Как собрать сварочный аппарат своими руками: Сварочный аппарат своими руками — 3 конструкции
Содержание
Как собрать простой сварочный аппарат в домашних условиях
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Краткое содержимое статьи:
- Переменный выходной ток
- Размеры провода
- Вторичная обмотка
- Многожильный провод
- Сердечник
- Инвертор
- Фото сварочного аппарата в домашних условиях
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
схема конструкции и особенности сборки
Во время ремонта или строительства часто требуются сварочные работы для соединения металлических конструкций. На сегодняшний день в продаже имеются различные модели аппаратов, не схожих по цене и конструктивным данным. Чтобы сэкономить время и деньги, можно изготовить самодельный сварочный аппарат с созданием определенного типа напряжения.
На сегодняшний день в продаже имеются различные модели аппаратов, не схожих по цене и конструктивным данным. Чтобы сэкономить время и деньги, можно изготовить самодельный сварочный аппарат с созданием определенного типа напряжения.
Технические особенности оборудования
Принцип рабочего действия сварочных аппаратов может быть основан на подаче постоянного и переменного тока.Последний вариант предназначен для малообъемных работ по соединению частей из металла небольшой толщины. Сварочная дуга, имеющая постоянный ток, считается более выносливой, потому как процесс пайки может проводиться на двух полярных полях: обратного и прямого напряжения. Во время сварки можно воспользоваться электродной проволокой без обмотки или применить электроды.
Для стойкости сварочной дуги, имея небольшое напряжение, рекомендовано совершать завышенную подачу тока при холостой сварочной обмотке.
Оборудование для пайки работает от электропитания с выходом в 220 В. Оборудование имеет мощные показатели по электротехническ
Выбор обмотки
Для первичной обмотки используют медную проволоку толстого диаметра, покрытой изоляционным материалом на основе стеклоткани. Можно применять также провода, имеющие прорезиненную основу. Не рекомендуются к эксплуатации шнуры, которые покрыты полихлорвинилом.
Вторичная обмотка должна состоять из 67-70 витков медной проволоки с насечками в 35 мм. Можно брать многоуровневый сетевой шнур или гибкий многоуровневый кабель. Изоляционный материал должен иметь теплостойкую и надежную основу.
Можно брать многоуровневый сетевой шнур или гибкий многоуровневый кабель. Изоляционный материал должен иметь теплостойкую и надежную основу.
Процесс изготовления оборудования
Чтобы не терять время на поиск тонкого провода, изготовленного из меди, стоит приобрести готовое трансформаторное устройство с выходом в 9А или взять за основу магнитный шнур от неиспользуемого лабораторного трансформатора. Для этого потребуется:
Избавиться от лишней арматуры и заграждений, чтобы добраться до старой обмотки и удалить ее.
Магнитный шнур необходимо отсоединить от обмоточных слоев с помощью электрокартона или лаковой ткани.
Трансформаторное устройство для сварки содержит первичный и вторичный обмоточный ряд. На первом этапе нужно совершить обмотку всего провода. Между обмоточным материалом следует встроить изоляционный материал.

Вторичная обмотка состоит из наматывания медной проволоки, помещенной в хлопчатобумажную ленту. Вторичная обмотка располагается поверх первичной и состоит из 45 витков.
Внутри шнур наматывается плотно друг к другу, а с внешней стороны он должен иметь зазоры. Это необходимо для охлаждения и равномерного распределения.
На создание самостоятельного оборудования понадобится несколько человек. Один человек обязан аккуратно, не зацепив соседних витков, протянуть и закрепить шнур. Напарник в это время должен придержать свободный конец провода, следя за его ровностью. В итоге должен получиться аппарат с выходом тока в 50-185 Ампер.
Если имеется готовый трансформатор на 9 Ампер, его нужно проверить на исправность обмотки — это поможет быстрей собрать сварочный прибор.
Если в качестве первичной обмотки брать готовую медную катушку, то можно в течение часа создать готовый трансформатор с выходом тока в 70-150 Ампер.

Для осуществления быстрого процесса потребуется провести демонтаж ограждений, платы постоянного тока и арматурного крепления. Выходы, имеющие 220В, необходимо пометить маркером. Остальные выходные части провода стоит изолировать и пригнуть к магнитному носителю. Монтаж осуществляется точно так же, как в первом случае, но с применением медной проволоки одинаковой длины и сечением.
Заключительный этап сборки
Готовый трансформатор помещают в специальный защитный кожух с изоляцией. Шнур первичной обмотки подводят к электропитанию в 220В кабелем. В приборе необходимо заранее вмонтировать автовыключатель для остановки аппарата.
