Сколько весит станок токарный станок по: Токарный станок 16К20 – технические характеристики, ремонт + Видео
Содержание
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
ТВ-4 (ТВ4) Станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
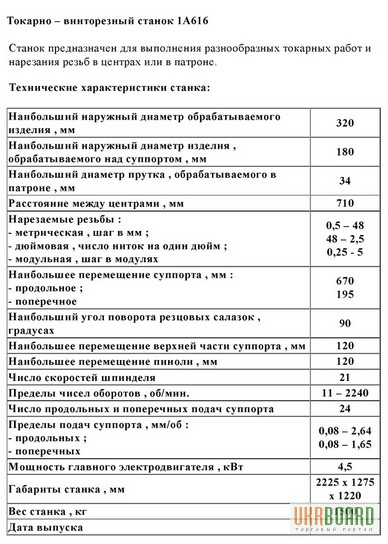
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Габаритные размеры рабочего пространства станка ТВ-4
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio. ru
ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Расположение органов управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
Таблички для ручек управления токарным станком тв-4
Таблички для ручек управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».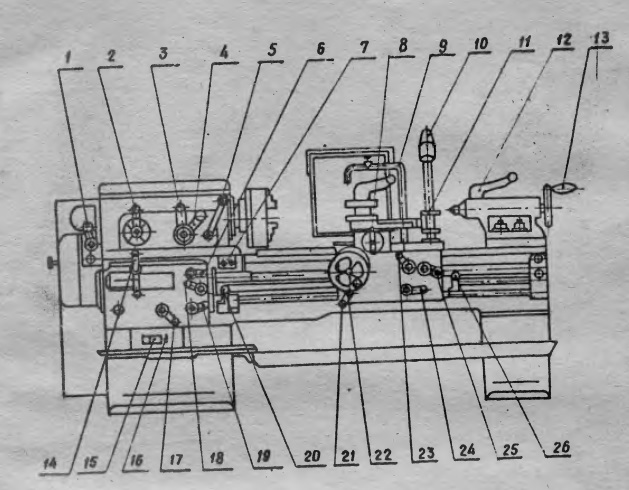
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).

- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
1. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Спецификация подшипников токарного станка тв-4
Спецификация подшипников токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4. Смотреть в увеличенном масштабе
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14. ‘
‘
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.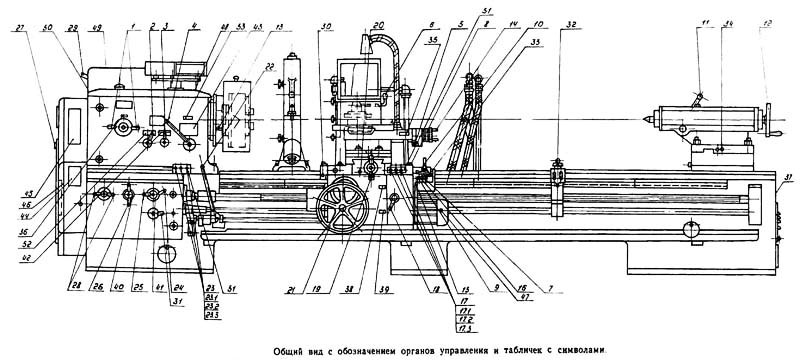
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передняя и задняя опоры шпинделя токарного станка тв-4
Шпиндель станка ТВ-4 смонтирован на 3-х подшипниках:
- Передняя опора шпинделя — два однорядных радиально-упорных шарикоподшипника № 46207, класс точности Н, размер 35х72х17 мм
- Задняя опора — шарикоподшипник радиальный однорядный № 206, класс точности Н, размер 30х62х16 мм
Подшипник № 46207 (7207)
Это шариковый радиально-упорный однорядный подшипник. Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском заводе «СПЗ» (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ).
Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207):
- Внутренний диаметр (d): 35 мм;
- Наружный диаметр (D): 72 мм;
- Ширина (H): 17 мм;
- Масса: 0,289 кг;
- Диаметр шарика: 11,112 мм;
- Количество шариков: 12 шт;
- Диаметр борта наружного кольца: 60,2 мм;
- Диаметр борта внутреннего кольца: 46,9 мм;
- Грузоподъемность динамическая: 29 кН;
- Грузоподъемность статическая: 16,4 кН
- Номинальная частота вращения: 11000 об/мин.

Схема подшипника 46207 токарного станка ТВ-4
Регулирование шпиндельных подшипников на токарно-винторезном станке ТВ-4
Передняя опора шпинделя токарного станка тв-4
Регулирование радиального зазора передних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 11).
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150 мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Фартук токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4
Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Читайте также: Школьные токарные станки
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Паспорт токарно-винторезного станка ТВ-4, 1969
- Токарно-винторезный станок, модель ТВ-4.
 Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
тв-4 Паспорт токарно-винторезного станка, Скачать
технические характеристики токарно-винторезного станка по металлу
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей. В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.
Содержание:
- 1 Краткая история
- 2 Назначение и область применения школьного токарно-винторезного станка по металлу
- 3 Технические характеристики
- 3.1 Основные параметры
- 3.2 Шпиндель
- 3.3 Суппорт и подачи
- 3.4 Резцовые салазки
- 3.5 Задняя бабка
- 3.6 Электрооборудование
- 3.7 Общие размеры (габариты) и вес
- 4 А вы знаете на что обращать внимание при покупке ТВ-4 – видео
- 5 Общая конструкция и принцип работы
- 6 Рисунки и описание устройства
- 6.
 1 Общий вид
1 Общий вид - 6.2 Общий чертеж
- 6.3 Расположение органов управления
- 6.4 Кинематическая схема
- 6.5 Шпиндельная бабка
- 6.6 Коробка подач
- 6.7 Фартук
- 6.8 Суппорт
- 6.9 Задняя бабка
- 6.10 Схема электрическая принципиальная
- 6.
- 7 Инструкция по первому запуску и эксплуатации
- 8 Правила эксплуатации и ухода
- 8.1 Обзор станка, видео
- 9 Паспорт станка
- 10 Современные аналоги
- 11 Как происходит ремонт
Краткая история
Токарный станок ТВ-4 производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения. На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Гродно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции. Читайте также: токарный станок ТВ-7, технические характеристики, описание.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку токарный станок ТВ-4 изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Токарный станок ТВ-4 позволяет проводить следующие виды токарных работ:
- обработка цилиндрических поверхностей методом точения;
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.

Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Технические характеристики
Мощность электродвигателя токарного станка ТВ-4 составляет 0.6 КВТ. При этом полный его вес составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам токарного станка ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в токарном станке ТВ-4 классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь токарного станка ТВ-4, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Токарный станок ТВ-4 относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
А вы знаете на что обращать внимание при покупке ТВ-4 – видео
Общая конструкция и принцип работы
Тумба токарного станка ТВ-4 изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего токарного станка ТВ-4 является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
Расположение органов управления
К органам управления токарного станка ТВ-4 относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.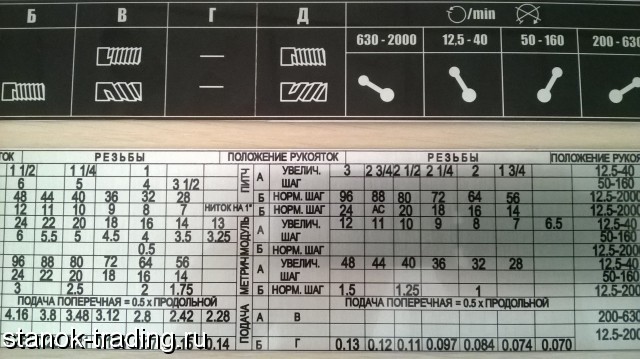
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка или задняя бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
Инструкция по первому запуску и эксплуатации
Монтаж и установку токарного станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.![]()
Для монтажа токарного станка ТВ-4 необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция. Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы.
 Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Токарные станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам токарный станок ТВ-4 не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Также при работе необходимо следить за наличием вибрации. Если на станке образуется вибрация, то его следует немедленно отключить и исправить данную неполадку. Обычно достаточно проверить и изменить крепление детали и рабочего инструмента.
Обзор станка, видео
Паспорт станка
Токарный станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в токарном станке ТВ-4 нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.

- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок ТВ-4, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Как происходит ремонт
Инструкция по выбору токарного станка с ЧПУ
SMEC RUS
Токарный обрабатывающий центр с ЧПУ — это технически сложный станок, который позволяет с высокой точностью и скоростью обрабатывать металлические тела вращения
(
пруток). Разберем, с чего начать при выборе токарного станка и на что обратить внимание, делая окончательный выбор среди нескольких моделей от разных производителей.
