Как согнуть листовую нержавейку в домашних условиях: Гибка нержавеющего листа — Как согнуть лист нержавейки
Содержание
Гибка нержавеющего листа — Как согнуть лист нержавейки
17.02.2022
Поделится
На крупных промышленных предприятиях и в небольших частных мастерских работа с листовой нержавейкой максимально востребована. Подобного рода заготовки открывают широчайшие возможности для формирования деталей различной конфигурации. В зависимости от потребностей лист нержавеющий можно заказать и купить нужного размера, толщины, марки стали.
Плоская форма оптимально удобна для обработки посредством сгибания, так как позволяет практически полностью сохранить механическую прочность металла, устойчивость к коррозии. По сравнению с другими способами (резкой, сваркой) эта технология более надёжна, так как не образует швов, иных соединений.
Зачем гнуть лист из нержавеющей стали
В промышленности гибка нержавеющего листа востребована для изготовления цистерн, ёмкостей, труб в пищевой, химической, фармацевтической, химической отраслях. Её используют для производства деталей в машино-, судо-, приборостроении. Не меньшей популярностью пользуется она в строительстве, оформлении интерьеров, так как позволяет создавать элементы декора практически любой формы, реализуя самые смелые дизайнерские идеи.
Её используют для производства деталей в машино-, судо-, приборостроении. Не меньшей популярностью пользуется она в строительстве, оформлении интерьеров, так как позволяет создавать элементы декора практически любой формы, реализуя самые смелые дизайнерские идеи.
Чем согнуть лист нержавейки
Чтобы максимально сохранить прочностные показатели, рекомендуется, чтобы гибка листовой нержавейки осуществлялась на специализированном оборудовании – листогибочных станках. Они могут быть трёх видов:
- Прессовые. Универсальное оборудование, которое можно быстро перенастроить для получения заготовок с различной конфигурацией, углом изгиба;
- Ротационные. Необходимая конфигурация придаётся вращающимися элементами – валками. В движение они могут приводиться ручным, гидравлическим, пневматическим, электромеханическим усилием;
- Поворотные. Состоят из стационарной опоры – станины, фиксирующего элемента – прижимной балки и подвижного рычага – траверса.

Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ!
В нашем ассортименте представлен материал самого разнообразного назначения!
Алгоритм действий
В зависимости от типа прилагаемого усилия гибка листа нержавейки может выполняться различными способами:
- Автоматизированный. Подходит для случаев, когда требуется высокая точность выполнения работ для создания сложных конфигураций, и когда толщина металла значительна. С этой целью применяются гидравлические вальцы, роликовые прессы.
- Ручной. Используется для относительно тонких заготовок, которым придаётся простейшая форма. В качестве упора подойдёт любая горизонтальная устойчивая поверхность. Для формирования угла потребуется киянка, плоскогубцы, молоток.
Как согнуть лист нержавеющей стали в домашних условиях
Разбираясь, как согнуть лист нержавейки в домашних условиях, важно учитывать, что придание формы выполняется без сварочных работ и без нагрева, чтобы максимально сохранить прочность, коррозионную стойкость металла.
Для сгибания под прямым углом нержавеющей стали толщиной до 1,2 мм потребуется деревянный брусок в качестве опоры, плоскогубцы для фиксации заготовки и молоток для сгибания. Важно, чтобы он был прорезиненный или деревянный. В отличие от металлических инструментов эти материалы не оставляют вмятин.
Зафиксированный на бруске нержавеющий лист медленно отгибают вверх по заранее намеченной карандашом линии. Когда угол визуально приближается к 90, его укладывают на брусок и подравнивают молотком до состояния, близкого к идеальному.
Если нержавейка листовая имеет толщину около 2 мм, её гибка производится на стальном уголке. Фиксация заготовки производится между двумя деревянными брусками. Для придания формы также используется деревянный или резиновый молоток.