Вторичную обмотку соединяют с гибким изолированным электропроводом. К первому проводу подсоединяют электродный держатель, а ко второму — сварочную панель. Второй, в целях безопасности, необходимо заземлить. В обязательном порядке должны быть такого рода элементы, как каска с защитным стеклом, спецодежда и перчатки.
Второй, в целях безопасности, необходимо заземлить. В обязательном порядке должны быть такого рода элементы, как каска с защитным стеклом, спецодежда и перчатки.
Готовый сварочный аппарат на протяжении всей эксплуатации необходимо защищать от влаги и не допускать перегрева. Как видите, смастерить самодельное сварочное оборудование не так уж сложно, если иметь представление о технологии его изготовления.
Похожие статьи
- Устройство для сварки проводов: особенности полезного приспособления
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Трансформатор для сварки: тонкости собственноручного производства
- Инвертор для сварки металлов Бармалей
Инструкции по работе с аппаратом для дуговой сварки (5 шагов для улучшения техники дуговой сварки)
Аппарат для дуговой сварки используется в производстве и сварочной промышленности. Пользователь несет ответственность за свою и чужую безопасность. Пользователь должен знать угрозы при использовании этой машины и в самой отрасли. Он должен следовать всем инструкциям, прилагаемым к устройству.
Пользователь должен знать угрозы при использовании этой машины и в самой отрасли. Он должен следовать всем инструкциям, прилагаемым к устройству.
Мы разделяем работу аппарата дуговой сварки следующим образом:
Проверка безопасности перед началом работы
- Мы должны проветрить помещение, открытое, чистое, аккуратное, безопасное и подходящее для сварочных работ. Никаких жиров, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ во избежание поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении.
- Проверьте машину и кабели на наличие трещин и размотайте провода перед работой.
- Подготовьте средства индивидуальной защиты (СИЗ) для работы.
Эксплуатация Проверка безопасности
- Дуговая сварка настроена на правильный ток и напряжение. Электрододержатель и заземляющий зажим затянуты. Ослабленный зажим создает короткое замыкание.
 Случайная УФ-вспышка при сварке вредна для глаз и кожи. Установите УФ-экран/завесу на сварочном участке.
Случайная УФ-вспышка при сварке вредна для глаз и кожи. Установите УФ-экран/завесу на сварочном участке. - Заготовка очищена от краски, ржавчины и оксидного слоя для лучшего электрического контакта.
- Проверить работающий сварочный аппарат и его принадлежности. Никогда не оставляйте сварочный аппарат без присмотра.
- После прерывания или завершения сварки зафиксируйте электрододержатель, отключите электропитание.
- Избегайте этого места, пока заготовка не остынет.
Послеэксплуатационная проверка безопасности
- Убедитесь, что сварочный аппарат выключен. Вытяжка дыма при повторном использовании для остановки.
- Подвесьте электрододержатель и зажим заземления в специально отведенном месте.
- Проверка точки контакта на наличие повреждений/коррозии.
- Очистите рабочую зону, сварочный стол, принадлежности и приведите все в порядок для следующего использования.
Средства индивидуальной защиты
- Защита ног защитной обувью.

- Защита рук перчатками.
- Защита глаз шлемом/очками.
- Защита кожи с помощью сварочного костюма.
- Защита лица защитной маской.
Потенциальные опасности
- Повреждения глаз и кожи сварочным фонариком. Шлем, защитные очки, маски и надлежащие инструкции могут снизить этот риск.
- Поражение глаз горячими шлаками. Надлежащее использование очков и масок для удаления остатков полезно.
- Часто встречаются ожоги кожи. Защитная одежда, маска, защитная обувь помогают сократить ущерб.
- Возможны взрыв и пожар. Поддержание чистоты области может помочь избежать этого.
Процесс дуговой сварки
Все процессы дуговой сварки требуют безопасного напряжения. Он нужен им для зажигания и поддержания дуги. Плавление основного металла и электрода требует достаточной силы тока. Процесс дуговой сварки прост, надежен и недорог в течение многих лет. В сварочной и производственной промышленности используется множество дуговых процессов.
Наиболее распространенными процессами дуговой сварки являются:
- MMAW (ручная дуговая сварка металлическим электродом)
- GMAW (дуговая сварка металлическим электродом в газе)
- GTAW (дуговая сварка вольфрамовым электродом в газе)
- FCAW (дуговая сварка порошковой проволокой
- )
- Arc SAW (дуговая сварка под флюсом)
Процедура дуговой сварки
Сварщик надел защитную обувь, сварочный костюм, перчатки, кепку, маску, защитные очки и шлем. Выполните полные инструкции по технике безопасности перед сваркой и сваркой.
Зажигание дуги : Мы приводим электрод в контакт с заготовкой из металла. Этот контакт устанавливается при постукивании и отводе электрода с зазором от 1,5 мм до 3,0 мм. Этот контакт создает дугу.