Разберем, с чего начать при выборе токарного станка и на что обратить внимание, делая окончательный выбор среди нескольких моделей от разных производителей.
Содержание
I.
Выбор базовых опций
1
Максимальная длина обрабатываемой детали (L, XL)
2
Размер и тип патрона (A, B, C)
3
Налич
ие приводного инструмента (M)
4
Наличие оси Y (Y)
5
Наличие противошпинделя (S)
II.
Критерии выбора токарного станка с ЧПУ
1
Высокая точность/скорость обработки
— 1.1
Револьверная голова
— 1.2
Шпиндель
— 1.3
Станина
2
Надежность и срок службы
— 2. 1
1
Направляющие
— 2.2
Шарико-винтовая передача (ШВП)
3
Удобство использования
— 3.1
Система ЧПУ
— 3.2
Задняя бабка
— 3.3
Бак СОЖ и конвейер для стружки
— 3.4
Барфидер
Выбор базовых опций
Для начала, необходимо определиться, какими базовыми характеристиками и опциями должен обладать ваш токарный станок с ЧПУ
Максимальная длина обрабатываемой детали (L, XL)
Чем больше
длина обрабатываемой детали
, тем больше по габаритам будет ваш станок.
Планируя приобретение токарного станка с ЧПУ, как правило, вы уже представляете, какого размера детали будете обрабатывать. Выберите максимальную длину планируемой детали и добавьте 30−50 мм — получившееся значение используйте как максимальную длину обрабатываемой детали
(
L max).
Станки компании
SMEC
делятся на несколько групп, состоящих из диапазонов максимальных длин обрабатываемых деталей. Используя фильтр на
странице подбора токарного обрабатывающего центра SMEC
, выберите получившееся значение L max в соответствующем параметре фильтрации.
Подсказка: станки
SMEC
в названии могут иметь букву «
L
» (Large) или «
XL
» (Extra Large). Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Это означает, что такой станок имеет удлиненную станину и бОльшую длину обработки детали.
Размер и тип патрона (A, B, C)
Патрон токарного станка
— это устройство для зажима обрабатываемой заготовки в шпинделе. Тип и размер патрона определяет максимальный диаметр заготовки, которая может быть установлена в обрабатывающий центр.
Патроны бывают разных размеров и, как правило, размер обозначается дюймами
(
например, 8″). Кроме того, патроны бывают сквозные и закрытые. Патроны сквозного типа позволяют пропускать через себя заготовку, что удобно, при использовании автоматического податчика прутка
(
барфидера). Закрытые патроны этого делать не позволяют.
На токарных станках
SMEC
для удобства работы всегда используются сквозные патроны южнокорейской фирмы
Samchully
. Исключением являются вертикальные обрабатывающие центры
Исключением являются вертикальные обрабатывающие центры
(
серии PL 250V, PL 300V, PL 800V), где в силу вертикальной конструкции станка используется закрытый патрон.
Подсказка: станки
SMEC
в названии могут иметь букву «
A
», «
B
» или «
C
», что означает увеличенный размер патрона.
Наличие приводного инструмента (M)
Приводной инструмент
позволяет значительно расширить возможности станка, делая токарный станок с ЧПУ обрабатывающим центром.
Приводной блок устанавливается в револьверную голову токарного станка
(
имеет присоединительные размеры, идентичные обычным расточным, сверлильным и другим оправкам), а в приводной блок можно установить специальный вращающийся инструмент
(
сверла, метчики, фрезы). Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Приводной инструмент обладает специализированным хвостовиком, играющим роль соединительной муфты для передачи момента.
Технологические операции:
• Фрезерование плоскостей, лысок, пазов, обнижений и пр.
• Сверление соосных отверстий разного диаметра, как по оси детали, так и со смещением.
• Обработка поверхностей и отверстий под углом к оси детали.
• Нарезание резьбы методом фрезерования.
Компания
SMEC
использует в своих станках револьвер и приводные блоки производства немецкой фирмы
EWS
— мирового лидера в области разработки и производства инструментальных систем с более чем 50-летним опытом.
Подсказка: станки
SMEC
в названии могут иметь букву «
M
»
(
Milling). Это означает, что такой станок имеет функцию приводного инструмента.
Это означает, что такой станок имеет функцию приводного инструмента.
Наличие оси Y (Y)
Установка
оси Y
позволяет расширить возможности токарного станка с ЧПУ. Ось Y добавляет функцию обработки заготовки, вне оси вращения заготовки или вне перпендикуляра к оси вращения заготовки. Другими словами, наличие оси Y позволяет осуществлять линейную фрезеровку и внеосевое сверление.
Типовое применение оси Y — изготовление контровочных отверстий на гайках.
Компания
SMEC
использует в своих станках направляющие скольжения по оси Y собственного производства
(
Ю. Корея) с отдельным приводом. Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
Перемещение по оси Y реализовано через одновременное перемещение револьвера по оси X и дополнительной оси с
направляющими скольжения
. На сегодняшний день — это самое передовое, надежное и стабильное решение.
Подсказка: станки
SMEC
в названии могут иметь букву «
Y
». Это означает, что такой станок оборудован осью Y. Кроме того, если на станке установлена ось Y, это автоматически означает, что на этом станке установлен и приводной инструмент
(
«M»
)
Наличие противошпинделя (S)
Установка
противошпинделя
(
контр-шпинделя) S2
с полной осью C позволяет вести обработку детали с обратной стороны
(
сверление, фрезеровка, перфорация) без дополнительной перестановки детали в станок, следовательно сэкономить время, необходимое на полную обработку детали. Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Эта возможность позволяет обрабатывать детали повышенной сложности и точности.
Типовое применение противошпинделя — изготовление валов, обработка торца с двух сторон.
Компания
SMEC
использует в своих токарных станках шпиндель и противошпиндель собственного производства
(
Ю.Корея) с встроенным японским приводом
FANUC
повышенной мощности. Конкурентным преимуществом конструкции противошпинделя
SMEC
является использование двух пар радиальных подшипников в задней части, что повышает точность тяжелой обработки до непревзойденного уровня. Шпиндель и противошпиндель токарного обрабатывающего центра
SMEC
синхронизированы для обеспечения высокой точности позиционирования детали.
Подсказка: станки
SMEC
в названии могут иметь букву «
S
». Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
Это означает, что такой станок оборудован противошпинделем. Кроме того, если на станке установлен противошпиндель, это автоматически означает, что на этом станке установлен и приводной инструмент
(
«
M
»)
Теперь вы готовы начать выбор токарного станка с ЧПУ!
Начать выбор!
Критерии выбора токарного станка с ЧПУ
Вы определились с базовыми параметрами вашего будущего станка и получили на руки несколько предложений. Как же определиться, какой токарный станок с ЧПУ лучше? Какими критериями следует руководствоваться?
Высокая точность/скорость обработки
Пожалуй, главное назначение
токарного обрабатывающего центра с ЧПУ
— это быстрое изготовление деталей высокой точности.
Точность обработки
станка определяет технологические возможности вашего производства. Имея в своем распоряжении оборудование с высокими точностными характеристиками, вы можете изготавливать детали повышенной сложности и ответственности, соблюдать более строгие допуски, следовательно расширить свои возможности производства и зарабатывать больше.
Скорость цикла обработки
детали — важнейший параметр при расчете окупаемости станка. Чем быстрее станок делает из заготовки деталь, тем больше деталей он сделает за единицу времени
(
например, за рабочую смену).
Скорость и точность обработки
— тесно связанные характеристики, которые должны находиться в правильном балансе. Сравнивая несколько вариантов токарных станков с ЧПУ, следует обратить внимание на их конструктивные особенности.
Револьверная голова
Револьверная голова На сегодняшний день в мире существует две наиболее распространенные системы крепления инструмента для токарных обрабатывающих центров с приводным инструментом. Это системы VDI и В токарных станках EWS на 10 или 12 инструментальных позиций.
|
 В стандартной комплектации доступна
В стандартной комплектации доступна
Шпиндель
Шпиндель
Samchully Machinery Co уже более 30 лет производит зажимную технику высшего качества на заводе расположенном в городе Инчхон (Incheon), Южная Корея.
|
 Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона.
Правильное вращение шпинделя является ключевым условием для высокоточной обработки деталей. Важно, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта или слабины. На точность работы шпинделя влияют тепловые расширения, образующиеся при работе шпинделя, тип и количество подшипников и тип устанавливаемого патрона.

Cтанина
Станина Станина — это неподвижное основание токарного станка, к которому крепятся все остальные части и узлы.