Итог
Так как согнуть лист нержавейки можно как в промышленных, так и домашних условиях – это наиболее простой, доступный способ обработки нержавеющей стали, который может выполняться различными способами.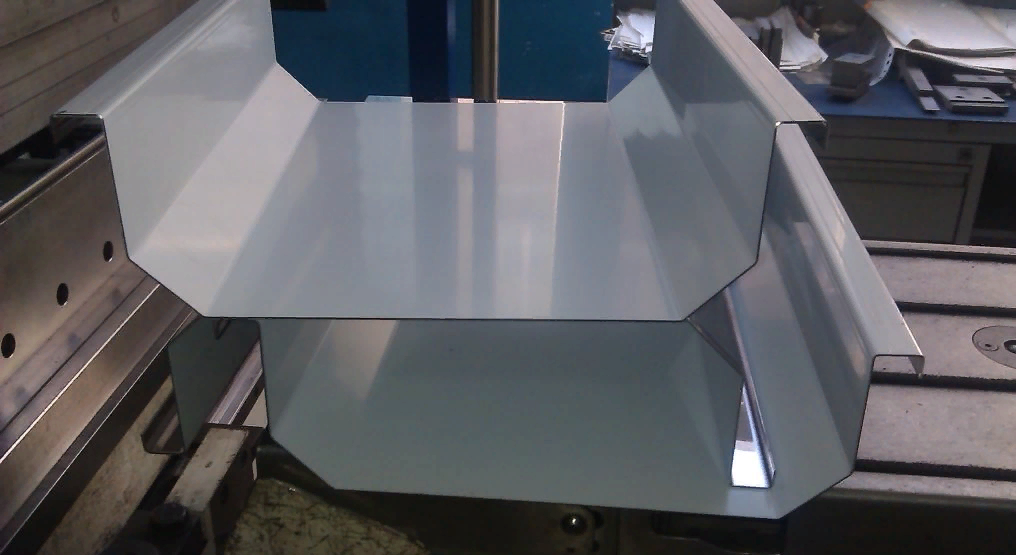 Он позволяет придавать изначально плоской поверхности любую форму от прямого угла до цилиндра.
Он позволяет придавать изначально плоской поверхности любую форму от прямого угла до цилиндра.
© Запрещено — копирование, распространение или использование иным способом любых материалов, размещенных на данном сайте, без предварительного письменного согласия ООО ТПП «ВЕСТА», которому принадлежат все авторские права.
www.westa.kiev.ua
Продвижение сайта voll.com.ua
Как согнуть трубу из нержавейки в домашних условиях: методы
Главная » Обработка металла » Сгибание » Как правильно согнуть трубу из нержавейки
На чтение 4 мин
Содержание
- Особенности гибки труб
- Негативные последствия гибки
- Методы гибки
- Принципы гибки в домашних условиях
При монтаже систем отопления и водоснабжения из труб необходимо выполнять сгибы и переходы. Обработке могут быть подвержены профиля круглого и квадратного сечения. В зависимости от толщины стенок труб, сечения профиля, радиуса загиба подбирается метод выполнения обработки.
Согнутые нержавеющие трубы
Особенности гибки труб
Гибка профиля из нержавеющей стали проводят несколькими способами:
- ручной;
- механический;
- холодный.

В процессе обработки могут возникать негативные последствия, которые пагубно повлияют на трубную конструкцию. В зависимости от материала, из которого изготовлен профиль, внутреннего диаметра, а также радиуса загиба отличается и степень дефектов. Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
При загибе профиля необходимо помнить, что запрещается применять нагрев металла.
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля.
 При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Для предотвращения дефектов рекомендуют применять внешние и внутренние ограничители.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок.
 Обработка ведется в результате перемещения ролика вокруг статичного основания.
Обработка ведется в результате перемещения ролика вокруг статичного основания. - Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.
В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.
Гибка трубы с помощью станка
Принципы гибки в домашних условиях
Чтобы согнуть трубу без трубогиба в домашних условиях, необходимо выполнить следующее:
- Предварительно изготавливают пружину из проволоки сечением не более 4 мм. Она должна свободно проходить внутри заготовки.
