Как спаять латунь с латунью: как и чем паять латунь
Содержание
Сварка латуни
Основную сложность при сварке деталей из латуни обуславливает разница в температурах плавления составных частей всех марок латуни — меди и цинка. Если у самой латуни температура плавления — 700 ºС, то у цинка — 420 ºС. То есть цинк уже при низких температурах начинает выгорать (это приводит к выделению в воздух вредных веществ) и течь, а материал в районе формирования шва кипит, что делает сам сварной шов неровным.
При сварке массивных латунных деталей необходим предварительный прогрев, а при сварке тонких листов (до 1,5 мм) производится предварительная отбортовка. Зазор между свариваемыми изделиями должен быть меньше 2х мм, а если щель 2 и более мм, то надо делать подкладки, например из проволоки или нарезанного листа.
Аргоновая сварка латуни
Для провидения сварочных работ вам понадобится латунная проволока Л63 на катушке, полуавтомат и баллон с газом, респиратор из-за образования окиси цинка. Также понабится специальные флюсы, но при сварке в аргоне можно обройтись без них.
Температурные режимы отжига для нагрева кромок перед сваркой – 700-800 ºС, в процессе отжига – 600-650 ºС. Скорость изменения температуры 100 ºС/час. Мощность горелки выбирается, как и для сварки стали – на 1 мм сплава 120 л/ч горючей смеси.
Сваривают латунь с максимальной скоростью, как можно скорее, так как при меньшей скорости резко вырастает возможность образования пор по шву, при однослойном шве скорость сварки должа быть от 15 до 25 см в минуту. Присадочную проволоку располагают под углом 20-30 градусов к кромкам свариваемых деталей, а горелка под углом близким к прямому. Ни проволока, ни электрод не должны оказаться в ванне с расплавом.
Так как сварка ведется вольфрамовым электродом (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Заполнение стыка скошенных кромок (разделки) делают с перехлестом, а впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Длина дуги увеличивается, и в какой-то момент она разрывается.
Вставив проволоку в горелку, включайте полуавтомат. Установите на полуавтомате прямую полярность, постоянный ток. Латунная сварочная проволока подается в автоматическом режиме, но можно делать это и самостоятельно, что, при в некоторых случаях бывает необходимо. Во время сварки следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык, а подложка, если она есть не сместилась или вообще не отвалилась. Дуга должна быть длинной, чтобы не допустить образования прожогов на поверхности металла и чтоб меньше пузырилось.
Отжиг сварных соединений
Для улучшения прочности сварных соединений по возможности следует провести дополнительный отжиг соединенных элементов при температуре порядка 550 градусов, что существенно улучшает структуру металла, обеспечивая максимально возможную прочность сварочных швов. Это относится к работам по сварке латуни любым способом.
Пайка латуни в домашних условиях
В принципе латунные изделия можно паять паяльной лампой обычным оловянным припоем используя буру как флюс. Однако качество и прочность соединения не будут высокими.
Однако качество и прочность соединения не будут высокими.
+7(495)988-30-04
Дополнительные мобильные телефоны —
+7(915)332-61-30 +7(916)328-86-67
ЛАТУНЬ
- ЛАТУННЫЙ ПРОКАТ
- СВОЙСТВА ЛАТУНИ
- ГОСТы на ЛАТУНЬ
- Контакты и реквизиты
- РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
- ЛАТУНЬ
- МЕДЬ
- БРОНЗА
- АЛЮМИНИЙ
- ТИТАН
- ОЛОВО
- НИКЕЛЬ
- ЦИНК
- РАСЧЁТ ВЕСА МЕТАЛЛА
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).