( когда несколько частей соединены в конструкцию) или цельнолитой. Составная станина обычно имеет сварочные швы, соединяющие элементы станины. Чем больше швов на станине, тем меньше ее устойчивость и прочность. Низкая устойчивость сказывается на точности обработки, так как в случае появления вибрации инструмент может отклоняться от правильной траектории обработки. Малейшие отклонения резца снижают класс точности изготавливаемой продукции, что в свою очередь, снижает и ее ценность. Цельнолитая же станина швов не имеет, следовательно ее способность подавлять вибрации намного выше.
( характерно для средней и тяжелой обработки). Все это позволяет станкам SMEC обеспечивать идеальное поглащение вибраций и более высокую точность, в сравнении с конкурентами. Еще одна особенность станин SMEC — это угол наклона. |

 Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
Использование этого специально разработанного материала в станине дает повышенную устойчивость за счёт большой плотности, веса и цельной конструкции. Во время резки станина SMEC подавляет отскоки за счёт микродеформации по оси Z при перемещении суппорта
Надежность и срок службы
Не менее важные критерии выбора
токарного станка с ЧПУ
— это надежность узлов и элементов станка и их срок службы.
На
надежность узлов
станка влияет качество используемых в нем компонентов. Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Некоторые детали подвергаются наибольшей нагрузке и чаще других могут выходить из строя и подвергаться ремонту частичной или даже полной замене.
Инженерные решения, применяемые разными производителями токарного оборудования позволяют продлить
срок службы
элементов станка, сохраняя максимальную производительность и точность обрабатывающих операций.
Направляющие
Направляющие Направляющие в токарных станках бывают в основном двух типов: Как правило,
В Rexroth ( Bosh group, Германия) ( в 1,2 раза шире чем у большинства конкурентов).
( 2,7 мм у SMEC, против 1,3 мм у большинства станков). |
 Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях.
Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях. Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Шарико-винтовая передача
Шарико-винтовая передача (ШВП) Шарико-винтовая передача — механизм, использующийся для передачи вращательного движения с привода в поступательное (например, движение револьверной головы по направляющим скольжения) с удивительно высоким КПД. Критерии качества ШВП — скорость реакции, точность позиционирования, шум, создаваемый при движении механизма, прочность и надежность корпуса. У ШВП довольно сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Ассортимент шариковинтовых передач на рынке довольно высок. NSK (Япония), отличающиеся высокой надежностью, скоростью работы и низким уровнем шума. Кроме того, в ШВП станков SMEC установлено три пары опорных подшипников, тогда как большинство производителей токарных станков с ЧПУ устанавливают лишь две пары. Это конкурентное преимущество значительно продляет срок службы станка . |
 Компания
Компания Удобство использования
Важно не забывать о конечном пользователе
токарного станка с ЧПУ
— операторе. Удобное устройство станка и эргономичные элементы управления — залог успешной работы оператора и его удовлетворенности работой со станком.
Удобство использования
обрабатывающего центра создают такие элементы конструкции, как
стойка ЧПУ
,
управляемая задняя бабка
,
система подачи металлического прутка
и
система удаления металлической стружки
.
Различные инженерные решения, применяемые производителями токарного оборудования позволяют ускорить взаимодействие оператора со станком и сэкономить
время при производстве
— главный ресурс, необходимый для быстрой окупаемости обрабатывающего центра.
Система ЧПУ
Система ЧПУ ( Числовое программное управление) Главный элемент управления токарным обрабатывающим центром — это система ЧПУ. ( Fanuc, Mitsubishi, Siemens, Heidenhain). В некоторых случаях производители разрабатывают собственные системы ЧПУ, которые лучше соответствуют возможностям оснащаемого этими системами оборудования. Различие таких систем очевидно: операторы ЧПУ учатся работать на популярных системах, и их интерфейс, даже на разных моделях стоек ЧПУ, знаком им гораздо лучше. Компания ( Более 2,4 миллионов систем — 65% мирового рынка) — японской компании Fanuc . В некоторых случаях, по требованию заказчика, возможно оснащение токарного станка ЧПУ от немецкого производителя Siemens .
Станки |
 В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования
В сфере станкостроения существует несколько распространенных систем ЧПУ, совместимых с большим количеством различных моделей металлообрабатывающего оборудования Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение.
Выбор поставщиков ЧПУ компании SMEC обусловлен надежностью, простотой программирования и распространенностью этих систем в мире. Вам не составит труда ни найти специалиста с опытом работы на станке SMEC, ни обучить нового. Кроме того, распространенность этих систем снижает стоимость их обслуживания — если вас не устроит цена в одном сервисном центре — всегда найдется альтернативное предложение. В зависимости от модели, стойка ЧПУ может поворачиваться на угол
В зависимости от модели, стойка ЧПУ может поворачиваться на угол Задняя бабка
Задняя бабка Задняя бабка токарного станка с ЧПУ — это узел, который служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору для вращающейся заготовки. Как правило, задняя бабка используется при обработке протяженной ( длинной) и тяжелой детали, закрепляя ее со второй стороны, создавая усиленную ось вращения заготовки, исключая при этом возможные отклонения заготовки от оси вращения. Задняя бабка бывает программируемой и ручной. Соответственно, первая управляется системой ЧПУ, ручная же управляется усилиями оператора станка. Использование программируемой задней бабки значительно удобнее ручного варианта. Компания ( тяжелой обработке), может быть перемещена вручную с помощью ручного импульсного генератора. Кроме того, если установлена программируемая задняя бабка, то она может перемещаться назад и вперед автоматически с помощью М-кодов. |
 Другое применение задней бабки — установка инструмента для торцевой обработки заготовки.
Другое применение задней бабки — установка инструмента для торцевой обработки заготовки. Бак СОЖ и конвейер для стружки
Бак СОЖ и конвейер для стружки При обработке металла инструментами токарного станка с ЧПУ используются смазочно-охлаждающие жидкости или, сокращенно, ( жидкость циркулирует внутри станка, очищаясь специальными фильтрами) Кроме того, при обработке любого металла образуется металлическая стружка. СОЖ служит, в том числе, для того, чтобы стружка не оставалась на заготовке, инструменте, узлах станка, а смывалась, попадая в лоток для улавливания стружки или специальный Компания ( на колесиках) поддон для сбора стружки. Благодаря наклонной конструкции станины , металлическая стружка автоматически падает в соответствующий сборочный контейнер или конвейер. Встроенное в корпус станка расположение |
 Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ
Жидкость СОЖ, фактически, является расходным материалом, который довольно часто необходимо заменять, не смотря на встроенные в станок системы фильтрации СОЖ В базовой комплектации в корпус станка встраивается выдвижной
В базовой комплектации в корпус станка встраивается выдвижной Барфидер
Барфидер ( автоматический податчик прутка) Существенно снизить затраты времени на производство деталей помогает механизм автоматической подачи прутка — Компания Barload . Барфидеры этого производителя отличаются высоким качеством использованных в их конструкции материалов, длительным сроком службы и простотой настройки. Кроме того, барфидеры Barload доступны по сравнительно невысокой стоимости. Барфидер не входит в базовую комплектацию станка, и его приобретение опционально. Мы рекомендуем приобретать барфидеры к каждому токарному станку, поскольку они быстро самоокупаются и существенно облегчают работу со станком. Барфидеры Barload:
|
 Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали.
Барфидер позволяет загрузить несколько металлических прутков, последовательно загружаемых в токарный станок с ЧПУ. Использование барфидера позволяет сделать производство деталей непрерывным, что существенно снижает среднее время изготовления детали.
Теперь вы обладаете полным набором знаний, необходимых для правильного выбора токарного станка с ЧПУ!
Начать выбор!
Общие — Архив | Вес токарного станка Hendey 14×30? | Практик-механик
МТ6
Алюминий
#1
Кто-нибудь знает прибл. вес токарного станка Hendey 14×30? Выглядит так:
http://cgi.ebay.com/HENDEY-GEAR-HEAD-ENGINE-LATHE_W0QQitemZ7607458643QQcategoryZ97230QQssPageNameZWD1VQQrdZ1QQcmdZViewItem
Тот, что на ebay, выглядит как 12×30, но тот, который я собираюсь посмотреть, должен быть 14×30.
Я отправил на ebay вопрос о весе, но не получил ответа.
Также есть ли какие-то особые вещи на Hendey, которые следует проверить?
Спасибо, МТ6
Дэйв А
Титан
#2
Зависит от модели, но, вероятно, от 2500 до 3000 фунтов. Вы можете задать этот вопрос на форуме Antique, так как там тусуется множество пользователей и экспертов Hendey.
Вы можете задать этот вопрос на форуме Antique, так как там тусуется множество пользователей и экспертов Hendey.
Джонодер
Алмаз
#3
Обратите внимание, что 12 X 30 брошен прямо в постель. К этому времени 12-дюймовый Hendey раскачивается на 14 1/2 дюйма, поэтому продавцы всегда описывают их как большие размеры, которыми они не являются.
