Револьверный токарный станок: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
инженер поможет — Конструкция, классификация и характеристики токарно-револьверных станков
В то время, когда необходимо обработать самые разные металлические заготовки, специально применяют токарные станки. Для повышения производительности и качества токарной обработки используют универсальное оборудование. Это оборудование включает в себя револьверные токарные станки, которые имеют функцию выполнения нескольких операций без изменения типа режущего инструмента. Как правило, токарно-револьверные станки относят к отдельной группе, которые на данный момент времени имеют огромную популярность.
Предназначение револьверного токарного станка аналогично оборудованию станка токарной группы, отличием является лишь наличие многопозиционной поворотной головки. Данный элемент конструкции позволяет значительно увеличить эффективность работы станка, уменьшить время, необходимое для обработки одной заготовки. Помимо этого, на данный момент очень популярен токарно-револьверный станок с ЧПУ, оснащенный револьверной головкой с посадочными местами для нескольких режущих инструментов.
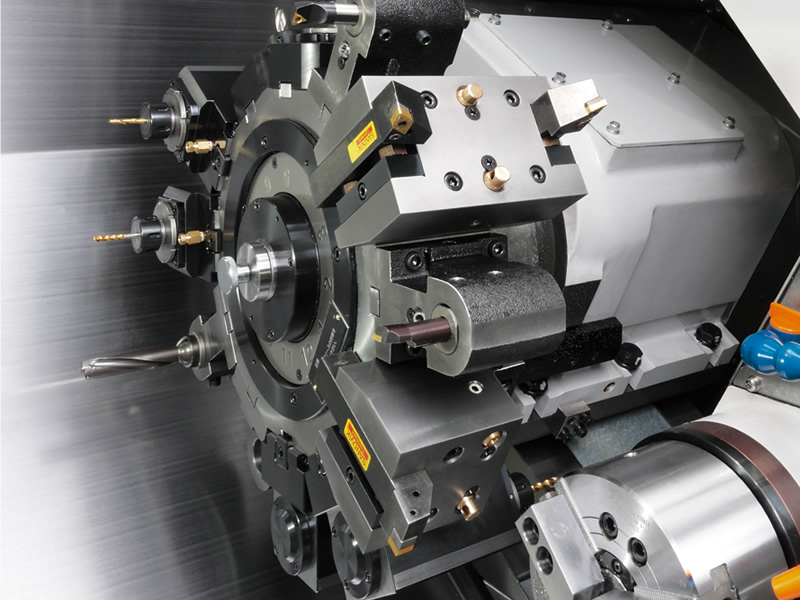
Горизонтальные револьверные токарные станки имеют две особенности, отличающие их от обычных универсальных токарных станков. Первая особенность — это многогранная главная револьверная головка, которая занимает место задней бабки на токарном станке двигателя. Различные расточные, токарные, сверлильные, а также инструменты для нарезания резьбы могут быть закреплены на главной револьверной головке, которая может периодически вращаться вокруг своей вертикальной оси. Для продольного перемещения револьверной головки относительно заготовки, установленной на шпинделе станка, можно использовать либо маховик, либо автоматизированную продольную подачу.
Второй отличительной особенностью токарно-револьверного станка является револьверная головка, установленная на поперечном суппорте. Эта револьверная головка также может вращаться вокруг своей вертикальной оси и позволяет использовать различные токарные инструменты. К задней части поперечного суппорта можно прикрепить инструментальную стойку или инструментальный блок для установки дополнительных инструментов. Поперечное движение может быть приведено в действие или вручную или автоматически.
Поперечное движение может быть приведено в действие или вручную или автоматически.
Револьверные токарные станки могут быть классифицированы как прутковые машины или отбойные машины. Прутковые машины раньше назывались винтовыми машинами, и они могут быть либо ручными, либо автоматическими. Прутковый станок предназначен для обработки мелких резьбовых деталей, втулок и других мелких деталей, которые могут быть созданы из пруткового материала, подаваемого через шпиндель станка. Автоматические прутковые станки производят части непрерывно путем автоматической замены запаса прутка в шпиндель машины. Отбойный станок предназначен главным образом для обработки более крупных деталей, таких как отливки, поковки или заготовки из штока, которые обычно должны быть установлены в патроне вручную.
Конструкция токарно-револьверного станка
Современный револьверный токарный станок представляет собой многоцелевой обрабатывающий комплекс, который способен выполнять ряд операций различной степени сложности. Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Станок отличается конструкцией и принципом работы. Для повышения производительности в нем предусмотрена возможность установки резцов различных типов. Улучшение в производительности может быть достигнуто с помощью блока ЧПУ установленного на станке. В этом случае участие человека в эксплуатации оборудования будет осуществляться минимально.