По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Чем паять алюминий и сплавы на его основе
Чтобы работа осуществилась на должном уровне, припой для пайки алюминия должен содержать в себе кремний, алюминий, а также медь, цинк и серебро. Сегодня в продаже можно отыскать составы, где все эти составляющие находятся в разных соотношениях.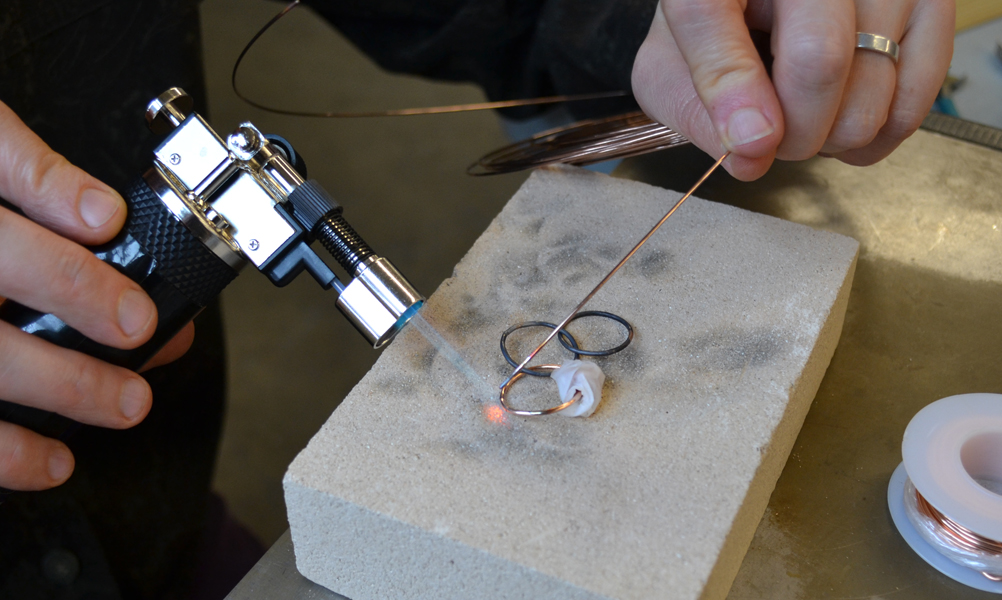
Выбирая надежный припой, важно учитывать следующее. Максимальную стойкость к коррозии и высокую прочность будет иметь то соединение, которое делалось с припоем, где содержится много цинка.
Также для алюминия можно применить соединения на основе олова и свинца. Но важно качественно подготовить рабочую поверхность, зачистить щеткой из нержавейки и использовать активные флюсы. Но специалисты не рекомендуют использовать такой элемент.
Любой припой для пайки алюминия высокотемпературный. Самые оптимальные, которые позволяют получить надежное соединение, – алюминиево-кремниевые и алюминиево-медно-кремниевые.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).

- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.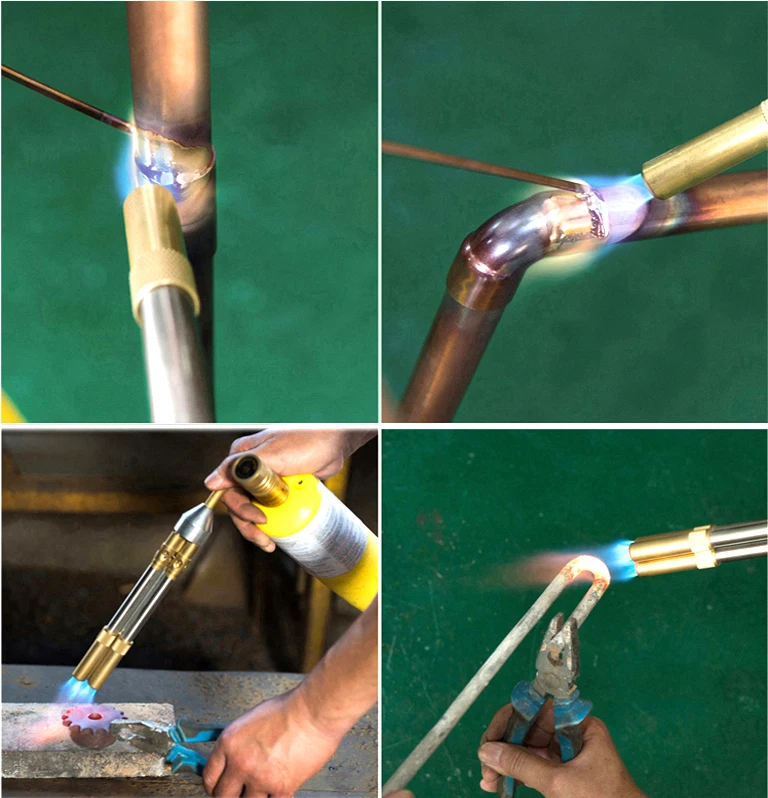
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя.
 Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная. - По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.

- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Нержавеющая сталь
Если необходимо соединить детали из нержавейки, то профессионалы рекомендуют использовать прутки из олова и свинца. Также хорошо подходят материалы с кадмием. Можно применить легкоплавкие сплавы на базе цинка. Однако не стоит их использовать вместе с углеродистыми или же низколегированными сталями. Лучший припой для пайки нержавейки – это состав на основе чистого олова. Кроме того, только олово допускается, если место пайки будет контактировать с продуктами питания.
Если работы будут проводиться в сухой либо же печной атмосфере, тогда следует применить серебро с марганцем, хромоникелевые припои или чистую медь (а еще лучше латунь). Когда паять приходится в коррозионных условиях, используют серебряные тиноли с небольшой частью никеля.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Оптимальной считается температура нагрева жала паяльника до 350°С.
Смачиваемость
Прежде всего, любой вид припоя должен иметь отличную смачиваемость. Без этой характеристики спаиваемые детали просто не смогут надежно контактировать друг с другом. Что такое смачиваемость? Это такое интересное явление, когда прочность связей между частицами твердого вещества и жидкости выше, чем у молекул жидкости. Если есть смачиваемость, тогда жидкость растечется по поверхности и попадет во все полости. Итак, если припой для пайки не смачивает, к примеру, медь, тогда его нельзя использовать с этим металлом. Для пайки ее не используют свинец в чистом виде. Его характеристики смачивания очень низкие и нельзя рассчитывать на высокое качество соединения.
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.

Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Схема пайки металлов латунью при помощи газовой горелки.
Как паять латунную трубу
16 января 2023 г. 16 января 2023 г.
| 10:03
Работа с латунными трубами может быть пугающей как для домашних мастеров, так и для опытных профессионалов. Но с правильными инструментами и методами пайка может быть легкой задачей. В этом сообщении блога будет представлен краткий обзор процесса, чтобы вы могли уверенно заняться своим следующим проектом, связанным с латунной трубой.
Но с правильными инструментами и методами пайка может быть легкой задачей. В этом сообщении блога будет представлен краткий обзор процесса, чтобы вы могли уверенно заняться своим следующим проектом, связанным с латунной трубой.
Соберите свои инструменты
Прежде чем начать, убедитесь, что у вас есть все необходимые материалы. В зависимости от сложности вашего проекта, это может быть флюс, паяльник, припой и (конечно) латунная трубка. Вы также должны убедиться, что у вас есть защитное снаряжение, такое как защитные очки и перчатки, на случай, если во время пайки с труб слетит какой-либо мусор. Как только вы собрали все вместе, пришло время начать!
Очистите трубы
Далее вам необходимо убедиться, что на ваших трубах нет грязи и мусора, прежде чем спаивать их вместе. Очистка ваших труб гарантирует, что при их соединении не будет никаких зазоров или пустот. Для этого используйте стальную мочалку или наждачную бумагу, чтобы удалить пыль или остатки с фитингов и поверхностей вашей трубы. После завершения протрите поверхность влажной тканью, чтобы убедиться, что она полностью чистая, прежде чем переходить к следующему шагу.
После завершения протрите поверхность влажной тканью, чтобы убедиться, что она полностью чистая, прежде чем переходить к следующему шагу.