- На один конец пружины подвязывают проволоку для того, чтобы в дальнейшем изъять ее из профиля. Деталь помещают в трубу непосредственно в участок подверженный обработке.
- Выполняют гнутье заготовки при помощи подготовленной матрицы или шаблона. Для увеличения усилия применяют удлинитель на противоположном конце.
- После гнутья из профиля вынимают пружину.
Для предотвращения дефекта профиля можно применять воду или песок. Материал заливают или засыпают внутрь трубы и герметично закрывают с двух сторон. Заготовку рекомендуется заморозить при этом вода обратиться в лед. Загиб проводят вручную, в дальнейшем лед растает, останется слить жидкость.
( 3 оценки, среднее 1 из 5 )
Поделиться
Как согнуть лист из нержавеющей стали?
Что такое гибка листового металла?
Гибка листового металла представляет собой серию методов гибки металла в профиль определенной формы с помощью машин и инструментов.
Гибка листового металла может выполняться с помощью листогибочного пресса, пробивного станка, металлообрабатывающего и других станков.
Обычно эти машины используют силовую систему для привода инструментов, оказывающих давление на металлический лист для его деформации.
Однако для обеспечения точности заготовки перед гибкой листового металла необходимо определить ряд параметров.
Например, толщина материала, радиус изгиба, допуск на изгиб, уменьшение изгиба, коэффициент К и т. д.
д.
Также обратите внимание, что разные материалы имеют разные свойства, такие как предел прочности при растяжении, пластичность и т. д.
Различные машины сгибают металлические листы в один и тот же профиль, используя разные методы гибки.
Какие существуют методы гибки листового металла?
Различные формы изгиба заготовок отражаются в различных углах изгиба и радиусах изгиба.
Станок может гарантировать точность гибки заготовки стандартным методом гибки.
Эти методы гибки различны, но окончательные профили могут соответствовать единым стандартам.
Давайте рассмотрим некоторые из основных методов гибки листового металла.
V-образная гибка
При гибке листового металла наиболее распространенным процессом является V-образная гибка. Он назван так потому, что пуансон и матрица, используемые для этой гибки, имеют V-образную форму. Пуансон вдавливает металлическую пластину в нижнюю матрицу под приводом ползуна, тем самым получается V-образная заготовка.
Гибка вальцами
Процесс вальцевания требуется при гибке заготовок с большим изгибом.
Гибка валка Три валка приводятся в действие гидравлической системой для гибки листа.
U-образная гибка
Процесс U-образной гибки также является методом гибки заготовки с использованием формы штампа.
Пуансон приводится в действие системой питания для вдавливания металлического листа в U-образную матрицу для получения U-образных профилей.
Вращательная гибка
Вращательная гибка может завершить гибку заготовки со степенью более 90.
Хотя заготовка после гибки похожа на V-образную гибку, поверхность профиля, изогнутая этим методом, более чистая.
Гибка кромок
Панелегибщик часто использует метод гибки кромок, обычно используя верхнюю и нижнюю формы для перемещения вверх и вниз для гибки.
Этот метод обычно используется для работы с более короткими металлическими листами, что позволяет уменьшить остроту заготовки без повреждения кромки изгиба.
Похожий метод — протирание изгиба. Металлическая пластина помещается на нижнюю матрицу, и прижимная пластина плотно прижимает металлическую пластину.
Затем пуансон прикладывает давление к выступающему металлическому листу для изгиба.
Какие материалы подходят для гибки листового металла?
Выбор гибочных материалов также является важным фактором для определения эффекта гибки.
Некоторые свойства материала не подходят для гибки, что может привести к поломке или повреждению пресс-формы во время гибки.
Материалы с низкой пластичностью могут снизить риск разрушения материала при нагревании.
Поэтому при выборе материалов для гибки обращайте внимание на характеристики материалов.
Ниже приведены некоторые распространенные материалы, применяемые для гибки листового металла, и их свойства.