Очень желанная 18-ступенчатая поздняя модель.
Весит 2650 голых.
Если окажется, что на самом деле это 18-скоростная 14 X 30 (качели 16 1/2 дюйма), это будет весить еще 910 фунтов
Джон
МТ6
Алюминий
#4
Спасибо за быстрые ответы. Все, что я видел до сих пор, это картинка, и она выглядела точно так же, как на ebay. Если он ниже 3000 #, я смогу загрузить его с помощью моего моторного подъемника. Это был бы определенный апгрейд моего 12×36 Craftsman и хороший младший брат моего Kopings S12S.
МТ6
Дэйв А
Титан
#5
Кен Мосс
Нержавеющая сталь
#6
Вы, должно быть, посмотрите на тот, что в списке Крейга, это 18-скоростной токарный станок 900,00 $, если он хорош, было бы хорошей покупкой Кен
B_Schatzle
Пластик
#7
Привет, я новичок в размещении сообщений, скрывающихся здесь в течение нескольких недель, во всяком случае, я осмотрел этот токарный станок сегодня днем. Определенно прочный кусок. Я бы удивился, если бы его мог поднять подъемник, парень сказал, что вилочный погрузчик не сдвинется с места. Я не эксперт, но будьте осторожны, я думал об использовании двух лебедок, пока не увидел это. Мт6, позвони мне, если хочешь узнать, что я узнал, может избавить тебя от поездки. 515.321.8023
Мт6, позвони мне, если хочешь узнать, что я узнал, может избавить тебя от поездки. 515.321.8023
B_Schatzle
Пластик
#8
Привет, я новичок в размещении сообщений, скрывающихся здесь в течение нескольких недель, во всяком случае, я осмотрел этот токарный станок сегодня днем. Определенно прочный кусок. Я бы удивился, если бы его мог поднять подъемник, парень сказал, что вилочный погрузчик не сдвинется с места. Я не эксперт, но будьте осторожны, я думал об использовании двух лебедок, пока не увидел это. Мт6, позвони мне, если хочешь узнать, что я узнал, может избавить тебя от поездки. 515.321.8023
помощник
Нержавеющая сталь
#9
MT6:
Я согласен с оценкой Джонодером значения
для 18-скоростных токарных станков Hendey. Увеличенный размах
(2-1 / 2 дюйма) назывался в Hendey как 9.0022 модель RS (приподнятые качели). Меня всегда поражало
то, что за все те годы, когда у Барбера Колмана была
линия Hendey, многие из продавцов
и запчастей не имели ни малейшего представления о том, что обозначают различные сокращения Hendey. Официальный вес редуктора 12 x 30
составляет 2900
фунтов, а редуктора 14 x 30 — 3550. Дополнительная шестерня
в передней бабке, по-видимому, не имеет веса
, достаточного для подсчета. 12 и 18 скорости весят одинаково.
Подъем токарного станка такого размера с помощью подъемника с двигателем
требует серьезных проблем. Я
не говорю, что это невозможно сделать, но я бы не стал рисковать
. Проверка точек баланса
покажет, что вес очень неравномерно распределен,
малейшее смещение и подъемник перевешивает
Если вам необходимо поднять его таким образом, используйте более прочный «небесный крюк». Вилочный погрузчик был бы лучшим методом
Вилочный погрузчик был бы лучшим методом
. Всегда поднимайте сзади, а не спереди,
одна смена и органы управления повреждены. С помощью небольшого вилочного погрузчика
разведите вилы как можно дальше друг от друга. Поместите 4×4 на вилки не только для зазора
, но и для дополнительного трения. Пройдите под кровать,
НЕ МАСЛЕННЫЙ ПОДДОН, с правой вилкой как можно ближе к
передней бабке. Подъезжайте как можно ближе к мачте, пусть кто-нибудь заметит
, чтобы убедиться, что вы не повредите автоматический стопорный стержень
. Выполните плавный пробный подъем, чтобы убедиться, что нагрузка
сбалансирована, если нет, переместите заднюю бабку в положение 9.0022 конец кровати. Если вы все еще не уравновешены,
переместите каретку вниз по станине, пока вы не
хорошо уравновеситесь. Поднимите еще немного, наклоните мачту
назад. Если все в порядке, вы готовы к переезду.
Важным моментом при перемещении любого станка
является хорошее планирование. Никогда ничего не торопите. Около
Никогда ничего не торопите. Около
месяцев назад я загрузил 15000-фунтовый американец для своего знакомого машиниста. Мы потратили 3 часа на подготовку
задания и 10 минут на загрузку.
Позвольте мне привести пример того, как быстро
выгрузка может пойти не так. Около 5 месяцев назад мой друг
купил американский токарный станок
весом 8000 фунтов от Aable Machine Tool. Я сделал загрузку, никаких проблем
. Он принес его домой и разгрузил, без проблем
Токарный станок находился в цеху, когда он решил
, что его нужно переместить и повернуть на конце хвостового
ложа. На этот конец токарного станка был помещен трехдюймовый
ролик, и двое рабочих начали
проталкивать его на место. Следующим, что он понял, было
токарный станок начал опрокидываться, несмотря на все усилия
закончился. Маховики были разбиты, а фартук
разлетелся на полдюжины частей. Все
были в шоке. Теперь хорошие новости. Он провел первоклассную работу по перестройке
, и на прошлой неделе
прошел обкаточные испытания. Это было все, что вы могли бы ожидать от американца
Это было все, что вы могли бы ожидать от американца
— СЛАДКОЕ.
Если вы опубликуете серийный номер станка
, который вы заинтересованы в покупке, я дам вам его историю.
Хендейман
инструменты
Горячекатаный
#10
Моторный подъемник достаточно легко поднимет конец задней бабки, чтобы протянуть трубы или что-то в этом роде, но, как и большинство других, я не знаю, доверился ли бы я ему, чтобы поднять все это.
Тем не менее, я загрузил этот токарный станок 18spd, 12×30 вилочным погрузчиком под поддоном без каких-либо побочных эффектов. Это хороший тяжелый поддон. Тем не менее, поднесите вилы близко к передней бабке и задней стойке. Если вы все же залезете под кровать, что является лучшей идеей, убедитесь, что вы не испортили приводной вал и валы сцепления, которые, как я вижу, часто повреждаются таким образом.
Это хороший тяжелый поддон. Тем не менее, поднесите вилы близко к передней бабке и задней стойке. Если вы все же залезете под кровать, что является лучшей идеей, убедитесь, что вы не испортили приводной вал и валы сцепления, которые, как я вижу, часто повреждаются таким образом.
Инструменты
МТ6
Алюминий
#11
Спасибо за все советы и предостережения. Я позвонил B_Schatzle, и он подтвердил, что это действительно 14×30. У меня уже есть большой токарный станок, так что мне не нужен этот. Также трудно оправдать пространство, которое это займет. Я разгрузил свой токарный станок 11K # Kopings и установил его на место без повреждений, но изрядно поцарапав голову. Итак, насколько я знаю, токарный станок Hendey все еще доступен.
Итак, насколько я знаю, токарный станок Hendey все еще доступен.
МТ6
10 лучших токарных станков по дереву 2022 года — обзоры, подборка и сравнение
Токарные станки по дереву — важный инструмент для всех столяров, от новичков до профессионалов. Нет других инструментов, которые могут делать то, что они могут делать, но может быть сложно найти хороший бренд среди множества доступных, а за несколько сотен долларов нет права на ошибку.
Мы выбрали 10 различных брендов, которые легко найти в Интернете и в хозяйственных магазинах по всей Америке. Мы рассмотрим плюсы и минусы каждого из них и расскажем вам о любых аксессуарах или функциях, которые они включают. Мы также включили краткое руководство для покупателя, чтобы обсудить, на что следует обращать внимание при совершении покупок.
Присоединяйтесь к нам, пока мы внимательно изучаем центральное расстояние, размах, число оборотов в минуту, мощность и многое другое, чтобы помочь вам сделать осознанный выбор.
Быстрое сравнение наших фаворитов 2022 года
| Рейтинг | Изображение | Продукт | Детали | |
|---|---|---|---|---|
Лучший в целом | JET JWL-1221VS с регулируемой скоростью | ПРОВЕРИТЬ ЦЕНУ | ||
Лучшее значение | WEN 3421 Настольный мини-переключатель с регулируемой скоростью | ПРОВЕРИТЬ ЦЕНУ | ||
Премиум Выбор | Пауэрматик 1352001 3520B |  с. с. | ПРОВЕРИТЬ ЦЕНУ | |
| МАГАЗИН FOX W1704 Настольный | ПРОВЕРИТЬ ЦЕНУ | |||
| Delta Industrial 46-460 Midi с регулируемой скоростью | ПРОВЕРИТЬ ЦЕНУ |
10 лучших токарных станков по дереву
1.