Револьверные токарные станки, как правило, состоят из следующих компонентов:
• Станина — предназначена для монтажа всех элементов оборудования;
• Передняя и задняя бабки. С их помощью происходит фиксация деталей и передача вращательного движения от электродвигателя; Их совместная работа позволяет выполнять токарные операции по всей площади заготовки. Эта часть конструкции перемещается по координатным осям;
• Электроника станка — состоит из двигателей и блока управления. Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Кроме того, в конструкции должен быть механизм точного позиционирования резцов. Это связано с их разной длиной и конфигурацией. Как правило, это система датчиков, данные с которых поступают на ЧПУ посредством обратной связи (ОС).
Повышение производительности в некоторых моделях станков достигается путем установки двух рабочих бабок (задней и передней). Это позволяет выполнять механическую обработку с двух сторон, но только если компоновка включает в себя два или более держателя инструмента.
Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
Ее местоположение определит возможность выполнения того или иного вида разворота.
В зависимости от этого револьверные токарные станки могут быть горизонтальными, вертикальными или наклонными. Также необходимо обратить внимание на конструкцию и особенности суппорта. Его конфигурация определяется общим принципом компоновки оборудования:
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
Универсальные или любые другие револьверные токарные станки отличаются разнообразием параметров, но выделяются два основных признака в классификации:
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные.
 Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр. - Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.
Револьверный токарный полуавтомат принадлежит к другой группе оборудования, которое необходимо с целью обрабатывания прутков разных диаметров. Из характерных черт данных моделей выделяются следующие признаки:
- 1-шпиндельный револьверный токарный станок данной группы оснащен шпинделем с отверстием не очень большого размера под пруток.
- Доп.оснащение показано узлом, который осуществляет подачу и полностью фиксирует деталь. Так же, токарные станки рассматриваемой группы оснащены прибором, который позволяет отводить деталь после обработки, что в свою очередь позволяет максимально оптимизировать и сделать производство высокоавтоматизированным.
При покупке, возможно, наткнуться на станки, которые могут быть оснащены разным кол-вом шпинделей. Стоит обратить внимание на некоторые подробности:
Помимо данного, револьверный токарный станок с числовым программным управлением оснащен прибором, который дает возможность производить обработку деталей с высокой точностью при помощи поворота револьверной головки. Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Основные характеристики
Разработка револьверной головки было неминуемым следствием развития металлообрабатывающей промышленности. А связано это было с тем, что числовое программное управление (ЧПУ) в сочетании с такой конструкцией станка позволяет существенно обеспечить ускорение обработки металлических заготовок, повышение точности размеров и шероховатость поверхности.
Исследуя токарно-револьверные станки, следует обратить внимание на следующие моменты:
- Данное оборудование часто приобретается лишь в целях монтажа в цехах, производящих детали в больших количествах. Лишь в этом случае токарные станки окупаются сверх своей высокой стоимости.
- Параметры рассматриваемого станка определяют возможность обработки с достаточно большой скоростью и большой подачей, т.
 к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент. - Факт того, что все основные узлы рассматриваемого станка имеют расположение такое же, как и у любых других токарных станков, определяет кол-во проводимых операций, а так же вид. Функцию быстрой смены инструмента определяют ТТХ рассматриваемого станка. По этой причине, за одну установку можно выполнить сразу большинство операций, при этом время, затрачиваемое на смену инструмента, сокращается в 5-10 раз.
Исследуя общие характеристики, на револьверную головку необходимо обратить внимание в первую очередь. Станок является токарно-револьверным, в зависимости от модели может быть оснащено различными револьверными головками, которые дают возможность устанавливать сразу несколько инструментов в некоторой очередности. В этом случае кол-во инструментов может колебаться от четырех до сорока. Конструкционно этот узел достаточно сложен, и смена инструмента может производиться посредством поворота головки. Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Параметры токарно-револьверных станков с револьверной головкой практически неотличимы от параметров станков аналогичного оборудования с классической компоновкой. Но все же есть список характеристик, которые необходимо детально рассмотреть.
Основным параметром при выборе являются характеристики револьверной головки. В дополнение к вышеописанным качествам (расположение и характеристика суппорта) следует учитывать количество установленных режущих инструментов, их конфигурацию и длину. Также нужно принимать во внимание возможность подключения к блоку ЧПУ. Список команд, передаваемых в систему, способны определять функциональные возможности оборудования.
Рассмотрим характеристики токарно-револьверного станка:
1) Минимальный и максимальный размер заготовки, при котором имеется возможность установить ее в центрах;
2) Скорость смены инструмента. Эта характеристика влияет на производительность конкретной модели;
Эта характеристика влияет на производительность конкретной модели;
3) Наличие сквозного отверстия нужного диаметра для выполнения токарных операций на поверхности заготовки;
4) Подача суппорта – максимальное смещение в продольном и поперечном направлениях;
5) Точное позиционирование режущего инструмента;
6) Возможность нарезания резьбы различных типов (дюймововая, метрическая и т.д.).