Поддержание дуги : Зазор между дугой и заготовкой, который создает дугу, необходимо поддерживать. Упорное, устойчивое движение электрода в одном направлении продолжается.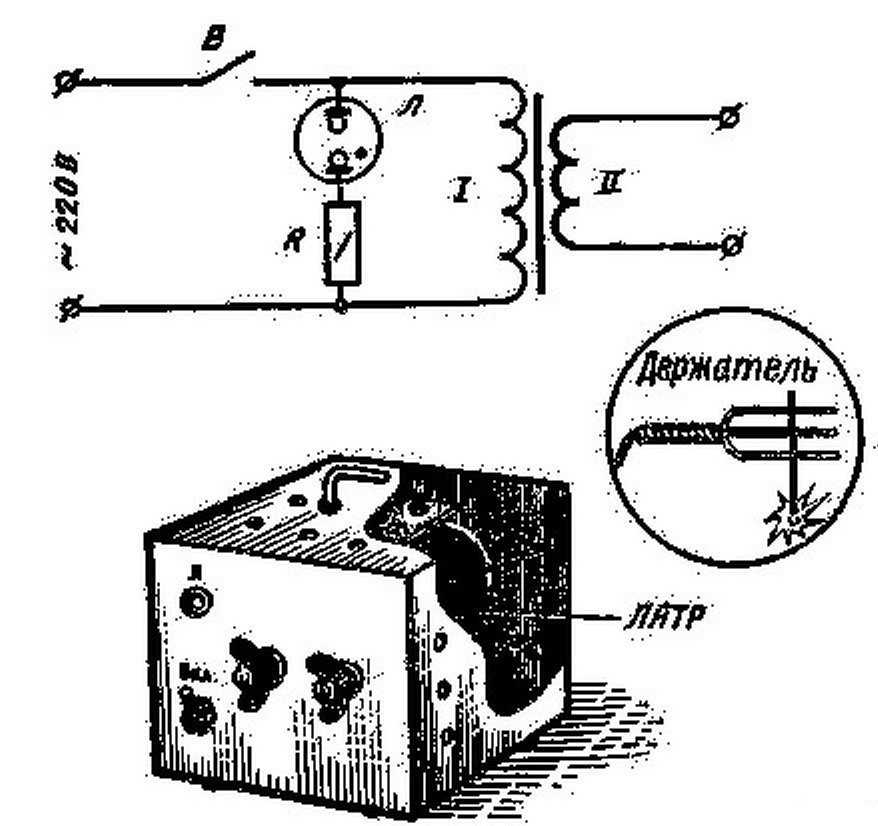 Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для расплавления электрода и защитного флюса. Электрод плавится над заготовкой под защитным шлаком от флюса. Удалите остатки при остывании металла отбойным молотком или остроконечным инструментом.
Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для расплавления электрода и защитного флюса. Электрод плавится над заготовкой под защитным шлаком от флюса. Удалите остатки при остывании металла отбойным молотком или остроконечным инструментом.
Остановите дугу: Вытащите электрод из металлического предмета и разомкните цепь. Электрическая дуга плавит заготовку и электрод одновременно. Таким образом, мы получаем проплавление, когда расплавленный металл электрода оседает на горячую металлическую заготовку. Плавка электродного металла завершается вместе с заготовкой.
Выбор электрода: Выбор — очень сложный процесс, так как для него нет фиксированных критериев. Это зависит от сварки и толщины заготовки.
Предупреждение и рекомендации по процессу дуговой сварки
Пользователь аппарата для дуговой сварки должен следовать рекомендациям в руководстве. Чтобы сделать процесс сварки гладким и безопасным, мы делимся несколькими предупреждениями и рекомендациями.
Обучение оператора : Руководство по эксплуатации аппарата не описывает процесс сварки. Человеку необходимо пройти обучение работе со сварочным аппаратом. Квалифицированный или опытный сварщик добросовестности выбор.
Проветрить зону сварки: Проветрить зону сварки, чтобы избежать паров флюса. Пары и газы опасны для здоровья. Оператор может включать или выключать основное питание.
Обращение с заготовкой: Держите заготовку только с помощью перчаток, плоскогубцев и щипцов. Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Опасность возгорания: Генерирует дым, искры, капли расплавленного металла, шлак и метательные снаряды. Они могут вызвать сильный пожар на рабочем месте. Избегайте любых легковоспламеняющихся материалов. Всегда располагайте огнетушители в зоне сварки.
Металлические поверхности для сварки: Поверхности должны быть очищены от краски, лака и покрытий.![]() Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, заполненные легковоспламеняющимися газами и жидкостями.
Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, заполненные легковоспламеняющимися газами и жидкостями.
