайки, может быть быстро точечной сваркой. Но, вероятно, стоит сэкономить на сварочном аппарате приличной марки, а не на дешевом. Или… как насчет покупки старой подержанной машины? Именно этим мы и займемся во второй части этой серии.
Вам понравилась эта статья? Поддержите AutoSpeed небольшим взносом. Подробнее…
| ||||||||||||||||||||||||||||||||||||||||||||||||
 На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю.
На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю.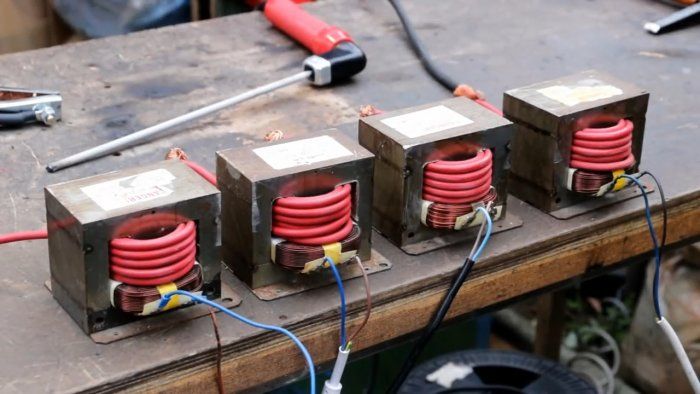 0038
0038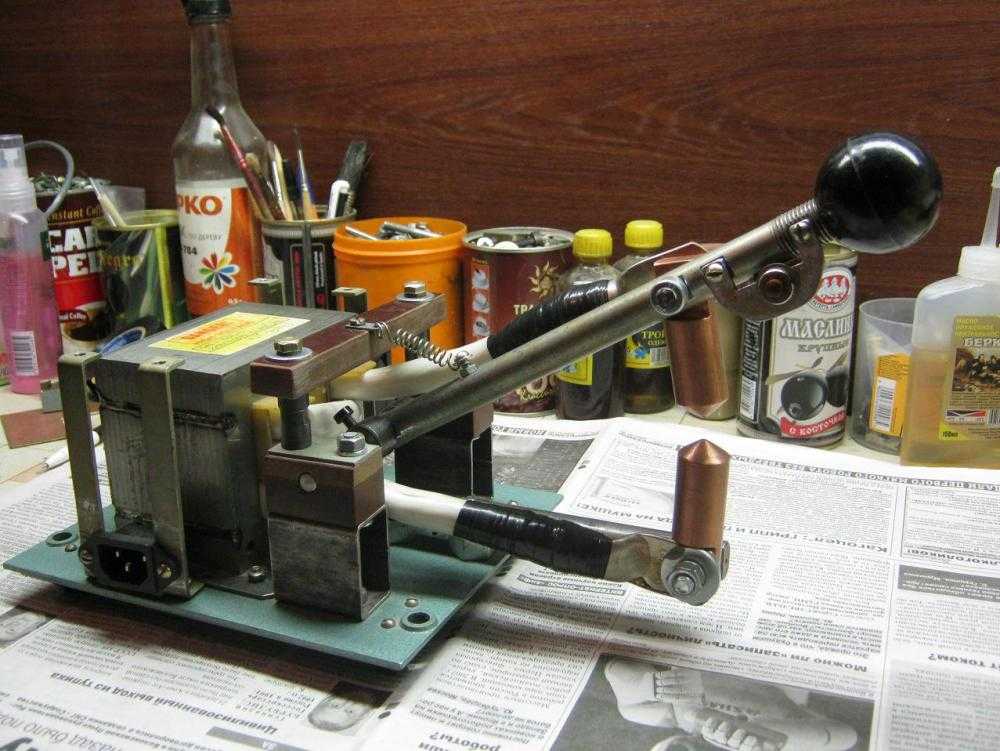

 При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно.