Это общий список параметров, которые могут быть добавлены в зависимости от особенности конструкции оборудования. Кроме того, нужно учитывать максимальную и минимальную скорость вращения шпинделя, а также мощность электродвигателя, который монтируется на токарно-револьверном станке.
Преимущества и недостатки
Значительность применения токарных станков с резцедержателем револьверного типа, определяется только после детального анализа функциональных возможностей оборудования, а также его технических характеристик. Но не менее важным является выявление положительных и отрицательных моментов их работы.
Но не менее важным является выявление положительных и отрицательных моментов их работы.
— Основным преимуществом использования станков этой группы является высокая производительность. Для выполнения различных токарных операций совершенно не обязательно каждый раз выполнять замену режущего инструмента. Также стоит отметить автоматику, которой обладают револьверные токарные станки. Но это будет иметь смысл только в том случае, если у вас установлено числовое программное управление (ЧПУ).
— К недостаткам можно отнести только относительно высокую стоимость моделей и повышенную сложность изготовления вместе с техническим обслуживанием. Также есть повышенные требования к профессионализму персонала. Но эти факторы ничтожно малы и учитываются только на стадии разработки технологической схемы производства.
Виды выполняемых работ
Анализируя данные приведенные выше, мы знаем, что, ТТХ новейших револьверных токарных станков позволяют производить самые разные операции. Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Рассмотрим самые популярные виды операций, которые можно осуществлять на револьверных токарных станках:
- Протачивание наружного диаметра (осуществляются черновой и чистовой проходы)
- Протачивание, подрезка торца, кроме того, можно отрезать заготовку при помощи отрезного токарного резца.
- Наружное и внутреннее нарезание резьбы с помощь разных резцов.
- Протачивание наружных канавок, которые могут принимать разную форму и нужную глубину (выполняется с помощью нужного резца).
Изучая при выборе паспорт револьверного токарного станка, необходимо обратить внимание на то, что нарезать резьбу можно только с помощью метчика либо плашки. Чтобы осуществить этот момент, необходимо, чтобы прибор закрепления инструментов имел специальные державки, которые могут передвигаться по оси.
Особенности токарно-револьверной группы
Отличительные черты станков данной группы устанавливают значительное повышение производительности в десятки раз. Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
- Замена всех приспособлений станка происходит быстро и оперативно.
- Почти все узлы имеют систему быстрой подачи, для того чтобы ускорить в несколько раз процедуру смены положения закрепленной детали.
- Если применять многорезцовые держатели в виде оснастки, то производительность также увеличиться в несколько раз.
Также нужно помнить то, что техническое обслуживание квалифицированными специалистами и проведение ремонта, очень осложняется проблематичной конструкцией, которая очень сложна.
Для правильной работы станка, необходимо правильно настроить его оборудование. Для того чтобы произвести эту настройку правильно, необходимо придерживаться следующих пунктов:
- Для любой детали необходимо писать техпроцесс, в котором будет содержаться вся информация об очередности положения режущих инструментов, а также их виде.

- Чертёж детали обязан иметь информацию о вылете, который должен иметься у инструмента. Также нужно не забывать о том, что при изготовлении детали высокой точности, необходимо принимать во внимание то, как много режущий инструмент вылезает за границы револьверной головки.
- У значительной части станков рассматриваемой группы предустанавливают упоры, ограничивающие подачи, как продольную, так и поперечную. У станков, на которых установлена система числового программного управления (СЧПУ), упоры отсутствуют, из-за их бесполезности – все узлы находятся под контролем высокоточного привода.
Главной особенностью станков рассматриваемой группы является диаметральный размер заготовок. Большая часть таких станков рассчитана на работу с заготовками, у которых диаметр поперечного сечения располагается в пределах 16 — 63 сантиметров.
Также, исследуя при выборе данные модели станков, необходимо принимать во внимание нижеупомянутые параметры:
- Максимальный диаметр поперечного сечения, способный располагаться над суппортом.

- Наибольший размер длины прутка. Данная характеристика способна зависеть от помещения, в котором находится станок.
- Ограниченное пространство, по которому могут передвигаться компоненты данной конструкции.
Вся вышеперечисленная информация также содержится в паспорте револьверных токарных станков. Кроме того рассматриваются и иные параметры, которые мы рассмотрим далее.
Особенности системы ЧПУ
Как мы уже знаем из информации выше, в основном у револьверного токарного станка имеются в конструкции узлы, работающие с системой числового программного управления (СЧПУ). Всё это из-за того, что ЧПУ даёт огромный прирост производительности.