 Токарный станок по дереву с регулируемой скоростью JET JWL-1221VS – лучший в целом
Токарный станок по дереву с регулируемой скоростью JET JWL-1221VS – лучший в целом
Проверить последнюю цену . Он оснащен мощным двигателем, который может развивать скорость от 60 до 3600 оборотов в минуту (об/мин), регулируется с помощью ручки управления, чего должно быть более чем достаточно для большинства проектов. Токарный станок плавно переключается между передним и задним ходом одним щелчком переключателя. Подпружиненный замок шпинделя позволяет легко менять деревянные изделия, а натяжение ремня легко регулировать с помощью уникальной системы натяжения ремня с храповым механизмом.
Нам понравилась плавная работа, особенно высокие обороты, обеспечиваемые JET JWL-1221VS, и мы могли только пожаловаться на то, что он немного тяжеловат (136 фунтов), а двигатель находится под передней бабкой, из-за чего он собирает много стружка и пыль. Он обеспечивает 21 дюйм между центрами и 12-дюймовый ход.
Профи
- 60 – 3600 об/мин
- Вперед и назад
- Система натяжения ремня с храповым механизмом
- Подпружиненный фиксатор шпинделя
- 21” между центрами
- Качели 12 дюймов
Минусы
- 136 фунтов
- Двигатель находится под передней бабкой и собирает стружку и пыль
2.
 Настольный токарный станок по дереву с регулируемой частотой вращения WEN – лучшее соотношение цены и качества
Настольный токарный станок по дереву с регулируемой частотой вращения WEN – лучшее соотношение цены и качества
Проверить последнюю цену
Настольный мини-токарный станок по дереву с регулируемой скоростью WEN 3421 – это наш выбор лучшего станка по дереву за свои деньги. Рабочая область имеет длину 12 дюймов и ширину 8 дюймов и идеально подходит для небольших проектов, таких как ручки, чашки, миски и многое другое. 3,2-амперный двигатель будет вращать дрова в диапазоне от 750 до 3200 об/мин. 2,3-дюймовая лицевая панель, шпиндель MT1 и конус задней бабки имеют прочную конструкцию, и, несмотря на то, что они в основном изготовлены из чугуна, их вес составляет всего 44,9 г.фунты.
Недостаток WEN 3421, особенно по сравнению с нашим лучшим выбором, заключается в том, что обороты немного медленнее, а диапазон оборотов меньше. Мы также обнаружили, что он легко застревает, поэтому вам нужно помнить о нагрузке вашего приложения. Он обеспечивает 12-дюймовое расстояние между центрами и 8-дюймовый ход.
Pros
- 12 дюймов в длину, 8 дюймов в ширину
- Двигатель 2 А
- 750 – 3200 об/мин
- Планшайба 3 дюйма, шпиндель MT1 и конус задней бабки
- 9 фунтов
- 12” между центрами
- Качели 8 дюймов
Минусы
- Болота
3. Токарный станок по дереву Powermatic 3520B – выбор премиум-класса
Проверить последнюю цену
Токарный станок по дереву Powermatic 1352001 3520B – наш выбор среди токарных станков по дереву премиум-класса. В нем используется мощный 6,2-амперный двигатель мощностью 2 л.с., обеспечивающий скорость до 3200 об/мин. Он включает в себя два сменных шкива, которые вы можете переключать для регулировки оборотов. Один шкив работает в диапазоне от 50 до 1200 об/мин, а другой — в диапазоне от 125 до 3200 об/мин. Он изготовлен из сверхпрочного чугуна и имеет большую рабочую зону размером 20 х 35 дюймов. Цифровой измеритель оборотов легко читается и включает в себя несколько аксессуаров, в том числе защитный кожух, упор для инструмента, лицевую панель, гаечный ключ, выбивной стержень и фиксатор шпинделя.
Powermatic 1352001 чрезвычайно мощный и никогда не зависает. Вы можете выполнять широкий спектр проектов в большом рабочем пространстве, и единственное, на что мы можем пожаловаться, это его экстремальный вес в 682 фунта, что затрудняет сборку. Он обеспечивает 35-дюймовое расстояние между центрами и 20-дюймовый ход.
Pros
- Цифровое считывание оборотов
- Двигатель 2 л.с.
- Сверхпрочный чугун
- Включает несколько принадлежностей
- 20” X 35”
- До 3200 об/мин
- 35” между центрами
- Качели 20”
Минусы
- 682 фунта
4. В МАГАЗИНЕ FOX W1704 Настольный токарный станок
Проверить последнюю цену
Настольный токарный станок FOX W1704 имеет 12-дюймовое рабочее пространство для работы над небольшими проектами. Он имеет две подручные опоры для различных токарных операций. Двигатель мощностью 1/3 л.с. развивает до 3200 об/мин, а скорость регулируется. Его чугунная конструкция прочна, но вся машина весит всего 52 фунта.
Его чугунная конструкция прочна, но вся машина весит всего 52 фунта.
Пока мы использовали SHOP FOX W1704, мы чувствовали, что он не очень мощный, и он часто зависает даже при работе над небольшими проектами, а ручки часто сами расшатываются от вибрации. Он обеспечивает 12-дюймовое расстояние между центрами и 8-дюймовый ход.
Pros
- 12 дюймов между центрами
- Чугунная конструкция
- Две подставки
- 700 – 3200 об/мин
- 52 фунта
- Переменная скорость
- 12” между центрами
- Качели 8 дюймов
Минусы
- Ручки откручиваются
- Не очень мощный
5. Токарный станок среднего размера Delta Industrial 46-460 с переменной скоростью
Проверить последнюю цену можно регулировать с помощью регулятора скорости до 700 об/мин. Различные шкивы изменяют диапазон оборотов, а 12½-дюймовый поворот идеально подходит для небольших проектов. Он весит около 100 стручков и оснащен запатентованной системой натяжения ремня для быстрой регулировки.
Он весит около 100 стручков и оснащен запатентованной системой натяжения ремня для быстрой регулировки.
Что нам не понравилось в Delta Industrial 46-460, так это то, что станина не была полностью гладкой, что затрудняло использование инструментов в определенных местах. Он немного вибрирует на более высоких оборотах, и они установили переключатели прямого и обратного хода назад. Мы проверили Интернет, чтобы убедиться, что мы единственные, у кого есть обратный переключатель, но, видимо, у всех так.
Pros
- Двигатель 1 л.с.
- 1725 об/мин
- Поворотный механизм 12½”
- Переменная скорость
- Три диапазона скорости шкива
- Запатентованная система натяжения ремня
- 97 фунтов
Минусы
- Кровать не была гладкой
- Вибрация
- Переключатель прямого/обратного хода, подключенный назад
6. Nova 71118 Comet II DR Midi Lathe
Проверить последнюю цену
Nova 71118 Comet II DR Midi Lathe использует двигатель ¾ HP для обеспечения скоростей от 250 до 4000 об/мин. Вы можете точно сказать, как быстро дерево вращается, проверив удобный цифровой индикатор. 16,5 дюймов между центрами и 12-дюймовый поворот — достаточно места для большинства небольших проектов, а переключатель вперед / назад позволяет использовать машину по мере необходимости для разных проектов. Шестидюймовая подставка для инструмента полностью регулируется и имеет достаточный размер, а вес машины составляет 82 фунта.
Вы можете точно сказать, как быстро дерево вращается, проверив удобный цифровой индикатор. 16,5 дюймов между центрами и 12-дюймовый поворот — достаточно места для большинства небольших проектов, а переключатель вперед / назад позволяет использовать машину по мере необходимости для разных проектов. Шестидюймовая подставка для инструмента полностью регулируется и имеет достаточный размер, а вес машины составляет 82 фунта.
Проблема, с которой мы столкнулись с Nova 71118, заключалась в том, что он постоянно зависал даже при малейшем нажатии, а наш цифровой считыватель сгорел через несколько месяцев после того, как мы его получили.
Профи
- 250 – 4000 об/мин
- Цифровой считыватель
- Переключатель прямого хода
- Качели 12 дюймов
- 5” между центрами
- Подручник 6 дюймов
- 82 фунта
Минусы
- Сгорел цифровой считыватель
- Болота
7. Мини-токарный станок RIKON 70-100
Узнать последнюю цену
Мини-токарный станок RIKON 70-100 использует двигатель мощностью ½ л. Расстояние между центрами составляет 16 дюймов, а качание составляет 12 дюймов, чего должно хватить для всех ваших небольших проектов, включая резку чаши. Самовыдвигающаяся задняя бабка может сэкономить время и уменьшить разочарование, когда вам нужно удалить центр. Это не слишком тяжело для близких к 90 фунтов, и вы можете расширить кровать для более крупных проектов.