При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно. )
) Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.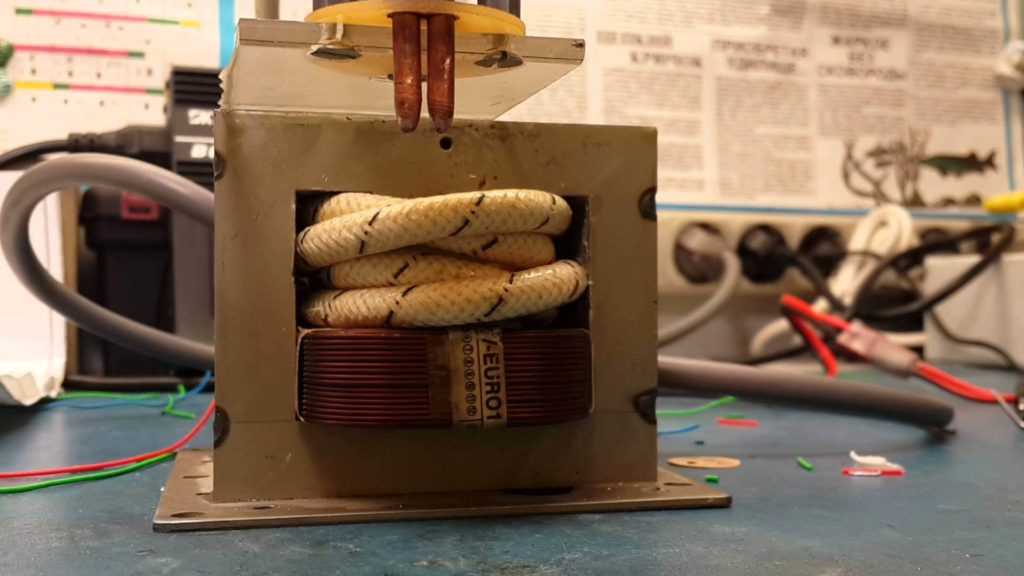
 Хонда говорит 350 кг и 9000 ампер.
Хонда говорит 350 кг и 9000 ампер.
 отвечать.
отвечать.
Точечная сварка — 3 простых шага к успеху
БЕСПЛАТНАЯ ДОСТАВКА ВСЕХ АППАРАТОВ ПЛАЗМЕННОЙ РЕЗКИ И СВАРОЧНЫХ АППАРАТОВ
ТОЛЬКО В НИЖНИХ 48 ШТАТАХ
Точечная сварка — это метод, с помощью которого точечная сварка может быть расплавлена и заварена в материале за очень короткий период времени. Это не повлияет на другую часть материала. Поэтому требуется концентрированная энергия для того места, где она сваривается. Тепло для сварки получают от сопротивления протеканию электрического тока. Материал укладывается вместе под давлением электродов. Листы имеют толщину от 0,5 до 3,0 мм. по толщине. Электроды из медного сплава используются для точечной сварки двух листов вместе. Полученное тепло определяется сопротивлением электродов, амплитудой и продолжительностью тока. Если использовать слишком много или слишком мало энергии, вы не получите желаемого результата.
Материал укладывается вместе под давлением электродов. Листы имеют толщину от 0,5 до 3,0 мм. по толщине. Электроды из медного сплава используются для точечной сварки двух листов вместе. Полученное тепло определяется сопротивлением электродов, амплитудой и продолжительностью тока. Если использовать слишком много или слишком мало энергии, вы не получите желаемого результата.
Существует три этапа точечной сварки.
На первом этапе электроды подносят к поверхности металла и прикладывают к ней небольшое давление.
На втором этапе кратковременно подается ток от электродов.
На третьем этапе ток отключают, а электроды оставляют на месте, чтобы материал мог остыть.