При рассмотрении отличительных черт станков с числовым программным управлением (ЧПУ), выделим следующие факторы:
- Довольно часто, заготовки проходят обработку под защитным кожухом. Этот фактор полностью исключает вероятность пораниться и травмироваться при работе с данными станками.
 Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух. - Высокоточная обработка заготовок может происходить только с помощью необходимой техоснастки, а также конкретных режущих инструментов. Такая высокоточная обработка снижает погрешность практически до нуля. Например, таких результатов можно достичь, пользуясь новейшими резцами с пластинами, которые обладают очень большую износостойкость режущей кромки.
- Значительное сокращение времени некоторых операций при изготовлении деталей, благодаря автоматической смене инструмента, в отличие от смены, в которой инструмент необходимо менять вручную.
- Значительное снижение себестоимости готовой продукции, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности.
Не смотря на это, ремонт и техническое обслуживание револьверных токарных станков очень сложны в осуществлении и доставляют очень много больших проблем. Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Большинство мастеров знают такие модели как 1325Ф30, 1Г325, 1Г340П, 1П420ПФ40, которые повсеместно ставятся практически во все производственные цеха и помещения. Прорыв в технологическом прогрессе дал старт новейшим и передовым моделям с системой числового программного управления, функции которых очень эффективно сказываются на экономические факторы производства.
В несколько раз повышается точность и качество полученных деталей, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности. Выше упомянутые модели станков 1325Ф30 и 1П420ПФ40 имеют большую популярность – они обладают современной системой числового программного управления, территория обработки заготовок защищена специальным кожухом. Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Вывод
Исследуя и анализируя выше изложенную информацию, можно сделать вывод, что, несмотря на все положительные и отрицательные качества, токарно-револьверные станки на сегодняшний день имеют большую популярность, а также огромную базу потребителей – станки могут устанавливаться как в большие производственные цеха, так и в небольшие мастерские.
Модели с системой числового программного управления (СЧПУ) очень актуальны на данный момент и дают огромный прирост производительности в виде обработки высокоточных и качественных деталей, а также значительное сокращение времени, затрачиваемое на производство готовой продукции, за счёт оптимизации автоматизированного производства и автоматической смены инструмента.
Но, к сожалению, ремонт и техническое обслуживание станков данной группы очень сильно затрудняется по причине сложной конструкции (к тому же если установлена система ЧПУ, сложность ремонта повышается).
3.3.2. Токарно-револьверные станки
В
отличие от токарно-винторезных
станков
револьверные имеют вместо задней бабки
револьверный суппорт. Револьверная
головка этого суппорта позволяет
закреплять значительное количество
инструментов и, путем периодических
поворотов ее,
производить
быструю смену инструментов в нужной
последовательности. Во многих станках
револьверный суппорт снабжается
механизмом быстрых перемещений.
Револьверные
станки не имеют ходового винта, поэтому
нарезание резьбы производится только
плашками и метчиками.
Характерным элементом для
конструкции револьверных станков
являются механизмы автоматического
останова суппортов, обеспечивающие
получение линейных размеров.
Револьверные
станки делятся на две группы в зависимости
от назначения: для прутковой и патронной
работы.
Станки
для прутковой работы снабжаются
специальным зажимным устройством с
пружинящими втулками-цангами. Станки
Станки
для работы со штучными заготовками
(штампованными, литыми) оснащаются
самоцентрирующими патронами, которые
могут иметь сменные вкладыши. Зажимные
устройства обоих типов (цанговые и
патронные) часто приводятся в действие
от пневматического цилиндра, монтируемого
на заднем конце шпинделя.
В зависимости от расположения
оси револьверной головки различают
станки с вертикальной и горизонтальной
осью револьверной головки (рис.14).
Станки с вертикальной осью
головки, кроме револьверного суппорта,
имеют еще поперечный суппорт. Станки с
горизонтальной осью револьверной
головки, располагаемой параллельно оси
шпинделя, в большинстве случаев
поперечного суппорта не имеют. На этих
станках работы с поперечной подачей
производятся при помощи вращения
револьверной головки.
Револьверные
станки целесообразно применять для
деталей, требующих при обработке
последовательного употребления большого
количества инструментов с незначительным
для каждого инструмента временем
резания. Изделия, допускающие одновременную
Изделия, допускающие одновременную
обработку нескольких поверхностей,
выгоднее обрабатывать на многорезцовых
станках.
Рис.14.
Револьверные головки:
а
– с вертикальной осью; б,
в
– с горизонтальной осью
Применение револьверных
станков оправдывает себя лишь при
наличии инструментальных наладок. В
связи с этим, эксплуатация их наиболее
целесообразна при достаточно больших
партиях деталей. Из области револьверных
работ исключаются детали, требующие
обработки в центрах.