Расстояние между центрами составляет 16 дюймов, а качание составляет 12 дюймов, чего должно хватить для всех ваших небольших проектов, включая резку чаши. Самовыдвигающаяся задняя бабка может сэкономить время и уменьшить разочарование, когда вам нужно удалить центр. Это не слишком тяжело для близких к 90 фунтов, и вы можете расширить кровать для более крупных проектов.
Мы чувствовали, что двигатель мощностью ½ л.с. в RIKON не обладает большой мощностью, и он глохнет независимо от того, насколько вы осторожны. Система изменения скорости несложная, но становится утомительной, если вы работаете над проектом, требующим частого изменения скорости. Также есть защитная крышка, которая болтается, хотя болты затянуты.
Pros
- Легкое изменение скорости доступа
- Самовыдвижная задняя бабка
- 16” между центрами
- Качели 12 дюймов
- 88½ фунтов
- 430 – 3900 об/мин
Минусы
- Двигатель ½ л.
 с.
с. - Утомительно менять скорость
- Защитная крышка неплотно закрывается
8. Токарный станок по дереву Mophorn 10 x 18 дюймов
Проверить последнюю цену
Токарный станок по дереву Mophorn 10 x 18 дюймов Это 81-фунтовый станок, который может производить от 760 до 3200 об/мин. Это дает вам 18 дюймов между центрами с десятидюймовым поворотом, что хорошо подходит для создания ножек стула и других подобных проектов. Он оснащен 6-дюймовыми упорами для обработки дерева, а прочная чугунная конструкция прослужит много лет.
Проблема с Мофорном в том, что он очень слаб. На упаковке не указана мощность в лошадиных силах, но мы можем сказать вам, что она постоянно захлебывалась, и мы бы поставили ее в один ряд с другими моделями, оснащенными двигателем мощностью менее одной лошадиной силы. Также не было инструкций, которые помогут вам начать работу, если вы новичок в использовании токарного станка по дереву.
Плюсы
- 760 – 3200 об/мин
- 18” между центрами
- Качели 10 дюймов
- Чугунная конструкция
- 6-дюймовые подручники
- 81 фунт
Минусы
- Плохие инструкции
- Очень маломощный
9.
 Токарный станок PSI Woodworking Turncrafter Commander Midi Lathe
Токарный станок PSI Woodworking Turncrafter Commander Midi Lathe
Проверить последнюю цену
Токарный станок PSI Woodworking KWL-1018VS Turncrafter Midi Lathe использует двигатель мощностью три четверти л.с., обеспечивающий скорость от 500 до 3600 об/мин. Он имеет широкое расстояние 18 дюймов между центрами, а 10-дюймовый поворот обеспечивает достаточно места для большинства небольших проектов. Прилагаемый рабочий фонарь помогает освещать рабочую зону даже в условиях низкой освещенности, а чугунное основание обеспечивает прочную платформу для работы, оставаясь при этом легким (всего 82 фунта).
Как и многие другие модели из этого списка с небольшой мощностью, деревообрабатывающий станок PSI KWL-1018VS имеет тенденцию тормозить на всех работах, кроме самых мелких. Инструкций при покупке нет, так что это не инструмент для неопытного пользователя, и нет реверсивного переключателя, который есть на многих других моделях. Хотя нам понравилась идея с рабочим светом, но абажур был слишком мал, и большинство лампочек торчало, вызывая блики вместо улучшения видимости.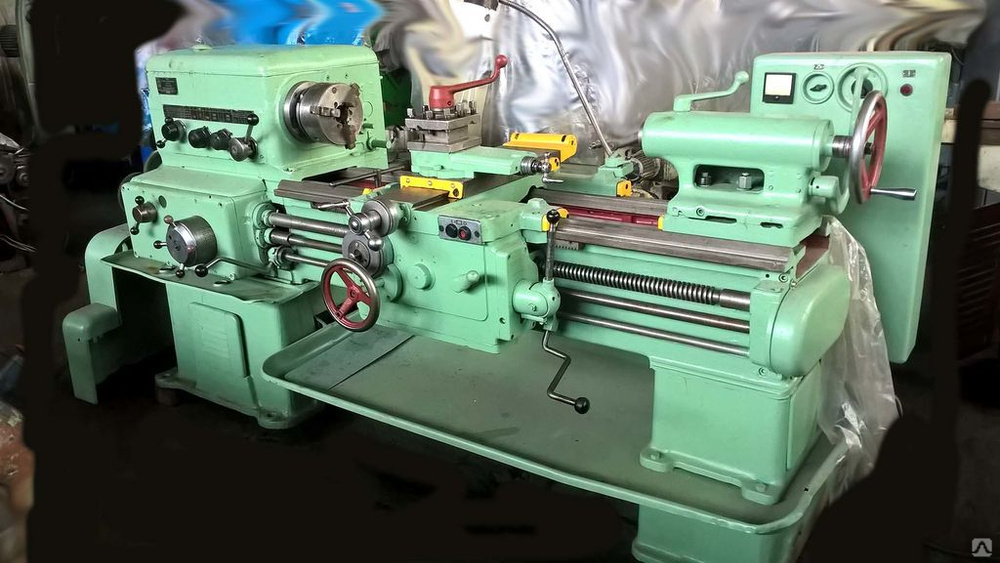 В тени также собираются опилки, что может привести к пожару.
В тени также собираются опилки, что может привести к пожару.
Плюсы
- 500 – 3600 об/мин
- 18” между центрами
- Качели 10 дюймов
- Включает рабочее освещение
- Чугунное основание
- 82 фунта
Минусы
- Двигатель ¾ л.с.
- Без инструкций
- Рабочее освещение слишком маленькое
- Нет переключателя реверса
10. Grizzly Industrial H8259 Настольный токарный станок по дереву
Проверить последнюю цену
Настольный токарный станок по дереву Grizzly Industrial H8259 — последний токарный станок по дереву в нашем списке, который мы можем рассмотреть для вас. Эта машина довольно легкая, всего 77 фунтов, и может развивать скорость от 826 до 3337 об/мин. У вас есть 18 дюймов между центрами, чтобы соответствовать вашему дереву и 10-дюймовым качелям.
Недостатком Grizzly Industrial является то, что у него недостаточно лошадиных сил, чтобы двигаться без постоянного увязания. Эта модель также сильно нагревается всего за несколько минут, даже при использовании на умеренных оборотах, и вам нужно отрегулировать ремни для изменения скорости, что достаточно просто, но становится утомительным, если вам нужно менять его несколько раз.
Эта модель также сильно нагревается всего за несколько минут, даже при использовании на умеренных оборотах, и вам нужно отрегулировать ремни для изменения скорости, что достаточно просто, но становится утомительным, если вам нужно менять его несколько раз.
Pros
- 18” между центрами
- Качели 10 дюймов
- 826 – 3337 об/мин
- 77 фунтов
Минусы
- ½ л.с.
- Двигатель нагревается
- Утомительно менять скорость
Руководство покупателя. Выбор лучшего токарного станка по дереву
Токарные станки по дереву могут показаться сложными и устрашающими машинами, но на самом деле это не так уж и сложно, и вам понадобится всего несколько ключевых компонентов. Давайте рассмотрим несколько важных моментов, на которые следует обратить внимание при покупке токарного станка по дереву.
Лошадиная сила
Мощность, которую производит двигатель, является сердцем машины. Вы можете изменять скорость с помощью шкивов и других методов, но за крутящий момент отвечает мощность, и без достаточного крутящего момента ваш проект будет постоянно вязнуть, когда вы будете прижимать к нему инструменты.
Вы можете изменять скорость с помощью шкивов и других методов, но за крутящий момент отвечает мощность, и без достаточного крутящего момента ваш проект будет постоянно вязнуть, когда вы будете прижимать к нему инструменты.
Если вы не собираетесь ограничиваться созданием ручек и карандашей, мы настоятельно рекомендуем токарный станок мощностью не менее одной лошадиной силы, чтобы обеспечить достаточный крутящий момент для проекта.
Расстояние между центрами
Центры удерживают вашу древесину на месте, а расстояние между ними говорит вам, какой длины может быть ваша древесина. Расстояние между центрами большинства инструментов в этом списке составляет около 16 дюймов, но оно может значительно варьироваться, а в некоторых случаях вы также можете увеличить его, добавив на токарный станок дополнительные детали.