Удлинители: Лучше избегать удлинителей. При необходимости он должен иметь соответствующий номинал и заземление. Сварочные кабели должны находиться вдали от зоны сварки и горячих предметов.
Защита от поражения электрическим током: Используйте устройство защитного отключения (УЗО) на 30 мА.
Электрическая изоляция: Надежная изоляция электрода и принадлежностей. Никогда не прикасайтесь к сварочному контуру.
Рабочая среда: Зона сварочных работ должна быть освещена и не выполнять сварку в дождливых или влажных местах.
Правильная одежда: Используйте подходящую одежду и избегайте УФ-излучения дуги машины. В комплект входят куртка, брюки, перчатки, маска, очки, каска. Сварщик защищен от металлических снарядов, искр и шлака.
Изолировать поврежденную деталь : Найдите поврежденную деталь. Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Безопасность окружающих, детей и животных: Удалите детей и животных из зоны сварки. Никто не имеет доступа к рабочему месту.
Выключение сварочного аппарата: После работы выключите сварочный аппарат и отключите питание. Держите горелку, электрододержатель и зажим заземления на месте. Позаботьтесь о горячей заготовке, прежде чем покинуть станок.
Вентиляция сварочного аппарата: Убедитесь, что вентиляция сварочного аппарата включена с помощью достаточного прохода воздуха с помощью вентилятора. Он переключится после нагрева выше предела.
Сварочный аппарат для поверхностного удерживания: Горизонтальная поверхность идеальна для устройства. Никогда не кладите устройство на наклонные, неровные поверхности или на спину во время сварки.
Не работает Ситуация: Замена тефлона, направляющей проволоки и ролика электродной проволоки не рекомендуется. Никогда не поднимайте машину, если она подключена к сети.
Никогда не поднимайте машину, если она подключена к сети.
Значительные опасности дуговой сварочной машины
- Электрический удар
- Fumes
- Радиации
- Пожар и взрыв
- Burns
1. Электрический удар . , в редких случаях паралич или даже смерть. Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве. Держите оборудование изолированным и обслуживайте его. Выключите машину при замене проводов. Резиновый коврик или деревянный лучше во избежание поражения электрическим током. Пот сварщика является отличным проводником электричества. Поддерживайте температуру и вентиляцию в разумных пределах, чтобы предотвратить потоотделение. 2. Дым Сварщик подвергается воздействию дыма при дуговой сварке. Дымы – это атмосферные газы, защитные газы, пары металлов, флюсовые газы. Очистить сварочную заготовку от любых загрязнений. Вентиляция является основой для выравнивания паров на допустимом уровне. Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция. 3. Излучение Подвергает сварщика воздействию видимого излучения, ультрафиолетового излучения, инфракрасного излучения. Видимое излучение высокой интенсивности вызывает ослепляющее состояние. Инфракрасное излучение вызывает ожоги и дискомфорт, а ультрафиолетовое излучение исключительно интенсивное и вызывает повреждения роговицы и кожи. Ультрафиолетовое излучение вызывает воспаление роговицы, называемое кератитом сварочного фонарика. 4. Пожар и взрыв Бумага, синтетические материалы, масла, краски, изделия из дерева и масла воспламеняются. Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика. Очистите и удалите все легковоспламеняющиеся и горючие материалы из зоны сварки. Сварщик надевает приличную одежду и берет с собой огнетушитель, вещь всегда под рукой. 5. Ожоги Сварка может вызвать поверхностные, средние и тяжелые ожоги в зависимости от степени тяжести. Ультрафиолетовое излучение, инфракрасное излучение, искры, шлак, нагретая заготовка и летящие металлы вызывают травмы. Используйте защитные предметы одежды, защитную обувь, маски и другие средства защиты. Используйте щипцы, чтобы удерживать горячую заготовку, и избавьтесь от горячей металлической детали, чтобы предотвратить ожоги. Аппараты для дуговой сварки и электричество Каждый процесс дуговой сварки состоит из трех сегментов. Сварочный ток Нам нужно тепло для плавления металлов при достаточной силе тока. Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки. Напряжение очень высокое, а ток низкий. Основное питание от переменного тока преобразуется для сварки. Специальный генератор или генератор переменного тока может подавать ток для сварки. Типы тока Доступны переменный и постоянный ток. Переменный ток : Они берут его из основного источника питания. Течение циклично. Существует цикл, когда ток течет от плюса к минусу. Это следует за циклом тока от отрицательного к положительному. 50-кратное изменение тока в секунду. Циклический ток равномерный. Переменный ток генерирует тепло между электродом и заготовкой. Постоянный ток : Постоянный ток в одном направлении. Ток течет от отрицательного к положительному полюсу. У него больше всего тепла на положительном полюсе. Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы. Сравнение переменного и постоянного тока Портативность : Машины переменного тока являются статическими, трансформаторными и рассчитаны на тяжелые условия эксплуатации. Машины постоянного тока очень портативны. Питание : Машина переменного тока ограничивает доступ к основному источнику питания, в то время как машина постоянного тока работает где угодно. Полярность : Нет полярности для машины переменного тока, в то время как полярность требуется для машин постоянного тока. Электрическая эффективность : Машины переменного тока имеют 70-90% энергоэффективности. Машины постоянного тока составляют всего 40-50%. Техническое обслуживание : Машины переменного тока статичны и стабильны и нуждаются в меньшей поддержке. Машины постоянного тока перемещаются с места на место и требуют большего обслуживания. Arc Blow : Не влияет на машины переменного тока, пока присутствует на машинах постоянного тока. Взрыв дуги более 300 ампер трудно контролировать. Стоимость установки : Цена машины переменного тока меньше, тогда как установка машины постоянного тока стоит дорого. Эксплуатационные расходы : Машины переменного тока дешевле в эксплуатации, так как требуют электропитания. Машина постоянного тока нуждается в перемещении двигателей и топлива. Сварочные позиции 1G — Flat Butt Weld 2G — горизонтальный прикладной сварки 3G — Вертикальный прикладной Weld 4G — WARD HEAL WELD 5G — FICT Horizontal Pipe Weld 000 2 5G — Fix Horizontal Pipe Weld 000 2 666666666667 5G — фиктивный горизонтальный трубопровод 66000 5G Вот ссылка на различные символы сварки. Дуговая/дуговая сварка (MMAW) Низкое напряжение и большой ток создают дугу между кончиком электрода и заготовкой. Он выделяет тепло для расплавления заготовки и кончика электрода. Такие металлы, как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация дыма держится в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки.
Такие металлы, как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация дыма держится в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки. Кератит проходит сам по себе. Он оказывает пагубное воздействие на роговицу. Индивидуальная защита является ответом на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы защититься от воздействия радиации.
Кератит проходит сам по себе. Он оказывает пагубное воздействие на роговицу. Индивидуальная защита является ответом на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы защититься от воздействия радиации.


 Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Электрод плавится до капель. Капли металла добавляются к расплавленному основному металлу. Зона сварки охлаждается для создания надежного соединения, покрытого шлаком. Теперь удалите шлак отбойным молотком.
Дуговая сварка используется для сварки конструкций, сосудов высокого давления, изготовления, строительных площадок, обслуживания трубопроводов, общего изготовления. Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр применения.
Процесс сварки характеризуется низким рабочим циклом оператора и меньшим количеством наплавок. Время требует перемен; электрод испортился. Этот процесс не подходит для высокопроизводительного приложения. Отмечаются шлаковые включения, пористость, непровар, подрез, блуждающая дуга, чрезмерное разбрызгивание.
Время требует перемен; электрод испортился. Этот процесс не подходит для высокопроизводительного приложения. Отмечаются шлаковые включения, пористость, непровар, подрез, блуждающая дуга, чрезмерное разбрызгивание.
Сварка МИГ (GMAW)
Процесс сварки МИГ подходит для высокопроизводительного изготовления металлических листов. Для сварки MIG требуется электричество для выработки тепла, наполнителя и защитного газа, а оператор держит курок горелки и заряжает электрод.
Механизм подачи проволоки продолжает подавать электрод. Защитный газ проходит через пистолет. Прикосновение электрода к металлу запускает дугу. Дуга производит тепло для расплавления электрода и основного металла. Защитный газ предотвращает окисление от примесей воздуха.
Сварочный процесс MIG подходит для высокопроизводительного производства. В выбранной ситуации сварки MIG используется робот. Сварка MIG подходит для сварки углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл — алюминий.
Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл — алюминий.
Сварка ВИГ (GTAW)
Для сварки ВИГ требуется тепло, присадочный материал и защитный газ. Приток тепла от сварочной дуги. Дуга возникает в результате контакта вольфрама с металлом при прохождении электрического тока. При срабатывании горелки TIG подается защитный газ для защиты зоны сварки. Это техника, которая требует больше практики.
Одна рука обеспечивает непрерывное движение горелки, а другая подает присадочный материал. Это тепло расплавляет присадочный материал и основной металл. Расплавленный наполнитель осаждается на нагретом основном металле. Зона охлаждающей сварки может обеспечить прочное и красивое соединение.
Вольфрамовый инертный газ (TIG) использует нерасходуемый электрод. Это выбор сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
Дуговая сварка порошковой проволокой (FCAW)
FCAW, полуавтоматический процесс, представляет собой процесс дуговой сварки, аналогичный сварке MIG во многих аспектах. Оборудование в принципе одинаковое. Наполнитель здесь пустотелый. Полость имеет флюсовый материал. Этот флюс помогает предотвратить окисление в сварочной ванне.