Исполнительный
механизм револьверного станка с
вертикальной осью револьверной головки
(рис.15) состоит из шпинделя с трехкулачковым
патроном 4
или
цангой для установки заготовки,
револьверной головки 7
и суппорта 6
для
установки режущих инструментов (резцов,
сверл, расточных блоков и т.п.). На рисунке
показан станок патронного исполнения.
Вращательное движение со скоростью
резания сообщается прутку или штучной
заготовке от электродвигателя обычным
передаточным
механизмом, состоящим из ременной
передачи и коробки скоростей. Движение
Движение
подачи получает режущий инструмент,
закрепленный в резцедержателе 5
поперечного
суппорта (Sпоп,
Snpод)
или в шести гнездах револьверной головки
(Sг).
Это
движение от вала электродвигателя
станка обычно передается ременной
передачей или цилиндрическими зубчатыми
колесами, или червячной парой и т.д.
После выполнения перехода головка
поворачивается на 1/6 оборота, вводя в
рабочую зону новый инструмент.
Несущая
система станка аналогична системе
токарного станка при работе в патроне:
усилия между инструментом и заготовкой
замыкаются через станину 1
с направляющими суппорта и шпиндельную
бабку 3.
Закрепление
штучных заготовок в самоцентрирующем
патроне не отличается от аналогичных
действий на токарном станке. Применяются
также патроны с пневматическим приводом.
При обработке заготовок из прутка зажим
может обеспечиваться цанговым патроном.
Рис. 15.
15.
Токарно-револьверный станок:
1
– станина с направляющими; 2
– коробка подач суппортов; 3
– шпиндельная бабка;
4
– патрон на шпинделе; 5
– резцедержатель
суппорта; 6
– суппорт с фартуком;
7
– шестигранная револьверная головка
с гнездами для установки
режущих инструментов;
8 –
револьверный суппорт;
9 –
барабан револьверного суппорта с упорами
К
специфическим узлам, типичным для
револьверных станков, относятся упоры,
цанговый зажим и механизм в фартуке
станка, выключающий подачу от упоров.
Регулируемые упоры представляют собой
преграду, в которую упирается рычаг,
выключающий подачу и тем самым прекращающий
процесс обработки при достижении
соответствующего крутящего момента на
червяке или другом элементе передаточной
цепи подачи. Барабан с упорами 2
(рис.16) закрепляется жестко на станине
станка, а его упоры регулируются в
зависимости от необходимого перемещения
суппорта с жестким упором 3.
Корпус
1
барабана
поворачивается на 1/6 часть окружности.
Остановка суппорта в момент контакта
упоров 2
и
3
приводит
к выключению механизма подачи.
а)
б)
Рис.16.
Упоры револьверного станка:
а
– барабан с упорами, ограничивающими
продольную подачу суппорта; б
– отводной упор станка с горизонтальной
продольной осью головки; 1
– поворотный корпус барабана;
2
– упоры, регулируемые для каждой позиции
револьверной головки или суппорта;
3
– жесткий упор на суппорте; 4
– контргайка регулируемого упора;
5
– револьверная головка; 6
– регулирующий винт;
7
– отводной упор; 8
– станина станка
Существуют различные
конструкции механизмов, выключающих
движение подачи, известные под названиями
падающий рычаг, или падающий червяк. В
В
них под действием возрастающих усилий
происходит быстрое разъединение муфты
или червячного зацепления.
Токарные станки, VTL (вертикальный токарно-револьверный станок) — Подержанные станки
Произведите революцию в своем бизнесе с помощью программного обеспечения Machine Hub!
Запланируйте демонстрацию сегодня!
Войти
ПРОДАТЬ ОБОРУДОВАНИЕ
ПОИСК ПРОИЗВОДИТЕЛЯ
ПОИСК ПО КАТЕГОРИЯМ
Просмотр 1 — 30 из 50
12 на странице24 на странице36 на странице48 на странице
- Условие
- Страна
- Бренд
- Диаметр стола
- Качать
- Работа Ht-U/R
- Сила
- об/мин
- ЧПУ
- Масса
- Размер патрона
- Перемещение по оси X
- Перемещение по оси Z
- Фрезерование
- Живая скорость фрезерования
- Живая мощность фрезерования
- C-ось
- Вместимость башни
- Живой инструмент
- Машино-часы
Разработанный непосредственно на основе потребностей и отзывов владельцев техники и брокеров по всей стране,
мы наполнили нашу платформу ценными функциями, которые помогут вам продавать больше машин и повышать эффективность ваших операций.
УЗНАТЬ БОЛЬШЕ
Партнер MDNA
MDNA — международная некоммерческая торговая ассоциация, основанная в 1941 году для продвижения индустрии подержанных машин.
Членами MDNA являются торговцы машинами, аукционисты и оценщики.