Поскольку большее расстояние между центрами означает, что вы можете взяться за более крупный проект, мы рекомендуем приобрести самый большой из возможных. Если вы знаете, что хотите создавать только более мелкие объекты, такие как чернильные ручки или шахматные фигуры, возможно, вам подойдет более короткое расстояние между центрами.
Если вы знаете, что хотите создавать только более мелкие объекты, такие как чернильные ручки или шахматные фигуры, возможно, вам подойдет более короткое расстояние между центрами.
Качание
Качание означает, насколько широким может быть ваше дерево, когда оно установлено по центру, прежде чем оно ударится о стол. Как и расстояние между центрами, большее значение колебания означает, что вы можете заняться более крупным проектом, поэтому постарайтесь получить максимальное значение, которое вы можете себе позволить, если только вы не знаете, что оно вам не понадобится.
RPM
В большинстве случаев высокие обороты приводят к более быстрому рабочему процессу и более гладкой отделке. Если дама не будет двигаться достаточно быстро, инструменты не будут хорошо резать и могут захватить древесину, что приведет к появлению сколов. Более высокие обороты всегда лучше, но убедитесь, что добавленная мощность также является частью сделки.
Переменная скорость
Возможность изменения скорости является важной частью работы токарного станка по дереву, и существует несколько способов изменения скорости, включая циферблаты, замену шкивов или регулировку натяжения. Мы обнаружили, что настройка скорости с помощью циферблата — лучший способ, потому что это самый простой способ, и вы часто можете делать это в режиме реального времени. Другие методы не сложны, если у вас есть надлежащие инструкции, но они лучше подходят для проектов, которые остаются на той же скорости в долгосрочной перспективе.
Мы обнаружили, что настройка скорости с помощью циферблата — лучший способ, потому что это самый простой способ, и вы часто можете делать это в режиме реального времени. Другие методы не сложны, если у вас есть надлежащие инструкции, но они лучше подходят для проектов, которые остаются на той же скорости в долгосрочной перспективе.
Обратное направление
Хотя многие модели этого не предлагают, обратное направление может предоставить пользователю некоторую гибкость, особенно при шлифовании или очистке вашей работы. В большинстве случаев достаточно щелкнуть выключателем, чтобы изменить направление.
Вес
Перед покупкой токарного станка по дереву следует учитывать еще одну вещь: сколько он весит. В то время как большинство моделей в этом списке весят менее 100 фунтов, они могут во много раз превышать этот показатель. Нередко вы покупаете одну из этих машин только для того, чтобы потом узнать, что вам нужно собрать ее самостоятельно. Всегда проверяйте, можете ли вы справиться с весом, особенно во время сборки перед покупкой и обточкой.
Заключение
Выбирая лучший токарный станок по дереву, мы рекомендуем что-то с высокими оборотами и большим пространством между центрами. Наш выбор лучшего токарного станка по дереву, токарного станка с регулируемой скоростью JET JWL-1221VS, обеспечивает как 21-дюймовое расстояние между центрами, так и мощный двигатель, который может развивать скорость до 3600 об/мин. У нас не было зависаний, и двигатель оставался холодным на протяжении всех наших проектов. Мини-настольный токарный станок по дереву с регулируемой скоростью WEN 3421 — еще один отличный выбор для тех, кто ищет менее дорогую модель, чтобы начать работу с небольшими проектами. Двигатель по-прежнему обладает достаточной мощностью, и его вес 55 фунтов можно считать почти портативным.
Мы надеемся, что вам понравилось читать наши обзоры, и они оказались полезными при выборе следующего токарного станка по дереву. Если вы считаете, что это может помочь другим, поделитесь этим руководством с лучшими токарными станками по дереву на Facebook и Twitter.
Другие руководства по покупке, подобные этому:
- Какой мини- и миди-токарный станок нам нравится больше всего? Узнайте здесь
- Разборка токарных станков по металлу: какие из них наши любимые?
- Руководство покупателя строгального станка
- 7 лучших токарных патронов по дереву
Содержание
- 1 Краткое сравнение наших фаворитов в 2022 году
- 2 10 лучших токарных станков по дереву
- 2.1 1. JET JWL-1221VS Токарный станок по дереву с регулируемой скоростью – лучший настольный токарный станок с переменной скоростью
- 2.2 2.2 – Best Value
- 2.3 3. Powermatic 3520B Токарный станок по дереву – Premium Choice
- 2.4 4. SHOP FOX W1704 Настольный токарный станок
- 2.5 5. Delta Industrial 46-460 Токарный станок Midi с регулируемой скоростью
- 2.6 6. Nova 71118 Комета II DR MIDI LATHE
- 2,7 7. Rikon 70-100 Mini Tarte
- 2,8 8.
 Командующий Mophorn 10 x 18-дюймовый деревянный турнир
Командующий Mophorn 10 x 18-дюймовый деревянный турнир - 2,9 9. PSI Woodworking Commander Midi Lathe
- 2,10 10. Grizzly Industrial H8259 Benchtop Wood Tale
- 3 Руководство по покупателю — Выбор лучшего деревянного токарного станка
- 3,1 лошадиные силы
- 3.2 Расстояние между центрами
- 3,3 качание
- 3,4 об / мины
- 3,5.3 3,3
- 3,4 об / мины
- 3,5.0009 3.6 Обратное направление
- 3.7 Вес
- 4 Заключение
Как обеспечить безопасность при использовании скоростного токарного станка — Блог речь идет о снятии заусенцев/притирке/шлифовке. Однако, как и любая машина, они могут представлять угрозу безопасности, если их неправильно использовать или настроить.
Неправильное использование промышленного оборудования может привести к тяжелым или смертельным травмам. По данным Бюро статистики труда, в 2017 году было зарегистрировано почти 2,8 миллиона несмертельных травм на рабочем месте, из них 39Только на производственных предприятиях 5 тыс. случаев травматизма.
случаев травматизма.
Производство является важным компонентом нашего образа жизни, но из-за того, что производители обычно используют высокоскоростные машины и оборудование, это также может быть опасной работой, если не соблюдаются основные правила техники безопасности и настройки оборудования.
Крайне важно соблюдать профилактические меры и меры предосторожности при использовании скоростного токарного станка, чтобы избежать травм или поломки станка. Во-первых, давайте разберемся, что такое скоростной токарный станок, для чего его использовать и как он стал «матерью всех машин» сегодня.
Когда использовать скоростной токарный станок
Скоростные токарные станки используются для удаления небольшого количества ненужного материала с заготовки по диаметру. Они имеют долгую историю и служат одним из старейших станков, которые производители используют ежедневно.
Большинство скоростных токарных станков предназначены для обработки металлических материалов (сталь, алюминий, латунь), но люди также используют их для обработки дерева, пластика, стекла и керамики. Существует множество способов использования скоростного токарного станка, хотя они, как правило, предназначены для более мелких и детализированных деталей. Скоростные токарные станки подходят для ювелирных изделий, соединительных штифтов, фитингов и для создания множества механических деталей. Вообще говоря, если вам нужно усовершенствовать или улучшить текстуру поверхности или поверхность Ra в определенной области, скоростные токарные станки идеально подходят для этой работы.
Существует множество способов использования скоростного токарного станка, хотя они, как правило, предназначены для более мелких и детализированных деталей. Скоростные токарные станки подходят для ювелирных изделий, соединительных штифтов, фитингов и для создания множества механических деталей. Вообще говоря, если вам нужно усовершенствовать или улучшить текстуру поверхности или поверхность Ra в определенной области, скоростные токарные станки идеально подходят для этой работы.
Обеспечение безопасности с помощью скоростного токарного станка
Скоростные токарные станки играют огромную роль в производстве. Без изобретения токарного станка мы не были бы так развиты, как сегодня.
Хотя это стандартный производственный инструмент, используемый на фабриках и в мастерских по всему миру, это быстродействующие машины, которые могут представлять опасность для пользователей, если они используются неправильно. Скоростные токарные станки — это постоянно вращающиеся детали, которые могут вылететь из устройства и нанести травму вам или окружающим.
При работе на скоростном токарном станке лучше всего знать все о его профилактическом уходе, обслуживании и требованиях безопасности.
Надежная установка вашего токарного станка
Настройка вашего скоростного токарного станка начинается с его распаковки, а поскольку станки Overbeck весят 64 фунта, вам потребуется использовать ручную тележку или бригаду, чтобы поднять их с земли.
Машина поставляется с установленной деревянной транспортировочной подставкой, как показано здесь:
Начните с удаления полоски пенопласта с верхней части машины и пакета пенопласта, содержащего шнур питания и ножной переключатель. Затем положите картон или пенопластовый лист на скамейку и переверните машину на спину, чтобы вы могли снять единственную застежку, удерживающую деревянный лист на месте, с помощью гаечного ключа на ½ дюйма.