Оборудование в принципе одинаковое. Наполнитель здесь пустотелый. Полость имеет флюсовый материал. Этот флюс помогает предотвратить окисление в сварочной ванне.
Этот процесс используется в судостроении, сварке трубопроводов, подводной сварке, ремонте и техническом обслуживании. Это более быстрый и универсальный процесс, и здесь не нужно носить с собой газовый баллон. Имеет встроенную защиту.
Дуговая сварка под флюсом (SAW)
SAW — это процесс дуговой сварки. Между подвижным электродом и заготовкой образуется дуга.
Мы используем флюс в качестве защитного экрана.
Флюс предотвращает окисление и действует как шлак для защиты зоны сварки.
Этот универсальный процесс сварки используется для продольной и кольцевой стыковой сварки. Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Часто задаваемые вопросы: о лучшей марке сварочного аппарата в Индии
Какой тип сварки лучше?
МиГ является наиболее универсальным и адаптируемым методом сварки, который лучше всего подходит для начинающих.
Какой процесс сварки наиболее распространен?
Металлический инертный газ является наиболее распространенным процессом сварки в производстве.
Какие пять основных суставов?
Пять основных соединений при сварке: стыковое соединение, соединение внахлестку, тройниковое соединение, угловое соединение и краевое соединение.
Какой процесс сварки самый прочный?
Сварка электродуговой или дуговой сваркой является самой прочной сваркой.
Какой процесс сварки является точным?
Процесс сварки TIG является наиболее точным.
Какой вид сварки самый сложный?
Сварка TIG — самый сложный вид сварки.
Сварщики болеют раком?
Постоянное длительное воздействие сварочного дыма вызывает рак.
Почему сварные швы выходят из строя?
Отсутствие подготовки и неправильный выбор сварочного аппарата приводит к отказу сварки.
Насколько горяч Тиг Арк?
Дуга Тига имеет температуру 11000 градусов по Фаренгейту.
Почему сварщики пьют молоко?
Цинк выделяется из оцинкованной стали. Кальций молока помогает сварщику. Сварщик спасает от отравления цинком.
сварить свой собственный велосипед | MIT Admissions
Всем привет!
я был занят этим
ИАП,01
IAP, для всех читателей, которые не запомнили все аббревиатуры в этом нечестивом институте, означает период независимой деятельности и длится весь январь. У нас нет регулярных занятий, только добровольные добровольные занятия, такие как клубы, или несколько ускоренных, всепоглощающих занятий. Все меньше попадают под пожарный шланг, поэтому, как правило, больше общаются. Это славное время, чтобы быть живым.
прыгать между классами, людьми и личными проектами. К концу я был несколько утомлен, но каждый из классов казался новым и ценным. Я взяла Weld Your Own Bicycle (именно так, как это звучит), 2.670 (научитесь пользоваться токарным и фрезерным станком), Blacksmithing (!!!) и The Art of Negotiation («так, торгуйтесь», — сказала Маша).
Сварите свой собственный велосипед (в D-Lab)
Этот курс фактически начался в самом конце осеннего семестра. Сварка MIG была обязательным условием для занятий, и чтобы показать, на что вы способны, вы должны были прийти и сварить подседельную трубу.
Это было бы очень просто, если бы я действительно знал, как сваривать MIG. Однако я этого не сделал. Я был обучен сварке TIG, которая более универсальна, но сложнее, и я мало практиковался. Во время тренировки я проплавил несколько дырок в учебном материале и случайно подключил вольфрамовую палочку к сварочной дуге (для контекста, это плохо).
Итак, я пришел в D-Lab и сделал много пробных сварных швов и прожег пару дырок в металлоломе. Когда я почувствовал уверенность, что не прожгу ни одной дыры в самой подседельной трубе, я заварил ее. Сварные швы были некрасивыми, но они были прочными, как это обычно бывает при сварке.
Потом мы ушли на перерыв, а вернулись и начали работу в первый же день ИАП.
много тренировочных сварных швов
В тот первый день я появился в рубашке группы Killers, с очками на шее, с чашкой кофе в
рука.02
один был для моей подруги Одри
Мне казалось, что я наткнулся на бренд.
Джек и Малди, инструкторы, уже вырезали для нас трубы лазером, так что нам оставалось только сварить их вместе. Просто, да?
Перед началом сварки вы включаете вентилятор или открываете окно, чтобы в помещении не скапливались пары. Включаешь защитный газ, проверяешь настройки сварочника. Вы одеваетесь — куртка с рукавами, которые ниспадают на руки, самый маленький набор перчаток, капюшон, который вы будете поднимать и опускать на ходу. Это кажется много, первые несколько раз. Мои руки тряслись от кофеина, который я выпил в избытке, чтобы компенсировать недостаток сна.