Углеродистая сталь: Углеродистая сталь очень прочная, но обладает хорошей пластичностью и очень гибкая. Кроме того, углеродистая сталь является экологически чистым материалом, который можно перерабатывать.
Мягкая сталь: Пластичность мягкой стали очень хорошая, ее можно плавно гнуть без нагрева.
Нержавеющая сталь: Нержавеющая сталь прочна и устойчива к коррозии, ее прочность на растяжение и предел текучести очень хорошие.
Нержавеющая сталь является широко используемым гибочным материалом, который обычно гнут на гибочном станке.
Титан: Титан также является материалом с высокой прочностью на растяжение. Неправильное использование повредит форму. При изгибе титана необходимо увеличить внутренний радиус изгиба, чтобы предотвратить растрескивание.
Из-за своей упругости материал необходимо согнуть, чтобы получить желаемую форму.
Алюминий: Алюминий легко растрескивается при изгибе, поэтому его можно предотвратить отжигом. Изгибая алюминий, будьте осторожны, чтобы не согнуть его слишком сильно, чтобы уменьшить растрескивание.
Медь: Медь обладает высокой пластичностью и хорошо поддается изгибу. Стоимость меди относительно низка, и она широко используется в промышленности по обработке листового металла.
Стоимость меди относительно низка, и она широко используется в промышленности по обработке листового металла.
Гибка листов из нержавеющей стали
Особенности нержавеющей стали
Сталь представляет собой сплав с добавлением других материалов, включая небольшое количество углерода, марганца, кремния, меди, фосфора, серы и кислорода.
По содержанию углерода сталь делится на высокоуглеродистую, среднеуглеродистую, низкоуглеродистую и сверхнизкоуглеродистую.
Сталь можно гнуть, и инструменты для гибки стальных листов также изготавливаются из стали. Усилие, необходимое для гибки стальных листов, относительно невелико.
Однако сила, необходимая для сгибания нержавеющей стали, относительно велика.
Нержавеющая сталь имеет высокий предел текучести, высокую твердость и плохую пластичность, поэтому при изгибе требуется большое усилие.
Пружинирование нержавеющей стали после гибки велико, поэтому требуется большой радиус изгиба, чтобы предотвратить растрескивание заготовки.
Рекомендации по гибке листа из нержавеющей стали
Толщина листа и сила гибки. Перед гибкой нержавеющей стали необходимо определить толщину листа нержавеющей стали, а более толстые листы необходимо обработать на гибочном станке.
Угол изгиба и радиус изгиба.
Слишком большой радиус изгиба вызовет чрезмерное пружинение материала, а слишком маленький радиус изгиба вызовет растрескивание при изгибе.
Вообще говоря, большая часть радиуса изгиба составляет 0,2. Для таких материалов, как высокоуглеродистая сталь, требуется больший внутренний радиус, чтобы предотвратить растрескивание.
Упругость нержавеющей стали очень велика, а угол изгиба и внутренний радиус нержавеющей стали не могут быть слишком маленькими.
Упругость при изгибе
Упругость металлической пластины пропорциональна пределу текучести материала и обратно пропорциональна модулю упругости.
Низкоуглеродистая сталь имеет меньшую упругую отдачу, что подходит для изготовления заготовок с высокой точностью, в то время как высокоуглеродистая сталь и нержавеющая сталь имеют большую упругую отдачу.
Чем больше радиус изгиба, тем больше пружинение. Заготовка с меньшим радиусом изгиба имеет более высокую точность.
Рассчитать припуск на изгиб.
Припуск на изгиб (степень расширения внешней стороны листа) можно рассчитать, если известны толщина листа, угол изгиба и внутренний радиус.
Определяет длину листа, необходимую для гибки.
Вы можете рассчитать по формуле BA=(π/180) x B x (IR+K x MT) или использовать калибр припуска на изгиб.
Гибка на станках
Далее вы можете использовать машину, например листогибочный пресс, для выполнения гибки.
Если металлический лист легко растрескивается, его можно подвергнуть горячей штамповке или отжигу.