Нанесите флюс
Флюс представляет собой пастообразный материал, который помогает создать герметичное уплотнение между двумя металлическими частями при нагревании. При пайке латунной трубы важно обильно нанести флюс вокруг каждого стыка, чтобы обеспечить прочное соединение между деталями после их нагрева жалом паяльника. При необходимости используйте кисточку или ватный тампон, чтобы равномерно распределить флюс по всем сторонам каждого соединения перед запуском паяльника.
Нагрейте паяльник и соедините трубы После нанесения флюса подключите паяльник к сети и дайте ему нагреться, пока он не достигнет оптимальной температуры (обычно около 600°F). Затем отложите немного припоя на один угол каждого соединения, прежде чем начать процесс соединения их вместе с помощью тепла от жала паяльника — будьте осторожны, чтобы не коснуться ни одной из частей непосредственно жалом! Оттуда просто двигайтесь вдоль каждого соединения по мере необходимости, пока все части не будут надежно соединены без каких-либо зазоров или пустот, видимых между ними.
Заключение:
Паять латунную трубу на первый взгляд может показаться пугающей задачей, но как только вы поймете, как это работает и какие инструменты необходимы для успеха, это на самом деле довольно просто! Имея в виду эти советы – заранее собирайте материалы; очистка от грязи/мусора; нанесение флюса; разогрев припоя; Соединение труб — каждый должен быть в состоянии взяться за свой следующий проект, связанный с латунной трубой, не вспотев! А для тех, кто все еще может чувствовать себя неуверенно в том, чтобы взяться за такое дело, просто помните — практика делает совершенным! Вскоре вы почувствуете себя достаточно уверенно, чтобы браться за еще более сложные проекты, используя этот метод.
Палак Кариа
Увлеченный эксперт в области металлургии и блоггер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Насадки для пайки медных или латунных труб
Считаете ли вы себя умелым или любителем делать что-то своими руками? Тогда вы не против исправить мелкие проблемы с сантехникой, когда они появятся, и это здорово.
Если вы планируете выполнять какие-либо проекты, связанные с металлической сантехникой (трубы и фитинги), вам необходимо знать, как паять. В отличие от пластиковых труб, таких как ПВХ, которые можно склеивать, металлические трубы нуждаются в прочном соединении.
Что такое пайка?
Пайка — это процесс соединения двух металлических деталей. В сантехнике это делается для создания постоянного водонепроницаемого уплотнения между трубой и фитингом. Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
В процессе пайки используется горелка (обычно работающая на пропане) и припой. Проволока размещается там, где встречаются труба и фитинг, и тепло горелки используется для расплавления проволоки, образуя прочное соединение.
Пайка меди и латуни
Если вы собираетесь заняться сантехническим проектом, требующим пайки, вы должны знать, что процесс может различаться в зависимости от материалов, с которыми вы работаете. Когда дело доходит до сантехники, два наиболее распространенных металла, с которыми вы столкнетесь, — это медь и латунь.
Медь обычно используется в трубах, потому что с ней легко работать и она устойчива к коррозии. С другой стороны, многие фитинги сделаны из латуни для дополнительной прочности и меньшей стоимости. Вы также можете найти медные фитинги. Поэтому важно знать, какой материал вы используете, потому что это повлияет на то, как вы будете паять соединения.
Общая техника пайки очень похожа. Независимо от того, работаете ли вы с медной или латунной сантехникой, вот общие шаги, которые вы должны выполнить:
- Очистите конец трубы
- Используйте инструмент для снятия заусенцев, чтобы сделать гладкие края
- Используйте кисть, чтобы нанести флюс на конец трубы
- Наденьте фитинг на трубу
- Предварительно нагрейте фитинг
- Нанесите припой и нагрейте горелкой
- Удалите излишки припоя тряпкой
Однако пайка латуни может быть более сложной, требует дополнительного времени или других инструментов.