Затем вы зажимаете детали, отслеживаете, куда пойдет ваш сварочный пистолет, и нажимаете на курок.
Электричество вспыхивает, и мир становится черным, за исключением одной оранжевой бусины. Вы не можете полностью увидеть кусок, просто угадайте, где он начинается и заканчивается. Вы перемещаете сварочный пистолет быстро — задержитесь, и вы прожжете дыры, которые вы еще не знаете, как исправить, — но не слишком быстро, иначе сварной шов останется на заготовке и ничего не сплавит вместе. И вы не знаете, как это отшлифовать и переделать.
Вы не можете полностью увидеть кусок, просто угадайте, где он начинается и заканчивается. Вы перемещаете сварочный пистолет быстро — задержитесь, и вы прожжете дыры, которые вы еще не знаете, как исправить, — но не слишком быстро, иначе сварной шов останется на заготовке и ничего не сплавит вместе. И вы не знаете, как это отшлифовать и переделать.
Новички ошибаются, а этот сварочный аппарат был особенно привередлив. Подача проволоки иногда шла слишком медленно, из-за чего проволока запутывалась. Если вы держите контактный наконечник слишком близко или двигаетесь слишком медленно, вы можете расплавить металлический шарик на контактном наконечнике, что приведет к невозможности подачи проволоки. Вы не знаете, как его заменить.
Излишне говорить, что я сделал все это. Каждый раз я замирала и думала о том, сколько времени у меня осталось до того, как одному из моих одноклассников понадобится использовать сварочную комнату и сварочный аппарат с его запутавшейся проволокой или забитым контактным наконечником.
Затем я собирался с духом и шел к инструкторам, мой голос колебался между кривым, застенчивым смущением и тоном на несколько октав ниже, который я использую в Home Depot.
Инструкторы были спокойны. Мне показали, как заменить контактный наконечник (выброшенные я оставила себе, превратила в серьги) и снова подали спутавшийся провод. Они показали, как замазать дыру, которую я прожег, и рассказали, что я сделал не так, чтобы в следующий раз все было чисто. Я стачивал несколько сварных швов, привык к тому, как искры выбрасывает угловая шлифовальная машина.
Моя подруга-фотограф Одри Чен (@auds_chen) несколько раз приходила потусоваться и сделала несколько эпических снимков. Мне нравилось наблюдать, как она выясняет, как их подставить. Она подготовила кадр, пока я думал, как подойти к определенному сварному шву; то я бы начал, а она стреляла бы вслепую, потому что через сварочные каски ничего не видно.
В течение следующих нескольких дней мы собрали велосипеды, сделали несколько фотографий, а затем разобрали их, чтобы покрасить рамы. Мой ярко-оранжевый, такого же цвета, как моя машина в Аризоне.
Мой ярко-оранжевый, такого же цвета, как моя машина в Аризоне.
Я многому научился — сборка велосипедов более специализирована, чем я думал, и многие инструменты, которые мы использовали, возвращались снова и снова — но самой важной частью было просто научиться сваривать. Теперь я могу настроить за считанные минуты, устойчиво и уверенно. Сварка позволяет реализовать гораздо больше проектов; маленькие идеи, которые я вынашивал с осени, наполовину законченная лира, над которой мне не терпелось поработать.
Пока этот сверкающий новый байк не скользит по льду.
части велосипедной рамы
смотри лягушки! Ось заднего колеса входит в их рты.
мы врезали нитки в проушины, поэтому он в тисках
нам пришлось укоротить рулевую трубу с помощью пилы для холодной резки
мы сварили рамы прихваточным швом, пока детали удерживаются в шаблоне
… и достал его из приспособления чтобы сварить полностью
колеса нанес
потом пришло время красить!
такой блестящий после пескоструйной обработки!
теперь она оранжевая 😀
UROP
У меня осталось много данных для анализа в моей UROP, метановой лаборатории, о которой я писал в блоге этим летом. Это была полностью моя вина; осенью я продолжал отталкивать его. Собирать данные об озерах — это прекрасно; пропуская его через газовый хроматограф, который работает с 8-минутными циклами, реже.
Это была полностью моя вина; осенью я продолжал отталкивать его. Собирать данные об озерах — это прекрасно; пропуская его через газовый хроматограф, который работает с 8-минутными циклами, реже.
Я знал, что должен сделать это во время IAP. Может быть, всего за одну ночь.
В 22:00 пошла с Машей в лабораторию. В этом семестре мы туманно говорили о том, что значит быть человеком, спать, читать книги и думать. Около 11 или 12 Маша легла спать, а я час чистил данные, которые не просматривал неделями.