Отжиг улучшает пластичность металлов за счет их размягчения. Горячая гибка заключается в том, чтобы сделать металл красным, нагревая его, а затем снова сгибая.
Заключение
В этом блоге представлены некоторые базовые знания о гибке листового металла и несколько важных факторов, требующих внимания при гибке нержавеющей стали.
Большая часть гибки металла завершается с помощью машин, таких как листогибочные прессы, конечно, вы можете использовать тиски для выполнения простой гибки.
Являясь производителем станков для обработки листового металла, ADH имеет 20-летний опыт работы в отрасли.
Если вам нужны листогибочные прессы или другие машины для обработки листового металла, вы можете связаться с нашим продавцом для получения более подробной информации о продукте и ценах.
Часто задаваемые вопросы
Как согнуть лист из нержавеющей стали без тормоза?
Прежде всего, вам понадобятся пластины из нержавеющей стали, молотки, тиски, линейки, транспортиры и маркеры.
С помощью линейки измерьте толщину пластины, определите коэффициент К и внутренний радиус, а затем рассчитайте допуск на изгиб. Формула BA=(π/180) x B x (IR+K x MT).
Отметьте линию изгиба и радиус изгиба с помощью транспортира и маркера.
Отрежьте пластину из нержавеющей стали соответствующего размера и согните пластину под соответствующим углом с помощью тисков.
По металлу можно равномерно ударять деревянным молотком, чтобы получить желаемый угол.
Проверьте допуск на изгиб и проверьте угол изгиба. Если есть плохой изгиб, изгибу может помочь нагрев.
Как рассчитать допуск на изгиб?
Под давлением металл сжимается внутри и растягивается снаружи.
Припуск на изгиб необходимо учитывать при расчете размера изгиба.
Для расчета припуска на изгиб необходимо знать толщину листа, внутренний радиус, коэффициент К и угол изгиба.
Формула расчета: BA=(π/180) x B x (IR+K x MT)
Где K — коэффициент K, B — угол изгиба, IR — внутренний радиус, MT — пластина толщина.
Основы гибки листового металла, которые вы должны знать
Кусок листового мяса можно согнуть рукой. Однако это может произойти только в том случае, если листовой металл тонкий. Кроме того, вы можете использовать инструмент для обработки сложных заданий. Наиболее распространенным оборудованием, которое многие используют для гибки, являются тормоза. Листовой металл всегда полезен для различных работ, поскольку он более гибкий в работе. Вам требуется всего несколько основных инструментов для выполнения конкретной задачи. Здесь, в этой статье, мы поделимся несколькими советами, которые вы можете применить, чтобы получить профессионально выглядящий изгиб.
Листовой металл всегда полезен для различных работ, поскольку он более гибкий в работе. Вам требуется всего несколько основных инструментов для выполнения конкретной задачи. Здесь, в этой статье, мы поделимся несколькими советами, которые вы можете применить, чтобы получить профессионально выглядящий изгиб.
Содержание
- 1 Тип изгибающего материала
- 2 Методы изгиба
- 2,1 V-сгибания
- 2,2 изгиб воздуха
- 2,3 Нижний
- 2,4 Использование нагрева для толстых и тяжелых бенд. Изгиб
- 3 Как защитить поверхность
- 4 Когда использовать тормоз
- 5 В заключение
Тип изгибаемого материала
Правда в том, что некоторые конкретные материалы более податливы, чем их аналоги. Под этим мы подразумеваем, что они легко сгибаются. Наоборот, другие типы материалов могут ослабнуть или треснуть в процессе гибки.
Рассмотрим примеры ниже:
Мягкая сталь: Материалы ковкие. Интересно, что вы также можете согнуть его на морозе без каких-либо заметных проблем.
Интересно, что вы также можете согнуть его на морозе без каких-либо заметных проблем.
Пружинная сталь: Полностью отожженная. Когда вы получите желаемую форму, вам также придется нагревать для лучшего результата.