Наши члены-дилеры и аукционисты предлагают самый широкий выбор подержанной техники в мире, тысячи машин доступны на складах и заводах по всему миру.
LEARN MORE
Machine Hub
Manage Your Business
News
Support
Contact Us
Schedule a Demo
Pricing
Follow Us On Social
Marketplace
Оборудование для продажи
Поиск по категориям
Поиск по производителям
Аукционы
Войти
Зарегистрироваться
© 2022 Machine Hub. Все права защищены.
Все права защищены.
| Условия
| Политика конфиденциальности
Powered by Hunch Free
Кто такой оператор револьверного станка?
Когда дело доходит до оператора токарно-револьверного станка, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 18,7 доллара в час? Это 38 904 доллара в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на 8% и создаст 83 800 вакансий в США. . Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и физическая сила.
Как стать оператором токарно-револьверного станка
Если вы заинтересованы в том, чтобы стать оператором токарно-револьверного станка, первое, на что вам следует обратить внимание, это уровень образования, которое вам необходимо. Мы определили, что 16,7% операторов револьверных станков имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 0,0% операторов токарно-револьверных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарно-револьверных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Что касается уровня высшего образования, мы обнаружили, что 0,0% операторов токарно-револьверных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарно-револьверных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Узнайте больше о том, как стать оператором револьверного станка
Лучшие вакансии оператора револьверного станка рядом с вами
Оператор револьверного станка Карьера
По мере продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, оператор токарно-револьверного станка может определить свои карьерные цели посредством продвижения по карьерной лестнице. Например, они могут начать с такой роли, как машинист, перейти к такой должности, как техник, а затем, в конечном итоге, получить должность начальника производства.
Оператор Turret Tarte Gotion
Machinisttechnicianteam Leader
Supervisor
7 лет
Machinisttechnianciancift Supervisor
Менеджер производства
6 лет
Machinisttechniancianproduction Supervisor
. 2000 -го списка 9000 годы 9000 -го. Компьютерный числовой контроллер МашинистИнспектор контроля качестваТехник по обеспечению качества
2000 -го списка 9000 годы 9000 -го. Компьютерный числовой контроллер МашинистИнспектор контроля качестваТехник по обеспечению качества
Супервизор по обеспечению качества
6 лет
Компьютерный численный контроллер Machinistmancome Ingenerproject Engineer
Manager Control Manager
7 лет
Покажите больше
Top Careers перед оператором башни
. Оператор (96 834 рабочих мест)
10,8 %
Оператор ЧПУ (32 345 рабочих мест)
Лучшие карьеры после оператора токарно-револьверного станка
Machinist (15 448 рабочих мест)
13,5 %
Оператор погрузки (213 020 рабочих мест)
12,2 %
Компьютерный численый контроллер Машинист (32 345 рабочи
ResumeLocationSupport Specialist First Atlantic Jobs
Сертифицированный фельдшер/сертифицированный помощник медсестры Jobs
РезюмеCertified медицинский ассистент/сертифицированный помощник медсестры Работа в клинике и больнице Grand Itasca
Работа за стажировку для аспирантов
Стажировка студентов Резюмеградации Джеральд Чемпион Региональный медицинский центр.
Вакансии Старший системный инженер
РезюмеВакансии Старший системный инженер AmTrust Financial
Операторы револьверных станков в Америке получают в среднем 38 904 доллара в год или 19 долларов в час. Верхние 10 процентов зарабатывают более 47 000 долларов в год, а нижние 10 процентов — менее 31 000 долларов в год.
Средняя заработная плата оператора башни
$ 38 904 Годовой
$ 18,70 часовые
$ 31 000
10 %
$ 38 000
Median
$ 470005
90 %
Что AM AM AM IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMA IMAM5
$ 470009000
2 9000
.