Я ходил по лаборатории в свете холодных флуоресцентных ламп, уставший, но не несчастный. Я подумал о главной героине романа, который я написал еще до поступления в Массачусетский технологический институт, которая проводила дни и ночи в лабораториях. Когда я писал это, я был в Европе и работал на таком оборудовании с графикой, которая последний раз обновлялась в 99-м.0-х, казались чужеродными и вымышленными.
8-минутные циклы, требующие всего 1 минуты на подготовку, оставляют много времени для размышлений.
Моя мама в Тусоне еще не спала. Я позвонила ей и рассказала о том, сколько времени я провела на семинарах, как сейчас ем смузи и как она? Как сложилась ее компания, как утка и индюк Джеффри вернулись домой?
Потом мама тоже легла спать, а я еще немного походил по лаборатории. Текли минуты, 3 часа ночи, 4. 9.0003
И тут я закончил.
это газовый хроматограф
Искусство переговоров в Sloan
Sloan переместил этот класс в зум, учитывая появление омикрон. Это было с 9 до 5 в течение трех дней подряд. Тем не менее, класс был чертовски занят, и профессор был великолепен. Мы не исследовали новый контент так, как это делаете вы, занимаясь техническими вопросами, а скорее применяли модели к поведению, с которым большинство из нас сталкивались или слышали раньше. Это дало мне хорошую основу для стилей и тактик ведения переговоров. Суть заключалась в том, чтобы попытаться понять своего оппонента и попытаться удовлетворить его потребности таким же образом, как и ваши.![]()
Мы провели несколько тренировок, некоторые из которых прошли для меня очень хорошо. Мой папа упорный переговорщик. Может быть, его истории, рассказанные за годы, когда мы с сестрами везли меня в школу, сошли на нет.
2,670 (класс фонарика MechE)
2,670 был весь день, очное занятие, которое длилось два дня. Мы научились пользоваться мельницей и токарным станком, делая милые маленькие фонарики.
Я пришел в рубашке Guns’n’Roses с отрезанными рукавами, серьгах-молниях и потертых документах. Инструктор объяснил, как можно заменить насадку на фрезерном станке, нажав кнопку, чтобы отпустить или немного затянуть насадку, и я был тем человеком, который сказал: «Черт возьми, все это время было так просто? Черт возьми, я научился на ручной мельнице. Пришлось долбить это дерьмо молотком. Мне пришлось встать на ящик из-под молока».
Конечно, я не говорил этого вслух. Я только ухмыльнулся. Чем больше инструментов и техник они объясняли, тем больше я понимал, что я, , постепенно, в течение осеннего семестра, усвоил .
2.670 отлично освежил память, а инструкции с фонариком заставили меня задуматься о том, как использовать токарные и фрезерные станки, чего я раньше не знал. Я почувствовал, насколько алюминий мягок , один неверный поворот и ты его надрежешь. Я наловчился резать ровно столько, чтобы лезвия срезали не куски металла, а спирали, которые шуршат, как мишура, когда их смахиваешь.
А еще я сделал симпатичный фонарик.
мы сделали маленький винт в качестве окончательного проекта
Кузнечное дело
Кузнечное дело — это не для кредита класс, разделенный на три трехчасовых занятия. Я научился ковать!
Вы входите, и вам показывают, как выковать крюк для свитка (см. выше). Сначала вы выковываете конус (или острие) на конце стержня, затем сгибаете его над наковальней, забиваете на себя, чтобы получилась кривая. Затем вы делаете это снова, в большем масштабе, чтобы сделать крючок. Повторите то же самое с другой стороны, чтобы у вас было два крючка. Затем нагрейте середину, зажмите один крючок в тисках и скрутите. Экземпляр занял около двадцати минут.
Затем нагрейте середину, зажмите один крючок в тисках и скрутите. Экземпляр занял около двадцати минут.
Затем мы приступили к делу, и это заняло у нас около двух с половиной часов.
Следующие две сессии были посвящены личным проектам. Мои одноклассники делали классную хрень, от розы до петли и до ножа. Я сделал открывалку для бутылок с кованым листом на конце.
«Я вижу, как ты мысленно делаешь заметки для следующего раза, когда будешь писать фэнтезийный сеттинг», — сказал мой друг. Кузница пахнет пеплом и полирующим воском, а не машинным маслом. Угольная пыль оседает на коже и не смывается часами. Тепло доходит до вас медленно. Волдыри расцветают по всей руке.
Ковка кажется… дикой. Вы нагреваете металл, пока он не станет красным или желтым, толкаете его и смотрите, как он искажается под вашими ударами. Техника того, где ударить по кривой, чтобы она согнулась, очень напоминает мне изготовление украшений, наматывание проволоки, обучение на ошибках и время.