Латунь: Процентное содержание цинка в этом сплаве влияет на его гибкость. Например, если сплав имеет высокое содержание цинка, он будет менее пластичным. Простых изгибов всегда легко добиться. Пользователю может потребоваться резервное тепло для выполнения сложных изгибов.
6061 Алюминий : Пользователю может потребоваться отжечь этот алюминий, чтобы получить надлежащий изгиб. Холодное изгибание приведет к растрескиванию; поэтому этот материал плохо гнётся.
Бронза: Материалы бывают жесткими, поэтому могут треснуть. Вы можете приложить больше тепла, если хотите улучшить формуемость.
5052 Алюминий: Этот металл легко гнется и с ним легко работать. Вы также забудете о взломе. Было бы полезно, если бы вы избегали постоянного разгибания, так как позже он может сломаться.
Вы также забудете о взломе. Было бы полезно, если бы вы избегали постоянного разгибания, так как позже он может сломаться.
Медь: Металл очень ковкий. Он легко согнётся.
Титан: Это прочный материал, который может сломать ваш гибочный инструмент. Вы можете использовать больший радиус изгиба для достижения лучших результатов. Интересно, что пользователю приходится сильно сгибать его, чтобы он мог вернуться в желаемую форму.
Методы гибки
Существует несколько методов гибки листового металла. У каждого метода есть свои плюсы. Единственная проблема заключается в том, как сделать точные изгибы, которые повысят удобство использования. Если вы остановитесь на более простых методах, вам, возможно, не потребуются сложные инструменты для получения аналогичных результатов.
V-образная гибка
V-образная гибка является наиболее популярной техникой гибки. В этом методе есть и другие подгруппы, такие как чеканка, дно и гибка на воздухе. Около 90% всех работ по гибке будет связано с гибкой дна и воздушной гибкой.
В этом методе есть и другие подгруппы, такие как чеканка, дно и гибка на воздухе. Около 90% всех работ по гибке будет связано с гибкой дна и воздушной гибкой.
Воздушная гибка
Воздушная гибка использует V-образную нижнюю матрицу и пробойник. Радиус изгиба определяется профилем пуансона. Глубина хода определяет угол изгиба. Рабочий может отрегулировать глубину хода на машине.
Как пользователь, вы должны разрешить адекватное открытие нижнего штампа. Было бы лучше, если бы вы также приняли во внимание радиус изгиба и толщину материала. Как правило, нижняя матрица должна быть как минимум в 7-12 раз толще материала. Такая конструкция гарантирует долгий срок службы вашего гибочного инструмента.
Дно
Днище также использует V-образный нижний штамп и пуансон. В этом случае пуансон будет прижимать требуемые материалы к внутренней поверхности нижней матрицы. Угол нижнего инструмента определяет угол изгиба.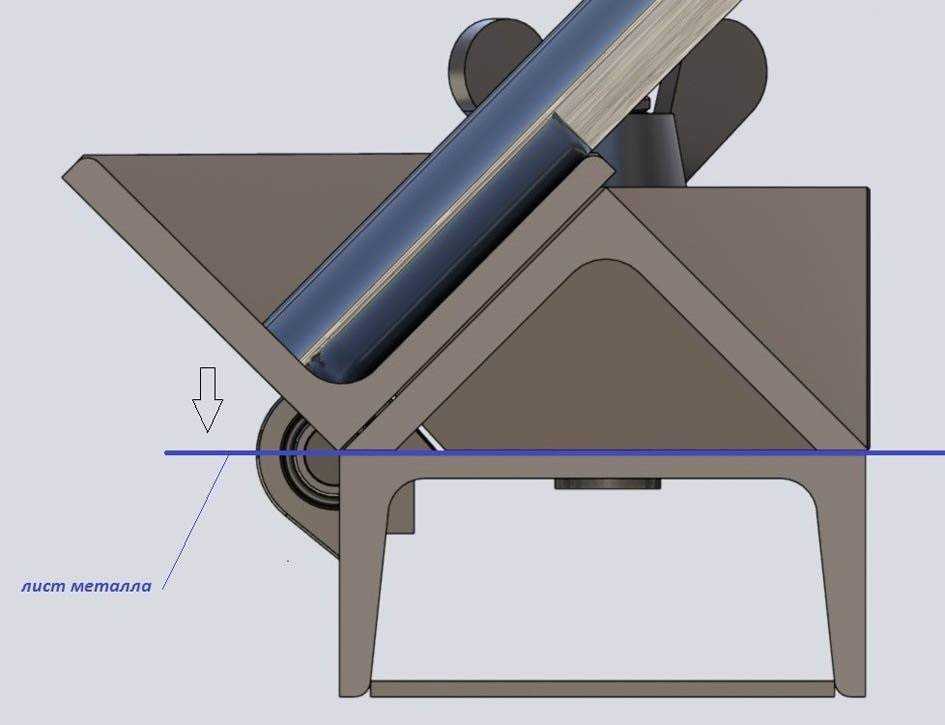
Если вы хотите добиться большей точности, вы можете использовать этот метод. Кроме того, он имеет меньшую пружинистость по сравнению с методом воздушной гибки.