Штаты с наибольшим количеством рабочих мест оператора токарно-револьверного станка
Number Of Turret Lathe Operator Jobs By State
| Rank | State | Number of Jobs | Average Salary | ||
|---|---|---|---|---|---|
| 1 | Massachusetts | 1,078 | $45,177 | ||
| 2 | Maryland | 839 | $41,191 | ||
| 3 | New Jersey | 762 | $40,852 | ||
| 4 | Ohio | 388 | $36,176 | ||
| 5 | California | 381 | $40,369 | ||
| 6 | Wisconsin | 351 | $39,562 | ||
| 7 | Pennsylvania | 313 | $42,767 | ||
| 8 | Illinois | 296 | $ 37,775 | ||
| GEORGIA | GEORGIA | . 0313 0313 | |||
| 10 | North Carolina | 276 | $35,129 | ||
| 11 | Minnesota | 258 | $41,552 | ||
| 12 | Texas | 244 | $35,686 | ||
| 13 | Indiana | 233 | $38,457 | ||
| 14 | Florida | 221 | $37,615 | ||
| 15 | Michigan | 187 | $40,161 | ||
| 16 | Tennessee | 174 | $36,291 | ||
| 17 | New York | 166 | $39,314 | ||
| 18 | Rhode Island | 139 | $39,936 | ||
| 19 | New Hampshire | 124 | $39,752 | ||
| 20 | South Carolina | 121 | $35,710 | ||
| 21 | Arizona | 102 | $38,014 | ||
| 22 | Iowa | 102 | $36,266 | ||
| 23 | Missouri | 100 | $35,853 | ||
| 24 | Connecticut | 99 | $41,679 | ||
| 25 | Alaska | 95 | $42,909 | ||
| 26 | Virginia | 83 | $35,260 | ||
| 27 | Kentucky | 81 | $32,577 | ||
| 28 | Hawaii | 79 | $40,728 | ||
| 29 | Washington | 69 | $41,576 | ||
| 30 | Alabama | 61 | $37,753 | ||
| 31 | Oregon | 57 | $44,460 | ||
| 32 | Utah | 56 | $38,411 | ||
| 33 | Nebraska | 55 | $33,910 | ||
| 34 | Kansas | 52 | $36,983 | ||
| 35 | Arkansas | 49 | $36,333 | ||
| 36 | Mississippi | 48 | $37,827 | ||
| 37 | Colorado | 47 | $38,426 | ||
| 38 | Louisiana | 35 | $36,233 | ||
| 39 | Oklahoma | 29 | $34,296 | ||
| 40 | South Dakota | 26 | $35,957 | ||
| 41 | Maine | 20 | $39,557 | ||
| 42 | Nevada | 20 | $35,268 | ||
| 43 | Vermont | 17 | $40,288 | ||
| 44 | Delaware | 13 | $35,162 | ||
| 45 | Idaho | 11 | $41,791 | ||
| 46 | West Virginia | 7 | $42,245 | ||
| 47 | North Dakota | 7 | $36,896 | ||
| 48 | Montana | 7 | $36,683 | ||
| 49 | Wyoming | 2 | $40,853 | ||
| 50 | New Mexico | 2 | $35,596 |
Turret Lathe Operator Education
Turret Lathe Operator Majors
Business
13. 9 %
9 %
Precision Metal Working
12,7 %
Общие курсы
11,4 %
Оператор револьверного станка Степени
Диплом средней школы
50,0 %
Бакалавриат
16,7 %
Диплом
15,9 %
Раздел «Навыки» в вашем резюме может быть почти таким же важным, как и раздел «Опыт», поэтому вы хотите, чтобы он был точным описанием того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 38,5% операторов токарно-револьверных станков указали в своем резюме поддоны, но также важны социальные навыки, такие как навыки работы с компьютером и ловкость.
- поддонов, 38,5%
- ручные инструменты, 14,8%
- штангвийперс, 14,6%
- Контроль заохонов, 6,9%
- нагрузочные грузовики, 4,9%
- . Шаблоны резюме оператора токарного станка
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора токарного станка, а также дает советы экспертов.
 Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора токарно-револьверного станка на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора токарно-револьверного станка на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.Демографические данные операторов револьверных станков
Гендерное распределение операторов револьверных станков
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: люди.
- Самая распространенная раса/этническая принадлежность среди операторов револьверных станков — белые, что составляет 70,9% всех операторов револьверных станков.
- Наиболее распространенным иностранным языком среди операторов револьверных станков является испанский (75,0%).