Теперь, когда с машины снята деревянная транспортировочная база, перекатите машину обратно на 5 резиновых ножек.
Оттуда убедитесь, что машина находится на расстоянии не менее двух дюймов от края вашей рабочей поверхности. Это дает вам оптимальное пространство для работы, сводя к минимуму вероятность опрокидывания/зацепления прохожих или падения машины со скамейки. Также возможно прикрепить машину к рабочей поверхности болтами. Обратитесь к руководству пользователя Overbeck Machine Twister, которое можно найти на веб-сайте Overbeck.
После того, как вы установили машину на верстак, подумайте об эргономике вашего рабочего места.
В большинстве рабочих условий предполагается, что оператор будет сидеть в кресле со спинкой. Соотношение высоты сиденья и скамьи важно и начинается с ног. Когда вы сидите, ваши ступни должны стоять на полу, поэтому отрегулируйте высоту сиденья, чтобы это было возможно. Если поверхность сиденья слишком высока, ваши ноги будут болтаться, что приведет к потере притока крови к голеням. Слишком низко, и вам нужно будет поднять ногу, чтобы нажать ножной переключатель, а также почувствовать себя сжатым на стуле.
Как только будет достигнута необходимая высота сиденья, отрегулируйте верстак до исходного расстояния 12 дюймов над поверхностью сиденья. Обычно ваша высота от сидящего до рабочего стола составляет около 31-1/2 дюйма. Рабочий стол с регулируемой высотой облегчает эргономические регулировки.
Время, в течение которого вы сидите за своим рабочим местом, также должно контролироваться, поскольку вы должны делать перерыв в работе для растяжки. Встаньте со стула и подвигайтесь. Потянитесь или повращайте туловищем из стороны в сторону. Оставайтесь гибкими и избегайте сидения в течение длительного периода времени без перерыва, чтобы подвигать частями тела, которые не двигаются во время работы.
Профилактический уход и техническое обслуживание
Второй аспект безопасного использования скоростного токарного станка заключается в надлежащем обслуживании станка. Невыполнение этого требования может сократить срок службы машины.
Единственное постоянное техническое обслуживание, которое потребуется вашему скоростному токарному станку, — это регулярная смазка и регулировка. Неправильная смазка или отсутствие смазки может привести к чрезмерному износу, что приведет к опасным условиям эксплуатации. Проведите функциональную проверку переключателей и механической функции цангового доводчика. Сообщайте о любых проблемах своему руководителю или менеджеру. При обнаружении проблем не используйте машину. Используйте надлежащие процедуры блокировки/маркировки, чтобы другие не могли использовать неисправную машину. Для получения более подробной информации обратитесь к руководству пользователя Overbeck Machine Twister или позвоните на завод по телефону 1-831-425-59.12 для точных точек смазки или процедур.
Пыльные условия также могут быть очень опасными для вашего скоростного токарного станка. Ее следует содержать в чистоте от песка и грязи. Overbeck Machine рекомендует после каждого использования выполнять быструю краткую очистку, чтобы не начинать следующий день или следующую работу с грязной машиной. Используйте кухонное полотенце с небольшим количеством чистящего средства Simple Green. Не используйте шланг для сжатого воздуха для продувки машины. Это загонит абразивный песок в те места, где абразивный песок вам не нужен.
Используйте кухонное полотенце с небольшим количеством чистящего средства Simple Green. Не используйте шланг для сжатого воздуха для продувки машины. Это загонит абразивный песок в те места, где абразивный песок вам не нужен.
Кроме того, если ваш токарный станок вывозится из цеха, он должен быть защищен от пыли и экстремальных температур. В жарких условиях соблюдайте осторожность, чтобы не перегреть двигатель, и старайтесь использовать более низкие скорости в холодных условиях. Категорически не разрешается использовать любую жидкость для облегчения шлифовки или удаления заусенцев. Кроме того, модификации вашего скоростного токарного станка или использование не заводских деталей может поставить вас в небезопасные условия или привести к отказу станка.
Требования безопасности
Скоростные токарные станки должны использоваться только сертифицированными и квалифицированными специалистами для обеспечения безопасности.
Это означает, что операторы токарных станков должны быть обучены, поскольку они несут ответственность за соблюдение правил техники безопасности при работе на станке. Это связано с тем, что токарные станки включают в себя быстро вращающиеся детали с разлетающейся стружкой и пылью. Также всегда есть вероятность того, что другие работы, происходящие в вашем районе, могут привести к попаданию летящих частей или мусора, поэтому необходимо защитное снаряжение.
Это связано с тем, что токарные станки включают в себя быстро вращающиеся детали с разлетающейся стружкой и пылью. Также всегда есть вероятность того, что другие работы, происходящие в вашем районе, могут привести к попаданию летящих частей или мусора, поэтому необходимо защитное снаряжение.
Если у вас есть достаточно обученный оператор токарного станка, убедитесь, что соблюдены следующие правила техники безопасности:
Всегда носите защитные очки или защитные очки, соответствующие как минимум стандарту ANSI Z87+.
Защитите свой слух, используйте беруши, наушники или средства защиты органов слуха, предписанные вашей компанией, или ознакомьтесь с правилами OSHA. Минимальная защита NRR 32 дБ.
Защитите свои ноги: защитная обувь с закрытым носком и противоскользящим покрытием. Проконсультируйтесь об обуви OSHA для предотвращения травм — в идеале рабочие ботинки
Облегающая защитная одежда
Никогда не надевайте кожаные или текстильные перчатки.
 Используйте только медицинские или механические латексные перчатки
Используйте только медицинские или механические латексные перчаткиСнять кольца, часы и другие украшения
Закатанные рукава до локтей
Соберите длинные волосы в хвост и заколите их, чтобы они не запутались.
Защитите свои легкие от частиц в воздухе с помощью маски с содержанием не менее N95
Во всех случаях надлежащие средства индивидуальной защиты должны быть предоставлены вашим начальником, начальником или работодателем. Правильное СИЗ работает только тогда, когда вы его используете. Использование средств индивидуальной защиты не является гарантией безопасности и хорошего здоровья, но это один из лучших способов защитить себя.
Важно отметить, что неисправное оборудование обеспечивает слабую защиту, поэтому очень важно, чтобы операторы токарных станков были обучены тому, как понимать, как работает станок. В случае аварийной ситуации или неисправности все пользователи должны знать, где находится аварийная остановка. Они должны быть легко доступны, и все пользователи должны быть знакомы с процедурами аварийного отключения.
В случае аварийной ситуации или неисправности все пользователи должны знать, где находится аварийная остановка. Они должны быть легко доступны, и все пользователи должны быть знакомы с процедурами аварийного отключения.
Перед запуском станка необходимо проверить скоростной токарный станок Twister на наличие отсутствующих или незакрепленных деталей. Если есть какие-либо механические проблемы или проблемы с безопасностью, это может представлять опасность для пользователя.
Когда вы будете готовы к работе, обратите внимание на эти общие рекомендации:
Никогда не опирайтесь на токарный станок
Никогда не кладите инструменты непосредственно на станок
Всегда используйте две руки при шлифовке рабочего места
Аккуратно обращайтесь с другими инструментами и оборудованием
Также обязательно помните о важных мерах безопасности машины:
Ваш скоростной токарный станок всегда должен находиться на приличном расстоянии от края рабочего стола
Остановите токарный станок перед регулировкой цангового зажима
Всегда следите за тем, чтобы цанга надежно удерживала заготовку
Для получения дополнительной информации по любой из этих тем рекомендуется обратиться в OSHA для максимального соответствия. Как только вы полностью поймете правила обслуживания и техники безопасности, использование скоростного токарного станка — это все, что вы можете создать!
Как только вы полностью поймете правила обслуживания и техники безопасности, использование скоростного токарного станка — это все, что вы можете создать!
Заключение
Скоростные токарные станки — это превосходные и полезные машины на промышленных предприятиях. Они существуют уже много лет и по-прежнему будут оставаться жизненно важной частью производственных операций.
Однако, как и в любой машине, существуют опасности и опасности, о которых должен знать каждый пользователь, чтобы избежать травм. Крайне важно соблюдать все правила техники безопасности, такие как:
Всегда надевайте защитные очки, рабочую обувь и снимайте украшения
Ознакомиться с выключателем аварийной остановки и правилами техники безопасности
Оберегайте токарный станок от пыли и не подвергайте его воздействию экстремально высоких или низких температур
Проверьте токарный станок на наличие незакрепленных деталей перед началом работы
Аккуратно обращайтесь с другими инструментами, когда токарный станок включен
Если вы являетесь сертифицированным оператором, понимающим требования безопасности и правила работы на скоростном токарном станке, у вас не должно возникнуть никаких проблем.