Использование тепла для толстых и тяжелых изгибов
Тепло необходимо для двух важных аспектов. Они отжига и горячей штамповки. Некоторые металлы, такие как алюминий 6061 и пружинная сталь, нуждаются в этих процессах, поскольку они не трескаются в процессе гибки.
Отжиг
Это процесс размягчения металла, чтобы сделать его более ковким. Процесс обычно удобен как для стали, так и для алюминия.
Горячая гибка
Процесс довольно прост. Вам может понадобиться только нагреть металл, пока он не станет раскаленным докрасна. В результате вы можете согнуть его до желаемой формы. Процесс также сложен для длинных кусков листа. Для небольшого проекта процесс может быть довольно простым.
Как защитить поверхность
Упражнение по изгибу металла приведет к множеству царапин. Как пользователь, вы должны предпринять дополнительные шаги для защиты поверхности металла. Вы можете легко наклеить малярную ленту на поверхность, где, по вашему мнению, она может соприкоснуться с твердым материалом.
Если металл продолжает царапаться, можно наклеить еще малярных лент. Вы также можете использовать деревянные блоки, чтобы получить лучшие результаты.
Когда использовать тормоз
Вы можете использовать тормоз для достижения самых чистых изгибов. Тормоз позволит пользователю сгибать листовой металл в непрерывном движении без какой-либо угрозы деформации. Если в вашем гараже нет этого инструмента, купите его на Amazon или в ближайшем магазине.
Если вы не можете позволить себе более дешевый, не волнуйтесь. Есть и другие тормоза для проката. Они недороги в управлении, а их условия выгодны для кармана. Тормоз — жизненно важный инструмент в вашем гараже, который поможет вам выполнить множество задач.
Тормоз — жизненно важный инструмент в вашем гараже, который поможет вам выполнить множество задач.
В заключение
Работа с различными металлами требует дополнительных навыков. Вам нужно будет понять их свойства, поскольку вы используете их правильно для достижения конкретной цели.
В связи с этим сгибание листа потребует от вас использования правильных инструментов. Кроме того, вам также следует обработать некоторые металлы, чтобы получить желаемые изгибы. Весь процесс гибки листового металла пройдет легко, если соблюдать меры безопасности.
Этот пост содержит ответы на некоторые вопросы, если вы ищете важные советы о том, как следует сгибать простыню. Если вы правильно их примените, у вас будет более высокая отдача.
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве. Услуги быстрого прототипа, которые мы предоставляем, включают в себя профессиональное проектирование, обработку с ЧПУ, включая фрезерную и токарную обработку с ЧПУ, изготовление листового металла или прототипирование листового металла, литье под давлением, штамповку металла, вакуумное литье, 3D-печать, SLA, изготовление прототипов экструзией пластика и алюминия, быструю оснастку, Быстрое литье под давлением, отделочные услуги по обработке поверхности и другие услуги по быстрому прототипированию в Китае, пожалуйста, свяжитесь с нами сейчас.