Программы стажировки для операторов токарно-револьверных станков
Виртуальные программы стажировки воспроизводят работу в ведущих компаниях и помогают вам приобрести навыки, необходимые для успешной работы там.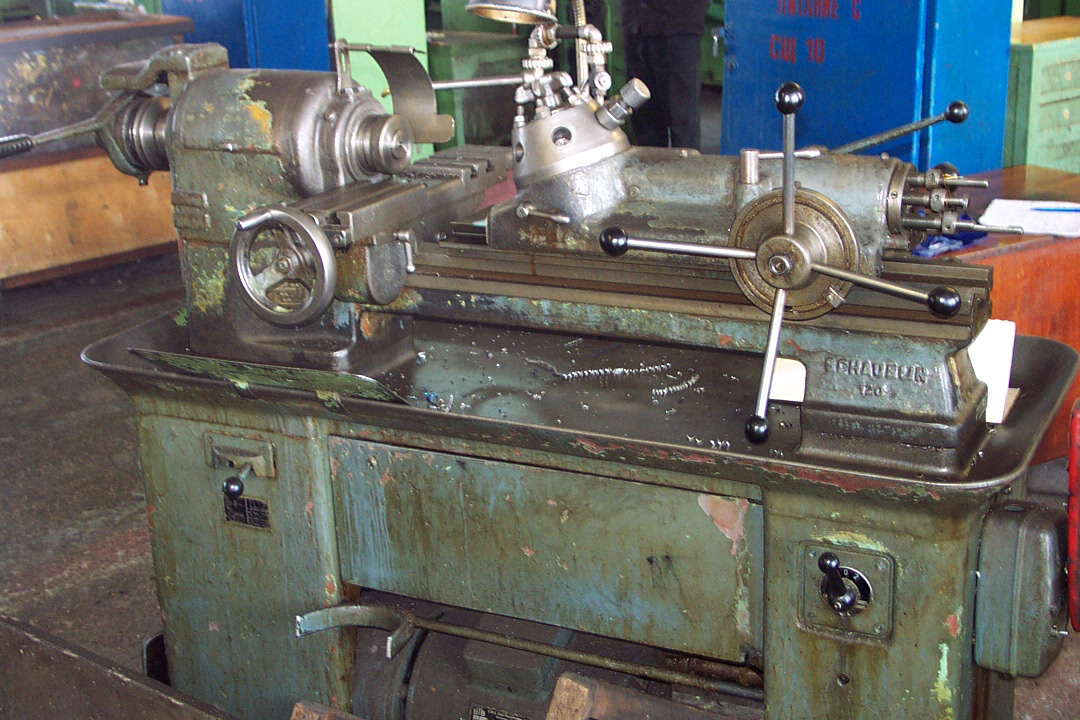 Всего за несколько часов изучите соответствующие инструменты, необходимые для выполнения типичного рабочего дня в этой компании. Программы виртуального опыта работы на 100 % бесплатны, открыты для доступа и рассчитаны на самостоятельное обучение. Опыт и приложения не требуются!
Всего за несколько часов изучите соответствующие инструменты, необходимые для выполнения типичного рабочего дня в этой компании. Программы виртуального опыта работы на 100 % бесплатны, открыты для доступа и рассчитаны на самостоятельное обучение. Опыт и приложения не требуются!
Готовность к работе: Программа профессиональных навыков
Компания: ANZ Australia
Стоимость: бесплатно
Продолжительность: 2-3 часа
См. подробности программы
Подробнее о программе
Shields Up: программа кибербезопасности
Компания: AIG
Стоимость: бесплатно
Продолжительность: 3 часа0178
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Создание траекторий для токарного станка с ЧПУ
Станки с ЧПУ имеют почти бесконечное множество конфигураций для различных применений. До сих пор мы говорили только о станках с ЧПУ. Точнее, вертикально-фрезерные центры. В этом курсе мы обратим внимание на токарный станок с ЧПУ. Мы определяем разницу в системе координат токарного станка, инструментах и как создавать траектории для конкретных токарных станков. Хотите вывести свое обучение на новый уровень? Завершите специализацию Autodesk CAD/CAM для производства, и вы разблокируете дополнительную…
Точнее, вертикально-фрезерные центры. В этом курсе мы обратим внимание на токарный станок с ЧПУ. Мы определяем разницу в системе координат токарного станка, инструментах и как создавать траектории для конкретных токарных станков. Хотите вывести свое обучение на новый уровень? Завершите специализацию Autodesk CAD/CAM для производства, и вы разблокируете дополнительную…
Подробнее на Coursera
Введение в CAD, CAM и практическую обработку с ЧПУ
Этот курс знакомит вас с фундаментальными знаниями в области автоматизированного проектирования, производства и практического использования станков с ЧПУ. В этом курсе мы начинаем с основ Autodesk® Fusion 360™ CAD, учась правильно создавать эскизы и моделировать 3D-детали. Прежде чем программировать какие-либо траектории, мы изучим основы обработки с ЧПУ, чтобы убедиться, что у нас есть базовые знания, необходимые для эффективного определения траекторий. Наконец, мы изучим основы настройки CAM-программы и определения. ..
..
Подробнее на Coursera
Введение в аппаратное обеспечение и операционные системы
Если вы готовы войти в мир информационных технологий (ИТ), вам необходимы навыки, необходимые для работы. Этот курс позволяет вам развить навыки работы с компьютерным оборудованием и операционными системами и является вашим первым шагом к подготовке ко всем видам карьеры, связанной с технологиями, требующей базовых навыков в области ИТ. Во-первых, изучите основной программный мозг компьютера — его операционную систему, когда будете изучать Microsoft Windows. Затем откройте для себя ключевые внутренние аппаратные компоненты компьютера, в том числе…
Подробнее на Coursera
Показать больше Курсы для операторов револьверных станков
Тип работы, которую вы хотите
Полная занятость
Неполный рабочий день
Стажировка
Временная
Как оператор револьверных станков оценивает свою работу?
Вы работаете оператором револьверного станка?
Оцените, как вам нравится работать оператором токарно-револьверного станка.