В зависимости от материала и его толщины, силы электрода и диаметра электродов время сварки колеблется от 0,01 секунды до 0,63 секунды. Для точечной сварки вам понадобятся держатели инструментов и электроды. Общие типы методов крепления инструмента: лопастной, легкий, универсальный и с постоянным смещением.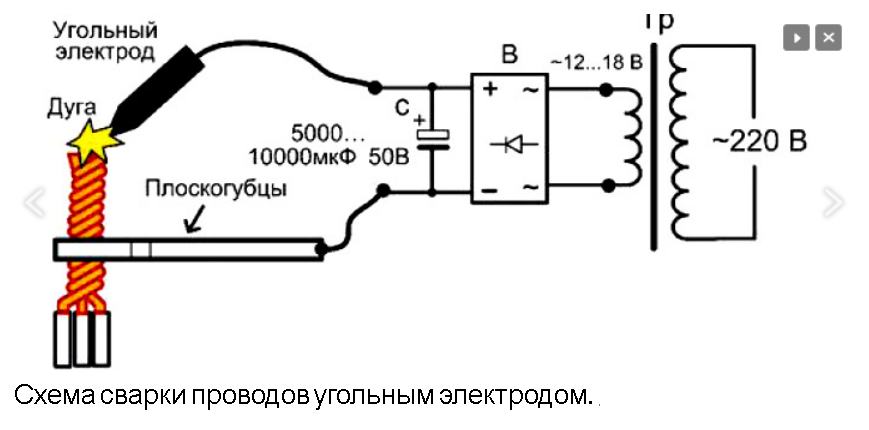 Электроды бывают разных форм и размеров в соответствии с различными требованиями и обычно изготавливаются из меди или другого сплава с низким сопротивлением. Работа держателей инструментов заключается в том, чтобы удерживать электроды на месте, а также в некоторых случаях удерживать шланги для воды для охлаждения электродов во время сварки.
Электроды бывают разных форм и размеров в соответствии с различными требованиями и обычно изготавливаются из меди или другого сплава с низким сопротивлением. Работа держателей инструментов заключается в том, чтобы удерживать электроды на месте, а также в некоторых случаях удерживать шланги для воды для охлаждения электродов во время сварки.
Два материала, свариваемые точечной сваркой, называются заготовками. Они должны проводить электричество. Когда ток снимается с заготовки, отверстия для охлаждающей жидкости в центре электродов охлаждают ее. В качестве охлаждающей жидкости обычно используется вода или соляной раствор.
Точечная сварка используется для самых разных целей. Он используется в различных типах металлических листов. Вы можете увидеть это в ведрах. Алюминиевые сплавы можно точечно сваривать с помощью мощных и больших сварочных трансформаторов. Он широко используется в автомобильной промышленности. Здесь листовой металл сваривается, чтобы сделать автомобиль. Работу можно полностью автоматизировать с помощью роботов. Он также используется ортодонтами. Они используют небольшое оборудование для точечной сварки для изменения размеров металлических молярных колец. Из него изготавливают аккумуляторы – никель-кадмиевые и никель-металлогидридные. Элементы батареи соединяются точечной сваркой. Тонкие никелевые полоски соединяются с клеммами аккумулятора. Если была произведена пайка, то батареи могут сильно нагреться, а через 9 часов этого не произойдет.0121 точечная сварка .
Работу можно полностью автоматизировать с помощью роботов. Он также используется ортодонтами. Они используют небольшое оборудование для точечной сварки для изменения размеров металлических молярных колец. Из него изготавливают аккумуляторы – никель-кадмиевые и никель-металлогидридные. Элементы батареи соединяются точечной сваркой. Тонкие никелевые полоски соединяются с клеммами аккумулятора. Если была произведена пайка, то батареи могут сильно нагреться, а через 9 часов этого не произойдет.0121 точечная сварка .
Необходимо следить за тем, чтобы на свариваемых поверхностях не было масла и пыли. Место, которое должно быть сварено, должно быть легкодоступным, поэтому большое внимание следует уделить конструкции свариваемого материала.
При точечной сварке следует соблюдать меры безопасности, так как будет большое количество тока и тепла. Обязательно плотно зажмите электроды. Руки должны быть защищены от сильного тепла, выделяемого во время сварки. Глаза должны быть защищены от интенсивного света, излучаемого в процессе сварки.
